api 653 neopetrol 2015
DESCRIPTION
curso de reparación, inspección y mantenimiento de tanques atmosfericosTRANSCRIPT


Expositor: Ing. Rafael Andrés Escalona M.E. Confiabilidad en Sistemas Industriales ASNT NDT LEVEL III N° 230359 AWS – CWI N° 14102931
Inspector Autorizado API 510 N° 34614 Inspector Autorizado API 570 N° 40156
Inspector Autorizado API 577 N° 50508 Inspector Autorizado API 653 N° 44010 Inspector Autorizado CICB N° MCIT – V6093 SNT – TC – 1A NIVEL II (VT, UT, ET, RT, ML, PT, MT, IR, LT)
CIV N° 212.583

Actividades que emplean Tanques de Almacenamiento
1. Explotación (Baterías de Producción). 2. Transporte por Ductos (Estaciones de
Bombeo). 3. Refinación y Procesos Industriales (PaWo de
Tanques). 4. Comercialización. 5. Plantas de Abastecimiento. 6. Estaciones de Servicio. 7. Consumidores Directos.

Tanques de Almacenamiento Superficiales

Tanques de Almacenamiento Enterrados

INSPECCIÓN
SEGURIDAD
MEDIO AMBIENTE
REGULACIONES (LEYES,
CÓDIGOS) GESTIÓN DE
MANTENIMIENTO
CONFIABILIDAD Y EFICIENCIA
Razones para Inspeccionar (Palabras Claves): operación segura, no contaminación, mantenimiento, reemplazo, reparación, re-‐raWng, mecanismos de falla, leyes, justo a Wempo, confiabilidad, eficiencia, reducción de costos …

Certificados

Publicaciones

Aspectos Claves - Introducción Debe (Shall): como es usado en este estándar, ‘debe’ denota un requerimiento mínimo para cumplir con la especificación = OBLIGATORIO Debería (Should): como es usado en este estándar, ‘debería’ denota una recomendación o aviso pero que no es requerido para cumplir con la especificación = OPCIONAL Cada edición, revisión o anexo de este estándar API puede usarse empezando con la fecha de publicación mostrada en la caratula de esta edición, revisión o anexo. Cada edición, revisión o anexo de este estándar API llega a ser efecWvo seis meses después de la fecha de publicación para equipos que son cerWficados, re-‐rateados, reconstruidos, relocalizados, reparados, modificados (alterados), inspeccionados y probados por este estándar. Durante los seis meses de Wempo entre la fecha de publicación de la edición, revisión o anexo y la fecha efecWva, el comprador y el fabricante deben especificar la edición, revisión o anexo con la cual el equipo es rateado, reconstruido, relocalizado, reparado, modificado (alterado), inspeccionado y probado. Generalmente, los estándares API son chequeados y revisados, reafirmados o reWrados al menos cada cinco años. Una extensión de dos años puede ser adicionada al ciclo de revisión. La condición de la publicación puede ser validada en el departamento de API estándares, teléfono (202) 682-‐8000. Un catalogo de publicaciones y materiales API es publicado anualmente por API, 1220 L Street, N.W., Washington, D.C. 20005.

Sección 1 -‐ Alcance

Sección 1 -‐ Alcance 1.1.1 Este estándar cubre tanques de acero de almacenamiento construidos según API 650 y su predecesor API 12 C. Este proporciona los requerimientos para mantener la integridad de estos tanques después de que han sido puestos en servicio y trata la inspección, reparación, alteración, relocalización y reconstrucción.

Sección 1 -‐ Alcance
PARTES DE UN TANQUE (GENERAL)
TECHO (ROOF)
ACCESORIOS (ACCESORIES)
CILINDRO CASCO (SHELL)
FONDO (BOTTOM)
CIMENTACION (FOUNDATION)
1.1.2 El Alcance es limitado a la cimentación del tanque, fondo, cilindro (casco), estructura, techo, accesorios y boquillas hasta la cara de la primer brida, primer junta roscada, o primer soldadura de conexión. Muchos de los diseños, soldadura, examinación, y requerimientos de material de API 650 pueden ser aplicados en el mantenimiento, inspección, raWng, reparación y alteración de tanques en servicio. En el caso de conflictos aparentes entre los requerimientos de este estándar y API 650 o su predecesor API 12C, este estándar debe mandar para tanques que han sido puestos en servicio.

Cimentación – Anillo de Concreto

Primer Anillo y Fondo

Pestaña de Fondo
Pestaña de Fondo Espesor >= 0.1 in Proyección >= 3/8 in

Sumidero

Planchas de fondo, tubería de drenaje y sumidero

Manhole – Entrada Hombre

Entrada Hombre Ver API 650 – 5.7 Shell Openings

Entrada Hombre y Entrada de Limpieza Ver API 650 -‐ Figure 5-‐12-‐Flush-‐Type Cleanout Firngs

Entrada Hombre -‐ Rectangular

Boquillas

Boquillas

Boquillas
Ver API 650 – 5.7 Shell Openings

Desarrollo del Cilindro / Envolvente

Tanque Atmosférico con Domo Geodésico

Domo

Estado de Planchas de Techo

Columnas de Soporte de Tanques con Techo Fijo Ver (Figure 5-‐26-‐Some Acceptable Column Base Details – API 650 – Pg. 5-‐74)

Venteo / Respiradero (Con y sin arrestaflama)

Sistemas de Conexión a Tierra

Tuberías de Espuma (amarilla) y Contra-‐incendio (roja)

Imágenes en pantalla panorámica

Inspección de Tuberías y Cámaras de Espuma

Escaleras Ver API 650 – Tabla 5-‐17 y 5-‐18

Anillos de Rigidez

Anillos de Rigidez

Sección 1 - Alcance 1.1.3 Este estándar aplica los principios de API 650; sin embargo, los propietarios de tanques de almacenamiento/operadores, basados en las consideraciones de construcción específica y detalles de operación, podrían aplicar este estándar para cualquier tanque de acero construido de acuerdo con una especificación de tanque. 1.1.4 Este estándar es elaborado para uso de organizaciones que manWenen o Wenen acceso a personal de Ingeniería o de Inspección técnicamente entrenado y con experiencia en diseño, fabricación, reparación, construcción e inspección de tanques. 1.1.5 Este estándar no conWene reglas o lineamientos que cubran toda la variedad de condiciones que pueden ocurrir en un tanque existente. Cuando los detalles de diseño y construcción no se conocen, y no está disponible el as-‐built-‐standard (estándar como construido), los detalles que garanWcen un nivel de integridad igual al nivel proporcionado por la edición actual de API 650 deben ser uWlizados. 1.1.6 Este estándar reconoce conceptos de evaluación fitness-‐for-‐service (apto-‐para-‐servicio) para la evaluación en servicio de la degradación de componentes que soportan presión. API 579-‐1/ ASME FFS-‐1 Fitness-‐For-‐Service, proporciona detallado procedimientos de evaluación o criterios de aceptación para Wpos específicos de degradación referidos en este estándar. Cuando este estándar no proporcione procedimientos específicos de evaluación o criterios de aceptación para un Wpo específico de degradación o cuando este estándar explícitamente permite el uso de criterios fitness-‐for-‐service, API 579-‐1/ASME FFS-‐1 puede ser usado para evaluar los diferentes Wpos de degradación o los requerimientos de prueba direccionados en este estándar.

Sección 1 - Alcance
1.2 Cumplimiento con esta Norma El operador o propietario Wene la responsabilidad final de cumplir con las disposiciones de este estándar. La aplicación de este, está restringida a organizaciones que emplean o Wenen acceso a una agencia de inspección autorizada como se define en el punto 3.4. Cuando a una persona disWnta al propietario u operador le sean asignadas ciertas tareas tales como reubicación y reconstrucción de un tanque, las responsabilidades para cada una de las partes deben ser definidas por el propietario/operador antes de comenzar los trabajos. 1.3 Jurisdicción Si cualquier disposición de este estándar presenta un conflicto directo o implícito con cualquier regulación estatutaria, la regulación gobernará. Sin embargo si los requerimientos de este estándar son más estrictos que los requerimientos de la regulación, entonces los requerimientos de este estándar gobernarán.

Sección 1 - Alcance 1.4 Prácecas de Trabajo Seguro Deberá hacerse una evaluación de los riesgos potenciales a los que el personal puede estar expuesto cuando se realiza una inspección interna, reparaciones o desmantelamiento de tanques. Los procedimientos deberán ser desarrollados de acuerdo a los lineamientos dados en API 2015, API 2016 y API 2217A, que incluirá seguridad y salud del personal, prevención de fuego accidental y explosiones, y la prevención de daños a la propiedad. Cumplir con los procedimientos permiWdos es una prácWca esencial de trabajo seguro para protección del personal y de la propiedad. Donde soldadura y trabajo en caliente están involucrados, API 2009 establece ‘excepto en áreas específicamente designadas como seguras para trabajo en caliente’, un permiso de trabajo en caliente debe ser obtenido antes de empezar cualquier trabajo que pueda involucrar una fuente de ignición. ’ Podría ser necesario desarrollar procedimientos especiales para ciertas acWvidades descritas en este estándar que no son completamente cubiertas por las publicaciones API referenciadas, por ejemplo, precauciones de seguridad para acceso de personal a tanques de techo flotante que están en servicio, o desgasificación del fondo del tanque. Apéndice B de API 2009 proporciona información breve sobre InerWzación de tanques. El uso de inerWzación como medida de seguridad debería indicar al personal sobre los peligros cuando se usan gases inertes en el lugar de trabajo y la implementación podría hacerse en consulta con especialistas que son familiares con estos procesos. Finalmente, los procedimientos deben cumplir con cualquier regulación de seguridad federal o estatal perWnente para ‘espacios confinados’ o cualquier otra disposición relevante.

Trabajo Seguro

Revisión Rápida del Contenido de API 653
• AcWvidad: • Revisar la Tabla de Contenido del Código y familiarización
con los Temas tratados – Preguntas Abiertas.

Sección 2 -‐ Referencias
Sección 2 -‐ Referencias

Manejo de Códigos y Normas internacionales

API RP 575 Publicación de gran valor para: • Conocer tipos de tanques, razones para Inspección, métodos, tipos de
registro, reportes. • Identificar zonas que deben ser inspeccionadas y recomendación de los
métodos de examinación y prueba más efectivos. • Conocer experiencias de Industria en fallas y detección de mecanismos de
deterioro. • Ejemplos prácticos de cálculos relacionados con la Integridad de las
Tanques.

Publicación de gran valor para: • Conocer ventajas y desventajas de Procesos de Soldadura Comunes. • Conocimiento de aspectos de aspectos relevantes en la Elaboración de Procedimientos
de Soldadura WPS. • Conocimiento de aspectos de aspectos relevantes en Calificación de Procedimientos de
Soldadura PQR. • Conocimiento de aspectos de aspectos relevantes en Calificación del Desempeño del
soldador WPQ. • Descripción y aplicación de Técnicas de Inspección para la evaluación de la Integridad de
la Soldadura.
API RP 577

Publicación de gran valor para: • Conocer ventajas y desventajas de Procesos de Soldadura Comunes. • Conocimiento de aspectos de aspectos relevantes en la Elaboración de
Procedimientos de Soldadura WPS. • Conocimiento de aspectos de aspectos relevantes en Calificación de
Procedimientos de Soldadura PQR. • Conocimiento de aspectos de aspectos relevantes en Calificación del
Desempeño del soldador WPQ. • Descripción y aplicación de Técnicas de Inspección para la evaluación de la
Integridad de la Soldadura.
API RP 577
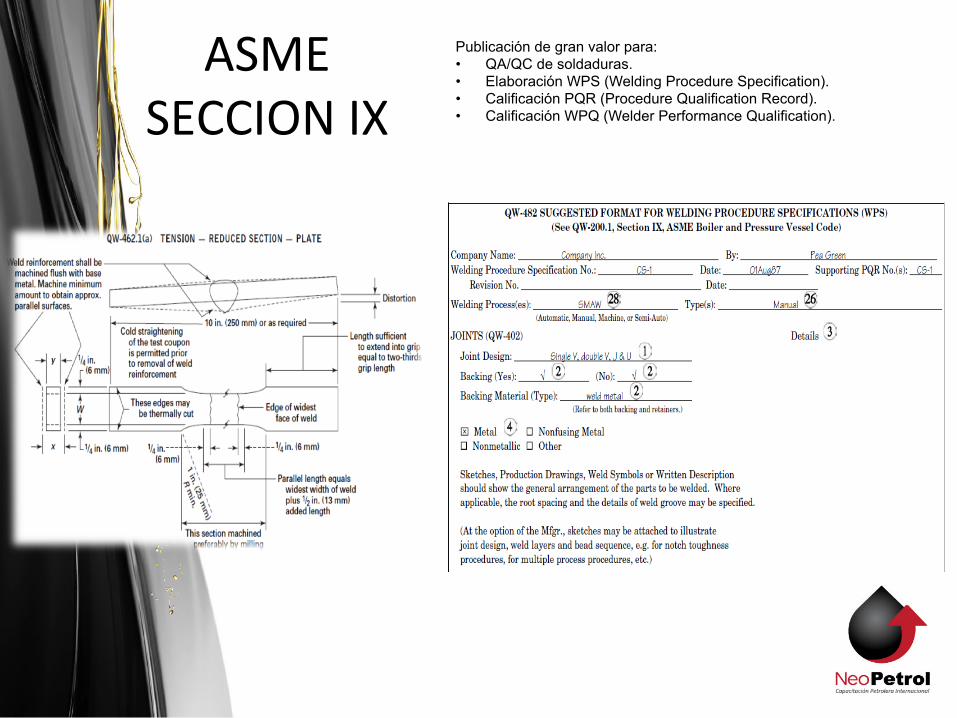
ASME SECCION IX
Publicación de gran valor para: • QA/QC de soldaduras. • Elaboración WPS (Welding Procedure Specification). • Calificación PQR (Procedure Qualification Record). • Calificación WPQ (Welder Performance Qualification).

API RP 571 Publicación de gran valor para: • Conocer los principales mecanismos de daño en componentes en operación con
hidrocarburos. • Es muy importante tener en cuenta para el análisis de falla de las discontinuidades y
defectos encontrados mediante las técnicas de examinación (Ejm: Ensayos No Destructivos).
• Nos permite de forma sencilla identificar el problema, principales y posibles causas, materiales afectados, morfología del defecto, forma de mitigarlo e identificar las técnicas adecuadas de inspección.
CUI MIC
CORROSION GALVANICA CORROSION ATMOSFERICA

API RP 651 Publicación de gran valor para: • Identificar los mecanismos de corrosión presentes en Tanques superficiales. . • Determinación de la necesidad de emplear protección catódica. • Descripción de los métodos de protección catódica para el control de corrosión. • Diseño, Instalación, Operación y Mantenimiento de Sistemas de Protección Catódica.
Tintes Penetrantes
(PT)
Ultrasonido (UT
Paruculas MagnéWcas
(MT)
Inspección Visual (VT)
Directa o remota
Medición de Dureza
Técnicas Emergentes
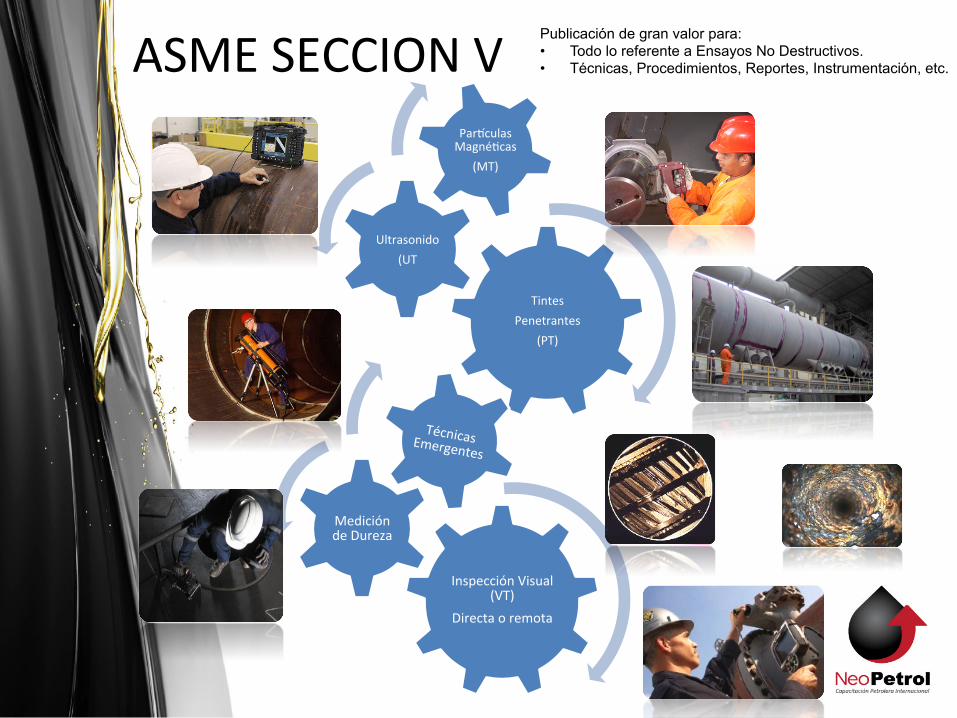
ASME SECCION V Publicación de gran valor para: • Todo lo referente a Ensayos No Destructivos. • Técnicas, Procedimientos, Reportes, Instrumentación, etc.

ASNT (Sociedad Americana para los Ensayos No Destructivos)
ASNT
Ensayos No DestrucWvos
Mantenimiento PredicWvo
• INSPECCION VISUAL (VT) • TINTES PENETRANTES (PT) • PARTICULAS MAGNÉTICAS (MT) • ULTRASONIDO (UT) • RADIOGRAFIA (RT) • EMISIÓN ACUSTICA (AET) • ELECTROMAGNETIMO (ET) • PRUEBA DE FUGA (LT) • MFL (Magnetic Flux Leakeage) • Etc…
• TERMOGRAFIA (TIR) • ANALISIS VIBRACIONAL (VA)

Inspección Visual Directa -‐ VT

Cuáles son las razones para entrenar y certificar el personal que ejecuta END / MPd ?
• POR CALIDAD Y CONFIABILIDAD EN EL DESARROLLO DE LA INSPECCIÓN. • PORQUE LO INDICAN LOS CÓDIGOS/NORMAS Y/O PROCEDIMIENTOS:
ASME API ANSI ASNT AWS, ETC.
• PORQUE EN MUCHAS AUDITORIAS “ISO” Y POLIZAS DE SEGURO SE ESTAN REQUIRIENDO. • PORQUE ES RECONOCIDO QUE LA APLICACIÓN DE LOS END DEPENDE DE LA CAPACIDAD Y
CALIFICACION DEL PERSONAL QUE LO EJECUTA • DEBEN SER INSPECTORES CON CONOCIMIENTOS TECNICOS EN LOS PRINCIPIOS FISICOS DE LOS
METODOS END / MPD. (EXAMEN GENERAL) • DEBE SER PERSONAL QUE PUEDA INTERPRETAR LOS CODIGOS/NORMAS/ESTANDARES/
PROCEDIMIENTOS Y CALIFICAR LOS RESULTADOS. (EXAMEN ESPECIFICO) • DEBE SER PERSONAL QUE PUEDA OPERAR Y CALIBRAR LA INSTRUMENTACION DISPONIBLE.
(EXAMEN PRÁCTICO) • DEBE SER PERSONAL QUE ESTE CONTINUAMENTE ENTRENADO Y EVALUADO (A CARGO DEL NDT
NIVEL III) • DEBER SER UN PERSONAL “ETICO” • NO DEBE SER UN PERSONAL “EMPIRICO”, DE LO CONTRARIO NOS EXPONEMOS A UNA
OPERACIÓN NO CONFIABLE Y RIESGOSA.

SNT-‐TC-‐1A
El sistema de cerWficación en uso hoy en Estados Unidos conocido como “SNT-‐TC-‐1A”, es un ejercicio recomendado que provee una guía diseñada para asisWr al empleador en el desarrollo de su propio procedimiento o “prácWca escrita”. La prác(ca escr i ta se convierte entonces en un sistema para entrenar, calificar y cer(ficar al personal de NTD por cada empleador individualmente.
Publicación de gran valor para: • Calificación de personal en Técnicas de Ensayos No destructivos y Manto.
Predictivo. • Guía para la elaboración de las prácticas escritas. • Establece el número de horas de entrenamiento y experiencia en cada técnica para
la calificación de personal en Nivel I, II y III.
NIVEL I
• Conocer los principios básicos del método. • Realizar una inspección siguiendo un procedimiento
calificado. • Realizar inspecciones específicas. • Aplicar criterios de aceptación establecidos en un
procedimiento
NIVEL 2
• Ajustar y calibrar equipos. • Interpretar y evaluar los resultados con respecto a los
códigos, normas y especificaciones aplicables. • Ejercer la responsabilidad asignada para el entrenamiento
en el trabajo y guía de los aprendices y de los nivel I. • Ser capaz de organizar y reportar los resultados. • Estar fuertemente familiarizado con el alcance y
limitaciones del método.
NIVEL 3
• Establecer técnicas y procedimientos. • Interpretas códigos, normas especificaciones y
procedimientos. • Designar el método parWcular, técnicas y procedimientos
a ser usados • Preparar, revisar y/o aprobar los procedimientos de
inspección. • Entrenar, examinar y cerWficar a personal Nivel I, Nivel II u
otro Nivel III. • Estar familiarizado con los otros métodos comunes de
END.


