upravljanje procesom zavarivačkih radova u proizvodnom
TRANSCRIPT

Upravljanje procesom zavarivačkih radova uproizvodnom poduzeću
Perko, Ida
Undergraduate thesis / Završni rad
2020
Degree Grantor / Ustanova koja je dodijelila akademski / stručni stupanj: Polytechnic of Međimurje in Čakovec / Međimursko veleučilište u Čakovcu
Permanent link / Trajna poveznica: https://urn.nsk.hr/urn:nbn:hr:110:255171
Rights / Prava: In copyright
Download date / Datum preuzimanja: 2021-10-03
Repository / Repozitorij:
Polytechnic of Međimurje in Čakovec Repository - Polytechnic of Međimurje Undergraduate and Graduate Theses Repository

MEĐIMURSKO VELEUČILIŠTE U ČAKOVCU
STRUČNI STUDIJ ODRŽIVI RAZVOJ
IDA PERKO
UPRAVLJANJE PROCESOM ZAVARIVAČKIH RADOVA U PROIZVODNOM
PODUZEĆU
ZAVRŠNI RAD
ČAKOVEC, 2020.
MEĐIMURSKO VELEUČILIŠTE U ČAKOVCU
STRUČNI STUDIJ ODRŽIVI RAZVOJ
IDA PERKO
UPRAVLJANJE PROCESOM ZAVARIVAČKIH RADOVA U PROIZVODNOM
PODUZEĆU
MANAGING WELDING PROCESS IN METAL PROCESSING PLANT
ZAVRŠNI RAD
Mentor: mr.sc. Vjeran Panić dipl.ing.stroj.
ČAKOVEC, 2020.

ZAHVALA
Zahvaljujem mentoru Vjeranu Paniću na nadasve stručnom vodstvu i podršci tijekom
izrade završnog rada. Hvala na razumijevanju, strpljenju, korisnim savjetima i na
bogatom znanju koje nesebično prenosi u svojim izlaganjima.
Svim djelatnicima Međimurskog Veleučilišta u Čakovcu hvala na svem prenesenom
znanju, savjetima, susretljivosti i pristupu koji omogućuje kvalitetno i ugodno
studiranje.
Djelatnicima i kolegama poduzeća Midi d. o. o. zahvaljujem na svakom trenutku
podrške tijekom izrade završnog rada. Veliko im hvala što su mi omogućili uvjete
kvalitetne provedbe zadatka i na svim upućenim savjetima. Posebno zahvaljujem
koordinatoru zavarivanja Željku Senčaru, provoditelju NDT kontrole Igoru Strahiji i
voditelju izabranog projekta i tehnologu Matiji Gašpariću na svim uputstvima te
ustupljenim materijalima i dokumentaciji.
Veliko hvala mojim roditeljima, bratu, zaručniku i prijateljima na velikom
razumijevanju te podršci i vjeri u moj uspjeh.
Ida Perko
Sadržaj
SAŽETAK
1. UVOD ..................................................................................................................................... 12
2. PODUZEĆE MIDI .................................................................................................................. 13
3. ODABIR PROIZVODA ......................................................................................................... 15
4. POSTUPCI ZAVARIVANJA PRIMIJENJENI NA ODABRANOM PROIZVODU ............ 17
4.1. Elektrolučno zavarivanje taljivom elektrodom u zaštitnoj plinskoj atmosferi ................. 18
4.1.1. Žice za MIG/MAG zavarivanje ................................................................................. 19
4.1.2. Prijenos metala i utjecaj sila prilikom prijenosa ....................................................... 20
4.1.3. Prijenos metala kratkim lukom.................................................................................. 20
4.1.4 Prijenos metala štrcajućim lukom .............................................................................. 21
4.1.5. Prijenos metala mješovitim lukom ............................................................................ 22
4.1.6. Prijenos metala impulsnim lukom ............................................................................ 22
4.1.7. Parametri MIG-MAG zavarivanja............................................................................. 23
4.1.8. MIG/MAG oprema za zavarivanje ........................................................................... 24
4.1.9. Izvori struje za zavarivanje kod MIG/MAG POSTUPKA ........................................ 25
4.1.10. Robotizirano MAG zavarivanje .............................................................................. 25
4.2. Elektrolučno zavarivanje netaljivom volframovom elektrodom u zaštiti inertnih plinova .. 26
4.2.1. Volframova elektroda ................................................................................................ 27
4.2.2. Oprema kod TIG zavarivanja .................................................................................... 28
4.2.3. Izvor struje za zavarivanje ......................................................................................... 29
4.4. Stanje ponude opreme za zavarivanje na tržištu .............................................................. 30
5. OZNAČAVANJE ZAVARENIH SPOJEVA ......................................................................... 32
5.1. Označavanje postupaka elektrolučnog zavarivanja .......................................................... 32
5.2. Označavanje položaja zavarivanja ................................................................................... 32
5.3. Vrste i označavanje zavarenih spojeva ............................................................................. 33
6. POGREŠKE U ZAVARENIM SPOJEVIMA ........................................................................ 35
6.1. Čimbenici koji utječu na svojstva zavarenog spoja ......................................................... 35
6.2. Osnovne vrste pogrešaka u zavarenim spojevima ............................................................ 36
6.2.1. Pukotine ..................................................................................................................... 37
6.2.2. Šupljine ..................................................................................................................... 39
6.2.3. Čvrsti uključci ........................................................................................................... 40
6.2.4. Naljepljivanje i nedovoljni provar ............................................................................. 41

6.2.5. Pogreške oblika zavara .............................................................................................. 42
6.2.6. Ostale pogreške ......................................................................................................... 43
7. POSTUPCI KONTROLE KOJI SE KORISTE U ISPITIVANJU PROIZVODA ................. 45
7.1. Vizualno ispitivanje.......................................................................................................... 45
7.1.1. Uvjeti za provedbu ispitivanja i potrebna oprema ..................................................... 46
7.1.2. Provedba ispitivanja ................................................................................................. 47
7.2. Penetrantsko ispitivanje.................................................................................................... 50
7.2.1. Priprema površine ..................................................................................................... 52
7.2.2. Tehnika ispitivanja penetrantima .............................................................................. 53
7.2.3. Nanošenje razvijača ................................................................................................... 54
7.2.4. Prednosti i nedostaci ispitivanja penetrantima .......................................................... 56
7.3. Magnetsko ispitivanje ...................................................................................................... 56
7.3.1. Priprema površine za ispitivanje ............................................................................... 58
7.3.2. Nanošenje sredstva i magnetizacija ........................................................................... 58
7.4. Ultrazvučno ispitivanje .................................................................................................... 60
7.5. Ispitivanje nepropusnosti.................................................................................................. 62
8. PREDGRIJAVANJE ............................................................................................................... 64
9. CERTIFIKATI KOD ZAVARIVANJA ................................................................................. 66
10. PRAKTIČNI DIO ................................................................................................................. 68
10.1. Definiranje uvjeta između kupca i izvođača ................................................................. 68
10.2. Izrada kontrolnih uputa .................................................................................................. 69
10.3. Izrada zavarivačke dokumentacije ................................................................................. 70
10.4. Ulaz i lansiranje materijala u proizvodnji ..................................................................... 74
10.5. Predgrijavanje ................................................................................................................ 77
10.6. Proces zavarivanja odabranog proizvoda po fazama i praćenje zavarivačkog procesa 77
10.7. Provedba ndt kontrole .................................................................................................... 81
10.7.1. Primjena vizualnog ispitivanja ................................................................................ 82
10.7.2. Primjena penetrantskog ispitivanja ......................................................................... 84
10.7.3. Primjena magnetskog ispitivanja............................................................................. 85
10.7.4. Primjena ultrazvučnog ispitivanja ........................................................................... 88
10.7.5. Primjena ispitivanja nepropusnosti ......................................................................... 90
10.8. Tijek proizvoda nakon zavarivačkih radova .................................................................. 91
11. ZAKLJUČAK ....................................................................................................................... 92
12. POPIS LITERATURE .......................................................................................................... 95

13. PRILOZI ............................................................................................................................... 97
POPIS SLIKA
Slika 1. Poduzeće Midi d.o.o........................................................................................................13
Slika 2. Izabrani transformatorski spremnik................................................................................15
Slika 3. Transformator s osnovnim elementima...........................................................................16
Slika 4. MAG zavarivanje spremnika..........................................................................................17
Slika 5. Primjena plinova kod MIG/MAG zavarivanja................................................................18
Slika 6. Presjeci praškom punjenih žica.......................................................................................19
Slika 7. Prijenos metala kratkim lukom.......................................................................................21
Slika 8. Prijenos metala štrcajućim lukom...................................................................................21
Slika 9. Prijenos metala mješovitim lukom..................................................................................22
Slika 10. Prijenos metala impulsnim lukom.................................................................................23
Slika 11. Oprema za MIG/MAG zavarivanje...............................................................................24
Slika 12. Robot za zavarivanje u poduzeću Midi do.o.................................................................26
Slika 13. Uspostava električnog luka kod TIG zavarivanja.........................................................27
Slika 14. Klasifikacija volframovih elektroda..............................................................................28
Slika 15. Oprema za TIG zavarivanje..........................................................................................29
Slika 16. Nazivi i oznake zavarenih spojeva................................................................................33
Slika 17. Označavanje zavara na nacrtima...................................................................................34
Slika 18. Oznake i dimenzije zavara............................................................................................34
Slika 19. Pukotina.........................................................................................................................38
Slika 20. Površinske pore.............................................................................................................39
Slika 21. Uključci troske u zavarenom spoju...............................................................................41
Slika 22. Nepotpuni provar...........................................................................................................42
Slika 23. Oštri prijelazi kod zavara..............................................................................................43
Slika 24. Onečišćenje kapljicama metala.....................................................................................44
Slika 25. Pravilno vizualno promatranje površina.......................................................................47
Slika 26. Minimalno vrijeme držanja...........................................................................................52
Slika 27. Tehnika ispitivanja penetrantima..................................................................................55
Slika 28. Princip magnetskog ispitivanja.....................................................................................59
Slika 29. Princip ultrazvučnog ispitivanja....................................................................................62
Slika 30. Manometar pogodan za ispitivanje nepropusnosti........................................................63
Slika 31. Dijagram predgrijavanja................................................................................................65
Slika 32. Organizacijska struktura poduzeća Midi d.o.o..............................................................68
Slika 33. Primjer WPS liste..........................................................................................................71
Slika 34. Plan zavarivanja............................................................................................................72
Slika 35. Žig zavarivača...............................................................................................................73
Slika 36. Nacrt s označenim zavarima.........................................................................................74
Slika 37. Sastavnica ugrađenog materijala...................................................................................75
Slika 38. Operacijski-lansirni list.................................................................................................76
Slika 39. Predgrijavanje pozicija plamenikom.............................................................................77
Slika 40. Nacrt s označenim pozicijama.......................................................................................78
Slika 41. Prva faza zavarivanja....................................................................................................79
Slika 42. Zavarivanje pozicija na robotu......................................................................................79
Slika 43. Druga faza zavarivanja..................................................................................................80
Slika 44. Treća faza zavarivanja...................................................................................................80
Slika 45. Četvrta faza zavarivanja................................................................................................81
Slika 46. Zarezotina......................................................................................................................83
Slika 47. Oštećenje materijala......................................................................................................83
Slika 48. Zajed..............................................................................................................................83
Slika 49. Izvješće o vizualom ispitivanju.....................................................................................84
Slika 50. Sredstva za ispitivanje penetrantima.............................................................................85
Slika 51. Provjera jakosti magnetskog polja................................................................................86
Slika 52. Sredstva za magnetsko ispitivanje.................................................................................86
Slika 53. Plan magnetiziranja za ravne površine i zavare............................................................87
Slika 54. Plan magnetiziranja za kutne zavare.............................................................................87
Slika 55. Pukotina.........................................................................................................................88
Slika 56. Kalibracija sonde..........................................................................................................89
Slika 57. Oprema i ultrazvučno ispitivanje..................................................................................89
Slika 58. Označeni zavari koji se ispituju na nepropusnost.........................................................90

Slika 59. Završeni transformatorski spremnici.............................................................................91
POPIS TABLICA
Tablica 1. Primjena struja za TIG zavarivanje.............................................................................30
Tablica 2. Ponuda opreme za TIG uređaje...................................................................................30
Tablica 3. Ponuda opreme za MIG/MAG uređaje.......................................................................31
Tablica 4. Položaji zavarivanja i oznaćavanje..............................................................................33
Tablica 5. Klasifikacija pogrešaka...............................................................................................37
Tablica 6. Primjenjene norme kod vizualnog ispitivanja.............................................................46
Tablica 7. Primjenjene norme kod penetrantskog ispitivanja......................................................51
Tablica 8. Primjenjene norme kod magnetskog ispitivanja..........................................................57
Tablica 9. Primjenjene metode kod ultrazvučnog ispitivanja.................................................60-61
Tablica 10. Popis zavara na odabranom proizvodu......................................................................73
POPIS OZNAKA
Oznaka Opis Jedinica
t vrijeme s
I struja A
U napon V
f frekvencija Hz
T tempertura u kelvinima K
t temperatura u stupnjevima celzijevim °C
d debljina materijala mm
Es osvjetljenje lux
m masa kg
Ø promjer mm
α kut °
p tlak bar
CE (CET) ekvivalent ugljika za nelegirane čelike %
POPIS KRATICA
MIG elektrolučno zavarivanje taljivom elektrodom u zaštitnoj atmosferi inertnog plina (eng.
Metal Inert Gas Welding )
MAG elektrolučno zavarivanje taljivom elektrodom u zaštitnoj atmosferi aktivnog plina
(eng. Metal Active Gas Welding)
TIG elektrolučno zavarivanje netaljivom elektrodom u zaštiti inertnog plina (eng. Tungsten
Inert Gas Welding)
KBR (NDT) metode nerazornih ispitivanja (eng. Nondestructive testing)
VT vizualno ispitivanje (eng. Visual Testing)
PT ispitivanje penetrantima (eng. Penetrant Testing)
MT ispitivanje magnetnim česticama (eng. Magnetic Testing)
UT ultrazvučno ispitivanje (eng. Ultrasonic Testing)
LT ispitivanje nepropusnosti (eng. Liquid Testing
ISO međunarodna organizacija za normalizaciju (eng. International Organization for
Standardization)
HRN hrvatska norma
EN europska norma(eng. European Standard)
EWE europski inženjer zavarivanja (eng. European Welding Engineer)
WPA specifikacija postupaka zavarivanja (eng. Welding Procedure Specification)
WPQR kvalifikacija postupaka zavarivanja (eng. Welding Procedure Qualification Record)
ZUT zona utjecaja topline
Ar argon
He helij
CO2 ugljični dioksid
C ugljik
Mn mangan
Cr krom
Mo molibden
Ni nikal
V vandij
Cu bakar
Fe3O4 željezov oksid (magnetit)

SAŽETAK
U radu je temeljito prikazan primjer upravljanja procesom zavarivačkih radova u
proizvodnom poduzeću.
U teorijskom dijelu rada osvrćemo se na tehnologiju zavarivanja i zavarivačke
procese i njihovu važnost u proizvodnom poduzeću. Također, opisujemo lokalno
poduzeće čiji su se zavarivački radovi analizirali i stvaran proizvod koji smo pratili
tijekom procesa zavarivačkih radova. Također, detaljno su opisani postupci zavarivanja
MIG/MAG i TIG koji se primjenjuju na proizvodu koji se prati s naglaskom na fiziku
elektrolučnih postupaka zavarivanja i sile u električnom luku. Obrađeni su dodatni
materijali za zavarivanje, izvori zavarivanja te oprema za zavarivanje. Napravljena je
analiza tržišta i kroz prikupljene ponude za opremu za zavarivanje prikazano je aktualno
stanje ponude takve opreme poduzećima koja izvode zavarivačke radove. Obrađene su
pogreške koje nastaju tijekom zavarivanja i postupci kontrole koji se koriste u ispitivanju
kvalitete zavarenih proizvoda. Detaljno su prikazani postupci vizualnog ispitivanja,
penetrantskog ispitivanja, magnetskog ispitivanja, ultrazvučnog ispitivanja te ispitivanja
nepropusnosti zavara. Obrađeni su kriteriji za predgrijavanje tijekom zavarivanja i
prikazani su certifikati koji se odnose na zavarivanje.
U praktičnom dijelu detaljno je odrađeno upravljanje procesom zavarivačkih radova
na odabranom proizvodu u svim koracima, počevši od ugovaranja posla, preko izrade
uputa i dokumentacije do svih izvedbenih zavarivačkih radova i provedbe kontrole bez
razaranja (NDT). U zaključku rada navedene su najvažnije spoznaje o tome što utječe i
kako to utječe na efikasnost upravljanja zavarivačkim radovima u poduzeću.
Ključne riječi: zavarivanje, upravljanje zavarivačkim radovima, MIG/MAG, TIG, NDT

SUMMARY
The paper thoroughly presents an example for the management of welding processes
in a manufacturing company.
The theoretical part of the paper gives an overview of welding technology and
welding processes and their importance in a manufacturing company. A description is
given of a local company whose welding operations have been analyzed and the actual
product which has been monitored throughout the welding process. Also described in
detail are the MIG / MAG and welding TIG processes applied to the monitored product,
with emphasis on the physics of arc welding processes and the force in an electric arc.
Other welding materials and sources as well as welding equipment were processed. A
market analysis was carried out and, on the basis of the collected offers for welding
equipment, the current state of supply of such equipment to companies carrying out
welding work was presented. Welding defects and control procedures used in quality
control of welded products are discussed. The procedures of visual inspection,
penetrant testing, magnetic testing, ultrasonic testing and leak testing of welds are
presented in detail. Criteria for preheating during welding are dealt with and a
certificate for welding is presented.
In the practical part, the management of the welding process on the selected product
is processed in detail at all stages, starting with the placing of the order, through the
preparation of instructions and documentation, to all execution welding work and the
performance of non-destructive testing. The conclusion of the paper contains the most
important findings about what and how influences the efficiency of welding
management in the company.
Key words: welding, management of welding processes, MIG/MAG, TIG, NDT

Međimursko veleučilište u Čakovcu 12
1. UVOD
Jedan od najstarijih i najkvalitetnijih postupaka spajanja materijala je zavarivanje.
Zavarivanje je veoma kompleksan i širok pojam te kao interdisciplinarna tehnologija
iziskuje poznavanje ostalih znanosti koje pridonose ozbiljnom i stručnom pristupu tom
procesu. Znanja koja su nužna za razumijevanje i primjenu zavarivanja su znanosti o
materijalima i metalurgiji, osnove termodinamike te primjena temperaturnih polja pri
zavarivanju, elektrotehnika koja daje znanje o izvorima struje, spajanju različitih
senzora i slično, znanost o kemiji te znanost o informatici koja nam omogućuje razna
istraživanja, analize i ostala informatička pomagala.
Zavarivanje predstavlja proces spajanja istorodnih ili raznorodnih materijala
taljenjem i/ili pritiskom s dodatnim materijalom ili bez njega s ciljem postizanja
homogeno zavarenog spoja. Zavarivanje se dijeli u dvije osnovne skupine, a to su
spajanje taljenjem i spajanje pritiskom. Zavarivanje taljenjem odvija se u uvjetima
rastaljenog stanja na mjestima zavara s dodatnim materijalom ili bez njega. Zavarivanje
pritiskom odvija se u čvrstom ili omekšanom stanju direktno na mjestu spoja uz pomoć
udaraca ili pritiska. Zavarljivost predstavlja sposobnost zavarivanja materijala. Osnovni
dijelovi zavara: lice zavara, zona taljenja (ZT), zona utjecaja topline (ZUT), nadvišenje
u krojenu zavara, osnovni materijal i rub zavara.
Za zavarivanje se najviše primjenjuju elektrolučni postupci koji se međusobno jako
razlikuju, ali im je svima zajednički električni luk. Električni se luk uspostavlja između
radnog komada i primijenjene elektrode, a definiran je kao intenzivno izbijanje u jakoj
ioniziranoj mješavini plinova i para raznovrsnih materijala koje potječu od metala
elektrode, obloge, zaštitnih plinova i praška. Osnovni parametri kod elektrolučnog
zavarivanja su upravo spomenuti električni luk, tj. njegova dužina, struja i napon
zavarivanja. Električni se luk dijeli na tri područja koja se međusobno razlikuju po
dužini i procesima koji se u njima odvijaju. Područja električnog luka su katodna mrlja,

