victor kryshkin 9th topical seminar innovative particle and radiation detectors, siena, 24 may 2004...
TRANSCRIPT

ФО
ДС
ФО
ДС
Victor KRYSHKIN
9th Topical Seminar Innovative Particle and Radiation Detectors,
Siena, 24 May 2004
PRODUCTION AND QUALITY CONTROL OF CMS END CAP HADRON CALORIMRTER OPTICAL ELEMENTS
PRODUCTION AND QUALITY CONTROL OF CMS END CAP HADRON CALORIMRTER OPTICAL ELEMENTS

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20042
ФО
ДС
ФО
ДС
INTRODUCTION INTRODUCTION
End cap hadron calorimeter (НЕ) of CMS (Compact Muon Solenoid)
detector consists of brass absorber plates interspersed with optical
elements and covers |1.3|≤≤|3.0|. We describe here:
• requirements to CMS End cap hadron calorimeter;
• calorimeter and optical elements design;
• fiber input control;
• production and quality control of optical bundles;
• control of optical elements;
• summary.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20043
ФО
ДС
ФО
ДС
REQUIREMENTS TO CMS END CAP HADRON CALORIMETER REQUIREMENTS TO CMS END CAP HADRON CALORIMETER
General requirements:
• absorber with minimal inter;
• minimal calorimeter length 10 inter;
• sampling must correspond to the required energy resolution;
• minimal dead zones to measure missing energy;
• high transverse granularity (must be similar to one of Ecal) to have
good spatial separation of 2 jet events and mass resolution;
• during the experiment – 10 years – the radiation hardiness must be
sufficient to withstand absorbed dose of 6 Mrad .
Calorimeter is placed inside of 4 Т magnet.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20044
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTSDESIGN OF CALORIMETER AND OPTICAL ELEMENTS
The calorimeter is fixed to stainless steel plate. Electromagnetic calorimeter (ЕЕ) with a preshower (SE) is fasten to the front face of calorimeter.
The calorimeter absorber is self supporting, has no dead zones and can be many times assembled and disassembled – important feature taking into account necessity for transportation and dimensions (6 m diameter and 350 t weight).
Calorimeter is divided into 18 sectors 200 each. A sector is divided into two parts.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20045
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTS DESIGN OF CALORIMETER AND OPTICAL ELEMENTS
Brass plates (70% Cu/ 30% Zn) are connected by bolts and collets (to minimize a backlash). 9 mm gaps in the absorber for optical elements
(megatiles) for each half of the sector is shifted by ½ of the period (88 mm). In transverse direction the gaps are overlapped (16 mm) to compensate the thickness of optical element frames (8 мм).

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20046
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTS DESIGN OF CALORIMETER AND OPTICAL ELEMENTS
Simulation shows that the calorimeter energy resolution described as
does not determine the jet energy resolution defined by other types of fluctuations.
The stochastic term defines sampling – 79 mm thick brass plate.
5% constant term corresponds to 10% light collection uniformity in depth.
%5/%120/ EE

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20047
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTS DESIGN OF CALORIMETER AND OPTICAL ELEMENTS
Cut in the absorber for photodetectors and electronics. Additional layer.
Layers of different color are read out separately to optimize the coefficients in case of radiation damage.
Tower 28 has additional transverse and longitudinal segmentation to correct degradation of most loaded part.
Points show tiles illuminated by UV laser. Zero layer in front of HE is intended for improving of energy resolution operating with electromagnetic calorimeter (PbWO4).
Ratio e/ for EE much bigger than for HE that significantly worsen the combine energy resolution.
To correct the influence of dead material introduced by support structure of EE.
A quadrant cross section view of calorimeter

