these el barrak
DESCRIPTION
theseTRANSCRIPT

UNIVERSITE TOULOUSE III – PAUL SABATIER U.F.R. P.C.A.
THESE
En vue de l’obtention du
DOCTORAT DE L’UNIVERSITE TOULOUSE III – PAUL SABATIER
Spécialité GENIE CIVIL
Par
Maher EL BARRAK
CONTRIBUTION A L’ETUDE DE L’APTITUDE A L’ECOULEMENT DES BETONS AUTOPLACANTS
A L’ETAT FRAIS
Thèse dirigée par Alain BASCOUL
co-encadrée par Michel MOURET
Soutenue le 12 juillet 2005
Jury : M. Alain BASCOUL Professeur à l’IUT de Toulouse Mme Pascale DE CARO MCF à l’ENSIACET de Toulouse, invitée M. Christophe LANOS Professeur à l’IUT de Rennes, rapporteur M. Michel MOURET MCF à l’Université Toulouse III – Paul Sabatier M. Ange NZIHOU Professeur à l’Ecole des Mines d’Albi, examinateur M. Gérard PONS Professeur à l’INSA de Toulouse, examinateur M. Eric WIRQUIN MCF HDR à l’Université d’Artois, rapporteur

Maher EL BARRAK
Contribution à l’étude de l’aptitude à l’écoulement des bétons autoplaçants à l’état frais
Thèse de Doctorat, spécialité Génie Civil
Université Toulouse III – Paul Sabatier
Laboratoire Matériaux et Durabilité des Constructions INSA/UPS – génie civil
Résumé : Ce travail s’inscrit dans la problématique de plusieurs projets de recherche visant à comprendre et contrôler les propriétés autoplaçantes des bétons à l’état frais. Il se situe à deux échelles : celle de la pâte et celle du béton. La rhéologie de la pâte est étudiée en fonction des dosages du ciment, du filler calcaire, du superplastifiant, de l’agent de viscosité et de l’eau. L’ordre d’influence de chacun des constituants, ainsi que leurs interactivités sur le seuil de cisaillement, la viscosité et l’étalement, sont mis en évidence grâce à la technique des plans de mélanges. Une composition de pâte autoplaçante en est déduite. En associant un squelette granulaire à la pâte optimale, nous montrons que nous obtenons un béton autoplaçant par ajout d’eau au delà de celle retenue par les granulats. Ce supplément peut être remplacé par le volume équivalent de pâte. La théorie de la pâte en excès permet de quantifier le volume de pâte nécessaire à l’écoulement autoplaçant. Un diamètre représentatif de chaque classe granulaire est établi à l’aide des moments statistiques de la distribution. En couplant cette représentation au modèle d’empilement compressible, nous définissons un paramètre d’homothétie entre les diamètres des granulats bruts et enrobés. Il permet de proposer une méthode de formulation des bétons autoplaçants. Mots-clés : béton autoplaçant BAP, pâte de ciment, ouvrabilité, rhéologie, formulation, constituants, interactivités, plan de mélange, diamètre représentatif, pâte en excès, squelette granulaire.

REMERCIEMENTS
Ce travail de thèse a été effectué au sein du Laboratoire Matériaux et Durabilité des
Constructions à l’Université Paul Sabatier et l’INSA de Toulouse.
Je tiens à remercier Mme Ginette Arliguie, directrice du LMDC, de m’avoir accueilli au sein
du laboratoire.
Je remercie particulièrement MM. Alain Bascoul et Michel Mouret qui ont dirigé et
accompagné ce travail, et au contact desquels j’ai beaucoup appris. Je souligne leur grande
compétence, ainsi que leur disponibilité.
MM. Christophe Lanos et Eric Wirquin ont accepté d’être rapporteurs de cette thèse ; je les
remercie sincèrement pour leur lecture critique et éclairante sur le sujet.
Je remercie M. Gérard Pons d’avoir accepté d’examiner ce travail de recherche et de présider
mon jury de thèse. Je remercie également Mme Pascale de Caro et M. Ange Nzihou,
examinateurs de ce travail, pour leur précieuse collaboration durant ce travail.
Merci à l’ensemble des personnes du LMDC m’ayant apporté leur aide scientifique,
administrative ou technique au cours de mon travail. Merci en particulier à Mathieu Garros,
Bernard Attard, Gérard Léger, Jean Ranera, Zizou, Anne et Richard.
Je tiens à remercier profondément tous les chercheurs ou anciens chercheurs grâce à qui mon
intégration en France et au sein du laboratoire a été possible. Je suis heureux de compter
parmi mes amis : Alexandra Bertron, Gilles Klysz, Jean-Philippe Monlouis-Bonnaire. Je
n’oublierai jamais leur soutien quotidien et leur générosité. Un grand Merci va aussi à
Mahmoud Ismail, Marie Coutand, Stéphane Multon, Yann Landon.
Je remercie mes proches et amis du Liban, Mazen et Hala, Anis, Dani, Farhat, Georges, Moni,
Paul, Rami et enfin Diana et Roy, pour leur fidélité et leur soutien durant tout mon séjour loin
d’eux.
Enfin, je remercie tout particulièrement Madona mon amour, Nader mon petit frère, Wassim
mon grand frère et Fabienne ma belle soeur, Samir et Siham mes parents, qui étaient à mes
côtés tout au long de ce travail. C’est grâce à leur amour, leur soutien et leur courage que j’en
suis là aujourd’hui. Je leur dédie ce manuscrit en gage de ma reconnaissance.

Table des matières 1
TABLE DES MATIERES
TABLE DES MATIERES .................................................................................................................... 1
INTRODUCTION GENERALE.......................................................................................................... 5
PARTIE I : BIBLIOGRAPHIE ........................................................................................................... 8
CHAPITRE 1 – BETON AUTOPLACANT (BAP) : CONNAISSANCES ACTUELLES............. 9 1. INTRODUCTION.......................................................................................................................................... 9 2. OUVRABILITE DES BETONS AUTOPLAÇANTS ............................................................................................ 10
2.1. Propriétés........................................................................................................................................... 10 2.2. Caractérisation .................................................................................................................................. 14
3. RHEOLOGIE DES BETONS AUTOPLAÇANTS ............................................................................................... 25 3.1. Comportement rhéologique................................................................................................................ 25 3.2. Grandeurs rhéologiques .................................................................................................................... 27 3.3. Caractérisation : rhéomètres ............................................................................................................. 30
4. RECHERCHE DE CORRELATIONS............................................................................................................... 31 5. FORMULATION DES BAP ......................................................................................................................... 33
5.1. Approche japonaise ........................................................................................................................... 33 5.2. Approche CBI (suédoise) ................................................................................................................... 35 5.3. Approche LCPC................................................................................................................................. 37 5.4. Bilan................................................................................................................................................... 38
6. PROPRIETES A L’ETAT DURCI ................................................................................................................... 39 6.1. Propriétés mécaniques....................................................................................................................... 39 6.2. Propriétés physico-chimiques et durabilité........................................................................................ 41 6.3. Bilan................................................................................................................................................... 41
7. SYNTHESE ............................................................................................................................................... 42
CHAPITRE 2 – ECOULEMENT DES BETONS AUTOPLACANTS : CONSTITUANTS ET PARAMETRES INFLUENTS ........................................................................................................... 44
1. INTRODUCTION........................................................................................................................................ 44 2. CIMENT ET EAU....................................................................................................................................... 44
2.1. Eau..................................................................................................................................................... 45 2.2. Ciment................................................................................................................................................ 45 2.3. Concentration volumique en solides .................................................................................................. 46
3. GRANULATS ............................................................................................................................................ 48 4. ADDITIONS MINERALES ........................................................................................................................... 49
4.1. Avantages économiques et environnementaux ................................................................................... 49 4.2. Avantages techniques......................................................................................................................... 50 4.3. Influence sur l’écoulement ................................................................................................................. 50 4.4. Filler calcaire .................................................................................................................................... 51
5. SUPERPLASTIFIANTS ................................................................................................................................ 52 5.1. Propriétés........................................................................................................................................... 52 5.2. Mécanismes d’action.......................................................................................................................... 53 5.3. Influence sur l’écoulement ................................................................................................................. 56
6. AGENTS DE VISCOSITE ............................................................................................................................. 57 6.1. Propriétés et mécanismes d’actions................................................................................................... 58 6.2. Adjuvants à base de silice précipitée ................................................................................................. 59
7. INTERACTIONS ENTRE CONSTITUANTS ..................................................................................................... 60 8. BILAN...................................................................................................................................................... 61
SYNTHESE DE LA PARTIE I .......................................................................................................... 63

Table des matières 2
PARTIE II : ETUDE DES SUSPENSIONS CIMENTAIRES ........................................................ 65
CHAPITRE 3 – MATERIAUX ET METHODES : PATES DE CIMENT ................................... 66 1. INTRODUCTION........................................................................................................................................ 66 2. MATERIAUX ............................................................................................................................................ 66
2.1. Ciment (C) et Filler calcaire (F)........................................................................................................ 66 2.2. Adjuvants : Superplastifiant (SP) et Agent de Viscosité (AV) ............................................................ 67
3. METHODES DE PREPARATION DES PATES DE CIMENT ............................................................................... 68 4. CONSISTANCE DE LA PATE DE CIMENT : ASPECT VISUEL .......................................................................... 68 5. PROGRAMME LMDC............................................................................................................................... 69
5.1. Matériel de mesure rhéologique ........................................................................................................ 69 5.2. Mesure du seuil de cisaillement statique............................................................................................ 70 5.3. Mesure de la viscosité apparente....................................................................................................... 71 5.4. Essai d’ouvrabilité : mini-cône.......................................................................................................... 75 5.5. Echéances d’essais............................................................................................................................. 76
6. PROGRAMME ENSTIMAC ...................................................................................................................... 77 6.1. Matériel de mesure rhéologique ........................................................................................................ 77 6.2. Mesure du seuil de cisaillement statique............................................................................................ 78 6.3. Etablissement de la courbe d’écoulement.......................................................................................... 79 6.4. Echéances d’essais............................................................................................................................. 80
CHAPITRE 4 – ANALYSE PARAMETRIQUE.............................................................................. 81 1. INTRODUCTION........................................................................................................................................ 81 2. APPROCHE ............................................................................................................................................... 81 3. RESULTATS ET ANALYSES........................................................................................................................ 83
3.1. Calcul des écart-types........................................................................................................................ 83 3.2. Test de l’eau....................................................................................................................................... 83 3.3. Suspensions fluides ............................................................................................................................ 84 3.4. Pâtes de ciment .................................................................................................................................. 85 3.5. Bilan................................................................................................................................................... 92
4. CONCLUSION ........................................................................................................................................... 93
CHAPITRE 5 – ANALYSE PAR PLAN DE MELANGE............................................................... 95 1. INTRODUCTION........................................................................................................................................ 95 2. METHODOLOGIE DE LA RECHERCHE EXPERIMENTALE : PLAN DE MELANGE............................................. 96
2.1. Modèles mathématiques utilisés......................................................................................................... 97 2.2. Construction de la matrice d’expérience ........................................................................................... 97 2.3. Elaboration de la matrice d’expériences : algorithme d’échange..................................................... 99
3. MISE EN ŒUVRE D’UN PLAN DE MELANGE POUR L’ETUDE DES PATES DE CIMENT .................................. 100 3.1. Détermination d’un domaine expérimental...................................................................................... 101 3.2. Détermination de la matrice d’expériences ..................................................................................... 102 3.3. Réalisation des expériences et réponses expérimentales ................................................................. 106 3.4. Fiabilité du modèle postulé.............................................................................................................. 108 3.5. Etude de désirabilité : pâte optimale ............................................................................................... 111
4. EXPLOITATION ET ANALYSE DES RESULTATS......................................................................................... 115 4.1. Rôle des constituants sur le comportement des mélanges................................................................ 115 4.2. Recherche d’interactivité entre constituants.................................................................................... 124 4.3. Interprétations.................................................................................................................................. 128
5. CONCLUSION ......................................................................................................................................... 133
PARTIE III : ASSOCIATION PATE – GRANULAT ............................................................... 135
CHAPITRE 6 – MATERIAUX ET METHODES : BETON ........................................................ 136 1. INTRODUCTION...................................................................................................................................... 136 2. CARACTERISTIQUES DES GRANULATS.................................................................................................... 136
2.1. Eau retenue par les granulats .......................................................................................................... 138 2.2. Compacité des granulats.................................................................................................................. 139
3. ESSAIS D’OUVRABILITE ......................................................................................................................... 140 4. ESSAIS RHEOLOGIQUES.......................................................................................................................... 141

Table des matières 3
4.1. Matériel de mesure : Rhéomètre RheoCAD..................................................................................... 141 4.2. Procédure de mesure et grandeurs mesurées .................................................................................. 142
CHAPITRE 7 – CONFECTION D’UN BETON AUTOPLACANT (BAP)................................. 145 1. INTRODUCTION...................................................................................................................................... 145 2. PRINCIPE GENERAL DE RECHERCHE D’UNE FORMULATION DE BAP....................................................... 145 3. PROCEDURE EXPERIMENTALE................................................................................................................ 146 4. MALAXAGE ET ECHEANCES D’ESSAI...................................................................................................... 148 5. RESULTATS............................................................................................................................................ 149
5.1. Composition du volume ajouté pour les différents bétons................................................................ 149 5.2. Formulations théoriques des bétons ................................................................................................ 150 5.3. Calcul de la dispersion expérimentale ............................................................................................. 150 5.4. Ouvrabilité ....................................................................................................................................... 151 5.5. Rhéologie ......................................................................................................................................... 152 5.6. Résistance à 28 jours ....................................................................................................................... 153 5.7. Influence du choix du dernier ajout sur le comportement des bétons .............................................. 154 5.8. Bilan................................................................................................................................................. 156
6. EAU RETENUE PAR LES GRANULATS ...................................................................................................... 156 6.1. Dispersion expérimentale ................................................................................................................ 157 6.2. Résultats et validation...................................................................................................................... 157 6.3. Bilan................................................................................................................................................. 160
7. CONCLUSION ......................................................................................................................................... 160
CHAPITRE 8 – CARACTERISATION DU SQUELETTE GRANULAIRE ............................. 162 1. INTRODUCTION...................................................................................................................................... 162 2. DETERMINATION DU DIAMETRE REPRESENTATIF D’UN GROUPE DE GRANULATS.................................... 162
2.1. Introduction...................................................................................................................................... 162 2.2. Méthodologie ................................................................................................................................... 163 2.3. Application....................................................................................................................................... 169 2.4. Intérêt de la méthode de détermination du diamètre représentatif DRi ............................................ 170
3. COMPACITE : ETAPES ET METHODOLOGIE.............................................................................................. 171 3.1. Introduction...................................................................................................................................... 171 3.2. Méthodologie ................................................................................................................................... 172 3.3. Application....................................................................................................................................... 175
4. SURFACE GRANULAIRE .......................................................................................................................... 178 5. CONCLUSION ......................................................................................................................................... 180
CHAPITRE 9 – ANALYSE DE L’INTERACTION PATE - GRANULATS.............................. 181 1. INTRODUCTION...................................................................................................................................... 181 2. THEORIE DE LA PATE EN EXCES ............................................................................................................. 182
2.1. Principe............................................................................................................................................ 182 2.2. Epaisseur de la pâte en excès........................................................................................................... 183 2.3. Bilan................................................................................................................................................. 185
3. DETERMINATION DE L’EPAISSEUR DE LA PATE EN EXCES....................................................................... 187 3.1. Résultats........................................................................................................................................... 187 3.2. Bilan................................................................................................................................................. 188
4. DETERMINATION D’UN FACTEUR REPRESENTATIF DU COMPORTEMENT AUTOPLAÇANT......................... 189 4.1. Approche.......................................................................................................................................... 189 4.2. Validation du paramètre k ............................................................................................................... 190 4.3. Bilan................................................................................................................................................. 192
5. CONTRIBUTION A LA FORMULATION DES BETONS AUTOPLAÇANTS........................................................ 192 5.1. Principe............................................................................................................................................ 192 5.2. Exemple de validation...................................................................................................................... 195
6. CONCLUSION ......................................................................................................................................... 198
CONCLUSION GENERALE .......................................................................................................... 199
REFERENCES BIBLIOGRAPHIQUES ........................................................................................ 201

Table des matières 4
ANNEXES.......................................................................................................................................... 217 ANNEXES CHAPITRE 4 (ANALYSE PARAMETRIQUE) ........................................................................................ 217
Viscosité apparente des suspensions fluides.............................................................................................. 217 Seuils de cisaillement des pâtes de ciment................................................................................................. 218 Viscosité apparente des pâtes de ciment ................................................................................................... 220
ANNEXES CHAPITRE 5 (ANALYSE PAR PLAN DE MELANGE)............................................................................. 221 Fiabilité du modèle.................................................................................................................................... 221 Analyse descriptive.................................................................................................................................... 222 Arbres binaires .......................................................................................................................................... 223
LISTE DES FIGURES...................................................................................................................... 224
LISTE DES TABLEAUX ................................................................................................................. 227

Introduction générale 5
INTRODUCTION GENERALE
Le béton est un matériau utilisé depuis des millénaires à cause de la facilité de sa fabrication,
de sa simple mise en place à l’état frais, de ses propriétés mécaniques et de durabilité à l’état
durci. On estime actuellement que la production mondiale atteint une moyenne annuelle d’une
tonne de béton par habitant.
Parmi les différentes familles de béton, le béton autoplaçant (BAP) est encore en cours
d’émergence dans le domaine de la construction civile, bâtiment et travaux publics. Le BAP
est un béton très fluide qui se met en place par gravité sans apport extérieur ou intérieur de
vibration. Ce matériau est notamment employable pour la réalisation d'ouvrages d'art.
L'intérêt de ce type de matériau dans les constructions civiles réside dans l'absence de
nuisance sonore en milieu urbain, la possibilité de bétonner des zones extrêmement
ferraillées, une plus grande sécurité sur les chantiers, une excellente qualité des parements,
une réduction des coûts des processus industriels.
Les premières études publiées entre 1990 et 2000 sur ce type de matériau sont japonaises et
concernent principalement les bétons à hautes performances fortement dosés en ciment, avec
une proportion d'eau réduite et l'adjonction d’adjuvants.
En Europe, la tendance pour l'utilisation du BAP est différente car il est envisagé de formuler
des bétons de classe ordinaire (BO, de 25 à 50 MPa de résistance à la compression) sans avoir
recours à une quantité importante de liant ou de fines minérales. L'usage des BAP pourrait
alors être étendu au domaine du bâtiment standard et amener des changements significatifs
dans les procédés de construction.
C’est pourquoi des projets aussi bien à l’échelle européenne que nationale ont vu le jour à
l’horizon 2000 pour mieux comprendre et donc mieux cerner les propriétés autoplaçantes.
Naturellement, de nombreuses questions, suspendues à l'effort de recherche scientifique dans
un domaine encore récent, ont défini les actions à mener dans le cadre de ces projets. Ces
questions touchent à la fois à la formulation du BAP, au comportement du matériau à l'état
frais et les moyens de sa caractérisation, à son comportement mécanique à l'état durci à court
et long termes, à sa résistance aux agressions chimiques ou à des actions hygro-thermiques de
gel-dégel pour ne citer que les préoccupations essentielles. S’agissant du Projet National, les
études sont pour la plupart achevées et donnent maintenant lieu à la rédaction de documents
finaux qui devraient servir de base à l’élaboration de recommandations.

Introduction générale 6
La présente étude s’inscrit dans le cadre de plusieurs projets de recherche : le projet national
béton autoplaçant PN BAP et le projet Région Midi-Pyrénées « Amélioration des
constructions par la maîtrise des BAP ». Elle concerne l’étude de l’aptitude à l’écoulement
des BAP. Elle a pour objectif de comprendre les rôles joués par les différents constituants
susceptibles d’entrer dans la formulation des BAP, de mettre en évidence les éventuelles
interactions entre constituants, et de proposer une approche contribuant à leur formulation.
Le mémoire est décomposé en 3 parties. La première partie présente une revue
bibliographique concernant les propriétés principales des BAP et des paramètres influents
dans sa composition. Le premier chapitre présente d’abord les propriétés des BAP en termes
d’ouvrabilité et de rhéologie, ainsi que les méthodes de caractérisation correspondantes.
Ensuite il présente les approches de formulation existantes. Le deuxième chapitre explique le
rôle joué par les différents constituants des BAP et les paramètres influents sur l’écoulement.
La deuxième partie concerne particulièrement l’étude à l’échelle de la pâte de ciment. Son
objectif est de comprendre l’influence des constituants fins susceptibles d’entrer dans la
composition des BAP, et de mettre en évidence des interactions entre constituants. Une pâte
aux critères autoplaçants est définie et constitue le point de départ de la dernière et troisième
partie. La deuxième partie est constituée de 3 chapitres. Le chapitre 3 présente les matériaux,
outils et méthodes utilisés pour la réalisation de cette étude. Le chapitre 4 concerne une
démarche paramétrique classique pour comprendre le rôle des constituants des pâtes de
ciment dans l’écoulement. Le chapitre 5 consiste à mettre en œuvre une stratégie basée sur le
plan de mélange. A partir de la base de données issue du plan de mélange, des analyses
statistiques permettent d’établir un classement par ordre d’importance des influences des
constituants sur les propriétés d’écoulement. Par ailleurs, le plan de mélange permet de
déceler des interactivités entre constituants d’une part et d’obtenir une pâte de ciment
autoplaçante d’autre part.
Le passage à l’échelle du béton fait l’objet de la troisième et dernière partie. Le chapitre 6
décrit les matériaux, les outils et les méthodes nécessaires pour la réalisation des bétons. Le
chapitre 7 propose une démarche de composition en associant une pâte de ciment autoplaçante
à différents squelettes granulaires. Une analyse du rôle de l’eau dans le béton est effectuée, de
laquelle découle un principe de formulation des bétons autoplaçants. Affirmer ce principe
nécessite une caractérisation du squelette granulaire qui fait l’objet du chapitre 8. Notamment
une approche est développée pour déterminer la taille représentative des classes d’une
distribution granulaire. Ce paramètre est utilisé pour déterminer la compacité maximale du

Introduction générale 7
squelette granulaire et sa surface. Le principe de formulation est précisé dans le chapitre 9 en
utilisant la théorie de la pâte en excès. Elle conduit à proposer un paramètre caractéristique
définissant l’interaction pâte-granulats. Ce paramètre est validé sur l’ensemble de nos
résultats et sur ceux émanant de la littérature.