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 12
anodna mrlja te središnji dio luka. Uređaji koji se koriste kao izvor struje za zavarivanje
su transformatori, pretvarači frekvencije, generatori i ispravljači [1].
Kako je zavarivanje širok i kompleksan pojam, ono iziskuje kvalitetan i stručni kadar
koji djeluje i na polju teorije i na polju praktičnog dijela. Osobe koje se bave
koordinacijom, definiranjem i zakonitostima zavarivanja su kadar koji većinom uz svoje
visoko obrazovanje posjeduje i razne dodatne diplome, usavršavanja i bogato radno
iskustvo. Osobe koje se bave provedbom zavarivanja, zavarivači, trebaju posjedovati
razne vještine, znanja i sposobnosti za kvalitetno i sigurno obavljanje zadataka. Proces
zavarivačkih radova popraćen je dokumentacijom, planovima, izvještajima i kontrolnim
kartama koje služe kao pravilnik koji određuje tijek i ispravnost provođenja procesa i
njegovo kontroliranje. Procesu zavarivanja, sve od planiranja pa do završnih faza, treba
se pristupiti s najvećim oprezom i mjerama te prikladnom primjenom usvojenih stručnih
znanja i tehnike rada. Ako se prilikom procesa ne primjenjuju svi standardi i norme kao
i ispravni parametri zavarivanja, proizvod koji se zavaruje može biti podložen raznim
pogreškama koje kasnije mogu djelovati kobno na kvalitetu i čvrstoću proizvoda. Za
otkrivanje pogrešaka primjenjuju se metode s razaranjem materijala ili bez razaranja
materijala, ovisno o funkciji proizvoda i zahtjevima kupca. Sve pogreške trebaju se
pravilno zabilježiti, dokumentirati te ponovo popraviti.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 13
2. PODUZEĆE MIDI
Kod izrade završnog rada odabrano je poduzeće MIDI d. o. o. iz Ivanovca, pokraj
Čakovca jer njegova opremljenost zadovoljava sve tehnološke i proizvodne uvjete koji
su zadani u zadatku. Poduzeće je osnovano 1984. godine, najprije kao mali obrt s dva
zaposlenika, ali kontinuiranim zalaganjem i razvojem poduzeće danas broji više od 200
zaposlenih. Nakon 1986. godine poduzeće MIDI postaje bravarski obrt. Jedna od
karakteristika koju poduzeće posjeduje je predanost i prilagodljivost naručiteljima,
odnosno sposobnost reakcija na zahtjeve kupca u što kraćem vremenu. Danas je
najvažnije u kratkom vremenu proizvesti što bolji, kvalitetniji i cjenovno prihvatljivi
proizvod. Poduzeće MIDI raspolaže s tri proizvodna pogona na 40 000 𝑚2 zemljišta s
12 000 𝑚2 natkrivenih i zatvorenih proizvodnih hala visine 10 – 15 m (Slika 1),
uključujući radionice strojne obrade, pripremu, završnu montažu, zatim zavarivačko
bravarske hale te lakirnicu [2].
Slika 1. Poduzeće Midi d. o. o.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 14
Poduzeće raspolaže najmodernijom tehnologijom rezanja, savijanja, zavarivanja i
lakiranja. Poduzeće je potpuno opremljeno strojevima, alatima i opremom za izvođenje
svoje osnovne djelatnosti. Također raspolaže s 32 dizalice nosivosti do 20 tona.
Prepoznatljiva kvaliteta, a time i potražnja usluga tvrtke MIDI ponajviše proizlazi iz
širokog spektra tehnoloških mogućnosti: izrada proizvoda do 30 tona mase, strojna
obrada proizvoda dimenzija preko 10 metara, izrada kompleksnih zavarenih dijelova
prema nacrtima kupaca, antikorozivna zaštita lakiranjem te mogućnosti specijalnog
zavarivanja, ispitivanja zavara bez razaranja, digitalno mjerenje dimenzija inženjering.
Također, poduzeće posjeduje i sljedeće certifikate: ISO 9001:2015 Certifikat sustava
upravljanja kvalitetom, ISO 3834-2 Ispunjavanje opsežnih zahtjeva kvalitete za
zavarivanje materijala taljenjem, EN ISO 1090-1 _EXC3 ispunjavanje zahtjeva
harmoniziranih europske norme za izradu čeličnih konstrukcijskih komponenti, EN ISO
1090-2 Sukladno izvođenje zavarivačkih radova u skladu s harmoniziranom europskom
normom za izradu aluminijskih konstrukcijskih komponenti i EN 15085-2 EXC3
Sukladno izvođenje zavarivačkih radova u skladu sa zahtjevom za izradu željezničkih
vozila i njihovih komponenti [3].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 15
3. ODABIR PROIZVODA
Za izradu i provedbu završnog rada odabrana je čelična zavarena konstrukcija
transformatora (Slika 2) iz proizvodnog programa poduzeća Midi d. o. o. Na odabrani
proizvod ugrađuju se različiti materijali različitih debljina u rasponu od 10 do 45 mm.
Težina zavarene konstrukcije transformatorskog spremnika iznosi 3 066 kg, dimenzije
proizvoda su 3102 x 1306 x 2160 mm, a konstrukcija je kvadratnog oblika. Većina
pozicija zavarena je MAG postupkom, dok se tek mali dio pozicija zavaruje TIG
postupkom i MAG robotiziranim postupkom. Ovaj spremnik namijenjen je za
transformatore većih snaga [4].
Slika 2. Izabrani transformatorski spremnik [4]
U transformatorski spremnik ulaže se jezgra s namotajima. Spremnik štiti jezgru s
namotajima od mehaničkih oštećenja i atmosfere. Spremnici se izrađuju od čeličnog
lima čija debljina ovisi o snazi transformatora. Spremnik je ispunjen uljem čija je

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 16
zadaća hlađenje jezgre i namotaja te izolacija jezgre od kotla. Transformator je statični
elektromagnetski uređaj velikih dimenzija i snaga koji na principu međuindukcija
pretvara električnu energiju s jednog naponskog nivoa na drugi naponski nivo. Uređaj
se sastoji od primarnog i sekundarnog namotaja i njima zajedničke jezgre (Slika 3). U
nešto rjeđim slučajevima se u transformatore ugrađuje i tercijarni namotaj. Spomenuti
dijelovi čine aktivni dio transformatora [5].
Slika 3. Transformator s osnovnim elementima [6]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 17
4. POSTUPCI ZAVARIVANJA PRIMIJENJENI NA ODABRANOM
PROIZVODU
Za proces zavarivanja odabranog proizvoda primjenjuje se MIG/MAG postupak, tj.
MAG te u manjim omjerima TIG i robotizirano zavarivanje. MAG (Slika 4) postupak
primjenjujemo na većini zavara jer se radi o konstrukciji velikih gabarita i većih dužina
zavara, pa je ovaj proces optimalan. Za sitne dijelove koji iziskuju kružno zavarivanje,
tj. kod zavarivanja prirubnica koristimo TIG postupak jer je njegova kvaliteta
najpogodnija za takvu izvedbu zavara. Uz to postupak se primjenjuje na nekoliko
manjih zavara na proizvodu. Robotizirano zavarivanje koristi se za zavare na proizvodu
koji su jednostavni, ravni te jednakih dimenzija, pa je prilikom zavarivanja na robotskoj
stanici znatna ušteda vremena, a kvaliteta je spojeva na najvišoj razini [4].
Slika 4. MAG zavarivanje spremnika [7]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 18
4.1. Elektrolučno zavarivanje taljivom elektrodom u zaštitnoj plinskoj atmosferi
MIG/MAG je oznaka za postupak zavarivanja taljivom elektrodom u zaštitnoj
plinskoj atmosferi. MIG (Metal Inert Gas) je zavarivanje u zaštiti inertnog plina, dok je
MAG (Metal Active Gas) postupak zavarivanja u zaštiti aktivnog plina. Kod ovog
postupka zavarivanja električni se luk održava između obratka i taljive kontinuirane
elektrode koja je prisutna u obliku žice te koja je po pravilu spojena na plus pol
istosmjernog izvora struje. Kod MIG zavarivanja koristimo plinove poput argona i
helija, a kod MAG postupka CO2 i njegove mješavine. Primjena plinova za MIG i
MAG zavarivanje dana je na Slici 5 [8].
Slika 5. Primjena plinova kod MIG/MAG zavarivanja [9]
Iako MIG/MAG zavarivanje ima bogatu povijest i značajan napredak tijekom
godina, što se tiče razvoja i mehanizma ovaj postupak još uvijek ima neke nedostatke,
ali gledajući kroz povijest i napredak ovog procesa, sve je više prednosti.
Glavne prednosti ovog postupka su širok izbor materijala za dodavanje, jednostavna
obuka za osoblje koje izvodi proces i mogućnost zavarivanja u svim položajima.
Postupak je pogodan za automatizaciju i robotizaciju, pridonosi dobroj kvaliteti i
mehaničkim svojstvima materijala i velikoj brzini zavarivanja. Proces je pogodan za sve
vrste materijala svih debljina, a zbog mehaniziranog sustava dovoda žice značajno se
štedi na vremenu.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 19
Nedostaci MIG/MAG postupka vezani su većinom uz osoblje koje izvodi postupak i
djelovanje procesa na osoblje. Kod poluautomatiziranog postupka kvaliteta još uvijek
ovisi o sposobnosti i znanju zavarivača. Jako bljeskanje i štetni plinovi utječu na
zdravlje osoblja, a i oprema zna biti dosta skupa [8].
4.1.1. Žice za MIG/MAG zavarivanje
Izvedba punjenih žica kod MIG/MAG zavarivanja najčešće dolazi, l u dimenzijama
promjera od 0,6 do 2,4 mm. Žica mora biti dimenzijski vrlo točna, a njezina površina
glatka, bez hrapavosti. Žica se mora pedantno namotati na kolut koji se kasnije postavlja
na uređaj za dodavanje žice. One čeličnog porijekla su pobakrene i poniklane zbog
boljeg električnog kontakta. Također, dodatna zaštita štiti žicu od korozije.
Osim spomenutih punih žica moguće je koristiti i žice punjene praškom. Žice
punjene praškom, ovisno o načinu proizvodnje, imaju različite presjeke (Slika 6).
Punjene žice koriste se uz plinsku zaštitu, ali postoje punjene žice koje same stvaraju
zaštitu procesom raspadanja jezgre pa kod njih nije potrebna dodatna plinska zaštita
[10].
Slika 6. Presjeci praškom punjenih žica [11]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 20
4.1.2. Prijenos metala i utjecaj sila prilikom prijenosa
Prijenos metala odvija se na četiri moguća načina koja su navedena u nastavku rada.
Prijenos metala odvija se između radnog komada i uspostavljenog električnog luka, a na
njega utječu sile koje se javljaju u ioniziranom području [10]. Najbitnije sile koje se
pojavljuju prilikom procesa prijenosa metala ka talini su sljedeće:
• sila gravitacije
• elektromagnetska sila
• sila površinske napetosti
• sila reaktivnog djelovanja
• sila plazme električnog luka
• sila zbog eksplozija u kapljicama metala.
4.1.3. Prijenos metala kratkim lukom
Prijenos metala kratkim lukom, tj. kratkim spojevima obavlja se u uvjetima slabih
struja zavarivanja i niskog napona električnog luka. Prilikom niskih parametara
zavarivanja stvara se tek mala količina rastopljenog metala pa je stoga ovaj način
zavarivanja pogodan za proces zavarivanja tankih limova. Ovaj način prijenosa metala
ostvaruje najmanji unos topline na direktno mjesto zavara. Prijenos se počinje odvijati u
trenutku kada žica ostvari kontakt s osnovnim materijalom ili metalom zavara. Tijek
prijenosa metala najviše ovisi o promjerima žice, izboru zaštitnog plina i primijenjenim
parametrima zavarivanja [12]. Način prijenosa metala kratkim lukom prikazan je na
Slici 7.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 21
Slika 7. Prijenos metala kratkim lukom [12]
4.1.4 Prijenos metala štrcajućim lukom
Prijenos metala štrcajućim lukom ostvaruje se u uvjetima jakih struja zavarivanja i
visokih napona električnog luka koji pridonose velikom unosu topline i velikim
penetracijama. Ovaj način prijenosa pogodan je za veće debljine limova koji se zavaruju
isključivo u položenom položaju [12]. Način prijenosa metala štrcajućim lukom
prikazan je na Slici 8.
Slika 8. Prijenos metala štrcajućim lukom [12]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 22
4.1.5. Prijenos metala mješovitim lukom
Kod ovog prijenosa prisutan je prijenos štrcajućim lukom, ali se povremeno pojavi
jedan ili više kratkih prijenosa. Na vrhu elektrode stvara se kapljica. Elektroda je pod
utjecajem sila iz električnog luka, pa se stoga kapljica odvaja i pada u talinu bez
prisutnosti kratkog spoja. Neke kapljice, ovisno o duljini uspostavljenog električnog
luka, jakosti i naponu mogu biti toliko velike da u nekom trenutku dotaknu talinu. Tu
nastupa kratki spoj. Kod mješovitog prijenosa koriste se jače struje [12]. Način
prijenosa metala mješovitim lukom prikazan je na Slici 9.
Slika 9. Prijenos metala mješovitim lukom [12]
4.1.6. Prijenos metala impulsnim lukom
Kontrolirani prijenos metala slobodnim letom kapljica nalik je na prijenos metala
štrcajućim lukom. Kod ovog principa regulira se struja, pa se otkida samo jedna kapljica
tijekom impulsa, a količina prenesenog materijala regulirana je promjerom žice te
brojem impulsa [12]. Način prijenosa metala impulsnim lukom prikazan je na Slici 9.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 23
Slika 10. Prijenos metala impulsnim lukom [12]
4.1.7. Parametri MIG-MAG zavarivanja
Odabir parametra ovisi o cjelini zavara, stoga je bitno odabrati ispravne parametre
koji zavareni spoj čine kvalitetnim i standardima prihvatljivim. Parametre odabiremo
prema kvaliteti i debljini osnovnog materijala, tehnološkim zahtjevima, radnim
uvjetima, mogućim položajima zavarivanja, opremi koju posjedujemo, mehaniziranosti
u radnom okruženju te prema znanju i stručnosti osoblja koje zavaruje. Glavni
parametru kod MIG/MAG zavarivanja su sljedeći:
• jačina struje zavarivanja
• napon električnog luka
• brzina dodavanja žice
• promjer žice
• brzina zavarivanja
• dužina slobodnog kraja žice
• udaljenost izvora električnog luka od materijala
• nagib pištolja
• položaj zavarivanja i položaj predmeta koji se zavaruje [13].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 24
4.1.8. MIG/MAG oprema za zavarivanje
Uređaji za MIG/MAG zavarivanje dolaze od različitih proizvođača i u različitim
izvedbama, ali bez obzira na to elementi osnovne opreme su sljedeći:
• izvor istosmjerne illi izmjenične struje potrebne za zavarivanje
• pogonski sistem za dovođenje žice
• pištolj za zavarivanje s cijevi
• spremnik sa zaštitnim plinom
• sustav za upravljanje protoka zaštitnih plina [13].
Slika 11. Oprema za MIG/MAG zavarivanje [13]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 25
4.1.9. Izvori struje za zavarivanje kod MIG/MAG POSTUPKA
Za izvor struje MIG/MAG zavarivanja najčešće se koriste izvori istosmjerne struje s
ravnom karakteristikom. Kod istosmjernih izvora može se regulirati napon od 12 do 45
V. Prema načinu podešavanja napona izvore dijelimo na:
• izvor s mehaničkim podešavanjem čija je glavna karakteristika jednostavno
podešavanje i niska cijena; izvedeni su za zavarivanje od 100 do 500 A i
primjenjuju se za klasično MIG/MAG zavarivanje
• izvor s elektronički podešavanjem koji su izvedbe od 300 do 600 A, a napon se
podešava kontinuirano u kompletnom regulacijskom području; može se
primjenjivati za sve vrste MIG/MAG zavarivanja, ali kod impulsnog MIG
zavarivanja obavezan je izbor.
Osim istosmjernih izvora imamo i izmjenične izvore: transformatori, agregati,
inverteri, rotacijski pretvarači i ispravljači [14].
4.1.10. Robotizirano MAG zavarivanje
Robotizirano MAG zavarivanje ima značajne prednosti naspram klasičnog MAG
zavarivanja, ali ga u nekim segmentima još uvijek ne može u potpunosti zamijeniti.
Robot naspram čovjeka nije opterećen problemima iz privatnog života, pa ne dolazi u
situaciju smanjene koncentracije i produktivnosti, a uz to može zavarivati bez potrebnih
pauza koje su čovjeku prijeko potrebne. Moguć je rad 24/7 uz pravilno programiranje i
nadzor, dok čovjek već i nakon nekoliko sati efikasnog rada gubi snagu i koncentraciju.
Proces je pogodan za ravnije i veće zavare, pogotovo u velikoserijskoj proizvodnji
proizvoda. Pri proizvodnji manjih količina cijena servisiranja i programiranja nije
isplativa na količinu izvršenih spojeva. Naravno, robot ne može u potpunosti zamijeniti
čovjeka, pa je još uvijek na teško dostupnim mjestima njegov pristup otežan ili gotovo
nemoguć. Za stanicu robotiziranog zavarivanja potrebno je puno mjesta, (Slika 12) pa se
većinom instalacija postavlja u većim poduzećima. Cijena servisiranja i popravaka vrlo
je visoka, pa se ovaj sistem preporučuje za velikoserijsku proizvodnju. Uz visoku cijenu
potrebno je i posebno stručno osoblje za programiranje robota te njegovo praćenje.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 26
Kvaliteta spoja koji se zavaruje na robotu vrlo je visoka, odličnog estetskog izgleda i
vrhunskih mehaničkih svojstava zavara [15].
Slika 12. Robot za zavarivanje u poduzeću Midi d. o. o. [7]
4.2. Elektrolučno zavarivanje netaljivom volframovom elektrodom u zaštiti inertnih
plinova
Elektrolučno zavarivanje netaljivom volfram elektrodom u zaštiti inertnih plinova,
TIG (Tungsten Inert Gas) ili WIG (Wolfram Inert Gas). Električni luk uspostavlja se
između volframove netaljive elektrode i radnog komada s dodatnim materijalom ili bez
njega, a sastoji se od anodnog i katodnog područja te područja stupa električnog luka
(Slika 13). Uspostava električnog luka odvija se s doticajem elektrode s radnim
komadom ili bez doticaja. Ona se ne tali, već isključivo služi za uspostavu i održivost
električnog luka. Ovaj postupak primjenjiv je za sve materijale u svim položajima
zavarivanja. Otežan rad uočljiv je samo kod izvođenja procesa na terenu. TIG
zavarivanje, ako je ispravno izvedeno, čini najkvalitetniji zavareni spoj. Naravno,
postoje i neke granice kod zavarivanja, pa ovaj postupak nije ekonomičan i isplativ za
debele materijale. Zavar je odličnog estetskog izgleda, glatke i čiste površine. Prilikom

