agglomeration-heap leaching operations in the precious metals...
TRANSCRIPT

Agglomeration-Heap Leaching Operations in the Precious Metals Industry
By G . E. McClelland, D. L. Pool. and J. A. Eisele
UNITED STATES DEPARTMENT OF THE INTERIOR

Information Circular 8945
Agglomeration-Heap Leaching Operations in the Precious Metals Industry
By G. E. McClelland, D. L. Pool, and J. A. Eisele
UNITED STATES DEPARTMENT OF THE INTERIOR James G. Watt, Secretary
BUREAU OF MINES Robert C. Horton, Director

Library of Congress Cataloging in Publication Data:
Agglomeratim-heap leaching operarions in the precious merals indusrry.
(Informution circular / United Stares Deparrrnenr of the Interior, Burcau of Mines ; 8945)
Bibliography: p. 16.
Supr. of Docs. no.: 1 28.2753945.
1. Prec ious metals-Metallurgy. 2. Agglomeration. 3. Spoil hanks-Leaching. I. P o o l , D. L. (Danny I..). 11. E i s e l e , J . A. (Judirh A . 111. Tirle. IV. Series: Information circular (United Scares. Bu- reau of Mines) ; 8945.

CONTENTS Page .
Abstract ....................................................................... ................................................................... Introduction Agglomeration concept .......................................................... .............................. Commercial agglomeration-heap leaching operations
Arizona gold heap leaching. 20 tpd ........................................ ..................................... Colorado gold vat leaching. 1. 500 tpd Arizona silver heap leaching. 2. 000 tpd ................................... ............................. Northern Nevada gold heap leaching. 2. 500 tpd Eastern Nevada gold heap leaching. 3. 000 tpd ..............................
Summary and conclusions ........................................................ References .....................................................................
ILLUSTRATIONS
.................. Small Arizona gold agglomeration-heap leaching operation Discharge end of the drum agglomerator used at the Colorado gold agglomeration-vat leaching operation .................................... .... Leaching vat at the Colorado gold agglomeration-vat leaching operation
Agglomeration at the Arizona silver heap leaching operation showing the reverse belt agglomerator ...............................................
Agglomerated ore stockpile at the Arizona silver heap leaching operation .. ........ Agglomerated heaps during leaching at the Arizona silver operation Gold agglomeration-heap leaching operation in northern Nevada ............. Heap leaching gold ore in northern Nevada before agglomeration pretreat- ment was adopted ........................................................
Agglomerated gold ore being heap leached in northern Nevada ............... Overall view of the eastern Nevada agglomeration-heap leaching operation .. Drum agglomerator used in the eastern Nevada operation .................... Agglomerated heaps being leached in the eastern Nevada gold heap leaching ............................................................... operation
TABLE
1 . Summary of agglomerating conditions of the five commercial operations described ...............................................................

UNIT OF MEASURE ABBREVIATIONS USED I N T H I S REPORT
degree Celsius
foot
gallon
gallon per minute
gallon per minute per square foot
hour
inch
pound
pound per ton avoirdupois
Pet percent
P a pound per square inch, gauge pressure
rPm revolution per minute
sec second
tpd ton avoirdupois per day
t ph ton avoirdupois per hour
tr oz troy ounce

