additional attachment - welcome to...
TRANSCRIPT

ADDITIONAL ATTACHMENT
LIST OF PRODUCTS
S.
No. Name of Products
Production
Capacity
(MT/Month)
1. Alpha Keto Isoleucine Calcium Salt. 3.0
2. Alpha Keto Leucine Calcium Salt. 3.0
3. Alpha Keto Phenylalanine Calcium Salt. 3.0
4. Alpha Keto Valine Calcium Salt. 3.0
5. Alpha Hydroxy Methionine Calcium Salt. 3.0
6. Iron Sucrose 2.0
7. Phenyl acetic acid 40.0
8. Diacerein 3.0
9. Tolfenamic Acid 2.0
10. Diosmin 3.0
11. T.P.O 10.0
12. Ferric carboxy Maltose 1.00
13. Sucroferric oxyhydroxide 5.0
14. Couple Amine Hydrochloride 2.0
Total 83 MT/M
By-Products
1. Acetic Acid 36.29
2. Methyl Iodide 1.29

DETAILS OF MANUFACTURING PROCESSES
1. ALPHA KETO ISOLEUCINE CALCIUM SALT
Manufacturing Process Charge Hydantoin, Monoethanol amine and Methyl ethyl ketone in a SS Reactor, Heat the reaction
mass up to reflux and completely distill out methyl ethyl ketone and reuse for next batch. Cool the
reaction mass and charge DM water and sodium Hydroxide. Adjust the pH to 6-7 with hydrochloric
acid and charge calcium chloride in to SS reactor. Heat the reaction mass up to reflux. Distill out
water and cool the reaction mass. Filter the isolated solid and dry it, mill it and blend. Pack the
material in paper drums.
Chemical reaction
Process Flow Diagram

Material Balance
Input Qty. Output Qty
Hydantoin 1.43 MEK Distillation 2.29
Methyl Ethyl Ketone 2.3 ML to ETP 8.74
Ethanol Amine 0.87 Ditilled water for
boiler 8.57
DM water 11.83 Washing Solvent 0.7
Sodium Hydroxide 1.1 Drying Loss 0.14
Hydrochloric acid 2.07 Product 1
Calcium Chloride 1.13
MeOH Washing 0.71
21.44 21.44
2. ALPHA KETO LEUCINE CALCIUM SALT
Manufacturing Process Charge DM water and sodium hydroxide in the reactor under stirring. Charge Hydantoin, Glycine
and Isobutyraldehyde. Heat to reflux, maintain till reaction will be completed. Distil out
Isobutyraldehyde completely and reuse for next batch. Cool the reaction mass and charge DM water
and sodium Hydroxide. Adjust the pH 6 to 7 with Hydrochloric acid and charge DM water and
calcium chloride in SS reactor and heat the reaction mass up to reflux. Distil out water completely
and cool the reaction mass. Filter the isolated solid and dry, mill and then blend. Send the filtrate to
ETP.
Chemical reaction
Process Flow Diagram

(Continuation from previous page.......)
Material Balance
Input Qty. Output Qty
water 10.29
Isobutyraldehyde
Distillation 1.76
sodium hydroxide 1.01 ML 7.73
hydantoin 1.18 Ditilled water for boiler 7.06
glycine 0.88 Washing Solvent 0.66
Isobutyraldehyde 1.82 Drying Loss 0.12
Hydrochloric acid 1.53 Product 1
Calcium Chloride 0.91
MeOH Washing 0.71
18.33 18.33
3. ALPHA KETO PHENYLALANINE CALCIUM SALT
Manufacturing Process
• Charge Glycine, DM water and Acetic anhydride in glass line reactor and stir the mass for 1hr.
Filter the isolated solid and transfer the wet material for next stage and the filtrate (40% acetic
acid) keep for selling.
• Charge Dimethyl formamide, stage-I, sodium acetate, acetic anhydride, benzaldehyde in glass
line and heat the reaction mass up to reflux. Distil out acetic anhydride and DMF completely
under vacuum and add DM water in reaction mass. Cool it and add Hydrochloric acid in the glass
line reactor. Heat the reaction mass up to reflux. Separate out the salt to TSDF for land filling.
Cool the reaction mass and add calcium chloride, triethylamine and methanol in the glass line
reactor and stir at room temperature. Distil out methanol and reuse for next batch. Filter the
isolated solid and send the salt to TSDF site for land filling. The isolated solid of Ca salt of Alpha
keto phenylalanine is then undergone drying, milling, blending and packing.
Chemical reaction

Process Flow Diagram
Material Balance
Input Qty. Output Qty
glycine 1.33 ML 7.63
Acetic anhydride 3.33 Drying Loss 0.12
water 1.34
Acetic Acid 4
Benzaldehyde 2.13 Distil out DMF 3.31
Sodium Acetate 0.4 salt 0.4
DMF Fresh 3.34 Recovery of MeoH 1.29
Hydrochloric acid 3.2 Product 1
Methanol 1.33
TEA 0.83 Calcium Chloride 0.52
17.75 17.75

4. ALPHA KETO VALINE CALCIUM SALT
Manufacturing Process Charge Hydantoin, Glycine, Acetone, Sodium hydroxide and DM water in SS Reactor, Heat the
reaction mass up to reflux and completely distill out acetone and reuse for next batch. Cool the
reaction mass and charge DM water and sodium Hydroxide and adjust the pH to 6-7 with
hydrochloric acid. Charge DM water and calcium chloride in to SS reactor. Heat the reaction mass
up to reflux. Distill out water and cool the reaction mass. Filter the isolated solid and send the
filtrate to ETP. Dry the material, mill it and blend. Pack the material in paper drums.
Chemical reaction
Process Flow Diagram