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 27
zavarivanja ne dolazi do štrcanja kapljica te nije potrebno čišćenje. Nedostatak ovog
postupka su male brzine zavarivanja, potrebe za temeljitim čišćenjem površine prije
zavarivanja i cijena zaštitnog plina [14, 16].
Slika 13. Uspostava električnog luka kod TIG zavarivanja [16]
4.2.1. Volframova elektroda
Uloga volframove elektrode je provođenje električne struje s izvora pištolja na radni
komad, prilikom čega se uspostavlja električni luk između elektrode i radnog komada.
Električni luk tali osnovni i dodatni materijal bez da pritom tali volframovu elektrodu.
Temperatura tališta kod čistog volframa bez primjesa iznosi 3683 K. Elektrode,
gledajući ih po sastavu, mogu biti izrađene od čistog volframa ili legiranog volframa
koji sadrži torijev ili cirkonijev oksid ili pak neki drugi element u svojem sastavu.
Dodaci omogućuju kvalitetnije uspostavljanje električnog luka i njegovu stabilizaciju,
pogotovo kod primjene niskih struja zavarivanja, a uz to i smanjuju eroziju vrha
elektrode te povećavaju dozvoljeno strujno opterećenje. Čista volframova elektroda
najčešće se primjenjuje kod zavarivanja u uvjetima izmjenične struje te je označena
zelenom bojom. Elektroda kod koje je volfram legiran s torijem može podnijeti veće
struje i dugotrajnija je, a označava se žutom, crvenom, ljubičastom ili narančastom
bojom. Volframova elektroda s prisustvom cirkonija upotrebljava se u slučajevima gdje
je ograničeno prisustvo volframa i torija u zavarenom spoju te se označava smeđom ili
bijelom bojom. Elektrode koje su označene crnom bojom u sastavu sadrže lantan te se
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 28
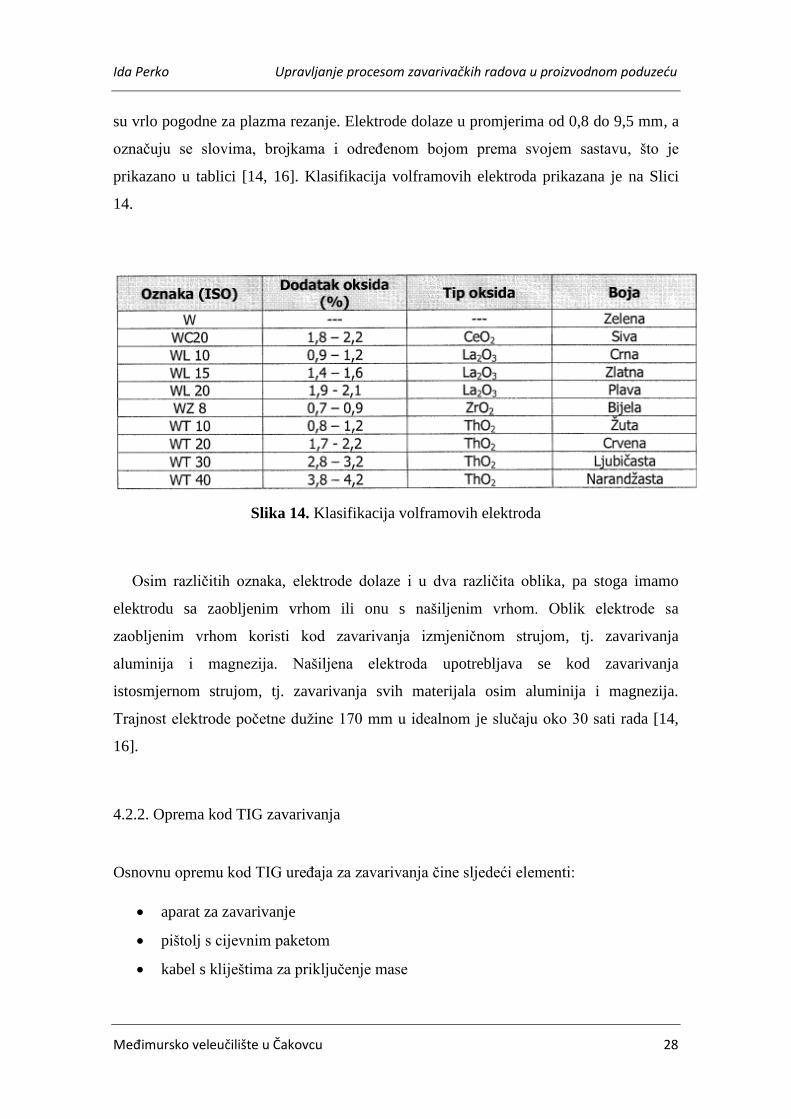
su vrlo pogodne za plazma rezanje. Elektrode dolaze u promjerima od 0,8 do 9,5 mm, a
označuju se slovima, brojkama i određenom bojom prema svojem sastavu, što je
prikazano u tablici [14, 16]. Klasifikacija volframovih elektroda prikazana je na Slici
14.
Slika 14. Klasifikacija volframovih elektroda
Osim različitih oznaka, elektrode dolaze i u dva različita oblika, pa stoga imamo
elektrodu sa zaobljenim vrhom ili onu s našiljenim vrhom. Oblik elektrode sa
zaobljenim vrhom koristi kod zavarivanja izmjeničnom strujom, tj. zavarivanja
aluminija i magnezija. Našiljena elektroda upotrebljava se kod zavarivanja
istosmjernom strujom, tj. zavarivanja svih materijala osim aluminija i magnezija.
Trajnost elektrode početne dužine 170 mm u idealnom je slučaju oko 30 sati rada [14,
16].
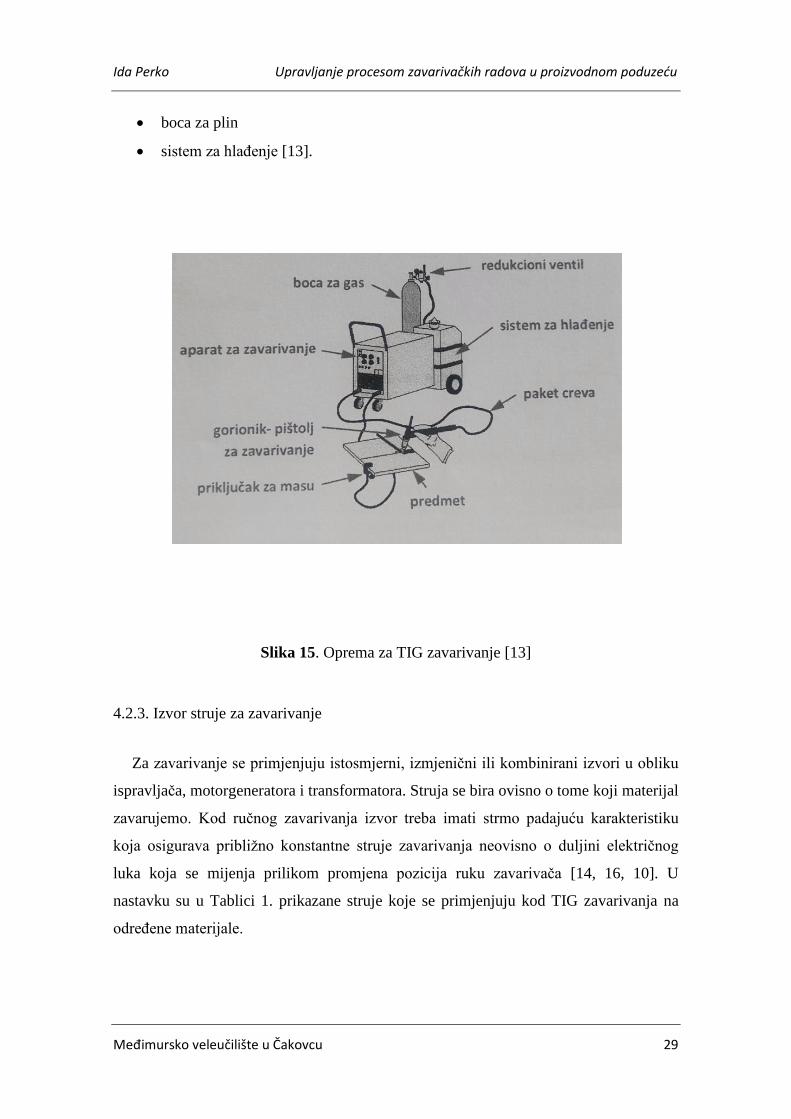
4.2.2. Oprema kod TIG zavarivanja
Osnovnu opremu kod TIG uređaja za zavarivanja čine sljedeći elementi:
• aparat za zavarivanje
• pištolj s cijevnim paketom
• kabel s kliještima za priključenje mase
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 29
• boca za plin
• sistem za hlađenje [13].
Slika 15. Oprema za TIG zavarivanje [13]
4.2.3. Izvor struje za zavarivanje
Za zavarivanje se primjenjuju istosmjerni, izmjenični ili kombinirani izvori u obliku
ispravljača, motorgeneratora i transformatora. Struja se bira ovisno o tome koji materijal
zavarujemo. Kod ručnog zavarivanja izvor treba imati strmo padajuću karakteristiku
koja osigurava približno konstantne struje zavarivanja neovisno o duljini električnog
luka koja se mijenja prilikom promjena pozicija ruku zavarivača [14, 16, 10]. U
nastavku su u Tablici 1. prikazane struje koje se primjenjuju kod TIG zavarivanja na
određene materijale.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 30
Tablica 1. Primjena struja kod TIG zavarivanja
Izvor: I. Juraga, K. Ljubić, M. Živčić, I. Garašić; Pogreške u zavarenim spojevima, Četvrto prerađeno i
dopunjeno izdanje, Zagreb, 2015
4.4. Stanje ponude opreme za zavarivanje na tržištu
Analizom potrebnih zahtjeva za funkcionalnošću opreme za zavarivanje napravljeno
je istraživanje ponude takve opreme na domaćem tržištu. Dobivene ponude za TIG
uređaje prikazane su u Tablici 2, a ponude za MIG/MAG uređaje u Tablici 3.
Tablica 2. Ponuda opreme za TIG zavarivanje
TIG
PROIZVOĐAČ NAZIV
UREĐAJA
RASPON STRUJA ZA
ZAVARIVANJE NAPON INTERMITENCIJA CIJENA OSIGURAČ
A Kemppi
MasterTig 35 ACDC G
3-300 A 10-22 V
300 A / 40% 35 000
KN 16 A 230 A / 60%
190 A / 100%
B VARTIG 3500 AC/DC digit
4-300 A 10,2–22 V
40% - 300 A 34.500
kn 20 A 60% - 245 A
100% - 190 A
C MAGICWAVE
3000 3-300 A
10,1-22 V
300A / 35% 36 170
kn 16 A 250A / 60%
200A / 100%
Izvor: Ida Perko
VRSTA STRUJE ZAVARLJIVI MATERIJALI
istosmjerna elektroda (-) pol svi materijali osim Al i Mg i njihovih legura
izmjenična ili impulsna Al i Mg i njihove legure
istosmjerna elektroda (+) pol posebni slučajevi

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 31
Tablica 3. Ponuda opreme za MIG/MAG zavarivanje
MIG-MAG
PROIZVOĐAČ NAZIV
UREĐAJA
RASPON STRUJA ZA
ZAVARIVANJE NAPON INTERMITENCIJA CIJENA OSIGURAČ
A TRANSSTEEL 4000 Pulse
W 10-400 A
14,5-34 V
320A / 100% 49 648
kn 35 A 365A / 60%
320A / 100%
B Welbee P
400 30-400 A
15,5-34 V
400 A /50% 39 000 kn
35 A 370 A /100%
C SIGMA
SELECT S 400
15-400 A 15-34 V 300 A / 100% 63 438
kn 20 A
370 A / 60 %
Izvor: Ida Perko
Iz prikazanih ponuda analizom tehnoloških specifikacija zaključujemo da postojeći
dobavljači s domaćeg tržišta mogu ponuditi adekvatnu opremu za zavarivanje vrlo
kompleksnih konstrukcija kao što je odabrana konstrukcija transformatora u ovom radu.
Kako su uređaji zatraženi za zavarivanje odabrane konstrukcije u završnom radu tako su
im i vrijednosti raspona struja i napona zavarivanja identične ili jednake, stoga kako
bismo odabrali optimalan uređaj za izdvojene ponude, gledamo intermitenciju uređaja te
cijenu. Pažnju je potrebno posvetiti i dodatnim karakteristikama uređaja, vrstama
upravljanja, mogućnostima softvera, dodatnim prednostima napredne tehnologije i sl.
Ako u obzir uzmemo najvažniji podatak, intermitenciju, sa sigurnošću možemo
zaključiti da bi se kod TIG zavarivanja odlučili na proizvod proizvođača C, a kod
MIG/MAG bismo za optimalnu ponudu izabrali uređaj proizvođača B. Cjenovni razred
u kojem se može nabaviti tražena oprema je od 35 000 do 36 170 kn za TIG sustava i od
39 000 do 63 438 kn za MIG/MAG sustave.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 32
5. OZNAČAVANJE ZAVARENIH SPOJEVA
Da bi čitanje zavara s nacrta bilo jednostavno i razumljivo potrebno je definirati
osnovne položaje zavarivanja, oznake postupaka zavarivanja te vrste i oznake zavarenih
spojeva. Ovo poglavlje nam zapravo predstavlja sve termine s kojima se kasnije
susrećemo u praktičnom dijelu završnog rada.
5.1. Označavanje postupaka elektrolučnog zavarivanja
Označavanje i klasifikacija postupaka zavarivanja definirani su u normi HR EN ISO
4063:2012 Zavarivanje i srodni postupci – Nomenklatura postupaka i referentni brojevi.
Svaki postupak zavarivanja označen je svojim referentnim brojem koji se sastoji od tri
znamenke. Ovaj sustav označavanja primjenjuje se u listama koje se odnose na
planiranje i kontrolu zavarivanja te na nacrtima. Tri najvažnija i najzastupljenija
elektrolučna postupka označuju se na sljedeći način: [18, 19]
• 131 elektrolučno zavarivanje taljivom elektrodom u zaštiti inertnog plina (MIG)
• 135 elektrolučno zavarivanje taljivom elektrodom u zaštiti aktivnog plina (MAG)
• 141 elektrolučno zavarivanje netaljivom volframovom elektrodom u zaštiti inertnih
plinova (TIG) [18, 19].
5.2. Označavanje položaja zavarivanja
Označavanje položaja zavarivanja definirano je i prikazano u normi HRN EN ISO
6947:2012 Zavarivanje i srodni postupci – Položaji pri zavarivanju. U ovoj normi
opisuje se relativan položaj u prostoru između radnog komada i električnog luka te
njegov smjer gibanja. U Tablici 4. prikazan je položaj zavarivanja i pripadajuća oznaka
[18].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 33
Tablica 4. Položaji zavarivanja i označavanje
POLOŽAJ ZAVARIVANJA
OZNAKA POLOŽAJA
ZAVARIVANJA
Položeni PA
Vodoravno-okomiti PB
Vodoravni PC
Vodoravno-nadglavni PD
Nadglavni PE
Okomiti PF, PG
Izvor: I. Juraga, K. Ljubić, M. Živčić, I. Garašić; Pogreške u zavarenim spojevima, Četvrto prerađeno i
dopunjeno izdanje, Zagreb, 2015
5.3. Vrste i označavanje zavarenih spojeva
Oblici i vrste zavara opisani su i definirani u normi HRN EN ISO 17659:2007
Zavarivanje – Višejezični nazivi zavarenih spojeva sa slikama. Prema toj normi
zavareni se spojevi dijele na više skupina: paralelni, kutni, preklopni, križni, T-spoj,
rubni i višestruki (Slika 16). U praksi se najviše primjenjuju i zavaruju kutni te sučeljeni
spojevi [18].
Slika 16. Nazivi i oznake zavarenih spojeva [20]
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 34
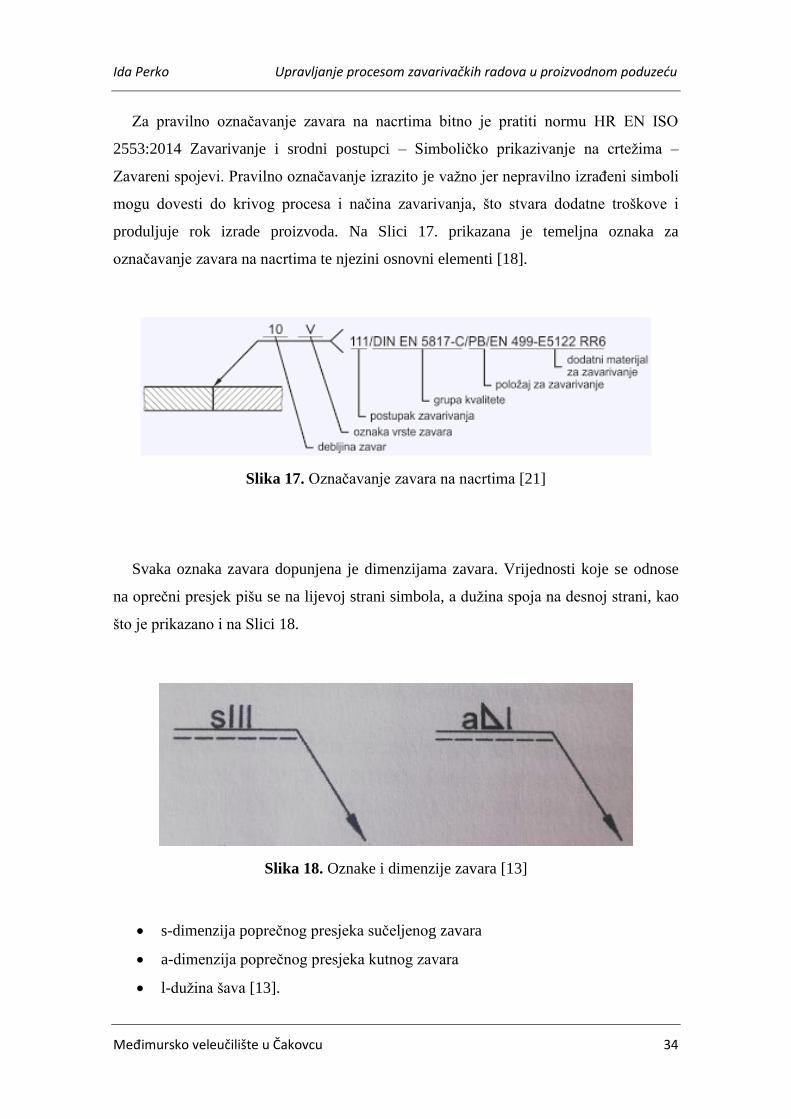
Za pravilno označavanje zavara na nacrtima bitno je pratiti normu HR EN ISO
2553:2014 Zavarivanje i srodni postupci – Simboličko prikazivanje na crtežima –
Zavareni spojevi. Pravilno označavanje izrazito je važno jer nepravilno izrađeni simboli
mogu dovesti do krivog procesa i načina zavarivanja, što stvara dodatne troškove i
produljuje rok izrade proizvoda. Na Slici 17. prikazana je temeljna oznaka za
označavanje zavara na nacrtima te njezini osnovni elementi [18].
Slika 17. Označavanje zavara na nacrtima [21]
Svaka oznaka zavara dopunjena je dimenzijama zavara. Vrijednosti koje se odnose
na oprečni presjek pišu se na lijevoj strani simbola, a dužina spoja na desnoj strani, kao
što je prikazano i na Slici 18.
Slika 18. Oznake i dimenzije zavara [13]
• s-dimenzija poprečnog presjeka sučeljenog zavara
• a-dimenzija poprečnog presjeka kutnog zavara
• l-dužina šava [13].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 35
6. POGREŠKE U ZAVARENIM SPOJEVIMA
Iako je napredak tehnologije pospješio postupak zavarivanja i smanjio sve moguće
pogreške uzrokovane korištenjem uređaja, još je uvijek prisutna pojava pogrešaka i
nepravilnosti u materijalima pod utjecajem zavarivanja. Pojava pogrešaka u zavarenom
spoju posljedica je raznih metalurških, tehnoloških i eksploatacijskih čimbenika.
Najčešće do pojave defekata dolazi prilikom lošeg pristupa zavarivanju bez edukacija ili
nepravilnog pristupa kontroli kvalitete. U najgorem mogućem slučaju nepravilnosti, tj.
pogreške budu otkrivene otkazivanjem ili havarijom određene konstrukcije ili
proizvoda, no s današnjom opremom, pravilnom edukacijom i stručnim pristupom
procesu zavarivanja i kontroli spojeva ovakve je situacije moguće uvelike izbjeći.
Prekasno otkrivanje grešaka iziskuje veće i skuplje sanacije. Također, moguće su
pravne posljedice i odgovornosti. Svaki proizvod izveden od procesa zavarivanja treba
ispunjavati tri bitna uvjeta, a to su: trajnost proizvoda, kvaliteta proizvoda i sigurno
korištenje proizvoda.
Pogreške koje se javljaju možemo podijeli u dvije osnovne skupine, a to su vidljive
pogreške i one nevidljive. Vidljive pogreške mogu se vrlo lako otkriti, prepoznati,
definirati, klasificirati i ocijeniti vizualnom kontrolom ili nekom drugom metodom bez
razaranja. Nevidljive ili latentne pogreške ne mogu se otkriti metodama bez razaranja,
ali uvelike utječu na svojstva i kvalitetu zavarenog spoja, pa čak i na kvalitetu cijele
konstrukcije. Otkrivanje takvih pogrešaka moguće je jedino složenim razornim,
metalografskim i drugim ispitivanjima koja iziskuju dugi tijek ispitivanja i visoku cijenu
provedbe ispitivanja [18].
6.1. Čimbenici koji utječu na svojstva zavarenog spoja
Kao što smo već spomenuli, glavni čimbenici koji utječu na pojava pogrešaka u
zavarenim spojevima su metalurški, tehnološki i eksploatacijski.
Metalurški čimbenici su oni koji se u materijal unose preko osnovnog, dodatnog i
potrošnog materijala, a neki od njih su:
• svojstvo i stanje osnovnog materijala.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 36
• svojstvo dodatnog materijala.
• svojstvo potrošnog materijala.
• svojstvo zone protaljivanja.
• svojstvo zone utjecaja topline (ZUT) [19].
Tehnološki čimbenici uzrokovani su loše propisanom tehnologijom ili nekvalitetnim
izvođenjem zavarivačkih radova. Neki od njih su:
• izbor vrste zavarenog spoja.
• oblik pripreme žlijeba.
• odabrani parametri zavarivanja,
• redoslijed i tehnika zavarivanja.
• unos topline.
• brzina hlađenja.
• naknadna toplinska obrada [19].
Na eksploatacijske čimbenike utječe način iskorištavanja zavarene konstrukcije ili
proizvoda. Neki od razloga koji uvjetuju ove čimbenike su:
• pretpostavljeni rok trajanja konstrukcije.
• preopterećenje.
• šok
• korozija
• erozija
• utjecaj radnog medija
• utjecaji nastali djelovanjem okoliša [19].
6.2. Osnovne vrste pogrešaka u zavarenim spojevima
Pogreške koje nastaju u metalnim materijalima na kojima su zavari izvedeni
taljenjem su objašnjene, obrađene, sistematizirane i opisane u normi HRN EN ISO