PARTIE I : BIBLIOGRAPHIE

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 9
CHAPITRE 1 – BETON AUTOPLACANT (BAP) : CONNAISSANCES
ACTUELLES
1. Introduction
Le béton autoplaçant BAP est désormais connu comme un béton très fluide, homogène, qui se
met en place sous le seul effet de la gravité. Son développement a commencé au Japon à la fin
des années 1980 pour des raisons économiques (réduction de la main d’œuvre, rapidité de
mise en place) et s’est progressivement répandu dans le reste du monde. En effet, la qualité de
matériau autoplaçant confère au béton plusieurs avantages techniques et socio-économiques
par rapport au béton ordinaire [OKA99] :
Avantages techniques :
Facilité et rapidité dans la mise en œuvre du béton (coulage en un seul point,
augmentation du débit de béton pompé).
Bétonnage en milieux fortement ferraillés.
Amélioration de la qualité des parements et de l’enrobage des aciers.
Réalisation d’éléments de forme plus complexe.
Avantages socio-économiques :
Réduction du coût de la main d’œuvre.
Absence de systèmes de vibration (intérieurs ou extérieurs) réduisant ainsi les coûts et les
nuisances sonores dans et au voisinage du chantier.
Réduction du temps de bétonnage et des besoins de ragréage.
Toutefois, certains points restent à surveiller dans l’utilisation du béton autoplaçant :
Augmentation du coût des matières premières, par la présence des nouveaux adjuvants, et
des différentes additions minérales.
Compatibilité des matériaux.
Etanchéité des coffrages.
Les premiers BAP ont été confectionnés avec des ajouts de fluidifiants réduisant ainsi le
rapport eau sur ciment (E/C) du béton. Les plastifiants ou les superplastifiants confèrent au

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 10
béton une grande fluidité, puisqu’ils s’adsorbent à la surface des particules de ciment et
agissent par effets stérique et électrostatique pour disperser ces particules. Cette fonction
diminue d’une part le phénomène de floculation du ciment au contact de l’eau, et augmente
d’autre part la proportion d’eau libre dans la suspension [BARO96]. Cependant, les
superplastifiants peuvent augmenter les risques de ségrégation et de sédimentation dans le
béton. Le fait de leur associer des agents de viscosité aide à maintenir les granulats en
suspension et permet au béton de garder un squelette granulaire bien reparti dans tout le
volume.
Les différentes approches visant à concevoir des bétons autoplaçants ont abouti à des
formulations de bétons ayant un volume de pâte plus important que celui des bétons
ordinaires (pour des résistances mécaniques égales). En effet, la présence de la pâte (mélange
du ciment, des adjuvants, de l’eau efficace et des additions minérales) remplit les vides et
écarte les granulats, minimisant ainsi les frictions et les frottements. Ceci a pour conséquence
d’améliorer l’ouvrabilité et l’écoulement du béton. Les BAP contiennent donc une quantité
moins importante de gravier, et beaucoup plus de fines (particules inférieures à 80 microns).
Les additions minérales de type filler calcaire, cendre volante, fumée de silice, laitier, etc. ont
gardé leur rôle comme substituant partiel du ciment dans les BAP. Différents matériaux sont
de plus utilisés dans la réalisation d’un béton autoplaçant, comme les entraîneurs d’air, les
retardateurs ou accélérateurs de prise, et les réducteurs d’eau. Aujourd'hui, les méthodes de
fabrication et les produits de béton demandés par l'industrie sont de plus en plus compliqués
et variés.
La réalisation d’un BAP est devenue de ce fait une opération plus complexe que celle d’un
béton ordinaire traditionnel. En effet, il s’agit de combiner un nombre plus élevé de
matériaux, opération accompagnée d’éventuels problèmes de compatibilités entre matériaux
(ciment - adjuvants, adjuvant – adjuvant).
2. Ouvrabilité des bétons autoplaçants
2.1. Propriétés
Les bétons ordinaires sont des matériaux qui se mettent en place sous l’effet de sollicitations
extérieures ou intérieures telles que la vibration. Les bétons autoplaçants de leur côté se
comportent comme des fluides plus ou moins visqueux et se mettent en place sans
sollicitation. De ce fait, les deux bétons se comportent de façon très différente. Sur chantier, le

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 11
test d’affaissement au cône d’Abrams est très utile pour caractériser les bétons ordinaires,
alors qu’il n’est utilisé que pour mesurer l’étalement de la galette d’un BAP et le temps de
passage à une galette intermédiaire de 50 cm de diamètre. Or, un seul test ne suffisant pas à
prédire la qualité d’un béton autoplaçant, plusieurs tests ont été développés pour caractériser
les propriétés du BAP. Les propriétés générales d’un béton autoplaçant frais sont la fluidité et
l’homogénéité. Ces propriétés sont étudiées sur plusieurs aspects, et peuvent se diviser en
trois critères mesurables par des tests empiriques : le remplissage, la résistance à la
ségrégation, et la capacité à passer à travers les obstacles que nous appellerons capacité de
passage [AFG00][RIL01].
2.1.1. Le remplissage
Le remplissage du béton, ou la déformabilité, est un critère qui découle directement de sa
fluidité. Le béton autoplaçant est capable de remplir les vides et les espaces difficiles dans un
milieu confiné, en se déformant sous l’effet de son propre poids, et sans sollicitations
(vibrations externe ou interne). Le remplissage est observé sous deux aspects : la capacité de
remplissage et la vitesse de remplissage. Le premier aspect est lié à la capacité de déformation
du béton, il traduit le pourcentage rempli ou la distance atteinte dans l’espace. Le second est
lié à la vitesse de déformation, il traduit ainsi la vitesse d’écoulement du béton. Le test
d’étalement au cône d’Abrams donne des indications sur les deux aspects [AFG00], puisque
le diamètre final atteint par la galette de béton correspond à la capacité de déformation, et le
temps de passage à un certain diamètre (à 50 cm de diamètre par exemple) correspond à la
vitesse de la déformation du béton.
La fluidité d’un béton autoplaçant est contrôlée par l’état de contrainte existant entre les
particules qui le constituent. En effet, pour que le béton s’écoule bien, il est primordial de
réduire les frictions et les frottements existants entre les particules solides (gravier, sable,
additions, liant) qui génèrent des contraintes empêchant l’écoulement. Si on considère que
pendant son écoulement, le béton est un matériau diphasique, et que les granulats (phase
solide) baignent dans une suspension fluide (phase liquide) formée de la pâte de ciment (ou du
mortier), il est nécessaire d’augmenter le volume de pâte (ou diminuer le volume de granulats)
pour favoriser l’écoulement du béton [PED03][SME01]. L’utilisation de granulats roulés (de
forme plus ou moins sphérique) peut aussi être avantageuse lorsqu’on désire réduire les
frictions entre les granulats. Il est à noter que la réduction des frictions et frottements entre les
particules fines (liant, additions, fines du sable) n’est possible qu’en augmentant le volume
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 12
d’eau dans le béton. Or une utilisation excessive d’eau diminue considérablement la résistance
à la ségrégation, et conduit à des faibles performances mécaniques du béton à l’état durci.
Par conséquent, un bon équilibre est nécessaire entre la résistance à la ségrégation du béton et
la fluidité par réduction des frictions entre les granulats. Pour ce faire, il ne suffit pas
seulement d’augmenter le volume de la pâte qui doit avoir en outre des propriétés
autoplaçantes. En effet, la pâte du béton doit présenter une bonne fluidité (une grande
déformabilité) et conférer au béton une grande résistance à la ségrégation [RIL01]. Du point
de vue rhéologique, cela se traduit par un faible seuil de cisaillement, et une viscosité
suffisante pour assurer le maintien des granulats dans la suspension. La fluidité de la pâte peut
être assurée par l’ajout d’un superplastifiant qui agit en baissant fortement le seuil de
cisaillement de la pâte, et celui du béton si les frottements intergranulaires sont minorés par
un volume suffisant de pâte.
2.1.2. La résistance à la ségrégation
La ségrégation d’un mélange correspond à l’absence d’homogénéité dans la distribution des
constituants ce qui provoque généralement une séparation de phases solide et liquide ou bien
une séparation des phases solides en fonction de leurs dimensions [LEG82][RIL01]. La
ségrégation peut donc se manifester dans un béton de façons différentes, comme la séparation
entre la pâte et les granulats, la séparation entre le gravier et le mortier qui peut conduire à un
blocage en zones confinées, et une répartition non homogène de l’air occlus.
Pour éviter la ségrégation, il faut réduire la quantité d’eau libre dans le béton en réduisant le
rapport E/C du béton. L’eau libre dans le béton est généralement mobile et peut trouver son
chemin vers la surface du béton par effet de gravité et de densité indépendamment des solides
dans le mélange. Ceci à l’extrême se traduit par une couche de laitance en surface libre du
béton. Des matériaux de surface granulaire plus élevée, peuvent par absorption et adsorption
retenir une quantité supplémentaire d’eau libre. La résistance à la ségrégation du béton peut
aussi être augmentée en élevant la viscosité de l’eau dans la suspension, avec certains agents
de viscosité.
Les autres aspects de ségrégation sont évités en utilisant une pâte capable de maintenir les
particules solides et l’air distribués uniformément en suspension. Ceci nécessite une forte
interaction entre les phases du béton, qui correspond à des forces résultant des frictions entre
les particules. Or, on ne peut pas augmenter les interactions entre les particules du béton
puisque l’écoulement du béton sera fortement influencé, et les risques de blocages de gravier

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 13
seront importants pendant un passage dans un milieu confiné ou encombré par les armatures.
On a donc intérêt à augmenter la cohésion entre les phases, plutôt que les interactions
[RIL01]. Ceci est possible avec une pâte de rapport E/C réduit, ou l’utilisation d’un agent de
viscosité.
2.1.3. La capacité de passage
Le béton autoplaçant doit réunir à la fois la fluidité (la capacité de remplissage) et la
résistance à la ségrégation pour produire un bon écoulement sur un chantier. Cependant, dans
les milieux confinés et les zones fortement ferraillées, il faut que le béton puisse s’écouler
dans les espaces étroits et entre les armatures. En effet, le blocage des granulats est provoqué
d’une part par la quantité importante de granulats dans le béton (plus de gravier, plus de
risques de blocages), et d’autre part par la taille des plus gros granulats par rapport à
l’ouverture entre armatures ou dans un confinement. Le mécanisme de blocage peut être
illustré dans un plan par le schéma de la figure 1.1 qui montre un béton s’écoulant entre deux
armatures avant et au moment du blocage.
Ecoulement
Blocage
Armatures
granulats
Figure 1.1 : représentation en plan d’un blocage de granulats à travers deux armatures
A l’approche des armatures, une différence se crée entre la vitesse des granulats et celle de la
pâte. Plus rapide, la pâte précède les granulats en passant à travers les armatures [NOG99].
Ainsi, la quantité de granulats est considérée localement plus grande avant les armatures et
tend à augmenter avec l’écoulement du béton. Ce phénomène s’explique par le lessivage de la
pâte à travers les granulats au niveau du passage entre les armatures [SED99-a]. Par
conséquent, les frictions et les collisions entre les granulats sont plus importantes, et créent de
cts entre les granulats à l’amont de l’ouverture entre les armatures, ce qui multiples conta
provoque la formation éventuelle d’un arc stable de granulats bloquant l’écoulement du béton.

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 14
Le béton autoplaçant doit posséder donc une bonne capacité de passage à travers les
armatures et dans les confinements. Ceci nécessite une quantité de gravier inférieure à celle
d de tai ite.
2.1.4. Bilan
Un béton est qualifié d’auto proprié le
bon compromis entre des caractéristiques presque contradictoires (fluidité, résistance à la
ségrégation). Pour résumer, riété r
et les actions entreprises pour leu re dans le tableau
Propriétés d’un BAP Moyens d’obtention Actio tion
’un béton ordinaire, et lle maximale plus pet
plaçant s’il satisfait les tés citées ci-dessus, en trouvant
nous présentons les prop
r mise en œuv
s des BAP, les moyens de les obteni
1.1.
ns à mener dans la formula
Réduction des frictions entre les particules Augmentation du volume de pâte
Utilisation lastifiants de superpRemplissage (fluidité)
Optimisation de la pâte Optimisation du rapport E/C
Réduction du rapport E/C Utilisation d x de grande e matériau
surface granulaire Réduction de l’eau libre
dans le béton Utilisation d’agents de viscosité
Réduction du rapport E/C Utilisation d’agents de viscosité
Résistan
ille maximale des granulats
ce à la Ségrégation
Réduction de la séparation de phases Réduction de la ta
Réduction du volume de gravier Capacité de passage éduction de blocage des
granulats Réduction de la taille maximale des R
granulats
Tableau 1.1 : Propriétés d’ouvrabilité des BAP et les moyens de mise en œuvre
On remarque en général que pour réaliser un BAP il est très important d’avoir un volume plus
élevé de pâte par comparaison aux bétons vibrés. Cette pâte devrait de plus posséder des
propriétés optimales d’écoulement ou représentatives de l’autoplaçabilité.
2.2. Caractérisation
Lors de la formulation, la caractérisation du béton autoplaçant est nécessaire. Cela consiste à
s ci dessus. Ils sont destinés à caractériser le béton avec les
connaître son comportement à l’état frais à partir de tests mis en place depuis son
développement. Les principaux tests réalisés sont empiriques, et ont pour objectif de vérifier
les différentes propriétés définie

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 15
termes qualitatifs de fluidité, hétérogénéité et absence de blocage. Nous présentons dans cette
partie les principaux tests d’ouvrabilité pour la caractérisation des bétons autoplaçants.
2.2.1. Essai de l’étalement au cône d’Abrams
C’est l’essai le plus courant pour évaluer la fluidité du béton, car il est très simple à réaliser
sur chantier. Ce test nécessite un cône d’Abrams et une plaque métallique plane graduée à un
diamètre de 50 cm (figure 1.2).
Diamètre final
50 cm
Cône
d’AbramsGalette de Béton Mesure du tempsde passage
s au passage à un diamètre de 50 cm [AFG00].
50 alitative. En général,
des valeurs élevées de T50 traduisent un béton de vitesse de déformation faible (viscosité
élevée). Toutefois, le T50 est une valeur difficile à mesurer, surtout pour le cas des bétons très
fluides ; lancer et arrêter le chronomètre au moment où le cône est levé et où le béton passe au
Figure 1.2 : Schématisation de l’essai d’étalement au cône d’Abrams
L’essai consiste à mesurer le diamètre moyen final que prend le béton après le soulèvement
vertical du cône, ainsi que le temp
Le diamètre de la galette de béton est le paramètre qui caractérise la fluidité, plus il est grand
plus le béton est fluide (capacité de remplissage élevée). L’étalement final d’un béton
autoplaçant peut varier entre 50 cm et 80 cm en fonction de l’utilisation du béton [WALR03]
[REG05].
Cet essai permet aussi de détecter visuellement les premiers signes de ségrégation du béton
(présence d’une épaisseur de laitance en périphérie de la galette, accumulation de gravier au
centre d’une galette de mortier).
Le temps de passage de la galette de béton à un diamètre de 50 cm donne une idée sur la
vitesse de déformation du béton. Cette mesure, le T , est une valeur qu

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 16
diamètre de 50 cm est une estimation subjective. En général, pour un béton autoplaçant, la
littérature mentionne des valeurs allant jusqu’à 7 secondes [GRU03][NIE03]. Cependant,
centrés avant de relever le cône et d’observer l’étalement du béton à travers les armatures. Les
dimensions de l’anneau, des armatures et les espacements entre les armatures sont différents
selon les auteurs et les pa ortées par [DAC03] : les
certains auteurs considèrent que cette valeur peut atteindre 12 secondes, pour des bétons
autoplaçants avec une faible vitesse de déformation [UTS03][BUI02-b].
2.2.2. Essai J-Ring
L’essai du J-Ring (Japanese Ring) consiste à associer un anneau d’armatures à l’essai de
l’étalement au cône d’Abrams. L’anneau d’armatures (figure 1.3) et le cône d’Abrams sont
ys. Nous citons quelques dimensions rapp
diamètres des armatures et les espacements entre armatures peuvent varier respectivement
dans les plages 10-16 mm et 34-48 mm. Le diamètre de l’anneau varie entre 23,5 et 30 cm.
Figure 1.3 : Anneau d’armatures (J-Ring)
Le test J-Ring permet d’évaluer la différence entre le comportement du béton sans et avec
obstacles. Ainsi, l’essai de l’étalement au cône d’Abrams doit être effectué deux fois, la
seconde fois en utilisant l’anneau d’armatures. La différence entre les diamètres moyens des
deux essais met en évidence la perte de remplissage due à la présence d’armatures. Pour un
béton autoplaçant cette différence doit être inférieure à 5 cm [EFN02]. Cet essai est
essentiellement utilisé dans le cas des bétons autoplaçants fibrés.
2.2.3. Essai de l’écoulement à l’entonnoir (V-funnel)
Cet essai permet une évaluation qualitative du béton autoplaçant [RIL01] : il caractérise la
capacité de passage du béton à travers un orifice. L’entonnoir existe en dimensions
différentes, et il est destiné à imposer un écoulement du même type que celui imposé entre
deux armatures parallèles. Le plus souvent, la partie inférieure de l’entonnoir est rectangulaire
de dimensions 7,5 cm x 6,5 cm. Elle est équipée d’une trappe (figure 1.4).

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 17
50 cm
42.5
cm
15 c
m
1
0.5
7.5 cm
Figure 1.4 : Schématisation de l’essai de l’entonnoir (V-funnel)
L’essai consiste à observer l’écoulement du béton à travers l’entonnoir et à mesurer le temps
d’écoulement entre le moment où la trappe est libre et le moment où on aperçoit le jour par
tonnoir est longue [RIL01].
entonnoir doit être généralement inférieur à
12 secondes [EFN02]. Quelques recommandations visent un temps compris entre 5 secondes
taux de remplissage et le temps d’écoulement du béton.
L’appareillage représenté par la figure 1.5 consiste à laisser passer le béton du compartiment
vertical au compartimen s. Des appareillages de
l’orifice. Le béton autoplaçant doit s’écouler avec une vitesse constante ; un simple
changement de vitesse de l’écoulement est un signe de blocage, donc de ségrégation dans le
béton. Cet essai permet aussi d’évaluer la viscosité du béton lors de l’écoulement : pour des
bétons de même étalement au cône d’Abrams par exemple, la viscosité est d’autant plus
élevée que la durée de l’écoulement à l’en
Le temps d’écoulement du béton autoplaçant à l’
et 12 secondes pour obtenir un béton de viscosité suffisante [EFN02][ARB03].
Un essai similaire à celui de l’entonnoir (mais de forme cylindrique) a été développé par
Bartos [BART93], et appelé Orimet. Un béton autoplaçant doit avoir un temps d’écoulement
inférieur à 5 secondes [EFN02]. Ce dispositif peut être associé à l’essai J-Ring : le béton
occupant le dispositif Orimet est directement déversé sur une plaque métallique au centre de
l’anneau d’armatures [EFN02][SON03].
2.2.4. Essai de l’écoulement à la boite en L
Cet essai permet de tester l’écoulement du béton à travers des armatures (capacité de
passage), de mesurer le
t horizontal à travers l’espace entre armature
différentes dimensions existent sur le marché, ainsi que des armatures de différents tailles et

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 18
espacements (la figure 1.5 représente une boite en L de 60 cm de hauteur totale, de 70 cm de
longueur et de 20 cm de largeur).
Un béton autoplaçant possède un taux de remplissage H2/H1 supérieur ou égal à 0,8 [AFG00].
Un blocage quelconque du béton durant le passage à travers les armatures traduit le
phénomène de ségrégation.
60 c
m
15 c
m
H2
H1
Ferraillage 3 14Espace libre, 39 mm entre les barres
0 - 40 cm
Figure 1.5 : Schématisation de la boite en L
La vitesse de l’écoulement peut être évaluée en mesurant le temps de passage du béton à la
ligne des 20 cm et à celle des 40 cm. Les temps de passage sont respectivement notés T20 et
T40. Certains auteurs [ARB03] recommandent des valeurs inférieures à 1,5 secondes pour T20
et inférieures à 3,5 secondes pour T40 afin de rester dans un domaine autoplaçant.
2.2.5. Essai de l’écoulement au tube en U
De principe identique à l’essai de l’écoulement à la boite en L, l’essai du tube en U permet de
tester la capacité de passage du béton à travers des armatures, et le taux de remplissage du
béton [HAY93]. Le dispositif d’essai (figure 1.6) est composé de deux compartiments R1 et
R2, séparés par une grille d’armatures et une trappe coulissante. Différentes dimensions et
espacements existent pour les armatures entre les deux compartiments (variation selon les
types de chantier, et l
on continue, on ouvre la trappe laissant passer le
béton à travers la grille d’armatures, jusqu’à l’arrêt de l’écoulement (équilibre atteint). La
supérieure ou égale à 30 cm [HAY93][RIL01].
es spécifications des différents pays).
Le béton est versé dans la partie R1 de faç
hauteur de remplissage atteinte correspond à la facilité du béton à se mettre en place dans un
milieu confiné. Pour un béton autoplaçant, la hauteur de remplissage est généralement

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 19
Figure 1.6 : Schématisation de l’essai du tube en U
2.2.6. Essai de l’écoulement au caisson
Cet essai simule le comportement d’un béton dans un milieu fortement ferraillé, et consiste à
évaluer le taux de remplissage dans ce milieu (figure 1.7). Il est généralement destiné au test
des bétons très fluides, ne contenant pas de gravier de taille supérieure à 25 mm. Son avantage
principal réside en la visualisation du comportement autoplaçant du béton.
h1h2
30 c
m
15 cm 7 x 5 = 35 cm
étonB
Ø16
Figure 1.7 : Schématisation de l’essai du caisson
Ce test consiste à verser le béton dans la partie gauche du caisson jusqu’à atteindre la hauteur
h1 des armatures supérieures (figure 1.7). Une observation visuelle est effectuée afin de juger

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 20
qualitativement de la capacité de passage et de remplissage, et de noter la présence d’un
certain blocage. Une caractérisation quantitative du taux de remplissage R(%) est possible par
la relation suivante [RIL01] :
1002
(%)1
21 ⋅⋅+
=hhhR (1.1)
où h1 et h2 sont les hauteurs mesurées du béton (après l’arrêt de l’écoulement) de part et
d’autre du caisson (figure 1.7). Pour un béton autoplaçant, le taux de remplissage au caisson
doit être supérieur à 60% [SED95].
2.2.7. Essai de la passoire
Cet essai consiste à observer le comportement du béton pendant son écoulement à travers une
grille d’armatures espacées de 5 cm. Il permet de détecter les signes de blocage afin d’évaluer
la capacité de passage du béton.
Le test (figure 1.8) est réalisé avec un volume de 30 litres de béton, versé dans le récipient
équipé dans sa partie inférieure de la grille d’armature. Le récipient est soulevé verticalement
laissant le béton s’écouler à travers la grille. Une pression est exercée sur la surface supérieure
de l’échantillon de béton afin de tester son comportement à différentes conditions
d’écoulement (pre ) [RIL01]. ssion supérieure à celle de l’écoulement à l’essai au caisson
0,1 kg/cm²
Béton (30 litres)
Grille d’armaturesespacées de 5 cm
Figure 1.8 : Schématisation de l’essai de passoire
Cet essai est actuellement rarement utilisé puisqu’il nécessite un grand volume de béton, et un
temps de mise en œuvre important.
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 21
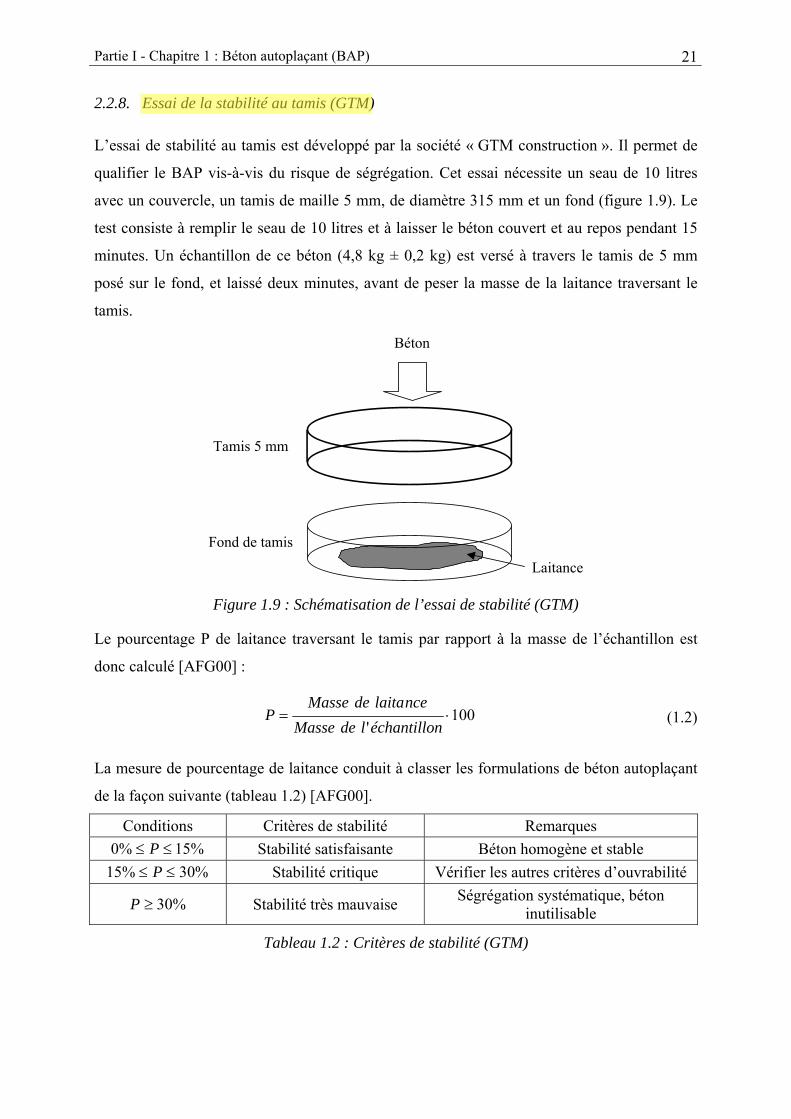
2.2.8. Essai de la stabilité au tamis (GTM)
(4,8 kg ± 0,2 kg) est versé à travers le tamis de 5 mm
L’essai de stabilité au tamis est développé par la société « GTM construction ». Il permet de
qualifier le BAP vis-à-vis du risque de ségrégation. Cet essai nécessite un seau de 10 litres
avec un couvercle, un tamis de maille 5 mm, de diamètre 315 mm et un fond (figure 1.9). Le
test consiste à remplir le seau de 10 litres et à laisser le béton couvert et au repos pendant 15
minutes. Un échantillon de ce béton
posé sur le fond, et laissé deux minutes, avant de peser la masse de la laitance traversant le
tamis.
Béton
Tamis 5 mm
Laitance
Fond de tamis
Figure 1.9 : Schématisation de l’essai de stabilité (GTM)
Le pourcentage P de laitance traversant le tamis par rapport à la masse de l’échantillon est
donc calculé [AFG00] :
100'
⋅=néchantilloldeMasse
ncelaitadeMasseP (1.2)
La mesure de pourcentage de laitance conduit à classer les formulations de béton autoplaçant
de la façon suivante (tableau 1.2) [AFG00].
Conditions Critères de stabilité Remarques %15%0 ≤≤ P Stabilité satisfaisante Béton homogène et stable %30%15 ≤≤ P Stabilité critique Vérifier les autres critères d’ouvrabilité
%30≥P Stabilité très mauvaise Ségrégation systématique, béton inutilisable
Tableau 1.2 : Critères de stabilité (GTM)