PRUEBA DE AGUDEZA VISUAL


Parfculas Magnéecas -‐ MT

Tintes Penetrantes -‐ PT

Radiograga -‐ RT

Ultrasonido – UT

Calibración de Espesores Cilindro – UT (Haz Normal)

Emisión Acúseca

MFL / LFET Ver API 653 – Apéndice G (Calificación de Personal)

Pruebas de Fuga (Bubble Test)

Sección 3 -‐ Definiciones

Sección 3 -‐ Definiciones 3.1 Alteración Cualquier trabajo en un tanque que cambie sus dimensiones {sicas o configuración. 3.2 Estándar como-‐construido (as-‐built) El estándar (como son la norma API o UL 5 ), empleado para la construcción de los componentes del tanque. Si este estándar no es conocido, el estándar como-‐construido es el estándar vigente en la fecha de instalación del componente. Si la fecha de la instalación del componente es desconocida, entonces el actual estándar aplicable debe ser considerado como el estándar como-‐construido. Ver Anexo A para una lista de estándares API de tanques de almacenamiento soldados. El estándar usado para reparaciones o alteraciones hechas después de la construcción original, es el estándar como construido solo para estas reparaciones o alteraciones, es decir pueden exisWr más de un estándar cómo-‐construido para un tanque.

Sección 3 -‐ Definiciones 3.3 Agencia Autorizada de Inspección Una de las siguientes organizaciones que emplean un inspector de tanques de almacenamiento superficiales, cerWficado por API. a. Organización de inspección de la jurisdicción donde se opera el tanque de
almacenamiento superficial. b. Organización de inspección de una compañía de seguros que está licenciada o
registrada para asegurar tanques de almacenamiento superficial. c. El propietario u operador de uno o más tanques de almacenamiento superficial,
que manWene una organización de inspección para las acWvidades relacionadas únicamente con su equipo y no para tanques superficiales que se pretendan vender o revender.
d. Organización independiente o individual bajo contrato o bajo la dirección del propietario/operador y reconocida o con permiso de la jurisdicción de donde se opera el tanque. El programa de inspección del propietario u operador debe proveer los controles necesarios para el uso de inspectores autorizados contratados para inspeccionar los tanques superficiales.

Sección 3 -‐ Definiciones 3.4 Inspector Autorizado Un empleado de una agencia autorizada de inspección y cerWficado como un inspector de tanques de almacenamiento superficiales, según el Anexo D de este estándar. 3.5 Punto de Quiebre El área sobre el fondo del tanque donde el asentamiento comienza. 3.6 Tanque Candidato El Tanque(s) para el cual no se conoce el rate de corrosión (velocidad de corrosión). 3.7 Cambio de Servicio Un cambio de condiciones de operación previas que involucran diferentes propiedades del producto almacenado tales como gravedad específica o corrosividad y/o diferentes condiciones del servicio de temperatura y/o presión.

Asentamiento – Punto de Quiebre

Sección 3 -‐ Definiciones 3.8 Tanque Controlado El Tanque(s) para el cual el rate de corrosión (velocidad de corrosión) y la historia de servicio son conocidos y documentados. 3.9 Rate de Corrosión (velocidad de corrosión) La pérdida total de metal dividido por el período de Wempo durante el cual la pérdida de metal ocurre. 3.10 Zona Críeca La porción del fondo del tanque o plancha anular dentro de 3 in, medidos desde la parte interior del cilindro (casco), radialmente hacía el centro del tanque. 3.11 Estándar Vigente Aplicable La edición vigente del estándar (como son estándar API o estándar UL) que aplica si el tanque fuera construido hoy. 3.12 Inspección Externa Una forma de inspección visual, supervisada por un inspector autorizado, para evaluar todos los aspectos del tanque que sean posibles sin suspender operaciones o requerir sacar fuera de servicio el tanque.

Sección 3 -‐ Definiciones 3.13 Fitness-‐for-‐service assesment (evaluación apto-‐para-‐servicio ) Una metodología en donde los defectos presentes dentro de una estructura son evaluados en orden para determinar la adecuación de la estructura defectuosa para conWnuar en servicio sin falla inminente . 3.14 Hot Tap (Soldadura de Boquilla en Caliente) IdenWfica un procedimiento para instalar una boquilla en el cilindro (casco), de un tanque que esta en servicio. 3.15 Prueba Hidrostáeca Una prueba realizada con agua, en la cual la cabeza de un fluido estáWco es usada para producir una prueba de cargas. 3.16 Inspector Un representante del departamento de integridad mecánica de la organización, quien es responsable por las funciones de aseguramiento y control e calidad, tales como procesos de soldadura, ejecución del contrato, etc.

Sección 3 -‐ Definiciones 3.17 Inspección Interna Una inspección completa, formal, supervisada por un inspector autorizado, de todas las superficies accesibles internas del tanque (ver 6.4.1). 3.18 Alteración mayor/o Reparación Mayor Una alteración o reparación que incluye cualquiera de lo siguiente: a) Instalación de una penetración en el cilindro (casco) mayor que NPS 12 por debajo del
nivel de líquido de diseño; b) Instalación de una penetración en el fondo a 12 in del cilindro (casco); c) Remover y reemplazar o adicionar una plancha de cilindro por debajo del nivel de
diseño del líquido donde la dimensión más larga del reemplazo sea superior a 12 in.; d) Remover o reemplazar planchas anulares, donde la dimensión más larga del
reemplazo sea superior a 12 in; e) Completa o parcial (más de la mitad del espesor de la soldadura) remoción y
reemplazo superior a 12 in de juntas verWcales soldadas de planchas de cilindro o juntas radiales soldadas a las planchas anulares;
f) Instalación de un nuevo fondo; Nota: la instalación de una parte (porción) de un nuevo fondo como se describe en 12.3.3.3 no es definido como una reparación mayor.
g) Remover y reemplazar parte de la soldadura que une el cilindro al fondo, o las planchas anulares, sobrepasando las canWdades listadas en 12.3.2.5.1 a);
h) Cilindros enchaquetados.

Sección 3 -‐ Definiciones 3.19 Propietario/Operador La enWdad legal que Wene el control de y/o la responsabilidad por la operación y el mantenimiento de un tanque de almacenamiento existente. 3.20 Lado producto El lado del tanque que esta in contacto con el producto líquido almacenado. 3.21 Tenacidad Conocida Condición que existe cuando el material de un componente se juzga aceptable para uso por las provisiones de cualquiera de las secciones siguientes de este estándar: a) Sección 5.3.2 (basado en la edición del estándar de construcción original
del tanque, o por una muestra probada). b) Sección 5.3.5 (basado en grosor). c) Sección 5.3.6 (basado en la temperatura de diseño más baja del metal). d) Sección 5.3.8 (basado en curvas de exención).

Sección 3 -‐ Definiciones 3.22 Reconstrucción Cualquier trabajo necesario para re-‐ensamblar un tanque que ha sido desmantelado y relocalizado a un siWo nuevo. 3.23 Organización de Reconstrucción El lado del tanque que esta in contacto con el producto líquido almacenado. 3.24 Reparación Trabajo necesario para mantener o restaurar un tanque a una condición adecuada para su operación segura. Las reparaciones incluyen las del Wpo mayor (ver 3.18) y aquellas que no son reparaciones mayores. Ejemplos de reparaciones incluyen: a) Remover o remplazar el material (materiales de los techos, cilindro o material del
fondo, incluyendo el material de soldadura) para mantener la integridad del tanque.
b) Re-‐nivelar y/o enchaquetar el cilindro (casco), fondo o techo del tanque. c) Adición o reemplazo de planchas de refuerzo (o parte de ellas) de las aberturas
existentes en el cilindro (casco). d) Reparación de imperfecciones tales como rasgaduras o estrías por esmerilado y/
o remoción de material seguido del proceso de soldadura).

Sección 3 -‐ Definiciones 3.25 Organización de Reparación Una organización que cumple cualquiera de lo siguiente: a) El propietario/operador de los tanques de almacenamiento que repara o
altera su equipo de acuerdo con esta norma. b) Un contraWsta cuyas calificaciones sean aceptables para el propietario/
operador de tanques de almacenamiento y que realiza reparaciones u alteraciones de acuerdo a este estándar.
c) Persona que esta autorizada por, aceptada para, o en otras palabras permiWda por la jurisdicción y que realiza reparaciones de acuerdo a este estándar.
3.26 Evaluación de servicio similar El proceso por el cual el rate de corrosión y los intervalos de inspección son establecidos para un tanque candidato usando el rate de corrosión y el historial de servicio de un tanque de controlado con el fin de establecer la fecha de la próxima inspección. 3.26 Lado-‐suelo El lado del fondo del tanque que esta en contacto con la Werra.

Sección 3 -‐ Definiciones
3.28 Ingeniero de Tanques de Almacenamiento Una o más personas u organizaciones aceptables para el propietario/operador que Wenen el conocimiento y experiencia en las disciplinas de ingeniería asociadas con la evaluación mecánica y caracterísWcas de los materiales que afectan la integridad y confiabilidad de los tanques de almacenamiento superficiales. El ingeniero de tanque de almacenamiento en consulta con especialistas apropiados, deben ser considerados como un componente de todas las enWdades necesario para evaluar apropiadamente los requerimientos técnicos. 3.29 Dureza desconocida Una condición que existe cuando no es posible demostrar que el material de un componente saWsface la definición de dureza conocida.

Sección 4 – Disponibilidad para el Servicio
Sección 4 – Disponibilidad para el Servicio 4.1 General 4.1.1 Cuando los resultados de la inspección de un tanque muestran que un cambio ha ocurrido desde la condición {sica original de ese tanque, se deberá hacer una evaluación para determinar su disponibilidad para conWnuar en servicio. 4.1.2 Esta sección suministra una evaluación de la disponibilidad de un tanque existente que conWnuará en servicio, o para cambio de servicio, o cuando se toman decisiones que involucran reparaciones, alteraciones, desmantelamiento, relocalización o reconstrucción de un tanque existente. 4.1.3 La siguiente lista de factores para tener en cuenta no son para todas las situaciones, no pretende ser un susWtuto del análisis de ingeniería y el criterio requerido para cada situación: a) La corrosión interna debido al producto almacenado o agua en los fondos. b) La corrosión externa debida a la exposición al medio ambiente. c) Los niveles de esfuerzos y los niveles de esfuerzos permiWdos. d) Propiedades del producto almacenado tales como la gravedad específica, temperatura, y
corrosividad. e) Temperaturas de diseño del metal para la locación donde presta servicio el tanque. f) Techos externos con cargas vivas, viento y cargas sísmicas. g) La fundación de los tanques, suelo, y condiciones de asentamiento. h) Análisis químico y propiedades mecánicas de los materiales de construcción. i) Distorsiones del tanque existente. j) Condiciones de operación tales como rates de llenado/vaciado y frecuencia.

Sección 4 – Disponibilidad para el Servicio 4.2 Evaluación del Techo de Tanque 4.2.1 General 4.2.1.1 La integridad estructural del techo y de los sistemas de soporte del techo deberán ser verificados. 4.2.1.2 .Las láminas del techo corroídas con un promedio de espesor menor de 0.09 in en cualquier área de 100 in2 ó láminas del techo con cualquier agujero pasante, deberán ser reparadas o reemplazadas. 4.2.2 Techos fijos 4.2.2.1 Los elementos de soporte del techo (cerchas, vigas, columnas y bases) deberán ser inspeccionadas para determinar la solidez por un método aceptable por parte del inspector responsable, elementos distorsionados (tales como columnas desplomadas), corroídas, y elementos dañados deberán ser evaluados y reparados o remplazados si es necesario. Se debe dar parWcular atención a la posibilidad de corrosión interna severa de las columnas huecas (la corrosión puede no ser evidente en la inspección visual externa).

Tanques con Techo Tipo Sombrilla

Interior Tanque Techo Fijo Soportado

Evaluación de Estructura de Soporte – Vigas

Columnas de Soporte de Tanques con Techo Fijo

Columnas de Soporte de Tanques con Techo Fijo
Ver (Figure 5-‐26-‐Some Acceptable Column Base Details – API 650 – Pg. 5-‐74)

Techo de Domo Auto soportado

Tanque de Techo Flotante Externo

Falla de Techo Flotante Externo

Falla de Techo Flotante Externo

Falla de Techo Flotante Externo

Falla de Techo Flotante Externo

Falla de Techo Flotante Externo

Falla de Techo Flotante Externo

Tanque de Techo Flotante Externo – Sistema de Drenaje

Techos Cónicos Soportados + Techo Flotante Interno

Tanque de Techo Tipo Domo Geodésico (Aluminio)

Tanque de Techo Tipo Domo Geodésico -‐ Maniobra

Tanque de Techo Tipo Domo

Estado de Planchas de Techo

Estado de Planchas de Techo – Reparaciones Parciales

Estado de Planchas de Techo – Deformaciones

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Levantamiento de Espesores por Ultrasonido en Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Evaluación de Corrosión en Planchas de Techo

Sección 4 – Disponibilidad para el Servicio 4.2 Evaluación del Techo de Tanque 4.2.2 Cuando una junta frágil techo-‐cilindro es requerida, evalúe por ítems el cumplimiento de los requerimientos bajo API 650, Sección 5.10.2. Ejemplos de algunos ítems a evaluar incluyen la corrosión de la junta fondo-‐cilindro del tanque o modificación en la junta techo-‐cilindro (tales como refuerzo de la junta, fijación de pasamanos, u otro cambio en el área de la junta frágil). 4.2.3 Techos flotantes 4.2.3.1 Las áreas de las láminas del techo y los pontones que exhiban grietas o agujeros deberán ser reparadas o las áreas afectadas reemplazadas. Agujeros pasantes en las láminas de techo deberán ser reparadas o reemplazadas. 4.2.3.2 Áreas con picaduras deberán ser evaluadas para determinar la probabilidad que se produzcan picaduras pasantes antes de la próxima inspección interna programada. Si no, el área afectada deberá ser reparada o reemplazada. 4.2.3.3 Los sistemas de soporte del techo, sistemas de sello perimetral, aditamentos tales como la escalera rodante del techo, mecanismos para evitar rotación, sistemas de drenaje de agua, sistemas de venWlación deberán ser evaluados para determinar si es necesario reparación o reemplazo de los mismos. 4.2.3.4 La guía para la evaluación de techos flotantes existentes deberá estar basada en el criterio de API 650 apéndice C, para techos flotantes externos, y apéndice H para techos flotantes internos. Sin embargo, actualizar para cumplir este estándar no es mandatario.



Mecanismos de Drenaje de techo Flotante Externo

Corrosión localizada en las columnas de soporte del techo fijo

Falla de Techo Flotante Externo

Las imágenes se presentan de manera más espectacular en pantalla panorámica.
Imágenes en pantalla panorámica

Techo Flotante Interno de Aluminio

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Techo Flotante -‐ Externo

Sección 4 – Disponibilidad para el Servicio 4.2.4 Cambio de Servicio 4.2.4 Cambio de servicio 4.2.4.1 Presión interna Todos los requisitos del actual estándar aplicable (por ejemplo, API 650, apéndice F) deben ser considerados en la evaluación y alteraciones subsecuentes al techo del tanque y la unión techo-‐cilindro. 4.2.4.2 Presión Externa Cuando sea aplicable, la estructura del soporte del techo (si existe), y la unión entre el techo-‐cilindro debe ser evaluada para los efectos de un diseño parcial de vacío. El criterio mostrado en API 650 debe ser usado. 4.2.4.3 Operación a temperatura elevada Todos los requisitos de API 650, apéndice M, deben ser considerados antes del cambio de servicio de un tanque para operación a temperaturas por encima de 200ºF. 4.2.4.4 Operación a temperatura más baja que la del diseño original. Si la temperatura de operación es cambiada a una temperatura más baja que la del diseño original, serán aplicados los requisitos del estándar actual aplicable para la temperatura más baja.

Diferentes Venteos
4.2.4.5 Venteo Normal y Emergencia 4.2.4.5.1 Efectos de cambio en las condiciones de operación (incluyendo producto de servicio y rates de bombeo) en venteos normales y de emergencia deben ser considerados. 4.2.4.5.2 Venteos deben ser inspeccionados para su correcta operación y las pantallas deben ser verificadas libres de obstrucción.

Tomado de API RP 575 – Concepto e Interpretación del Rate de Corrosión

Sección 4 – Disponibilidad para el Servicio 4.3 Evaluación del Cilindro del Tanque 4.3.1 General 4.3.1.1 Imperfecciones, deterioro y otras condiciones (por ejemplo, cambio de servicio, relocalización, corrosión mayor que la corrosión original admisible) que puedan afectar adversamente el desempeño o integridad estructural del cilindro de un tanque existente, debe ser evaluada y tomada una determinación observando la disponibilidad para servicio futuro. 4.3.1.2 La evaluación del cilindro de tanque existente debe ser realizada por un ingeniero con experiencia en tanques de almacenamiento y deberá incluir un análisis del cilindro para las condiciones de diseño pretendidas, basado en espesores y el material de las planchas cilindro existentes. El análisis debe considerar todas las combinaciones y condiciones de carga anWcipadas, incluyendo presión debido a la cabeza estáWca del fluido, presión interna y externa, cargas de vientos, cargas sísmica, cargas vivas del techo, cargas en boquillas, asentamiento y cargas agregadas. 4.3.1.3 La corrosión en el cilindro ocurre en muchas formas y varios grados de severidad y puede resultar generalmente en una pérdida uniforme de metal sobre una gran área de superficie o en áreas localizadas. También se pueden presentar picaduras. Cada caso debe ser tratado como una situación única y una concienzuda inspección deberá ser realizada para determinar la naturaleza y la extensión para así desarrollar un procedimiento de reparación. Las picaduras normalmente no representan una amenaza significaWva con respecto a la integridad de la estructura de un cilindro a menos que esté presente en forma severa con picaduras cercanas unas a las otras. Los criterios para evaluación de la corrosión general y picaduras son definidos a conWnuación.

Calibración de Espesores Cilindro – UT (Haz Normal)

Calibración Espesores – Ultrasonido por Inmersión

Calibración Espesores – Ultrasonido por Inmersión

Corrosión Generalizada -‐ Interna

Picaduras – Primer Anillo del Cilindro – Vista interna

Deformación en Tanque por las Costuras

Deformación en Tanque por las Costuras

Corrosión localizada con morfología de picaduras

Corrosión localizada con morfología de picaduras

Corrosión localizada con morfología de picaduras

Corrosión localizada con morfología de picaduras

Corrosión localizada con morfología de picaduras

Viga soldada en en senedo verecal a el cilindro

Corrosión Generalizada en un área localizada

Corrosión Generalizada en un área localizada

Sand-‐Blaseng (Mantenimiento Interior de Tanque)

Deformación del Cilindro – Falla del Tanque

Sección 4 – Disponibilidad para el Servicio 4.3.1.4 Los métodos para determinar el espesor mínimo aceptable del cilindro para la operación conWnua son dados en 4.3.2, 4.3.3 y 4.3.4 (ver sección 6 para frecuencia de inspección).

Evaluación de picaduras en cilindro del tanque

Sección 4 – Disponibilidad para Servicio
4.3.1.5 Si los requisitos de 4.3.3 (Soldado) o 4.3.4 (Remachado) no pueden ser saWsfechos, las áreas corroídas o dañadas deberán repararse, o reducir el nivel permiWdo de líquido, o el tanque reWrado. El nivel de líquido permisible para el uso conWnuado de un tanque puede establecerse usando las fórmulas para un espesor mínimo aceptable (Ver 4.3.3.1 y 4.3.4.1) y considerando una altura H. El espesor actual, determinado por inspección, menos la corrosión permiWda deberá ser usado para establecer el límite del nivel del líquido. El máximo nivel de líquido de diseño no deberá ser excedido.

Sección 4 – Disponibilidad para el Servicio 4.3.2 Determinación del espesor actual 4.3.2.1 Para determinar los espesores en cada uno de los anillos del cilindro cuando hay áreas corroídas de considerable tamaño, los espesores medidos deberán ser promediados de acuerdo con el siguiente procedimiento (Ver Fig. 4-‐1). a) Para cada área, el inspector autorizado deberá determinar el espesor mínimo, t2, para
cualquier punto en el área corroída excluyendo las picaduras ampliamente dispersas (Ver 4.3.2.2).
b) Calcule la longitud críWca, L: L = 3.7√Dt2 , pero no más de 40 in. Donde: L = La longitud verWcal máxima, en pulgadas (in), sobre los cuales los esfuerzos en el anillo son asumidos “promediando” alrededor de las disconWnuidades locales. Nota: La longitud verWcal actual del área corroída puede exceder L. D = Diámetro del tanque, en pies (}). t2= El menor espesor, en pulgadas (in), en un área de corrosión, exclusiva de picaduras.