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 37
6520-1:2008 Zavarivanje i srodni procesi – Razredba geometrijskih nepravilnosti u
metalnim materijalima – 1. dio: Zavarivanje taljenjem. Prema ovoj normi razlikujemo
šest skupina pogrešaka koje su prikazane u Tablici 5. te opisane u nastavku završnog
rada [18].
Tablica 5. Klasifikacija pogrešaka
VRSTA POGREŠKE OZNAKA POGREŠKE
PUKOTINE 100
ŠUPLJINE I POROZNOST 200
ČVRSTI UKLJUČCI 300
NEPOTPUNO SPAJANJE I
PROVARIVANJE 400
NEPRAVILNI OBLIK I DIMENZIJE 500
OSTALE NEPRAVILNOSTI 600
Izvor: I. Juraga, K. Ljubić, M. Živčić, I. Garašić; Pogreške u zavarenim spojevima, Četvrto prerađeno i
dopunjeno izdanje, Zagreb, 2015
6.2.1. Pukotine
Pukotine su najopasnije i najštetnije pogreške koje nastaju u zavarenim spojevima.
Svojom pojavom utječu na nosivost i kvalitetu zavarene konstrukcije, što kasnije može
rezultirati teškim posljedicama. Njihova pojava i uzročnost moguća je tijekom ili nakon
procesa zavarivanja. Pukotine definiramo kao mjestimično razdijeljen materijal u
zavarenom spoju koji nastaje zbog loma u čvrstom stanju koji nastaje prilikom
zavarivanja, tj. zbog učinka hlađenja i naprezanja materijala (Slika 19). Zbog njihove
geometrije znatno se smanjuje nosivi presjek, što rezultira lošom čvrstoćom spoja.
Prema uzroku i vremenu na stajanja pukotine mogu biti:
• tople pukotine ili mikropukotine koje nastaju prilikom procesa hlađenja na višim
temperaturama.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 38
• hladne pukotine ili inducirane vodikom su zakašnjele pukotine koje najčešće
nastaju poslije završnog zavarivanja na temperaturi nižoj od 300°C, a uglavnom
se pojavljuju kod čelika visoke čvrstoće i većih debljina.
• pukotine uslijed žarenja koje se pojavljuju nakon zavarivanja i ovise o toplinskoj
obradi zavarenih spojeva
• lamelarne pukotine nastale lamelarnim odvajanjem [18, 22].
Slika 19. Pukotina [18]
Pukotine se ne mogu u potpunosti izbjeći, ali ih je moguće značajno smanjiti, pa i
djelomično ukloniti. Kako bismo smanjili mogućnost pojave ovih nepravilnosti trebali
bismo birati konstrukcijska rješenja sa što manjim udjelom ukrućenosti u spoju kao i
spojeve sa što manjom količinom i udjelom nepotrebno unesenog dodatnog materijala.
Uz to posebnu pozornost treba obratiti na to da izbor postupka zavarivanja bude
odgovarajuć za materijal i konstrukciju. Također, parametri trebaju biti u skladu sa
standardima i uvjetima. Bitno je napomenuti da unos toplinske energije ima vrlo visoku
važnost jer premali unos topline u materijal povećava mogućnost pojave hladnih
pukotina, dok preveliki unos toplinske energije u materijal uzrokuje pogrubljenje zrna,
što utječe na žilavost, pa se povećava mogućnost pojave toplih pukotina [18].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 39
6.2.2. Šupljine
Šupljine (poroznosti) predstavljaju pogreške u zavarenom spoju kao mjesta koja su
ispunjena stlačenim plinom. Šupljine se javljaju u različitim dimenzijama i oblicima, pa
su neke indikacije vidljive golim (Slika 20), dok druge nisu. Poroznost nastaje u
trenutku hlađenja taline. U tom procesu plinovi naglo izranjaju pod pojavnim oblikom
mjehurića. Plinovi ostaju zarobljeni u zavarenom spoju u situaciji kada je brzina
izlučivanja istih plinova manja od brzine skrućivanja materijala. Prilikom izlaska na
površinu iz zavara, mjehurići plina ostavljaju vidljive nepravilnosti na zavarenoj
površini. Veličina nepravilnosti, tj. šupljina ovisi o količini upijenog, a kasnije izlaznog
plina iz taline metala zavara i brzini skrućivanja. Poroznost bitno utječe na čvrstoću
zavarenog spoja. Najveća opasnost je na mjestima gdje je više šupljina u blizini pa one
međusobnim spajanjem mogu izazvati još štetnije pukotine. Glavni uzroci poroznosti
su:
• nečistoća
• prisutnost vlage na mjestima zavara i materijalima koji se dodaju
• niska zaštita zavarivačkog procesa
• krivo odabrani parametri zavarivanja i neadekvatna tehnika rada zavarivanja
[18].
Slika 20. Površinske pore [18]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 40
Pogreške poroznosti mogu se popravljati tako da ih se postupcima poput žlijebljenja i
brušenja potpuno ukloni, a zatim se ponovi zavarivanje koje treba biti kvalitetnije i
ispravnije. Kako bismo smanjili mogućnost pojave poroznosti bitno se pridržavati nekih
uputa kao što su čišćenje površine, odmašćivanje spoja netom prije procesa zavarivanja,
uklanjanje debelih slojeva oksida netom prije zavarivanja aluminija i njegovih legura,
pravilno kontroliranje električnog luka i održavanje pravilne dužine, dovoljna količina
zaštitnog plina i osiguravajuća čistoća, sušenje elektroda i praškova prije zavarivanja,
odabir ispravnog uređaja za zavarivanje kao i prethodno spomenuta odgovarajuća
tehnika rada i ispravno odabrani parametri zavarivanja [18].
6.2.3. Čvrsti uključci
Čvrsti uključci su zapravo strana tijela u metalu zavara. Oni mogu biti prisutni u
oblicima nemetala i metala. Nemetalni su troska (Slika 21) i prašak, a metalni uključak
volframove elektrode ili djelić bakra koji nastaje prilikom zavarivanja bakrene podloge.
Glavni nastanak stranih tijela je nekvalitetno i nedovoljno čišćenje između slojeva
zavara, najčešće u područjima žlijeba ili uz njega. Utjecaj na kvalitetu zavarenog spoja
ovisi o količini, obliku i dimenziji uključka, ali bez obzira na to oni utječu na čvrstoću
spoja te uzrokuju pojačanu koncentraciju nepoželjnog naprezanja u zavaru. Kako bismo
izbjegli pojavu neželjenih uključaka potrebno je slijediti sljedeća pravila:
• ispravna priprema spoja koji se zavaruje i ispravni kut žlijebnog otvora
• kod višeslojnog zavarivanja obaviti temeljito čišćenje troske među slojevima
• uklanjanje nepoželjnih indikacija (ispupčenje prethodnog sloja,oštri prijelazi...)
• odabrati pravilne parametre i primijeniti ispravnu tehniku rada
• ukloniti oksidni sloj prilikom zavarivanja aluminija i njegovih legura
• ako se zavaruje aluminij i njegove legure TIG postupkom, tada treba pripaziti da
se talina zavara ne dodiruje s vrhom volframove elektrode [18].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 41
Slika 21. Uključci troske u zavarenom spoju [18]
6.2.4. Naljepljivanje i nedovoljni provar
Naljepljivanje nastaje kao posljedica nepostojeće čvrste strukturne veze u samom
zavarenom spoju ili u navaru spoja. Prilikom procesa zavarivanja taljenjem dolazi do
nalijeganja taline dodanog materijala na hladnu nepretaljenu površinu zavarenog spoja
ili prije nanesenog sloja zavara. Takva mjesta izazivaju izostanak čvrstoće spoja.
Nepravilna priprema spoja kao i pogrešno odabrani parametri zavarivanja i loša tehnika
rada glavni su uzroci naljepljivanja.
Nepotpuni provar situacija je prilikom zavarivanja u kojoj dolazi do nedovoljnog
pretaljivanja po cijelom presjeku spoja koji se zavaruje, što bi značilo da ne dolazi do
provarivanja korijena u zavaru kao što je prikazano i na Slici 22. Uzroci su jednaki kao i
kod naljepljivanja.
Kako bismo izbjegli ove pogreške potrebnu je veliku pažnju obratiti na MIG/MAG
zavarivanje, koje je najčešći uzrok ovih grešaka, odabrati pravilne parametre i koristiti
pravilne tehnike rada [18].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 42
Slika 22. Nepotpuni provar [18]
6.2.5. Pogreške oblika zavara
Ova skupina pogrešaka predstavlja svako odstupanje zavara od njegova zadanog
oblika. Osim estetskog izgleda one uvelike utječu na nosivost spoja i kvalitetu
konstrukcije ili proizvoda. Određivanje pogreška oblika zavara vrlo je jednostavno jer
su one vidljive golim okom, pa su prilikom kvalitetne vizualne kontrole vrlo dobro
uočljive. Greške koje se najviše pojavljuju su sljedeće: zajedi, preveliko nadvišenje
zavara, prokapljine, oštri prijelazi kod zavara (Slika 23), preklapanje zavara, ulegnuće
zavara te nepravilan izgled zavara (širina,površina). Ovakve pogreške izbjegavaju se
pravilno odabranim parametrima zavarivanja te prikladnom tehnikom rada uz kvalitetno
i stručno osoblje koje provodi postupak [18].

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 43
Slika 23. Oštri prijelaz kod zavara
6.2.6. Ostale pogreške
Ova skupina pogrešaka predstavlja sve pogreške zavarivanja koje se ne mogu
selektirati u prethodno navedene skupine. Uglavnom su to oštećenja materijala na
površini koje nastaju tijekom zavarivanja ili u pripremi za zavarivanje. Većinom su to
sljedeće indikacije:
• oštećenje površine električnim lukom
• onečišćenje kapljicama metala (Slika 24)
• razna mehanička oštećenja
• podbrušenje.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 44
Slika 24. Onečišćenje kapljicama metala

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 45
7. POSTUPCI KONTROLE KOJI SE KORISTE U ISPITIVANJU
PROIZVODA
Za odabrani proizvod u lokalnom poduzeću kupac propisuje zahtjeve i pravila kojih
se izvršitelji koji nude usluge za navedeni proizvod moraju strogo i pravilno pridržavati
kako kasnije ne bi došlo do reklamacija i terećenja. Jedan od glavnih zahtjeva kupca za
odabrani proizvod su obavezna ispitivanja metodama bez razaranja. Kao što sam naziv
govori ove metode ne iziskuju razaranje materijala za ispitivanje. U nastavku su
teorijski obrađena ispitivanja koja su tražili kupci, a to su: vizualno ispitivanje,
ispitivanje penetrantima, magnetsko ispitivanje, ultrazvučno ispitivanje i ispitivanje
nepropusnosti. Sva definirana pravila koja se obrađuju u ovom teorijskom dijelu kasnije
su primijenjena na praktični dio rada.
7.1. Vizualno ispitivanje
Vizualna kontrola predstavlja svaku kontrolu koju obavlja ispitno osoblje uz osnovni
instrument ove kontrole, a to je ljudsko oko. Nadležno osoblje i kadar koji provodi
vizualnu metodu mora ispunjavati neke zakonske uvjete kako bi ispitivanje bilo važeće i
ispravno. Potrebna je važeća osposobljenost i certifikacija osoblja u skladu s HRN EN
473 ili HRN EN ISO 9712 te važeća uvjerenja. Nužno je poznavati sadržaj potrebnih
standarda, pravila i specifikacija. Nadležno osoblje treba biti dobro upućeno u
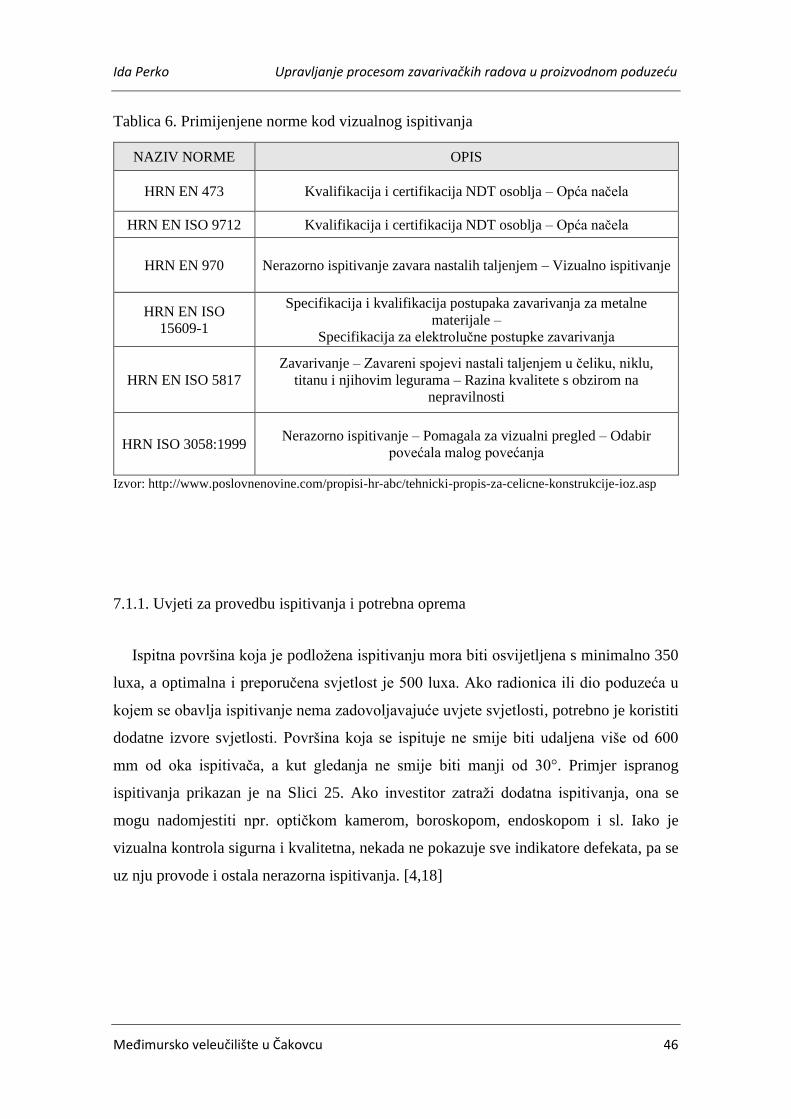
specifikacije zavarivanja za spoj ili proizvod koji se ispituje i ocjenjuje. U Tablici 6.
prikazane su norme na koje se ovaj tip ispitivanja poziva [4].
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 46
Tablica 6. Primijenjene norme kod vizualnog ispitivanja
NAZIV NORME OPIS
HRN EN 473 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HRN EN ISO 9712 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HRN EN 970 Nerazorno ispitivanje zavara nastalih taljenjem – Vizualno ispitivanje
HRN EN ISO
15609-1
Specifikacija i kvalifikacija postupaka zavarivanja za metalne
materijale –
Specifikacija za elektrolučne postupke zavarivanja
HRN EN ISO 5817
Zavarivanje – Zavareni spojevi nastali taljenjem u čeliku, niklu,
titanu i njihovim legurama – Razina kvalitete s obzirom na
nepravilnosti
HRN ISO 3058:1999 Nerazorno ispitivanje – Pomagala za vizualni pregled – Odabir
povećala malog povećanja
Izvor: http://www.poslovnenovine.com/propisi-hr-abc/tehnicki-propis-za-celicne-konstrukcije-ioz.asp
7.1.1. Uvjeti za provedbu ispitivanja i potrebna oprema
Ispitna površina koja je podložena ispitivanju mora biti osvijetljena s minimalno 350
luxa, a optimalna i preporučena svjetlost je 500 luxa. Ako radionica ili dio poduzeća u
kojem se obavlja ispitivanje nema zadovoljavajuće uvjete svjetlosti, potrebno je koristiti
dodatne izvore svjetlosti. Površina koja se ispituje ne smije biti udaljena više od 600
mm od oka ispitivača, a kut gledanja ne smije biti manji od 30°. Primjer ispranog
ispitivanja prikazan je na Slici 25. Ako investitor zatraži dodatna ispitivanja, ona se
mogu nadomjestiti npr. optičkom kamerom, boroskopom, endoskopom i sl. Iako je
vizualna kontrola sigurna i kvalitetna, nekada ne pokazuje sve indikatore defekata, pa se
uz nju provode i ostala nerazorna ispitivanja. [4,18]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 47
Slika 25. Pravilno vizualno promatranje površina [4]
7.1.2. Provedba ispitivanja
Opseg ispitivanja definiran je osnovnim standardom izrade proizvoda, odnosno
konstrukcije ili u dogovoru s naručiteljem radova. Osobi koja obavlja vizualno
ispitivanje mora biti na dispoziciji sva potrebna tehnička dokumentacija i propisi.
Zavari koji se ispituju moraju se ispitivati odmah po izvršenom postupku – zavarivanju
jer sve kasnije eventualne promjene površine zavara mogu stvoriti krivu sliku defekata
pri ispitivanju. Uz to potrebno je provesti ispitivanja netom prije te tijekom samog
procesa zavarivanja. [4,18]
Prije početka zavarivanja svaki spoj obavezno pregledavamo i analiziramo, posebnu
pozornost prilikom ispitivanja trebamo obratiti na sljedeće parametre:
• način pripreme spojeva kontrolirati prema WPS listama, a geometrija spoja treba
biti u skladu s ugovorenim standardom
• površine spoja za zavarivanje moraju neposredno prije centriranja i pripajanja
biti čiste, bez boje, ulja, masti, hrđe i ostalih tvari koje bi mogle štetno djelovati
na kvalitetu i estetiku zavara
• prije centriranja, rubovi svih spojeva moraju se pregledati radi eventualnih
udubljenja, brazda, spljoštenosti i iskrivljenosti; sva takva oštećenja moraju biti

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 48
popravljena prije početka zavarivanja; rubove spojeva koji su toliko oštećeni da
više ne zadovoljavaju specifikaciju spoja potrebno je ponovo skositi
• rubove koji se spajaju centrirati unutar postojećih tolerancija prema WPS
listama i projektnoj dokumentaciji
• kod centriranja sva odstupanja (po promjeru, debljini stijenke) moraju se
otkloniti prije zavarivanja; eventualne razlike u dimenzijama spoja moraju biti
jednoliko raspoređene po cijelom opsegu spoja i u skladu s WPS listama,
projektnom dokumentacijom i s ugovorenim standardom
• pri zavarivanju šavnih cijevi, šavovi se ne smiju poklapati i ne smiju se nalaziti u
horizontalnoj ili vertikalnoj osi cijevi; moraju biti pomaknuti minimalno 100
mm jedan od drugoga
• prije početka zavarivanja prekontrolirati dodatni materijal za zavarivanje koji
mora biti u skladu s WPS listama; sav dodatni materijal koji nije u skladu s WPS
listama odstraniti s radnog mjesta.
Tijekom zavarivanja potrebno je kontrolirati parametre zavarivanja koji moraju biti u
skladu s WPS listama, odnosno atestiranim postupcima zavarivanja:
• kontrolirati tehniku rada zavarivača koja mora biti u skladu s WPS listama,
odnosno atestiranim postupcima zavarivanja
• kontrolirati sušenje dodatnog materijala koje mora biti u skladu s WPS listama,
odnosno atestiranim postupcima zavarivanja
• tijekom zavarivanja kontrolirati pridržavanje redoslijeda zavarivanja koje mora
biti u skladu s WPS listama, odnosno atestiranim postupcima zavarivanja
• sve uočene nepravilnosti nastale tijekom zavarivanja u jednom sloju (pukotine,
uključci, udubljenja, nadvišenja itd.) moraju se odstraniti prije nastavka
zavarivanja sljedećeg sloja
• prije početka zavarivanja sljedećeg sloja obavezno očistiti prethodno nanesen
sloj i prekontrolirati ga po cijelom opsegu spoja.
Nakon završenog procesa zavarivanja potrebno je kontrolirati geometriju zavarenog
spoja, njegov izgled te detektirati površinske greške. Pogreške trebaju biti kontrolirane i

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 49
zbrinute na onaj način koji očekuje kupac. Jedan od najčešćih standarda koje kupac
očekuje je HRN EN ISO 5817.
Nakon završetka zavarivanja zavara potrebno je s njega skinuti trosku, očistiti ga, a
površinski vidljive defekte ukloniti brušenjem. Tek tada je dozvoljeno vizualno ispitati
zavar. Mjesto ispitivanja mora biti čisto, tj. bez udubljenja, nadvišenja, ugorina ili
ostataka od uklonjenih prethodnih pomoćnih naprava. Ako se zahtijeva naknadna
obrada zavara, npr. brušenjem, zavar mora biti jednoliko obrađen po cijeloj površini i
kao takav se može ispitivati. Osobitu pozornost treba obratiti pri naknadnoj obradi
kutnih zavara brušenjem kako bi se izbjegli zarezi i zajedi nastali brušenjem. [4,18]
Nakon dorade i čišćenja zavara možemo pristupiti vizualnom ispitivanju u skladu s
tehničkom dokumentacijom i standardima koje smo ugovorili s kupcima. U nastavku su
navedeni parametri koji se kontroliraju u ovoj fazi ispitivanja.
• izgled zavara, odnosno jednolikost širine, nadvišenja, ulegnuća i kompaktnosti
• širina zavara, tj. udaljenost od ruba osnovnog materijala koja mora biti u skladu
s ugovorenim standardom, odnosno WPS listama
• zajedi i ugrizi na krajevima zavara koji moraju biti u skladu s ugovorenim
standardom, odnosno WPS listama
• povišenja, odnosno ulegnuća zavara koja moraju biti u skladu s ugovorenim
standardom, odnosno WPS listama.
Prilikom ispitivanja korijena i lica zavara posebnu pozornost treba obratiti na dubinu
penetracije korijena, eventualnu udaljenost korijena, pukotine bilo koje vrste, poroznost,
ugorine te kapljice metala i zajede po cijelom opsegu zavara. Oni moraju biti manji od
vrijednosti koju je odredio kupac, tj. manji od ugovorenog standarda. Površina koja se
ispituje odnosi se na ZUT i osnovni materijal u onim područjima gdje se zavaruje.
Također se ispituju i sva područja na metalu koja se nalaze oko zavara koja su služila za
provarivanje pomoćnih naprava ili stega. Nakon njihova uklanjanja ta se mjesta
pregledavaju po istim kriterijima kao i zavar. Ako se vizualno ispitivanje mora obavljati