AGGLOMERATION-HEAP LEACHING OPERATIONS IN THE PRECIOUS METALS INDUSTRY
By G. E. McClelland,' D. L. Pool,' and J. A. Eisele3
ABSTRACT
During the 19701s, the Bureau of Mines investigated a particle ag- glomeration technique for improving the flow of leaching solution through heaps of clayey or crushed, low-grade gold-silver ores, wastes, and tailings. This technology has been adopted on a broad scale by the precious-metals-processing industry. This report presents information on five commercial operations that have benefited from agglomeration technology and that represent a cross section of current heap leaching practice. The technology is cost effective because of decreased leach times and improved precious metal recoveries.
'~etallur~ist. '~esearch chemist. 3~upervisory chemical engineer. All authors are with the Reno Research Center, Bureau of Mines, Reno, Nev.
2
INTRODUCTION
Explorat ion during t h e mid t o l a t e 1970's i d e n t i f i e d numerous low-grade pre- c ious metal d e p o s i t s , mine waste mate- r i a l s , and t a i l i n g s p i l e s throughout t h e Western United S ta t e s . The inc rease i n prec ious metal p r i c e s during t h i s period generated i n t e r e s t i n processing these low-grade feed ma te r i a l s by low-cost heap leaching technology. Heap leaching with cyanide was appl ied t o many of t h e mate- r i a l s ; however, many conventional oper- a t i o n s were unsuccessful because exces- s i v e amounts of c l ay i n t h e feed o r f i n e s generated during crushing prevented a uniform flow of cyanide s o l u t i o n through t h e heaps.
As p a r t of i t s research program t o im- prove t h e recovery of gold and s i l v e r from low-grade domestic resources , t h e Bureau of Mines inves t iga t ed agglomera- t i o n pretreatment t o overcome t h e perco- l a t i o n problems a s soc ia t ed with heap leaching. Agglomeration of t h e c l ays and f i n e s before heap bui ld ing permit ted a uniform and r ap id flow of cyanide
leaching s o l u t i o n through t h e heaps. Previous Bureau publ ica t ions (1-214 de- s c r i b e bench- and p i lo t - sca l e experiments showing t h e advantages of p a r t i c l e ag- glomeration a s a pretreatment f o r mate- r i a l s t h a t a r e d i f f i c u l t t o t r e a t by s tandard heap leaching techniques.
This r epor t shows how t h e Bureau's re- s ea rch on agglomeration-heap leaching has been adopted and appl ied by t h e precious- metals-processing indus t ry . It descr ibes f i v e commercial opera t ions , ranging i n s i z e from 20 t o 3,000 tpd and represent- i ng a c ross s e c t i o n of cu r ren t heap leaching p r a c t i c e , t h a t have benef i ted from agglomeration technology. The prob- lems they experienced i n t r y i n g t o apply conventional heap leaching t o o res con- t a i n i n g c l ay ranged from complete plug- ging of t h e heap, wi th no s o l u t i o n flow, t o slow s o l u t i o n flow, with long leach- i n g times f o r precious metal recovery. Agglomeration pretreatment e f f e c t i v e l y resolved t h e heap permeabil i ty problems encountered by these opera tors .
AGGLOMERATION CONCEPT
Most prec ious metal o re s r equ i re crush- i n g t o minus 1 i n o r f i n e r before agglom- e ra t ion . Crushing t o these s i z e s l i b e r - a t e s precious metal va lues and improves o v e r a l l recovery. Crushed ores can be agglomerated by mixing 5 t o 10 l b port- land cement per t on of dry feed, wett ing wi th 8 t o 16 p c t moisture a s e i t h e r water o r s t rong cyanide s o l u t i o n , mechanically tumbling t h e wetted mixture, and cur ing t h e agglomerated feed f o r a minimum of 8 h r before heap leaching. The quan t i ty of cement added during agglomeration usual ly provides t h e p ro tec t ive a l k a l i n i t y re- quired f o r cyanide leaching. Af ter ag- glomeration and heap bui ld ing , leaching i s conducted with conventional heap leaching techniques.
During agglomeration, t h e c lay and f i n e p a r t i c l e s contained i n t h e ore adhere t o the coarser p a r t i c l e s and c r e a t e a
coa t ing of f i n e s around t h e coarse p a r t i - c l e s . The agglomerates produced a r e of s u f f i c i e n t green s t r e n g t h a f t e r cur ing t o withstand wet t ing with minimal degrada- t i on . Agglomeration overcomes t h e major problems assoc ia ted with p a r t i c l e segre- g a t i o n during heap bui ld ing ( 3 ) , f i n e s migrat ion, and s o l u t i o n channeling during leaching by producing a porous, permeable feed ( 4 ) . -
A permeable feed ma te r i a l s tacked i n a heap permits t h e uniform flow of leaching s o l u t i o n and contac t of t h e cyanide leaching s o l u t i o n with t h e exposed pre- c ious metal p a r t i c l e s and decreases t h e leaching time requi red t o o b t a i n t a rge ted precious metal recovery.
4 ~ n d e r l i n e d numbers i n parentheses re- f e r t o i tems i n t h e l ist of re ferences a t t h e end of t h i s repor t .