Sección 4 – Disponibilidad para el Servicio c) El inspector autorizado debe visualmente o de otra forma decidir cual plano(s)
verWcal en el área es probablemente el más afectado por corrosión. Mediciones de perfil deben ser tomados a lo largo de cada plano verWcal para una distancia, L. En el plano(s), determine el promedio de espesor más bajo, t1, promediado sobre una longitud de L, usando al menos cinco medidas con igual espaciamiento sobre la longitud L.
d) Refiérase a 4.3.3.1 para los valores mínimos permiWdos para t1 y t2. Las cargas adicionales consideradas en 4.3.3.4 deben también ser consideradas.
e) Los criterios para operación conWnuada son los siguientes: i. El valor t1 deberá ser mayor o igual a tmin (Ver 4.3.3 o 4.3.4), sujeto a verificación
de todas las otras cargas listadas en 4.3.3.5. ii. El valor de t2 deberá ser mayor o igual al 60% del tmin ; y iii. Cualquier corrosión permiWda requerida para servicio hasta el Wempo de la
próxima inspección deberá ser añadida a tmin y al 60% de tmin. 4.3.2.2 Picaduras esparcidas ampliamente pueden ser ignoradas sí: a) Ninguna profundidad de picadura conlleva a un espesor remanente del cilindro
menor a la mitad del espesor mínimo aceptable del cilindro excluido de tolerancias de corrosión; y,
b) La suma de sus dimensiones a lo largo de cualquier línea verWcal no excede 2 pulgadas en una longitud de 8 pulgadas (Ver Fig. 4.2)
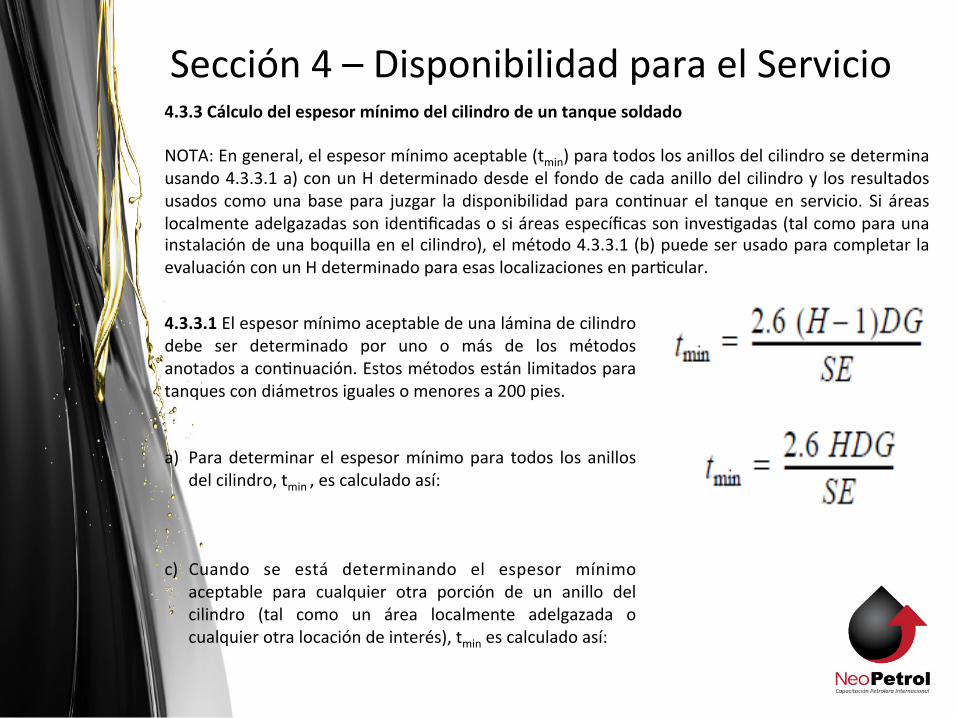
Sección 4 – Disponibilidad para el Servicio 4.3.3 Cálculo del espesor mínimo del cilindro de un tanque soldado NOTA: En general, el espesor mínimo aceptable (tmin) para todos los anillos del cilindro se determina usando 4.3.3.1 a) con un H determinado desde el fondo de cada anillo del cilindro y los resultados usados como una base para juzgar la disponibilidad para conWnuar el tanque en servicio. Si áreas localmente adelgazadas son idenWficadas o si áreas específicas son invesWgadas (tal como para una instalación de una boquilla en el cilindro), el método 4.3.3.1 (b) puede ser usado para completar la evaluación con un H determinado para esas localizaciones en parWcular.
4.3.3.1 El espesor mínimo aceptable de una lámina de cilindro debe ser determinado por uno o más de los métodos anotados a conWnuación. Estos métodos están limitados para tanques con diámetros iguales o menores a 200 pies. a) Para determinar el espesor mínimo para todos los anillos
del cilindro, tmin , es calculado así: c) Cuando se está determinando el espesor mínimo
aceptable para cualquier otra porción de un anillo del cilindro (tal como un área localmente adelgazada o cualquier otra locación de interés), tmin es calculado así:

Sección 4 – Disponibilidad para el Servicio
Donde: Tmin= es el espesor mínimo aceptable, en pulgadas (in) para cada anillo calculado de la fórmula anterior; sin embargo, tmin no debe ser menor a 0.1 pulgadas (in) para ningún anillo del tanque. D = es el diámetro nominal del tanque, en pies (}). H= es la altura desde el fondo del anillo en consideración hasta el nivel de liquido máximo, cuando se evalúa un anillo entero, en pies (}), o • es la altura, en pies (}), desde el fondo de la longitud L (Ver 4.3.2.1) desde el punto mas bajo
del fondo de L del área localmente delgada, hasta el nivel de liquido máximo, ó • es la altura desde el punto mas bajo dentro de cualquier localización de interés hasta el
máximo nivel de líquido, en pies (}); G= es la gravedad específica más alta de los contenidos; S= es el máximo esfuerzo permisible en libras por pulgada cuadrada (psi); use el menor de 0.80Y o 0.429T para el primer y segundo anillo; use el menor entre 0.88Y o 0.472T para los otros anillos. Los esfuerzos permisibles del cilindro son mostrados en la tabla 4.1 para materiales listados en la actual y pasada edición de API 12C y API 650. Nota: Para tanques reconstruidos, S debe estar de acuerdo con el estándar aplicable actual. Y= es el esfuerzo de fluencia mínimo especificado de la plancha (lámina); use 30.000 lb/in2 si no es conocido. T= es el menor del esfuerzo mínimo de tensión especificado de la plancha (lámina) o 80.000 lb/in2; use 55.000 lb/in2 si no es conocido. E= es la eficiencia original de la junta soldada para el tanque. Use la tabla 4.2 si el E original es desconocido. E=1.0 cuando evalúe el espesor de reWro en una plancha (lámina) corroída, cuando esté separada de soldaduras o juntas soldadas por al menos en una pulgada o dos veces el espesor de la plancha (lámina), la mayor de las condiciones.

Sección 4 – Disponibilidad para el Servicio

Sección 4 – Disponibilidad para el Servicio 4.3.3.2 Si el tanque será probado hidrostáWcamente, la altura de prueba hidrostáWca Ht debe ser limitada por uno o más de los siguiente métodos. El tanque no debe ser llenado por encima del nivel determinado por el menor valor de Ht calculado a conWnuación: a) Después de determinar el espesor de un anillo del cilindro, Ht es calculado
de la siguiente manera: c) Después de determinar el espesor por 4.3.2.1 para un área localmente
adelgazada, o para cualquier otro lugar de interés en un anillo del cilindro, Ht, es calculada así:
4.3.3.3 AlternaWvamente, el espesor de plancha (lámina) mínimo aceptable para tanques con diámetro igual o menor que 200 pies podrían ser calculados de acuerdo con el método variable de punto de diseño del estándar API 650, 5.6.4, susWtuyendo “S x E” por “S”; E y S puede ser definidas como en 4.3.3.1. 4.3.3.4 El método de diseño de punto variable debe ser usado para tanques mayores a 200 pies de diámetro, con todas las variables definidas como en 4.3.3.1

Sección 4 – Disponibilidad para el Servicio
Donde: Ht= es la altura desde el fondo del anillo en consideración hasta la altura de prueba hidrostáWca, cuando se evalúa un anillo entero, en pies (}), o • Es la altura, en pies (}), desde el fondo de la longitud L (Ver 4.3.2.1) para el área severamente adelgazada en cada anillo, hasta la altura de prueba hidrostáWca en pies (}), ó
• Es la altura desde el punto más bajo dentro de cualquier localización de interés hasta la altura de prueba hidrostáWca, en pies (});
St= es el máximo esfuerzo permisible en libras por pulgada cuadrada (psi); use el menor de 0.88Y o 0.472T para el primer y segundo anillo; use el menor entre 0.9Y o 0.519T para los otros anillos. Nota 1: Dependiendo de la gravedad específica del contenido usado para determinar el tmin, Ht puede ser menor que H. Probando el tanque hasta H puede llegar al límite de fluencia en el área corroída. Nota 2: Si Ht es menor que H, el propietario/operador debe determinar la consecuencia y aceptabilidad de operación del tanque a H, su nivel máximo de diseño de líquido. Reparaciones para secciones por arriba de Ht deberá cumplir con los requerimientos 12.3.2. Nota 3: Para tanques reconstruidos, St deberá estar de acuerdo con el estándar aplicable.

Sección 4 – Disponibilidad para el Servicio

Sección 4 – Disponibilidad para el Servicio 4.3.3.5 La determinación del espesor de 4.3.3.1, 4.3.3.2 y 4.3.3.3 considera carga por líquido solamente. Todas las otras cargas deben ser evaluadas de acuerdo al estándar original de construcción; y el juicio de ingeniería debe ser usado para evaluar diferentes condiciones o nueva información. Cuando sea aplicable, las siguientes cargas deberán ser tomadas en cuenta: a) Pandeo inducido por vientos; b) Cargas sísmicas; c) Operaciones con temperatura por encima de 200º F; d) Presión externa inducida por Vacío; e) Cargas externas causadas por tuberías, equipos montados en tanques, accesorios
soportados, etc.; f) Volcaduras inducidas por Vientos; g) Cargas debido a asentamientos. 4.3.3.6 Como alternaWva a los procedimientos descritos arriba, cualquier adelgazamiento del cilindro del tanque por debajo del espesor mínimo de pared requerido, debido a la corrosión u otro desgaste, puede ser evaluado para determinar la suficiencia para servicio conWnuo empleando el diseño por los métodos de análisis definidos en la sección VIII, división 2, apéndice 4 de el código ASME; o API RP 579-‐1/ASME FFS-‐1, sección 4, 5 o 6 según aplique. Al usar los criterios de ASME, el valor del esfuerzo a la tensión uWlizado en el diseño original del tanque será subsWtuido por el valor Sm de la división 2, si el esfuerzo de diseño es menor o igual a el menor entre 2/3Y (mínimo esfuerzo a la fluencia especificado) o 1/3T (mínimo esfuerzo a la tensión aplicado). Si el esfuerzo de diseño original es mayor que 2/3Y o 1/3T, entonces el menor de 1/3Y o 1/3T será subsWtuido para Sm.
Sección 4 – Disponibilidad para el Servicio 4.3.4 Cálculo del espesor mínimo para el cilindro de un tanque remachado 4.3.4.1 El espesor mínimo aceptable para tanque con cilindro remachado deberán ser calculados usando la fórmula 4.3.3.1 excepto que los siguientes criterios de esfuerzos permisibles y la eficiencia de las uniones deberán ser uWlizados: S= 21.000 psi (libras por pulgada cuadrada). E= 1.0 para planchas (láminas) de cilindro 6 in o más zona de remaches. Ver tabla 4-‐3 para eficiencia de unión dentro de los 6” de remaches. 4.3.4.2 La eficiencia de la unión con remaches dada en la Tabla 4-‐3 son mínimos conservadores para construcción de tanques remachados y son incluidos para simplificar la evaluación de tanques remachados. Sin embargo, en algunos casos esto puede ser ventajoso calcular la eficiencia de la unión remachada usando métodos computacionales aplicables a las uniones remachadas a tope o traslapadas. Cuando esta alternaWva del cálculo de la eficiencia de las uniones remachadas es usada, debe ser aplicado el siguiente esfuerzo máximo permisible: a) Para el esfuerzo de tensión máximo en la sección completa de la plancha (lámina), use el menor de 0.80Y o
0.429T; use 21.000 psi (libras por pulgada cuadrada) si desconoce T ó Y. b) Para el máximo esfuerzo cortante en la sección del remache, use 16.000 psi (libras por pulgada cuadrada). c) Para el máximo esfuerzo cortante sobre la plancha (lámina) o el remache, use 32.000 psi para remaches en un
solo cortante y 35.000 psi, para remaches en doble cortante. 4.3.4.3 Para tanques con uniones remachadas, se deben tener consideraciones sobre cómo afecta la corrosión tales uniones. Si los cálculos muestran que el exceso de espesor existe, este exceso puede ser tomado como corrosión permiWda. 4.3.4.4 Cargas no líquidas (Ver 4.3.3.5) deben ser consideradas en el análisis de los tanques remachados.

Sección 4 – Disponibilidad para el Servicio

Sección 4 – Disponibilidad para el Servicio 4.3.5 Distorsiones 4.3.5.1 Las distorsiones en el cilindro incluyen falta de redondez, áreas pandeadas, espacios planos, y alWbajos en juntas soldadas. 4.3.5.2 Las distorsiones en el cilindro pueden ser causadas por muchas condiciones tales como asentamientos en la cimentación, falta o exceso de presión, fuerte vientos, una pobre fabricación o malas técnicas de reparación del cilindro, etc. 4.3.5.3 Las distorsiones en el cilindro deben ser evaluadas sobre una base individual para determinar si las condiciones específicas son consideradas aceptables para que el tanque conWnúe en servicio y/o tomar acciones correcWvas. 4.3.6 Defectos Los defectos tales como grietas o laminaciones serán examinados a fondo y evaluados para determinar su naturaleza, extensión y necesidad de reparación. Si una reparación es necesaria, un procedimiento de reparación debe ser desarrollado e implementado. Los requisitos para reparar marcas como una cicatriz por ejemplo golpes del arco o rebabas de accesorios soldados temporalmente se deben evaluar caso por caso. Grietas en la soldadura del cilindro-‐fondo deben ser removidas.

Distorsiones

Defectos

Sección 4 – Disponibilidad para el Servicio
4.3.7. Vigas de vientos y refuerzos del cilindro La evaluación del cilindro de un tanque existente para disponibilidad de servicio debe también considerar los detalles y condición para cualquier viga de viento o refuerzos del cilindro. La degradación por corrosión de estos elementos estructurales o los elementos soldados al cilindro pueden hacer inadecuados estos elementos de acuerdo a las condiciones de diseño. 4.3.7. Soldaduras de Cilindro La condición de las soldaduras del cilindro del tanque deben ser evaluadas para disponibilidad para servicio usando el criterio de este estándar, el as-‐built estándar (estándar como-‐construido), o una evaluación fitness for service (apto-‐para-‐servicio). Cualquier defecto o deterioro tal como corrosión o picaduras de las soldaduras existentes debe ser evaluada. Algunos defectos upicos en las soldaduras a tope y los procedimientos recomendados para reparaciones son dados en 9.6.

Refuerzos de Cilindro Ver API 650 Figure 5-‐24-‐Typical SWffening-‐Ring SecWons for Tank Shells (See Tables 5-‐20a and 5-‐20b)

Sección 4 – Disponibilidad para el Servicio 4.3.9. Penetraciones del cilindro 4.3.9.1 La condición y los detalles de penetraciones existentes del cilindro (boquillas, entradas de persona, aberturas de puertas de limpieza, etc.) serán revisadas para determinar la integridad del cilindro de un tanque existente. Detalles tales como Wpo y grado de refuerzo, soldadura, espaciamiento, y espesor de componentes (refuerzos de plancha, cuello de boquilla, pernos de brida, y tapa de cubierta), son consideraciones importantes y deben ser revisadas para suficiencia estructural y conformidad con el estándar como-‐construido. Las soldaduras existentes en el cuerpo del tanque que no deben ser modificadas o afectadas por reparaciones y estén más cercanas a lo requerido por API Std 650 (sépWma edición o posterior) son aceptables para servicio conWnuo si las soldaduras son examinadas por el método de paruculas magnéWcas y que no tenga defectos o indicaciones rechazables. Pulir para eliminar los defectos de la soldadura es permiWdo si el perfil que resulta, saWsface los requisitos de espesor base y tamaño de la soldadura. Reparaciones por soldadura no pueden ser uWlizadas para aceptar los espaciamientos de soldadura más cercanos que lo permiWdo por API Std 650 (sépWma edición o posterior) excepto lo permiWdo por 9.10.2.7. Para cualquier otra no conformidad, o deterioro debido a la corrosión, se debe evaluar y establecer los procedimientos de reparación cuando sea apropiado o el tanque re-‐rateado, como sea necesario. 4.3.9.2 El espesor de pared de las boquillas debe ser evaluado por presión y otras cargas.

Boquillas
Ver API 650 – 5.7 Shell Openings
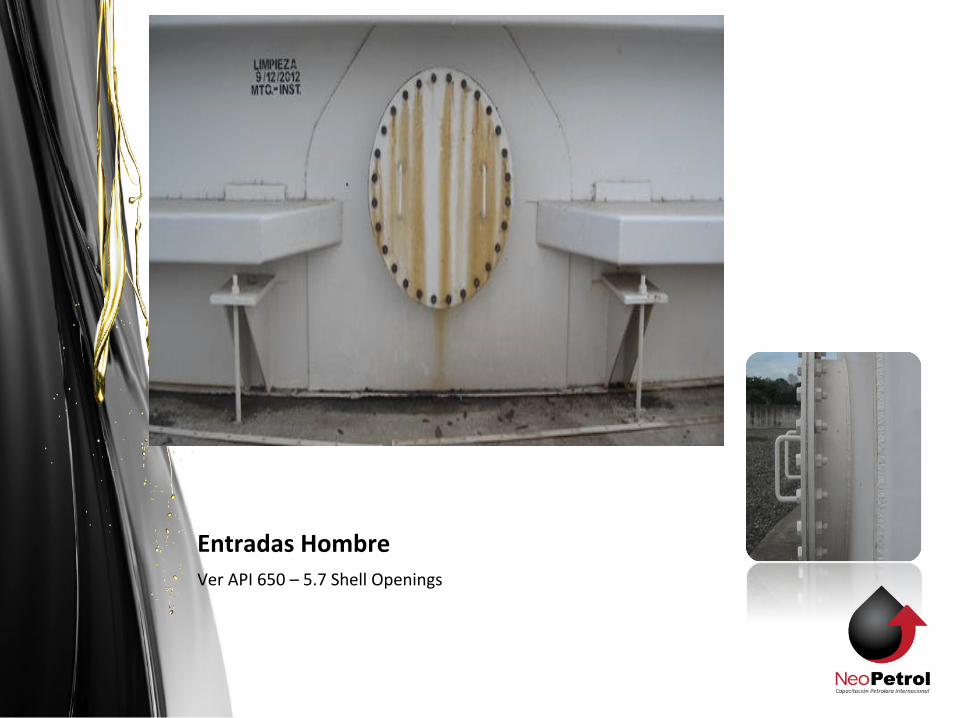
Entradas Hombre Ver API 650 – 5.7 Shell Openings

Entrada Hombre y Entrada de Limpieza Ver API 650 -‐ Figure 5-‐12-‐Flush-‐Type Cleanout Firngs

Sección 4 – Disponibilidad para el Servicio 4.3.10 Operación en temperaturas elevadas Tanques de construcción soldada que operan en temperaturas elevadas (excediendo 200ºF, pero menos que 500ºF) deben ser evaluados para la disponibilidad para servicio. Los requisitos de esta sección se basan en parte en los requisitos de API Std. 650, Apéndice M. 4.3.10.1 Operación conenuada en Temperaturas elevadas 4.3.10.1.1 Tanques existentes que fueron originalmente diseñados y construidos bajo los requisitos de API 650, Apéndice M, deberán ser evaluados para el servicio conWnuado, como sigue. a) El cilindro del tanque será evaluado bajo conformidad con 4.3.3. Exceptuando que el esfuerzo
permisible (S) para todos los anillos del cilindro no excederá 0.80Y. El valor de Y debe ser tomado como el esfuerzo de fluencia mínimo especificado del material del cilindro mulWplicado por el factor de reducción del esfuerzo de fluencia dentro de API 650, Tabla M-‐1. Cuando el mínimo esfuerzo de fluencia específico del material del cilindro es desconocido, la evaluación será basada sobre un valor asumido de 30.000 lbf/in2.
c) Si el material de la plancha (lámina) del fondo en la zona críWca ha sido reducido en espesor más allá
de las provisiones de la corrosión permiWda del fondo original del tanque, si existe, la junta cilindro-‐fondo debe ser evaluada para temperatura elevada, cabeza del líquido y ciclos térmicos. La técnica del análisis simplificada recomendada en API Std 650, M.4, se puede uWlizar para saWsfacer este requisito.

Sección 4 – Disponibilidad para el Servicio 4.3.10.1.2 Tanques existentes que no fueron originalmente diseñados y construidos bajo los requisitos de API 650, Apéndice M, pero que Wenen un historia de servicio en operación saWsfactoria deben ser evaluados para disponibilidad en servicio como es indicado en 4.3.10.1.1 si el diámetro del tanque excede 100 } y el tanque no fue construido con un anillo anular soldado a tope, un análisis de la zona críWca es requerido (ver 4.3.10.1.1 b). Además, la temperatura máxima de operación no debe exceder las temperaturas a las cuales el tanque ha operado saWsfactoriamente en el pasado. 4.3.10.2 Conversión a Operación a Temperaturas elevadas Tanques existentes que no estaban originalmente diseñados y construidos bajo los requisitos de API 650, Apéndice M serán evaluados para un cambio del servicio a temperaturas elevadas como sigue. a) El cilindro del tanque debe ser evaluado en conformidad con el API 650, Apéndice M. El esfuerzo
permisible del cilindro de este estándar (API 653) no deberá ser uWlizado. c) La necesidad de un anillo anular soldado a tope con soldadura será determinado en conformidad
a API 650, apéndice M y instalado si es requerido. c) La junta cilindro-‐fondo debe ser evaluada para condiciones de faWga. Además, la suficiencia de la
plancha del fondo en la zona críWca debe ser basada en los requisitos de este estándar.