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 22
2.2.9. Essai de la colonne
Cet essai, développé par Otsuki et al [OTS96], permet d’évaluer la résistance à la ségrégation
d’un béton. Il consiste à placer le béton dans une colonne cylindrique (figure 1.10) ou à base
carrée (10 cm de côté) et à le laisser jusqu’au début de prise. Des fractions des parties
supérieure, centrale et inférieure sont lavées au travers d’un tamis de 5 mm et les granulats de
taille supérieure à 5 mm sont pesés.
La ségrégation est négligeable si la distribution des granulats dans les différentes parties est
uniforme. La distribution est considérée comme uniforme si la différence entre les teneurs en
graviers des parties supérieure et inférieure ne dépasse pas 10% [OTS96][VAN98]. D’autres
auteurs considèrent une valeur de 5% pour le béton autoplaçant [AMB99].
Figure 1.10 : essai de la colonne
2.2.10. Essai à la colonne LMDC
C’est une méthode développée au LMDC [REG05] pour quantifier la ségrégation statique
des tiroirs.
Le béton est versé dans la colonne dès la fin du malaxage. A l’échéance de 30 minutes après
la mise en place dans la colon nt poussées pour séparer les 7
d’un béton autoplaçant à l’état frais. Le dispositif d’essai est constitué de 7 tiroirs en Bakélite,
de section 15cm * 15 cm, empilables les uns sur les autres pour former une colonne de 70 cm
de hauteur. L’individualisation de chacun de ces tiroirs est possible par l’intermédiaire de
tôles coulissantes (figure 1.11). Il est alors possible de faire une analyse granulométrique du
béton contenu dans chacun
ne, les tôles (figure 1.11) so

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 23
parties depuis le tiroir supérieur jusqu’au tiroir inférieur. Après lavage (sur un tamis de 2,5
mm), une analyse granulométrique (à sec) est effectuée sur le squelette granulaire récupéré
dans chaque tiroir.
•7 tiroirs empilés, formant une colonne de 70 cm de hauteur.•La colonne peut donc être remplie de 15,75 litres de béton.• Les tiroirs sont numérotés depuis 7 (tiroir supérieur)jusqu’à 1 (tiroir inférieur).
Des t s métalliques cou ntesassurent la séparation des irs
Figure 1.11 : dispositif de l’essai à la colonne LMDC
Cet essa ien corrélé avec l’essai de stabilité au tam s (GTM) [REG05], et le
complè parties
dre de béton de 16 cm de diamètre et de 32 cm de hauteur. La
dans
ôle lissa tiro
i est très b i
te. En effet il permet d’observer si la différence de granulométrie entre les
supérieure et inférieure est graduelle ou brusque. De plus, on peut observer si l’éventuelle
ségrégation se manifeste à partir d’une tranche granulaire donnée.
2.2.11. Tests de pénétration
L’essai de pénétration à la bille (Figure 1.12) est un essai qui a pour objectif de tester la
tendance à la ségrégation [SED99-a]. Il consiste à mesurer l’enfoncement d’une bille de 20
mm de diamètre, dans un cylin
bille, qui simule un granulat de la même taille, est reliée par une tige rigide à un balancier et
sa masse volumique peut être ajustée par un contre poids.
Pour différents poids apparents, l’essai consiste à laisser la bille s’enfoncer de sa hauteur
le béton. On mesure le temps nécessaire pour que la bille s’enfonce dans le béton. Plus ce
temps est faible, plus la tendance à la ségrégation du béton est élevée. Pour un béton

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 24
autoplaçant, la résistance à la ségrégation est jugée satisfaisante si la bille s’enfonce d’une
hauteur inférieure à 6 cm.
Figure 1.12 : essai à la bille
D’autres auteurs ont développé et utilisé un test identique qui consiste à faire le même essai
avec un cylindre [VAN98][BUI02-a]. Le béton a une résistance à la ségrégation suffisante si
nférieure à 7 cm.
i Capacité de remplissage
Vitesse de déformation
Résistance à la Ségrégation
Capacité de passage
la hauteur de pénétration du cylindre est i
2.2.12. Bilan
Nous avons cité les principaux tests empiriques qui sont destinés à caractériser l’ouvrabilité
d’un béton autoplaçant. Nous représentons dans le tableau 1.3 l’ensemble des tests avec les
propriétés d’écoulement qu’ils peuvent mettre en évidence.
Type d’essa
Cône d’Abrams X X X J-Ring X X
Entonnoir X X Boite en L X X X Tube en U X X
Caisson X X Passoire X
Stabilité au tamis X Colonne X
Colonne LMDC X Pénétration X
Tableau 1.3 : Caractérisation des bétons autoplaçants par les tests empiriques

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 25
To n
çant.
st mpirique qualifie comme identiques, deux
rhéologique quantitative est nécessaire pour décrire l’écoulement du béton [TAT83].
3. Rhéologie des bétons autoplaçants
écoulement
par exemple du gravier (phase solide) et du mortier (phase liquide) ou à une échelle
(phase liquide). Ainsi, le
La rhéologie permet de caractériser le comportement du béton au cours de la mise en œuvre
en le considérant comme un milieu continu. Elle permet donc d’analyser l’écoulement en
at
les courbes d’écoulement qui relient
us les essais présentés ci-dessus sont des tests empiriques qui visent à caractériser le béto
vis à vis de la fluidité, l’absence de blocage dans les milieux ferraillés et les risques de
ségrégation. On peut considérer que le test le plus populaire est le test de l’étalement au cône
d’Abrams, parce que d’une part il est facile à transporter, à réaliser et à nettoyer et d’autre part
parce qu’il permet de donner des informations sur la fluidité, la viscosité et le risque de
ségrégation du béton. Combiné avec le test J-Ring il peut servir à évaluer aussi la capacité de
passage du béton autopla
Cependant, la caractérisation de tous les aspects d’ouvrabilité d’un béton autoplaçant
nécessite au moins deux ou trois essais. En effet, aucun essai ne peut caractériser toutes les
propriétés d’ouvrabilité réunies d’un béton. Cela a été confirmé au LMDC [MOU04-a].
Enfin, il e possible qu’un test d’ouvrabilité e
bétons qui ont des comportements différents dans d’autres circonstances. En effet, deux
bétons qui ont le même étalement par exemple, ne sont pas forcément de la même consistance
et peuvent avoir deux valeurs distinctes de viscosité. Par conséquent, une caractérisation
La connaissance du comportement rhéologique est essentielle pour caractériser l’
d’un béton. Le béton peut être décrit comme une suspension de particules de différentes
tailles, constituée d’une phase solide et d’une phase liquide. La définition des phases solides
et liquides peut varier selon l’approche ou l’échelle de taille des particules. On peut considérer
différente, du granulat et de la pâte. Lorsqu’on étudie la rhéologie de la pâte, on peut
considérer l’ensemble des fines (phase solide) baignant dans l’eau
comportement rhéologique peut être étudié à différents niveaux : le béton, le mortier, la pâte
et le fluide (mélange de l’eau et des adjuvants qui contiennent une fraction de molécules).
3.1. Comportement rhéologique
étudiant les contraintes et les déformations subies par le matériau. L’exploit ion de ces
paramètres conduit à l’élaboration des rhéogrammes ou

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 26
généralement la contrainte de cisaillement τ à la vitesse de cisaillement ou le gradient de
vitesse, notée γ& .
γ&
Fluide Newtonien0τ
τ
Modèle d
e Bing
ham
γ&
τ Rhéofluidifiant
RhéofluidifiantR
Rhéoépaissis
héoépaissis
sant
sant
Courbes d’écoulement linéaires Courbes d’écoulement non linéaires
Figure 1.13 : Comportements Newtoniens et non Newtoniens, fluidifiants et épaississants
En rhéologie, on distingue les écoulements obéissant à des lois de comportements linéaires de
ceux obéissant à des lois de comportements non linéaires (figure 1.13). Les courbes
d’écoulement non linéaires sont divisées en deux catégories : rhéofluidifiants (tendance à
s’infléchir parallèlement à l’axe du gradient de vitesse) et rhéoépaississants (tendance à
s’infléchir parallèlement à l’axe de la contrainte de cisaillement) comme le montre par
exemple la figure 1.13.
Les corps Newtoniens (exclusivement visqueux) s’écoulent dès qu’une contrainte de
cisaillement est appliquée [LEG71], ils ne possèdent donc pas de seuil de cisaillement. Les
corps Non Newtoniens (viscoplastiques ou fluides de Bingham) nécessitent une contrainte
minimale non nulle pour s’écouler [LEG71]. 0τ
Ils existent plusieurs lois pour décrire le comportement rhéologique des différents matériaux
(des résumés sont donnés par Ferraris [FER99] et Banfill [BAN03]). Les bétons frais (BO,
BHP) répondent le plus souvent au modèle de Bingham [HU96][LAR00][RIL01] :
γµττ &⋅+= 0 (1.3)
où τ est la contrainte de cisaillement (Pa), 0τ le seuil de cisaillement (Pa), γ& le gradient de
vitesse (s-1), et µ une constante appelée la viscosité plastique de Bingham (Pa.s).

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 27
Grâce à l’utilisation des superplastifiants dans les bétons autoplaçants, le seuil de contrainte
minimale pour obtenir un écoulement est largement diminué pour permettre un écoulement
sous le seul effet de gravité. Plusieurs auteurs [NIE03][GRU04][GEI02] considèrent que le
BAP possède un comportement Binghamien avec un seuil de cisaillement 0τ de faible valeur.
En effet, l’objectif est de tendre vers un comportement Newtonien.
Cependant, des auteurs comme [FER98][LAR98][BAN03][MOU03] montrent ou rappo
que les bétons autoplaçants, et les pâtes contenant du superplastifiant [CYR00] ont
(1.4)
où
rtent
généralement un comportement non linéaire rhéoépaississant, et suivent une loi de
comportement de type Herschel-Bulkley :
nkγττ &+= 0
τ est la contrainte de cisaillement (Pa), γ& le gradient de vitesse (s-1). 0τ (seuil de
cisaillement), k et n sont des constantes caractéristiques.
On remarque que le modèle de Bingham est une approche simplifiée du modèle Herschel-
Bulkley (cas particulier pour n = 1).
3.2. Grandeurs rhéologiques
Les grandeurs rhéologiques principales qui caractérisent le comportement rhéologique d’un
béton frais sont le seuil de cisaillement et la viscosité.
3.2.1. Seuil de Cis
de
ifférentes.
t
structurée. Le seuil de cisaillement statique peut être déterminé en imposant une contrainte
croissante jusqu’à la valeur provoquant l’écoulement de la suspension.
Par contre, le seuil de cisaillement dynamique (
aillement
Le seuil de cisaillement est la contrainte cisaillement minimum à atteindre pour que le
matériau s’écoule. Pour une contrainte de cisaillement plus faible, le matériau se comporte
comme un solide et ne s’écoule pas. Il existe différentes méthodes pour mesurer le seuil de
cisaillement [LID96], qui mènent parfois à des notions physiquement d
Le seuil statique correspond à la contrainte à fournir afin d’obtenir le premier signe
d’écoulement. En effet, la méthode de mesure est appliquée à une suspension vierge de toute
sollicitation (à part le malaxage dans le cas de mélange), donc une suspension initialemen
0τ dans l’équation du modèle de Herschel-
Bulkley, équation 1.4) correspond à une valeur théorique qui découle de l’extrapolation de la
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 28
courbe d’écoulement à un gradient de vitesse de cisaillement nul. Il s’agit alors d’une valeur
obtenue après la déstructuration du corps. La méthode de mesure consiste à déstructurer
quent, la valeur du seuil de cisaillement statique est logiquement supérieure à celle
du seuil de cisaillement dynamique, en raison de l’état de déstructuration de la matière
ce à l’écoulement de la matière. La viscosité
complètement la suspension testée en appliquant un gradient de vitesse suffisamment élevé,
d’établir ensuite la courbe d’écoulement en faisant varier le gradient de vitesse, et de déduire
la valeur de la contrainte à une valeur nulle du gradient de vitesse, à partir de l’équation du
modèle.
Par consé
cisaillée.
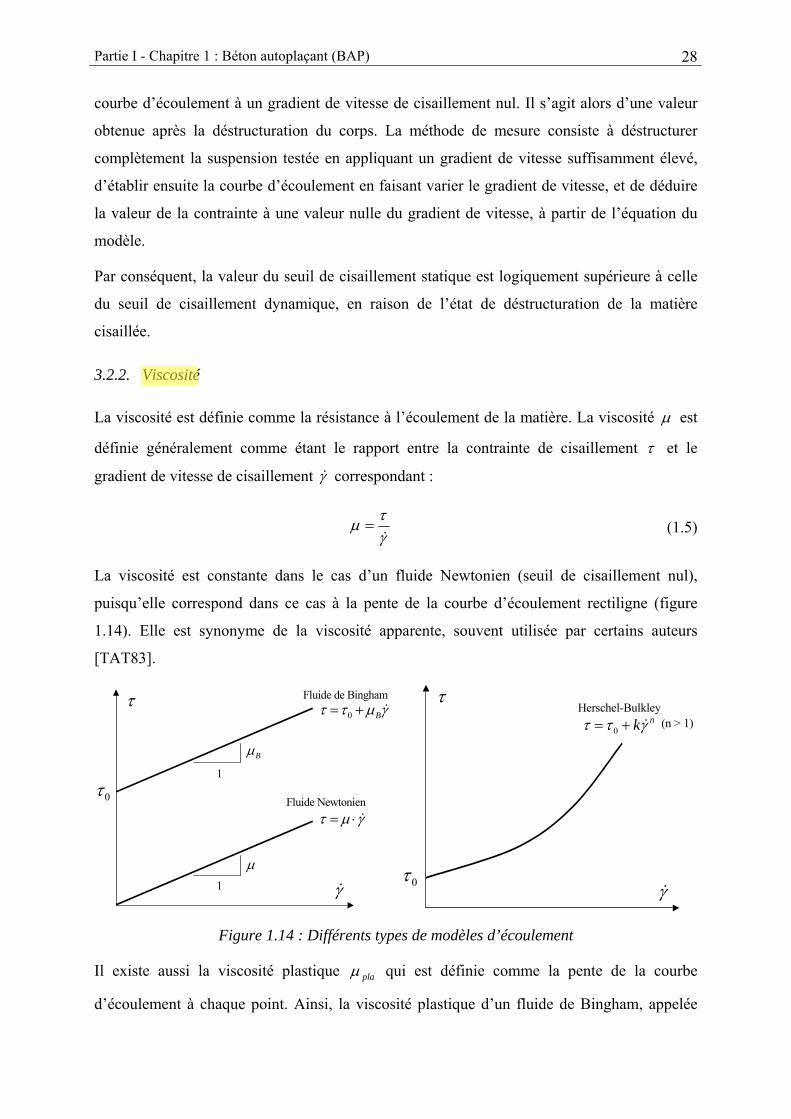
3.2.2. Viscosité
La viscosité est définie comme la résistan µ est
définie généralement comme étant le rapport entre la contrainte de cisaillement τ et le
gradient de vitesse de cisaillement γ& correspondant :
γτµ = &
(1.5)
La nte dans le ca ment nul),
puisqu’elle correspond dans ce cas à l
1.14). Elle est synonyme de rs
[TAT83].
viscosité est consta s d’un fluide Newtonien (seuil de cisaille
a pente de la courbe d’écoulement rectiligne (figure
apparente, souvent utilisée par la viscosité certains auteu
τHerschel-Bulkley
nkγττ &+= 0(n > 1)
γ&
τ
Fluide Newtonien
Fluide de Bin
0τ
ghamγµττ &B+= 0
1
Bµ
µ
γµτ &⋅=
1 γ&0
Figure 1.14 : Différents types de modèles d’écoulement
Il existe aussi la viscosité plastique pla
τ
µ qui est définie comme la pente de la courbe
d’écoulement à chaque point. Ainsi, la viscosité plastique d’un fluide de Bingham, appelée

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 29
viscosité plastique de Bingham par certains auteurs [TAT83] et qu’on note Bµ , est une
constante puisque la courbe d’écoulement est rectiligne (figure 1.14).
Pour un comportement rhéologique de type Herschel-Bulkley, la viscosité plastique (pente de
ourbe d’écoulement) est la dérivée par rapport au gradient de vitesse de l’équation de la
trainte de cisaillement (équation 1.4). E
la c
con lle est donc variable à chaque point de la courbe :
Les caractérisés par les mêm s grandeurs
ifférents. En effet, les BAP se distinguent selon certains auteurs
u mo
ais aussi la viscosité du béton. Pour
rétablir un niveau de viscosité convenable, il est possible d’employer des agents de viscosité
et des additions minérales. Celles-ci peuvent avoir, comme le filler calcaire, un effet
fluidifiant en écoulem et de diminuer
1−⋅= npla kn γµ & (1.6)
3.2.3. Bilan
bétons autoplaçants et les bétons ordinaires sont e
rhéologiques que sont le seuil de cisaillement et la viscosité, et possèdent pourtant des
comportements rhéologiques d
[FER98][LAR98][BAN03][MOU03], des bétons ordinaires répondant au modèle de
Bingham, par un comportement rhéologique épaississant répondant a dèle de Herschel-
Bulkley.
Le superplastifiant abaisse le seuil de cisaillement m
ent et un effet densifiant après mise en place ce qui perm
la tendance à la ségrégation [ALC04].
Pour résumer le tableau 1.4 représente les propriétés rhéologiques d’un béton autoplaçant,
ainsi que les plages de valeurs des grandeurs rhéologiques qui diffèrent d’un auteur à l’autre
par rapport à l’appareillage utilisé (rhéomètre BML ou BTHREOM).
Rhéoépaississant de type Herschel-Bulkley : nkγττ &+= 0 (n > 1) selon [FER98][LAR98][BAN03][MOU03] Principaux types de
comportements rhéologiques Linéaire de type Bingham : γµττ &⋅+= 0
selon [GEI02][NIE03][GRU04] Seuil de cisaillement faible équivalent à une fluidité élevée :
0 – 60 Pa (BML) [NIE03] 200 – 500 Pa (BTHREOM) [LAR00]
Grandeurs rhéologiqet domaine autoplaçant
ues Viscosité assez élevée, suffisante pour augmenter la résistance à la ségrégation du mélange. Intervalle suggéré par la loi de Bingham :
7 – 160 Pa.s (BML) [NIE03] 100 – 200 Pa.s (BTHREOM) [LAR00]
Tableau 1.4 : Propriétés rhéologiques des BAP

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 30
3.3. Caractérisation : rhéomètres
Nous avons détaillé les essais principaux visant à caractériser l’ouvrabilité du béton
autoplaçant. Nous remarquons toutefois que ces essais restent de nature empirique, ne
permettant pas d’avoir une caractérisation complète de l’écoulement. C’est pour cette raison
que le développement des rhéomètres à béton a accompagné celui du béton autoplaçant. Le
rhéomètre permet généralement une caractérisation rhéologique de la substance (liquide, pâte,
mortier, béton). On distingue en général trois classes principales de rhéomètres :
Les rhéomètres à régime permanent (ou stationnaire) qui sont les plus utilisés. Ils
fonctionnent essentiellement en viscosimètres pour déterminer les viscosités et les
iées. rhéogrammes des substances étud
Les rhéomètres à régime transitoire qui permettent l’étude des propriétés viscoélastiques
des matériaux.
Les rhéomètres dynamiques ou oscillants (régime sinusoïdal) qui décrivent les propriétés
rhéologiques des substances en mode périodique.
La description de ces appareils est donnée par la plupart des ouvrages traitant de la rhéologie
(voir par exemple [COU00]).
Les rhéomètres permettent de mesurer directement le seuil de cisaillement statique de la
suspension. Ils permettent aussi d’établir les courbes d’écoulements ),( γτ & des matériaux ou
des bétons testés. A partir de ces courbes d’écoulement on peut calculer les différents types de
viscosité et déduire le type de comportement du béton.
Figure 1.15 : Géométries de cisaillement de type Couette

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 31
Le rhéomètre à régime permanent de type couette est le plus utilisé dans les études concernant
les pâtes, mortiers ou bétons. Ce dispositif consiste à cisailler une substance entre deux
surfaces solides, l’une immobile et l’autre mobile. Les systèmes de mesure peuvent exister en
trent que les grandeurs
rhéologiques mesurées (seuil de cisaillement, viscosité) varient d’une géométrie à l’autre. Les
auteurs reportent la cause de cette variation à la surface de friction entre la pâte cisaillée et les
parois des systèmes de mesure, qui varie selon les différentes géométries utilisées. Ils ne
négligent cependant pas l’effet du phénomène de glissement de pâte cisaillée. Les auteurs
concluent qu’un effort de normalisation des différents tests et appareillages de mesure est
nécessaire, afin de pouvoir comparer les résultats obtenus par les différents laboratoires.
4. Recherch
t d’ouvrabilité doivent se faire au même
instant, puisque les propriétés des corps cimentaires dépendent du temps écoulé depuis le
malaxage. En l’absence d’un test normalisé permettant une caractérisation globale, ceci
différentes géométries : cylindres coaxiaux, plan-plan et cône-plan (figure 1.15).
Le rhéomètre de type couette peut fonctionner en contrainte ou vitesse imposée. Ceci dépend
du paramètre qu’on souhaite contrôler pour mesurer la grandeur souhaitée. En contrainte
imposée par exemple, et comme son nom l’indique, on contrôle le couple exercé ou la
contrainte de cisaillement du matériau testé. La vitesse de cisaillement (gradient de vitesse)
est directement mesurée, et dépend du comportement du matériau. En vitesse imposée, c’est
la vitesse de rotation du mobile qui est contrôlée, et le couple résistant au cisaillement est
directement mesuré.
Par ailleurs, les grandeurs rhéologiques mesurées des matériaux cimentaires dépendent de la
géométrie utilisée. En effet, Nehdi et al [NEH04] ont mené des tests rhéologiques sur des
pâtes de ciment constituées de différents matériaux, et de formulations variées. Les tests sont
réalisés avec un rhéomètre calibré, en utilisant plusieurs géométries de cisaillement (cylindres
coaxiaux, géométrie plan-plan), différentes formes de mobiles (mobile cylindrique ou mobile
à ailettes, etc.), et différentes valeurs d’entrefer. Les résultats mon
e de corrélations
Comme nous l’avons remarqué aux deux paragraphes précédents (ouvrabilité et rhéologie des
BAP), plusieurs tests d’ouvrabilité et rhéologiques sont nécessaires pour caractériser les
différents aspects et propriétés des bétons autoplaçants. En effet, une caractérisation globale
d’un béton autoplaçant aux deux niveaux rhéologique et d’ouvrabilité est une opération
lourde, et nécessite un certain nombre de matériel et d’opérateurs. Si on vise une
caractérisation rigoureuse, les essais rhéologiques e
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 32
nécessite donc la réalisation d’essais parallèles (rhéologiques et d’ouvrabilité) effectués par
plusieurs opérateurs. C’est pour cette raison que plusieurs auteurs se sont intéressés à chercher
caractérisation d’un béton
ntre les grandeurs d’ouvrabilité, les études menées au
cepté les
essais de l’entonnoir et de la boîte en L qui sont porteurs des mêmes informations [MOU04-
’ouvrabilité sont complémentaires et décrivent des facettes
ts empiriques. Ces derniers sont souvent jugés comme
lsson et al [NIE03] qui ont utilisé des viscosimètres de type BML
m
des corrélations entre les différentes mesures rhéologiques et d’ouvrabilité, et parfois entre les
grandeurs rhéologiques ou les grandeurs d’ouvrabilité elles-mêmes. Une corrélation parfaite
entre deux grandeurs différentes par exemple, permet de faciliter la
autoplaçant en n’en mesurant qu’une seule, et d’en déduire la seconde. Par exemple, en
mesurant le temps d’écoulement d’un béton dans l’essai de l’entonnoir on peut caractériser sa
capacité de passage, mais on en déduit aussi l’état qualitatif de sa viscosité ; entre deux bétons
ayant le même étalement au cône d’Abrams, celui qui possède un temps d’écoulement plus
long à l’entonnoir est le plus visqueux.
En ce qui concerne les relations e
LMDC montrent l’absence ou la faiblesse des relations entre les différents essais d’ouvrabilité
testés (le cône d’Abrams, l’entonnoir, la boite en L, l’essai de stabilité GTM) ex
a]. Par conséquent, les essais d
différentes de l’autoplaçabilité (l’essai d’étalement qui est souvent le seul pratiqué sur site
n’est pas révélateur à lui seul d’un BAP).
Grâce au développement technologique et informatique, les rhéomètres deviennent des
appareils de plus en plus performants et faciles à utiliser. Les chercheurs visent
essentiellement une caractérisation rhéologique complète permettant une caractérisation
d’ouvrabilité sans avoir recours aux tes
dépendants de la compétence et de l’expérience de l’opérateur, les tests rhéologiques par
contre sont beaucoup moins dépendants de ces facteurs. Par conséquent, une corrélation entre
les grandeurs rhéologiques et les propriétés d’ouvrabilité est donc jugée très importante. Les
corrélations rhéologie-ouvrabilité les plus pertinentes sont celles reliant la viscosité (plastique
ou apparente) aux deux grandeurs d’ouvrabilité : T50 et TVf (respectivement : temps de
passage au diamètre de 50 cm de la galette d’étalement au cône d’Abrams, et temps
d’écoulement à l’entonnoir V-funnel). Ainsi, Emborg [EMB99], Grunewald et al [GRU03],
Utsi et al [UTS33], Nie
[WALL90], et Mouret et al [MOU04-a] dans le cadre des études effectuées au LMDC avec un
rhéomètre de type RheoCAD, confir ent ces relations (figure 1.16).