ARIZONA GOLD HEAP LEACHING, 20 TPD
The nxidLzed tains an average 0 , 2 tr a2 tofl, The h$>%t rock kg P6rQ
rtides are expose The o m i s
to a nsainal 3/8-irx feed size, and conveyed to a drum agglsacrador,
The drum aggloaeratot is 3 f t in diaae- ter and 7 f t in length, A sgatic scrap-
lengthwise in the top o f the dram, prc5vex4it~ exees%he
The ainus 3/8-in fee material 9% mixed land cement (~ype 12) per befo~e discharge from the
feed eanveyar, and the mixture is b k n he first f o o t of the r The ore- er aixture 9s wetted by the spray
bar with a sela%ion containing 2 1 pcr ton, Tatal maisture required for age- glomeratlsn i s I0 pet, Ch discharge frsa
the agglomerated e is con- an impervious leaching pa
into a 7-ft-high heap that con- tains 100 tons, T ~ E agglomera~ed ore Es

cured in the heap for 48 hr before leaching.
The heap is leached in 5 days by spray- ing solution containing 1 lb NaCN per ton over the heap at a rate of 0.033 gpm/ft2. The cement added during agglomeration is sufficient for protective alkalinity. The dissolved gold is recovered from the pregnant solution by passing the solution upward through four 14-in by 5-ft carbon columns at a rate of 20 gpm/ftZ. The barren solution is recycled to the heap.
The loaded carbon is stripped with an alkaline-alcohol solution. The precious metal values are electrowon from solution on steel wool cathodes in a cylindrical electrowinning cell. The gold-laden cathodes are treated with nitric acid to dissolve excess iron, and the resultant sludge is fire refined to produce a dore' bullion.
Gold recoveries obtained by agglomera- tion and heap leaching average 90 pct. Agglomeration pretreatment improved heap permeability, percolation rate, gold re- covery, and decreased the leaching period required to obtain the targeted recovery.
COLORADO GOLD VAT LEACHING, 1,500 TPD
In this operation, the agglomerated feed is leached in large vats rather than in heaps. The operation is located in the Colorado Rocky Mountains southwest of Denver at an elevation of 10,000 ft (5). -
The gold ore occurs in an oxidized dis- seminated deposit and averages 0.06 tr oz of gold per ton with trace amounts of silver. The host rock is porous and the gold is liberated by crushing. The ore is mined from an open pit and is friable. Seventy-five percent of the deposit can be mined with dozers and front-end load- ers. The remaining 25 pct must be drilled and blasted. The operation mines and processes 1,500 tons of ore per day. All the material mined is ore; there is no waste rock.
The mined ore is transported by front- end loader to the in-pit crushing plant where it is crushed to a 112-in size by two-stage crushing. The minus 112-in feed is conveyed uphill one-fourth mile to the processing plant. The ore trans- port conveyor system is cheaper to oper- ate than truck transport, which keeps the mining costs extremely low.
The transport conveyor discharges the crushed ore onto a surge pile outside the agglomeration-vat leaching building. The enclosed building permits year-round operation. From the surge pile the ore is fed to an 8-112- by 32-ft rotating drum (fig. 2). The drum slopes 8", with the feed end elevated, and rotates at 10 rpm. The walls of the drum are not scraped because the agglomerated feed does not build up excessively.
The ore is mixed with 10 lb of binder (3 lb portland cement (type 11), 7 lb fly ash) per ton of feed in the first few feet of the drum. The material is sprayed with a pH 12 solution containing 10 lb NaCN per ton. A 20-ft spray bar inside the drum is used to increase the moisture content of the feed to 13 pct. Mechanical tumbling occurs along the length of the drum. The agglomerated feed is conveyed to a stockpile from which the leaching vats are loaded by a front-end loader. Curing occurs while the vats are being loaded.
The feed is placed into one of four inclined vats measuring 80 by 50 ft. The deepest portion of the vat is 9 ft. Each vat contains 1,000 tons of agglomerated feed and requires 4 hr to load.
The ore is leached by spraying solution at the rate of 0.05 gpm/ft2 until the vat is full. The solution in the vat is cir- culated and sprayed by pumps throughout the leaching cycle to insure an adequate dissolved oxygen content (fig. 3).
Gold recovery is 90 pct in a 3day leaching and washing cycle. The vats