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 50
na onim zavarima koji se toplinski obrađuju nakon zavarivanja, ono će se obaviti poslije
izvršene toplinske obrade, a ne poslije obavljenog zavarivanja spoja, i to u skladu s
ugovorenim standardom i tehničkom dokumentacijom. Ako nakon izvršenih ispitivanja
nerazornim metodama ustanovimo da zavar ne zadovoljava standardom tražene uvjete i
zahtjeve kvalitete, zavar se popravi djelomično ili u potpunosti, a novo vizualno
ispitivanje obavlja se tijekom radova popravka. U trenutku kada se detektira greška
prilikom ispitivanja te ustanovi da zavar ne zadovoljava traženu kvalitetu samo na
jednom dijelu, tada se pristupa djelomičnom popravku detektiranog defektnog dijela
zavara. Nakon što je pronađena i izvađena greška te je zavar pripremljen za ponovno
zavarivanje, taj se dio podliježe vizualnom ispitivanju koje je podijeljeno u tri faze, isto
kao i kod početnog zavarivanja, a to su kontrola prije zavarivanja, tijekom zavarivanja
te poslije zavarivanja. Prije početka zavarivanja kontrolira se je li defekt u potpunosti
izvađen. Dužni smo izmjeriti dubinu, širinu i kut nagiba popravka kako bi se kvalitetno
mogao popraviti zavar. Sve dok ti uvjeti nisi zadovoljeni, ne smije se početi zavarivati.
Kontrola tijekom zavarivanja jednaka je ispitivanju osnovnog dijela, što je objašnjeno u
jednoj od prethodnih točaka. Završnu kontrolu obavljamo nakon svih potpuno završenih
popravaka i nakon uklanjanja pomičnih naprava, a kriterij prihvatljivosti zavara jednak
je kriteriju osnovnog zavara. Ako se popravak obavlja na toplinski tretiranim zavarima,
nakon završetka mora se toplinski tretirati te potom vizualno ispitati. U slučaju da se na
zavaru ne detektira samo dio koji je defektan, već da cijeli zavar ne zadovoljava traženu
kvalitetu, zavar se u potpunosti izrezuje i popravlja. Vizualno ispitivanje potpunog
popravljenog zavara provodi se kao i kod ispitivanja osnovnog zavara. Nakon provedbe
ispitivanja potrebno je izraditi dokumentaciju/izvješće o rezultatima ispitivanja. [4,18]
7.2. Penetrantsko ispitivanje
Ispitivanje penetrantima jedna je od najraširenijih metoda ispitivanja zavarenih
spojeva jer su glavne karakteristike ispitivanja jednostavnost, ekonomičnost i visoka
pouzdanost. Osnova metode je prodiranje tekućih penetranata, tj. ispunjavanje šupljina
na površini zavara i oslikavanje iste greške kasnije. Takvo provođenje ispitivanja vrlo je
jednostavno i fleksibilno, ali potreban je veliki oprez i stručna osposobljenost ispitivača.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 51
Prednost penetranata nad direktnom vizualnom kontrolom je ta što oni pružaju
pouzdaniji pregled greške koju je lakše uočiti golim okom. Moguće je da se tijekom
vizualne kontrole najmanje greške ne primijete, što kod penetranata nije slučaj jer oni
ispunjavaju i najmanje šupljine. Penetrantsko ispitivanje moguće je provoditi i na terenu
kao i u zatvorenim prostorima. Može se primjenjivati za konstrukcije i sklopove
različitih dimenzija i oblika bez obzira na materijal, iako se prvenstveno koristi za
ispitivanje na austenitnim nehrđajućim čelicima. Stručno osoblje koje provodi
ispitivanje obavezno treba biti osposobljeno i certificirano u skladu s HRN EN 473 ili
HRN EN ISO 9712. Također, treba posjedovati važeća uvjerenja. Ispitno osoblje treba
biti upoznato sa svim u tu svrhu poznatim standardima, pravilima, specifikacijama i
normama, kao i sa specifikacijom zavarivanja za spoj ili proizvod koji ispituje. U
Tablici 7. prikazani su dokumenti vezani uz penetrantsko ispitivanje i njihova definicija.
[4]
Tablica 7. Primijenjene norme kod penetrantskog ispitivanja
NAZIV NORME OPIS
HRN EN 473 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HRN EN ISO 9712 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HRN EN ISO 571-1 Penetrantsko ispitivanje – Opća načela
HRN EN ISO 571-2 Penetrantsko ispitivanje – Testiranje penetrantskih materijala
HRN EN ISO 5817 Zavarivanje – Zavareni spojevi nastali taljenjem u čeliku, niklu, titanu i
njihovim legurama – Razina kvalitete s obzirom na nepravilnosti
HRN EN ISO
12062 Nerazarajuće ispitivanje zavara – Opća pravila za metalne materijale
HRN EN ISO
23277
Nerazorno ispitivanje zavara – Penetrantsko ispitivanje – Stupnjevi
prihvatljivosti
Izvor: http://www.poslovnenovine.com/propisi-hr-abc/tehnicki-propis-za-celicne-ko nstrukcije-ioz.asp

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 52
Ispitivanje se provodi u skladu s projektnom dokumentacijom ili prema zahtjevima
kupca. Prije penetrantske kontrole obavezno je vizualno ispitivanje zavara koji
odgovaraju zahtjevima klase prema HR EN ISO 5817. Završno ispitivanje obavlja se
nakon zadnje toplinske obrade i/ili nakon strojne obrade i brušenja ako to nije drugačije
definirano i određeno. Zavar se ne smije ispitati prije minimalnog vremena držanja
poslije zavarivanja prema normi EN 1090-2 koje je prikazano na Slici 26. U nastavku je
objašnjena provedba ispitivanja penetrantima. [4,18]
Slika 26. Minimalno vrijeme držanja
7.2.1. Priprema površine
Površina koja se ispituje penetrantima treba biti obavezno suha i očišćena od hrđe,
masti, boja, nečistoća, oksida i kapljica koje nastaju prilikom zavarivanja. Ako se
navedene nečistoće ne uklone, one mogu zatvoriti postojeću grešku koju kasnije
prilikom ispitivanja ne možemo uočiti ili na sebe prikupljaju višak penetranata koji
oslikavaju nepostojeće greške u spojevima. Tretirana površina čisti se deterdžentima,
raznim organskim otapalima, odstranjivačima boje, zračnim ispuhivanjem ili
specijalnim sredstvima za čišćenje spoja. Nakon takvog čišćenja potrebno je očišćenoj
površini omogućiti sušenje koje pri prisutnosti strujanja zraka iznosi od 2 do 5 minuta, a
u uvjetima gdje nema strujanja zraka od 10 do 20 minuta. Osjetljivost ispitivanja
ponajviše ovisi o kvaliteti površine, pa se stoga najpouzdaniji i najkvalitetniji rezultati

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 53
ispitivanja iščitavaju na površinama koje su brušene ili strojno obrađene. Danas je
najčešća kombinacija čistača, penetranta i razvijača koji su pakirani u sprej ambalažu.
[4,18]
7.2.2. Tehnika ispitivanja penetrantima
Postoje osnovne dvije skupine penetranata, a to su obojeni i fluorescenti penetranti.
Obojeni penetranti koriste se kod ispitivanja koje je podloženo dnevnom svjetlu te su
najčešće jarko crvene boje, dok fluorescentni penetranti služe ispitivanju pod
ultraljubičastim svjetlom koje osigurava bolju uočljivost pogrešaka. Na prethodno
očišćenu površinu nanosimo tanak sloj penetranta sprej tehnikom, mazanjem kistom ili
uranjanjem predmeta. Bitno je da naneseni sloj penetranta bude optimalan i
ravnomjeran jer neravnomjerna, prevelika ili premala doza mogu eliminirati neke
greške u spoju. Nakon što površinu podložimo penetrantu potrebno je ostaviti da taj
penetrant prodre kvalitetno. Taj period nazivamo vrijeme prodiranja, a traje 20 minuta.
Ovisno o sredstvu koje se nanosi vrijeme prodiranja može biti i drugačijeg vremenskog
intervala. U pravilu je vrijeme prodiranja penetranta označeno na ambalaži proizvoda.
Vrijeme prodiranja penetranta uvelike ovisi i o vrsti materijala, prethodnoj obradi
materijala i greškama koje se očekuju prilikom ispitivanja. Nakon aktivnog vremena
prodiranja naneseno sredstvo trebamo ukloniti, tj. potrebno je odstraniti višak
penetranta. Penetranti koji se uklanjaju klasificirani su prema tri osnovne metode
njihova uklanjanja: vodoisperivi penetranti, penetranti s naknadnim emulgiranjem te
otapalom odstranjivi penetranti.
Vodoisperive penetrante uklanjamo jednostavno, pomoću obične vode, mlazom
niskog tlaka (tuširanje) ili brisanjem krpom. Kada ispiremo površinu vodom potrebno je
osigurati protok niskog tlaka jer preveliki tlak vode može isprati penetrante koji su se
uvukli u pogreške oblika, stoga je preporučljivo da se umjesto direktnog mlaza voda
nanosi špricanjem kako bi minimalni tlak vode bio ispod 280 kPa. Tijekom ispiranja
bitno je osigurati što kosi kut nanošenja vode (> 45°) kako bismo spriječili izvlačenje
penetranata iz pukotina. Ova metoda je najekonomičnija, ali iziskuje pažljiv i pedantan
pristup.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 54
Penetranti s naknadnim emulgiranjem djeluju tako da penetrant prije ispiranja
tretiramo emulgatorom koji ga čini topljivim u vodi pa ga nakon tretiranja vodom i
ispiremo. Ovaj način je bolji jer nam osigurava kvalitetnije odstranjivanje penetranata,
tj. nije lako izvući penetrant iz pukotina, kao što je slučaj kod običnog ispiranja vodom.
Vrijeme djelovanja emulgatora treba biti strogo kontrolirano kako emulgator ne bi
djelovao na penetrante zaostale u pukotinama.
Otapalom odstranjivi tip penetranta uklanjamo otapalima koje najčešće koristimo za
inicijalno čišćenje površina. Prilikom ove metode odstranjivanje je potrebno provesti
pažljivo jer je metoda osjetljiva, pa vrlo lako možemo odstraniti penetrant iz pukotine.
Tijekom ručnog odstranjivanja penetranta i otapala obavezno moramo smanjiti broj
prijelaza prilikom brisanja jer preveliki broj brisanja dovodi do lošeg iščitavanja
grešaka.
Netom nakon kvalitetnog i stručnog odstranjivanja penetranata tretiranu i ispitanu
površinu sušimo slobodno u zraku ili u struji toplog zraka pod uvjetom da temperatura
ne prelazi 50°C. [4,18]
7.2.3. Nanošenje razvijača
Razvijač je sredstvo koje djeluje na principu izvlačenja penetranta oslikavajući zornu
sliku i prikaz nastalog defekta. Ovaj je način efikasan jer sredstvo razvija puno šupljina
i prolaza koji se ponašaju kao cjevčice, pa stoga dolazi do kapilarnog efekta, tj.
uvlačenja sredstva penetranta u šupljine i prolaze. Razvijač biramo tako da bude u
kontrastu s bojama penetranata kako bi uočljivost defekta bila lakša i pravilnija.
Najčešće se koristi kombinacija bijelog razvijača i obojenih penetranata, što je slučaj i
prilikom našeg ispitivanja. Danas je najčešća upotreba razvijača u obliku spreja.
Prilikom nanošenja sredstva sprej tehnikom prskanje mora biti provedeno s udaljenosti
od najmanje 40 cm. Količina nanesenog sredstva mora biti ravnomjerna i optimalna s
posebnom pažnjom na debljinu nanesenog sloja. Predebeli sloj razvijača može umanjiti
efikasnost razvijača, pa su indikacije manje ili slabije uočljive. Vrijeme razvijanja
sredstva iznosi od 10 do 30 minuta promatranjem indikacija u vremenskim intervalima.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 55
Pregled ispitne površine posljednji je korak ispitivanja pomoću penetranata.
Osoba koja provodi ispitivanje, tj. ispitivač treba posjedovati za to važeća uvjerenja i
certifikate. Pregled obavljamo pod bijelim svjetlom ako se radi o obojenim
penetrantima, pod uvjetom da je jačina bijelog svjetla najmanje 500 luxa, a
preporučljiva je 1000 luxa. Za fluorescentne penetrante potrebno je koristiti posebno
UV svjetlo s minimalnim intenzitetom osvijetljena 1000 μw/〖cm〗^2 uz bijelo
osvjetljenje ambijenta ne većim od 20 luxa. Nakon konačnih rezultata ispitivanja
potrebno je izraditi zapisnik koji sadrži sve podatke vezane uz ispitivanje. Za kriterij
prihvatljivosti koristi se norma HRN ISO 23277 ili neki drugi ugovoreni standard.
[4,18]
Slika 27. Tehnika ispitivanja penetrantima [18]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 56
7.2.4. Prednosti i nedostaci ispitivanja penetrantima
Kao što smo već spomenuli glavne karakteristike penetrantskog ispitivanja su
njegova jednostavnost i ekonomičnost. Ispitivanje je pogodno jer omogućuje dobru
vidljivost svih šupljina koje su vezane uz površinu. Ta vidljivost može se dodatno
pospješiti odgovarajućim izborom penetranta. Cijena izvođenja vrlo je niska jer se ne
zahtijeva dodatna skupa oprema. Oprema je praktična i lako prenosiva, što omogućuje
ispitivanja i na terenu. Ispitivanje je pogodno za gotovo sve materijale. Pri kvalitetnom
prikupljanju rezultata nakon ispitivanja nastale je greške dovoljno fotografirati i priložiti
u dokumentaciju.
Glavnim nedostatkom ove metode smatra se kvaliteta ispitivanja koja ponajviše ovisi
o stručnosti ispitivača te pripremi i stanju tretirane površine koja se podliježe
ispitivanju. Također, ispitivanje je moguće provesti u ograničenim temperaturnim
granicama. Iako kvalitetno izvlači defekte koji imaju izravnu vezu s ispitanom
površinom, za pogreške koje su unutarnje ova metoda nema nikakvog smisla ni efekta.
[4,18]
7.3. Magnetsko ispitivanje
Ispitivanje magnetskim česticama najraširenija je metoda ispitivanja bez razaranja
koja se primjenjuje u praktičnoj uporabi zahvaljujući svojoj jednostavnosti i jakoj niskoj
cijeni uređaja. Veliki se udio primjene metode odnosi na kontrolu zavarenih spojeva, ali
ipak najveću primjenu ima u velikoserijskoj i masovnoj proizvodnji. Metodu možemo
podijeliti ugrubo u dvije osnovne skupine: kontrola feromagnetskih metala i nemetala
te kontrola neferomagnetskih metala i nemetala. Ovom metodom najlakše se otkrivaju
pogreške poput pukotina, zareza i većih uključaka, pogotovo onih uz ispitnu površinu ili
u neposrednoj blizini. Kao što smo prethodno objasnili najveća prednost ove metode su
njezina jednostavnost i relativno niska cijena, dok se glavnim nedostatkom smatra
kvaliteta, tj. ovom metodom mogu se otkriti razne pogreške, ali ne i dimenzije
pogrešaka. S porastom dubine potpovršinske pogreške ova metoda gubi svoju
učinkovitost. Osoblje koje provodi ispitivanje mora biti certificirano, upoznato sa
standardima i normama te imati stručan i kvalitetan pristup ispitivanju sa znanjem o

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 57
spoju ili proizvodu koji ispituje. Prije provedbe postupka potrebno je provjeriti i
izmjeriti jakost uređaja kojim se ispituje površina.
Metoda se temelji na principu magnetske indukcije, što bi značilo da se oko vodiča
kroz koji prolazi tok električne struje stvaraju i formiraju određena magnetska polja
(Slika 28). Prolaskom magnetskih silnica kroz područje defekta dolazi do
nagomilavanja prethodno nanesenih magnetskih čestica oslikavajući postojeću
pogrešku. [4,18]
Tijek i postupak ispitivanja objašnjeni su u nastavku, a u Tablici 8. prikazane su
norme kojih se potrebno pridržavati tijekom magnetskog ispitivanja.
Tablica 8. Primijenjene norme kod magnetskog ispitivanja
NAZIV NORME OPIS
HRN EN 473 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HRN EN ISO 9712 Kvalifikacija i certifikacija NDT osoblja – Opća načela
HR EN ISO 17638 Nerazorno ispitivanje zavara – Magnetsko ispitivanje
HR EN ISO 5817
Zavarivanje – Zavareni spojevi nastali taljenjem u čeliku,
niklu, titanu i njegovim legurama – Razina kvalitete s
obzirom na nepravilnosti
HR EN ISO 12062 Nerazorno ispitivanje zavara – Opća pravila za metalne
materijale
HR EN ISO 23278 Nerazorno ispitivanje zavara – Magnetsko ispitivanje –
Stupnjevi prihvatljivosti
Izvor: http://www.poslovnenovine.com/propisi-hr-abc/tehnicki-propis-za-celicne-konstrukcije-ioz.asp