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 33
Viscosité plastique (Pa.s)
T 50 (s
)
Viscosité plastique (Pa.s)
T V-f
unne
l (s)
Figure 1.16 : Corrélations viscosité-T50 et viscosité-TVf [NIE03]
Une relation, plus grossière que la précédente, est mise en évidence entre la viscosité
(plastique ou ap d’écoulement mesuré à l relation
existe à co dans les
les mêmes auteurs.
5. Formulation des BAP
Réaliser un béton autoplaçant est une opération complexe qui nécessite de trouver une bonne
aux propriétés des BAP.
Il existe une très gra onde, et il est clair que les matériaux
utilisés ont des influences variées sur l’écoulement du béton. Ceci implique qu’il est
plaçant ; chaque chantier
5.1. Approche japonaise
(documents pour la plupart en japonais, ceux-ci sont rapportés par [RIL01]). En général, cette
parente) et le temps a boîte en L (T40) ; cette
ndition de ne considérer que les bétons en écoulement homogène
dispositifs d’essai (pas de blocage en écoulement) [NIE03][MOU04-a]. Par ailleurs, les
corrélations reliant le seuil de cisaillement à l’étalement et au taux de remplissage à la boite
en L ne sont pas évidentes selon
combinaison de matériaux compatibles, et le dosage convenable de chacun de ces constituants
afin d’obtenir une formulation répondant
nde variété de matériaux dans le m
impossible de réaliser une formulation universelle de béton auto
utilisant ses propres matériaux (matériaux locaux) doit mettre au point sa propre formulation.
La variété de matériaux peut conduire aussi à des comportements différents à tous les niveaux
(ouvrabilité, rhéologie, résistance).
De multiples approches se sont développées à travers le monde pour la formulation d’un
béton autoplaçant. Nous rapportons un exposé général sur les approches principales.
Considérée comme la méthode générale de formulation, l’approche japonaise a été
développée à l’Université de Tokyo par Okamura, Ozawa et al [OZA90][OKA93,94,95,98]

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 34
approche consiste d’abord à fixer le dosage de gravier dans le béton et celui du sable dans le
mortier, ensuite de procéder à l’optimisation de la pâte de ciment afin de donner au béton
e l’écoulement à
l’entonnoir d’autre part.
Ces deux essais sont réalisés avec des dispositifs d’essai dont les dimensions sont
résultant les meilleures performances.
Le volume du gravier est fixé à la hauteur de 50% du volume des solides contenus dans le
béton. Selon les auteurs, ce pourcentage permet d’éviter les risques de blocages, à condition
que le mortier du béton réponde correctement aux critères d’ouvrabilité testés. En effet, pour
assurer une bonne ouvrabilité, le volume du sable est fixé à 40% du volume total de mortier.
L’optimisation des dosages des constituants de la pâte de ciment est donc nécessaire pour
s’assurer que le mortier obtenu (en associant le volume du sable) satisfasse les critères
d’ouvrabilité de l’essai d’étalement au cône d’une part, et de l’essai d
proportionnelles (d’un coefficient 2≈ ) à ceux utilisés avec le béton (le cône d’Abrams, et
l’entonnoir). La figure 1.17 représente une schématisation de ces deux dispositifs.
d1
d2
d0
8 cm
a. Cône à mortier b. Entonnoir à mortier
Figure 1.17 : Dimensions du cône et de l’entonnoir à mortier [RIL01]
s utilisées sont relatives, elles sont exprimées par les
équations suivantes 1.7 et 1.8 :
L’étalement relatif :
Les grandeurs mesurées sont l’étalement de la galette de mortier et le temps d’écoulement à
travers l’entonnoir. Les grandeur
( )2
0
2021
dddd
m−⋅
=Γ (1.7)
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 35
Avec d1 et d2 les diamètres d’étalement dans deux directions perpendiculaires, et d0 le
diamètre inférieur du cône (figure 1.17).
tRm
10= La vitesse relative d’écoulement : (1.8)
où t est le temps d’écoulement à l’entonnoir, exprimé en secondes.
on obtenu est testé pour vérifier les propriétés
ensionné pour
rneaux) à augmenter le
dosage de sable dans le mortier et à réduire donc le volume de pâte, et particulièrement du
llant avec des matériaux locaux, d’autres auteurs (Pelova et al
de blocage des granulats dans les
Selon les auteurs, ces deux grandeurs représentent la fluidité (plus la valeur de Γm est élevée,
plus le mortier est fluide) et la viscosité (plus la valeur de Rm est faible, plus la viscosité est
élevée) du mortier. Le dosage du superplastifiant et le rapport E/C sont optimisés pour obtenir
simultanément Γm = 5 et Rm = 1 ± 0,1. Le bét
d’ouvrabilité, et le dosage du superplastifiant peut être réajusté si nécessaire pour obtenir un
béton autoplaçant satisfaisant.
Toutefois, le volume de gravier dans cette méthode est généralement sous-dim
pouvoir éviter les risques de blocages, ce qui peut conduire à des problèmes de retrait (le
volume de la pâte étant important). Le béton obtenu est ainsi loin d’un optimum économique.
Par ailleurs, l’approche japonaise n’est pas adaptée pour formuler des bétons avec des agents
de viscosité, pourtant elle conduit à la formulation de bétons très visqueux [TUR02].
De ce fait, plusieurs modifications et différents développements sont apportés à cette
méthode. En effet, Edamatsu et al [EDA99] ont réussi grâce à l’utilisation d’additions
minérales (fillers calcaire, cendres volantes, laitiers de hauts fou
ciment, dans le béton. Travai
[RIL01]) ont trouvé qu’il est possible d’augmenter le volume de gravier dans le béton à la
hauteur de 60% du volume solide total, et obtenir un béton autoplaçant. Le volume total de
pâte est réduit de 10% par rapport à celui obtenu avec la méthode générale.
5.2. Approche CBI (suédoise)
La méthode de formulation suédoise est développée par CBI (Cement och Betong Institutet)
[PETE96,99][BIL99] et se caractérise par la prise en compte des conditions des chantiers. En
effet, cette approche est basée sur l’évaluation des risques
milieux ferraillés. Elle permet d’optimiser la taille maximale des granulats par rapport à
l’espacement entre les armatures, et le volume des granulats dans le béton.

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 36
Le principe de cette méthode s’appuie sur des tests effectués par différents auteurs ([OZA92]
[VAN94][TAN95] - cités par [RIL01]) sur des mélanges de pâte de ciment et de granulats de
différentes tailles, passant à travers différents espacements d’armatures. Pour chaque taille de
granulats, ils ont montré qu’il existe une teneur volumique critique de granulats en deçà de
laquelle le risque de blocage est nul et au dessus de laquelle le blocage est systématique. Cette
teneur volumique critique est fonction de l’espacement entre les armatures (par rapport à la
taille des granulats), et de la forme des granulats (roulés ou concassés). Cette méthode
suppose que le phénomène de blocage est indépendant de la nature de la pâte, pourvu que
celle-ci soit suffisamment fluide.
Ainsi, dans la formulation d’un béton, la méthode CBI consiste à déterminer le risque de
blocage Rb par la relation :
∑=i icrit
ib V
VR
,
(1.9)
Vi est la proportion volumique des granulats de taille i, par rapport au volume total du béton.
V est la teneur volumique critique de cette fraction granulaire de taille i. La valeur du crit , i
coefficient du risque de blocage Rb doit être inférieure ou égale à 1 pour obtenir un béton
satisfaisant. Ainsi, en utilisant cette approche pour évaluer le risque de blocage de bétons, on
réécrit l’équation 1.9 du risque de blocage [HAS99] :
∑⋅−=i icrit ,
y
ipb V
yVR )1( (1.10)
ge, en écrivant Rb = 1.
et al
i est la proportion volumique de granulats de taille i rapportée au volume total des granulats
et Vp est le volume de la pâte dans un volume unité de béton. A partir de cette relation, on
peut déduire, pour chaque rapport gravier sur sable (G/S), le volume minimal de pâte pour
éviter le risque de bloca
Le rapport E/C de la pâte et le type du ciment sont choisis en fonction de la gamme de
résistance visée, le dosage du superplastifiant est optimisé pour obtenir un écoulement
autoplaçant caractérisé essentiellement par le cône d’Abrams et la boite en L.
Les principales modifications et extensions de la méthode CBI sont apportées par Bui
[BUI99,02-b], qui a proposé un critère supplémentaire pour obtenir un béton autoplaçant. Il
s’agit d’ajouter un volume de pâte pour assurer un espacement minimal suffisant entre les
granulats afin de réduire les frictions et les frottements entre les granulats. Sa méthode

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 37
consiste à calculer l’épaisseur moyenne de pâte autour des granulats du béton autoplaçant,
grâce à une base de données importante de formulations de bétons [BUI02-b]. L’espacement
moyen entre les particules varie selon les auteurs entre 0,3 et 1 mm.
5.3. Approche LCPC
L’approche développée en France au LCPC par de Larrard et Sedran est basée sur le modèle
d’empilement compressible [SED99-b][LAR00,02] qui passe par l’optimisation de la porosité
e résistance et une plus grande ouvrabilité.
Le modèle acité du squelette gran ctéristiques
d e,
granulaires et la c opre. Les auteurs ont modélisé ’état frais du
béto tte gra
C u
par la mise en œuvre d’un logiciel (BétonlabPro 2) prenant en co ètres de
calcul de cette dém ulations de
cm, un seuil de cisaillement
inférieur à 500 Pa, et une viscosité plastique et 200 Pa.s (grandeurs
rhéologiques mesurées au BTH rs à un
béton assez fluide et qui ne pré
Une proportion de liant (ciment + addition m priori, pour laquelle on
détermin osage à saturatio teurs, le
moitié
de ce dosage serait plus pertinente. Le besoin ce du superplastifiant
est d t conduit au calcul t une donnée
d’entrée nécessaire. Grâc en
pr u
superplastifiant peut être ajusté pour obtenir les critères d’ouvrabilité désirés, celui de l’eau
pour obtenir la résistance à la compression ciblée.
du système formé par les grains solides. D’après les auteurs, un arrangement optimal du
squelette granulaire permet d’obtenir une meilleur
permet de prévoir la comp ulaire à partir des cara
es constituants telles que la densité apparent
ompacité pr
les proportions du mélange, les distributions
le comportement à l
n à partir de la compacité de son squele nulaire.
ette approche, basée sur la synthèse d’une q inzaine d’années de recherches est simplifiée
mpte tous les param
arche [LAR00,02], et permettant de déterminer des form
différents types de bétons (Bétons à haute performance, bétons ordinaires, bétons secs pour
démoulage immédiat, bétons autoplaçants). Pour un béton autoplaçant, les grandeurs exigées
à l’état frais sont un étalement au cône d’Abrams supérieur à 60
comprise entre 100
REOM). Ces critères correspondent selon les auteu
sente pas de ségrégation.
inérale) est fixée a
e le d n du superplastifiant utilisé. Selon l’expérience des au
dosage à saturation pourrait conférer au béton une viscosité élevée, par conséquent la
en eau du liant en présen
éterminé, e de la compacité propre du liant, qui es
e au logiciel, les dosages des constituants sont déterminés,
enant en compte tous les paramètres de calcul, et de l’effet de paroi. Le dosage d

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 38
Des extensions de cette méthode de formulation sont effectuées par les mêmes auteurs
[LAR00,02] afin de prendre en compte plus de paramètres tels que les propriétés des bétons à
avons détaillé les trois méthodes de formulations de BAP les plus répandues, ainsi que
es pour la formulation de bétons
de viscosité. L’apport d’un adjuvant de telle nature
augmente significativement la viscosité du mélange, ce qui nécessite probablement des
importantes sur les méthodes de formulation des BAP.
béton ordinaire, par exemple un
faible rapport E/C correspond à une résistance en compression élevée. Or, pour les bétons
Béton autoplaçant (BAP) Béton ordinaire (BO)
l’état durci (retrait, fluage, module d’élasticité, résistance à la traction et à la compression).
5.4. Bilan
Nous
leurs modifications ou leurs extensions. Des auteurs comme Turcry et al [TUR02] ont testé les
trois approches et souligné quelques remarques issues des essais qu’ils ont menés. Ils estiment
que l’approche LCPC (appuyée par le logiciel développé) donne les résultats les plus
satisfaisants [TUR02].
Toutefois, les trois méthodes décrites, ne sont pas adapté
autoplaçants contenant des agents
ajustements et des modifications
Par ailleurs, des facteurs différents sont pris en considération pour formuler les bétons
ordinaires et autoplaçants. Pour les bétons ordinaires, la résistance (en général) est le
paramètre principal à optimiser, alors qu’avec les bétons autoplaçants les propriétés
d’écoulement ou le comportement à l’état frais sont les facteurs principaux à optimiser. Le
rapport E/C est le paramètre qui contrôle la résistance d’un
autoplaçants, ce même paramètre E/C est relié principalement à la fluidité ou à la viscosité du
béton. En effet, la résistance à la compression, une priorité dans la formulation des bétons
ordinaires, est devenue un élément sujet à une vérification dans la formulation des bétons
autoplaçants.
Le tableau 1.5 représente une comparaison entre les paramètres pris en compte pour la
formulation des bétons ordinaires et autoplaçants.
Priorité donnée au comportement du béton à Prioril’état frais
té donnée à la résistance mécanique du béton à l’état durci
Le rapport E/C correspond à la fluidité Le rapport E/C correspond à la résistance mécanique du béton
La résistance du béton est un paramètre sujet à une vérification
La résistance du béton est un objectif pour sa formulation
Tableau 1.5 : Comparaison BAP-BO au niveau de la formulation

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 39
Nous présentons dans le tableau 1.6 des résultats issus d’une importante base de données sur
les formulations de bétons autoplaçants, sous forme de plages de valeurs du dosage des
constituants entrant dans la formulation des bétons autoplaçants.
Constituant Plages de dosages
Gravier mpris entre 30% et 34% de celui du béton
3Volume co
Soit 750 – 920 kg/m
Sable Volume compris entre 40% et 50% de celui du mortier
Soit 710 – 900 kg/m3
Pâte Volume compris entre 34% et 40% de celui du béton
(Dosage total de poudre 450 – 600 kg/m3) Rapport Eau/Poudre Compris entre 0,8 et 1,2 (en volume)
Eau totale et jusqu’à 200 litre/m
Volume compris entre 155 et 175 litres/m3
3 ou plus en présence d’agent de viscosité
Tableau 1.6 : Limites générales de dosages pour les constituants des bétons autoplaçants [RIL01]
6. Propriétés à l’état durci
Dans cette partie, nous résumons rapidement les différences qui existent entre les propriétés
des bétons autoplaçants à l’état durci et celles des bétons ordinaires. Elles sont étudiées sous
deux aspects, les propriétés mécaniques d’une part et physico-chimiques (durabilité) d’autre
s séries
lus homogène que le béton ordinaire vibré, grâce
notamment à une résistance à la ségrégation élevée. La structure d’un béton autoplaçant est
part.
Les principaux résultats présentés proviennent de la recherche effectuée au sein du LMDC
[PRO02][ASS04]. Des résultats expérimentaux ont été obtenus sur plusieur
d’échantillons, constitués des mêmes matériaux, même squelette granulaire (sauf les BHP), et
de classes de résistance relatives à des bétons de bâtiment (20 MPa), des bétons d’ouvrage (40
MPa) et des bétons à hautes performances BHP (60 MPa).
6.1. Propriétés mécaniques
6.1.1. Résistance mécanique
Considéré comme un mélange diphasique à l’état frais (phases solide et liquide), le béton
autoplaçant possède une structure p

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 40
donc supposée être plus compacte et plus homogène que le béton ordinaire vibré, conférant au
béton autoplaçant une amélioration de résistance mécanique.
Les bétons autoplaçants présentent souvent une résistance mécanique plus élevée qu’un béton
ordinaire à un rapport E/C équivalent [GIB99][ASS04]. L’utilisation des fillers dans la
formulation des BAP génère une accélération de sa résistance mécanique aux jeunes âges
. Lorsqu’elles sont bien dispersées dans le béton, les particules fines des
fillers favorisent l’hydratation du ciment, et conduisent à une matrice cimentaire de structure
elui des BO. Ceci est expliqué par le fait que le
est plus important pour les bétons autoplaçants. En effet, le module
d’élasticité d’un béton est fonction des proportions volumiques de ses constituants et de leur
6.1.3. Retrait au jeune âge (0-24 heures)
supérieur à celui des bétons
ordinaires (en particulier pour les faibles gammes de résistance).
[PER99][LAR00]
plus dense (par effet physique principalement). Ces effets ont une influence sensible sur la
résistance mécanique jusqu’à 28 jours puis deviennent moins significatifs par la suite.
6.1.2. Module d’élasticité statique (en compression)
Des bétons autoplaçants et des bétons ordinaires vibrés à résistance mécanique égale sont
testés par [ASS04]. Pour des rapports gravier sur sable G/S similaires, le module d’élasticité
des BAP est équivalent à celui des BO. Par ailleurs, pour des rapports G/S différents, le
module d’élasticité des BAP est inférieur à c
volume de pâte
module respectif (le module de la pâte est bien inférieur à celui des granulats).
Pour une même classe de résistance, le coefficient de dilatation thermique au jeune âge (0-24
heures) est équivalent pour les bétons autoplaçants et les bétons ordinaires [ASS04]. Le retrait
au jeune âge en dessiccation des bétons autoplaçants est
6.1.4. Retrait à l’état durci
En dessiccation, les bétons autoplaçants et les bétons ordinaires vibrés possèdent en général
un retrait total équivalent. Cependant, les deux types de bétons affichent une différence pour
les gammes de résistance élevées (pour les BHP), où le retrait des BAP est supérieur. En
mode endogène, les bétons autoplaçants et les bétons ordinaires présentent un retrait similaire
à 28 jours. Au delà d’un an, les BAP présentent un retrait légèrement supérieur à celui des
BO. Il est vraisemblable que les légères différences entre les retraits des deux types de béton
est dû au volume de pâte qui est plus important dans les bétons autoplaçants [ASS04].

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 41
6.1.5. Déformations et fluage
Les bétons autoplaçants subissent des déformations différées sous charge plus importantes
que celles des bétons ordinaires vibrés dans la même gamme de résistance [ASS04].
Les déformations spécifiques propres et totales ainsi que le fluage spécifique, sont légèrement
supérieurs dans le cas des bétons autoplaçants [PRO02], sauf pour la gamme de résistance
ent pour lesquels ces paramètres sont identiques entre BAP et BO.
ur les bétons autoplaçants et les bétons ordinaires.
ccélérée et
lessivage au nitrate d’ammonium) peuvent être considérées comme équivalentes entre les
relative aux bétons de bâtim
6.2. Propriétés physico-chimiques et durabilité
Dans le domaine physico-chimique, les résultats des essais expérimentaux (perméabilité à
l’oxygène, diffusion des ions chlore, absorption d’eau, carbonatation accélérée et lessivage au
nitrate d’ammonium) [ASS04] ont été comparés en fonction de la résistance mécanique pour
les deux types de béton (BAP et BO).
La perméabilité à l’oxygène des bétons autoplaçants est inférieure à celle des bétons
ordinaires vibrés pour une gamme de résistance donnée.
Il n’y a pas de différence significative entre les BAP et les BO en termes de diffusion des ions
chlore et d’absorption d’eau par capillarité. Et toujours à résistance équivalente, le taux de
carbonatation et la cinétique de lessivage au nitrate d’ammonium des deux types de béton
restent comparables. Ces propriétés évoluent avec la résistance en compression de manière
identique po
6.3. Bilan
Les résultats des essais expérimentaux menés au sein du LMDC [PRO02][ASS04] sur des
formulations de bétons autoplaçants et de bétons ordinaires, dans les domaines mécanique et
physico-chimique ont montré qu’il y avait très peu de différences entre les deux types de
béton. Le fluage des BAP semble légèrement supérieur à celui des BO, tandis que toutes les
autres propriétés mécaniques (module d’élasticité, retrait) et de transfert (perméabilité à
l’oxygène, diffusion des ions chlore, absorption capillaire, carbonatation a
bétons autoplaçants et les bétons ordinaires.