washing c

en the lead
cuit, Presh carbon 9s kept in the Last lutisn flow seque arren solatian,
e during aggP
The pregnant solution passed through one o f
Ba" r ~ f f ned 8a product dore bullion can t a f n- i n g 80 pet gold and 17 p e t silver,
P r e L 9 ~ 4 nary metallurgical test f rig had n conventPonaL heap leaching to eisfactory, Agglomeratfon Snerens
percolation rate, and go ld glamera$ion permits a very ng cycle, wl2ich al$cms for

f o r mine b a c k f i l l and v i r g i n ore adjacent t o t h e waste mater ia l . The waste mate- r i a l i s mined with front-end loaders t o expose t h e v i r g i n ore. The v i r g i n o r e i s d r i l l e d and b la s t ed and moved by f ron t - end loader . The s i l v e r content of the two feed ma te r i a l s v a r i e s . The cutoff grade of feed t o t h e heaps i s 1.0 t r oz of s i l v e r per ton. Approximately 2,000 tpd of o r e is mined and agglomerated.
The mined o r e and waste a r e moved from a s t o c k p i l e t o t h e crushing p lant where they a r e crushed t o a nominal 112 i n . Lime ( 7 l b l t o n of ore) i s used a s the binder f o r agglomeration and i s mixed with t h e o r e during secondary crushing. The crushed ore-lime mixture i s conveyed t o an underground o r e s tockp i l e . Some moisture is sprayed onto t h e o r e on t h e crusher discharge conveyor t o decrease dusting.
The o r e from t h e underground s t o c k p i l e i s agglomerated on a reverse b e l t con- veyor designed by t h e opera tors ( f i g . 4) . The 4- by 25-ft b e l t agglomerates o r e a t a r a t e of 200 tph. The agglomerating conveyor can be s e t a t an angle between 35" and 45", and t h e b e l t t r a v e l s upward while t h e o r e moves down t h e b e l t . The angle and speed of t h e b e l t can be va r i ed t o provide t h e des i r ed r e t e n t i o n time of ore on t h e be l t . Water i s sprayed a t s eve ra l l oca t ions along t h e l eng th of t h e be l t and g ives t h e agglomerated feed a moisture content of between 10 and 12 pct. A small amount of moistened f i n e s adheres t o t h e b e l t and r i d e s up t h e con- veyor. A s c rape r was placed on t h e bot- tom s i d e of t h e d r i v e r o l l e r t o e l iminate excessive f i n e s buildup on t h e b e l t .
The agglomerated o r e i s t ranspor ted t o a s tockp i l e by a r a d i a l arm s t acke r ( f i g . 5) . The ma te r i a l from t h e s t o c k p i l e i s trucked 500 f t t o a 314-acre impervious leaching pad and i s allowed t o cure dur- ing heap bui lding. Five heaps, each con- ta in ing 6,000 tons of agglomerated o r e stacked 10 t o 11 f t h igh , a r e leached on the pad ( f i g . 6) . Three heaps a r e a t d i f f e r e n t s t ages of leaching , while t h e other two a r e e i t h e r being prepared f o r leaching o r being removed from t h e pad.
The heaps a r e sprayed with pH 10.5 so- l u t i o n conta in ing 2 l b NaCN per ton a t a r a t e of 0.0075 gpm/ft2. The leaching so- l u t i o n pe rco la t e s through t h e heap, i s c o l l e c t e d on t h e impervious leaching pad, and d r a i n s i n t o p l a s t i c - l i ned s o l u t i o n t renches. The leaching and washing cycle i s 7 days. The leached r e s idue is t r ans - f e r r e d t o an a u x i l i a r y leaching pad and sprayed with cyanide s o l u t i o n 1 day pe r month f o r add i t iona l precious metal ex t r ac t ion .
Precious metal values i n t h e pregnant s o l u t i o n a r e recovered by Merrill-Crowe z i n c p r e c i p i t a t i o n technology. The prec iousmeta l -bear ing z i n c prec ip iJa tes a r e r e f ined on s i t e and y i e l d dore bul- l i on . The d o r g i s shipped t o another f a c i l i t y f o r r e f in ing . The ba r ren solu- t i o n s a r e recycled t o t h e heaps.
Heap leaching was unsuccessful before agglomeration pretreatment was appl ied t o t h e ore. Conventional heap leaching re- covered only 37 pc t of t h e leachable s i l - ver from 3-in feed ma te r i a l t r e a t e d i n 90-day leaching cycles . Severe percola- t i o n problems were encountered. Agglom- e r a t i o n permit ted f i n e r crushing, which l i b e r a t e d a d d i t i o n a l s i l v e r va lues f o r d i s s o l u t i o n by cyanide. Agglomeration heap leaching increased s i l v e r recovery t o 90 pc t of t h e leachable s i l v e r and de- creased t h e leaching time t o 7 days.
NORTHERN NEVADA GOLD HEAP LEACHING, 2,500 TPD
An opera t ion i n nor thern Nevada ( f i g . 7 ) , which has produced gold by a g i t a t i o n cyanida t ion and countercurrent decanta- t i o n f o r s e v e r a l yea r s , discovered a new o r e depos i t s e v e r a l miles from t h e work- ing mine. Higher grade o r e from t h e new depos i t i s t ranspor ted t o t h e o r i g i n a l m i l l f o r gold recovery. Ore containing l e s s than 0.07 t r oz gold per t on is heap leached a t t h e s i t e . Average o r e grade f o r t h e heap ma te r i a l i s 0.034 t r oz gold per ton. The o r e i s mined by open p i t methods and i s trucked t o t h e heap leach- ing s i t e approximately one-half mi le from t h e new p i t . About 2,500 tpd of o r e i s mined and heap leached.