Material Balance
Input Qty. Output Qty
water 13.34 Acetone 2.08
hydantoin 1.33 ML 11.69
glycine 1 Ditilled water for boiler 8
Acetone 2.13 Washing Solvent 0.51
sodium hydroxide 1.29 Drying Loss 0.13
Hydrochloric acid 2.27 Product 1
Calcium Chloride 1.25
MeOH Washing 0.53
23.41 23.41
5. ALPHA HYDROXY METHIONINE CALCIUM SALT
Manufacturing Process Charge Methionine acid and methanol in the glass line reactor. Distill out methanol and reuse for
next batch. Charge sodium hydroxide and adjust pH between 6.5 to 7.0 and add carbon. Filter
through sparkler and add calcium chloride and centrifuge. Charge methanol and heat up to reflux.
Filter the isolated solid and dry, mill and blend .Pack the material in fiber drums.
Chemical reaction
Process Flow Diagram

Reactor
Reactor
DM Water
Ferric Chloride
Reactor
Sucrose
Reactor
Filtration by
Centrifuge
Centrifuge DM Water
Reactor
Hydrochloric acid
Caustic soda flakes
ML to ETP
Sucrose
Material Balance
Input Qty. Output Qty
Methionine Acid 1.39 Activated Carbon 0.03
sodium hydroxide 0.31 Hyflow 0.04
Activated Carbon 0.03 ML to ETP 1
Hyflow 0.04 Washing solvent 0.67
Calcium Chloride 0.42 Drying Loss 0.14
Methanol wash 0.69 Product 1
2.88 2.88
6. IRON SUCROSE
Manufacturing Process Ferric chloride hexahydrate is dissolve in DM water and react with 20% sodium hydroxide solution at 20-
25°C in form of ferric hydroxide. Centrifuge the gelatinous precipitate of ferric hydroxide and collect the
wet lumps. Charge DM water, Ferric hydroxide lumps, sucrose and 20% sodium hydroxide solution in the
reactor. Heat it up to reflux. Concentrate the reaction mass by distilling of water and chill the residue in form
of Iron Sucrose. Dry the wet cake in the dryer, mill then pack.
Chemical reaction
Process Flow Diagram

Filtration by
Sparkler
Hyflow
Reactor
Reactor
Centrifuge
Tray Dryer
Hyflow
Activated carbon
Reactor Activated Carbon
Reactor Caustic Soda
Distil out water
MeOH
Methanol reuse for next
batch.
Drying Loss
Product
Milling
Sifter
Blender
IRON SUCROSE
50ºC
(Continuation from previous page.......)
Material Balance
Input Qty. Output Qty
DM Water 1.6 ML to ETP 2.53
Ferric chloride 0.4 Hyflow 0.07
Sucrose 0.8 Activated carbon 0.07
Hydrochloric acid 0.12
Ditilled water for
boiler 1.39
Caustic soda flakes 0.23 recovered methanol 3.93
DM Water 0.6 Drying Loss 0.13
Sucrose 1.2 Product 1
Caustic soda flakes 0.04
Activated Carbon 0.07
Hyflow 0.07
MeOH 4
9.13 9.13

7. PHENYL ACETIC ACID
Manufacturing Process Charge Sodium salt of phenyl acetic acid solution in the reactor. Cool the liquid and charge
hydrochloric acid to the reactor. Centrifuge the isolated solid. Send the ML to ETP
Chemical reaction
Process Flow Diagram
Material Balance
Input Qty.
Output Qty
Na salt Phenyl acetic
acid 2.86
Ditilled water for
boiler 1.72
HCl / H2SO4 0.52
ML 0.36
Drying Loss 0.3
Product 1
3.38
3.38
8. DIACEREIN
Manufacturing Process
Aloe-emodin is reacted with acetic anhydride at temperature 90 to 94°C in presence of sodium
acetate. After reaction completion acetic anhydride is distilled out completely under vacuum from
reaction mass, water is added in degassed mass. Isolated product is undergone for centrifuge. Tri
acetyl Aloe-emodin (Stage-1) oxidized with Chromium trioxide solution in mixture of Acetic acid
and acetic anhydride at 57 to 62°C to get Diacerein Crude (Diacerein stage-2). Reaction mass is
centrifuged. Water slurry of wet cake is prepared and centrifuged. Crude material is washed with
N,N Dimethylacetamide and then with water.Wet cake is dried in tray dryer ,mill and then pack.
Reactor
Reactor
Na salt Phenyl acetic acid
Hydrochloric Acid/ Sulphuric
Filtration by
Centrifuge
Tray Dryer
Phenyl Acetic
ML to ETP
Distilled out water for use
in utilities
ML to ETP
Drying Loss