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20048
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTS DESIGN OF CALORIMETER AND OPTICAL ELEMENTS
Each 200 sector is divided into two 100 parts and has odd and even megatiles.
Trapezoidal shape megatiles are not mirror images because they are located at different depth (44 mm shift).
Towers and optical connectors of the same color are connected with fibers.
Dimensions of the towers correspond to dimensions of EE to simplify trigger.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 20049
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTS DESIGN OF CALORIMETER AND OPTICAL ELEMENTS
a) design of tiles; b) 1-17 layers, Kurary SCSN81 scintillator 4 mm thick, 1 fiber;c) 0 layer, Bicron scintillator BC-408 9 mm thick, 2 fibers.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200410
ФО
ДС
ФО
ДС
DESIGN OF CALORIMETER AND OPTICAL ELEMENTSDESIGN OF CALORIMETER AND OPTICAL ELEMENTS
Tiles wrapped into reflective paper and into light tightening material are inserted into box limited from 3 sides by brass planks and fixed above and below by 1 mm thick duraluminum plates. Optical connectors terminate fibers from tiles.
Two connectors for wire radioactive source tubes to illuminate all tiles.
One optical connector (for two layers) – to fan-out UV light from laser to each tile.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200411
ФО
ДС
ФО
ДС
INPUT CONTROL OF FIBERSINPUT CONTROL OF FIBERS
Quality control of Kuraray Y11 optical fibers (WLS and clear) :
• fiber diameter is 0.94 мм 0.02 мм;• no mechanical defects (cracks or scratches);• flexibility (no cracks for 5 cm bending radius);• for m. i. p. Np.e.= 3 with WLS fiber 25 сm length and scintillator
with dimensions 50 mm x 50 mm x 1 mm;• attenuation length of WLS and clear fibers must be close to
standard fibers;• variation of parameters (light yield and attenuation length) from
batch to batch must be within 10%.
Fibers that passed the control were cut according to table and used for production of optical bundles.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200412
ФО
ДС
ФО
ДС PRODUCTION AND CONTRO OF OPTICAL BUNDLESPRODUCTION AND CONTRO OF OPTICAL BUNDLES
The fibers were machined from both ends by flying diamond cutter and the surface quality was controlled by a microscope.
One end of WLS fibers was mirrored by aluminum sputtering and covered with varnish. Coefficient of reflection was measured for each batch of 200 fibers: light yield of 10 fibers illuminated with UV source was measured.
Then the aluminized ends were cut at 450 , covered by black
paint and measured again. If the reflection coefficient was ≥85% the batch was used for further production.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200413
ФО
ДС
ФО
ДС PRODUCTION AND CONTRO OF OPTICAL BUNDLESPRODUCTION AND CONTRO OF OPTICAL BUNDLES
Distance from scintillator to photodetector varies between ~20 сm and 100 сm.
If all path to photodetector is made of WLS fibers then there will be appriciable difference of light collection from the first and the last scintillator.
WLS fibers exiting from scintillators are thermally spliced to clear fibers other end of which was glued into optical connector and machined by diamond flying cutter.
Two WLS fibers were spliced and the light yield was measured in dependence on distance.
Light yield jump defines the loss on the boundary. In average this value was about 5%.
Light yield in dependence on distance for spliced WLS fiber.
Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200414
ФО
ДС
ФО
ДС
PRODUCTION AND CONTRO OF OPTICAL BUNDLES PRODUCTION AND CONTRO OF OPTICAL BUNDLES
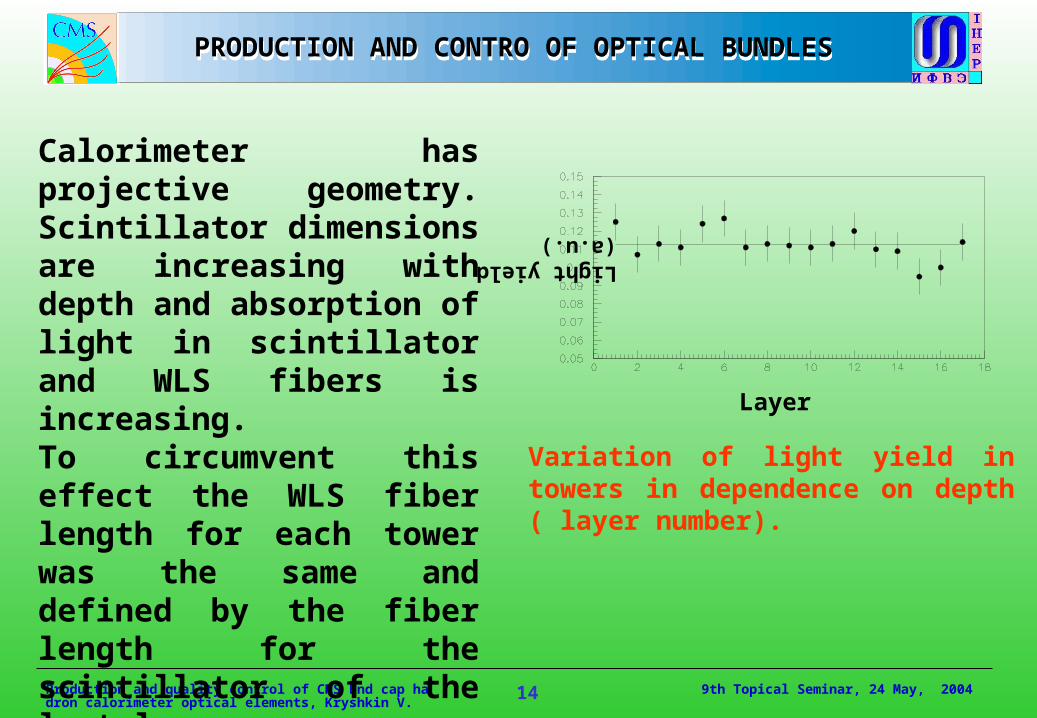
Calorimeter has projective geometry. Scintillator dimensions are increasing with depth and absorption of light in scintillator and WLS fibers is increasing.To circumvent this effect the WLS fiber length for each tower was the same and defined by the fiber length for the scintillator of the last layer.
Light yield (a.u.)
Layer
Variation of light yield in towers in dependence on depth ( layer number).