Partie I - Chapitre 1 : Béton autoplaçant (BAP) 42
7. Synthèse
Dans cette rev toplaçant, ses
multiples propriétés, sa caractérisation, et les méthodes principales de sa formulation.
(BAP) est un béton très fluide, homogène, et qui se met en place sans
vibration. Il présente des avantages techniques et socio-économiques pour les chantiers de
ent ferraillés. Un béton est qualifié d’autoplaçant lorsque ces trois
critères sont vérifiés. Ainsi, un grand nombre de tests empiriques sont développés pour
éton autoplaçant est encore loin d’être
ilité du béton.
Cette revue bibliographique permet de dégager une problématique importante concernant la
ppement parallèle de nouveaux
produits, capables de modifier les propriétés des bétons (comme les agents de viscosité, les
additions minérales et les entraîneurs d’air par exemple), non pris en compte dans ces
méthodes, nécessite très souvent des extensions et des modifications. On remarque aussi que
ue bibliographique, notre objectif était de définir le béton au
Le béton autoplaçant
construction par rapport au béton ordinaire traditionnel. Le béton autoplaçant à l’état frais
peut être caractérisé à deux niveaux : ouvrabilité et rhéologie.
Les principales propriétés d’ouvrabilité d’un BAP sont le remplissage (taux de remplissage et
vitesse de déformation), la résistance à la ségrégation et la capacité de passage dans les
milieux confinés et fortem
caractériser le béton vis-à-vis des propriétés d’ouvrabilité. Par ailleurs, les propriétés
rhéologiques d’un béton autoplaçant sont principalement reliées au seuil de cisaillement et à
la viscosité. Un BAP est caractérisé par un faible seuil de cisaillement pour permettre
l’écoulement sous l’effet de gravité, et par une viscosité suffisante pour améliorer la
résistance à la ségrégation et l’homogénéité. Son écoulement répond généralement au
comportement de type Herschel-Bulkley, observé par plusieurs auteurs. A l’exception d’une
corrélation établie entre la viscosité d’un béton autoplaçant et les temps d’écoulement au cône
d’Abrams (T50), à l’entonnoir (TVf) et à la boite en L (T40), aucune relation claire n’est mise
en évidence entre les propriétés rhéologiques et les propriétés d’ouvrabilité des bétons
autoplaçants. Une caractérisation globale d’un b
effectuée par un seul test : les différents tests empiriques et les tests rhéologiques sont des
essais complémentaires mettant en évidence plusieurs facettes de l’autoplacib
- PROBLEMATIQUE
formulation des bétons autoplaçants. La formulation des BAP, reste actuellement une des
difficultés majeures à son développement et utilisation. Les principales méthodes de
formulation des BAP ont nécessité de longues années de recherches (méthodes japonaise, CBI
et LCPC) pour leur mise en œuvre. Cependant le dévelo
Partie I - Chapitre 1 : Béton autoplaçant (BAP) 43
les méthodes de formulation sont optimisées pour les matériaux locaux utilisés, et les objectifs
d’utilisation ; la méthode CBI par exemple a pour objectif la formulation d’un béton qui
ent le changement de celui du ciment (pour garder un
rapport E/C fixe par exemple). Ainsi, tous les dosages des constituants du béton, et les
Le chapitre 2 s’inscrit donc dans cette optique.
possède une bonne capacité de passage dans les milieux ferraillés, pour une utilisation sur
chantier (la granulométrie du gravier est choisie en fonction des espacements entre les
armatures).
Les trois approches décrites dans ce chapitre, n’ont pas été développées pour formuler des
bétons autoplaçants contenant des agents de viscosité. Cet adjuvant peut en effet modifier les
propriétés d’écoulement du béton, et nécessite un changement dans les dosages de l’eau et du
superplastifiant, entraînant indirectem
méthodes de formulation sont amenés à être modifiés. Par conséquent, plusieurs questions se
posent : l’ajout d’un tel constituant a-t-il une influence sur les rôles de base des autres
constituants et comment peut-il modifier les principes de formulation d’un BAP ?
Pour y répondre, il faut avoir une bonne compréhension des effets propres de chaque
composant et des interactivités entre eux.

Partie I - Chapitre 2 : Constituants et paramètres influents 44
CHAPITRE 2 – ECOULEMENT DES BETONS AUTOPLACANTS :
CONSTITUANTS ET PARAMETRES INFLUENTS
ant sur les
propriétés d’écoulement du béton. Le rôle d’un constituant dépend essentiellement de son état
chimique, et morphologique. Ainsi, nous allons
décrire dans ce chapitre les caractéristiques des différents constituants entrant dans la
nt des produits chimiques incorporés au béton
frais en faibles quantités afin d’en améliorer certaines propriétés. Leur efficacité est liée à
l’homogénéité de leur répartition dans la matrice du béton. On distingue plusieurs types
d’adjuvants : les plastifiants, les superplastifiants, les entraîneurs d’air, les agents de viscosité,
joue un rôle différent dans l’écoulement et dans le comportement
rhéologique du béton, et des interactions existent entr s.
2. C
Le aux de la pâte de ciment, qui constitue la matrice d’un béton sont
peu étudiés en tant que facteurs indépendant lement sont
implicitement mises en évidence en se basant sur le rapport E/C. Ce paramètre est très relié
1. Introduction
Toute formulation passe par la compréhension de l’influence de chaque constitu
(fluide, solide) et de sa nature minéralogique,
composition du béton autoplaçant (granulats, ciment, additions minérales, adjuvants et eau), et
les paramètres influents.
Les constituants de base d’un béton ordinaire sont le ciment, l’eau et les granulats. En effet, si
l’un de ces constituants n’est pas présent, le béton n’existerait pas. Les bétons autoplaçants
par contre, sont possibles grâce aux ajouts d’adjuvants et d’additions minérales à la
composition de base du béton. Les adjuvants so
les retardateurs et les accélérateurs de prises, etc. Les adjuvants principaux capables de
modifier l’écoulement des bétons autoplaçants, et qui entrent dans leur formulation de base
sont les superplastifiants et les agents de viscosité.
Chaque constituant
e certains composant
iment et Eau
s deux constituants princip
s. Leurs influences sur l’écou
aux différentes propriétés des bétons, aux états frais et durci.

Partie I - Chapitre 2 : Constituants et paramètres influents 45
2.1. Eau
L’eau potable sert de référence pour la formulation du béton à cause de sa disponibilité
(distribuée par les services publics). L’eau utilisée ne doit pas présenter un excès d’impuretés
[NF03] qui peuvent détériorer les propriétés des bétons (résistance, propriétés esthétiques,
corrosion des armatures, etc.). Une partie de l’eau ajoutée au béton est mobilisée par les
granulats (absorption, adsorption), alors qu’une deuxième partie est consommée par
l’hydratation, et une troisième partie reste libre dans la matrice du béton. Cette dernière est
de la suspension entre les granulats.
ndant, l’introduction
excessive d’eau provoque la chute de la résistance mécanique du béton à l’état durci, ainsi que
l’apparition des phénomènes de ségrégation à l’état frais.
2.2. Ciment
e de calcaire et d’argile. Le ciment est un
liant hydraulique qui se présente sous la form minérale fine, s’hydratant en
présence d’eau, et forme une pâte qui fait prise et durcit progressivement à l’air ou dans l’eau.
Le n
ame
t s d’écoulement
puisqu’on considère que la structure de la matrice n’est pas modifiée par le processus
d’hydratation. Différents types de ciment existent sur le m , et se distinguent par leurs
relations avec les propriétés du béton. Ainsi, le choix du type du ciment, est conditionné par
les performances souhaitées du béton [BARO96] (résistance à la compression, temps de début
de prise, stabilité, retrait, teneurs en chlorures et en sulfates, pouzzolanicité, etc.). Du point de
principalement responsable de la fluidité du béton, en agissant sur la concentration en solides
A part son rôle majeur dans le phénomène de l’hydratation, l’eau est l’un des facteurs les plus
importants au niveau de l’ouvrabilité du béton. L’augmentation du dosage en eau augmente la
fluidité du béton et entraîne la diminution de la concentration en solides ; au niveau
rhéologique, le seuil de cisaillement et la viscosité diminuent. Cepe
Les ciments les plus courants dans le monde du génie civil, sont les ciments à base de clinker
Portland, produit obtenu par la cuisson d’un mélang
e d’une poudre
durcissement du ciment est principalement dû à l’hydratation du silicate tricalcique, u
composant majeur du clinker. C’est le constituant fond ntal du béton puisqu’il permet la
transformation d’un mélange sans cohésion en un corps solide, en liant les différents
constituants. Le clinker est accompagné de sulfate de calcium (gypse ou anhydrite) nécessaire
pour régulariser la prise, c’est à dire faire en sorte que le béton (ou la pâte de ciment) reste en
phase dormante pendant une période suffisamment longue (de l’ordre d’une heure et demi)
avant le passage à l’état solide. Cette phase est propice à la réalisation des est
arché

Partie I - Chapitre 2 : Constituants et paramètres influents 46
vue rhéologique, les propriétés du ciment influant sur l’écoulement de la pâte d’un béton sont
principalement la composition minéralogique, la granulométrie et la finesse [BOM67]
[BON97].
Par ailleurs, le dosage du ciment dans le béton est très souvent relié aux propriétés
mécaniques et de durabilité du béton. On considère que l’écoulement et l’ouvrabilité du béton
s, adjuvants avec un extrait sec
sont reliés au rapport E/C et malgré l’importance du ciment, l’influence de son dosage sur les
propriétés d’écoulement est peu étudiée dans la littérature concernant les BAP.
2.3. Concentration volumique en solides
Le rapport E/C (en masse) est un facteur très influent sur les différents aspects des bétons. Ce
rapport a toujours été associé directement à la résistance mécanique du béton et sa durabilité,
et la formulation des bétons ordinaires passait par l’optimisation de ce paramètre. Toutefois,
l’introduction de nouveaux matériaux (additions minérale
solide) porte un intérêt particulier à l’utilisation de la concentration volumique en solides
puisque ce paramètre prend en compte tous les constituants du béton. La concentration
volumique en solides Γ d’un mélange s’écrit :
T
S
VV
totalVolumesolidesdesVolume
==Γ (2.1)
Certains auteurs ont établi des modèles empiriques pour relier le seuil de cisaillement 0τ des
pâtes à la concentration volumique en solides Γ . Ces modèles obéissent généralement à des
lois exponentielles ou de puissance (tableau 2.1) et peuvent dépendre de la surface spécifique
S du ciment utilisé.
Auteur Equation générale
Legrand [LEG71,72] ( )5,00
−Γ⋅⋅= beaτ
Vom Berg [VOM79] 2110
bb Sea ⋅⋅= Γ⋅τ
Alderman et al [ALD91] ba Γ⋅=0τ a, b, a1, b1, b2 sont des constantes.
Tableau 2.1 : modèles de prédiction de seuil de cisaillement
Pour des mélanges cimentaires dispersés, l’augmentation de la concentration volumique en
solides rapproche les particules les unes des autres. Les particules forment un réseau où les
forces d’interactions colloïdales deviennent considérables [CYR99]. L’écoulement de la pâte
est d’autant plus difficile à déclencher que les forces d’interactions sont importantes.

Partie I - Chapitre 2 : Constituants et paramètres influents 47
Toutefois, si l’augmentation de la concentration volumique en solides provoque la
densification du mélange et l’augmentation du seuil de cisaillement, elle est aussi fortement
influente sur la valeur de la viscosité. Il existe un grand nombre d’équations reliant la
viscosité à la valeur de Γ . Einstein était parmi les premiers à établir une équation de
prédiction de la viscosité en fonction de la concentration en solides et de la viscosité du
liquide interstitiel 0µ [EIN06] :
( )Γ⋅+⋅= 5,210µµ (2.2)
Cette relation s’applique aux suspensions diluées à température de 20°C )1,0( <Γ .
Cependant, la viscosité augmente de façon plus rapide pour des suspensions plus concentrées
(pour Γ supérieure à 0,1), et différentes modifications ont été proposées. La plupart d’entre
elles expriment le fait que la viscosité augmente avec la concentration en solides, pour tendre
vers l’infini quand la suspension est proche de l’empilement maximum. Une relation type est
celle de Krieger-Dougherty [KRI59], s’appliquant aux pâtes de ciment :
max
max0 1 ⎟⎟
⎠⎜⎜⎝ Γ
−⋅= µµ Γ⋅−
⎞⎛ ΓK
(2.3)
où K est un facteur de forme, maxΓ est la concentration volumique de l’empilement maximum.
Ce modèle a été appliqué et vérifié par Struble et al [STR95] et par Toutou et al [TOUT04-a]
[TOUT04-b], avec des pâtes de ciment (figure 2.1).
Viscosité calculée à ungradient de vitesse de 500 s-1
Concentration volumique en solides
Vis
cosi
té (P
a.s)
0% de superplastifiant
5% de superplastifiant
Figure 2.1 : Application du modèle de Krieger-Dougherty aux pâtes de ciment [STR95]

Partie I - Chapitre 2 : Constituants et paramètres influents 48
Cependant, les auteurs trouvent que la valeur du terme maxΓ dépend du gradient de vitesse de
cisaillement de la pâte de ciment, ce que d’autres auteurs comme Ferraris et de Larrard
98 ire au concept st empilement. Ces derniers ont
trouvé que le modèle de Krieger-Dougherty ne s’applique pas aux mortiers et bétons, et ont
[FER ][LAR00] considèrent contra atique de l’
développé un modèle empirique [FER98][LAR00] pour décrire la relation entre la viscosité
plastique (que nous notons plaµ ) et la concentration volumique en solides Γ :
⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛−
ΓΓ
⋅= 7448,075,26expmax
plaµ (2.4)
En bilan, nous concluons que la concentration en solides joue un rôle important sur les
propriétés rhéologiques des bétons, mortiers et pâtes de ciment ; l’augmentation de ce
paramètre conduit à l’augmentation du seuil de cisaillement et de la viscosité.
3. Granulats
Les granulats (sable et gravier) constituent le squelette du béton. Ils sont définis comme un
intrinsèques), et de la compacité du squelette global, ainsi que
s et la pâte du béton [LAR00].
ulaire sec, ont cependant une influence sur le
ensemble de grains minéraux de dimensions comprises entre 0 et 125 mm [BARO96] et
doivent être chimiquement inertes vis-à-vis du ciment, de l’eau et de l’air. La nature des
roches constituant les gisements est responsable des propriétés intrinsèques (masse
volumique, résistance, porosité, réactivité, etc.) des granulats [BARO96]. La granularité et la
forme des granulats sont fonction du processus d’élaboration. Selon leur origine, on distingue
les granulats roulés, extraits de ballastières naturelles ou dragués en rivière ou en mer, et
concassés, obtenus à partir de roches exploitées en carrière.
Les granulats permettent tout d’abord de réduire considérablement le coût global du béton
(cinq fois moins chers que le ciment), mais leur influence est déterminante sur la résistance
mécanique du béton à l’état durci. La résistance mécanique du béton dépend fortement de la
nature des granulats (propriétés
de l’adhérence entre les granulat
La granularité et la compacité du squelette gran
comportement du béton à l’état frais. Pour mieux comprendre, nous prenons l’exemple d’un
ensemble de granulats sphériques de même taille. La compacité mesurée sur un mélange de
ces granulats est généralement égale à 0,64. Cependant, si nous utilisons des granulats de
tailles différentes (différente granularité), les petits grains rempliront les vides laissés par les

Partie I - Chapitre 2 : Constituants et paramètres influents 49
plus grands grains et ainsi de suite ; la compacité obtenue est plus importante que celle d’un
ensemble de granulats de même taille. Par conséquent, un squelette granulaire plus compact,
diminue le volume des vides dans le béton et laisse moins de vides à occuper par la pâte.
Ainsi un volume de pâte est libéré par rapport à un squelette granulaire moins compact,
contribuant à modifier l’écoulement du béton. Bien que Hu [HU95] considère que les
granulats sont considérés comme un élément qui n’a pas une influence principale du point de
vue rhéologique, Baron et Lesage [BARO69] ont cependant montré que l’optimum de
compacité du mélange granulaire sec correspond à l’optimum de fluidité du béton à teneur en
eau constante. Pour un type de granulats, comp sé de gravier (G) et de sable (S), les auteurs
maximal au cône d’Abrams.
conférer des propriétés
atériaux finement divisés parmi lesquelles nous citons les fillers,
la fumée de silice, les cendres volantes et le laitier de haut fourneau qui proviennent
s à la formulation de béton comme substituant du
ciment (produit plus cher), contribue à réduire le coût du béton. Par ailleurs, l’utilisation
inérales dans le monde contribue aussi à réduire la production du
o
ont montré qu’il existe un rapport (en masse) G/S optimal, correspondant à un affaissement
Par ailleurs, le dosage des granulats peut avoir une influence sur les propriétés d’ouvrabilité
des bétons. Pour obtenir un béton autoplaçant, le volume du gravier et la taille maximale des
granulats ont été réduits (voir chapitre 1 - §2.1 ouvrabilité) pour réduire les frictions et éviter
les blocages dans des zones confinées.
4. Additions minérales
Différentes additions minérales peuvent être ajoutées au béton, substituant ou non une partie
du ciment, afin d’améliorer certaines de ses propriétés ou de lui
particulières. Ce sont des m
principalement de l’industrie. Ces fines présentent plusieurs avantages dans l’industrie et la
formulation des bétons.
4.1. Avantages économiques et environnementaux
La plupart des additions minérales sont des sous-produits provenant de l’industrie et leur coût
est souvent égal au coût du transport et de manipulation (broyage par exemple). Ainsi
l’incorporation des additions minérale
généralisée des additions m
ciment qui nécessite une chaleur importante, donc à réduire la quantité de combustible utilisée
pour l’industrie du ciment, ainsi que l’émission du CO2 de l’industrie cimentière dans la
nature.

Partie I - Chapitre 2 : Constituants et paramètres influents 50
4.2. Avantages techniques
En général, les additions minérales influencent fortement les propriétés des bétons à l’état
durci ; elles permettent d’améliorer les propriétés mécaniques et la durabilité des bétons. En
raison de leurs petites dimensions, les particules de la poudre se glissent entre les grains plus
gros (sable par exemple), contribuant ainsi à avoir un squelette solide plus compact et
réduisant l’espace libre pour l’eau [LAN97]. Cette optimisation de la granulométrie du
squelette total, aide aussi à limiter le ressuage du béton et à augmenter la cohésion de
l’ensemble. Par ailleurs, les additions minérales réduisent la chaleur dégagée du béton lors de
l’hydratation, ce qui diminue la fissuration d’origine thermique.
4.3. Influence sur l’écoulement
Lorsque les forces d’attraction de Van der Waals entre les particules d’une suspension
cime ntes, le résultat est s la solution.
Ces flo les de
du
dosage, du type, de la finesse, de la forme des particules et de la granularité des additions
e hauts fourneaux et les cendres
micronisées ont de leur côté une faible demande en eau par rapport au ciment, et sont donc
bénéfiques pour la formulation des bétons autoplaçants et à hautes performances, puisqu’ils
ntaire sont très fortes, ou domina la création de flocs dan
cs peuvent être évités par l’ajout d’un superplastifiant qui s’adsorbe aux particu
ciment et leur confère une charge négative pour neutraliser les forces d’attraction et
augmenter les forces de répulsion entre les particules. Le rôle des additions minérales peut
s’inscrire dans ce cadre ; l’interposition des fines entre les particules solides de la suspension
contribue à modifier sa structure. Ainsi, les additions minérales substituant une partie du
ciment agissent généralement en baissant le seuil de cisaillement des bétons [ZHA00].
Toutefois, l’influence des additions minérales sur la viscosité des bétons est fonction
[NEH98][CYR99][ZHA00].
L’augmentation du dosage des fines dans un béton, pour un dosage constant en ciment,
implique l’augmentation de la concentration volumique en solides et donc, favorise
généralement la croissance de la viscosité du béton. Par contre, pour un dosage en poudre
(ciment et addition) constant, la substitution du ciment par de l’addition peut influencer
l’écoulement du béton en fonction du type de l’addition. En effet, certaines additions comme
la fumée de silice ont une demande en eau importante par rapport au ciment, ce qui peut
réduire les propriétés d’ouvrabilité et mécaniques du béton [FER01][CYR03], et augmenter la
viscosité. D’autres additions comme les fines des laitiers d

Partie I - Chapitre 2 : Constituants et paramètres influents 51
permettent de baisser la viscosité et d’améliorer les propriétés mécaniques des bétons
[LAN97][CYR03].
4.4. Filler calcaire
De na au, et
peut conduire à une légère diminution de viscosité du mélange cimentaire [GAL00][CYR03].
cette addition à dosages élevés dans la formulation des
al [YAH05]
montrent qu’à chaque rapport E/C correspond un dosage optimum en filler calcaire qui peut
ture inerte, le filler calcaire semble avoir une faible influence sur la demande en e
Ceci peut justifier l’utilisation de
bétons (BAP et BHP). Cependant, plusieurs auteurs ont remarqué que, pour un dosage
constant en ciment (ou un rapport E/C constant), l’ajout du filler calcaire contribue à diminuer
la viscosité d’une pâte de ciment (malgré l’augmentation de la concentration volumique en
solides), avant de provoquer une augmentation de la viscosité lorsque son dosage dépasse une
certaine valeur critique, qui dépend du rapport E/C [ZHA00][YAH05]. Yahia et
assurer un écoulement optimal du mélange cimentaire. La figure 2.2 montre l’évolution de
l’écoulement (représenté par l’étalement relatif et la vitesse relative d’écoulement) des
mortiers à différents dosages en filler calcaire.
Figure 2.2 : effet du dosage en filler calcaire sur l’écoulement en fonction du rapport E/C du mortier [YAH05]
Les auteurs expliquent que les particules fines du filler calcaire remplissent les vides
disponibles entre les particules du mortier, augmentant ainsi la compacité du mélange en
améliorant l’arrangement total des particules dans la matrice [YAH05]. Par conséquent une
quantité de l’eau qui occupait ces vides est libérée dans la solution interstitielle, ce qui se
traduit par une meilleure fluidité. Au delà du dosage critique, la viscosité du m rtier augmente
avec l’a teint sa
compacité maximale lorsque le dosage critique en filler est atteint [YAH05] ; au delà de ce
dosage les frictions entre particules sont de plus en plus importantes.
o
jout du filler calcaire. En effet, les auteurs considèrent que le mortier at

Partie I - Chapitre 2 : Constituants et paramètres influents 52
5. Superplastifiants
En tant qu’adjuvant, le superplastifiant peut avoir plusieurs fonctions dans un mélange
cimentaire. La fonction de base est la fluidification, puisqu’il provoque un important gain
d’ouvrabilité d’un mélange. Le superplastifiant est responsable d’un effet de plastification : à
même teneur en eau, il permet d’augmenter l’ouvrabilité, sans diminuer les résistances à long
terme de la pâte, du mortier ou du béton. La fonction « réducteur d’eau » se manifeste par la
réduction du rapport E/C pour une même ouvrabilité. Ceci permet donc d’augmenter les
performances mécaniques du mélange.
5.
: Polynaphtalène sulfonate (PNS), Polymélamine
sulfonate (PMS), Lignosulfonates modifiés (LS), Polycarboxylate (PC), Polyacrylate (PA) et
1. Propriétés
Un grand nombre de superplastifiants existent sur le marché. Ces adjuvants essentiellement
fabriqués pour l’industrie du béton, sont des polymères organiques constitués de groupes
hydrophobes et d’autres hydrophiles. Les superplastifiants sont divisés en familles de produits
parmi lesquelles nous citons les principaux
Polyoxyéthylène (POE). Les structures chimiques des superplastifiants de la nouvelle
génération ne sont pas révélées par les fabricants pour des raisons liées au secret industriel.
Toutefois, elles pourraient s’apparenter aux motifs « exemples » de la figure 2.3.
CH2
SO3- n
R
CH2
n
R
C
C=Oa
CH2
R
Cb
CH2CH2O
Rm
O-
C=O
O
Polynaphtalène sulfonate (PNS) Polycarboxylate (PC)
Figure 2.3 : Exemples de motifs (R représente H ou un groupe alkyle) [HAS99]
Les superplastifiants les plus utilisés étaient les PMS et les PNS, qui sont des polymères
anioniques avec des groupes sulfonate SO3- à intervalles réguliers. La fabrication de ces
superplastifiants à base de sulfonates est en train de s’éclipser en Europe ; ils contiennent une
matière chimique polluante et toxique, le formol. Toutefois, les superplastifiants à base de

Partie I - Chapitre 2 : Constituants et paramètres influents 53
polycarboxylates (PC), Polyacrylates (PA) et Polyéthylène (PE), dont l’utilisation est plus
récente, s’avèrent très efficaces. Le groupe actif anionique de ces polymères est le COO-.
Lors de la fabrication de tous ces produits de synthèse, on peut faire varier les paramètres en
fonction du rôle souhaité. Un grand nombre de paramètres « modifiables » existe, ce qui
explique la multitude des catégories de superplastifiants existants. Ainsi, on peut modifier la
composition, la taille et le caractère tensioactif du groupe hydrophobe d’une part, et les
basicité et affinité du groupe hydrophile vis-à-vis des éléments présents en solution d’autre
part [TAG]. Par ailleurs, le polymère possède aussi des paramètres ajustables, comme la
longueur moyenne, le degré d’ionisation (nature des ions présents), la conformation (forme
étendue ou repliée), le degré d’embranchement (nombre de branches ou de ramifications) et la
copolymérisation (association de deux motifs). Des schémas exemples des paramètres
ajustables des polymères sont présentés dans le tableau 2.2.
longueur
Forme étendue Forme repliée Embranchement Copolymérisation
Tableau 2.2 : schémas exemples des paramètres ajustables des polymères [TAG]
5.2. Mécanismes d’action
En raison de leurs compositions chimiques différentes, les particules d’une matrice cimentaire
(ciment et additions) peuvent présenter des charges différentes. Les charges opposées vont
s'attirer les unes les autres. Les particules vont floculer et augmenter la résistance à
l’écoulement du mélange. Grâce à leurs mécanismes d’action, les superplastifiants provoquent
la défloculation de la matrice, et contribuent à faire baisser le seuil d’écoulement.
Lorsque l’on ajoute un superplastifiant dans une suspension cimentaire, les polymères
viennent se fixer à la surface des particules solides du ciment par adsorption. Cette adsorption
s’effectue sur les phases hydratées du ciment [BON97]. Les groupes anioniques du polymère
neutralisent les différentes charges, et confèrent à la surface des particules de ciment une
charge négative [JOL98]. Ceci conduit à une répulsion électrostatique entre les particules
voisines de ciment, et contribue à la défloculation et la dispersion des solides dans la
suspension (figure 2.4).