The ore is crushed to minus 5$8 In by a primary jaw crush crusher, Portlan the rate o f 7 t lb/ton of ore, i s
ta the or@ at the jaw e sanveyar and is m9xe u r l n g secondary crushin
binder aixgure Eesm secoa ary crushing Ls csnveyed to a radial a m %tacker, Wafxr i s % p r a y e d onto the mixttlre at the dis- ~llki~ge elld the 8 t 8 ~ k E ~ an t i ~ + L m-$$$Estar~ cax~texa of 9 The are is aggloaerated by casca
es a f the cmxiea r s tg~ckpile,
$Ling, sllfficfent ta effect a t Eon, occur% wh laads the rear &?rates f rorn the stc)skj~PLe and when the
truck d m p s e h ~ agglomerated feed onto
nhile the heap i~ $&zing built,
The agglam~rated Itcap% are leastxed by spraying U.1104 ta 0,005 gpm/fr2 of pii 10-1 1 sobutf+on cantainf-ng I,U f b NaCN per tan of solugion, The portlan
during agglame he alkalinity
smlL gunnt f tie% a f NaOII are add

barren solution ta maintain the ~ $ 1 w The Leaching washing cycle i s 20 days, I,c;~ched r dues are trans- p a r t e d to a tailings
The prcgnane goiution draining from thc s by i;ravS&y to a msar-
v o i r and is pumped throut;h a series o f n tanks fur recov- valucs, The gold-
h , cclconut shell ae- orted ta the y an alkaline
alcoktal sokutfon. The vaftxes desorbed f rom the carbsti-i, are elee:trowon ox% steel w s o i cathsdcs, ~IxEch are r e f i n e d an sitc ta produce dore&
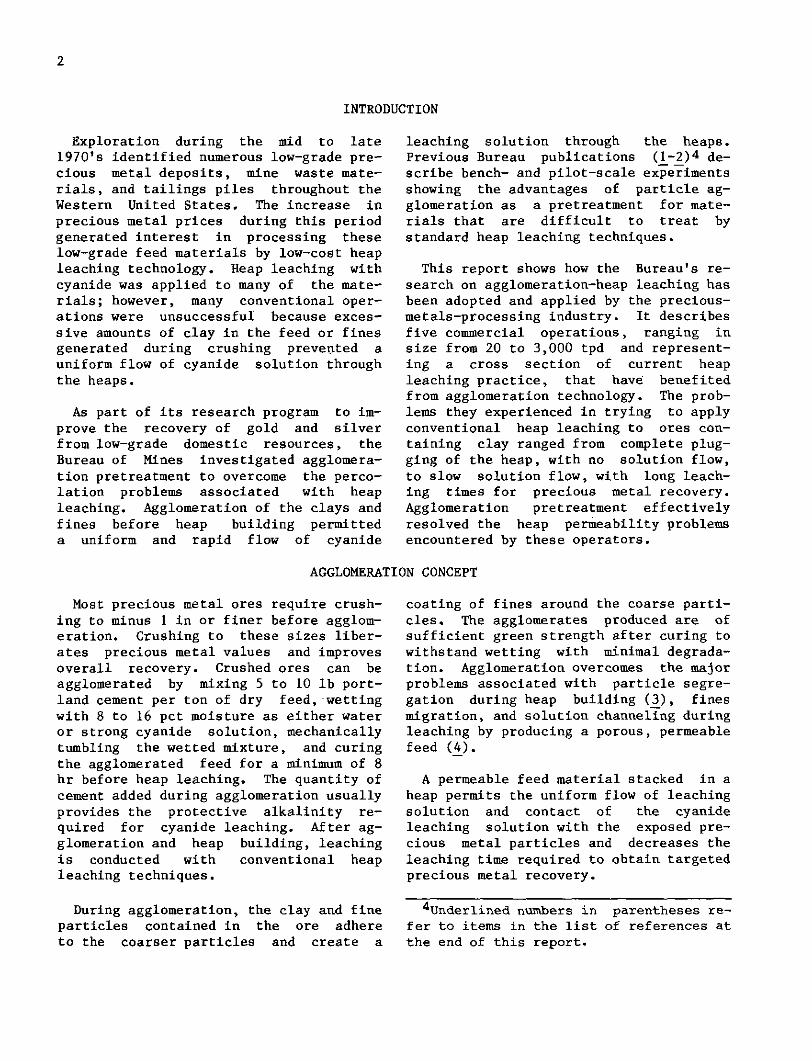
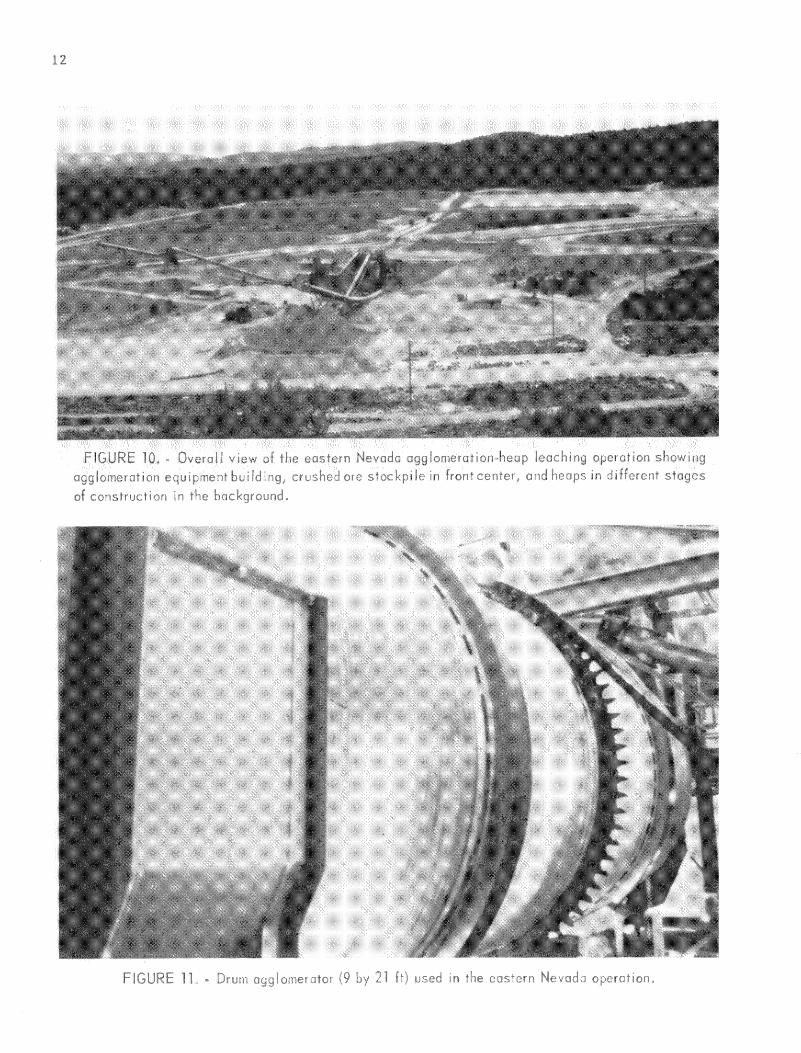
The Largest sf the operations surveyed Ss l a o a ~ ~ d in e;asturn Nevada snd pro- cegses a p p r o x i arely 3,000 tpd of ore (7- 8 f i g 0 , The are i a siLicif4 gi i tstone containing finely disseminnted