Reactor
Reactor
Acetic Anhydride
Aloe-emodine
Sulfuric Acid
Reactor Chromium trioxide
Centrifuge Distil out ML
Reactor
Reactor
Water Slurry wash
N,N Dimethylacetamide
Filtration by
Centrifuge
ML to ETP
Acetic Acid
Acetic Acid reuse
Distillation residue
ML reused for next batch
ML to ETP Water
Drying Drying Loss
Milling
Sifter
Diacerein
Chemical reaction
OH O
O
OH
OH
O
CH3
O
CH3
O
O
O
OO
CH3
O
Aloe-emodinM. Wt.= 270.2
Tri acetyl Aloe-emodin
M. Wt.= 396.3
Acetic anhydride
Sodium acetate anhrdrous
Process Flow Diagram
Material Balance
Input Qty.
Output Qty
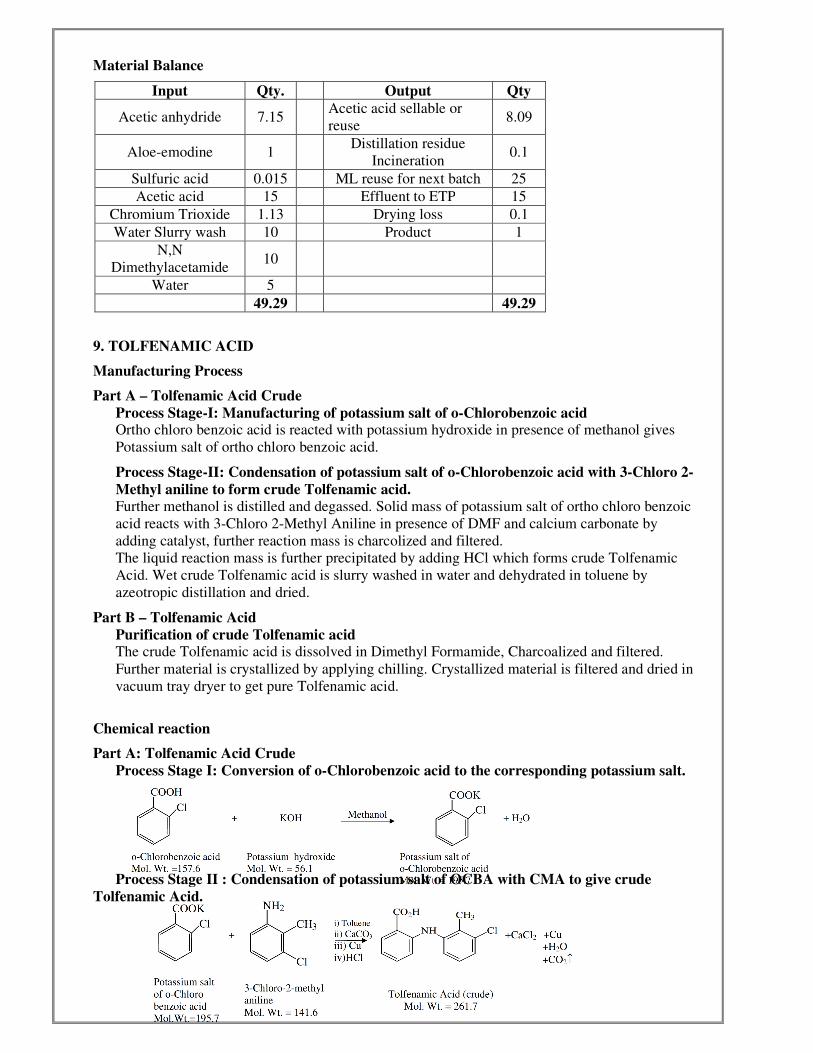
Acetic anhydride 7.15
Acetic acid sellable or
reuse 8.09
Aloe-emodine 1
Distillation residue
Incineration 0.1
Sulfuric acid 0.015
ML reuse for next batch 25
Acetic acid 15
Effluent to ETP 15
Chromium Trioxide 1.13
Drying loss 0.1
Water Slurry wash 10
Product 1
N,N
Dimethylacetamide 10
Water 5
49.29
49.29
9. TOLFENAMIC ACID
Manufacturing Process
Part A – Tolfenamic Acid Crude
Process Stage-I: Manufacturing of potassium salt of o-Chlorobenzoic acid Ortho chloro benzoic acid is reacted with potassium hydroxide in presence of methanol gives
Potassium salt of ortho chloro benzoic acid.
Process Stage-II: Condensation of potassium salt of o-Chlorobenzoic acid with 3-Chloro 2-
Methyl aniline to form crude Tolfenamic acid. Further methanol is distilled and degassed. Solid mass of potassium salt of ortho chloro benzoic
acid reacts with 3-Chloro 2-Methyl Aniline in presence of DMF and calcium carbonate by
adding catalyst, further reaction mass is charcolized and filtered.
The liquid reaction mass is further precipitated by adding HCl which forms crude Tolfenamic
Acid. Wet crude Tolfenamic acid is slurry washed in water and dehydrated in toluene by
azeotropic distillation and dried.
Part B – Tolfenamic Acid
Purification of crude Tolfenamic acid The crude Tolfenamic acid is dissolved in Dimethyl Formamide, Charcoalized and filtered.
Further material is crystallized by applying chilling. Crystallized material is filtered and dried in
vacuum tray dryer to get pure Tolfenamic acid.
Chemical reaction
Part A: Tolfenamic Acid Crude
Process Stage I: Conversion of o-Chlorobenzoic acid to the corresponding potassium salt.
Process Stage II : Condensation of potassium salt of OCBA with CMA to give crude
Tolfenamic Acid.
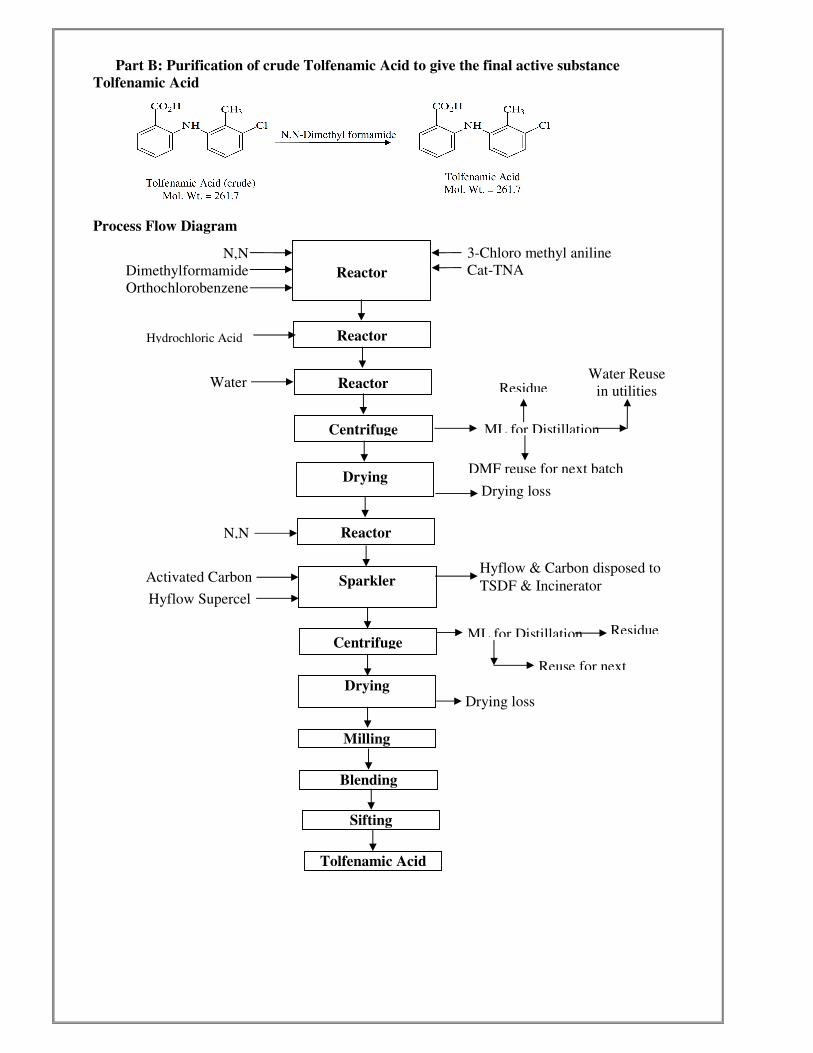
Part B: Purification of crude Tolfenamic Acid to give the final active substance
Tolfenamic Acid
Process Flow Diagram
Reactor
Reactor
N,N
Dimethylformamide
Orthochlorobenzene
Reactor Water
Centrifuge ML for Distillation
Drying
Reactor
Sparkler
Drying loss
Hydrochloric Acid
Residue
DMF reuse for next batch
Hyflow & Carbon disposed to
TSDF & Incinerator Activated Carbon
Drying
Milling
Blending
3-Chloro methyl aniline
Cat-TNA
Water Reuse
in utilities
N,N
Hyflow Supercel
Centrifuge ML for Distillation Residue
Reuse for next
Drying loss
Sifting
Tolfenamic Acid