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200415
ФО
ДС
ФО
ДС
PRODUCTION AND CONTRO OF OPTICAL BUNDLESPRODUCTION AND CONTRO OF OPTICAL BUNDLES
2-9 fibers were glued into optical connectors (2880 pieces). Quality control of the bundles was carried out with a test bench which was also used for quality control of splicing and mirroring of fiber ends.
The fibers were placed into grooves machined in aluminum kept by vacuum pump.
A fluorescent lamp was moving along the fibers. Light exited in fibers was detected by PIN diodes.
The data are compared with standard and if they are within allowed range the bundle is used for further assemblage.
Normalized light yield distribution for optical bundles .
Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200416
ФО
ДС
ФО
ДС
QUALITY CONTROL OF OPTICAL ELEMENTS QUALITY CONTROL OF OPTICAL ELEMENTS
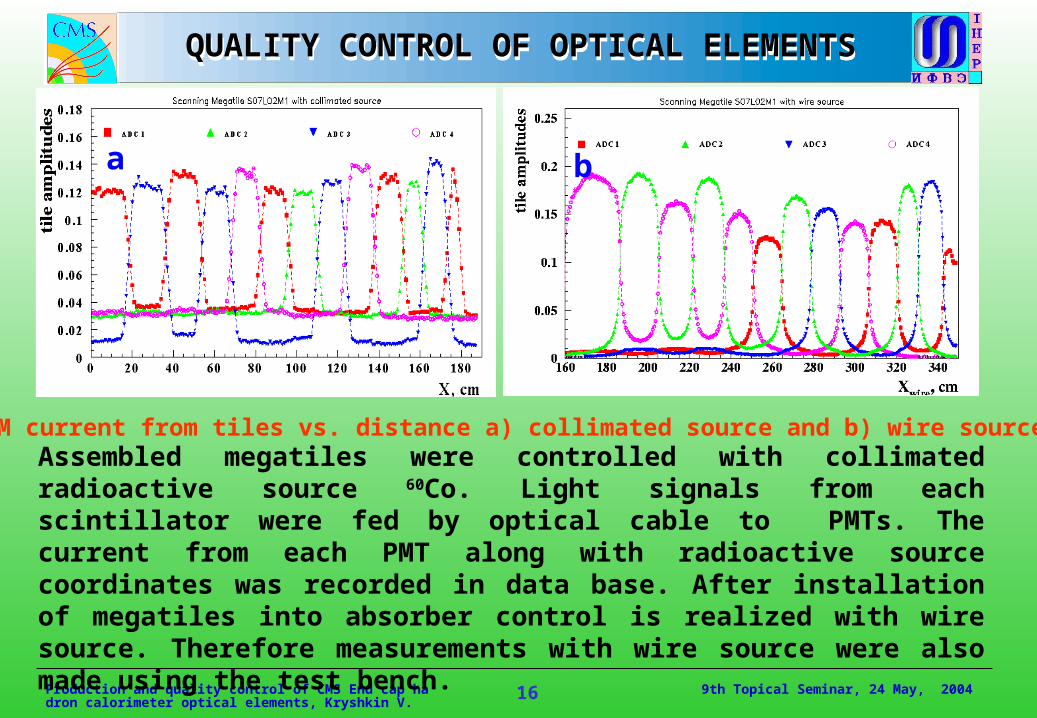
Assembled megatiles were controlled with collimated radioactive source 60Co. Light signals from each scintillator were fed by optical cable to PMTs. The current from each PMT along with radioactive source coordinates was recorded in data base. After installation of megatiles into absorber control is realized with wire source. Therefore measurements with wire source were also made using the test bench.
PM current from tiles vs. distance a) collimated source and b) wire source.
a b
Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200417
ФО
ДС
ФО
ДС
QUALITY CONTROL OF OPTICAL ELEMENTS QUALITY CONTROL OF OPTICAL ELEMENTS
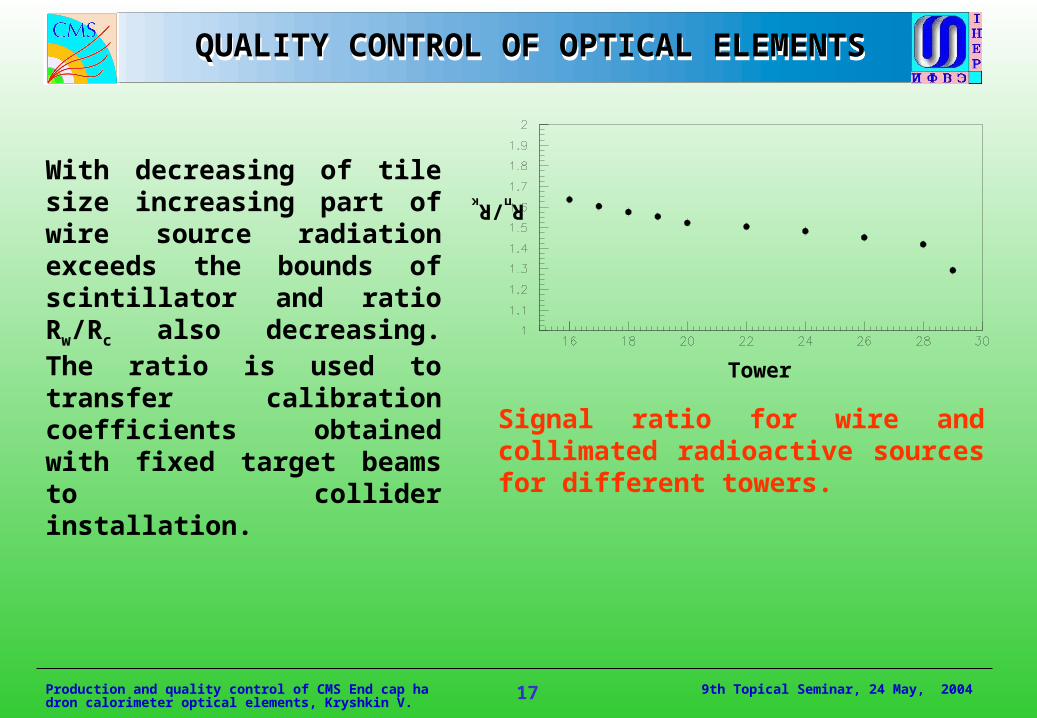
With decreasing of tile size increasing part of wire source radiation exceeds the bounds of scintillator and ratio Rw/Rc also decreasing. The ratio is used to transfer calibration coefficients obtained with fixed target beams to collider installation.