Sección 4 – Disponibilidad para el Servicio
4.4 Evaluación del Fondo Tanque 4.4.1 General Las estrategias para la inspección del fondo del tanque deben proveer información adecuada la cual, cuando es usada con los procedimientos en este estándar, determine la integridad del fondo del tanque necesaria para prevenir fuga de fluidos que puedan causar daño ambiental. Se debe examinar cada aspecto del fenómeno de corrosión, y otra fuga potencial o mecanismo de falla. Se debe realizar una evaluación periódica de la integridad del fondo del tanque en adición a inspecciones internas especificadas en 6.4. El periodo de evaluación debe ser menor o igual al intervalo de inspección interna apropiado dado en 6.4.2. El uso de pruebas de detección de fuga o sistemas de monitoreo (tales como dobles fondos o líneas con tuberías de detección de fuga bajo los fondos de tanques) cumplirán el requerimiento de evaluación periódica entre inspecciones internas. El asentamiento excesivo de la fundación de los tanques de almacenamiento puede afectar la integridad de cilindros y fondos del tanque. Para esto, existe una prácWca reconocida que consiste en el monitoreo del asentamiento para evaluar la integridad de los fondos del tanque. Refiérase al Apéndice B para técnicas de evaluación del asentamiento del fondo del tanque.

Evaluación de corrosión en fondo del tanque – lado producto

Corrosión en sello de la pestaña de fondo

Deterioro de la Pestaña de Fondo

Tanque sin Anillo de Concreto

Tanque sin Anillo de Concreto

Tanque con dique lleno de sedimentos

Tanque con dique lleno de sedimentos

Agua debajo del Fondo

Sello de la pestaña de fondo (No Recomendado)

Sello de la pestaña de fondo en buenas condiciones

Deep plate – Punto cero de medición

Planchas de fondo, tubería de drenaje y sumidero

Escaneo de las planchas de fondo (MFL o LFET)

Boquilla de ingreso de producto al tanque

Probetas de plancha de fondo y muestras de suelo

Probetas de plancha de fondo y muestras de suelo – Tanques con sand-‐oil Probeta tomada de zona cercana a la zona críWca

Probetas de plancha de fondo y muestras de suelo
Probeta tomada de zona cercana al centro del fondo

Probetas de plancha de fondo – Corrosión lado producto

Probetas de plancha de fondo – Corrosión lado suelo

Corrosión lado producto

Doble fondo mal instalado

Probetas de plancha de fondo – Corrosión lado producto

Corrosión lado producto

Corrosión lado producto

Corrosión lado producto

Corrosión lado producto

Corrosión lado suelo

Estado de pintura de las planchas de fondo

Estado de pintura de las planchas de fondo

Boya de medición

Tuberías para calentamiento de producto

Anexo B – API 653 – Evaluación del asentamiento

Sección 4 – Disponibilidad para el Servicio 4.4.2 Causas de falla del fondo La siguiente lista muestra algunas causas históricas de fugas o falla del fondo del tanque que deben ser consideradas en la decisión de alinear, reparar o reemplazar un fondo de tanque: a) Picaduras internas y rates de picaduras en el servicio anterior. b) Corrosión de las uniones de soldadura (soldadura y zona afectada por el calor). c) Historia de agrietamiento de la junta de la soldadura. d) Esfuerzos aplicados en las planchas (láminas) del fondo por cargas del soporte del techo y
asentamiento del cilindro. e) Corrosión en la parte inferior (normalmente en forma de picadura). f) Drenaje inadecuado que resulta en una superficie de agua fluyendo bajo el fondo del
tanque. g) La falta de la plancha (lámina) anular cuando es requerida. h) Asentamiento desigual que resulta en esfuerzos altos localizados en las planchas de
fondo. i) Columnas del soporte del techo y otros soportes soldados al fondo del tanque donde las
tolerancias adecuadas para el movimiento no fueron tomadas. j) Rellenos de gravas o rocas de la cimentación con vacíos en la superficie sin un llenado
adecuado. k) Relleno no homogéneo bajo el fondo del tanque (por ejemplo un trozo de arcilla en una
almohadilla de cimentación de arena). l) Sumideros inadecuadamente soportados.

Sección 4 – Disponibilidad para el Servicio 4.4.3 Sistemas de prevención de fuga (liberación) de fondo de tanque API es compaWble con el uso de un sistema de prevención de fuga (RPS) para mantener la integridad de fondos de tanques. El término RPS se refiere al conjunto de normas API y prácWcas recomendadas que están diseñados para mantener la integridad del tanque y por lo tanto proteger el medio ambiente. Con respecto a los fondos de los tanques, éstos incluyen: inspección interna del fondo del tanque; sistemas de detección y prueba de fuga del tanque; la instalación de protección catódica para el lado inferior del fondo del tanque; revesWmiento de la parte interior del tanque; proporcionando una barrera de prevención de fuga (RPB) en el fondo del tanque; o alguna combinación de estas medidas, dependiendo del entorno de funcionamiento y servicio de él tanque. 4.4.3.1 Inspección Interna La inspección interna del fondo del tanque pretende evaluar la integridad del fondo actual e idenWficar condiciones problemáWcas que pueden conducir a la pérdida de la integridad futura. Técnicas de inspección internas, tales como el monitoreo del asentamiento del fondo, y consideraciones para determinar la frecuencia de inspección adecuada, se encuentran en 4.4.6, Sección 6, Anexo B, Anexo C, entre otros. 4.4.3.2 Sistemas de detección de fuga y prueba de fuga Sistemas de detección de fuga en tanques y prueba de fuga sirven para idenWficar, cuanWficar y/o localizar fallo en la integridad fondo del tanque que no es detectable visualmente o por medio de la reconciliación del inventario. La detección de fuga puede ser integral con el diseño diseño, ya sea como construida o modificada (por ejemplo, RPB con monitoreo intersWcial) o puede funcionar por separado (por ejemplo, monitoreo con vapor y marcadores químicos del suelo); puede ser operado por el propietario del tanque o por un tercero como una prueba o servicio; y puede detectar fugas conWnuamente o de forma periódica. Sistemas de detección de fugas en Tanques y métodos de prueba se enumeran y discuten en API 575.

Sección 4 – Disponibilidad para el Servicio

Tesegos de fuga instalados bajo el fondo del tanque

Sección 4 – Disponibilidad para el Servicio

Dique, con canales e instalación de geomembrana

Sección 4 – Disponibilidad para el Servicio 4.4.3.3 Protección catódica Los sistemas de protección catódica pretenden miWgar la corrosión de las superficies de acero en contacto con el suelo, tales como el lado inferior de los fondos de los tanque. Una base de selección para sistemas de protección catódica está cubierto por API 651. 4.4.3.4 Protección Interna por recubrimiento RevesWmientos internos y recubrimientos para el lado superior del fondo tanque pretenden miWgar la corrosión, proporcionando una barrera entre el fondo del tanque y las fuentes de corrosión. RevesWmientos y recubrimientos aplicados en superficies internas de los fondos de tanque están cubiertos por API 652. 4.4.3.5 Barreras de prevención de fuga Un RPB incluye fondos de acero, materiales sintéWcos, revesWmientos de arcilla, plataformas de concreto y todos los demás obstáculos o combinaciones de barreras colocadas en el fondo de o bajo el tanque, que Wenen la función de: 1) Prevenir el escape de material liberado, y 2) Contención o canalización del material liberado para la detección de fugas. El diseño RPB se trata en detalle en el Apéndice I del API 650. Reemplazo de fondos de tanque está cubierto en 9.10.2. Si se toma la decisión de reemplazar un fondo existente, API es compaWble con la evaluación de la instalación de un RPB o el uso conWnuado de un RPS. La evaluación debería considerar la efecWvidad de otros controles de RPS, el producto almacenado, la ubicación del tanque, y la sensibilidad ambiental.

Sección 4 – Disponibilidad para el Servicio
4.4.4 Medidas del espesor de la plancha (lámina) de fondo Existen varios métodos para determinar la corrosión bajo la plancha de fondo del tanque (lado suelo). Los métodos varían de acuerdo a la extensión que estos pueden medir de forma confiable la corrosión general y picaduras. Una combinación de estos métodos puede ser requerida junto con técnicas de extrapolación y análisis para establecer las condiciones probables del fondo entero del tanque. Herramientas de medición como MFL (MagneWc Flux Leakage) y UT (Ultrasonic Thickness) son comúnmente usadas para examinar fondos de tanques. Técnicas de medición de espesor por ultrasonido son a menudo usadas para confirmar los datos obtenidos por evaluación con MFL, pero estas técnicas podrían no ser requeridas dependiendo de los procedimientos específicos y su aplicación. La calidad de los datos obtenidos tanto por las técnicas MFL o UT depende del personal, del equipo y de los procedimientos. El anexo G podría ser usado como guía en calificación de personal y procedimientos para la obtención de datos de espesor.

Ultrasonido – Evaluación de espesores de Fondo y Defectología
Es bueno tener en cuenta que un factor muy alto en la certeza del diagnósWco, esta relacionado con la idoneidad y cerWficación de personal, además de la confiabilidad del equipo, calibración, efecWvidad del método empleado y procedimiento.

Escaneo de fondo – Técnica LFET o MFL
Ver API 653 – Apéndice G (Calificación de Personal)

Principio de Funcionamiento del LFET

Espectros fpicos de escaneo con LFET

Pautas para fabricación de planchas patrón MFL/LFET
Ver ASME Sección V – Aruculo 16

Escaneo de fondo – Falcon junior Aplicación: zonas con acceso restringido.

Mapa de Fondo (Floor Map)

Sección 4 – Disponibilidad para el Servicio
Donde: MRT = es el espesor mínimo remanente al final de un intervalo Or. Este valor debe reunir los requerimientos de la tabla 6.1 y 4.4.7.4 y 4.4.8. Or = intervalo de operación en servicio (años a la próxima inspección interna) los cuales no deberán exceder lo permiWdo por 6.4.2. RTbc = es el espesor mínimo remanente del fondo del lado de la corrosión después de las reparaciones. RTip = es el espesor mínimo remanente de corrosión interna después de reparaciones. StPr = es el máximo rate de corrosión no reparada sobre el lado superior. StPr= 0 para áreas recubiertas del fondo. La expectaWva de vida del recubrimiento debe ser igual o exceder Or para usar StPr= 0. UPr = es el máximo rate de corrosión del lado fondo. Para calcular el rate de corrosión, use el espesor mínimo remanente después de reparaciones. Asuma un rate lineal basado en la edad de los tanques. UPr=0 para áreas que Wenen una protección catódica efecWva.
4.4.5 Espesor mínimo para las planchas (láminas) del fondo del tanque La cuanWficación del espesor mínimo remanente del fondo del tanque basado en los resultados de las mediciones se puede realizar por el método descrito en 4.4.5.1. Otras aproximaciones como son el método probabilísWco del numeral en 4.4.5.2 pueden ser usados. 4.4.5.1 Un método aceptable para calcular el espesor mínimo aceptable para el fondo del tanque en general o porciones de este es el siguiente:
Nota 1: Para áreas de un fondo que han sido escaneadas por flujo magnéWco (MFL) y no Wene protección catódica efecWva, el espesor usado para calcular UPr debe ser el menor del umbral MFL o el espesor mínimo de áreas corroídas que no han sido reparadas. El umbral de MFL es definido como el “mínimo espesor remanente” a ser detectado en las áreas inspeccionadas. Este valor debería ser predeterminado por el propietario del tanque basado en intervalos de inspección deseados. Las áreas con corrosión en el fondo del tanque que son reparadas deberían ser evaluadas con el rate de corrosión para el área reparada a menos que la causa de la corrosión haya sido eliminada. La evaluación es hecha usando el rate de corrosión del área reparada para UPr y agregando el espesor de un parche (si es usado) al término “ mínimo RTbc o RTip .” Nota 2: Corrosión de la plancha de fondo incluye pérdidas de metal aislado o corrosión general.

Sección 4 – Disponibilidad para el Servicio 4.4.5.2. Por el método probabilísWco, un análisis estadísWco es hecho de los datos de espesor medidos (ver 4.4.6) proyectando espesores remanentes, basados en muestras escaneadas del fondo. 4.4.5.3 Si los espesores mínimos del fondo en el final de un periodo de operación, son calculados para ser menores que el espesor mínimo del fondo renovado dado en la tabla 6.1, o menor que el espesor mínimo del fondo renovado que provee un riesgo aceptable como se determina por una evaluación RBI (Inspección basada en riesgo), el fondo deberá ser recubierto, reparado, reemplazado o el intervalo de Wempo a la siguiente inspección acortado. 4.4.5.4 A menos que un análisis de esfuerzos sea realizado, el espesor mínimo de las planchas (láminas) en la zona críWca del fondo del tanque definido en el parágrafo 9.10.1.2 debe ser el más pequeño de la mitad del espesor original de la plancha (no incluye la corrosión permiWda originalmente) o el 50 por ciento del tmin del anillo más bajo del cilindro por 4.3.3.1 pero no menos de 0.1 in (pulgadas). Picaduras aisladas no afectarán apreciablemente los esfuerzos de la plancha. 4.4.5.5 La reparación de picaduras internas, cuando es realizado para extender el periodo de operación en servicio, deben ser por soldadura de la cavidad, o un recubrimiento de soldadura o un parche seguido por inspección y ensayos. La extensión de las soldaduras reparadas esta limitada en la zona críWca de acuerdo con 9.10.1.2 4.4.5.6 El tratamiento de picaduras en el fondo empleando métodos diferentes a la reparación por soldadura (por ejemplo, recubrimientos, calafateo) no puede ser usado para incrementar RTip para calcular el MRT.

Ejm. Toma de decisiones de acuerdo a proyección de espesores de plancha de fondo
N° PLANCHA ACTUAL
AÑO DE INSTALACION
TIEMPO DE SERVICIO (años)
ESPESOR MINIMO (mm)
RATE DE CORROSION (mm/año)
RATE DE CORROSION
(MPY)
ESPESOR REMANENTE en 5 años
8 1988 23 1,9 0,19 7,62 PERFORACION 9 1988 23 3,1 0,14 5,56 2,39 11 1988 23 4,2 0,09 3,68 3,73 18 1988 23 3,1 0,14 5,56 2,39 20 1988 23 3,5 0,12 4,88 2,88
ANALISIS DE ESPESORES DE FONDO

Sección 4 – Disponibilidad para el Servicio 4.4.5.7 El espesor de la proyección de la plancha (lámina) del fondo justo después del cilindro (lo que llamamos pestaña de fondo) medido en el borde de la parte exterior del filete de soldadura entre el fondo y el cilindro no deberá ser menor de 0.1 pulgada. La proyección de la plancha del fondo después borde de la soldadura exterior entre el cilindro y el fondo deberá ser al menos de 3/8”. 4.4.6 Espesor mínimo para anillos de plancha (lámina) anulares 4.4.6.1 Debido a los requisitos de esfuerzos, el espesor mínimo de un anillo de lámina anular es usualmente mayor a 0.10 in. Las picaduras aisladas no afectarán apreciablemente la resistencia de la plancha. A menos que un análisis de esfuerzos sea realizado, el espesor de la lámina anular no deberá ser menor a lo determinado en la sección 4.4.6.2 o 4.4.6.3, la que aplique. 4.4.6.2 Para tanques en servicio con un producto cuya gravedad específica sea menor a 1.0, que requieren planchas anulares para otras consideraciones como cargas sísmicas, el espesor de las planchas anulares no deberá ser menor que el espesor dado en la tabla 4-‐5, más cualquier tolerancia por corrosión especificada.

Planchas Anulares

Pestaña de Fondo
Pestaña de Fondo Espesor >= 0.1 in Proyección >= 3/8 in

Sección 4 – Disponibilidad para el Servicio

Sección 4 – Disponibilidad para el Servicio 4.4.6.3 Para tanques en servicio con un producto cuya gravedad específica sea igual o mayor a 1.0, el cual requiere planchas (láminas) anulares para otras consideraciones como carga sísmica, el espesor de la plancha anular deberá estar de acuerdo con API 650, Tabla 5-‐1 más cualquier corrosión permiWda especificada. 4.4.6.4 Para tanques que uWlicen planchas (láminas) anulares para consideraciones sísmicas, una evaluación sísmica debe realizarse de acuerdo a los requisitos del estándar as-‐built (como-‐construido), usando el espesor actual de las planchas anulares existentes. 4.4.6.5 Para el espesor y proyección de la plancha (lámina) anular después del cilindro refiérase a 4.4.5.7. 4.5 Evaluación de la Cimentación del Tanque 4.5.1 General 4.5.1.1 Las principales causas del deterioro de la cimentación son el asentamiento, erosión, agrietamiento, y deterioro del concreto iniciado por: calcinamiento, ataque por agua bajo el fondo, ataques por heladas, y ataques por alcalinos y ácidos. Para asegurar la idoneidad para el servicio, todas las cimentaciones del tanque se deben examinar periódicamente (Ver 6.3).

Sección 4 – Disponibilidad para el Servicio 4.5.1.2 Algunos mecanismos de deterioro del concreto se describen brevemente abajo: a) El calcinamiento (pérdida de agua de hidratación) puede ocurrir cuando el concreto ha
sido expuesto a una temperatura suficientemente alta por un período de Wempo. Durante períodos intermedios de enfriamiento, el concreto puede absorber la humedad, puede hincharse, perder su resistencia y agrietarse.
b) El deterioro del concreto expuesto al agua subterránea puede ser causado por ataque químico, por cambios cíclicos en la temperatura, y por congelamiento de humedad.
c) La expansión de mezclas congeladas en concreto poroso, o en concreto con grietas por asentamientos menores o por temperatura, puede resultar en resquebrajamiento y/o desarrollo de grietas estructurales graves.
d) Los alcalinos de Wpo sulfato, y en menor extensión los cloruros, pueden actuar corrosivamente para destruir la unión/adhesión del concreto.
e) Las grietas por temperatura (grietas finas de ancho uniforme) no afectan seriamente la fuerza de la estructura de la cimentación de concreto; sin embargo estas grietas pueden ser puntos de acceso potenciales para humedad o filtraciones de agua que pueden resultar eventualmente en corrosión del acero de refuerzo.
4.5.1.3 Cuando un tanque se va a uWlizar en temperatura de servicio elevada [> 93 °C (200 °F)], las disposiciones de la API 650, Sección B.6 deben ser consideradas en la evaluación de la disponibilidad para el servicio de la cimentación del tanque.

Agrietamiento de la cimentación de concreto

Sección 4 – Disponibilidad para el Servicio
4.5.2 Reparación o Reemplazo de la Cimentación 4.5.2.1 Si es necesario reemplazar o reparar la cimentación, se deben restaurar de acuerdo con los límites de tolerancia de 10.5.6. 4.5.2.2 Las bases de concreto, paredes del anillo, y raíz que muestran la evidencia de desmoronamiento, grietas estructurales o deterioro en general, se deben reparar para prevenir que entre agua a la estructura de concreto y corroan el acero de refuerzo. 4.5.3 Perno de Anclaje La distorsión de los tornillos de anclaje y agrietamiento excesivo de las estructuras de concreto en las cuales se encuentran incrustados, pueden ser indicaciones de serios asentamientos de la cimentación o una indicación de levantamiento de sobre presión.

Perno de anclaje con evidencia de corrosión

Sección 5 – Consideraciones de Fractura Frágil


Sección 5 – Consideraciones de Fractura Frágil 5.1 General Esta sección provee un procedimiento para asegurar que tanques existentes puedan conWnuar su operación o cambiar de servicio con respecto al riesgo de fractura por fragilidad aunque no es suplemento o reemplaza los requerimientos de la Sección 12 para la prueba hidrostáWca de tanques reparados, modificados o reconstruidos. Este procedimiento aplica a tanques tanto remachados como soldados, sin embargo, el procedimiento esta basado primordialmente en la experiencia y datos obtenidos de tanques soldados. 5.2 Consideraciones Básicas 5.2.1 Un diagrama de flujo se muestra en la figura 5-‐1, el cual se uWliza para presentar el procedimiento de evaluación para fallas causadas por una fractura frágil. El diagrama de flujo esta basado en los siguientes principios: 5.2.2 En todos los incidentes reportados de la falla de un tanque debido a una fractura frágil, la falla ocurrió poco después del montaje durante la prueba hidrostáWca así como también en el primer llenado en clima frío, después de un cambio a un servicio de temperatura más baja, o después de una reparación/alteración. Esta experiencia muestra que una vez que el tanque demuestra su capacidad de resisWr los efectos combinados del nivel máximo de líquido (mayores esfuerzos) y temperaturas bajas de operación sin ninguna pérdida, el riesgo debido a una fractura frágil en servicio conWnuado es mínimo. 5.2.3 Se debe evaluar cualquier cambio en servicio para determinar si éste incrementa el riesgo de falla debido a una fractura frágil. En el evento de un cambio a un servicio más severo (tal como operaciones a baja temperatura o manejo de un producto a una gravedad específica más alta), es necesario considerar la necesidad de una prueba hidrostáWca para demostrar el buen estado para un servicio nuevo más severo. Se deben considerar los siguientes aspectos: a) La posibilidad de reparaciones o alteraciones desde la prueba hidrostáWca original que no reúnan los requerimientos
de este estándar. b) Deterioro del tanque desde la prueba hidrostáWca original.

Fractura Frágil -‐ Tubería

Sección 5 – Consideraciones de Fractura Frágil 5.3 Procedimiento de Evaluación 5.3.1 El procedimiento de evaluación ilustrado en la Figura 5-‐1 debe ser uWlizado. Cada uno de los pasos claves, numerados del 1 al 11 en el árbol de decisión, corresponde secuencialmente a las explicaciones proporcionadas luego. 5.3.2 Paso 1-‐ Los tanques que cumplen los requisitos de API 650 (sépWma edición o posterior) o API 650, Apéndice G (quinta y sexta edición) para reducir al mínimo el riesgo de fractura frágil. AlternaWvamente, los tanques también pueden demostrar cumplir con los requerimientos de dureza según API 650 (sépWma edición o posterior) por prueba de impacto en muestras de un número representaWvo de planchas (láminas) del cilindro. 5.3.3 Paso 2-‐ Muchos tanques que conWnúan operando con éxito en el mismo servicio no fueron construidos con los requerimientos de API 650 (véase las ediciones y apéndices nombrados en 5.3.2) Estos tanques son potencialmente suscepWbles a fallar debido a fractura frágil y requieren una evaluación según lo ilustrado en el árbol de decisión. 5.3.4 Paso 3-‐ Para el propósito de esta evaluación, la prueba hidrostáWca demuestra la apWtud para conWnuar en servicio con el mínimo riesgo de falla por fractura frágil si todos los requerimientos de reparaciones, alteraciones, reconstrucción, o cambio en el servicio están de acuerdo con este estándar (incluyendo la necesidad de una prueba hidrostáWca después de reparaciones mayores, alteraciones mayores o reconstrucción). La efecWvidad de la prueba hidrostáWca en demostrar el buen estado para conWnuar en servicio es respaldado por la experiencia industrial.