OCH3
PHO HO
OHO
OO
O
O
OHOCH3
OH
OH OHHO
OO
O
O
OHOCH3
OH
OH OHHO
OCH3
HO HO
OHO
+
I2 + NaOH
Hesperidi
n
Diosmi
n
Material Balance
Input Qty.
Output Qty
N,N
Dimethylformamide 4.31 Water reuse in washing 10
Orthochlorobenzene 1.71
salt TSDF 0.69
Potassium Carbonate 0.81
DMF 4.31
3-Chloro methyl
aniline 0.81 Drying loss 0.75
Cat-TNA 0.02
carbon (inci.) 0.04
Hydrochloric acid 0.4
Distilation residue 0.2
Water 8.5
ML to distillation 7.4
N,N
Dimethylformamide 7.5 Drying loss 0.2
Activated Carbon 0.04
Product 1
Hyflow Supercel 0.13
Hyflow 0.13
Water 0.5
24.73
24.73
10. DIOSMIN
Manufacturing Process
Hesperidin reacts with iodine in presence of sodium hydroxide and pyridine as a solvent. The
reaction is carried out at 98 to 103°C.
After reaction completion the reaction mass is cooled. Pyridine is distilled out completely under
vacuum. Methanol is charged in the reactor. The reaction mass is heated to reflux to get the uniform
mixture. After completion of the reflux, reaction mass is cooled. Solid cake (crude Diosmin) is
isolated by centrifugation.
The wet cake of crude Diosmin is charged into the solution of sodium Thiosulphate in De-ionised
water. The mixture is stirred well to become homogenous. Solution of sodium hydroxide is added
to get a clear solution. This solution is filtered over hyflow bed and clear filtrate is collected in
reactor. Wash the hyflow bed with de-ionized water and collect the washings along with the filtrate
in reactor and water is distilled out. Further mass is filtered through sparkler filter. Cool the filtrate,
precipitate out the Diosmin by adding concentrated Sulphuric acid. The reaction mass is stirred well
to get optimum precipitation of the product. The resulting solid is isolated by centrifugation. The
cake in the centrifuge is washed with purified water.The wet cake is taken in purified water in the
reactor. The slurry is heated and stirred well. The solid is isolated by centrifugation. The isolated
solid cake in the centrifuge is washed with warm purified water to free of sulphates.The above
obtained pure Diosmin is dried in vacuum tray dryer. The product is milled, blended and sifted on a
sieve.
Chemical reaction