Rп/Rк
Tower
Signal ratio for wire and collimated radioactive sources for different towers.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200418
ФО
ДС
ФО
ДС
QUALITY CONTROL OF OPTICAL ELEMENTS QUALITY CONTROL OF OPTICAL ELEMENTS
R (0.1 mm)
A Absorber
No absorber
Influence of absorber : due to backscattering (albedo) wire radioactive source rises 9% if a scintillator is surrounded by brass plates 4 cm thick each.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200419
ФО
ДС
ФО
ДС
COMBINATORIAL ANALYSIS COMBINATORIAL ANALYSIS
Normalized distribution for collimated radioactive source variation of light yield in depth for all towers (1368 megatiles). The distribution is well described by Gaussian with =10%.
Further improvements was achieved by combinatorial analysis – calculation of megatile combination providing minimal variation of light yield.
The analysis allows to reduce it to =8%.
Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200420
ФО
ДС
ФО
ДС
SUMMARYSUMMARYSUMMARYSUMMARY
• Hadron calorimeter without dead zone was designed.
• Optical elements are easy to produce and assemble, have rigid structure to install in any position.
• Thorough quality control of optical elements (1368 megatiles containing 21096 scintillators) at all stages allowed to minimize variation of light yield in towers.
• Further improvement was achieved by combinatorial analysis.

Production and quality control of CMS End cap hadron calorimeter optical elements, Kryshkin V.
9th Topical Seminar, 24 May, 200421
ФО
ДС
ФО
ДС
SUMMARYSUMMARYSUMMARYSUMMARY
Now megatiles are transported to CERN, again tested with collimated and wire sources, part of them calibrated with fixed target beam and all of them inserted into absorber of both End caps.