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 58
7.3.1. Priprema površine za ispitivanje
Ispitnu površinu prije samog ispitivanja treba obavezno očistiti. Potrebno je ukloniti i
očistiti trosku i okujinu, a oštrije neravnine dobro iščetkati i po potrebi pobrusiti jer
mogu stvoriti lažne indikacije prilikom ispitivanja. [4]
7.3.2. Nanošenje sredstva i magnetizacija
Na površinu koju ispitujemo nanosimo feromagnetske čestice željeznog oksida
oznake 𝐹𝑒3𝑂4 veličine zrna reda 1 μm. Čestice se na površinu nanose suhim posipanjem
ili naštrcavanjem suspenzije čestica u vodi ili lakim uljima. Svojstvo spomenutih čestica
je da se gomilaju i talože na mjestima s izraženom promjenom magnetskog polja koje se
na magnetiziranom predmetu stvaraju na mjestima podloženim pogreškama. Čestice
koje se gomilaju tvore sliku pogreške i oslikavaju je. Kako bi prikaz mogućih indikacija
bio uočljiviji možemo koristiti magnetske čestice obojene kontrastnom bojom prema
boji kontrolirane površine. Također, ispitana površina prethodno se može namazati
tankim slojem kontrastne boje. Za najveću osjetljivost koristimo fluorescentne
magnetske čestice čiji se nalaz iščitava pod djelovanjem ultraljubičastog svjetla.
Kontrolirani proizvod ili zavareni spoj moguće je magnetizirati na dva načina:
tehnika strujnog prolaza (ferolux) i tehnika posredne magnetizacije (magnetski jaram).
Kod tehnike strujnog prolaza propušta se izmjenična ili istosmjerna struja niskog
napona (od 2 do 3 V) i visoke jakosti (od 300 do 2000 A) kroz kontrolirani presjek.
Materijal se u ovom slučaju ponaša kao vodič te se oko njega stvara magnetsko polje.
Ova tehnika je jednostavna i praktična jer se može koristiti i na neferomagnetskim
materijalima, ali uz nju dolazi rizik oštećenja materijala koje je prouzrokovano
iskrenjem između uređaja i materijala. Stoga tehnika strujnog prolaza nije pogodna za
osjetljive materijale i konstrukcije za koje se zahtijeva kvaliteta te za koje postoje visoki
zahtjevi. [4,18]
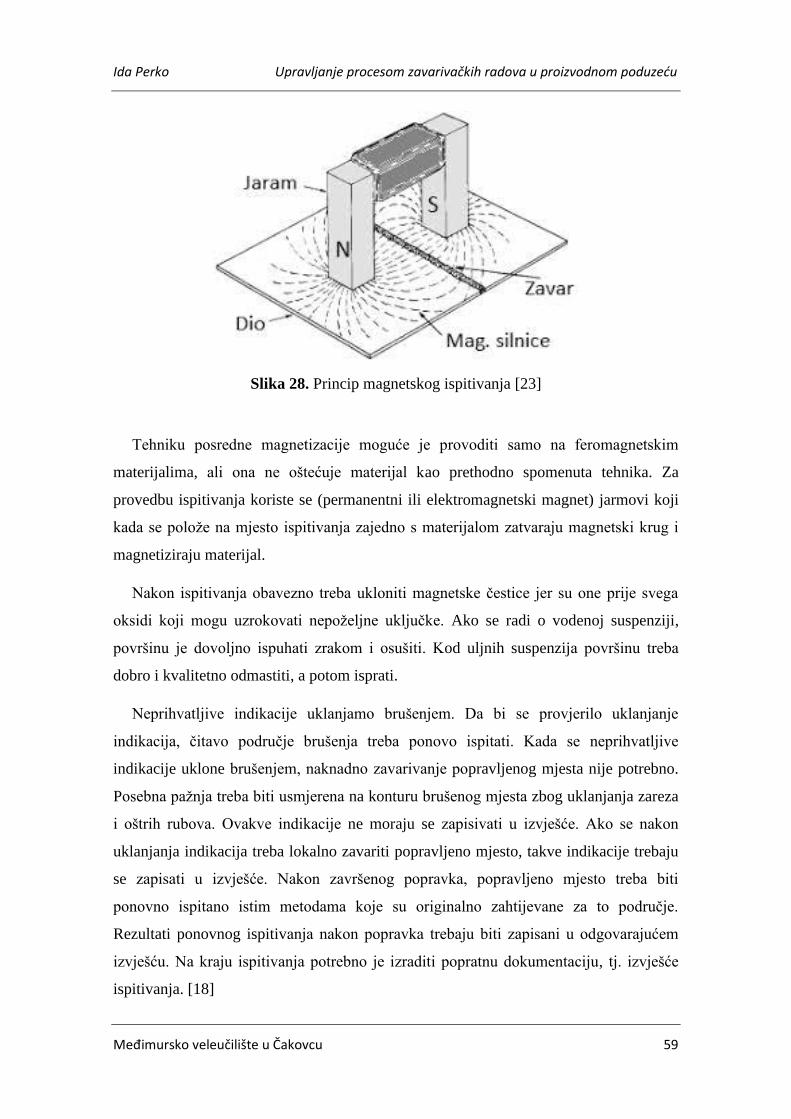
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 59
Slika 28. Princip magnetskog ispitivanja [23]
Tehniku posredne magnetizacije moguće je provoditi samo na feromagnetskim
materijalima, ali ona ne oštećuje materijal kao prethodno spomenuta tehnika. Za
provedbu ispitivanja koriste se (permanentni ili elektromagnetski magnet) jarmovi koji
kada se polože na mjesto ispitivanja zajedno s materijalom zatvaraju magnetski krug i
magnetiziraju materijal.
Nakon ispitivanja obavezno treba ukloniti magnetske čestice jer su one prije svega
oksidi koji mogu uzrokovati nepoželjne uključke. Ako se radi o vodenoj suspenziji,
površinu je dovoljno ispuhati zrakom i osušiti. Kod uljnih suspenzija površinu treba
dobro i kvalitetno odmastiti, a potom isprati.
Neprihvatljive indikacije uklanjamo brušenjem. Da bi se provjerilo uklanjanje
indikacija, čitavo područje brušenja treba ponovo ispitati. Kada se neprihvatljive
indikacije uklone brušenjem, naknadno zavarivanje popravljenog mjesta nije potrebno.
Posebna pažnja treba biti usmjerena na konturu brušenog mjesta zbog uklanjanja zareza
i oštrih rubova. Ovakve indikacije ne moraju se zapisivati u izvješće. Ako se nakon
uklanjanja indikacija treba lokalno zavariti popravljeno mjesto, takve indikacije trebaju
se zapisati u izvješće. Nakon završenog popravka, popravljeno mjesto treba biti
ponovno ispitano istim metodama koje su originalno zahtijevane za to područje.
Rezultati ponovnog ispitivanja nakon popravka trebaju biti zapisani u odgovarajućem
izvješću. Na kraju ispitivanja potrebno je izraditi popratnu dokumentaciju, tj. izvješće
ispitivanja. [18]
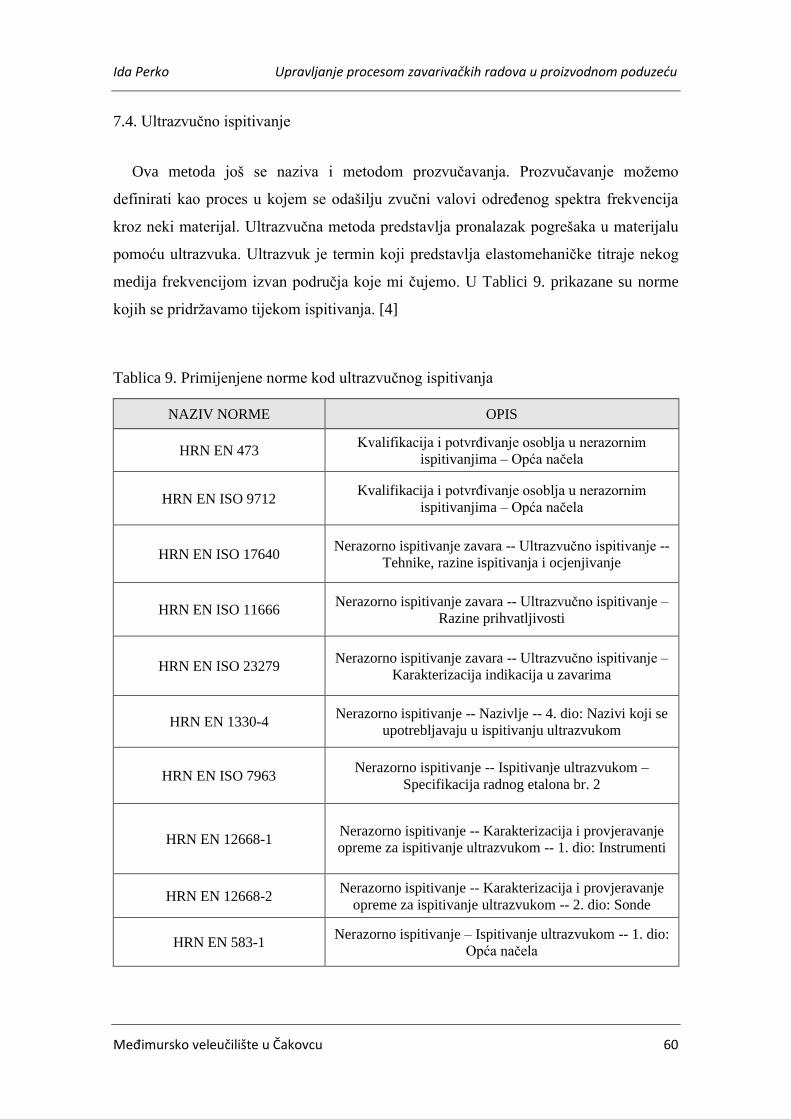
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 60
7.4. Ultrazvučno ispitivanje
Ova metoda još se naziva i metodom prozvučavanja. Prozvučavanje možemo
definirati kao proces u kojem se odašilju zvučni valovi određenog spektra frekvencija
kroz neki materijal. Ultrazvučna metoda predstavlja pronalazak pogrešaka u materijalu
pomoću ultrazvuka. Ultrazvuk je termin koji predstavlja elastomehaničke titraje nekog
medija frekvencijom izvan područja koje mi čujemo. U Tablici 9. prikazane su norme
kojih se pridržavamo tijekom ispitivanja. [4]
Tablica 9. Primijenjene norme kod ultrazvučnog ispitivanja
NAZIV NORME OPIS
HRN EN 473 Kvalifikacija i potvrđivanje osoblja u nerazornim
ispitivanjima – Opća načela
HRN EN ISO 9712 Kvalifikacija i potvrđivanje osoblja u nerazornim
ispitivanjima – Opća načela
HRN EN ISO 17640 Nerazorno ispitivanje zavara -- Ultrazvučno ispitivanje --
Tehnike, razine ispitivanja i ocjenjivanje
HRN EN ISO 11666 Nerazorno ispitivanje zavara -- Ultrazvučno ispitivanje –
Razine prihvatljivosti
HRN EN ISO 23279 Nerazorno ispitivanje zavara -- Ultrazvučno ispitivanje –
Karakterizacija indikacija u zavarima
HRN EN 1330-4 Nerazorno ispitivanje -- Nazivlje -- 4. dio: Nazivi koji se
upotrebljavaju u ispitivanju ultrazvukom
HRN EN ISO 7963 Nerazorno ispitivanje -- Ispitivanje ultrazvukom –
Specifikacija radnog etalona br. 2
HRN EN 12668-1 Nerazorno ispitivanje -- Karakterizacija i provjeravanje
opreme za ispitivanje ultrazvukom -- 1. dio: Instrumenti
HRN EN 12668-2 Nerazorno ispitivanje -- Karakterizacija i provjeravanje
opreme za ispitivanje ultrazvukom -- 2. dio: Sonde
HRN EN 583-1 Nerazorno ispitivanje – Ispitivanje ultrazvukom -- 1. dio:
Opća načela

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 61
HRN EN 583-2 Nerazorno ispitivanje -- Ispitivanje ultrazvukom -- 2. dio:
Podešavanje osjetljivosti i mjernog područja
HRN EN 10160 Ultrazvučno ispitivanje plosnatih čeličnih proizvoda s
debljinom jednakom ili većom od 6 mm (tehnika odjeka)
HRN EN 10307
Nerazorno ispitivanje -- Ultrazvučno ispitivanje
austenitnih i austenitno-feritnih nehrđajućih plosnatih
čeličnih proizvoda debljine jednake ili veće od 6 mm
(tehnika odjeka)
HRN EN ISO 5817
Zavarivanje -- Zavareni spojevi nastali taljenjem u čeliku,
niklu, titanu i njihovim legurama (osim zavarivanja
elektronskim snopom i laserom) -- Razine kvalitete s
obzirom na nepravilnosti
Izvor: http://www.poslovnenovine.com/propisi-hr-abc/tehnicki-propis-za-celicne-konstrukcije-ioz.asp
Za provedbu ultrazvučnog ispitivanja zavarenih spojeva danas se najčešće koristi
frekventni raspon od 0,5 do 6 MHz. Uređaj za provođenje ultrazvučne kontrole sastoji
se od tri osnovna elementa: predajnik, specijalizirana ultrazvučna sonda te prijamnik
signala. Ispituje se tako da se sondom kliže niz materijal i odašilje zvuk. Ako u
materijalu ne postoji greška, ultrazvučni valovi putuju do zadnje stjenke materijala i
zatim se vraćaju nazad do sonde, a prijamnik bilježi rezultat. Ako ipak ultrazvučni val
prepozna neku pogrešku, on se na toj pogrešci odbije, vrati nazad i preda taj signal
prijamniku (Slika 29). Ovom metodom nije moguće odrediti pogreške u izravnom
smislu. Njome možemo odrediti veličinu, poziciju i „orijentaciju“, tj. razdjele plohe
materijala i pogreške. Osoblje koje provodi ispitivanje treba posebne dozvole, uvjerenja
i certifikate za obavljanje ispitivanja. Rezultate ispitivanja potrebno je zabilježiti u za to
prikladnom izvješću. [4,18]
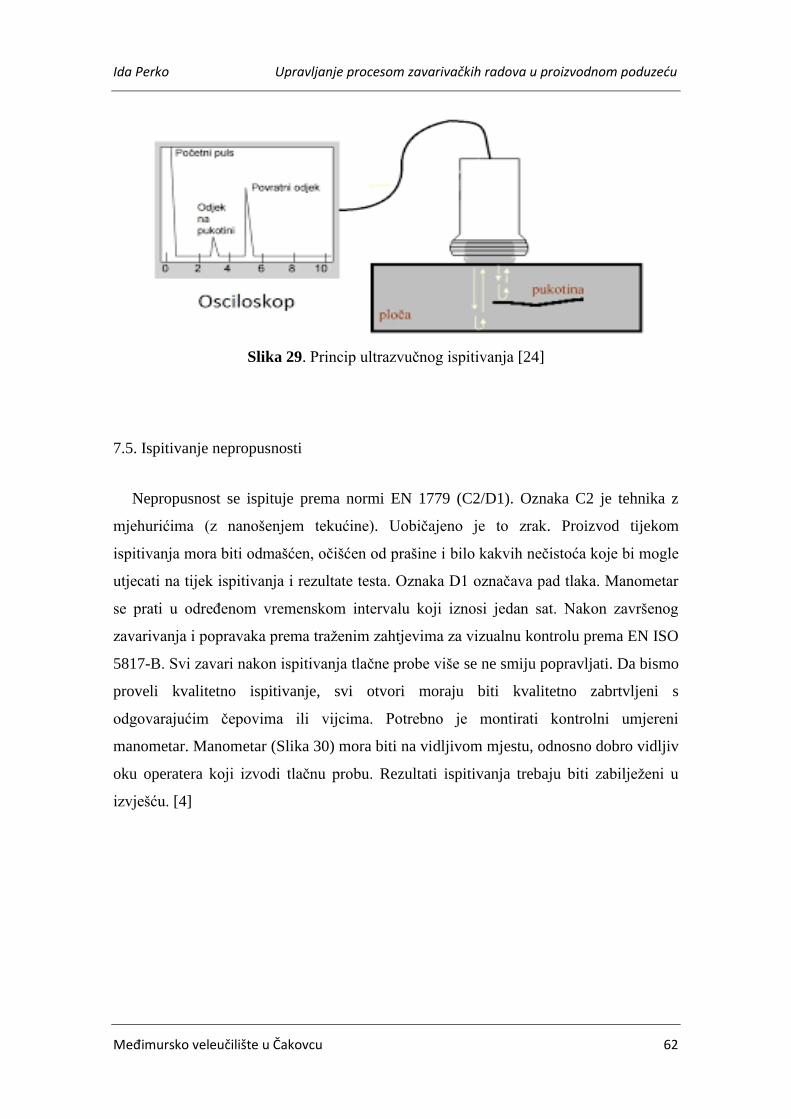
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 62
Slika 29. Princip ultrazvučnog ispitivanja [24]
7.5. Ispitivanje nepropusnosti
Nepropusnost se ispituje prema normi EN 1779 (C2/D1). Oznaka C2 je tehnika z
mjehurićima (z nanošenjem tekućine). Uobičajeno je to zrak. Proizvod tijekom
ispitivanja mora biti odmašćen, očišćen od prašine i bilo kakvih nečistoća koje bi mogle
utjecati na tijek ispitivanja i rezultate testa. Oznaka D1 označava pad tlaka. Manometar
se prati u određenom vremenskom intervalu koji iznosi jedan sat. Nakon završenog
zavarivanja i popravaka prema traženim zahtjevima za vizualnu kontrolu prema EN ISO
5817-B. Svi zavari nakon ispitivanja tlačne probe više se ne smiju popravljati. Da bismo
proveli kvalitetno ispitivanje, svi otvori moraju biti kvalitetno zabrtvljeni s
odgovarajućim čepovima ili vijcima. Potrebno je montirati kontrolni umjereni
manometar. Manometar (Slika 30) mora biti na vidljivom mjestu, odnosno dobro vidljiv
oku operatera koji izvodi tlačnu probu. Rezultati ispitivanja trebaju biti zabilježeni u
izvješću. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 63
Slika 30. Manometar pogodan za ispitivanje nepropusnosti [25]
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 64
8. PREDGRIJAVANJE
Toplinska obrada predstavlja složen i važan proces jer o njoj ovisi konačna kvaliteta
proizvoda koji joj je podložen. Hladne pukotine najčešće nastaju povećanjem
ekvivalenta ugljika u materijalu, pa je stoga čelik potrebno predgrijavati prije procesa
zavarivanja, a tijekom procesa održavati optimalnu temperaturu. Potrebno je održavati
optimalnu temperaturu predgrijavanja jer previsoke temperature stvaraju oštećenja koja
izazivaju degradacije mehaničkih svojstava i pojavu deformacija. Ekvivalent ugljika
može se odrediti na više načina, ovisno o vrsti čelika koji koristimo ili pak o
proizvodnoj normi ili regulativi. Najpoznatije metode koje se preporučuju opisane su u
normi HRN EN 1011-2:2002 – Zavarivanje -- Preporuke za zavarivanje metalnih
materijala -- 2. dio: Elektrolučno zavarivanje feritnih čelika, a jedna od njih koja se
preporučuje je metoda koja nam daje izraz za izračunavanje ekvivalenta ugljika za
nelegirane čelike. Temperatura predgrijavanja određuje se iz dijagrama prema podacima
o ekvivalentu ugljika, unosa topline, dodatnog materijala i debljine materijala.
CE = C + Mn/6 + (Cr + Mo + V)/ 5 + (Ni + Cu) 15 (%)
Druga metoda preporučuje se za nelegirane čelike, sitnozrnate čelike i niskolegirane
čelike skupine od 1 do 4. Određena je prema HRI CEN ISO/TR 15608, a ekvivalent
ugljika računa se prema sljedećem izrazu:
CET = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40 (%)
Toplinska obrada predgrijavanjem ima veliki utjecaj na kvalitetu i višestruku korist i
utjecajnost na zavarene spojeve. Glavne funkcije predgrijavanja su:
• sušenje tretirane površine
• smanjenje brzine hlađenja čelika koji započinje pretvorbu iz austenita u ferit,
martenzit ili bainit
• povišenje i podizanje temperature zavara iznad granice prijelazne temperature
žilavog loma u krhki lom

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 65
• smanjivanje zaostalih naprezanja u materijalu. [18, 26]
Slika 31. Dijagram predgrijavanja [26]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 66
9. CERTIFIKATI KOD ZAVARIVANJA
Kako je zavarivanje proces kod kojeg je potreban stručni pristup i kvalitetno
donošenje pravilnika i odredbi, potrebno je prije primjene postupaka izraditi potrebnu
pripadajuću dokumentaciju o zavarivanju. Dokumentacija o zavarivanju sastoji se od
niza dokumenata koji jamče kvalitetu osoblja, materijala i opreme. Najvažniji od tih
dokumenata su WPS i WPQR za svaki zavar, atest ispitanog materijala koji se koristi,
atest pogona, certifikati nadzornog osoblja te atesti zavarivača koji zavaruju odabrani
proizvod. Parametri zavarivanja i odgovarajuće upute navode se u takvoj dokumentaciji.
Pristup zavarivanju nije moguć ako se prije postupka ne izradi dokumentacija koja
dozvoljava provedbu procesa.
Atest materijala certificirani je dokument koji nam za točno određeni materijal,
određene kvalitete i dimenzija prikazuje njegova svojstva i kvalitetu. Taj isti dokument
služi kao garancija za dopremljeni materijal te nam garantira njegovu kvalitetu prema
propisanim standardima. Kvaliteta materijala određuje koja će se dodatna ispitivanja
provesti na njemu jer ne iziskuje svaki materijal ista testiranja koja bi dokazala njegovu
kvalitetu prema standardima. Tijek i vrstu ispitivanja određuje nazivlje kvalitete
materijala.
Atest zavarivača dokument je koji određenom zavarivaču daje certificiranu dozvolu
za obavljanje zavarivačkih radova točno određenih postupaka na određenim osnovnim
materijalima i pod određenim položajima zavarivanja.
Koordinator zavarivanja odgovorna je osoba koja je zadužena za uspješno i
kvalitetno provođenje zavarivačkih radova te mora jamčiti kvalitetu i stručnost osoblja
koje obavlja zavarivanje te na kraju i kvalitetu gotove konstrukcije. U odabranom
poduzeću koordinator zavarivanja posjeduje EWE (European Welding Engineer)
certifikat.
WPQR ili izvješće o provjeri postupka zavarivanja dokument je koji nam potvrđuje
da postupak zavarivanja zadovoljava uvjete koji su propisani normom HRN EN ISO
15641-1. Dokument vrijedi za željenu i traženu vrstu zavarenog spoja na točno
određenom materijalu njegovih određenih dimenzija. WPQR dokument sadrži podatke

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 67
o postupku zavarivanja, vrsti materijala, podatke o osnovnom kao i dodatnom
materijalu, zaštitnom plinu koji se koristi, unosu topline i sl.
WPS dokumentacija zadržava podatke o parametrima zavarivanja. U WPS
dokumentaciji nalaze se podaci poput broja prolaza, debljine žice dodatnog materijala,
napona i jakosti zavarivačke struje, brzine zavarivanja, unosa topline, protoka zaštitnog
plina i sl.
Kako bismo u odabranom poduzeću uopće smjeli i mogli primjenjivati zavarivačke
procese, potrebni su certifikati koji poduzeću, tj. točno određenom pogonu daju
odobrenje za izvedbu zavarivačkih procesa i zavarenih konstrukcija. Certifikati koji su
nam potrebni i koje odabrano poduzeće posjeduje su certifikat zavarivačkog pogona:
ISO 3834-2, certifikat pogona za izvedbu zavarenih konstrukcija: EN 1090-2 EXC3 i
ISO sustav kvalitete: ISO 9001. [4,27]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 68
10. PRAKTIČNI DIO
10.1. Definiranje uvjeta između kupca i izvođača
Na odjel prodaje u poduzeće stiže upit od kupca koji se prosljeđuje odjelu
kalkulacije. Odjel kalkulacije nakon provedene kalkulacije ponudu šalje na odjel
prodaje te se ona prosljeđuje kupcu. Ako kupac pristane, između stranaka se odvijaju
pregovori, postavljaju se uvjeti te se dogovara cijena. Nakon obavljenih pregovora i
dogovora u odjel prodaje dolazi narudžba kupca koja se potom šalje na odjel
tehnologije. Za praćenje proizvoda bira se voditelj projekta s odjela tehnologije koji u
dogovoru s kupcem naručuje materijale potrebne za izradu konstrukcije. U većini
slučajeva traži se ponuda materijala od tri različita dobavljača te se na temelju ponuda
odabire onaj optimalan. Svaki naručeni materijal treba pripadajući atest materijala koji
jamči njegovu kvalitetu, sastav, analizu i dodatna ispitivanja. Na Slici 32. prikazana je
organizacijska struktura poduzeća Midi d. o. o. iz Ivanovca kako bi daljnje praćenje
procesa i tijek proizvoda bili bolje razumljivi. [18]
Slika 32. Organizacijska struktura poduzeća Midi d. o. o. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 69
10.2. Izrada kontrolnih uputa
Na odjelu osiguranja i kontrole kvalitete u suradnji sa stručnim osobljem radimo
izradu plana kontrole. U plan kontrole unose se osnovni podaci o konstrukciji te sljedeći
podaci:
• kontrolna točka
• postotak prihvatljivosti
• standard prema kojem prihvatljivost treba biti zadovoljena.
U planu kontrole definiramo pet glavnih točaka kontrole kojima je uvjet
prihvatljivosti 100 %, a odnose se na:
I. Kontrolu certifikata materijala kod koje se pregledavaju certifikati dolaznog
materijala (limovi, šipke i dodatni materijali), a njihova kvaliteta mora biti 100 %
prihvatljiva.
II. Kontrola zavarivanja provjerava dokumentaciju WPQR I WPS – pod ovom se
točkom provjerava kvalifikacija zavarivača i ispitnog osoblja.
III. Kontrola proizvodnje je kontrolna točka kod koje se provjerava ulaz materijala,
operacijske radnje na pozicijama te kontrolira pripremu zavara i obavljaju
dimenzionalne kontrole. Nadalje, kontrolira se zavarivački proces koji mora biti u
skladu s definiranim WPS listama. Nakon provedenog zavarivanja provode se
dimenzionalne kontrole, kontrola rupa na prirubnicama i kontrola ravnine stranica.
Nakon toga slijedi NDT ispitivanje koje je u nastavku rada detaljno provedeno te se
provodi tlačna proba i provjera sigurnosnih vijaka i navojnih rupa.
IV. Kontrola antikorozivne zaštite obuhvaća kontrolu pjeskarenja koje se odvija u
jednom partnerskom poduzeću, kontrolu čišćenja boje nakon svakog nanesenog sloja te
antikorozivnu zaštitu.
V. Otprema materijala sastoji se od pripreme i osiguranja konstrukcije za otpremu te
njezino označavanje ID-brojevima. Uz otpremljeni proizvod kupcu se šalje sva
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 70
dokumentacija o kompletnoj proizvodnji sa svim potrebnim certifikatima, protokolima i
izvještajima.
Svaka od ovih točaka treba biti kontrolirana po pripadajućim standardima i treba ju
kontrolirati osoblje koje je kompetentno obavljati određenu kontrolu za određeni odjel
te ima važeća uvjerenja. Na kraju se svi izvještaji kontrole prikupljaju po odjelima te se
šalju voditelju osiguranja i kontrole kvalitete koji od prikupljenih izvještaja radi završnu
dokumentaciju za kupca te svojim potpisom jamči ispravnost proizvoda i izvedbu svih
procesa i kontrole prema dogovorenim i potrebnim standardima i normama. [4]
10.3. Izrada zavarivačke dokumentacije
Kako bismo pristupili zavarivanju odabrane konstrukcije spremnika, potrebno je s
koordinatorom zavarivanja i stručnim osobljem izraditi pravovaljane WPS liste, tj.
specificirati izvođenje zavarenih spojeva u spomenutoj dokumentaciji. WPS obrazac
sadrži sljedeće podatke:
• oznaka postupka zavarivanja
• položaj zavarivanja
• vrsta spoja
• vrsta i grupa materijala
• debljina materijala (mm)
• skice pripreme spoja
• broj prolaza
• promjer žice za zavarivanje (Ф, mm)
• struja zavarivanja (A)
• napon zavarivanja (V)
• vrsta struje / pol
• protok plina (l/min)
• brzina žice (m/min)
• brzina zavarivanja (cm/min)