Process Flow Diagram
Material Balance
Input Qty.
Output Qty
Pyridine 6.68
Distil Out Pyridine 5.5
Hesperidin 1.586
Distil out Methanol 5.15
Sodium hydroxide 0.57
Methyl Iodide 0.43
Iodine 0.49
salt To TSDF 0.5
Methanol 8.89
WaterDistillation 4
De-ionised Water 4
Salt ToTSDF 0.1
Sodium Thiosulphate 0.114
ML to ETP 9.63
Sodium Hydroxide 0.5
Drying loss 0.05
Hyflow 0.15
Product 1
Sulphuric Acid 0.53
Hyflow 0.15
Purified Water 3
26.51
26.51
Reactor
Centrifuge
Pyridine
Hesperidin
Sodium
Methyl Iodide
Sparkler
Hyflow & Salt to TSDF Hyflow
Sparkler Filter
Reactor
Centrifuge
Iondine
Methanol
Reactor Water Distillation & reuse
Salt to TSDF
Tray Dryer
Milling
Reactor De-ionised Water
Sodium Thiosulphate
Sodium Hydroxide
Sulphuric Acid
Purified Water ML to ETP
Drying Loss
Vacuum Tray
Sifter
Blender
Diosmin
Distill Out Pyridine &
H2N C
O
NH2 + H2N NH2 . H2O
Urea Hydrazine Hydrate Semicarbazide
+ H2O NH3 +
MethanolHydrochloric Acid
. HCl
Semicarbazide Hydrochloride
H
H2N
NH2
N O
H2N
NH2
N OH
N
C l
NH2
NH
O
NH2
NN H
N
O
Semicarbaz ide Hydrochloride
+H Cl
2-Chloro-pyridine
TPO (C rude)
2- Ethoxy ethanol
Catalyst
NN
N
O
HN
N
N
O
H
TPO (Crude) TPO (Pure)
Water slurry
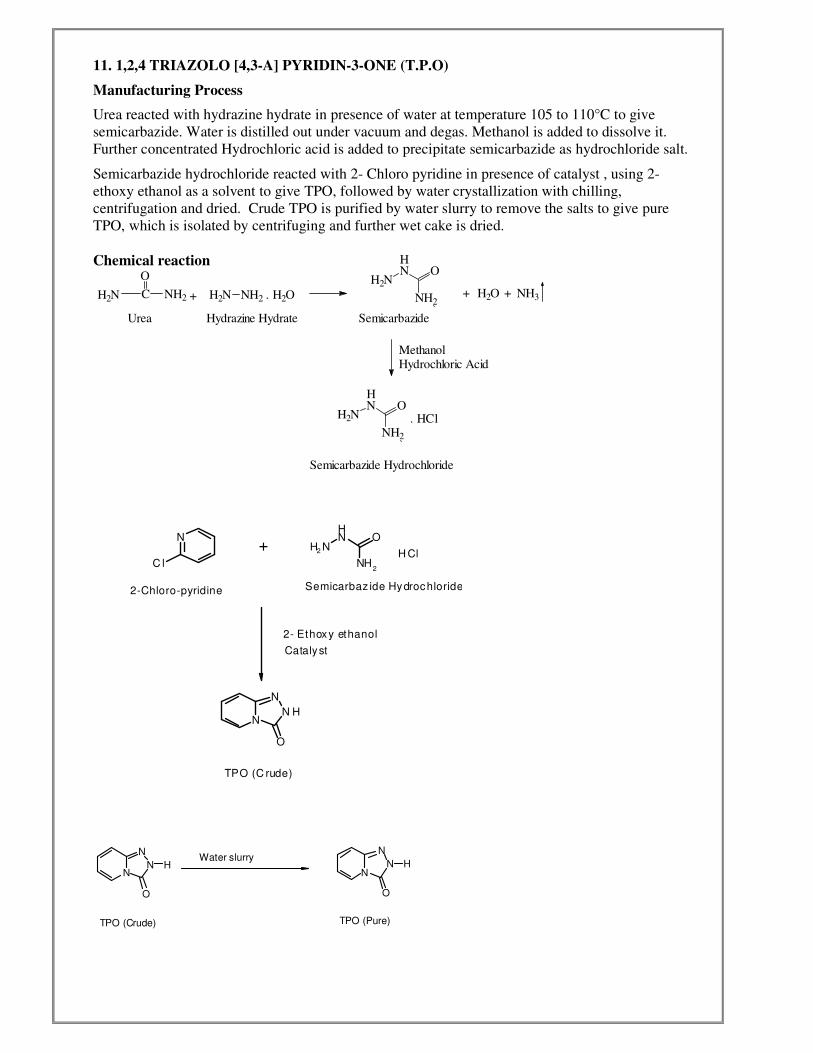
11. 1,2,4 TRIAZOLO [4,3-A] PYRIDIN-3-ONE (T.P.O)
Manufacturing Process
Urea reacted with hydrazine hydrate in presence of water at temperature 105 to 110°C to give
semicarbazide. Water is distilled out under vacuum and degas. Methanol is added to dissolve it.
Further concentrated Hydrochloric acid is added to precipitate semicarbazide as hydrochloride salt.
Semicarbazide hydrochloride reacted with 2- Chloro pyridine in presence of catalyst , using 2-
ethoxy ethanol as a solvent to give TPO, followed by water crystallization with chilling,
centrifugation and dried. Crude TPO is purified by water slurry to remove the salts to give pure
TPO, which is isolated by centrifuging and further wet cake is dried.
Chemical reaction