Sección 5 – Consideraciones de Fractura Frágil 5.3.5 Paso 4 -‐ Si el espesor del cilindro del tanque no es mayor que 0.5 in, el riesgo de falla debido a fractura frágil es mínimo, previendo que se ha realizado una evaluación para disponibilidad de servicio del tanque de acuerdo con la Sección 4. El espesor nominal original de la plancha (lámina) más gruesa del cilindro del tanque debe ser usado para esta evaluación. 5.3.6 Paso 5 -‐ Ninguna de las fallas conocidas del tanque debido a una fractura frágil han ocurrido a temperaturas del metal del cilindro de 60° F o mayores. Aspectos similares en contra de esta falla se pueden mejorar incrementando la temperatura del metal calentando los contenidos del tanque. 5.3.7 Paso 6-‐ La experiencia en la industria y las pruebas de laboratorio han mostrado que se requiere un esfuerzo de membrana en las planchas (láminas) del cilindro del tanque de al menos 7 ksi para causar falla debido a fractura frágil. 5.3.8 Paso 7-‐ Los tanques construidos de aceros listados en la Figura 4-‐1 de API 650 pueden ser usados de acuerdo a sus curvas de excepción, teniendo en cuenta que una evaluación de disponibilidad de servicio conforme a la Sección 4 de este estándar ha sido realizada. Adicionalmente, tanques construidos de acuerdo con otros códigos nacionalmente reconocidos o estándares que conWenen reglas de dureza (por ejemplo el API 620) pueden ser uWlizados de acuerdo con las reglas de dureza actual de ese estándar. Tanques fabricados con aceros de especificaciones desconocidas, de mayor espesor a ½ in y operando en un temperatura del metal del cuerpo debajo de 60°F, puede ser uWlizada si el tanque cumple los requerimientos de la figura 5.2. El espesor nominal original de la plancha de cilindro de mayor espesor del tanque debe ser usada para la evaluación. Para los tanques que no se calientan, la temperatura del metal del cilindro debe ser la temperatura del metal de diseño como se define en API 650, Sección 4.2.9.1.

Sección 5 – Consideraciones de Fractura Frágil
Sección 5 – Consideraciones de Fractura Frágil 5.3.9 Paso 8-‐ El riesgo de falla debido a una fractura frágil es mínimo una vez el tanque haya demostrado que puede operar a un nivel del líquido máximo especificado a la temperatura más baja sin falla. Para el propósito de esta evaluación, la expectaWva de temperatura más baja se define como la temperatura más baja del primer día, como se muestra en la Figura 4-‐2 de API 650. Es necesario chequear los registros recolectados del tanque y los registros meteorológicos para asegurar que el tanque haya operado al nivel del líquido máximo especificado cuando la temperatura del primer día era tan baja como se muestra en API 650, Figura 4-‐2. 5.3.10 Paso 9-‐ Se puede realizar una evaluación para establecer un cubrimiento de operación segura para un tanque basado en la historia de la operación. Esta evaluación se debe basar en la combinación más severa de temperatura y nivel del líquido experimentado por el tanque durante su servicio. La evaluación debería mostrar que el tanque necesita ser re-‐rateado o operado de manera disWnta; existen muchas opciones: a) Restrinja el nivel del líquido. b) Restrinja la temperatura mínima del metal. c) Cambie el servicio a un producto almacenado con una gravedad específica inferior. d) Combinaciones de a, b, y c, arriba mencionadas. El propietario u operador también puede realizar un análisis más riguroso para determinar el riesgo de falla debido a fractura frágil haciendo un análisis mecánico de fractura basado en principios y prácWcas establecidas. Los procedimientos y criterio de aceptación para conducir un análisis alterno no se incluyen en este estándar. 5.3.11 Paso 10 -‐ Todas las reparaciones, alteraciones, y re-‐localizaciones se deben hacer conforme a este estándar. 5.3.12 Paso 11-‐ Se debe realizar una evaluación para determinar si el cambio de siWo en el servicio proporciona un mayor riesgo de falla debido a una fractura frágil. El servicio puede ser considerado más severo y crea un mayor riesgo de una fractura frágil si la temperatura del servicio se reduce (por ejemplo, cambiar de un servicio aceite caliente a un producto de temperatura ambiente), o el producto es cambiado a uno con una gravedad específica mayor y así se incrementan los esfuerzos.

Sección 6 – Inspección

Sección 6 – Inspección 6.1 General La inspección periódica en servicio de los tanques se debe realizar como se define en esta sección. El propósito de esta inspección es asegurar una integridad conWnua del tanque. Las inspecciones, aparte de las definidas en 6.3 se deben dirigir por un inspector autorizado. 6.2 Consideraciones para la frecuencia de inspección 6.2.1 Se deben considerar muchos factores para determinar los intervalos de inspección para los tanques de almacenamiento. Estos incluyen, pero no están limitados a, los siguientes: a) La naturaleza del producto almacenado. b) Los resultados de los chequeos visuales de mantenimiento. c) Tolerancias y rates de corrosión. d) Sistemas de prevención de corrosión. e) Condiciones en inspecciones previas. f) Los métodos y materiales de construcción y reparación. g) La localización de los tanques, tal como aquellos que están en áreas aisladas o de alto riesgo. h) El riesgo potencial de contaminación de aire o agua. i) Sistemas de detección de fugas. j) Cambio en el modo de operación (por ejemplo: frecuencia del ciclo de llenado, frecuencia de
aterrizaje de las piernas de soporte del techo flotante. k) Requerimientos jurisdiccionales. l) Cambios en el servicio (incluyendo cambios en los fondos de agua). m) La existencia de doble fondo doble o una barrera de prevención de fuga.

Sección 6 – Inspección
6.2.2 El intervalo entre las inspecciones de un tanque (tanto internas como externas) deberían ser determinados por la historia de servicio a menos que razones especiales indiquen que se debe hacer una inspección prioritaria. La historia del servicio de un tanque dado o un tanque en servicio similar (preferiblemente en el mismo siWo) debería estar disponible para que se puedan programar las inspecciones completas con una frecuencia equivalente con el rate de corrosión del tanque. En operación, los métodos de inspección no destrucWva deben ser considerados cuando se establecen frecuencias de inspección. 6.2.3 Las regulaciones jurisdiccionales, en algunos casos, controlan la frecuencia e intervalo de las inspecciones. Estas regulaciones pueden incluir requerimientos de pérdida de vapor, condiciones de sello, fuga, diques adecuados y procedimientos de reparación. El conocimiento de estas regulaciones es necesario para cumplir con el programa y los requerimientos de inspección.

Sección 6 – Inspección 6.3 Inspecciones desde el Exterior del Tanque 6.3.1 Inspecciones de Ruena en servicio 6.3.1.1 La condición externa del tanque debe ser monitoreada por inspección visual cercana desde el suelo en una ruWna básica. Esta inspección puede ser realizada por el personal del propietario u operador, y se puede realizar por otro inspector autorizado como se define en 3.4. El personal que realiza esta inspección debería tener conocimiento de operaciones en plantas de almacenamiento, el tanque, y las caracterísWcas del producto almacenado. 6.3.1.2 El intervalo de estas inspecciones debe ser consistente con las condiciones del siWo en parWcular, pero no debe exceder un mes. 6.3.1.3 Esta inspección de ruWna en servicio debe incluir una inspección visual de las superficies exteriores del tanque. La evidencia de fugas; distorsiones del cilindro; señales de asentamiento; corrosión; y condición de la cimentación, recubrimientos de pintura, sistemas de aislamiento, y accesorios deberían ser documentados y las acciones a seguir por un inspector autorizado.

Sección 6 – Inspección 6.3.2 Inspección Externa 6.3.2.1 En todos los tanques se debe realizar una inspección visual externa por un inspector autorizado. Esta inspección debe ser llamada la inspección externa y se debe ser conducida al menos cada 5 años o RCA/4N años (donde RCA es la diferencia entre el espesor del cilindro medido y el espesor mínimo requerido en mils (milésimas de pulgada), y N es el rate de corrosión del cilindro en mils por año -‐ MPY) el que sea menor. Los tanques pueden estar en operación durante esta inspección. 6.3.2.2 Los tanques aislados necesitan tener removido el aislamiento solo en la extensión necesaria para determinar la condición de la pared exterior del tanque o el techo. 6.3.3.3 Los componentes del sistema de conexión a Werra del tanque tales como shunts o cables de conexión mecánica deben ser inspeccionados visualmente. En el API RP 2003 se cubren las prácWcas recomendadas para la prevención de ignición de hidrocarburos.

Inspección de Tanques con Aislamiento

Problemas de Sello en Aislamiento de Techo

CUI – Corrosión bajo aislamiento cilindro

CUI – Corrosión bajo aislamiento en cilindro

Abollamiento de Techo

Corrosión en planchas de techo

Venteo / Tipo Cuello de Ganso Ver API RP 2000

Venteo con arrestaflama

Inspección y Reporte de Condiciones Inseguras

Inspección en general de accesorios de techo

Sistemas de Conexión a Tierra

Pestaña de Fondo / Proyección del Fondo (Deterioro)

Pestaña de fondo y sello eláseco con anillo de concreto

Crecimiento de vegetación

Tuberías de Espuma (amarilla) y contra-‐incendio (roja)

Accesorios – Anclaje de Tuberías

Inspección de Tuberías y Cámaras de Espuma

Inspección de Cámaras de Espuma

Inspección de Cámaras de Espuma

Válvulas de Venteo

Funcionamiento de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Inspección de Válvula de Venteo Ver API RP 576 (Inspección de disposiWvos de alivio)

Venelación de Emergencia

Inspección de tubería contra-‐incendio y rociadores

Inspección de tubería de refrigeración

Revisión Estado de Pintura

Accesorios – Escaleras

Escaleras Ver API 650 – Tabla 5-‐17 y 5-‐18

Escaleras – Nuevos Diseños

Sección 6 – Inspección 6.3.3 Inspección Ultrasónica de Espesores 6.3.3.1 Las mediciones de espesor por ultrasonido, externas del cilindro pueden ser úWles para determinar el rate de corrosión general uniforme mientras el tanque se encuentra en servicio, y pueden proveer una indicación de la integridad del cilindro. La extensión de estas medidas deben ser determinadas por el propietario/operador. 6.3.3.2 Cuando se uWlizan las mediciones de espesor ultrasónicas, se deben hacer a intervalos para no exceder lo siguiente: a) Cuando el rate de corrosión no se conoce, el intervalo máximo debe ser de 5 años. El rate de corrosión se
pueden esWmar de tanques en un servicio similar basados en las medidas del espesor tomadas a un intervalo que no exceda los 5 años.
b) Cuando el rate de corrosión se conoce, el máximo intervalo debe ser el menor de RCA/2N años (donde RCA es la diferencia entre el espesor del cilindro medido y el espesor mínimo requerido en mils (milésimas de pulgada), y N es el rate de corrosión del cilindro en mils por año -‐ MPY) o 15 años.
6.3.3.3 La inspección interna del cilindro del tanque, cuando el tanque esta fuera de servicio, se puede susWtuir por un programa de mediciones de espesor ultrasónica externa si el intervalo de inspección interna es igual o menor al intervalo requerido en 6.3.3.2.b 6.3.4 Inspección de Protección Catódica 6.3.4.1 Donde la corrosión exterior del fondo del tanque es controlada por un sistema de protección catódica, verificaciones periódicas del sistema deben ser conducidas de acuerdo con API RP 651. El propietario/operador debe revisar los resultados de las verificaciones. 6.3.4.2 El propietario/operador debe asegurar competencia del personal que realiza las inspecciones.

Inspección – Mediciones de Espesor de Pared por Ultrasonido

Sistemas de Protección Catódica Ver API RP 651

Sistema de Protección Catódica – Corriente Impresa

Sistema de Protección Catódica – Sistema Galvánico

Sistema de Protección Catódica – Conexión al tanque

Sistema de Protección Catódica – Inspección

Sección 6 – Inspección 6.4 Inspección Interna 6.4.1 General 6.4.1.1 La inspección interna se requiere primordialmente para: a) Asegurar que el fondo no este severamente corroído y fugando. b) Obtener los datos necesarios para la evaluación del espesor mínimo de fondo y cilindro
detallado en la Sección 6. Cuando aplique, esta información debe también tener en cuenta medidas del espesor por ultrasonido externas hechas durante inspecciones en servicio (ver 6.3.3).
c) IdenWficar y evaluar cualquier asentamiento del fondo del tanque.
6.4.1.2 Todos los tanques deben tener una inspección interna formal conducida en los intervalos definidos por 6.4.2. El inspector autorizado quien es responsable de la evaluación del tanque debe conducir una inspección visual y asegurarse de la calidad y totalidad de los resultados de la examinación no destrucWva (NDE). Si la inspección interna se requiere únicamente para el propósito de determinar la condición e integridad del fondo del tanque, la inspección interna puede ser complementada con el tanque en servicio uWlizando varios métodos como medidores robóWcos de espesor y otros métodos de inspección en operación capaces de evaluar el espesor del fondo del tanque, en combinación con métodos capaces de evaluar la integridad del fondo del tanque como se describe en 4.4.1. Los métodos electromagnéWcos pueden ser usados para complementar la inspección ultrasónica en operación. Si una inspección en servicio es seleccionada, los datos e información recogidos deben ser suficientes para evaluar el espesor, rate de corrosión, e integridad del fondo del tanque y establecer el intervalo de inspección interna, basado en el espesor del fondo del tanque, rate de corrosión, e integridad, uWlizando métodos incluidos en este estándar. Un individuo con conocimiento y experiencia en metodologías relevantes de inspección, y el inspector autorizado quien es el responsable de la evaluación de un tanque debe asegurar la calidad y totalidad de los resultados de los NDE en servicio.

Seguridad Industrial en Espacios Confinados

Inspección interna de tanques con techo flotante

Inspección Integral de Sumideros de Fondo

Escaneo de fondo (Técnica LFET / MFL)

Ultrasonido a zonas marcadas en escaneo

Probeta del Fondo – Análisis Falla

Inspección Interna de Vigas de Techo – Estado de Pintura

Inspección de Sello en Techos Flotantes

Inspección de Mecanismos Ane-‐rotación – Techos Flotantes



Sección 6 – Inspección 6.4.2.4.1 Factores de probabilidad Factores de probabilidad que pueden ser considerados en evaluaciones RBI de tanques incluyen, pero no son limitadas a lo siguiente: a) Espesor original, Wpo de soldadura, y edad de las planchas de fondo. b) Métodos de análisis empleados para determinar los rates de corrosión del lado producto,
lado suelo y externa tanto del cilindro y el fondo y la precisión de los métodos usados. c) Historial de inspección, incluyendo información de falla del tanque. d) ResisWvidad del suelo. e) Tipo y calidad del colchón de arena bajo el tanque f) Drenaje del agua del fondo g) Tipo/efecWvidad del sistema de protección catódica y historial de mantenimiento. h) Temperaturas de Operación. i) Efectos en los rates de corrosión interna debido al producto de servicio. s) Interno pintura/recubrimiento/Wpo de recubrimiento, edad y condición. t) Uso de bobinas de vapor u) Calidad del mantenimiento del tanque, incluyendo reparaciones y alteraciones previas. v) Códigos de diseño y estándares y los detalles uWlizados en la construcción del tanque,
reparación y alteración (incluyendo fondos de tanque). w) Materiales de Construcción. x) EfecWvidad de los métodos de inspección y calidad de los datos. y) Fallas funcionales, como por ejemplo en sellos de techos flotantes, sistemas de drenaje de
techos, etc. z) Información de asentamiento.

Sección 6 – Inspección 6.4.2.4.2 Factores de consecuencia Factores de consecuencia que pueden ser considerados en evaluaciones RBI de tanques incluyen, pero no son limitadas a lo siguiente: a) Fondos de tanque con barreras de prevención de liberación/fuga (RPB). b) Tipo de producto y volumen. c) Modo de falla (como por ejemplo, fuga lenta al ambiente, ruptura del fondo del tanque o fractura del cilindro
del tanque). d) IdenWficación de los receptores ambientales como son humedales, agua superficial, aguas subterráneas,
acuíferos de agua de consumo y lechos de roca. e) Distancia a los receptores ambientales. f) EfecWvidad de los sistemas de detección de fugas y Wempo para la detección. g) Movilidad del producto en el ambiente, incluyendo fugas al suelo, viscosidad del producto y permeabilidad del
suelo. h) CaracterísWcas de sensibilidad de los receptores ambientales al producto. i) Costo de remediar la contaminación potencial. j) Costo de limpiar el tanque y repararlo. k) Costo asociado con lucro cesante. l) Impacto en la seguridad y salud pública. m) Capacidad de contención de los diques (volumen y fugas). Una aproximación más cualitaWva puede ser aplicada que no involucre todos los factores listados arriba. En estos casos, criterios conservadores deben ser usados y resultados conservadores deberían ser esperados. Un caso de estudio puede ser necesario para validar la aproximación. 6.4.2.6 Si la evaluación RBI o la evaluación de servicio similar ha sido realizada, el máximo intervalo aplicable bajo 6.4.2.1 o 6.4.2.2 no aplica a un tanque almacenando sustancias altamente viscosas las cuales solidifican a temperaturas bajo 110 °F. Algunos ejemplos de estas sustancias son: asfalto, roofing flux, residuos, fondos vacíos y crudo reducidos.

Sección 6 – Inspección 6.5 Alternaeva para inspección interna y determinar espesor de fondo En los casos donde la construcción, tamaño, y otros aspectos permiten el acceso desde el exterior al fondo del tanque para determinar el espesor del fondo, una inspección externa en vez de una inspección interna se permite si cumple los requerimientos de los datos de la tabla 4-‐4. Sin embargo, en estos casos, la consideración de otros ítems de mantenimiento pueden dictaminar intervalos de inspección interna. Esta alternaWva debe ser documentada y hacer parte del registro permanente del tanque. 6.6 Trabajo preparatorio para la inspección interna Los procedimientos de trabajo específicos deben ser preparados y seguidos cuando se conducen inspecciones que garanWzaran la seguridad y salud del personal y prevenir daños en el lugar de trabajo (ver 1.4). 6.7 Listas de chequeo para la inspección El apéndice C provee ejemplos de listas de chequeo de los ítems de consideración cuando se realizan inspecciones en servicio y fuera de servicio.

Sección 6 – Inspección
Ejemplo Anexo C – Listas de chequeo de inspección

Sección 6 – Inspección 6.8 Registros 6.8.1 General Los registros de inspección forman la base de un programa de mantenimiento o inspección planeada. (se reconoce que puede que no exista registro de tanques viejos y las evaluaciones se deben basar en la experiencia con tanques en servicios similares.) El propietario/operador debe mantener un registro completo que consiste en tres Wpos de registros, llamados: registros de construcción, historial de inspección, e historial de reparación y alteración. 6.8.2 Registros de Construcción Los registros de construcción pueden incluir información de la placa de datos, planos, especificaciones, reporte completo de construcción, y cualquier resultado de pruebas de materiales y análisis. 6.8.3 Historial de Inspección Estos registros incluyen todas las mediciones realizadas, la condición de todas las partes inspeccionadas, y un registro de todas las examinaciones y pruebas. Una descripción completa de cualquier condición inusual con recomendaciones para la corrección de detalles que han causado la condición debe ser incluida. Este archivo también debe contener el rate de corrosión y los cálculos de intervalos de inspección. 6.8.4 Historial de Reparación/Alteración El Historial de reparación/alteración incluye todos los datos acumulados en un tanque desde el Wempo de su construcción con especial cuidado en reparaciones, alteraciones, reposiciones, y cambios de servicio (registrado con condiciones de servicio tal como temperatura y presión del producto almacenado). Estos registros deberían incluir los resultados de cualquier experiencia con revesWmiento y pinturas.

Sección 6 – Inspección 6.9 Reportes 6.9.1 General Por cada inspección externa realizada por 6.3.2 y cada inspección interna realizada por 6.4, el inspector autorizado debe preparar un reporte escrito. Este reporte de inspección con las recomendaciones del inspector y la documentación de las disposiciones debe ser mantenido por el propietario/operador durante la vida del tanque. Jurisdicciones locales pueden tener reportes adicionales y requisitos para mantener registros para inspecciones de tanques. 6.8.2 Contenidos del Reporte Los reportes deben incluir la siguiente información como mínimo: a) Fecha(s) de inspección; b) Tipo de inspección (externa o interna); c) Alcance de la inspección, incluyendo cualquier área que no ha sido inspeccionada, con sus razones (por
ejemplo alcance limitado de inspección, limitado acceso {sico); d) Descripción del tanque (número, tamaño, capacidad, año de construido, materiales de construcción,
historial de servicio, techo y diseño de fondo, etc.) si es disponible; e) Lista de componentes inspeccionados y condiciones encontradas (una lista de chequeo general como se
encuentra en el Anexo C puede ser usada para idenWficar el alcance de la inspección) y deficiencias encontradas.
f) Métodos de inspección y pruebas empleadas (visual, MFL, UT, etc.) y los resultados para cada método de inspección o prueba.
g) Rates de corrosión del fondo y el cilindro. h) Medidas de evaluación de asentamiento y análisis (si es realizado). i) Recomendaciones por 6.9.3.1.