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 71
• unos topline (kJ/cm).
Svaki spoj konstrukcije prikazan je u WPS listi sa svim svojim specifikacijama
zavarivanja koje su prethodno navedene. Kako se konstrukcija sastoji od više od
sedamdeset spojeva te nema potrebe izdvajati svaki spoj zasebno u nastavku je
prikazana jedna WPS liste (Slika 33) za zavarivanje spoja MAG postupkom u uvjetima
položenog i vodoravno okomitog položajima zavarivanja za S235J0 i S355J2 materijal.
[4]
Slika 33. WPS lista

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 72
Nakon izrade WPS liste potrebno je izraditi dokument o planu zavarivanja. Osim
osnovnih podataka poput naziva kuća, broja nacrta i naziva proizvoda u plan
zavarivanja unosimo sljedeće podatke:
• zavar
• vrsta zavara
• veličina zavara
• dužina zavara
• osnovni materijal
• debljina materijala
• pripadajuća oznaka za WPS listu
• potrebne NDT kontrole spojeva
• žig zavarivača koji izvodi zavarivanje. [4]
Slika 34. Plan zavarivanja [4]
Plan zavarivanja također služi kao obrazac za praćenje zavarivača. Naime, u
posljednjem stupcu, kao što je vidljivo na Slici 34., upisuju se žigovi zavarivača koji
izvodi određeni zavar. Žig svakog zavarivača vidljiv je na njegovu odgovarajućem
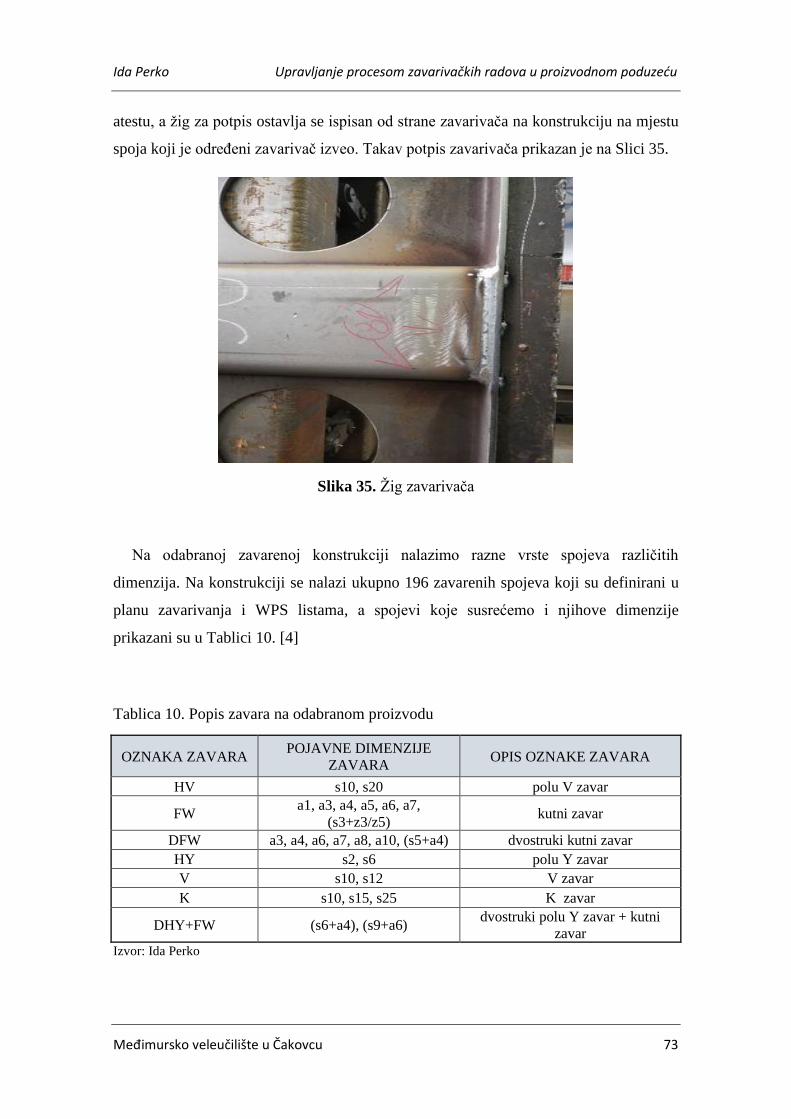
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 73
atestu, a žig za potpis ostavlja se ispisan od strane zavarivača na konstrukciju na mjestu
spoja koji je određeni zavarivač izveo. Takav potpis zavarivača prikazan je na Slici 35.
Slika 35. Žig zavarivača
Na odabranoj zavarenoj konstrukciji nalazimo razne vrste spojeva različitih
dimenzija. Na konstrukciji se nalazi ukupno 196 zavarenih spojeva koji su definirani u
planu zavarivanja i WPS listama, a spojevi koje susrećemo i njihove dimenzije
prikazani su u Tablici 10. [4]
Tablica 10. Popis zavara na odabranom proizvodu
OZNAKA ZAVARA POJAVNE DIMENZIJE
ZAVARA OPIS OZNAKE ZAVARA
HV s10, s20 polu V zavar
FW a1, a3, a4, a5, a6, a7,
(s3+z3/z5) kutni zavar
DFW a3, a4, a6, a7, a8, a10, (s5+a4) dvostruki kutni zavar
HY s2, s6 polu Y zavar
V s10, s12 V zavar
K s10, s15, s25 K zavar
DHY+FW (s6+a4), (s9+a6) dvostruki polu Y zavar + kutni
zavar
Izvor: Ida Perko

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 74
Kao i svi ostali nacrti tako i zavarivački nacrt s označenim zavarima i pozicijama u
poduzeće šalje isključivo naručitelj, a odjel tehnologije definira i označuje sve prisutne
nacrte. Ako se pojavi neka nejasnoća ili ako u poduzeću primijetimo da nedostaje neka
oznaka spoja, tada u dogovoru s naručiteljem proizvoda radimo promjene na nacrtu ili
ispravljamo eventualne pogreške. Slika 36. prikazuje dio nacrta s označenim zavarenim
spojevima. [4]
Slika 36. Nacrt s označenim zavarima [4]
Nakon što smo definirali sve spojeve iz spomenutih WPS lista i izradili plan
zavarivanja, možemo izdvojiti sve spojeve koji se kasnije mogu prepoznati na zavarenoj
konstrukciji, a prikazani su i navedeni u tablici. [4]
10.4. Ulaz i lansiranje materijala u proizvodnji
Materijal koji se koristi za izradu pozicija i dijelova konstrukcija isporučuje se u
obliku pločevina (limova), šipki i ostalih oblika koji su potrebni za izradu konstrukcije
koju je naručio kupac. Za zaprimanje materijala u poduzeću zadužena je ulazna kontrola
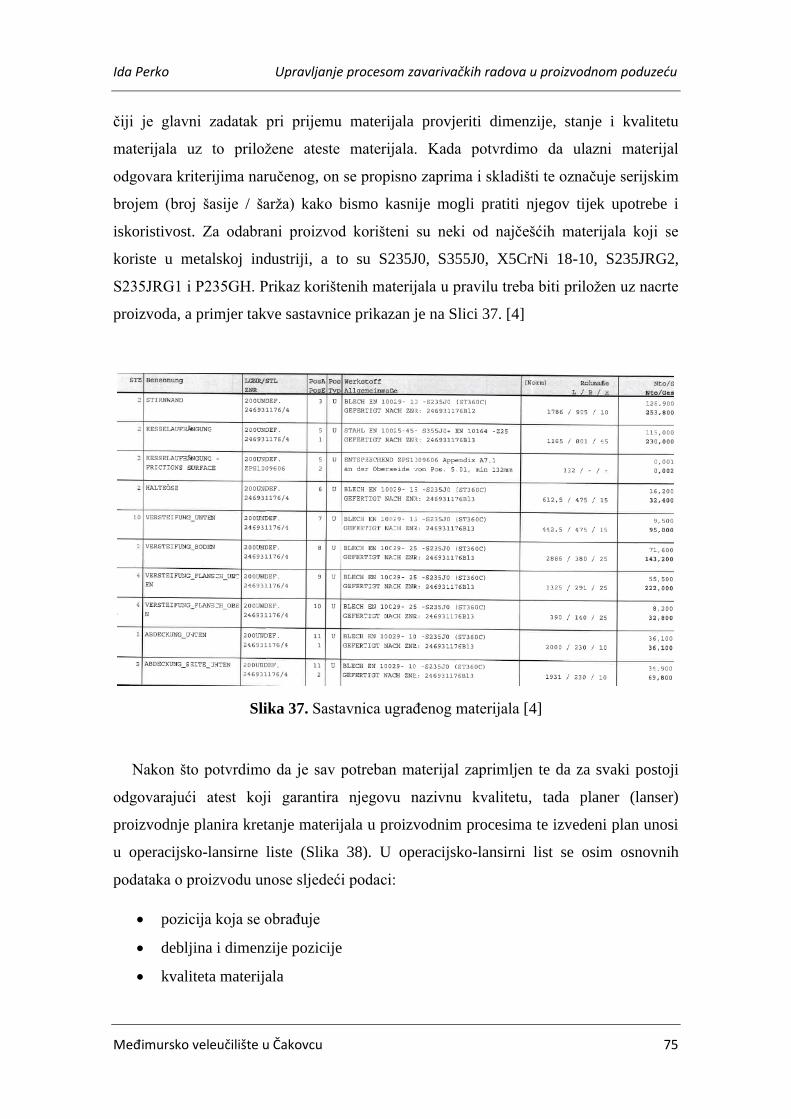
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 75
čiji je glavni zadatak pri prijemu materijala provjeriti dimenzije, stanje i kvalitetu
materijala uz to priložene ateste materijala. Kada potvrdimo da ulazni materijal
odgovara kriterijima naručenog, on se propisno zaprima i skladišti te označuje serijskim
brojem (broj šasije / šarža) kako bismo kasnije mogli pratiti njegov tijek upotrebe i
iskoristivost. Za odabrani proizvod korišteni su neki od najčešćih materijala koji se
koriste u metalskoj industriji, a to su S235J0, S355J0, X5CrNi 18-10, S235JRG2,
S235JRG1 i P235GH. Prikaz korištenih materijala u pravilu treba biti priložen uz nacrte
proizvoda, a primjer takve sastavnice prikazan je na Slici 37. [4]
Slika 37. Sastavnica ugrađenog materijala [4]
Nakon što potvrdimo da je sav potreban materijal zaprimljen te da za svaki postoji
odgovarajući atest koji garantira njegovu nazivnu kvalitetu, tada planer (lanser)
proizvodnje planira kretanje materijala u proizvodnim procesima te izvedeni plan unosi
u operacijsko-lansirne liste (Slika 38). U operacijsko-lansirni list se osim osnovnih
podataka o proizvodu unose sljedeći podaci:
• pozicija koja se obrađuje
• debljina i dimenzije pozicije
• kvaliteta materijala

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 76
• broj komada koji se obrađuje
• potrebne operacijske radnje uz rezanje na plazmi ili pili. [4]
Slika 38. Operacijski-lansirni list
Svi materijali netom prije postupka spajanja prolaze prethodne obrade koje
pozicijama omogućuju kompaktnost i daju željene dimenzije i oblike. Materijali prolaze
tehnološke postupke poput savijanja, rolanja, brušenja, strojne obrade, rezanja, rezanja
navoja, skidanja rubova itd. Rezanje pozicija obavlja se na plazmi za rezanje HiFocus
360A koja nudi raspon rezanja do dimenzija 3 000 x 12 000 m s rotatorom od 360˚ i
rezanjem kosina do 50˚. Prilikom rezanja pozicija potrebno je maksimalno iskoristiti
ploču koja se reže i svesti otpad na minimum. Ako neki otpadak ne odgovara poziciji
koja je potrebna za proizvod za koji se inače izvodi rezanje, moguće je taj otpadak
iskoristiti za drugi proizvod ako njegova kvaliteta odgovara traženim zahtjevima. Svaku
rezanu poziciju treba dimenzionalno i vizualno iskontrolirati. Nakon rezanja izvodimo
proces savijanja, a potom pozicije odlaze na strojnu obradu koja se izvodi na obradnom
centru BIMATE SORALUCE. Sve radnje koje se obavljaju u bravarskoj i strojnoj
obradi provode se uz kontrolu poslovođa za svaki proizvodni proces. Osobe koje
provode pripremu i obradu pozicija trebaju znati čitati radioničke nacrte kako bi izvele
potrebne operacijske radnje u okvirima svih standarda i s prihvatljivim dimenzijama i
značajkama. Nakon svakog procesa i operacije obavlja se dimenzionalna provjera za
provedenu operacijsku radnju. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 77
10.5. Predgrijavanje
Toplinsku obradu predgrijavanjem primjenjujemo na materijalima čija debljina
iznosi 30 mm ili više, kod naše konstrukcije najviše 45 mm. Temperatura predgrijavanja
iznosi 150°C, toplinska obrada primjenjuje se na spojevima pozicija 2.03 i 5.01 te
spojevima pozicija 5.01, 10 i 9. Predgrijavanje se obavlja ručno, pomoću plamenika
(Slika 39). Ova metoda primjenjuje se kako se kasnije na konstrukciji ne bi pojavile
hladne pukotine te da se spriječe dodatna naprezanja materijala koja mogu deformirati
proizvod. [4]
Slika 39. predgrijavanje pozicija plamenikom [7]
10.6. Proces zavarivanja odabranog proizvoda po fazama i praćenje zavarivačkog
procesa
Proces zavarivanja spremnika dijelimo na četiri glavne faze, a u nastavku je
objašnjen proces sklapanja pozicija po fazama. Na Slici 40. prikazan je dio nacrta s
označenim pozicijama koji nam služi za daljnje razumijevanje praktičnog dijela rada.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 78
Zavarivanje spremnika izvodi se aparatom za zavarivanje Fornius TPS 500. Po svakoj
smjeni na jednom spremniku zavaruju dva zavarivača istovremeno, ali jedno nasuprot
drugom. Za zavarivanje se koristi promjer žice od 1.0 mm do 1.2 mm, ovisno o debljini
materijala. Položaji zavarivanja su prema EN ISO 6947 – PA,PB,PC. Plin koji se koristi
za zaštitu luka prilikom zavarivanja je EN ISO 14175 M21 – ArC – 18. [4]
Slika 40. Nacrt s označenim pozicijama [4]
Prva faza zavarivanja i sklapanja temelji se na sklapanju donjeg dijela koji je
označen pozicijom 1, a predstavlja pod konstrukcije. Na njega se zavaruje pozicija 23
na zadanu propisanu udaljenost koja služi za fiksiranje jezgre prilikom montaže gornjeg
dijela. Na Slici 41. prikazan je izgled sastavljanja poda i stranica. [4]
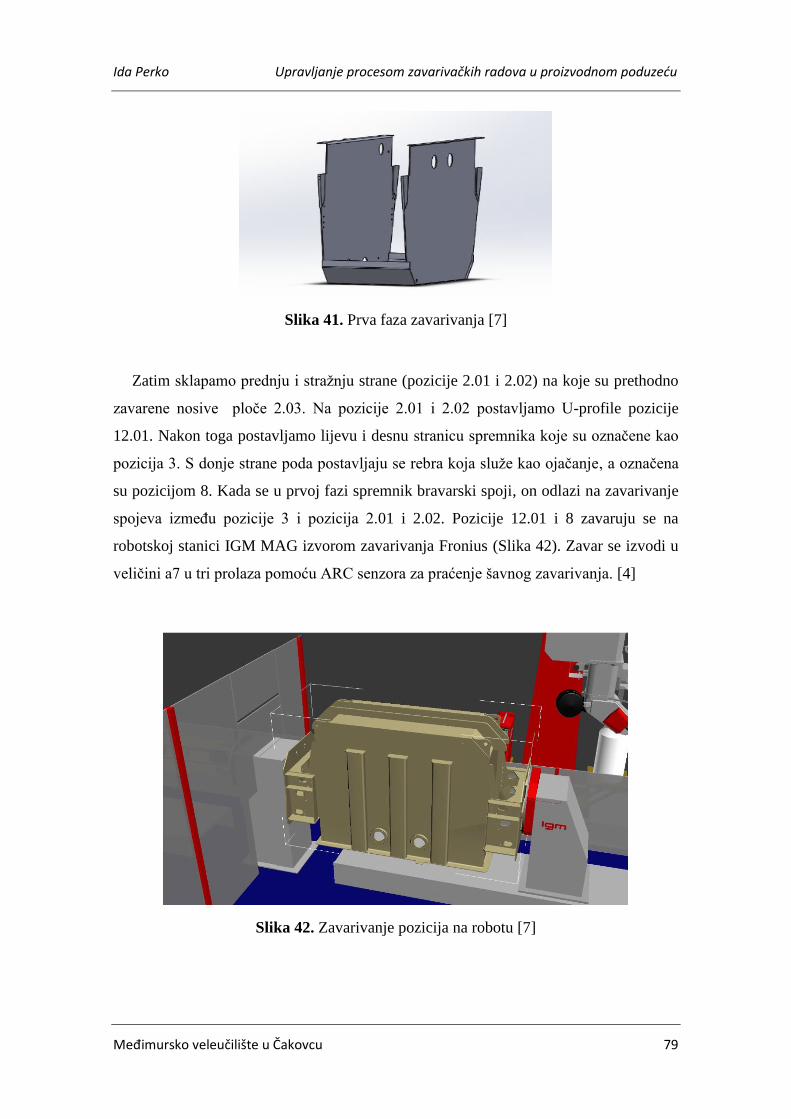
Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 79
Slika 41. Prva faza zavarivanja [7]
Zatim sklapamo prednju i stražnju strane (pozicije 2.01 i 2.02) na koje su prethodno
zavarene nosive ploče 2.03. Na pozicije 2.01 i 2.02 postavljamo U-profile pozicije
12.01. Nakon toga postavljamo lijevu i desnu stranicu spremnika koje su označene kao
pozicija 3. S donje strane poda postavljaju se rebra koja služe kao ojačanje, a označena
su pozicijom 8. Kada se u prvoj fazi spremnik bravarski spoji, on odlazi na zavarivanje
spojeva između pozicije 3 i pozicija 2.01 i 2.02. Pozicije 12.01 i 8 zavaruju se na
robotskoj stanici IGM MAG izvorom zavarivanja Fronius (Slika 42). Zavar se izvodi u
veličini a7 u tri prolaza pomoću ARC senzora za praćenje šavnog zavarivanja. [4]
Slika 42. Zavarivanje pozicija na robotu [7]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 80
Druga faza zavarivanja sastoji se od spajanja nosivih ploča i rebara koje služe za
vanjsko ojačavanje spremnika. Zavarujemo poziciju 5.01 koju je potrebno ispitati i
zatim nastaviti sa zavarivanjem. Dalje zavarujemo sva ojačanja označena kao pozicija 7
te 12.02 te se postavljaju sve prirubnice koje se zavaruju. [4]
Slika 43. Druga faza zavarivanja [7]
Treća faza zavarivanja temelji se na zavarivanju nosivih rebara pozicije 9 i pozicije
10. Prilikom ovog koraka treba voditi računa o pripremi zavara koja zahtijeva da se
zavar zavaruje s unutarnje strane, s vanjske se strane brusi, a nakon zavarivanja obavlja
se ultrazvučno ispitivanje. Na kraju se zavaruju poklopci 11.01, 11.02 i 11.03. Pravilo je
da se što više zavara zavaruje u PA i PB položaju jer oni pridonose najvećem učinku
prilikom zavarivanja. [4]
Slika 44. Treća faza zavarivanja [7]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 81
U četvrtoj, završnoj fazi naknadno se na spremnik i u spremnik zavaruju sitne
pozicije i dodatni elementi konstrukcije. [4]
Slika 45. Četvrta faza zavarivanja [7]
10.7. Provedba ndt kontrole
Prema zahtjevima kupca za nerazorna ispitivanja za zavare prema EN ISO 17635 svi
zavari koji su označeni s A1 oznakom moraju biti ispitani sa 100 % nerazornom
metodom (NDT) prema zahtjevu:
• vizualno ispitivanje (VT) prema EN ISO 5817, nivo B i C
• penetrantsko ispitivanje (PT) prema EN ISO 23277-2X
• magnetsko ispitivanje (MT) prema EN ISO 23278, nivo 2X
• ultrazvučno ispitivanje (UT) prema EN ISO 11666, prihvatljivi nivo 2
• ispitivanje nepropusnosti (LT) prema EN 1779, traženi tlak je 0,5 bar te metode
C2/D1.
Prema planu zavarivanja vidljivo nam je koji se zavari ispituju kojom metodom, dok
je vizualna obavezna za sve zavarene spojeve. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 82
10.7.1. Primjena vizualnog ispitivanja
Vizualnu kontrolu provodimo po svim uvjetima definiranima u teorijskom dijelu
završnog rada, obavezno prije, tijekom i nakon zavarivanja. Vizualnu kontrolu
provodimo golim okom i instrumentima za mjerenje zavara pod osvjetljenjem od
minimalno 350 luxa.
Na zaklonjenim pozicijama slabijeg intenziteta svijetla upotrebljavamo dodatno
osvjetljenje. Prije zavarivanja sljedećeg sloja nepravilnosti koje su nastale prije (pore,
pukotine, uključci, udubljenja, nadvišenja) moraju se otkloniti prije zavarivanja
sljedećeg sloja. Poslije zavarivanja potrebno je prekontrolirati geometriju, izgled i
uočene površinske greške i sve u skladu s tim kako je ugovoreno između dviju strana,
odnosno prema standardu razine kvalitete zavara HRN EN ISO 5817. Nakon
zavarivanja potrebno je izvršiti čišćenje i dorade zavara. Potrebno je prekontrolirati
izgled i zahtjeve zavara prema klasi EN ISO 5817-B. Greške prema navedenom
zahtjevu, a to je nivo B, nisu dozvoljene prema 6520-1 (100 – krateri, 2017 –
površinske pore, 506 – preklapanje zavara itd.). Popravljani zavari koji ne zadovoljavaju
tražene zahtjeve moraju se ponovno popraviti ili djelomično popraviti te je nakon toga
potrebno ponovo prekontrolirati zavar. Prilikom vizualne kontrole naišli smo na tri
pogreške: zarezotina u materijalu, oštećenje materijala i zajed (oštri prijelaz na zavaru)
koje su prikazane u nastavku. Zarezotinu smo uklonili MAG popravkom te naknadnim
podbrušenjem tog zavara. Oštećenje materijala sanirali smo istim postupkom kao i kod
sanacije zarezotine, dok smo zajed sanirali tako da smo izbrusili oštri urez i zaoblili ga
te naknadno navarili navar MAG postupkom. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 83
Slika 46. Zarezotina [7] Slika 47. Oštećenje materijala [7]
Slika 48. Zajed [7]
Nakon izvršenog vizualnog pregleda zavara potrebno je izraditi izvješće o
ispravnosti i zadovoljavanju traženih kriterija prema ugovorenim ili tehničkom
dokumentacijom. Izvješće mora sadržavati osnovne podatke o konstrukciji, kriterije po
kojima se ispituje, definirane uvjete ispitivanja (temperatura, osvjetljenje) te potvrdu da
kontrola zadovoljava uvjete kupca. U izvješću se prilaže fotografija koja potvrđuje
ispravnost proizvoda. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 84
Slika 49. Izvješće o vizualnom ispitivanju [4]
10.7.2. Primjena penetrantskog ispitivanja
Ispitivanje penetrantima obavlja se prema svim normama i pravilima definiranima u
teorijskom dijelu, posebno EN ISO 23277-2X. Oprema koju koristimo kod
penetranstskog ispitivanja je sljedeća:
• čistač MR 79
• penetrant MR 68 NF
• razvijač MR 70
• krpa za čišćenje površine.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 85
Slika 50. Sredstva za ispitivanje penetrantima [7]
Prilikom ispitivanja penetrantima nismo naišli ni na jednu pogrešku te smo na
temelju toga izradili izvješće o ispravnosti i zadovoljavanju traženih kriterija prema
ugovorenim standardima ili tehničkom dokumentacijom. Izvješće se radi na isti način
kao i kod primjera za vizualnu kontrolu. Navode se podaci o proizvodu, uvjeti
ispitivanja, podaci o opremi koja se ispituje te zabilježeno vremensko razdoblje držanja
penetranata i vrijeme promatranja, potvrda o zadovoljenju uvjeta te fotografije na
kojima se vidi da na područjima gdje je nanesen penetrant nema pogrešaka. [4]
10.7.3. Primjena magnetskog ispitivanja
Ispitivanje magnetima obavlja se prema svim uvjetima i normama definiranima u
teorijskom dijelu završnog rada s naznakom na EN ISO 23278 nivo 2X. Prije ispitivanja
magnetom obavezno treba provjeriti jakost magnetskog polja ispitnog magneta. [4]
Oprema za ispitivanje:
• magnetski jaram – Magnaflux TWM 220
• crne čestice - MR CHEMIA MR 76S
• bijela podloga – MR CHEMIA MR 726