Methanol
Salt Hydrochloric Acid
Methanol reuse
Water to ETP
Drying Loss
2-Chloro
Sulfuric Acid
Water
100º
Reactor
Reactor
Urea
Hydrazine Hydrate
Water
Centrifuge
Drying
Reactor
Reactor
ML
Reactor
Reactor
Sparkler
2-Ethoxy
Centrifuge
Dryer
Milling
Sifting
Heat
Chill
Heat
Cool & Chill Ethoxy
Salt
ML to ETP
Drying Loss
Process Flow Diagram
Material Balance
Input Qty.
Output Qty
Urea 1.89
ML 2.46
Hydrazine Hydrate 1.97
salt 0.02
Methanol 5
Methanol reuse 4.8
Hydrochloric acid 3.2
ML 4.84
2-Ethoxy Ethanol 4.23
Drying loss 0.12
2-Chloro Pyridine 1.28
Ethoxy Ethanol 4.2
Sulfuric Acid 0.02
salt 0.05
Water 2
ML 2
drying loss 0.1
product 1
19.59
19.59
1, 2, 4-Triazolo (4, 3-a) Pyridine-3-
one
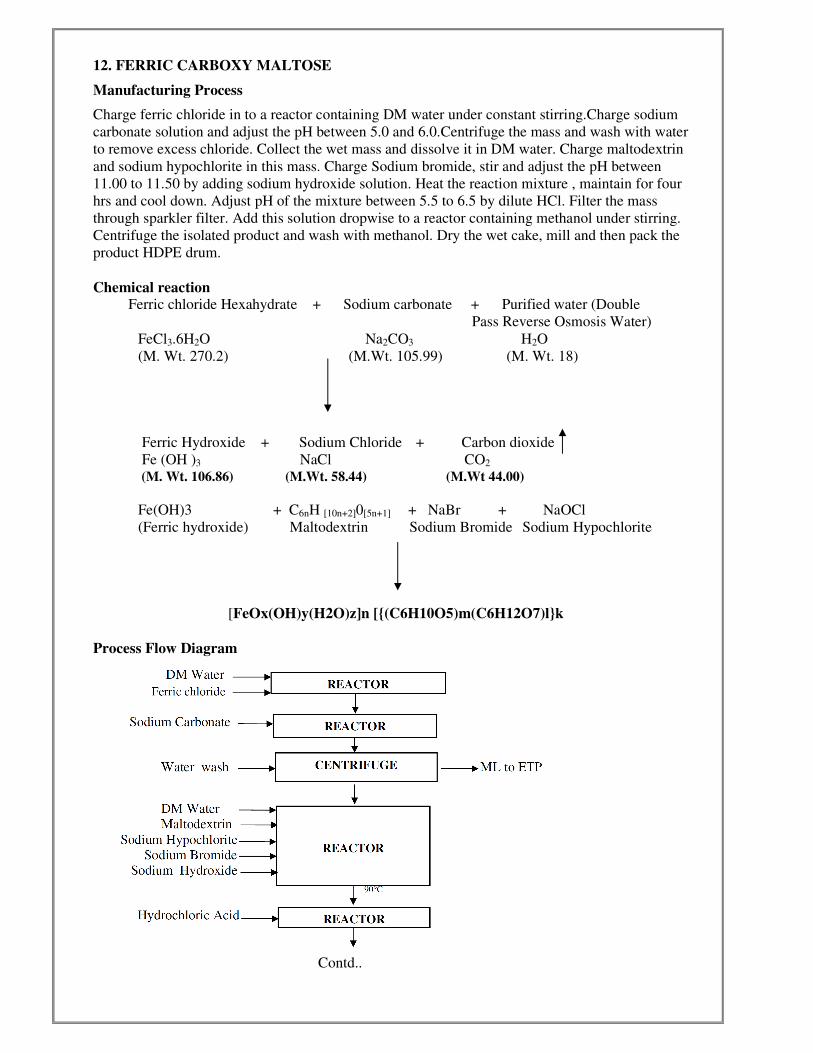
12. FERRIC CARBOXY MALTOSE
Manufacturing Process
Charge ferric chloride in to a reactor containing DM water under constant stirring.Charge sodium
carbonate solution and adjust the pH between 5.0 and 6.0.Centrifuge the mass and wash with water
to remove excess chloride. Collect the wet mass and dissolve it in DM water. Charge maltodextrin
and sodium hypochlorite in this mass. Charge Sodium bromide, stir and adjust the pH between
11.00 to 11.50 by adding sodium hydroxide solution. Heat the reaction mixture , maintain for four
hrs and cool down. Adjust pH of the mixture between 5.5 to 6.5 by dilute HCl. Filter the mass
through sparkler filter. Add this solution dropwise to a reactor containing methanol under stirring.
Centrifuge the isolated product and wash with methanol. Dry the wet cake, mill and then pack the
product HDPE drum.
Chemical reaction Ferric chloride Hexahydrate + Sodium carbonate + Purified water (Double
Pass Reverse Osmosis Water)
FeCl3.6H2O Na2CO3 H2O
(M. Wt. 270.2) (M.Wt. 105.99) (M. Wt. 18)
Ferric Hydroxide + Sodium Chloride + Carbon dioxide
Fe (OH )3 NaCl CO2 (M. Wt. 106.86) (M.Wt. 58.44) (M.Wt 44.00)
Fe(OH)3 + C6nH [10n+2]0[5n+1] + NaBr + NaOCl
(Ferric hydroxide) Maltodextrin Sodium Bromide Sodium Hypochlorite
[FeOx(OH)y(H2O)z]n [{(C6H10O5)m(C6H12O7)l}k
Process Flow Diagram
Contd..

Material Balance
Input Qty.
Output Qty
DM Water 8.33
ML to ETP 26.67
Ferric chloride 1.67
Salt TSDF 0.08
Sodium Carbonate 1.17
Water Reuse for Next
Batch 3.23
Water wash 16.67
Distillation residue 0.08
DM Water 0.83
Methanol 16.33
Maltodextrin 0.62
Drying Loss 0.17
Sodium Hypochlorite 1.47
Product 1
Sodium Bromide 0.01
Sodium Hydroxide 0.08
Hydrochloric Acid 0.05
Methanol 15
Methanol 1.67
47.57
47.57
13. SUCROFERRIC OXYHYDROXIDE
Manufacturing Process
Charge ferric chloride in to reactor containing DM water under constant stirring. Charge sodium
carbonate solution and adjust the pH between 5.0 and 6.0.Centrifuge the mass and wash with water
to remove excess chloride. Collect the wet mass and dissolve it in DM water. Charge Sucrose and
Starch. Charge Acetone to the reactor. Centrifuge the isolated product and ml reuse for next batch.
Dry the wet cake, mill and then pack the product HDPE drum.
Chemical reaction
Contd..

Process Flow Diagram

Contd..
Material Balance
Input Qty.
Output Qty
DM Water 6.94
ML to ETP 11.25
Ferric chloride 0.69
Distil Out Water 1.39
Sodium Carbonate 0.69
ml reuse for next batch 1.36
Water 3.47
Drying Loss 0.14
DM Water 1.39
Product 1
Sucrose 0.28
Starch 0.28
Acetone 1.39
15.13
15.13
14. COUPLE AMINE HYDROCHLORIDE
Manufacturing Process
2- Chlorophenyl glycinate is taken in methanol thionyl chloride is added at chilled condition in 90to 120
min. Reaction mass is maintained for 30 min at chilled condition. Then heated to 60 to 65°C and maintain
temp. 60 to 65°C for 5 hours at room temp.
Then product is taken in MDC by extraction at by liq. NH3 basic PH. After MDC extraction organic layer is
washed by water followed by NACL treatment. MDC distilled out atmospherically then traces removed by
vacuum. Oily syrup of 2- Chlorophenyl glycinate is obtained.
Tartaric acid solution in methanol is prepared and addition of stage-I plus acetone solution is done up to
40°C. Reaction is maintained for 30 hrs at 32±2°C. After reaction confirmation product is isolated by
filtration followed by chilled methanol washing. Wet cake is obtained is dried for 4 hrs at 55 to 60°C. Crude
stage –II is obtained. Crude StageII is then washed with chilled methanol .
1, 2- Thiopene ethanol is taken in Methylene dichloride and Triethyl amine is charged then socl2
is added slowly at chilled condition. Reaction mass is heated to reflux after reflux of 3hrs. Cooled
to 25to 35°C. Water is charged, and then sodium carbonate solution is added to ph 8 to 8.5. After
stirring, layer separation and twice water washing. Methylene dichloride is distilled out at
atmospherically then degassed under vacuum. Crude stage is obtained.
Product Distillation:-
Pure stage –III is isolated by high vacuum distillation by removing I, II and main fraction of pure
stage –III.Ester free base of (+) Tartaric salt of stage –II is prepared at chilled condition in
Methylene dichloride by adding 10% sodium bicarbonate solution. After stirring and layer
separation aqueous layer is extracted by Methylene dichloride till product absence in aqueous layer.
After water washing and NACL treatment MDC is removed under vacuum up to 35°C.
Ester free base is couple with stage-III in presence of acetonitrile, Na2 Co3 KI (adding lot wise) and TBAB
maintaining 96 hrs at reflux. After reaction confirmation cooled to RT and excess Na2 CO3, salts removed
by filtration followed by acetonitrile washing.
Base is isolated removing acetonitrile under vacuum up to 45°C Base is dissolved in toluene. Then conc.
HCL is added to organic layer at chilled temperature. Reaction mass stirred for 2 hrs at RT. Product is
isolated by filtration. Finally, the wet cake is dried at 55 to 60°C for 8 hrs.