th in %he deposit, The
e ore is mine
stance to the crushing cireait,
The run-of-aine ore 99 crush
cone crusher
he per~anent heaps are ing the truck onto rhe feed over the e levels t h ~ heap,
leaching, Th e i~ nat re
%%fan-heap leaching action (41, Each
heap contains of agglomera
The heaps are leached 11,5 solution contain
er ton of ~olution at a r

0.005 gpm/ft2. The t o t a l leaching and washing cycle is from 20 t o 80 days and depends on t h e ore being processed. The pregnant s o l u t i o n c o l l e c t s on t h e imper- vious pads and d r a i n s t o p l a s t i c - l i ned d i t ches . The s o l u t i o n flows by g rav i ty t o a 7-mil l ion-gal pregnant s o l u t i o n pond.
Pregnant s o l u t i o n from t h e pond is pumped through a s e r i e s of f i v e a c t i v a t e d carbon tanks a t a r a t e of 1,000 gpm. The bar ren s o l u t i o n e x i t i n g t h e f i f t h carbon tank i s pumped t o t h e barren s o l u t i o n pond f o r reagent makeup and recycle t o t h e heap. The loaded carbon from t h e l e a d tank is s t r i p p e d with a c a u s t i c cya- n ide s o l u t i o n a t 120° C and 35 ps ig pres- sure . The gold-bearing s o l u t i o n is cooled t o 85' C before electrowinning. The s o l u t i o n i s pumped through two
rec tangular electrowinning c e l l s where t h e gold i s deposi ted on s t e e l wool cath- odes. The cathodes a r e r e f ined on-si te t o produce dore'bullion conta in ing 92 pc t gold and 6 pc t s i l v e r . The dore' bars a r e shipped t o a custom r e f i n e r y f o r processing.
Recoveries by agglomeration-heap leach- ing range from 70 t o 90 p c t , and depend on t h e o r e being processed. Conventional heap leaching was used before t h e agglom- e r a t i n g equipment was on-line. Gold re- cover ies were l e s s than 50 pc t because of f i n e s migrat ion and t h e high c lay con- t e n t , which caused b l inding and channel- i n g of leaching so lu t ion . Agglomeration technology has helped maintain t a rge ted recover ies i n s h o r t e r leaching periods f o r heaps with high c lay content.
SUMMARY AND CONCLUSIONS
The precious metals indus t ry has rapid- l y adopted agglomeration-heap leaching technology. The f i v e operat ions de- s c r ibed i n t h i s r epor t demonstrate t h e v e r s a t i l i t y and a p p l i c a b i l i t y of t h e technology t o heap leachable o r e types f o r d i f f e r e n t s i z e opera t ions . A summary of agglomerating condi t ions f o r t h e oper- a t i o n s i s shown i n t a b l e 1. I n t h e West- e r n United S t a t e s , t h e r e a r e 36 conner- c i a 1 opera t ions us ing agglomeration-heap leaching technology.
For t h e opera t ions descr ibed , agglomer- a t i o n pretreatment technology e f f e c t i v e l y improved heap permeabi l i ty and permit ted b e t t e r contac t of t h e cyanide leaching s o l u t i o n with t h e precious metal. A s a r e s u l t , pe rco la t ion r a t e s increased , leaching per iods decreased, and precious metal recover ies were improved over those of conventional heap leaching technology. Agglomeration pretreatment provides cer- t a i n o t h e r advantages. Since t h e heaps
a r e more permeable and d r a i n r ap id ly , so lub le lo s ses a r e minimized and i n t e r - m i t t e n t s p r i n k l i n g i s permit ted. This is important i n a r i d c l imates because solu- t i o n l o s s by evaporat ion is minimized by spraying t h e heaps during n ight hours when winds and ambient temperature a r e low. During t h e period t h a t the heap i s not being sprayed, t h e r e s i d u a l cyanide i n t h e heap continues t o d i s so lve pre- c ious metal and enr iches t h e pregnant s o l u t i o n when spraying is resumed. The g r e a t e r permeabil i ty of t h e heaps permits b e t t e r washing of d isso lved values from t h e heap and decreases t h e r e s i d u a l cya- n ide content of t h e washed, spent heap.
Even though more reagents and equipment a r e required f o r agglomeration-heap leaching than f o r conventional heap leaching , i t is c o s t e f f e c t i v e because of t h e decrease i n leaching time and im- proved precious metal recoveries .