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 86
• čistač – MR CHEMIA MR 71.
Slika 51. Provjera jakosti magnetskog polja [7]
Slika 52. Sredstva za magnetsko ispitivanje [28]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 87
Magnetni jaram treba biti pozicioniran u dva smjera pod kutem od 90° okrenutih
jedan prema drugome, kao što je prikazano na slici, odnosno slijed ispitivanja 1 – 1, 2 –
2, 3 – 3. [4]
Slika 53. Plan magnetiziranja za ravne površine i zavare [4]
Za kutne zavarene spojeve magnetizacija treba biti provedena prema slijedu
ispitivanja 1 i 2 opisanom u Slici 3. [4]
Slika 54. Plan magnetiziranja za kutne zavare [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 88
Kod magnetskog ispitivanja pronađene su manje pukotine u zoni utjecaja topline
koje su uklonjene tako da su se zarezale te naknadno popravile MAG postupkom uz
podbrušenje. [4]
Slika 55. Pukotine [7]
Nakon izvršenog magnetskog ispitivanja potrebno je izraditi izvješće o ispravnosti i
zadovoljavanju traženih kriterija prema ugovorenim standardima ili tehničkom
dokumentacijom. Izvješće mora sadržavati osnovne podatke o konstrukciji, kriterije po
kojima se ispituje, definirane uvjete ispitivanja (temperatura, osvjetljenje), potvrdu da
kontrola zadovoljava uvjete kupca te podatke o korištenoj opremi za ispitivanje. U
izvješću se prilaže fotografija koja potvrđuje ispravnost proizvoda. [4]
10.7.4. Primjena ultrazvučnog ispitivanja
Ultrazvučno ispitivanje provodi se kako je objašnjeno u teorijskom dijelu. Prije
ispitivanja potrebno je kalibrirati sonde i pripremiti odgovarajuću opremu za ispitivanje:
• kutna sonda : 70°, 60° i 45° frekvencije 5 MHz
• priključni kabeli : Lemo 00 – 01
• kalibracijski blokovi IIW V2 i V1 te kontaktno sredstvo gel. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 89
Slika 56. Kalibracija sonde [7]
Slika 57. Opremma za ultrazvučno ispitivanje [7]
Prilikom ultrazvučnog ispitivanja nismo naišli na pogreške te smo na temelju toga
izradili pripadajući izvještaj o ispitivanju koji sadrži sljedeće podatke: podaci o
proizvodu, vrsta spoja koja se ispituje i njegova oznaka izvedbe, oprema korištena za
ispitivanje te kriteriji prihvatljivosti te fotografije s označenim zavarima na nacrtu koje
smo ultrazvučno ispitivali. [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 90
10.7.5. Primjena ispitivanja nepropusnosti
Kod ispitivanja nepropusnosti kotao postavljamo u horizontalni položaj i punimo ga
zrakom. Spremnik smijemo opteretiti tlakom samo do maksimalno dozvoljenog ispitnog
tlaka koji iznosi 0,5 bara i definiran je na nacrtu. Vrijeme držanja na ispitnom tlaku
mora iznositi minimalno jedan sat. Za vrijeme držanja na minimalnom dozvoljenom
tlaku obavlja se kontrola sa sprej dozom te se svi zavari ispitaju i promatraju. Tlačna
proba smatra se uspješnom ako ne uočimo pad tlaka na postavljenom manometru niti
bilo koji znak pucanja materijala, propuštanja medija ili trajne deformacije, što je i
prilikom ispitivanja ostvareno. Nakon toga rasterećuje se spremnik i prazni ga se
zrakom. Svaka tlačna proba mora se dokumentirati u izvješću o tlačnoj probi koji sadrži
sljedeće podatke: ispitni medij, ispitni tlak, vrijeme početka i završetka tlačne probe,
inventarni broj manometra. Na Slici 58. označeni su zavari koji se ispituju na
nepropusnost. [4]
Slika 58. Označeni zavari koji se ispituju na nepropusnost [4]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 91
10.8. Tijek proizvoda nakon zavarivačkih radova
Nakon pravilne provedbe zavarivačkih radova i za to propisane kontrole proizvod
završava svoju zavarivačku fazu. Nadalje, proizvod odlazi na dodatne obrade i popravke
ako je to potrebno. Nakon svih obrada odlazi na pjeskarenje u partnersko poduzeće, a
potom odmah odlazi u lakirnicu kako bismo izbjegli neželjenu hrđu koja može biti
uzrokovana stajanjem proizvoda na za to neprikladnom mjestu. U lakirnici se proizvod
boji i na njega se stavlja antikorozivna zaštita. Nakon svakog nanesenog sloja boje
obavezno je čišćenje. Nakon troslojnog bojenja proizvoda proizvod se treba sušiti.
Nakon sušenja na proizvod se montira kupovna roba poput vijaka i čepova. Proizvod se
iz poduzeća otprema uz dokumentaciju koju logistika izdaje prijevozniku. Uz
otpremljeni proizvod kupcu se dostavlja završno izvješće o kompletnom procesu
kretanja proizvoda, od ulaza materijala, shema rezanja materijala, plana zavarivanja,
operacijske liste, izvješća od dimenzionalnim, antikorozivnim i NDT kontrolama,
prilažu se svi certifikati osoblja koji su izvršavali i pratili proizvodni proces, svaka od
zabilježenih radnji prilaže se i sakuplja u jedan skup dokumenata koji potpisuje voditelj
kontrole kvalitete i jamči ispravnost proizvoda i njegovu sukladnost sa svim
dogovorenim standardima i zahtjevima kupca. [4]
Slika 59. Završeni transformatorski spremnici [7]

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 92
11. ZAKLJUČAK
Kroz teorijsku pripremu i praktičnu primjenu na odabranom proizvodu načinjena je
detaljna analiza svih čimbenika upravljanja procesom zavarivačkih radova u poduzeću u
kojem je zavarivanje jedna od glavnih djelatnosti. Generalni je zaključak da kad se radi
o tipu i složenosti proizvoda, kao što je bio proizvod odabran i obrađen u ovom radu,
dolazimo do više desetaka čimbenika koji moraju biti pomno odabrani, definirani
sukladno pravilima struke i postojećim normama i propisima, u potpunosti definirani
kroz obrasce, zapise i fotodokumentaciju, provedeni kroz sve faze proizvodnje te na
kraju kontrolirani potrebnim metodama da bi se potvrdilo da je proizvod zadovoljio sve
zahtjeve. U nastavku slijede dobiveni zaključci gdje su redom pojašnjeni svi relevantni
utjecajni čimbenici.
1. Odabrano lokalno poduzeće za izradu završnog rada pokazalo se kao izvrstan odabir jer
je kompleksnost zavarivačkih i pridruženih radova na odabranom proizvodu mogla u
potpunosti ići u susret svim zahtjevima postavljenog zadatka.
2. Analiza potrebne i na domaćem tržištu dostupne opreme za zavarivanje pokazala je da
postoji vrlo dobra ponuda strojeva i opreme za izvođenje MIG/MAG i TIG zavarivanja
za vrlo velik raspon materijala i debljina konstrukcija. Svi kontaktirani dobavljači
ponudili su opremu adekvatnu za izvedbu svih vrsta zavara na odabranom proizvodu.
3. Robotizirano MAG zavarivanje ima značajne prednosti naspram klasičnog MAG
zavarivanja, ali u nekim segmentima još ga uvijek ne može u potpunosti zamijeniti.
Moguć je rad 24/7 uz pravilno programiranje i nadzor. Proces je pogodan za ravnije i
veće zavare, pogotovo u velikoserijskoj proizvodnji proizvoda. Pri proizvodnji manjih
količina cijena servisiranja i programiranja nije isplativa na količinu izvršenih spojeva.
Kvaliteta spoja koji se zavaruje na robotu vrlo je visoka, odličnog estetskog izgleda i
vrhunskih mehaničkih svojstava zavara. Robot ne može u potpunosti zamijeniti čovjeka.
Na teško dostupnim mjestima njegov je pristup otežan ili gotovo nemoguć.
4. Kako bi čitanje zavara s nacrta bilo jednostavno i razumljivo potrebno je iscrpno i točno
definirati osnovne položaje zavarivanja, oznake postupaka zavarivanja te vrste i oznake
zavarenih spojeva.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 93
5. Za osiguranje kvalitete svih zavarivačkih radova na odabranom proizvodu potrebno je
teorijski i iskustveno poznavati vrste i tipove pogrešaka u zavarenim spojevima i
čimbenike koji utječu na svojstva zavarenog spoja.
6. Potrebno je poznavati metode kontrole bez razaranja (KBD, NDT) i imati potrebnu
kalibriranu opremu i osposobljene operatere za provođenje. Na odabranom proizvodu
provedeno je vizualno ispitivanje, ispitivanje penetrantima, magnetsko ispitivanje i
tlačna proba.
7. Postupkom predgrijavanja na za to predviđenim mjestima odabranog proizvoda dodatno
se osigurava da je formiranje zavara ispravno te konačna kvaliteta prema postavljenim
zahtjevima.
8. Certificirano zavarivačko osoblje preduvjet je dobivanja zavarivački zahtjevnih
konstrukcija čija je izrada dobro plaćena. Posjedovanje atesta pogona za zavarivanje
dodatno podiže renome tvrtke pogotovo kod stranih kupaca.
9. Posebno važan za uspješno ostvarenje posla je ugovor s kupcem u kojem su dogovoreni
svi detalji izrade i konačnog stanja odabranog proizvoda. Faza ugovaranja, ako je dobro
provedena, osigurava da kasnije u izradi i isporuci nema nepredviđenih problema i
komplikacija.
10. Za postizanje efikasnog procesa izrade odabranog proizvoda zavarivanjem važne su
faze izrade dokumentacije, posebice kontrolnih uputa i zavarivačke dokumentacije.
11. Jedan od najosjetljivijih trenutaka procesa izrade zavarene konstrukcije je faza praćenja
ulaza i lansiranje materijala. Ako bi u ovoj fazi došlo do zamjene predviđenih
materijala, ne postoji način za jednostavno i jeftino rješenjem takvog problema.
12. Postupak kontrole izrade odabranog proizvoda pokazao je i nekoliko nesukladnosti,
odnosno grešaka u samoj izradi. Greške su otkrivene na vrijeme, dokumentirane su i
obavljeni su potrebni popravci. Kratak osvrt po greškama:
– vizualnim ispitivanjem otkrivena zarezotina, popravak MAG zavarivanjem i
naknadnim pobrušavanjem nadvišenja zavara
– vizualnim ispitivanjem otkriveno oštećenje materijala, popravak MAG
zavarivanjem i naknadnim pobrušavanjem nadvišenja zavara
– vizualnim ispitivanjem otkriven zajed, popravak brušenjem i zaobljenjem ureza
te naknadnim MAG zavarivanjem
– penetrantskim ispitivanjem nije pronađeno nikakvo oštećenje

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 94
– magnetskim ispitivanjem otkrivene pukotine, popravak zarezivanjem i
naknadnim MAG zavarivanjem uz podrušenje nadvišenja zavara
– ultrazvučnim ispitivanjem nisu pronađene pogreške
– ispitivanje nepropusnosti zadovoljilo je uvjete i traženi tlak.
13. Nakon zavarivanja, konstrukcija prolazi dodatne obrade ukoliko su potrebne te
nakon toga odlazi na pjeskarenje. Bojanje se zajedno s antikorozivnom zaštitom nanosi
u 3 sloja. Nakon sušenja proizvoda na njega montirati i priložiti dodatne dijelove. Odjel
logistike dogovara otpremu proizvoda dok odjel kontrole kvalitete kupcu dostavlja sva
izvješća, protokole i dokumentaciju procesa izrade konstrukcije.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 95
12. POPIS LITERATURE
[1] https://www.sfsb.hr/~sklaric/Osnove%20tehnologije%20%20prof%20Samardzic.pdf
[2] https://midi.hr/o-nama/
[3] https://midi.hr/proizvodni-program/
[4] Dokumentacija i materijali poduzeća Midi d.o.o.
[5] https://www.slideserve.com/astra/transformatori
[6] Transformatori, 1 i 2 dio (A. Dolenc, Sveučilište u Zagrebu)
[7] Ida Perko
[8] https://www.slideshare.net/pmilivoj/bcd-elektro-prirucnik-za-zavarivanje
[9] https://www.slideserve.com/betsy/mig-metal-inert-gas-mag-metal-active-gas-gmaw-
gas-metal-arc-welding-magc-uglji-ni-dioksid
[10] S. Kralj, Š. Andrić: Osnove zavarivačkih i srodnih postupaka, Sveučilište u
Zagrebu, FSB, Zagreb, 1992.
[11]https://www.sfsb.hr/kth/zavar1/9_1_diplomski_radovi_files/9_1_dipl/mb_dipl1/toc2/2_
1.pdf
[12] M. Horvat, V. Kondić, D. Brezovečki: Opravdanost primjene MAG forceArc
postupka zavarivanja u izradi čeličnih konstrukcija, Tehnički glasnik, br. 8, ožujak
2014.
[13] Institut za varilstvo, specijalizacija IWE/IWT 1.i 2. modul
[14] S. Kralj, Z. Kožuh, Š. Andrić; Priručnik Zavarivači i srodni postupci, FSB, Zagreb,
2015.
[15] http://repozitorij.fsb.hr/8340/1/Kantolic_2018_zavrsni_preddiplomski.pdf
[16] Živčić, M.: Tig zavarivanje – osnovne karakteristike postupka, Zavarivanje, 1985.
[17] http://www.dtzi.hr/upload/pdf/2.%20SEMINAR/Brosura%20seminar%202.pdf
[18] I. Juraga, K. Ljubić, M. Živčić, I. Garašić; Pogreške u zavarenim spojevima,
Četvrto prerađeno i dopunjeno izdanje, Zagreb, 2015.
[19] Vjeran Panić, Materijali s predavanja
[20] http://www.maf.ues.rs.ba/pdf/zavarivanje_2016.pdf
[21]https://www.ffri.hr/~mdundjer/Elementi%20strojeva%20I/05ZavareniIZalemljeniSpojevi.
[22] Ivan Hrivnjak, Zavarljivost čelika, IRO „Građevinska knjiga“ Beograd, 1982.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 96
[23] https://repozitorij.vuka.hr/islandora/object/vuka%3A310/datastream/PDF/view
[24] http://info.grad.hr/!res/odbfiles/1901/1-p-ni-kontrola_bez_razaranja.pdf
[25] https://www.wika.hr/113_53_en_co.WIKA
[26] https://www.sfsb.hr/kth/zavar/tii/predg.html
[27] https://repozitorij.unin.hr/islandora/object/unin:157/preview
[28] https://www.mr-chemie.de/en/products/magnetic
particleinspection/products/detection-media/product/mrr-76-s-magnetic-powder-
suspension-version-a-asme/
[29] Panić, V.: Utjecaj plinova pri zavarivanju na svojstva zavara, Magistarski rad, FSB,
Zagreb, 2001.

Ida Perko Upravljanje procesom zavarivačkih radova u proizvodnom poduzeću
Međimursko veleučilište u Čakovcu 97
13. PRILOZI
ATEST ZAVARIVAČA POD ŽIGOM 81
EWE CERTIFIKAT
PLAN ZAVARIVANJA
OPERACIJSKA LISTA
WPS LISTA
IZVJEŠĆE O VIZUALNOJ KONTROLI