Sección 6 – Inspección j) Nombre, compañía, número de cerWficación API 653 y firma del inspector autorizado responsable
de la inspección. k) Dibujos, fotogra{as, reportes NDE (Ensayos No DestrucWvos) y otra información perWnente debe
ser anexada a el reporte. 6.9.3.2 Es responsabilidad del propietario/operador revisar los resultados y recomendaciones de las inspecciones, y establecer un alcance reparación, si es necesario, y determinar el momento apropiado para reparaciones, monitoreo, y/o acWvidades de mantenimiento. Las consideraciones upicas de temporización y ejemplos de reparaciones son: a) Antes de retornar el tanque a servicio -‐ reparaciones críWcas para la integridad del tanque (por
ejemplo, reparaciones de fondo o cilindro); b) Después de que el tanque es retornado a servicio -‐ reparaciones menores y acWvidades de
mantenimiento (por ejemplo, mejora el drenaje, pintura, reparaciones de calibración, lechada, etc.);
c) En los próximas inspecciones internas programadas – predecir o anWcipar reparaciones y mantenimiento (por ejemplo, renovación de recubrimiento, reparaciones planificadas de fondo, etc.);
d) Vigilar la condición del deterioro conWnuo -‐ (por ejemplo, corrosión de planchas de techo y/o cilindro, asentamiento, etc.)
El propietario/operador debe garanWzar que la disposición de todas las recomendaciones de reparación y monitoreo es documentada por escrito y que están debidamente fundamentados, si las acciones recomendadas se retrasan o se consideran innecesarias.

Sección 6 – Inspección 6.10 Examinaciones No Destrucevas (NDEs) El personal que realiza exámenes no destrucWvos debe cumplir con las calificaciones idenWficadas en 12.1.1.2, pero no necesita estar cerWficado de acuerdo con el apéndice D. Los resultados de cualquier trabajo END, sin embargo, debe ser considerado en la evaluación del tanque por un inspector autorizado.

Sección 7 – Materiales

Sección 7 – Materiales 7.1 General Esta sección provee requerimientos generales para la selección de materiales para la reparación, alteración, y reconstrucción de los tanques existentes. Los requerimientos específicos para reparaciones y alteraciones se encuentran en la Sección 9. 7.2 Nuevos Materiales Todos los nuevos materiales usados para la reparación, alteraciones, o reconstrucción deben ser conformes con el estándar actual aplicable. 7.3 Materiales Originales para Tanques Reconstruidos 7.3.1 Planchas de Cilindro y Fondo Soldadas al Cilindro 7.3.1.1 Todos los materiales de plancha (lámina) del cilindro y fondo soldadas al cilindro debe ser idenWficados. Los materiales idenWficados por los planos originales, placa de datos API, u otra documentación adecuada no requieren una idenWficación posterior. El material no idenWficado debe ser probado e idenWficado con los requerimientos descritos en 7.3.1.2. Después de la idenWficación, se debe hacer una determinación de la idoneidad del material para el servicio intencionado. 7.3.1.2 Cada plancha (lámina) individual para la cual no existe una adecuada idenWficación, se debe remiWr a análisis químicos y pruebas mecánicas como se requiere en ASTM A6 y ASTM A370 incluyendo el ensayo Charpy con entalla en “V”. Los valores de impacto deben saWsfacer los requerimientos de API 650. Cuando no se conoce la dirección de rolado definiWvamente, dos probetas de tensión deben ser tomadas en ángulo recto uno del otro de la esquina de cada plancha, y una de estas probetas de ensayo debe cumplir los requerimientos de la especificación.

Ideneficación de materiales -‐ END

Izquierda (Ensayo Charpy V) – Derecha (Probeta Ensayo Tensión) Ver ASME Sección IX para especificación de probetas de ensayo

Sección 7 – Materiales 7.3.1.3 Para los materiales conocidos, todas las planchas (láminas) del cilindro y fondo soldadas deben cumplir, como mínimo, con las propiedades mecánicas y químicas del material especificado para la aplicación con respecto al espesor y temperatura de diseño del metal dado en API 650. 7.3.2 Estructural Las planchas (láminas) estructurales roladas existentes que se van a reuWlizar, deben cumplir los requerimientos de ASTM A7 como mínimo. EL material estructural nuevo debe cumplir también con los requerimientos de ASTM A36 o ASTM A992 como mínimo. Nota: ASTM A7 era una especificación que fue desconWnuada en la cuarta edición de API 650, 1970. 7.3.3 Flanches y Anclajes 7.3.3.1 El material del flanche debe cumplir con los requisitos mínimos de las especificaciones de materiales en el estándar as-‐built (como-‐construido). 7.3.3.2 Los anclajes deben cumplir con los requerimientos de las especificaciones del estándar actual aplicable. 7.3.4 Planchas del Techo, Fondo y Vigas Contra-‐Viento Si las planchas (láminas) existentes van a ser usadas para reconstruir el tanque, estas deben ser chequeadas para detectar corrosión excesiva o picaduras. (ver Sección 4 y Sección 6). 7.4 Consumibles de Soldadura Los consumibles de soldadura deben ser conforme a la clasificación AWS que es aplicable para el uso determinado.

Sección 8 – Consideraciones de Diseño para Tanques Reconstruidos

Sección 8 – Consideraciones de diseño para tanques reconstruidos
8.1 General Cualquier consideración de diseño disWnta a la carga normal de producto debe ser especificada por el propietario/operador. Ver 4.4.3 para la definición de sistemas de prevención de escapes o fugas y barreras de prevención de escapes o fugas. 8.2 Uniones Soldadas Nuevas 8.2.1 Los detalles de la unión soldada deberán cumplir con los requisitos de soldadura del estándar actual aplicable. 8.2.2 Todas las uniones nuevas del cilindro deben ser uniones soldadas a tope con penetración y fusión completa. 8.3 Uniones Soldadas Existentes Las uniones soldadas existentes deberán cumplir los requisitos del estándar as-‐built (como-‐construido).

Sección 8 – Consideraciones de diseño para tanques reconstruidos
8.4 Diseño del Cilindro 8.4.1 El espesor que se uWliza para cada anillo del cilindro cuando se verifica el diseño del tanque, se debe basar en medidas tomadas dentro de los 180 días anteriores a la reubicación. (ver 4.3.2 para procedimiento de medición, número, y ubicación de espesores medidos). 8.4.2 El nivel máximo de líquido de diseño para el producto se debe determinar calculando el máximo nivel del líquido de diseño para cada anillo del cilindro basado en la gravedad específica del producto, el espesor actual medido para cada anillo del cilindro, el esfuerzo permisible del material en cada anillo, y el método de diseño a ser usado. El esfuerzo permisible para el material debe ser determinado usando API 650, Tabla 5-‐2. Para el material que no se encuentra listado en la Tabla 5-‐2, se debe usar un valor de esfuerzo permisible menor de 2/3 del esfuerzo de fluencia o 2/5 del esfuerzo de tensión. 8.4.3 EL nivel de líquido máximo para la prueba hidrostáWca debe ser determinado usando el espesor actual medido para cada anillo del cilindro, el esfuerzo permisible para el material en cada anillo, y el método de diseño a ser usado. El esfuerzo permisible del material se determina uWlizando API 650, Tabla 5-‐2. Para el material que no se encuentra en la Tabla 5-‐2, Para el material que no se encuentra listado en la Tabla 5-‐2, se debe usar un valor de esfuerzo permisible menor de 3/4 del esfuerzo de fluencia o 3/7 del esfuerzo de tensión. 8.4.4 Si se requiere tolerancia por corrosión para el tanque reconstruido, la tolerancia de corrosión requerida debe ser deducida del espesor actual antes de calcular el nivel máximo del líquido. Si el espesor actual es mayor que el necesario para permiWr el nivel de líquido requerido, se debe considerar el espesor extra como tolerancia de corrosión. 8.4.5 La eficiencia de la junta y los niveles de esfuerzo permisible usados para los cálculos de nivel de líquido de diseño, deben ser consistentes con el método de diseño usado y con el grado y Wpo de inspección hecha en las uniones soldadas. La eficiencia de la junta y los niveles de esfuerzo permisible para las uniones soldadas existentes que no son removidas o reemplazadas se deben estar basadas en el grado original y Wpo de inspección.
Sección 8 – Consideraciones de diseño para tanques reconstruidos 8.5 Penetraciones del cilindro 8.5.1 Reemplazo y nuevas penetraciones deben ser diseñadas, detalladas, soldadas y examinadas para cumplir con los requerimientos del estándar actual aplicable. 8.5.2 Las penetraciones existentes deben ser evaluadas para conformidad con el estándar as-‐built (como-‐construido). 8.6 Vigas Contra Viento y Estabilidad del Cilindro 8.6.1 Las vigas contra viento superior e intermedia para tanques abiertos deben cumplir los requerimientos del estándar actual aplicable. 8.6.2 Tanques reconstruidos deben ser chequeados por deformaciones inducidas por el viento de acuerdo con los procedimientos del estándar aplicable, usando requerimientos de viento para la localización en donde será reconstruido el tanque. 8.7 Techos 8.7.1 Los diseños del techo deben cumplir los requisitos del estándar as-‐built (como-‐construido). 8.7.2 Si el siWo nuevo requiere una carga más grande que el siWo original, la suficiencia del techo existente debe ser evaluada usando el estándar actual aplicable. 8.8 Diseño Sísmico Tanques que se van a reconstruir deben ser chequeados por estabilidad sísmica basado en las reglas del estándar actual aplicable usando las dimensiones y espesores del tanque reconstruido. Los tanques reconstruidos deben ser construidos para cumplir con los requerimientos de estabilidad del estándar actual aplicable. Planchas (láminas) del fondo más gruesas bajo el primer anillo del cilindro o anclaje del tanque pueden ser requeridas aun cuando no se uWlizaron en el tanque original.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque 9.1 General 9.1.1 La base para las reparaciones y alteraciones debe ser de acuerdo a API 650. 9.1.2 Los requerimientos de la prueba hidrostáWca, ensayos no destrucWvos, criterio de aceptación de soldaduras, y reparaciones de la plancha (lámina) del cilindro y soldaduras existentes son especificados en la Sección 12. 9.1.3 Todo el trabajo de reparación debe ser autorizado por el inspector autorizado o un ingeniero con experiencia en el diseño de tanques de almacenamiento, antes de que una organización de reparación inicie el trabajo. La autorización de alteraciones de los tanques de almacenamiento que cumpla con API 650 no se puede otorgar sin una consulta previa con, y aprobada por, un ingeniero con experiencia en el diseño de tanques de almacenamiento. El inspector autorizado designará los puntos de inspección requeridos durante la secuencia de reparación o alteración y la documentación mínima requerida en la finalización del trabajo. El inspector autorizado puede dar una autorización general previa para las reparaciones limitadas o de ruWna de manera que el inspector autorizado este seguro que las reparaciones no requieren prueba hidrostáWca o una evaluación de ingeniería. 9.1.4 Todo el diseño, ejecución del trabajo, materiales, procedimientos de soldadura, examinación y métodos de prueba propuestos deben ser aprobados por el inspector autorizado o un ingeniero experimentado en el diseño de tanques de almacenamiento. El inspector autorizado o el ingeniero experimentado en el diseño de tanques de almacenamiento debe aprobar todo el trabajo de reparación y alteración especificado en los puntos de inspección designados y después de que han sido completadas las reparaciones y alteraciones de acuerdo con los requerimientos de este estándar.

Sección 9 – Reparación y Alteración del Tanque
9.1.5 El Apéndice F resume los requerimientos para el método de inspección y provee los estándares de aceptación, calificaciones del examinador, y requerimientos del procedimiento. No se pretende que únicamente el apéndice F sea usado para determinar los requerimientos de inspección para el trabajo que se específica en este documento. Se deben seguir los requerimientos especificados de las secciones 1 hasta la 12, en todos los casos. 9.2 Remoción y Reemplazo de Material de Plancha del Cilindro 9.2.1 Espesor mínimo de la plancha (lámina) de reemplazo en el cilindro. El espesor mínimo de la plancha (lámina) de reemplazo del cilindro debe ser calculada de acuerdo con el estándar as-‐built (como-‐construido). El espesor de la plancha de reemplazo en el cilindro no debe ser menor que el mayor espesor nominal de cualquier plancha en el mismo anillo cercana a la plancha de reemplazo excepto donde la plancha adjunta sea una plancha inserto más gruesa. Cualquier cambio en las condiciones del diseño original, tales como gravedad específica, presión de diseño, nivel del líquido, y altura del cilindro, deben ser considerados.

Sección 9 – Reparación y Alteración del Tanque
9.2.2 Dimensiones mínimas de la plancha (lámina) de reemplazo en el cilindro 9.2.2.1 La dimensión mínima para una plancha (lámina) de reemplazo en el cilindro es de 12 in. o 12 veces el espesor de la plancha de reemplazo, el que sea mayor. La plancha de reemplazo puede ser circular, ovalada, cuadrada o rectangular con esquinas redondeadas, excepto cuando se reemplace la plancha entera del cilindro. Ver Figura 9-‐1 para los detalles upicos de las planchas de reemplazo del cilindro aceptables. 9.2.2.2 Donde se remuevan y reemplacen una o más planchas (láminas) del cilindro o segmentos enteros de la altura total de la plancha, los requerimientos del espacio mínimo especificados en la Figura 9-‐1 para uniones verWcales de soldadura deben ser mantenidos. Es aceptable remover y reemplazar planchas enteras del cilindro o segmentos de la altura total de las planchas del cilindro, cortando y volviendo a soldar a lo largo de las uniones de soldadura horizontales existentes. Antes de soldar las nuevas uniones verWcales, las soldaduras horizontales existentes deben ser cortadas a una distancia mínima de 12 in. más allá de las uniones verWcales nuevas. Las uniones verWcales deben ser soldadas antes que las uniones horizontales.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque 9.2.2 Dimensiones mínimas de la plancha (lámina) de reemplazo en el cilindro 9.2.3 Diseño de la Unión de Soldadura 9.2.3.1 Las planchas (láminas) de reemplazo del cilindro deben ser soldadas con uniones a tope con penetración y fusión completa, excepto cuando se permiten parches traslapados para reparaciones del cilindro. 9.2.3.2 El diseño de la unión de soldadura para reemplazo de planchas del cilindro debe estar de acuerdo con API 650, Sección 5.1.5.1 hasta Sección 5.1.5.3. Las uniones traslapadas en el cilindro de los tanques pueden ser reparadas de acuerdo con el estándar as-‐built (como-‐construido). El diseño de la unión traslapada para las reparaciones del cilindro por parches debe cumplir con los requerimientos de 9.3. Los detalles del proceso de soldadura deben estar de acuerdo con 7.2 de API 650, y la Sección 9 de este estándar. 9.2.3.3 Para planchas del cilindro existentes mayores de ½ in. de espesor, el borde exterior de la soldadura a tope que une la plancha de reemplazo al cilindro debe estar al menos 8 veces el espesor de la soldadura o 10 in. desde el borde más externo de cualquier unión a tope existente. Para planchas del cilindro existentes de ½ in. de espesor y menores, este espacio puede ser reducido a 6 in., desde el borde más externo de las uniones verWcales ó 3 in. desde el borde más externo de las uniones horizontales. Ver la Figura 9-‐1 para las dimensiones mínimas. Para las planchas existentes del cilindro de más de ½ in., el borde externo de la soldadura a tope que une la plancha de reemplazo al cilindro debe estar al menos 8 veces el tamaño de la soldadura o 10 in. desde el borde de la soldadura de filete que une el cilindro al fondo, excepto cuando la plancha de reemplazo del cilindro se exWende hacia e intercepta la unión del fondo al cilindro a 90 grados aproximadamente. Para las planchas del cilindro de ½ in. y menores, este espaciamiento puede ser reducido a 6 pulgadas. Para las planchas del cilindro de dureza desconocida que no cumplan con el criterio de excepción de la Figura 5-‐2, el borde de cualquier unión verWcal de soldadura que une una plancha de reemplazo, debe estar a 3 in., o 5t del borde de la unión soldada en el anillo anular del fondo o uniones de soldadura en las planchas del fondo bajo el cilindro del tanque. La Figura 9.1 Wene las dimensiones mínimas.

Sección 9 – Reparación y Alteración del Tanque 9.2.3.4 Para reducir el potencial de distorsión de un tanque existente debido al proceso de soldadura aplicado en el reemplazo de una plancha del cilindro de un tanque existente, el ensamble, entrada de calor, y secuencia del proceso de soldadura debe ser considerado. 9.3 Reparaciones del Cilindro empleando Parches de Lámina Soldadas Traslapadas 9.3.1 Los parches de reparación del cilindro son una manera aceptable de reparar par las soldaduras a tope, soldaduras traslapadas, y tanques remachados, bajo las condiciones descritas en 9.3.2, 9.3.3 y 9.3.4; solo cuando el propietario lo especifica. Además, los detalles de la reparación deben cumplir con los requerimientos desde 9.3.1.1 hasta 9.3.1.10. Estas reparaciones son permanentes y sujetas a programas de inspección y mantenimiento. Estos requerimientos pueden ser usados para evaluar las reparaciones por parche existentes en el cilindro; sin embargo, no es necesario aplicar los límites del espesor de la plancha. 9.3.1.1 Todo el material de reparación debe cumplir con los requerimientos del estándar actual aplicable de construcción y API 653. 9.3.1.2 Las reparaciones del cilindro con parches traslapadas no deben ser usados en ningún anillo del cilindro (construcción original) que exceda ½ in. de espesor, y tampoco para reemplazar puertas de limpieza o láminas del cilindro. . 9.3.1.3 Excepto cuando se permita en 9.3.3.2 y 9.3.4.3, el material de la plancha de reparación debe ser menor de ½ in. o el espesor de la plancha adyacente a las reparaciones, pero no menos que 3/16 in. 9.3.1.4 La forma de la plancha de reparación puede ser circular, ovalada, cuadrada o rectangular. Todas las esquinas, excepto en la unión de cilindro-‐fondo, debe ser redondeado a un radio mínimo de 2 in. Las formas de la plancha que refuerza la boquilla de API 650 son también aceptables. 9.3.1.5 La plancha de reparación puede cruzar cualquier costura a tope verWcal o horizontal del cilindro que se haya esmerilado, pero debe traslapar mínimo 6 in. más allá de la costura del cilindro. Los requerimientos de espaciamiento de la soldadura de la Figura 9.1, deben ser usados como base para localizar las planchas de reparación relacionadas con soldaduras de filete o a tope y costuras remachadas y otras planchas de reparación.

Sección 9 – Reparación y Alteración del Tanque 9.3.1.6 Las planchas de reparación pueden extenderse hacia e interceptar con la unión externa del cilindro-‐fondo si los lados verWcales interceptan el fondo del tanque a un ángulo de 90 grados y la soldadura del cilindro-‐fondo esta conforme con la figura 9.2. Las planchas de reparación posicionadas en el interior deben ser localizadas de manera que la distancia entre los bordes este a un mínimo de 6 in. de la soldadura de unión cilindro-‐fondo. 9.3.1.7 La dimensión máxima verWcal y horizontal de la plancha (lámina) de reparación es de 48 in. y 72 in., respecWvamente. La dimensión mínima de la plancha de reparación es de 4 in. La plancha de reparación debe ser formada de acuerdo al radio del cilindro. 9.3.1.8 Las aberturas del cilindro y sus refuerzos no deben estar ubicados dentro de un parche traslapado de reparación del cilindro. 9.3.1.9 Antes de la aplicación de un parche en el cilindro, las áreas a soldar deben ser inspeccionadas por ultrasonido para determinar los defectos de la plancha y el espesor remanente. 9.3.1.10 Las planchas de reparación no deben ser traslapadas sobre costuras del cilindro traslapadas, líneas de remache, otros de parches de reparación, áreas distorsionadas, grietas o defectos no reparados. 9.3.2 Los parches de reparación traslapados se pueden uWlizar para cerrar o tapar los orificios causados por la remoción de las boquillas existentes del cilindro o la remoción de áreas severamente corroídas o erosionadas. Además, los siguientes requerimientos deben ser cumplidos. 9.3.2.1 El proceso de soldadura debe ser conWnuo en el perímetro externo de la plancha de reparación y en el perímetro interno del orificio en la plancha del cilindro. El diámetro mínimo del orificio es de 2 in. Las aberturas del cilindro debido a la remoción de la plancha deben tener un radio de borde mínimo 2 in.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque
9.3.2.2 Los cuellos de boquilla y las planchas de refuerzo deben ser completamente removidas antes de la instalación de la plancha de reparación. 9.3.2.3 La selección del espesor de la plancha de reparación debe estar basado en el diseño que cumple con el estándar As-‐Built (como-‐construido) y API 653, usando una eficiencia de la junta que no exceda 0.70. Las soldaduras de las planchas de reparación deben ser de filete completo. La dimensión mínima de una plancha de reparación debe ser 4 in. con un traslapo mínimo de 1 in. y un máximo de 8 veces el espesor del cilindro (8t). 9.3.2.4 El espesor de la plancha de reparación no debe exceder el espesor nominal de la plancha del cilindro adyacente a la de reparación. 9.3.3 La reparación con parches superpuestos puede ser uWlizada para reforzar las áreas de las planchas del cilindro severamente deterioradas que no están en capacidad de resisWr las cargas del servicio a las cuales se somete el tanque. La reparación con parches superpuestos puede también ser uWlizada para planchas del cilindro que se encuentran bajo el espesor de reWro, con tal que los siguientes requerimientos adicionales se saWsfagan. 9.3.3.1 La selección del espesor de la plancha de reparación debe ser basado en el diseño conforme al estándar As-‐Built y API 653, usando una eficiencia de junta que no exceda 0.35. La soldadura del perímetro debe ser una soldadura de filete completo. 9.3.3.2 El espesor de la plancha de reparación no debe exceder el espesor de la plancha del cilindro en el perímetro de la plancha de reparación por más de 1/3, pero no más de 1/8 in. El espesor de la plancha de reparación no debe exceder ½ in. 9.3.3.3 El esfuerzo remanente en las áreas deterioradas bajo la plancha de reparación no debe ser considerado efecWvo cuando se realizan los cálculos para el servicio o cargas hidrostáWcas.