Partie I - Chapitre 2 : Constituants et paramètres influents 54
Charges anioniques
Figure 2.4 : Répulsion électrostatique entre deux particules de ciment [CAL]
En général, les polymères ont une masse molaire importante (plus de 50 kg/mol) [BON97].
L’enc effet
dans l’eau entourant les particules de ciment, et occupe ainsi
le volume entre les particules. L’effet stérique est d’autant plus important que la longueur des
ombrement de ces macromolécules a tendance à repousser les grains de ciment par
stérique ou entropique [UCH97]. Par ailleurs, certains polymères (Polyoxyéthylène par
exemple) possèdent des ramifications hydrophiles de grande affinité avec l’eau. Ainsi ces
ramifications se prolongent loin
ramifications est importante, ce qui leur permet de se prolonger plus loin dans la suspension
entre les particules.
Figure 2.5 : Particules de ciment recouvertes de polymères à fort encombrement stérique [CAL]

Partie I - Chapitre 2 : Constituants et paramètres influents 55
Par conséquent, l’effet stérique est aussi un mécanisme contribuant à repousser les particules
de ciment les unes des autres et contribuant à la dispersion des solides dans la suspension. La
figure 2.5 représente un exemple de l’effet stérique d’un polymère adsorbé aux particules de
ciment.
Les superplastifiants n’agissent pas tous de la même façon ; ceux à base de sulfonates (PNS,
êta à zéro. Les
PMS et LS) par exemple, provoquent principalement une répulsion électrostatique entre les
particules de ciment, tandis que les superplastifiants PC et POE sont plutôt efficaces grâce à
un important effet stérique. Uchikawa et al [UCH97] ont été les premiers à montrer
l’existence de l’effet stérique des polycarboxylates, et à le comparer à la répulsion
électrostatique due aux polymères des superplastifiants à base de PNS. Dans le même but,
Blask et al [BLA03] montrent que les superplastifiants à base de sulfonates (PNS, PMS, LS)
possèdent une influence importante sur le potentiel zêta de la suspension (LS A, LS B, PNS et
PMS sur la figure 2.6). La même figure montre que les superplastifiants à base de
polycarboxylate (PCE1, PCE2 et PCE3) tendent à ramener le potentiel z
auteurs expliquent ce phénomène par le fait que ces superplastifiants protègent les particules
de ciment contre les champs électriques, évitant une répulsion électrostatique. Ainsi, seule la
répulsion d’origine stérique est active.
zeta
-pot
entia
l (m
V)
0,00% 0,20% 0,30% 0,40%0,10% 0,50% 0,60% 0,70%-40,0
-35,0
-30,0
-25,0
-20,0
-15,0
-10,0
-5,0
0,0
5,0
dosage (%)
PCE1, PCE2, PCE3
LS BLS A
PA
PMS
PNS
Figure 2.6 : Variation du potentiel zêta en fonction du dosage en Superplastifiant [BLA03]

Partie I - Chapitre 2 : Constituants et paramètres influents 56
5.3. Influence sur l’écoulement
Différents auteurs se sont intéressés à l’influence des superplastifiants et de leurs
ion électrostatique, soit par effet
e et de disperser les particules solides. Ainsi le
seuil de cisaillement et la viscosité d’un mélange cimentaire diminuent avec l’ajout d’un
eau [BON97] explique
l’utilité de cette dernière partie par le besoin d’une quantité en réserve pour couvrir les surface
naissantes et pour remplacer les molécules consommées par complexation.
D’autres auteurs montrent que la fluidité d’une pâte de ciment augmente avec le degré
d’adsorption du superplastifiant (toutes catégories) [UCH97][HAN99][YAM00][SCH03],
mais aussi lorsque la longueur des ramifications des polymères (PC et POE) est plus
importante [YAM00][SCH03]. Ce dernier paramètre est aussi responsable de l’action
prolongée du superplastifiant. Alors que les superplastifiants à base de sulfonate s’adsorbent à
plat sur les particules de ciment (figure 2.4), ceux à base de polycarboxylates s’adsorbent par
l’intermédiaire de leurs charges anioniques actives, laissant leurs ram ications se prolonger
loi à
plat seront recouverts, mais ceux qui possèdent des ramifications nécessitent plus de temps
caractéristiques sur la fluidité des pâtes cimentaires. Grâce aux mécanismes d’actions décrits
ci-dessus, les superplastifiants agissent soit par répuls
stérique, afin d’augmenter la fluidité du mélang
superplastifiant.
Toutefois, l’influence d’un superplastifiant sur le comportement de la pâte dépend de son
dosage, de ses caractéristiques et de son mode d’utilisation. En effet, Flatt et al [FLA01]
expliquent que le superplastifiant ajouté à une suspension de ciment est divisé en trois parties.
La première partie est « consommée » par la réaction chimique de l’hydratation, plus
particulièrement par la formation des phases AFt et des C-S-H [FLA01] (phénomène de
complexation [BON97]). La deuxième partie est adsorbée sur les phases hydratées des
particules de ciment. La troisième partie du superplastifiant est celle qui reste disponible dans
la solution interstitielle entre les particules de ciment. Ainsi, le dosage du superplastifiant à
ajouter à une suspension cimentaire doit être suffisant pour permettre à une quantité de rester
disponible dans la solution interstitielle, contribuant à obtenir une fluidité plus grande, et qui
dure plus longtemps avant le début de prise de la suspension. Bonn
if
n dans la solution interstitielle. Avec la formation des hydrates, les polymères adsorbés
pour que les hydrates puissent les recouvrir (Figure 2.7).

Partie I - Chapitre 2 : Constituants et paramètres influents 57
Ramifications non recouvertesdans la solution interstitielle
Hydrates
Figure 2.7 : ramifications des polymères recouvertes par la formation des hydrates
Ainsi, les superplastifiants à base de polycarboxylate par exemple, peuvent maintenir une
fluidité ou une ouvrabilité constante pendant au moins 50 minutes avant le début de prise du
mélange cimentaire [AMB03].
La longueur de la chaîne principale du polymère ne semble pas avoir une influence principale
sur l’écoulement des pâtes cimentaires. Par ailleurs, la consommation par complexation d’une
ut être la conséquence d’un manque de cohésion entre les
partie de superplastifiant lors de l’ajout à une suspension cimentaire peut être réduite lorsque
l’ajout est différé (retardé) [AIA03].
L’optimisation des propriétés du superplastifiant utilisé, par rapport aux critères et aux
besoins visés, peut s’avérer un moyen très pratique pour la formulation des bétons et des pâtes
de ciment. La copolymérisation par exemple, permet d’associer des charges anioniques à des
polymères à base de polycarboxylate en différents degrés, ce qui peut influencer le degré
d’adsorption et le potentiel zêta de la suspension.
6. Agents de viscosité
L’utilisation des agents de viscosité dans la formulation des bétons autoplaçants est devenue
récemment une nécessité pour garantir une bonne résistance à la ségrégation du béton, sans
pour autant « nuire » à la fluidité qui est assurée par l’utilisation des superplastifiants. En
effet, ces derniers augmentent souvent les risques de ségrégation des bétons, et la séparation
des phases entre les constituants pe
Partie I - Chapitre 2 : Constituants et paramètres influents 58
phases. Les agents de viscosité sont donc utilisés en même temps que les superplastifiants
pour obtenir un béton autoplaçant répondant aux critères définis au chapitre 1 (§2.1).
6.1. Propriétés et mécanismes d’actions
En général les agents de viscosité utilisés sont des polysaccharides hydrosolubles [KHA03].
Khayat et al [KHA98-a,03] reporte un classement établi par Kawai [KAW87 - cité par
KHA98-a,03] qui fixe 3 catégories générales pour les agents de viscosité : les polymères
naturels, semi-synthétiques et synthétiques. Les polymères naturels ou biopolymères
regroupent des produits tels que la gomme welan, la gomme xanthane et la gomme guar. Les
polymères semi-synthétiques regroupent des produits tels que les dérivés cellulosiques
comme ceux à base d’hydroxypropylméthyl cellulose (HPMC), d’hydroxylethyl cellulose
(HEC) et de carboxyméthyl cellulose (CMC). Les polymères synthétiques regroupent les
polymères à base de polyéthylène, de polyacrylamide et de vinyle [KHA03].
Le mode d’action des agents de viscosité peut dépendre du type, de la concentration du
polymère utilisé. En général, on distingue trois principaux mécanismes d’action : l’adsorption,
l’association et l’entrelacement [KHA98-a].
Les polymères de certains agents de viscosité possèdent de longues chaînes (hydrophiles) qui
adsorbent et fixent les molécules d’eau de la suspension, et s’étendent dans tout le mélange.
Les agents de viscosité possèdent un rôle très important pour maintenir la stabilité des
mélanges cimentaires. Ils assurent une cohésion entre les différentes phases d’un mélange,
augmentant ainsi la résistance à la ségrégation des mélanges, et empêchent les mouvements
libres d’eau, réduisant le ressuage [KHA98-a][ROL99].
Ainsi, ces polymères augmentent la viscosité de l’eau et entraînent l’augmentation de la
viscosité globale du mélange. Par ailleurs, certaines molécules de chaînes adjacentes peuvent
développer des forces d’attraction, bloquant par cette association le mouvement de l’eau dans
la suspension. Par conséquent une gélification peut se produire dans la suspension et
l’écoulement devient plus difficile (augmentation de seuil de cisaillement et de viscosité).
L’entrelacement des polymères se produit généralement à faible gradient de vitesse de
cisaillement et surtout lorsque la concentration des polymères est élevée dans le mélange. Les
chaînes s’entrelacent et s’enchevêtrent, provoquant une augmentation de la viscosité du
mélange. L’entrelacement peut être disloqué à gradient de vitesse de cisaillement élevé ; les
chaînes des polymères s’alignent ainsi dans la direction du cisaillement, et le mélange peut
présenter une rhéo-fluidification (diminution de viscosité) [KHA98-a].

Partie I - Chapitre 2 : Constituants et paramètres influents 59
Au niveau rhéologique, ils agissent en augmentant à la fois le seuil de cisaillement et la
viscosité des mélanges [KHA98-a,03][ROL99][LAC04].
cimentaires (augmentation de viscosité). Ainsi, les adjuvants à base
de s n suspen organ
e dispersée dans l’eau et très hydrophile [COL01 Les
particu s de cet a ètre co 5 et
50 nanomètres et de grande surface spécifique (80-1000 m
repor us le nom de na la fumée de s o-
silic icules cromètre [COL01]. Cet
adjuvant agit essen m élange cimentaire, et
augmente la viscosité de la ph
6.2. Adjuvants à base de silice précipitée
Considérée comme addition minérale, la fumée de silice a été utilisée pour la formulation des
bétons autoplaçants en combinaison avec les superplastifiants. La demande en eau importante
de cette addition (voir §4 additions minérales) lui permet de modifier le comportement
rhéologique des mélanges
ilice précipitée e
silice ultrafine amorph
sion, sont des agents de viscosité non iques, sous forme de
,02,03,04].
les solide djuvant sont sphériques (figure 2.8), de diam2
mpris entre
/g) [COL01,03][JAL04]. Il est
no-silice, en comparaison àté souvent so ilice, ou la micr
e, dont les part
tielle
ont un diamètre compris entre 0,1 et 1 mi
ent par adsorption des molécules d’eau du m
ase liquide et du mélange.
Figure 2.8 : particules de Silice amorphe précipitée (5-50 nm) observées au Microscope Electronique à Transmission (MET) [COL01]
Collepardi et al [COL01,02,03,04] et Rols et al [ROL99] ont étudié le rôle joué par les
adjuvants à base de silice amorphe précipitée dans la formulation des nouveaux bétons,
notamment les bétons autoplaçants. Les auteurs ont montré que la nano-silice précipitée en
suspension a une influence comparable aux différents agents de viscosité à base de
polysaccharides hydrosolubles. En effet, elle augmente considérablement la résistance à la
ségrégation des bétons et réduit le ressuage. Par ailleurs, ils ont trouvé qu’elle permet
Partie I - Chapitre 2 : Constituants et paramètres influents 60
d’augmenter le niveau de tolérance sur les erreurs concernant la quantité d’eau ajoutée dans la
formulation des bétons autoplaçants, en maintenant la stabilité du béton [COL01,03,04]. La
durabilité des bétons autoplaçants n’est pas affectée par l’ajout de cet adjuvant [COL02].
7. Interactions entre constituants
Nous avons constaté que pour chaque constituant, une multitude de familles ou de types peut
exister, et des différences peuvent exister même entre les éléments de chaque famille. Ainsi,
une très grande variété de constituants existe dans le marché pour la formulation des bétons
autoplaçants. L’expérimentateur ou l’opérateur, ayant l’embarras du choix, se doit de choisir
un ensemble de constituants qui conduit aux bétons possédant les meilleures performances,
prenant en compte le coût des matériaux et les besoins souhaités. Toutefois, le mélange des
différents matériaux n’est pas une opération simple, à cause des incompatibilités qui peuvent
exister entre différents constituants. Les problèmes d’incompatibilité entre matériaux, qui
peuvent être facilement détectées par des tests préliminaires se résolvent par le remplacement
des matériaux non compatibles par d’autres.
Par ailleurs, le mélange de matériaux compatibles ne conduit pas toujours aux mêmes
résultats ; des interactions (ou interactivités) éventuelles peuvent exister entre les différents
types de matériaux. Ces interactions peuvent se manifester par des synergismes ou des
antagonismes entre les constituants, et sont difficiles à détecter. Sheinn et al [SHE03] ont
observé par exemple une certaine interaction entre le superplastifiant et différents fillers. En
absence de superplastifiant, la granularité et la géométrie des particules des différentes
additions minérales a une influence importante sur les propriétés rhéologiques de la pâte de
ciment. Ceci n’est pas vrai en présence de superplastifiant dans la pâte de ciment ; les
propriétés rhéologiques semblent varier en fonction de la réactivité des particules et de
l’affinité entre superplastifiant et addition minérale [SHE03]. Ces mêmes remarques ont été
soulignées par Heirman et al [HEI03] pour des bétons autoplaçants. Par ailleurs, Juvas et al
[JUV] met en évidence une interaction entre le superplastifiant (de type PC) et le ciment ; il
montre que la variation de l’ouvrabilité des mortiers sans superplastifiant en fonction du type
de ciment est très faible, tandis que l’ajout de superplastifiant amplifie le rôle joué par le type
du ciment sur l’ouvrabilité [JUV].
Ainsi, peu d’études ont été effectuées pour mettre en évidence les interactions éventuelles
entre les matériaux des mélanges cimentaires. Les chercheurs reconnaissent le besoin d’outils
complexes et performants pour mener des études dans ce domaine, et pour l’exploitation des

Partie I - Chapitre 2 : Constituants et paramètres influents 61
informations issues de ces études. La technique des plans d’expérience s’est avérée
récemment (avec le progrès pour mener des études dans
le domaine des sciences des matériaux et du génie civil [KHA99]. Cette technique apporte un
ètres influents sur les différentes
[SV
[M
con
dét
par
niv
ma
fou
per
Les plans factoriels sont idéals pour les études prenant en compte des paramètres
ou
Cet
bét paramètres étudiés sont en général les dosages des constituants, et ne peuvent
con
som
vol
fina
au
éve
8. Bilan
No
form
con
cette revue est représenté dans le tableau 2.3 sous forme de synoptique général. La dernière
informatique) d’une très bonne utilité
outil performant pour la formulation des bétons, l’étude des effets, et l’analyse des
interactions. Plusieurs auteurs ont étudié le rôle des param
propriétés des pâtes de ciment, des mortiers ou des bétons autoplaçants [KHA99][SON01,04]
E03][GOL04][PETK05]. Ils ont mis en œuvre la technique des « plans factoriels »
AT96,00] qui a pour but de relier les propriétés des mélanges cimentaires aux dosages des
stituants par des modèles mathématiques (polynômes). Cette méthode se base sur la
ermination d’une matrice d’expériences (plan factoriel) prédéfinie selon le nombre de
amètres étudiés [MAT96,00], et consiste à fixer chaque paramètre à deux ou plusieurs
eaux fixes et distincts (deux dosages par exemple). La réalisation des expériences de la
trice conduit à la détermination des coefficients du polynôme étudié. Ces études
rnissent des informations intéressantes, tout en optimisant le nombre d’essais réalisés, et
mettent d’étudier un nombre important de paramètres.
indépendants les uns des autres [COR90][MAT96,00], comme la variation de la température
du type du matériau, et ne sont pas destinés à détecter des interactions entre les paramètres.
te technique possède ses limites dans le cas des mélanges cimentaires (pâtes, mortiers ou
ons) où les
pas être indépendants. En effet, dans un mélange de constituants, si on varie le dosage d’un
stituant (A), le dosage d’un autre constituant (B) au moins va être changé puisque la
me des dosages (volumiques) finaux doit respecter l’unité (la somme des proportions
umiques est toujours égale à l’unité). Ainsi l’information issue de cette variation dépend
lement des deux actions (variation des dosages des deux constituants A et B), et l’attribuer
premier constituant consiste à ignorer l’effet de l’autre constituant et de l’interaction
ntuelle entre les deux.
us avons effectué une revue générale sur les rôles des constituants influents dans la
ulation des bétons autoplaçants et décrit les mécanismes d’action des différents
stituants, ainsi que l’influence des paramètres principaux sur l’écoulement. Un bilan de

Partie I - Chapitre 2 : Constituants et paramètres influents 62
colonne exprime l’influence de l’augmentation du dosage du constituant ou de la valeur du
amètre correspondant.
Constituants et amètres principaux Rôles principaux dans la formulation
Influence sur le seuil de cisaillement et la
viscosité
par
par
Eau (E) Fluidité et hydratation (lié à la concentration volumique en solides et au rapport E/C) Diminution
Ciment (C) Liant (lié à la concentration volumique en solides et au rapport E/C) Augmentation
Concentration lumique en solides
Encombrement, plus de frictions entre les particules Augmentation vo
Granulats Réduction du coût du béton, performances mécaniques variables selon le type Selon le type
Additions minérales Optimisation du squelette granulaire du béton, avantages environnementaux et économiques
Selon le type (demande en eau)
Filler calcaire (F) Amélioration de l’écoulement au dessous du dosage critique Dépend du dosage
Su ation, dispersion des particules de ciment Diminution perplastifiants (SP) Déflocul
Agents de viscosité (AV) Résistance à la ségrégation, cohésion Augmentation
Tableau 2.3 : Rôles des principaux paramètres dans l’écoulement et la formulation des BAP
Ce tableau ne reporte pas l’influence des paramètres sur les propriétés des bétons autoplaçants
à l’état durci. Le rapport E/C, qui a une influence importante sur les propriétés mécaniques et
de durabilité des bétons et qui est un paramètre déterminant sur les propriétés d’écoulement,
est pris en compte par le paramètre concentration volumique en solides (en raison de la
quantité importante de fines minérales dans les BAP).
Des analyses et exploitations statistiques sont rarement entreprises pour étudier les rôles joués
par les paramètres influents sur l’écoulement des bétons autoplaçants. La plupart des
chercheurs privilégient des démarches classiques (paramétriques) pour décrire les rôles des
constituants des bétons, et peu d’auteurs ont exploité les potentialités des techniques et
méthodes statistiques, notamment ceux qui ont utilisé les plans d’expériences. Nous précisons
que les méthodes principales reportées dans la littérature utilisent les plans factoriels qui sont
performants mais loin d’être idéals dans le domaine des mélanges.