REACTOR
Methanol
2-Chlorophenyl glycine
Thionyl Chloride
HCL to Scrubber
Distil Methanol + Socl2
reuse for next batch
REACTOR
Water
Liq. Ammonia
Methylene Dichloride
Aqueous layer to ETP
REACTOR Sodium Chloride Solution
Aqueous layer to ETP
Methylene chloride
Distilled and reuse. REACTOR
Stage-I
REACTOR Acetone
Stage-I
Chemical reaction
Process Flow Diagram

REACTOR
Methanol
Tartaric acid
CENTRIFUGE Chilled Methanol
Methanol + Acetone ML
TRAY DRYER Dry Losses
Stage-II
REACTOR Methanol
Stage-II
REACTOR Chilled Methanol
Methanol Reused
TRAY DRYER Dry Losses
Product
Water
Methylene dichloride
2-Thiophene ethanol
Triethyl Amine
Thionyl chloride
Water
Sodium Carbonate
REACTOR Aqueous layer to ETP
REACTOR Distilled MDC reused
Stage-III
Ist
Cut
IInd
Cut
Residues
Product[Stage III]
REACTOR
Crude Stage-III
REACTOR
Water
Stage-II
Methylene Dichloride
Sodium Bicarbonate soln
Aqueous layer to ETP
REACTOR Sodium Chloride Soln
REACTOR
Aqueous layer to ETP
Methylene Chloride
Distilled
Acetonitrile
Sodium Carbonate
Potassium Iodide
TBAB
Stage III
REACTOR
CENTRIFUGE Acetonitrile Salts to Discard
REACTOR
REACTOR
REACTOR HCl
Acetonitrile Distilled
and reuse
Toluene

CENTRIFUGE Toluene ML
DRYER Drying Loss
Product
MILLING
SIFTING
COUPLE AMINE HYDROCHLORIDE
Material Balance
Input Qty.
Output Qty
Methanol 5.2
HCL to Scrubber 0.18
2-Chlorophenyl
glycine 2.13
Distil Methanol + Socl2 and
reuse for next batch 1
Thionyl Chloride 2.04
aqueous layer to ETP 35.81
Water 6.51
Methylene chloride Distilled
and reuse. 7.22
Liq.Ammonia 1
Methanol + Acetone ML 3.58
Methylene Dichloride 8.8
Dry Losses 0.13
Sodium Chloride Sol 2.54
Methanol ML reuse for next
batch 2.13
Acetone 1
Distill MDC & Reuse 1.2
Tartaric acid 0.95
Ist
Cut 0.013
2-Thiophene ethanol 0.81
IInd
Cut 0.19
Triethyl Amine 0.97
Residue 0.096
Thionyl chloride 0.97
Salts to Discard 0.4
Sodium Carbonate 5.26 Acetonitrile Distilled and
reuse 1.06
Sodium Bicarbonate
soln 14.6 Toluene ML 2.37
Acetonitrile 0.77 Drying Loss 0.02
Potassium Iodide 0.12 Product 1
TBAB 0.03
Toluene 2.4
Hydrochloric Acid 0.3
56.4 56.4
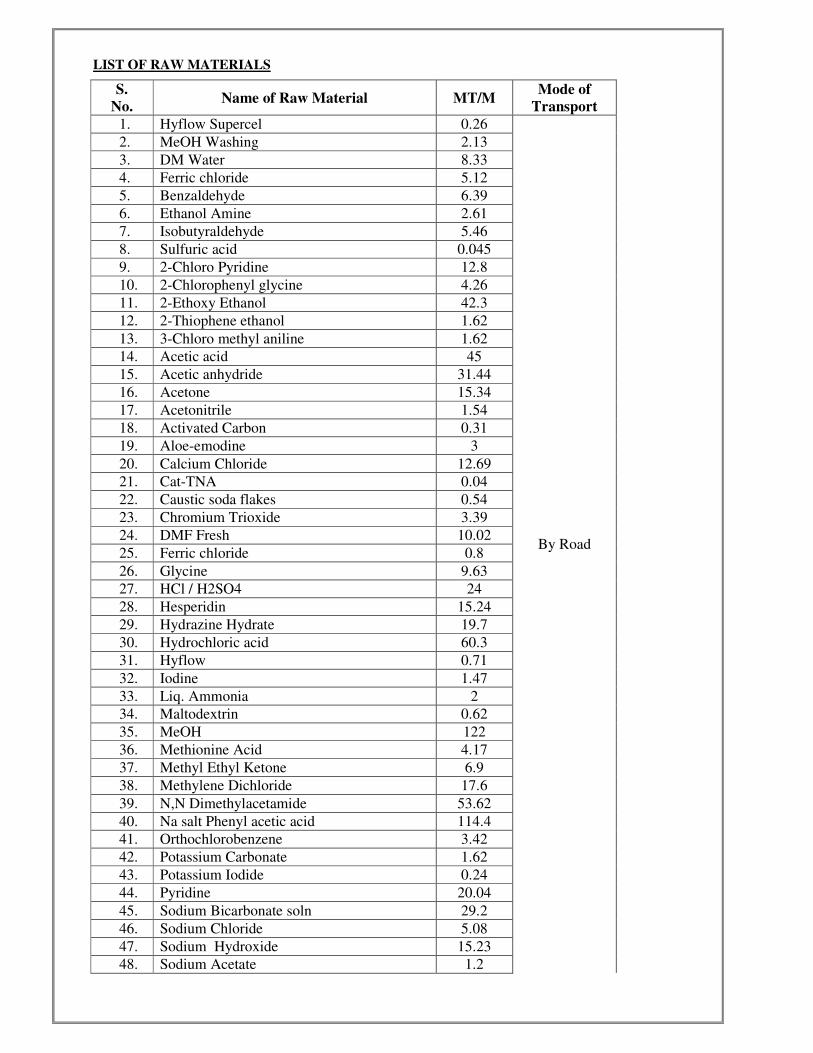
LIST OF RAW MATERIALS
S.
No. Name of Raw Material MT/M
Mode of
Transport
1. Hyflow Supercel 0.26
By Road
2. MeOH Washing 2.13
3. DM Water 8.33
4. Ferric chloride 5.12
5. Benzaldehyde 6.39
6. Ethanol Amine 2.61
7. Isobutyraldehyde 5.46
8. Sulfuric acid 0.045
9. 2-Chloro Pyridine 12.8
10. 2-Chlorophenyl glycine 4.26
11. 2-Ethoxy Ethanol 42.3
12. 2-Thiophene ethanol 1.62
13. 3-Chloro methyl aniline 1.62
14. Acetic acid 45
15. Acetic anhydride 31.44
16. Acetone 15.34
17. Acetonitrile 1.54
18. Activated Carbon 0.31
19. Aloe-emodine 3
20. Calcium Chloride 12.69
21. Cat-TNA 0.04
22. Caustic soda flakes 0.54
23. Chromium Trioxide 3.39
24. DMF Fresh 10.02
25. Ferric chloride 0.8
26. Glycine 9.63
27. HCl / H2SO4 24
28. Hesperidin 15.24
29. Hydrazine Hydrate 19.7
30. Hydrochloric acid 60.3
31. Hyflow 0.71
32. Iodine 1.47
33. Liq. Ammonia 2
34. Maltodextrin 0.62
35. MeOH 122
36. Methionine Acid 4.17
37. Methyl Ethyl Ketone 6.9
38. Methylene Dichloride 17.6
39. N,N Dimethylacetamide 53.62
40. Na salt Phenyl acetic acid 114.4
41. Orthochlorobenzene 3.42
42. Potassium Carbonate 1.62
43. Potassium Iodide 0.24
44. Pyridine 20.04
45. Sodium Bicarbonate soln 29.2
46. Sodium Chloride 5.08
47. Sodium Hydroxide 15.23
48. Sodium Acetate 1.2