Sección 9 – Reparación y Alteración del Tanque 9.3.4 Las planchas con parches superpuestos pueden ser uWlizadas para reparar pequeñas fugas del cuerpo o minimizar fugas potenciales por picaduras severamente asiladas o ampliamente dispersas si los siguientes requerimientos se saWsfacen. 9.3.4.1 El espesor del cilindro existente, excluyendo los orificios y picaduras, cumple con el espesor mínimo aceptable del cilindro como se determina en 4.3.2 y 4.3.3. 9.3.4.2 La plancha de reparación esta diseñada para resisWr la carga por presión hidrostáWca entre la plancha de reparación y el cilindro, asumiendo que existe un orificio en el cilindro uWlizando una eficiencia de junta de 0.35. 9.3.4.3 El espesor de la plancha de reparación no debe exceder el espesor de la plancha del cilindro en el perímetro de la plancha de reparación por más de 1/3, pero no más de 1/8 in. El espesor de la plancha de reparación no debe ser más delgado de 3/16 in. pero no más grueso de ½ in. Una soldadura de filete completo en el perímetro es requerido. 9.3.4.4 Este método de reparación no debe ser uWlizado si la exposición de las soldaduras en filete al producto puede producir corrosión por grietas (crevice corrosion) o si una celda de corrosión entre la plancha del cilindro y la plancha de reparación es probable que ocurra. 9.3.4.5 Este método de reparación no debe ser uWlizado para reparar fugas del cilindro si la presencia del producto entre la plancha del cilindro y la plancha de reparación genera liberación de gas desde el tanque, al realizar trabajo en caliente. 9.3.4.6 La plancha del cilindro existente bajo la plancha de reparación debe ser evaluada en cada inspección futura para asegurar que saWsfaga los requerimientos de 9.3.4.1. Si el espesor de la plancha del cilindro no saWsface 9.3.4.1 o la plancha de reparación no saWsface 9.3.3, el área se debe reparar de acuerdo con 9.2 o 9.3.2.

Sección 9 – Reparación y Alteración del Tanque
9.4 Reparación de Defectos en el Material de Plancha del Cilindro La necesidad de reparar las indicaciones tales como grietas, trozamientos o traslapes (tales como aquellas que permanecen después de la remoción de accesorios temporales), picaduras muy dispersas, y áreas corroídas descubiertas durante una inspección del cilindro tanque, deben ser determinadas como casos individuales basadas en la Sección 4. En las áreas donde el espesor de la plancha del cilindro excede las condiciones del diseño que se requieren, es posible esmerilar las irregularidades de la superficie a un contorno suave de manera que el espesor remanente sea adecuado para las condiciones del diseño. Cuando se realiza el esmerilado a una superficie suave puede resultar en un espesor inaceptable del metal de la plancha del cilindro, la plancha del cilindro puede ser reparada por una deposición del metal de la soldadura, seguido de una inspección y prueba de acuerdo con 12.1.8. Si hay más áreas extensas de la plancha del cilindro que requieran reparación, el uso de la plancha de reemplazo soldada a tope o un parche deben ser considerados. 9.5 Alteración del Cilindro del Tanque para Cambiar la Altura del Cilindro Cilindros de tanque pueden ser alterados adicionando material de plancha nuevo para incrementar la altura del cilindro del tanque. La altura del cilindro modificada debe estar de acuerdo con los requerimientos del estándar actual aplicable y se debe tener en cuenta todas las cargas anWcipadas tales como vientos y sismos.

Sección 9 – Reparación y Alteración del Tanque
9.6 Reparación de Soldaduras Defectuosas Los Wpos de imperfecciones de la soldadura y las no conformidades que requieren ser reparados se encuentran descritos desde 9.6.1 hasta 9.6.4. 9.6.1 Grietas, falta de fusión, escoria y porosidad rechazables que necesiten reparación deben ser removidas completamente por desbastado y/o pulidora y la cavidad resultante debe ser preparada apropiadamente para el proceso de soldadura. 9.6.2 Generalmente, no es necesario remover la sobremonta de la soldadura existente que exceda lo permiWdo en API 650 cuando se descubre en un tanque existente con una historia de servicio saWsfactoria. Sin embargo, si las condiciones de operación son tales que la sobremonta excesiva de la soldadura puede ser perjudicial (tal como un techo flotante con sellos flexibles), consideraciones deben ser tomadas para reparar las soldaduras por esmerilado. 9.6.3 El socavado inaceptable en la soldadura existente basado en las condiciones de disponibilidad para el servicio, debe ser reparado adicionando metal de soldadura o esmerilado, como sea apropiado. 9.6.4 Las uniones soldadas que hayan experimentado pérdida de metal debido a la corrosión puede ser reparado por soldadura. 9.6.5 Los golpes de arco descubiertos en o uniones soldadas adyacentes deben ser reparadas por esmerilado y/o soldadura. Golpes de arco reparados por soldadura deben ser esmeriladas a ras con la superficie de la plancha. 9.7 Reparación de las Penetraciones del Cilindro 9.7.1 Las reparaciones de las penetraciones del cilindro existente deben ser de acuerdo con API 650.

Sección 9 – Reparación y Alteración del Tanque 9.7.2 Las planchas (láminas) de refuerzo pueden ser adicionados a las boquillas existentes sin refuerzo. La plancha de refuerzo debe cumplir con todos los requerimientos dimensionales y de espacio de la soldadura de API 650. Ver figuras 9.3 y 9.4 para los detalles aceptables.

Penetración en el Cilindro – Manhole (Entrada Hombre)

Penetración en el Cilindro – Manhole (Entrada Hombre)

Penetración en el Cilindro – Compuerta de Limpieza

Sección 9 – Reparación y Alteración del Tanque
9.7.3 Como alternaWva, las planchas de refuerzo pueden ser adicionadas al interior del tanque previendo que exista la proyección suficiente de la boquilla. 9.8 Adición o Reemplazo de Penetraciones de Cilindro 9.8.1 Nuevas penetraciones del cilindro (adición o reemplazo) deben ser acorde con los requisitos de material, diseño, y alivio de tensión de API 650, de acuerdo con 9.8.2 hasta 9.8.6 de este estándar. 9.8.2 EL área de refuerzo de penetración requerida por API 650, Sección 5.7.2. debe ser determinada uWlizando el cálculo de espesor requerido del cilindro por la ecuación en 4.3.3.1 b) de este estándar excepto la variable S, que debe ser el esfuerzo permisible de diseño de la tabla 5-‐2 de API 650 para planchas existentes del cilindro; use 20.000lbf/in.2 si el material es desconocido. Una eficiencia de junta de 1.0 puede ser uWlizada (véase 9.8.5) La variable H debe ser la altura de la línea central de la penetración al máximo nivel líquido, en }. 9.8.3 Las penetraciones deben ser prefabricadas en ensambles aliviados térmicamente cuando sea requerido por API 650, Sección 5.7.4. API 650, Sección 4.1.5. puede ser uWlizado cuando el material de refuerzo es del Grupo IV hasta el Grupo VI y el material del cilindro existente es del Grupo I hasta el Grupo IIIA.

Penetraciones en el Cilindro

Sección 9 – Reparación y Alteración del Tanque 9.8.4 los siguientes requisitos de montaje deben cumplirse: a) Si un diseño integral de refuerzo es uWlizado, la plancha (lámina) de inserto en su periferia
debe tener una reducción de 1:4 para emparejar el espesor de la lámina del cilindro cuando el espesor de la plancha de refuerzo excede el espesor de la plancha del cilindro por más de 1/8 in.
b) El espaciamiento de soldaduras debe estar de acuerdo con la figura 9.1. c) La plancha nueva del inserto debe ser ensamblada a la plancha existente del cilindro con
penetración completa y fusión completa en soldaduras a tope. 9.8.5 Las examinaciones deben ser por la Sección 12, excepto para penetraciones localizadas sobre una junta del cilindro que deberá hacerse radiogra{a de acuerdo con API 650, Sección 5.7.3. 9.8.6 Las penetraciones mayores de 2 in. NPS deben ser instaladas con el uso de una plancha de inserto si el espesor de la plancha del cilindro es mayor de ½ in. y el material de la plancha del cilindro no cumple con el criterio de temperatura de metal del diseño actual. En adición, se deben cumplir los siguientes requerimientos: a) El diámetro mínimo de la plancha de inserto debe ser al menos dos veces el diámetro de la
penetración o el diámetro más 12 in., el que sea mayor. b) Cuando se uWlizan planchas de refuerzo, el diámetro mínimo de la plancha de inserto debe
igualar el diámetro de la plancha de refuerzo más 12 in.

Sección 9 – Reparación y Alteración del Tanque
9.9 Alteración de las Penetraciones Existentes del Cuerpo 9.9.1 Las penetraciones del cilindro existentes pueden ser alteradas si los detalles alterados cumplen con los requerimientos de API 650, incluyendo los requerimientos para el área de refuerzo mínimo y los requerimientos para el espacio de las soldaduras alrededor de las conexiones. 9.9.2 Cuando se instala un nuevo fondo del tanque sobre el fondo existente, puede ser necesario alterar las penetraciones en la base del cilindro del tanque. Si en el nuevo fondo se acopla a través del cilindro del tanque varias pulgadas sobre el fondo existente, el espacio entre las soldaduras existentes alrededor de las penetraciones y la nueva soldadura del fondo al cilindro, puede no cumplir con los requerimientos de API 650. Las opciones para alterar las penetraciones y/o las planchas de refuerzo se dan en 9.9.2.1 hasta 9.9.2.3. 9.9.2.1 La plancha de refuerzo existente puede ser cortada para incrementar el espacio entre las soldaduras previendo que el detalle de alteración cumple con los requerimientos de API 650. Se debe tener cuidado durante la operación de corte para evitar el daño al material del cilindro bajo la plancha de refuerzo. La soldadura existente que une la porción de la plancha de refuerzo debe ser completamente removida por desbastado y pulidora.

Sección 9 – Reparación y Alteración del Tanque 9.9.2.2 La plancha de refuerzo existente puede ser removida y una nueva plancha de refuerzo adicionada excepto cuando la plancha de refuerzo de reemplazo no es permiWda en ensambles existentes aliviados de esfuerzos a menos que los requerimientos de 11.3 se cumplan. Si no se conoce si el ensamble fue aliviado térmicamente de esfuerzos, entonces la alteración debe cumplir con los requerimientos de API 650, Sección 5.7.4. Se debe tener cuidado cuando se remueve la plancha de refuerzo existente para evitar el daño de la plancha del cilindro bajo la plancha de refuerzo. Cuando la mitad superior de la plancha de refuerzo cumple con todos los requisitos de API 650, puede ser dejada en el lugar con aprobación del comprador. En este caso, solo la mitad inferior de la plancha de refuerzo existente necesita ser removida y reemplazada con una nueva. La mitad superior existente de la plancha de refuerzo y la nueva sección más baja serán provistas de un nuevo “agujero tesWgo” (tell tall hole), si es necesario, o un agujero perforado, y un acoplador soldado para la prueba neumáWca. El espesor de la plancha del cilindro bajo el agujero tesWgo o el agujero perforado debe comprobarse después de perforar y el espesor no será menos que 1/2 tmin, según lo calculado en 4.3.3.1, más cualquier tolerancia por corrosión. Las soldaduras alrededor del perímetro de la plancha de refuerzo y entre la plancha de refuerzo y el cuello de la penetración, se deben remover por desbastado o por pulidora. La nueva plancha de refuerzo debe ser de acuerdo con la Figura 9-‐3. Si se requiere mantener el espacio de la soldadura, se puede uWlizar una plancha de refuerzo en forma de tumba. (Ver figura 9-‐4). 9.9.2.3 La penetración existente puede ser removida cortando la sección del cilindro que conWene el accesorio y la plancha de refuerzo, y elevando el ensamble completo a la posición correcta (ver Figura 9-‐5).

Sección 9 – Reparación y Alteración del Tanque

Tanque con Doble Fondo

Sección 9 – Reparación y Alteración del Tanque
9.9.3 Cualquier componente de la penetración (cuello, brida y plancha de refuerzo) que están en condiciones de servicio después de removidas pueden ser reuWlizadas. 9.9.4 Un nuevo fondo puede ser instalado a través de una plancha de refuerzo Wpo lápida (tumba) existente, siempre y cuando el espaciamiento de la soldadura y los requerimientos del refuerzo cumplan con lo especificado en API 650. Uno de los siguientes métodos debe ser usado. a) ReWre sólo la parte de la plancha de
refuerzo existente necesaria para soldar y probar la nueva soldadura entre el fondo y cilindro. El borde inferior de la plancha de refuerzo será cortada razonablemente recto y horizontal y biselado para facilitar soldadura. Ver Figura 9.6 para detalle de la junta soldada.

Sección 9 – Reparación y Alteración del Tanque
b) Biselar el cilindro desde el interior para permiWr una soldadura de penetración completa entre el fondo y el cilindro. Este método debe ser usado únicamente en los tanques donde el espesor de la plancha anular o plancha de fondo es igual o mayor de 10 mm (3/8 de pulgada). Este detalle de soldadura se uWlizará a lo largo de todo el ancho de la plancha de refuerzo y se extenderá un mínimo de 25 mm (1 pulgada) más allá de los bordes de la plancha de refuerzo. Más allá de la plancha de refuerzo, la soldadura de penetración completa debe empatar con el exterior del cordón de soldadura entre el cilindro-‐fondo para crear una "parada de agua", y luego hacer la transición al detalle upico de la soldadura cilindro-‐fondo. Ver Figura 9.7 para detalle de la junta soldada.

Sección 9 – Reparación y Alteración del Tanque
c) La parte inferior de la plancha de refuerzo puede ser removida usando un corte horizontal entre la parte inferior inverWda del cuello de la boquilla y el nuevo fondo según los requisitos de la Figura 9.8. La plancha de refuerzo eliminada (o nueva) deberá ser preparada para una soldadura de fusión completa con un orificio tesWgo agregado (véase la Figura 9.8). La plancha de refuerzo eliminada (o nueva) debe ser re-‐instalada después de que la soldadura cilindro-‐fondo es completada, inspeccionada y probada. La soldadura de empalme se hará antes de soldar la plancha de refuerzo al fondo. La soldadura de empalme debe ser examinada por paruculas magnéWcas.
d) La parte inferior de la plancha de refuerzo existente puede ser reWrada y re-‐instalada después de que la nueva soldadura cilindro-‐fondo está completa. La plancha de refuerzo existente debe ser cortada en la línea central horizontal de la boquilla. Orificios tesWgo son requeridos en ambas partes de la plancha de refuerzo (véase la Figura 9.4).
e) La plancha de refuerzo existente puede ser removida, modificada y re-‐instalada después de que la soldadura cilindro-‐fondo está completa (ver Figura 9.4).
NOTA 1 opciones d) y e) no son permiWdas en boquillas con soldaduras con tratamiento térmico, a menos que se cumplan los requisitos de 11.3. NOTA 2 Para minimizar el daño a la plancha del cilindro de forma que puedan realizarse las reparaciones, se debe tener cuidado al reWrar el plancha de refuerzo existente.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque
9.10 Reparación de Fondos de Tanques 9.10.1 La Reparación de Partes de Fondo de Tanques 9.10.1.1 Requisitos de Reparación General El uso de parches para la reparación de una porción de fondo de tanques soportados de manera uniforme está permiWdo dentro de las limitaciones dadas en esta sección y 9.10.1.2. Ver Figura 9.9 para obtener detalles aceptables para el uso de parches. a) La dimensión mínima de una plancha soldada (parche) que traslapa una costura de fondo o parche existente es de
12 in. El parche puede ser circular, ovalado, o poligonal con esquinas redondeadas. b) Un parche más pequeño de 12 in de diámetro es permiWdo, si: es igual o superior a 6 in de diámetro; no se
traslapa con una costura de fondo; no se coloca total o parcialmente sobre un parche existente; y se exWende más allá de un área corroída en el fondo, en su caso, por al menos 2 in.
c) Parches no deben ser colocados en áreas del fondo del tanque que Wenen inclinación generalizada o localizada [Salvo lo permiWdo por 9.10.1.1 d)], asentamiento, o distorsión mayor a los límites del Anexo B.
NOTA Si el tanque está aún en fase de asentamiento, la adición de parches puede no ser recomendable. d) Un parche puede ser colocado sobre una abolladura mecánica o inclinación lateral localizada si: su dimensión no
excede de 12 in en cualquier dirección; es al menos de ¼ in de espesor; es al menos tan grueso (espesor) como el fondo existente; no se traslapa con costuras ni otros parches, con excepción de los tanques diseñados de acuerdo con API 650, Apéndice M, que deben tener parches de al menos 3/8 in de espesor.
e) Estas reparaciones son reparaciones permanentes sujetas a un programa de inspección y mantenimiento en curso.

Sección 9 – Reparación y Alteración del Tanque
9.10.1.2 Las Reparaciones dentro de la Zona CríWca El uso de parches es permiWdo para la reparación de una porción de fondo de tanques dentro de la zona críWca (véase 3.10 para la definición) garanWzado los requerimientos de 9.10.1.1 y los siguientes requisitos adicionales. a) El espesor máximo del parche dentro de la zona críWca es de ¼ in y debe cumplir con los
requisitos de tenacidad de API 650, Sección 4.2.9. b) Cuando un parche está dentro de 6 in del cilindro, el parche será en forma de lápida. Los
lados de la lápida deben interceptar la junta cilindro-‐fondo en aproximadamente 90 °. c) las soldaduras perimetrales del parche dentro de la zona críWca deben ser de dos pases,
mínimo, y examinados por 12.1.1.3 y 12.1.7.2. d) La instalación de un parche con soldadura a tope con otro parche existente adyacente no
está permiWdo en la zona críWca. e) Parches sobre parches existentes no están permiWdos en la zona críWca. f) La plancha de fondo bajo el perímetro de un parche debe cumplir los requisitos de espesor
de 4.4. NOTA: El espesor de la plancha de fondo en la zona de la junta de soldadura debe ser al menos de 0.1 in, antes de soldar el parche a la plancha de fondo. Consulte API 2207 para obtener más información.


Reparaciones con sobreplancha en fondo de tanque

Mapa de Fondo – Plano de Reparación

Indicaciones en fondo para reparación

Distribución y Densidad de Parches (No recomendado)

Sección 9 – Reparación y Alteración del Tanque
9.10.1.2.1 No hay soldadura o superposición de soldadura que estén permiWdas dentro de la zona críWca, excepto para la soldadura de: picaduras dispersas (véase 4.3.2.2), agujeros, grietas en las planchas de fondo, la soldadura cilindro-‐fondo, soldadura de parches, o donde la plancha de fondo soldada al cilindro está siendo reemplazada. 9.10.1.2.2 Un parche no debe ser uWlizado si el espesor mínimo remanente de la plancha de fondo en el pie de la soldadura interna cilindro-‐fondo será menor que el espesor mínimo requerido por 4.4.7 o 4.4.8 en la próxima inspección interna. 9.10.1.2.3 Parches no están permiWdos en la zona críWca en el fondo de un tanque con una temperatura de operación superior a 200 °F para acero al carbono o de 100 °F para acero inoxidable. 9.10.1.2.4 Si se necesitan reparaciones más extensas dentro de la zona críWca de los enumerados en 9.10.1.2, la plancha de fondo soldada al cilindro debe ser cortada y una nueva plancha debe ser instalada. Requisitos de espaciamiento de la soldadura deben estar en conformidad con 9.10.2.4 y API 650, Sección 5.1.5.4 y Sección 5.1.5.5. La soldadura cilindro-‐fondo debe ser removida y reemplazada por una distancia mínima de 12 in. a cada lado de la nueva plancha de fondo.

Sección 9 – Reparación y Alteración del Tanque 9.10.1.3 El uso de parches que no cumplen con los requisitos de 9.10.1.1 o 9.10.1.2 es permiWdo si el método de reparación ha sido revisado y aprobado por un Ingeniero con experiencia en diseño de tanques de almacenamiento de acuerdo con API 650. La revisión debe considerar la fractura frágil, esfuerzos debidos a asentamientos, esfuerzos debidos a disconWnuidades en el cilindro-‐fondo, la temperatura del metal, fractura mecánica, y la extensión y calidad de los NDE (Ensayos No DestrucWvos). 9.10.1.4 Indicaciones inaceptables tales como grietas, agujeros, roturas, y áreas corroídas descubiertas en las planchas de fondo, localizadas fuera de la zona críWca, pueden ser reparados por el depósito de metal de soldadura seguido de examinación y prueba de acuerdo con 12.1.7.3. Las irregularidades superficiales y la contaminación dentro de la zona a reparar serán eliminadas antes de la soldadura. 9.10.1.5 La reparación de sumideros localizados dentro de la zona críWca se hará de conformidad con 9.10.1.2. 9.10.1.6 La reparación de planchas corroídas en la zona críWca es limitada a soldadura de pits o la superposición de soldadura como se ha señalado en esta sección. La reparación con soldadura de la plancha de fondo por corrosión es permiWda si todas las condiciones siguientes se cumplen. a) La sumatoria de las dimensiones de las picaduras a lo largo de un arco paralelo a la junta
cilindro-‐fondo, no excede de 2 in en 8 in de longitud. b) Debe haber suficiente espesor remanente de plancha de fondo para la terminación de una
buena soldadura y evitar burn-‐through. El espesor mínimo aceptable de la plancha de fondo para reparaciones de soldadura es de 0.10 in. Un menor espesor es permiWdo para reparaciones de soldadura sólo si es revisado y aprobado por un Ingeniero con experiencia en diseño y reparación de tanques de almacenamiento.
c) Todas las reparaciones de soldadura deberán emparejarse con el material de la plancha circundante y ser examinados de conformidad con 12.3.2.4.