TABLE 1. - Summary of agglomerating conditions of the five commercial operations described
Operation
Arizona gold heap leaching.
Colorado gold vat leaching.
Arizona silver heap leaching.
. Northern Nevada gold heap leaching.
Eastern Nevada
Process- ing rate,
tpd
20
1,500
2,000
2,500
3,000
gold heap leaching. I '90 ~ c t of the leach;
Binder added t 0
Type
Cement.
. .do.. . Fly ash
Lime. . .
Cement.
. .do.. .
Agglome Equip- ment used Drum.. .
. .do.. .
Reverse belt.
one^. .
Drum.. .
- ltion - lois- ure, pct
10
13
0-12
9-13
8
- Leach- ing cycle, days -
5
3
7
20
20-80
- Recov- ery, Pet -
90
. 90
'90
C 3 )
70-90
tbl 2~ggiomeration occurs as the wetted feed cascades down the conical stockpile. A
drum agglomerator is planned for this operation. 3~ercent recovery is proprietary company information. Agglomeration increased the
recovery by 60 pct. 4While heap is built.

REFERENCES
1. Heinen, H. J., G. E. McClelland, and R. E. Lindstrom. Enhancing Percola- t i o n Rates i n Heap Leaching of Gold- S i l v e r Ores. BuMines R I 8388, 1979, 20 PP -
2. McClelland, G. E . , and J. A. E i se l e . Improvements i n Heap Leaching To Recover S i l v e r and Gold From Low-Grade Resources. BuMines R I 8612, 1982, 26 PP
3. Johanson, J. R. P a r t i c l e Segrega- t i o n ... and What To Do About It. Chem. Eng., (N.Y.), v. 85, No. 11, May 1978, pp. 183-189.
4. Chamberlin, P. D. Heap Leaching and P i l o t Test ing of Gold and S i l v e r Ores. Min. Cong. J., v. 67, No. 4, Apr. 1981, pp. 47-52.
5. Lewis, A. Producing Gold f o r $1601 Tr Oz i n Vic tor , Colorado. Eng. and Min.
J . , v. 183, No. 10, Oct. 1982, pp. 102- 105.
6. Engineering and Mining Journal. P e l l e t i z i n g Aids Tombstone Leaching Oper- a t ion . V. 182, No. 1, Jan. 1981, pp. 94- 95.
7. . This Month i n Mining. Al- p
l i g a t o r Ridge Uses Heap Leaching To Pro- duce Gold Bull ion Bars. V. 182, No. 8, Aug. 1981, pp. 35-37.
8. McCpiston, F. W . , Jr., and R. S. Shoemaker. Heap Leaching Gold and S i l v e r Ores. Ch. i n Gold and S i l v e r Cyanidation P lan t Prac t ice . American I n s t i t u t e of Mining, Meta l lurg ica l , and Petroleum En- g inee r s , Inc., New York, v. 2, 1981, pp. 13-18.
*US. GOVERNMENT PRINTING OFFICE: 1983-605015l61