S.
No. Name of Raw Material MT/M
Mode of
Transport
49. Sodium Bromide 0.01
50. Sodium Carbonate 15.5
51. Sodium Hypochlorite 1.47
52. Sodium Thiosulphate 0.342
53. Starch 1.4
54. Sucrose 5.4
55. Sulfuric Acid 1.79
56. Tartaric acid 1.9
57. TBAB 0.06
58. TEA 2.49
59. Thionyl Chloride 5.98
60. Toluene 4.8
61. Triethyl Amine 1.94
62. Urea 18.9

DETAILS OF SOLID & HAZARDOUS WASTE GENERATION DURING OPERATION
S.
No. Name of The Waste
Cat.
No. Quantity Method of Storage and Disposal
1.
Discarded
Containers/Barrels/li
ner
33.1 250
No./year
Collection, storage and send to
authorized recycler after
decontamination.
2. Process Waste 28.1 3.62 MT/M Collection, storage and transport to
TSDF site.
3. Used oil 5.1 210
Lit/Year
Collection, storage and reuse as
lubricants in the machineries within the
premises only or send to authorized re-
processors
4. ETP Sludge 35.3 5 MT/M Collection, storage and transport to
TSDF site.
5. Distillation Residue 36.1 0.98 MT/M Collection, Storage and send for
incineration.
6. Spent Solvent 28.6 222
MT/Month
Recovered, Collection, Storage, and
reused.
7. Spent Carbon 28.3 0.31
MT/Month
Collection, Storage and send for
incineration.
8. Hyflow 28.1 0.97
MT/Month
Collection, storage and transport to
TSDF site.
EMISSIONS FROM COMBUSTION OF FOSSIL FUELS FROM STATIONARY OR MOBILE
SOURCES
S.
No. Stack Attached To Fuel Used
Stack
Height
Pollution
Control System Final Concentration
1.
Steam Boiler
(1000 Kg/Hr x 2) Natural Gas
800 m3/Day
11
meter
Natural Gas is used
as fuel, adequate
stack height is
provided
SPM ≤ 150 mg/nm3
SO2 ≤ 100 ppm
NOX ≤ 50 ppm TFH
(2 Lac Kcal/Hr)
2. D. G. Set
(250 KW + 125 KW)
HSD
40 Lit/Hr
9
meter Adequate stack
height is provided
SPM ≤ 150 mg/nm3
SO2 ≤ 100 ppm
NOX ≤ 50 ppm

PROCESS EMISSION
S.
No.
Stack Attached
To Stack Height
Pollution Control
System Final Concentration
1. Reactor 20
meter
Alkali Scrubber
followed by Water
Scrubber
HCl ≤ 20 mg/Nm3

WATER CONSUMPTION
No. Purpose Water Consumption
(KL/Day)
(A) Domestic 7
(B) Industrial 1. Processing 10.56 2. Boiler 4.5 3. Cooling 4 4. Washing 2
5. Scrubbing 1
(B) Total Industrial 22.06
(C) Green Belt 13
Total 42.06 KLD
WASTE WATER GENERATION
No. Purpose Waste Water
Generation (KL/Day)
(A) Domestic 4
(B) Industrial 1. Processing 15.04 2. Boiler 0.2
3. Cooling 0.1 4. Washing 2 5. Scrubbing 1
(B) Total Industrial 18.34
(C) Green Belt -
Total 22.34 KLD