Rebabas en Fondo de Tanque Recomendación: después de un depósito de soldadura, emparejar y examinar.
Sección 9 – Reparación y Alteración del Tanque
9.10.2 Reemplazo de Planchas de Fondo 9.10.2.1 Requisitos relaWvos a la instalación de un fondo reemplazado sobre un fondo existente se encuentran en 9.10.2.1.1 hasta 9.10.2.1.5. 9.10.2.1.1 Adecuado material de relleno (cojín) no corrosivo, tal como arena, grava, o concreto debe ser usado entre el anWguo fondo y el nuevo fondo. 9.10.2.1.2 El cilindro debe ser ranurado con un corte uniforme hecho paralelo al fondo del tanque. Los bordes de corte en la ranura deben ser limados para remover toda la escoria y las rebabas de las operaciones de corte. La nueva plancha de fondo se extenderá fuera del cilindro como es requerido por API 650. Se deben seguir todas las reglas para el espaciamiento de soldadura. 9.10.2.1.3 Los huecos en la base por debajo del fondo viejo debe ser rellenados con arena, piedra triturada, lechada, o concreto. 9.10.2.1.4 Excepto a lo permiWdo en 9.10.2.7, las penetraciones del cilindro deben ser levantadas o sus planchas de refuerzo modificadas si la elevación del nuevo fondo conduce a un detalle de refuerzo de boquilla inadecuado (véase la Figura 9.4 y API 650, sección 5.7.2) o si no se cumplen los requisitos de espaciamiento de soldadura dados en API 650, Sección 5.7.3. 9.10.2.1.5 Para los tanques de techo flotante, el nuevo perfil del fondo debe mantener el nivel del techo cuando está descansando sobre sus piernas de soporte. La nivelación del techo flotante, se puede ajustar cambiando la longitud de piernas de soporte. Las piernas de soporte o bien pueden seguir teniendo la misma longitud para mantener la altura original por encima del fondo o ser acortadas por la misma canWdad de espesor del relleno y la nueva plancha de fondo.

Sección 9 – Reparación y Alteración del Tanque
9.10.2.2 Nuevas planchas de apoyo para las columnas de soporte de techo fijo deben ser instaladas. Para las piernas de acero del techo flotante, planchas de acero (pads) u otros medios deben ser usados para distribuir las cargas en el fondo del tanque y proporcionar una superficie de desgaste. Si los pads son uWlizados, ellos deben ser conWnuamente soldados al fondo del tanque. Para techos flotantes de aluminio, los pads pueden omiWrse si el propietario/operador aprueba y nuevos espaciadores de acero inoxidable austeníWco o no metálicos (por ejemplo, teflón) son instalados para aislar las piernas del fondo de acero al carbono. Para techos flotantes de aluminio, espaciadores de acero inoxidable austeníWco o no metálicos (por ejemplo, teflón) pueden ser instalados para aislar las piernas del fondo de acero al carbono en lugar de pads soldados, si los espaciadores no dañaran los recubrimientos de fondo, y no hay evidencia de daños por corrosión de estos espaciadores en el fondo anterior, y si el propietario/operador aprueba. 9.10.2.3 Cuando reWre un fondo de tanque existente, el cilindro del tanque debe ser separado del fondo del tanque, ya sea por: a) Cortando el cilindro en paralelo al fondo del tanque un mínimo de ½ in por encima de la soldadura
cilindro-‐fondo (línea de corte BB como se muestra en la Figura 10.1), o b) Removiendo toda la unión de soldadura cilindro-‐fondo, incluyendo cualquier penetración y la zona
afectada térmicamente por métodos adecuados tales como arco de corte y/o corte abrasivo. Todas las áreas cortadas por arco de la soldadura cilindro-‐fondo del tanque deben ser examinadas por paruculas magnéWcas y las áreas defectuosas reparadas y re-‐examinadas.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque 9.10.2.4 La instalación de un nuevo fondo del tanque, después de remover el fondo del tanque existente, debe saWsfacer las exigencias de API 650. A excepción de lo permiWdo en 9.10.2.7, penetraciones del cilindro existentes deberán ser elevadas o su plancha de refuerzo modificada si la elevación del nuevo fondo resulta en un inadecuado refuerzo de boquilla (véase la Figura 9.4 y API 650, sección 5.7.2) o si no se cumplen los requisitos de separación de soldadura dados en API 650, Sección 5.7.3. Para tanques con planchas de cilindro con tenacidad desconocida como se define en la Sección 3, las nuevas juntas de soldadura en el fondo o anillo anular deben ser espaciadas al menos 3 in o 5t de las juntas de soldadura verWcales existentes en el anillo del cilindro de fondo, donde t es el espesor del cilindro de fondo, en pulgadas. 9.10.2.5 Reemplazo de partes de un fondo del tanque existente (placas rectangulares enteras o grandes segmentos de planchas) que no estén dentro de la zona críWca (véase 3.10 para la definición) son permiWdas bajo las mismas reglas que rigen la instalación de fondos de construcciones nuevas según API 650. 9.10.2.6 Lo siguiente debe ser considerado para tanques con protección catódica y con detección de fugas bajo el fondo. a) Para tanques con protección catódica (CP) instalada bajo el fondo existente, consideraciones deben
darse para la eliminación de todo el fondo y la parte del cilindro que queda sin uso para evitar restringir (blindar) la protección del actual CP al nuevo fondo. La eliminación del viejo fondo también es importante en la prevención de la corrosión galvánica (consulte API 651). Cuando esto es posible, elimine la totalidad del viejo fondo, excepto la parte del cilindro que queda muerta (sin uso) y no más de 18 pulgadas del anillo de fondo unido al cilindro, debe ser considerado.
b) Consideraciones deben darse para la instalación de sistemas de detección de fugas bajo el fondo en este momento (como un RPB) para contener y canalizar cualquier fuga del fondo a una ubicación en la que puede observarse fácilmente desde el exterior del tanque. Ver 4.4.3.5 y La nota 5.

Sistemas de Protección Catódica en Doble Fondo Ver API RP 651

Sección 9 – Reparación y Alteración del Tanque
Fuente: Apéndice I – API 650

Sección 9 – Reparación y Alteración del Tanque
Fuente: Apéndice I – API 650

Sección 9 – Reparación y Alteración del Tanque 9.10.2.7 Para los tanques construidos a parWr de materiales que Wenen 50.000 lbf/in2 de esfuerzo de fluencia o menos, penetraciones en cilindro existentes no Wenen que ser elevados si se cumplen las siguientes condiciones. a) Para penetraciones reforzadas, incluidas las de Wpo bajo (Low-‐Types), un mínimo de 4 in. debe ser mantenido entre
el pie de la soldadura cilindro-‐fondo y la penetración más cercana al pie de la unión soldada (soldadura periférica de la plancha de refuerzo, o la soldadura del cuello de la boquilla para planchas de refuerzo de Wpo bajo y soldaduras del cilindro).
b) Para penetraciones auto-‐reforzados, el mayor de 3 pulgadas o 2 ½ t debe ser mantenido entre la el pie de la soldadura cilindro-‐fondo y la penetración más cercana al pie de la unión soldada.
c) La soldadura cilindro-‐fondo a soldar con electrodos de bajo hidrógeno y con los procedimientos de soldadura que están diseñados para limitar la distorsión y esfuerzo residuales.
d) Los pies de la soldadura deben ser pulidos para minimizar las concentraciones de esfuerzo de la siguiente manera. i) Para planchas de refuerzo circulares, pulir la unión soldada periférica desde la posición "cuatro en punto" a la
posición "ocho en punto". Pulir el interior y el exterior de la soldadura cilindro-‐fondo como mínimo una penetración de un diámetro de longitud en cada lado de la línea central de la penetración.
ii) Para planchas de refuerzo con forma de diamante, pulir la longitud horizontal inferior del diamante unido con soldadura. Pulir el interior y el exterior de la soldadura cilindro-‐fondo como mínimo una penetración de un diámetro de longitud en cada lado de la línea central de la penetración.
iii) Para perforaciones de Wpo bajo, pulir la soldadura de la boquilla (cilindro y plancha de refuerzo) desde la posición "cuatro en punto" a la posición "ocho en punto". Pulir el interior y el exterior de la soldadura cilindro-‐fondo como mínimo una penetración de un diámetro de longitud en cada lado de la línea central de la penetración.

Penetraciones en el Cilindro Reforzadas

Sección 9 – Reparación y Alteración del Tanque e) Las longitudes de soldaduras pulidas que figuran en 9.10.2.1.7 d) deben ser examinadas por paruculas
magnéWcas antes y después de la prueba hidrostáWca. 9.10.3 Soldaduras adicionales sobre planchas 9.10.3.1 Si otras planchas soldadas como son: desgaste, aislamiento, y planchas de apoyo, son adicionadas al fondo del tanque, deberán ser instaladas de acuerdo con 9.10.1, y examinadas de conformidad con 12.1.7. Para estas planchas adicionales, si no se cumplen los requisitos de separación de soldadura como se expone en la Figura 9.9, examinación por paruculas magnéWcas (MT) o líquidos penetrantes (PT) es requerida para las soldaduras expuestas o partes de soldaduras que no cumplan con los criterios mínimos de espaciamiento. Vea la Sección 12 para los criterios de aceptación. 9.10.3.2 Planchas soldadas que se encuentran dentro de la zona críWca (véase 3.10 para la definición) deben ser instaladas de conformidad con 9.10.1.2 y cumplir con todos sus requisitos. 9.11 Reparación de Techos Fijos 9.11.1 Reparaciones 9.11.1.1 Reparaciones de techo implican venWlación del tanque, de tal manera que la venWlación normal y de emergencia deben cumplir con los requisitos de API 650, Sección 5.8.5. 9.11.1.2 Reparaciones de techo implican la modificación de la estructura de techo y la junta frágil (si aplica) y deben cumplir los requisitos de API 650, Sección 5.10.

Sección 9 – Reparación y Alteración del Tanque 9.11.2 Techos Cónicos Soportados 9.11.2.1 El espesor mínimo de las nuevas planchas de techo será de 3/16 in, más una tolerancia por corrosión como se especifica en los requerimientos de reparación. En el evento que las cargas vivas excedan de 25 lbf/}2 (tales como aislamiento, operación en vacío, altas cargas de nieve), el espesor de la plancha debe ser basado en el análisis uWlizando los esfuerzos admisibles en conformidad con API 650, Sección 5.10.3 (véase 9.11.2.2). 9.11.2.2 Los soportes de techo (viguetas, vigas, columnas y bases) deben ser reparados o alterados de manera que bajo las condiciones de diseño los esfuerzos resultantes no superen los niveles de esfuerzo dados en API 650, Sección 5.10.3. 9.11.3 Techos Auto-‐Soportados 9.11.3.1 El espesor nominal de la nueva plancha del techo debe ser de 3/16 in. o el espesor de plancha requerido en API 650, Sección 5.10.5 o 5.10.6 Sección, más una tolerancia por corrosión especificada, lo que sea mayor. 9.11.3.2 Los detalles de la unión techo-‐cilindro deben cumplir con los requisitos de API 650, Sección 5.10.5, Sección 5.10.6, o en el Anexo F de este estándar, como aplique, para el servicio previsto.

Mala Práceca de Reparación de Techos de Tanque

Sección 9 – Reparación y Alteración del Tanque
9.12 Reparación de Techos Flotantes 9.12.1 Techos Flotantes Externos Cualquier método de reparación es aceptable que pueda restablecer el techo a una condición que le permita desempeñarse como es requerido. 9.12.2 Techos Flotantes Internos Las reparaciones de techos flotantes internos se harán de acuerdo con los planos de construcción originales, si están disponibles. Si los planos de construcción originales no están disponibles, las reparaciones del techo deben cumplir con los requisitos de API 650, Apéndice H. 9.12.3 Reparación de Fugas en Pontones Todas las fugas en los pontones o comparWmentos de techos flotantes con doble cubierta deben ser reparadas re-‐soldando las juntas con fugas y/o el uso de parches.

Techo Flotante Interno

Techo Flotante Externo

Sección 9 – Reparación y Alteración del Tanque 9.13 Reparación o Reemplazo de Sellos Perimetrales de Techos Flotantes 9.13.1 Sellos Primarios Sellos primarios Wpo Rim-‐mounted y sistemas de sellado toroidal pueden ser removidos, reparados o reemplazados. Para reducir al mínimo las pérdidas por evaporación y el potencial peligro para los trabajadores, no más de una cuarta parte del sistema de sello de techo debe estar fuera de un tanque en servicio al mismo Wempo. Espaciadores temporales para mantener el techo centrado se uWlizarán durante las reparaciones. Sistemas de sello primario montados en parte o completamente por debajo de la barra o parte superior del anillo empernado, por lo general no se pueden alcanzar para permiWr la reWrada en servicio. En este caso, las reparaciones en servicio se limitan al reemplazo del sello primario. 9.13.2 Sellos Secundarios Sellos secundarios pueden ser fácilmente instalados, reparados o reemplazados, mientras que el tanque está en servicio. 9.13.3 Espacio Sello -‐ Cilindro Reparación y otras medidas correcWvas para mantener los requerimientos entre el sello y el cilindro, incluyen lo siguiente. a) Ajuste del sistema de soporte de los sellos primarios, y la adición de relleno de espuma en los sellos
toroidales. b) El aumento de la longitud del borde montado de los sellos secundarios en el área de problema. c) SusWtución de la totalidad o parte del sistema de sellado principal, junto con la posible instalación de
una extensión del borde para un sellado secundario. Este paso se tomará sólo después de comprobar la variación de espacio anular en varios niveles desde la parte baja de la bomba al nivel más alto de líquido.

Tipo de Sello Primario

Tipo de Sello Primario

Tipo de Sello Secundario

Tipo de Sello Secundario

Sección 9 – Reparación y Alteración del Tanque 9.13.4 Daños mecánicos Las piezas defectuosas deben ser reparadas o reemplazadas. Antes de tomar esta medida, se debe idenWficar la causa de los daños y corregirlos. Partes acopladas deben ser reemplazadas, no enderezadas. Sellos rasgados deben ser reemplazados. 9.13.5 Deterioro del Material de sellado Material deteriorado resulta de desgaste y corrosión de los elementos metálicos, química y el clima conducen al deterioro del sello. La vida de servicio y la información de la inspección se pueden uWlizar para determinar si un cambio de material se jusWfica. 9.13.6 Instalación de Sellos Primarios y Secundarios 9.13.6.1 La susWtución o adición de sellos primarios y secundarios deben estar de acuerdo con las recomendaciones del fabricante del sello. Además, la instalación final debe cumplir con todas las jurisdicciones aplicables. 9.13.6.2 Si el espesor del borde del techo es menor que 0.10 in., debe ser reemplazado. El nuevo borde del techo debe ser de 3/16 in., como mínimo.

Sección 9 – Reparación y Alteración del Tanque 9.14 Hot Taps (Boquillas en caliente) 9.14.1 General 9.14.1.1 Los requisitos que se indican en este documento cubren la instalación de conexiones en caliente en tanques existentes en servicio. Hot taps, no están permiWdos en materiales del cilindro que requieren alivio de tensiones térmicas según lo especificado en API 650, Sección 5.7.4. a) Para planchas de cilindro de tanques de tenacidad reconocida, según se define en la Sección 3, las
limitaciones en tamaño de la conexión y el espesor del cilindro se muestran en la Tabla 9.1. b) Para planchas de cilindro de tanques de tenacidad desconocida, tal como se define en la Sección
3, las siguientes limitaciones aplican. 1) Las boquillas deben ser limitadas a un diámetro máximo de 4 in., NPS. 2) La temperatura de la plancha del cilindro debe ser igual o superior a la temperatura mínima de
diseño del metal del cilindro en toda la operación del Hot tap. 3) Todas las boquillas deben ser reforzadas. El refuerzo debe ser calculado según API 650, Sección
5.7.2. El espesor mínimo de la plancha de refuerzo debe ser igual al de la plancha del cilindro, y el diámetro mínimo de la plancha de refuerzo no debe ser menor que el diámetro del corte en el cilindro más 2 in.
4) La altura máxima del líquido del tanque por encima de la ubicación del hot tap durante la operación, debe ser tal, que el esfuerzo hidrostáWco del cilindro sea menor de 7000 lbf/in2 en la elevación del hot tap.

Sección 9 – Reparación y Alteración del Tanque
9.14.1.2 La altura mínima del líquido del tanque por encima de la ubicación del hot tap debe ser de al menos 3 }., durante la operación en caliente. 9.14.1.3 La soldadura debe ser realizada con electrodos de bajo hidrógeno. 9.14.1.4 Hot taps no están permiWdos en el techo de un tanque o en el espacio gas/vapor del tanque. 9.14.1.5 Hot taps no deben ser instalados en planchas de cilindro laminadas o con picaduras severas. 9.14.1.6 Hot taps no están permiWdos en los tanques donde el calor de la soldadura puede causar agrietamiento ambiental (como agrietamiento causWco o SCC).

Sección 9 – Reparación y Alteración del Tanque 9.14.2 Procedimientos de Hot Tap Un procedimiento específico para la operación de Hot tap debe ser desarrollado y documentado. El procedimiento debe incluir las prácWcas dadas en API 2201. 9.14.3 Trabajo Preparatorio 9.14.3.1 La separación mínima en cualquier dirección (pie-‐pie de las soldaduras) entre el hot tap y las boquillas adyacentes será equivalente a la raíz cuadrada de RT, donde R es el radio del cilindro del tanque, en pulgadas, y T es el espesor de la plancha del cilindro, en pulgadas. 9.14.3.2 Mediciones del espesor del cilindro deben ser tomadas en un mínimo de cuatro puntos a lo largo de la circunferencia de la ubicación propuesta de la boquilla. 9.14.4 Limitaciones de Materiales Sólo hot taps de acero de tenacidad reconocida, tal como se define en la Sección 3, a menos que los requisitos adicionales de 9.14.1.1 b) se cumplan. 9.14.5 Procedimiento de Instalación 9.14.5.1 Las boquillas de tubería deben ser cortadas en el contorno del cilindro y biselados desde el exterior para una soldadura de penetración completa (véase la Figura 9.10). La soldadura cuello-‐cilindro de la boquilla debe ser examinada de acuerdo con 12.1.2.3. 9.14.5.2 Una vez soldada la tubería, la plancha de refuerzo debe ser instalada tanto en una sola pieza o dos piezas con soldadura horizontal. La plancha de refuerzo a la boquilla debe ser instalada con una soldadura de penetración completa. Se debe tener cuidado al limitar la entrada de calor a las soldaduras.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque
9.14.5.3 Después de que la plancha de refuerzo ha sido soldada al cilindro y los NDE realizados, la instalación debe ser probada neumáWcamente por el procedimiento descrito en API 650, Sección 7.3.4. Después de que la válvula ha sido instalada en la brida, una prueba de presión de al menos 1,5 veces la carga hidrostáWca debe ser se realizada en la boquilla antes de montar la máquina de hot tap, la cual debe estar atornillada a la válvula. La presión requerida para la prueba de presión debe ser al menos el valor calculado por la siguiente ecuación: Donde: H2 es la altura del cilindro del tanque en pulgadas (in); G es la gravedad específica del producto almacenado, tal como se especifica por el comprador. La gravedad específica no deberá ser inferior a 1.0; γw es la densidad del agua en libras fuerza por pulgada cúbica (lbf/in3). 9.14.5.4 Un operador calificado debe operar la máquina de hot tap y cortar el agujero en el tanque siguiendo los procedimientos del fabricante de la máquina.

9.14.5.3 Después de que la plancha de refuerzo ha sido soldada al cilindro y los NDE realizados, la instalación debe ser probada neumáWcamente por el procedimiento descrito en API 650, Sección 7.3.4. Después de que la válvula ha sido instalada en la brida, una prueba de presión de al menos 1,5 veces la carga hidrostáWca debe ser se realizada en la boquilla antes de montar la máquina de hot tap, la cual debe estar atornillada a la válvula. La presión requerida para la prueba de presión debe ser al menos el valor calculado por la siguiente ecuación: Donde H2 es la altura del cilindro del tanque en pulgadas (in); G es la gravedad específica del producto almacenado, tal como se especifica por el comprador. La gravedad específica no deberá ser inferior a 1.0; γw es la densidad del agua en libras fuerza por pulgada cúbica (lbf/in3). 9.14.5.4 Un operador calificado debe operar la máquina de hot tap y cortar el agujero en el tanque siguiendo los procedimientos del fabricante de la máquina.

Sección 9 – Reparación y Alteración del Tanque

Sección 9 – Reparación y Alteración del Tanque Techo Flotante de Aluminio

Sección 9 – Reparación y Alteración del Tanque Domo Geodésico

Sección 9 – Reparación y Alteración del Tanque Techo Flotante de Aluminio

Sección 9 – Reparación y Alteración del Tanque
Techo Flotante de Aluminio

Sección 9 – Reparación y Alteración del Tanque
Techo Flotante de Aluminio

¡Muchas gracias!
CENTRO DE ATENCIÓN Para dudas y aclaraciones comuníquese
con nosotros: [email protected]
* Indicar en el asunto el nombre del curso