Synthèse de la partie I 63
SYNTHESE DE LA PARTIE I
Dans le cadre de l’analyse bibliographique de cette première partie, nous soulignons des
éléments importants qui ont orienté notre trava
1. Le béton autoplaçant (BAP) est un béton ogène, et qui se met en place
sans vibration. Les principales propriétés d’ouvrabilité d’un BAP sont le remplissage, la
résistance à la ségrégation et la capacité de passage. Un béton est qualifié d’autoplaçant
lorsque ces trois critères sont vérifiés, et sa caractérisation nécessite la mise en place de
tests complémentaires pour observer les différentes facettes de l’autoplacibilité à l’état
frais. Par ailleurs, les p cipalement
reliées au faible seuil
de cisaillement pour permettre l’écoulement sous l’effet de gravité, et par une viscosité
su ent
ré urs
auteurs.
2. Les approches de formulation des bétons a plaçants n’ont pas été développées pour des
BAP contenant des agents de viscosité. Cet adjuvant peut en effet modifier les propriétés
d’écoulement du béton, et entraîne un le changement des dosages des autres constituants
des BAP.
3. Les propriétés rhéologiques et d’ouvrabilité du béton sont très dépendantes de celles de sa
pâte de ciment ou de son mortier. Nous remarquons d’une part, que le béton est considéré
comme un mélange diphasique (phase liquide + phase solide) selon l’échelle choisie
(suspension fluide + solides, pâte + granulats, mortier + gravier). Ainsi, une étude
rhéologique est possible sur toutes ces phases liquides, et permet d’obtenir des
informations sur les constituants entrant dans une formulation de BAP. D’autre part, la
conception d’une pâte autoplaçante est un critère de base pour obtenir un béton d’une
bonne ouvrabilité, puisqu’elle contrôle la fluidité et la résistance à la ségrégation du béton.
Par conséquent, réaliser un béton autoplaçant passe nécessairement par une étude au
niveau de la pâte. Cette hypothèse est confirmée par les principes de formulation décrits
dans les approches de formulation de BAP, qui nécessitent très souvent des corrections sur
les dosages des constituants (principalement SP et E/C) afin d’optimiser l’écoulement des
bétons.
il.
très fluide, hom
ropriétés rhéologiques d’un béton autoplaçant sont prin
seuil de cisaillement et à la viscosité. Un BAP est caractérisé par un
ffisante pour améliorer la résistance à la ségrégation et l’homogénéité. Son écoulem
pond généralement au comportement de type Herschel-Bulkley, observé par plusie
uto

Synthèse de la partie I 64
4. L’utilisation de méthodes mathématiques comme la technique des plans d’expériences
a tres
principaux sur l’écoulement des bétons autoplaçants, et pour mettre en évidence les
ctions. Cependant, il est nécessaire d’adopter une technique plus
performante que les plans factoriels et qui sera en mesure de traiter des paramètres non
cher à
hiérarchiser le rôle joué par les constituants des pâtes de ciment sur les propriétés
une stratégie expérimentale pour la caractérisation rhéologique de toute une gamme de pâtes.
ons souligné ses limites nous effectuons dans un premier temps une
démarche paramétrique partant de l’eau jusqu’au mélange complet. Pour prendre en compte la
ité, la technique du plan de mélange est mise en
l’ass ’un s c
d’un utoplaçan faire, il est nécessaire de caractériser les distributions
gr te fin, sons une appro le dans le cas des fine,
l’analyse de xcès vise à
roposer une méthodologie de formulation des BAP.
pporte une aide précieuse pour comprendre l’influence des constituants et des paramè
éventuelles intera
indépendants, comme les dosages (proportions volumiques) des constituants d’un
mélange.
5. Très peu d’études ont permis de souligner des interactivités entre constituants, ou de
dégager un constituant (ou paramètre) dominant et déterminant par rapport aux autres
constituants des mélanges cimentaires. Dans cette direction, nous essayerons de cher
d’écoulement. Pour ce faire, nous mettrons en œuvre des techniques d’exploitation et
d’analyse statistiques qui nous seront fortement utiles pour traiter le nombre relativement
élevé des paramètres influents.
Compte tenu de ces observations notre plan de travail se compose de deux parties : l’étude à
l’échelle de la pâte de ciment et l’association pâte – squelette granulaire.
Dans une deuxième partie concernant la pâte de ciment entrant dans la composition d’un BAP
nous donnons d’abord les informations sur les constituants employés. Nous adoptons ensuite
Bien que nous ay
variation des dosages dans un volume un
œuvre dans un deuxième temps. Elle permet notamment de mettre en évidence des
interactivités entre constituants et de définir une pâte aux caractéristiques autoplaçantes.
Dans la troisième et dernière partie du mémoire, nous étudions dans quelle mesure
ociation d quelette granulaire à une pâte autoplaçante peut onduire à l’obtention
béton a t. Pour ce
anulaires. A cet nous propo che origina bétons. In
l’interaction pâte-granulats basée sur la théorie de la pâte en e
p

PARTIE II : ETUDE DES
SUSPENSIONS CIMENTAIRES

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 66
CHAPITRE 3 – MATERIAUX ET METHODES : PATES DE CIMENT
1.
Ce chapitr nte d’abor
d’entrer dans la compositio
( ituent ce qu’on appelle la pâte
ur la
caractérisation des propriétés d’écoulement des pâtes de ciment. Ainsi, nous détaillons les
différents outils uti entales.
ctuée avec l’Ecole Nationale Supérieure des Techniques et
ec les études menées au LMDC,
un autre programme expérimental a été défini au sein de l’ENSTIMAC pour étudier les
2. Matériaux
2.1. C ent (C) et Filler calcaire (F
Le cim est un CEM I vre), l’addi
de Cl Provençale). L iques et l’analyse yenne
(fluo de ces poudres s ment dans les tableaux 3.1.a et 3.1.b.
M Masse volumiqu cifique (BET N2)
Introduction
e prése d les principales caractéristiques des matériaux fins susceptibles
n d’un béton autoplaçant {ciment (C), filler (F), superplastifiant
) et eau (E)}, et qui mélangés, constSP), agent de viscosité (AV
de ciment. Nous exposons ensuite les différentes méthodes mises en œuvre po
lisés, les procédures, les conditions et les échéances expérim
Dans le cadre de plusieurs projets visant la compréhension de l’aptitude à l’écoulement des
BAP, une collaboration a été effe
des Mines d’Albi Carmaux (ENSTIMAC). En complément av
paramètres rhéologiques des pâtes de ciment. Les deux établissements offrant la possibilité de
travailler sur des dispositifs d’essai différents, nous avons utilisé les mêmes matériaux et la
même procédure de préparation des mélanges. Le matériel, les procédures de mesure et les
paramètres étudiés seront détaillés dans les paragraphes correspondants à chaque programme.
im )
ent utilisé 52,5 CP2 (Lafarge, Le Ha tion est un filler calcaire
asse M (La es caractéristiques phys chimique mo
rescence X) ont données respective
atériau e Surface spé Diamètre moyen D50
Ciment 3112 kg 2/g 16,9 /m3 1,25 m µm Fill 2717 kg/m3 9 m²/g 20,6 µm er Calcaire 1,0
Tabl ire eau 3.1.a : Propriétés physiques du ciment et du filler calca

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 67
Ciment Filler calcaire Na2O 0,2 % Na2O 0,1 % SiO2 20,5 % SiO2 0,9 % CaO 66,4 % CaO 55,8 % MgO 0,9 % MgO 0,2 % Al2O3 4,8 % Al2O3 0,5 % K2O 0,3 % K2O 0,1 %
Fe2O3 1,7 % Fe2O3 0,2 % SO3 3,7 % - -
Perte au Feu 1,4 % Perte au Feu 42,2 %
Tableau 3.1.b : Analyse chimique moyenne du ciment et du filler calcaire
2.2. Adjuvants : Superplastifiant (SP) et Agent de Viscosité (AV)
Le superplastifiant utilisé est un Glenium 27 développé par la société MBT France. Cet
adjuvant, non chloré, est à base d’éther polycarboxylique modifié. L’agent de viscosité utilisé
ractéristique Superplastifiant (SP) Agent de Viscosité (AV)
est un Meyco MS 685 développé par la société MBT France. C’est un adjuvant à base de
silice précipitée amorphe en suspension.
CaMasse volumique 1050 kg/m3 1140 kg/m3
pH 7,0 ± 1 7,0 ± 1 Extrait sec en masse 19,9% 22,0% Do e la masse du liant 0,5 à 5% de la masse du liant sage recommandé 0,3 à 2% d
Tableau 3.2 : Caractéristiques des adjuvants
Une analyse approfondie des adjuvants a été réalisée à l’Ecole Nationale Supérieure des
Ingénieurs en Arts Chimiques et Technologiques (ENSIACET) de Toulouse. Les techniques
d’analyse utilisées et les conclusions s’y rapportant sont données dans le tableau 3.3.a (pour le
superplastifiant) et le tableau 3.3.b (pour l’agent de viscosité).
Spectrométrie infrarouge Par comparaison avec des spectres de polymères de référence : • Présence de groupements éther. • Possibilité de présence de groupement sulfate ou carboxylate
ATG - DSC Pas de zones cristallines (organisées)
Spectrométrie RMN 13C Un seul type de liaison identifié : CH2-O Motifs possibles du polymère : -(CH2-O)n-, -(CH2-O-CH2)n-
Tableau 3.3.a : analyses menées sur le superplastifiant

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 68
L’ensemble des analyses menées sur le superplastifiant montrent que c’est un polymère au
motif simple du type polyoxyéthylène (POE) avec probablement une terminaison de type
sulfate ou carboxylate.
-3 Obtention d’une poudre blanche fine Evaporation sous vide (10 mm Hg)
EDX La poudre est uniquement composée de silice Si (absence de tout autre cation)
Spectrométrie infra rouge Présence des raies (OH) et Si-O : la silice est hydroxylée en surface (haut pouvoir solubilisant)
Microscopie électroniqubalay
e à age A x10000, agglomérats de particules de l’ordre de 100 nm
Tableau 3.3.b : analyses menées sur l’agent de viscosité
L’agent de v sentent pas iscosité est donc constitué de particules de silice hydroxylée qui ne pré
d’arrangement à longue distance.
3. Méthodes de préparation des pâtes de ciment
Deux malaxeurs sont utilisés pour la préparation des pâtes, du même type (DITO SAMA) au
LMDC et à l’ENSTIMAC. Nous présentons dans le tableau suivant (tableau 3.4) la procédure
expérimentale utilisée pour le malaxage de toutes les pâtes cimentaires. Les constituants,
stockés à 20°C ± 1°C, sont préparés pour la réalisation de 1 litre de mélange. La durée totale
de la procédure est de 5 minutes.
Instant Etape Durée - Vitesse - Ajout E, AV et 1/3 SP 30 s – petite vitesse
T0 Ajout C 30 s – petite vitesse T + 30 s Ajout F 30 s – petite vitesse 0
T0 + 60 s Passage à grande vitesse 30 s – grande vitesse T0 + 90 s Arrêt et raclage du bol 30 s – arrêt T0 + 120 s Reprise du malaxage 60 s – grande vitesse T0 + 180 s Ajout 2/3 SP 15 s – petite vitesse T0 + 195 s Passage à grande vitesse 105 s – grande vitesse T0 + 300 s Fin du malaxage -
Tableau 3.4 : Procédure de malaxage des pâtes de ciment
4. Consistance de la pâte de ciment : aspect visuel
Une observation visuelle est effectuée sur tous les mélanges (programmes LMDC et
ENSTIMAC) ainsi qu’une inspection manuelle avec la truelle, destinées à noter l’aspect de la

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 69
p
Nous avons défini trois types de consistance de pâte de ciment : fluide, plastique et ferme.
Un aspec s fluide,
Un aspect plastique est noté lorsque le mélange présente les caractéristiques d’un corps
moins fluide, homogène et qui se remet en place lentement après le passage de la truelle.
use de la forte consistance de ce type de
esure de l’appareil est dotée de deux ressorts montés en série et mesurant
respectivement des couples résistants de 0,005 à 0,05 N.m. Les vitesses de rotation
disponibles
âte. Nous avons rejeté tous les mélanges qui présentent une sédimentation. En effet, les
mesures rhéologiques ne sont plus représentatives à cause de l’hétérogénéité de tels mélanges
(accumulation des particules au fond du stator).
La sédimentation peut être observée lors de l’essai du mini-cône par un halo de laitance en
périphérie de la galette. La sédimentation peut également être observée en versant le mélange
dans un bol : une partie très concentrée peut se décanter à la partie inférieure du mélange, et
une phase liquide blanchâtre peut surnager le mélange.
la
t fluide est noté lorsque le mélange présente les caractéristiques d’un corp
homogène et qui se remet en place très vite après le passage de la truelle.
Un aspect ferme est noté lorsque le mélange ne s’écoule pas d’une façon continue (mais d’un
seul bloc). Le passage de la truelle est difficile à ca
mélange.
5. Programme LMDC
5.1. Matériel de mesure rhéologique
Les essais rhéologiques effectués au sein du LMDC sont réalisés avec un viscosimètre à
vitesse imposée HAAKE de type Rotovisco RV2, en configuration de type couette à cylindres
coaxiaux.
La tête de m
2 [de 1 tour par minute (tr/min) à constituent une série géométrique de raison
724 tr/min]. Toutes ces vitesses peuvent être réduites par un facteur 0,1 ce qui constitue une
autre série géométrique de même raison [de 0,1 tr/min à 72,4 tr/min]. Cela est nécessaire dans
notre étude puisque nous devrons caractériser l’écoulement de pâtes de ciment de
consistances variant de très fluides à très fermes. Cet appareil permet la mesure directe du
seuil de cisaillement statique et l’établissement de la courbe d’écoulement des pâtes
cimentaires pour le calcul des autres paramètres rhéologiques (viscosités et seuil dynamique).

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 70
Les paramètres rhéologiques choisis pour le programme LMDC sont le seuil de cisaillement
statique et la viscosité apparente.
5.2. Mesure du seuil de cisaillement statique
Un mobile à ailettes de type Vane est utilisé pour éviter le glissement entre la pâte et le
mobile (figure 3.1). C’est un mobile à 6 ailettes, de diamètre = 40 mm et de hauteur = 60 mm.
Il permet de mesurer le couple maximal résistant à son mouvement de rotation, qui
correspond à la contrainte nécessaire pour que la pâte vierge étudiée s’écoule. C’est le seuil de
cisaillement.
60 mm
40 mm
Figure 3.1 : mobile à ailettes pour la mesure du seuil de cisaillement
Pour mesurer le seuil de cisaillement statique, on verse un volume de pâte vierge de tout
c
diamètre et 8 cm de hauteur). Ensuite, on immerge le mobile à ailettes dans le centre du bol et
isaillement (à part le malaxage) dans un bol cylindrique vide de 0,5 litre de volume (9 cm de
on laisse reposer pendant 3 minutes (période supposée suffisante pour la restructuration de la
pâte autour du mobile). Nous avons choisi pour nos essais une vitesse de 0,4 tr/min, assez
faible pour rester dans les conditions expérimentales correspondant à un écoulement sous
gravité et suffisante pour réduire les risques de ségrégation ou de sédimentation [CYR99]. Le
seuil est atteint lorsque le mobile tourne complètement, c’est-à-dire lorsque la structure de la
suspension est totalement détruite au niveau de la surface de cisaillement qui correspond au
cylindre circonscrit au mobile. L’acquisition des données est arrêtée après avoir atteint le
couple maximal.
Un schéma type de cet essai est représenté à la figure 3.2.

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 71
0
0,5
1,0
1,5
oupl
ean
t (N
2,0
2,5
0 20 40 60 80t
C ré
sist
.mm
)
Couple maximal
emps (s)
Figure 3.2 : S te de ciment chéma type d’un essai de mesure de seuil de cisaillement d’une pâ
L’acquisition des données nous fournit des données brutes de temps, couple et vitesse de
rotation. Nous précisons que M, le moment total résistant à la rotation du mobile, est la
somme du moment des forces exercées sur les parois latérales du mobile et des moments des
forces exercées sur les surfaces inférieure et supérieure du mobile à ailettes (en négligeant
l’effet de la tige). Ces derniers sont déterminés en considérant une répartition linéaire des
contraintes au delà de la surface latérale du mobile, depuis le centre du mobile (figure 3.3).
Sens de rotationdu mobile
Figure 3.3 : Répartition linéaire des contraintes depuis le centre du mobile
Pour calculer la contrainte τ à la paroi du cylindre en rotation on utilise la formule suivante :
322 RHRM
⋅+⋅⋅=
ππτ (3.1)
où M est le couple maximal total résistant à la rotation du mobile, R et H sont respective
le rayon et la hauteur du cylindre cisaillé [CYR99].
Pour la mesure de la viscosité apparente de la pâte de ciment, la configuration utilisée est celle
des cylindres coaxiaux à entrefer mince. Cette mesure qui intervient juste après celle du seuil
ment
5.3. Mesure de la viscosité apparente
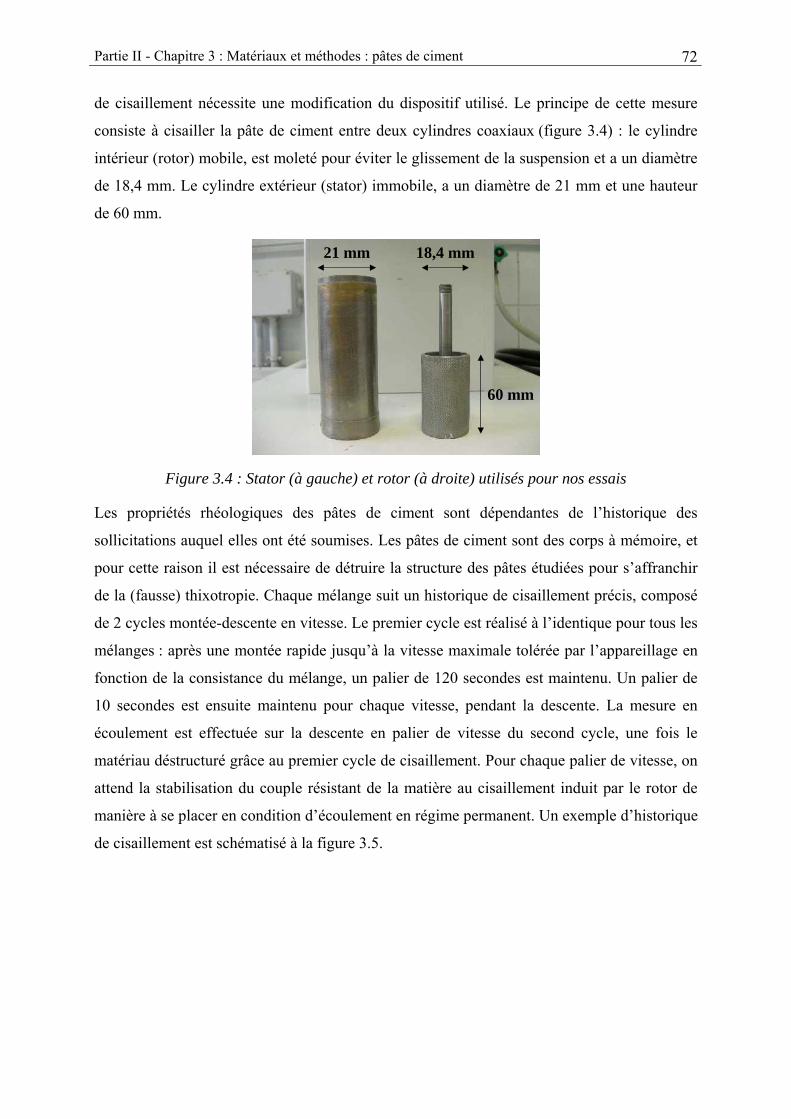
Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 72
de cisaillement nécessite une modification du dispositif utilisé. Le principe de cette mesure
consiste à cisailler la pâte de ciment entre deux cylindres coaxiaux (figu 3.4) : le cylindre
intérieur (rotor) mobile, est moleté pour éviter le glissement de la suspension et a un diamètre
re
de 18,4 mm. Le cylindre extérieur (stator) immobile, a un diamètre de 21 mm et une hauteur
de 60 mm.
18,4 mm21 mm
60 mm
Figure 3.4 : Stator (à gauche) et rotor (à droite) utilisés pour nos essais
Les propriétés rhéologiques des pâtes de ciment sont dépendantes de l’historique des
sollicitations auquel elles ont été soumises. Les pâtes de ciment sont des corps à mémoire, et
pour cette raison il est nécessaire de détruire la structure des pâtes étudiées pour s’affranchir
de la (fausse) thixotropie. Chaque mélange suit un historique de cisaillement précis, composé
de 2 cycles montée-descente en vitesse. Le premier cycle est réalisé à l’identique pour tous les
mélanges : après une montée rapide jusqu’à la vitesse maximale tolérée par l’appareillage en
n palier de 120 secondes est maintenu. Un palier de
atisé à la figure 3.5.
fonction de la consistance du mélange, u
10 secondes est ensuite maintenu pour chaque vitesse, pendant la descente. La mesure en
écoulement est effectuée sur la descente en palier de vitesse du second cycle, une fois le
matériau déstructuré grâce au premier cycle de cisaillement. Pour chaque palier de vitesse, on
attend la stabilisation du couple résistant de la matière au cisaillement induit par le rotor de
manière à se placer en condition d’écoulement en régime permanent. Un exemple d’historique
de cisaillement est schém

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 73
0
5
5
2
5
0 200 400 600 8000
0
0
0
0
1
20
40
80
60
50
100
250
200
150
100Contrainte (Pa)
n configuration de cylindres coaxiaux
Dans la configuration de cylindres coaxiaux, on considère que la pâte au co r a la
mê ue la pâte
nul la pâte peut être à une suc sion de couches cy driques et
coaxi es de vitesses de rotation décroissantes à partir de la surface de contact avec
le ro tion égale à celle du rotor) et jusqu
ment relatif des couches les unes par rappo
l’apparition d’un gradient de vitesse de cisaillem ent en
chaque point de la suspension.
Les ches cylindriques de l’échant ar le xe
symétrie, la contrainte
Gradient de vitesse (s-1)
Temps (s)
Figure 3.5 : Exemple d’historique de cisaillement d’une pâte e
ntact du roto
me vitesse de rotation que ce dernier, alors q vitesse de la au contact du stator est
le. De ce fait,
ales, animé
assimilée ces lin
tor (vitesse de rota ’à zéro au contact du stator. Par
conséquent ce mouve rt aux autres entraîne
ent et d’une contrainte de cisaillem
différentes cou illon sont repérées p ur distance r à l’a
( )rτde rotation (figure 3.6). Par raison de et le gradient de vitesse de
cisaillement ( )rγ& sont constants sur toute la surface d’une couche, mais dépendent de sa
position r.
La contrainte de cisaillement ( )rτ est calculée par la relation suivante [COU00]
( )hr
Mr⋅⋅
= 22πτ (3.2)
Le gradient de vitesse de cisaillement ( )rγ& est obtenu en rapportant la différence de vitesse de
déplacement ωd à la distance dr s t deux couches cylindriques consécutives, par la
relation suivante [COU00] :
éparan

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 74
drdrr ωγ ⋅=)(& (3.3)
R1r
R2
Rotor (moleté) Stator
ω0
Entrefer
Figure 3.6 : Schématisation du dispositif des cylindres coaxiaux
Il est donc nécessaire de connaître l’état de la répartition de la vitesse de rotation dans la
suspension, qui est elle même dépendante des propriétés rhéologiques de cette suspension.
Comme nous travaillons sur des suspensions de pâtes dont les propriétés rhéologiques nous
sont inconnues avant d’effectue t
stator nous permet de résoudre ce problème. En effet dans cette configuration le gradient de
r la mesure, l’utilisation d’un entrefer mince entre rotor e
vitesse est considéré constant entre le stator et le rotor. Cette approximation nécessite une
condition importante entre les dimensions (rayons) des cylindres :
1<<<=−
xR
RR RotorStator Rotor
(3.4)
RStator et RRotor sont les rayons respectifs du stator et du rotor.
En pratique, il est déconseillé de dépasser x = 0,15. Pour notre dispositif expérimental la
condition précédente est respectée, l’entrefer entre stator et rotor est de 1,3 mm.
Dans ce cas, le gradient de vitesse est lié directement à la vitesse de rotation du rotor 0ω par
la formule suivante [COU00] :
⎟⎟⎞
⎜⎜⎛
=Stator
RR
ln
0ωγ&
⎠⎝ Rotor
(3.5)
Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 75
En utilisant cette même approximation, on peut admettre que la contrainte de cisaillement
demeure constante dans l’entrefer :
22
21
22
21
4 RRRR
hM
⋅+
⋅⋅
=π
τ (3.6)
Après traitement de les transformer en
itesse de cisaillement
s données brutes (couple, vitesse de rotation) pour
données rhéologiques (contrainte τ, gradient de v γ& ), on en déduit la
viscosité apparente appµ des mélanges pour chaque gradient de vitesse γ& par l’équation 3.7 :
γτµ&
=app (3.7)
La contrainte de cisaillement et le gradient de vitesse sont déterminés en calculant la moyenne
des dix derniers points de mesures sur chaque palier de vitesse, lorsque le régime de
l’écoulement est considéré comme permanent (stabilisation du couple résistant).
Dans le cadre de nos essais, nous sommes amenés à réaliser des mélanges de consistances
allant de très fluides à très fermes. Dans certains cas de mélanges fermes, il est très difficile
d’atteindre des vitesses de rotation élevées du rotor, accessibles dans le cas des mélanges
fluides, parce que l’appareil atteint ses limites de mesures (le couple résistant étant très élevé).
Par contre, pour les mélanges très fluides, des gradients de vitesse très faibles (au dessous de
4s-1 par exemple) favorisent la sédimentation de la suspension. Pour cette raison, on
présentera deux viscosités, calculées aux gradients de vitesse de 4s-1 et 18s-1. Ces 2 valeurs
correspondent en fait aux limites communes à tous les mélanges réalisés, respectivement
inférieure et supérieure. Dans la pratique, elles correspondent à des ordres de grandeur
courants de mise en œuvre du béton [TOUS01][SAA01] : 4s-1 représente un coulage classique
dans des coffrages, 18 s-1 représente plutôt une situation de pompage.
5.4. Es
ramme LMDC, il s’agit du mini-cône. Ce
de mesurer le diamètre d’étalement d’un volume de pâte de ciment sur
une plaque horizontale. Cet essai est facile à mettre en œuvre, il est effectué directement après
la fin du malaxage de la pâte de ciment. Le volume de pâte nécessaire pour cet essa
inférieur à 40 ml.
sai d’ouvrabilité : mini-cône
Un test d’ouvrabilité est mis en œuvre pour le prog
matériel (figure 3.7) dispose de dimensions proportionnelles à celles du cône d’Abrams
[KAN80]. Il permet
i est

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 76
19 mm
38 mm
57 mm
Dimensions du mini-cône
n s. En effet les facteurs les plus importants sont l’ordre des essais et l’âge de
ant (tableau 3.5) présente les différentes étapes expérimentales
suivies pour un mélange type, ainsi que l’instant où cet essai intervient, la durée totale
(y c
t nt) et les
grandeurs mesurées.
présente les grandeurs utilisées comme éléments principaux
ponses correspondantes.
t
Figure 3.7 :
5.5. Echéances d’essais
La procédure expérimentale engagée pour un mélange doit se faire d’une façon identique pour
tous les méla ge
l’échantillon. Le tableau suiv
approximative de l’étape ompris le changement de dispositif de mesure entre les mesures
de seuil de cisaillement statique et de l’établissemen de la courbe d’écouleme
La dernière colonne du tableau
du programme LMDC, appelées réponses d’étude. Les expressions entre parenthèse sont les
notations utilisées pour exprimer les ré
Nom de l’étape Instan Durée totale Grandeurs mesurées
Réponses d’étude (notation)
Préparation desmatériaux
- 10 minutes masse des
matériaux Incertitudes de mesure
Malaxage desmatériaux
- 5 minutes - -
Aspect visuel - - - Consistance Mini-cône t0 1 minute Etalement (cm) Etalement (Etal)
Se ent t0 3 min uil de cisaillemstatique + 5 minutes Couple résistant Seuil de cisaillement
(Seuil)
Courbe écoulement td’
Viscosités apparentes :
à 18 s-1 (Visma) 0 + 8 min 15 minutes
Contrainte Gradient de vitesse
à 4 s-1 (Vismi)
(l’instant t0 correspond à la fin du malaxage)
Tableau 3.5 : Procédure expérimentale totale pour un mélange type (LMDC)

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 77
Le terme t0 indique l’instant où le malaxage de la pâte de ciment est terminé, on considère que
l’âge de la pâte tous les essais
rhéologiques sont effectués dans les 20 minutes qui suivent la fin du malaxage, et comme la
une pâte de ciment dure à peu près une heure, on considère que les
variations des propriétés rhéologiques pendant cette procédure expérimentale sont
sont réalisés grâce à un rhéomètre Haake de
s la suspension.
commence à évoluer à partir de cet instant. Comme
phase dormante dans
négligeables. La durée totale de toute la procédure expérimentale varie entre 38 et 42 minutes
pour un mélange type donné.
6. Programme ENSTIMAC
6.1. Matériel de mesure rhéologique
Les essais rhéologiques effectués à l’ENSTIMAC
type Rheostress RS 150. Cet appareil peut fonctionner en vitesse imposée ou en déformation
imposée ainsi qu’en contrainte imposée. Destiné initialement à étudier des suspensions
fluides, ce dispositif se caractérise par une facilité d’utilisation, d’une grande sensibilité de
mesure et d’un contrôle automatique de la température dan
36 mm
38 mm
12 mm12 mm
Figure 3.8 : Mobile double ruban hélicoïdal du viscosimètre Rheostress RS 150
Un mobile double ruban hélicoïdal est utilisé pour mesurer les différentes propriétés
rhéologiques. Grâce à sa géométrie, ce mobile est capable de maintenir l’homogénéité de la
suspension en empêchant la sédimentation. Les détails du mobile sont représentés dans la
figure 3.8, l’épaisseur du ruban hélicoïdal étant de 4 mm.
L’historique type subi pour l’ensemble des mélanges réalisés à l’ENSTIMAC est conçu de
manière similaire à celui utilisé au LMDC. Une montée linéaire en contrainte imposée de 0 à
50 Pa pendant 20 secondes est destinée à déterminer le seuil de cisaillement statique. Ensuite
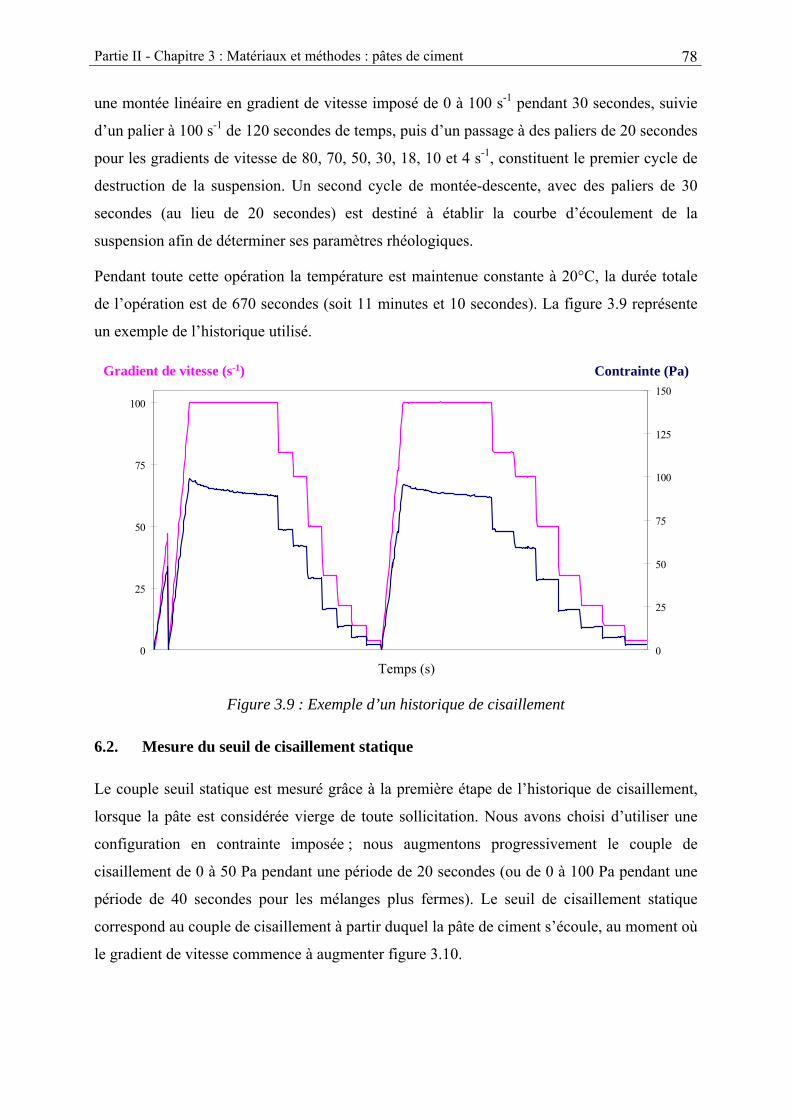
Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 78
une montée linéaire en gradient de vitesse imposé de 0 à 100 s-1 pendant 30 secondes, suivie
d’un palier à 100 s-1 de 120 secondes de temps, puis d’un passage à des paliers de 20 secondes
pour les gradients de vitesse de 80, 70, 50, 30, 18, 10 et 4 s-1, constituent le premier cycle de
destruction de la suspension. Un second cycle de montée-descente, avec des paliers de 30
secondes (au lieu de 20 secondes) est destiné
suspension afin de déterminer ses paramètres rhéologiques.
à établir la courbe d’écoulement de la
Pendant toute cette opération la température est maintenue constante à 20°C, la durée totale
de l’opération est de 670 secondes (soit 11 minutes et 10 secondes). La figure 3.9 représente
un exemple de l’historique utilisé.
100150
Gradient de vitesse (s-1) Contrainte (Pa)
0
25
0
25
50
75
50
5
00
125
Temps (s)
’écoule, au moment où
le gradient de vitesse commence à augmenter figure 3.10.
7
1
Figure 3.9 : Exemple d’un historique de cisaillement
6.2. Mesure du seuil de cisaillement statique
Le couple seuil statique est mesuré grâce à la première étape de l’historique de cisaillement,
lorsque la pâte est considérée vierge de toute sollicitation. Nous avons choisi d’utiliser une
configuration en contrainte imposée ; nous augmentons progressivement le couple de
cisaillement de 0 à 50 Pa pendant une période de 20 secondes (ou de 0 à 100 Pa pendant une
période de 40 secondes pour les mélanges plus fermes). Le seuil de cisaillement statique
correspond au couple de cisaillement à partir duquel la pâte de ciment s
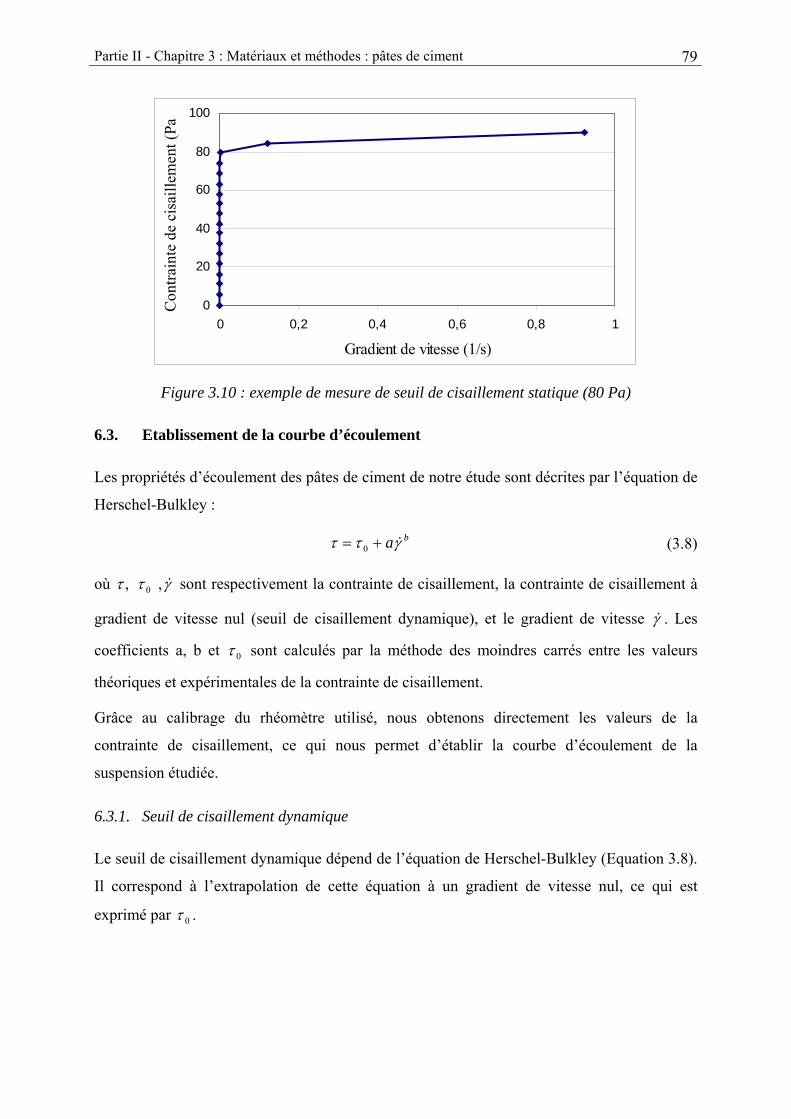
Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 79
0
20
40
60
0 0,2 0,4 0,6 0,8 1
Con
train
te d
e ci
saill
emen
t (Pa
100
80
Gradient de vitesse (1/s)
Figure 3.10 : exemple de mesure de seuil de cisaillement statique (80 Pa)
6.3. Etablissement de la courbe d’écoulement
Les propriétés d’écoulement des pâtes de ciment de notre étude sont décrites par l’équation de
Herschel-Bulkley :
= .8)baγτ &+0 τ (3
où γττ &,, sont respectiv0 ement ntrainte de nt à
gradient de vitesse nul (seuil de dient de vite
la contrainte de cisaillement, la co cisailleme
cisaillement dynamique), et le gra sse γ& . Les
coefficients a, b et 0τ sont ca arrés entre leurs
théoriques et e
Grâce au calibrage du rhéomètre utilisé, nous obtenons directement les valeurs de la
ai ment, ce qui nous permet d’établir la courbe d’écoulement de la
).
Il correspond à l’extrapolation de cette équation à un gradient de vitesse nul, ce qui est
lculés par la méthode des moindres c les va
xpérimentales de la contrainte de cisaillement.
contr nte de cisaille
suspension étudiée.
6.3.1. Seuil de cisaillement dynamique
Le seuil de cisaillement dynamique dépend de l’équation de Herschel-Bulkley (Equation 3.8
exprimé par 0τ .

Partie II - Chapitre 3 : Matériaux et méthodes : pâtes de ciment 80
6.3.2. Viscosité apparente
La viscosité apparente appµ est définie comme étant le rapport entre la contrainte de
cisaillement τ et le gradient de vitesse de cisaillement γ& (voir §4.3, équation 3.7).
6.4. Echéances d’essais
Pour les essais effectués à l’ENSTIMAC la procédure expérimentale est assez comparable à
celle suivie au LMDC (Tableau 3.6).
Nom de l’étape Instant Durée totale Grandeurs mesurées Réponses d’étude
Préparation des matériaux - 10 minutes masse des
matériaux Incertitudes de mesure
Malaxage des matériaux - 5 minutes - -
Aspect visuel - - - Consistance
Mesures rhéologiques t0 11 minutes
Couple résistant Vitesse de rotation
Seuils de cisaillement (statique et dynamique)
Viscosité apparente (l’instant t0 correspond à la fin du malaxage)
Tableau 3.6 : Procédure expérimentale totale pour un mélange type (ENSTIMAC)

Partie II - Chapitre 4 : Analyse paramétrique 81
CHAPITRE 4 – ANALYSE PARAMETRIQUE
1. Introduction
Ce chapitre a pour objectif de dé rche suivie dans
effectuée avec l’Ecole d ines d i-Carma (ENSTIMAC). Cette étude e à étud le
par les différents consti ts et le s do s la c
pla sur le opriété éologiqu s de s co tionnés. Les matériaux
ramme sont le ciment (C), le Filler Calcaire (F), le superplastifiant (SP),
l’ (AV) et l’eau (E) qui sont définis dans le chapitre 3. Ils sont identiques à
ceux utilisés dans le pro
re la démarche paramétrique utilisée, ainsi que l’ensemble des
laquelle nous consacrerons un chapitre entier (chapitre 5).
ants
(E + SP par exemple) aux mélanges complets de 5 constituants (E + SP + AV + C + F). En
pratique, nous avons choisi d’effectuer l’étude sur 3 paramètres : le dosage en liant L (C+F),
le dosage en es dosages
correspondent aux proportions volumiques des constituants dans le mélange. Le liant est
constitué de 80% de ciment et de 20% de filler en volume, ce qui fait que le filler occupe un
volume de 25% de celui du ciment. le filler est dosé à 22% de la masse du ciment. Un
quatrième paramètre découle de ce choix, la concentration volumique en solides du mélange.
Ce dernier correspond implicitement au dosage de l’eau dans le mélange.
Ainsi, nous avons choisi de fixer ces paramètres à différents niveaux, et d’effectuer un
programme prenant en compte toutes les combinaisons possibles. Le dosage du liant L dans la
suspension est fixé à deux niveaux, 50% et 55% du volume de la pâte. Le dosage de l’agent
de viscosité est fixé à 3 niveaux, 6%, 12% et 18% du volume du mélange. Le dosage du
superplastifiant est fixé à 3 niveaux, 1%, 3% et 6% du volume du mélange. Ces niveaux ont
crire la déma le cadre de la collaboration
es M 'Alb ux vis ier
rôle joué tuan ur sages entrant dan omposition d’un
béton auto çant s pr s rh e s mélange nfec
utilisés dans ce prog
agent de viscosité
gramme LMDC.
Nous décrivons dans ce chapit
mélanges testés et les résultats obtenus. L’analyse des résultats conduira à comprendre le rôle
des différents paramètres, et permettra de mettre en œuvre une stratégie convenable pour
2. Approche
Dans ce programme, nous avons adopté une démarche paramétrique visant à étudier
l’influence des différents paramètres en passant successivement de mélanges de 2 constitu
agent de viscosité AV et le dosage en superplastifiant SP. L

Partie II - Chapitre 4 : Analyse paramétrique 82
été choisis ap es dosages rès la réalisation de mélanges préliminaires ; ils couvrent la plage d
utilisés pour composer des pâtes de ciment de propriétés rhéologiques mesurables, et sont
compris dans la plage de dosage recommandée par les fabricants.
SP / AV SP+AV SP+AV
E E E L
E
Fluides Pâte de ciment
Figure 4.1 : Approche expérimentale paramétrique
Les étapes de l’approche expérimentale sont illustrées à la figure 4.1. Partant de l’hypothèse
que l’eau est un constituant de base de toute suspension, un premier test est mené uniquement
avec de l’eau. Ensuite, nous réalisons des suspensions fluides constituées uniquement de
mélanges d’eau, de superplastifiant, et/ou de l’agent de viscosité (sans liant). Le tableau 4.1
présente toutes les formulations de suspensions fluides (E+SP, E+AV et E+SP+AV). Nous
précisons que le dosage de E n’est pas fixé au départ ; il est une conséquence des dosages des
adjuvants (E% = 100% - SP% - AV%).
Dosages des constituants des suspensions fluides (%) E % 94 88 82 99 93 87 81 97 91 85 79 94 88 82 76 SP % 0 0 0 1 1 1 1 3 3 3 3 6 6 6 6 AV % 6 12 18 0 6 12 18 0 6 12 18 0 6 12 18
Tableau 4.1 : proportions volumiques des constituants des suspensions fluides
Les deux adjuvants SP et AV sont des solutions contenant un extrait sec non négligeable
(respectivement 19,9% et 22% en masse), chacune des combinaisons ci-dessus possède donc
une concentration volumique en solides Γ qui est le rapport du volume des solides dans la
suspension sur le volume total.
L’étude des suspensions fluides permet de nous donner une idée des interactions possibles
entre le superplastifiant et l’agent de viscosité, sur les propriétés rhéologiques des mélanges.
Le liant L (à deux dosages 50% et 55%) est associé à toutes les combinaisons de dosages de
SP et AV, pour réaliser les pâtes de ciment. En utilisant 3 dosages de SP et 3 dosages de AV,
nous obtenons un total de 9 pâtes de ciment par dosage de liant, soit 18 pâtes pour les deux
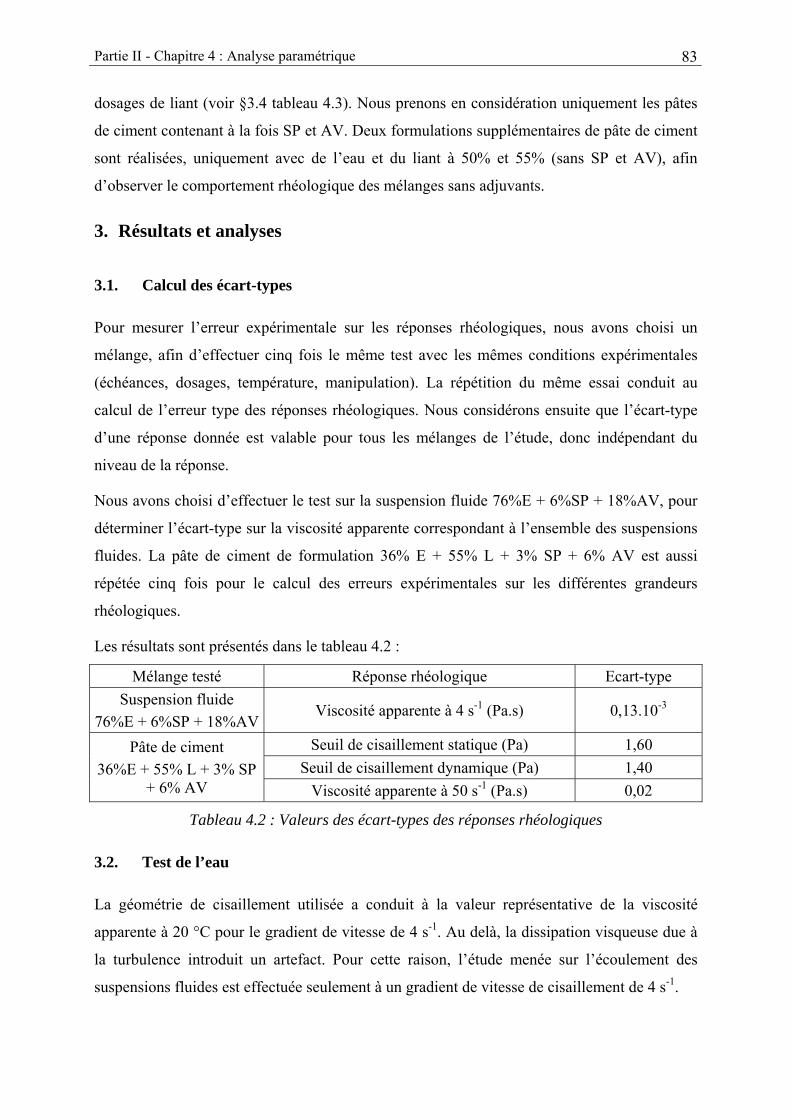
Partie II - Chapitre 4 : Analyse paramétrique 83
d
de ciment contenant à la fois SP et AV. Deux formulations supplémentaires de pâte de ciment
sont réalisées, uniquement avec de l’eau et du liant à 50% et 55% (sans SP et AV), afin
d’observer le comportement rhéologique des mélanges sans adjuvants.
3. Résultats et analyses
3.1. Calcul des écart-types
Pour mesurer l’erreur expérimentale sur les réponses rhéologiques, nous avons choisi un
mélange, afin d’effectuer cinq fois le même test avec les mêmes conditions expérimentales
(échéances, dosages, température, manipulation). La répétition du même essai conduit au
calcul de l’erreur type des réponses rhéologiques. Nous considérons ensuite que l’écart-type
d
niveau de la réponse.
osages de liant (voir §3.4 tableau 4.3). Nous prenons en considération uniquement les pâtes
’une réponse donnée est valable pour tous les mélanges de l’étude, donc indépendant du
Nous avons choisi d’effectuer le test sur la suspension fluide 76%E + 6%SP + 18%AV, pour
déterminer l’écart-type sur la viscosité apparente correspondant à l’ensemble des suspensions
fluides. La pâte de ciment de formulation 36% E + 55% L + 3% SP + 6% AV est aussi
répétée cinq fois pour le calcul des erreurs expérimentales sur les différentes grandeurs
rhéologiques.
Les résultats sont présentés dans le tableau 4.2 :
Mélange testé Réponse rhéologique Ecart-type Suspension fluide
76%E + 6%SP + 18%AV Viscosité apparente à 4 s-1 (Pa.s) 0,13.10-3
Seuil de cisaillement statique (Pa) 1,60 Seuil de cisaillement dynamique (Pa) 1,40
Pâte de ciment 36%E + 55% L + 3% SP
+ 6% AV Viscosité apparente à 50 s-1 (Pa.s) 0,02
Tableau 4.2 : Valeurs des écart-types des réponses rhéologiques
La géométrie de cisaillement utilisée a conduit à la valeur représentative de la viscosité -1. Au delà, la dissipation visqueuse due à
s-1.
3.2. Test de l’eau
apparente à 20 °C pour le gradient de vitesse de 4 s
la turbulence introduit un artefact. Pour cette raison, l’étude menée sur l’écoulement des
suspensions fluides est effectuée seulement à un gradient de vitesse de cisaillement de 4

Partie II - Chapitre 4 : Analyse paramétrique 84
3.3. Suspensions fluides
Le tableau représentant les valeurs de viscosité apparente des suspensions fluides à un
gradient de vitesse de 4 s-1, ainsi que leurs proportions volumiques en solides Γ est présenté
en Annexes (Tableau A4.1, page 217).
La figure 4.2 donne la variation de la viscosité apparente (à 4 s-1) en fonction des dosages en
superplastifiant, pour les différentes teneurs en agent de viscosité. Pour une suspension sans
agent de viscosité (0% AV) la viscosité apparente reste constante lorsque le dosage du SP
augmente. Cependant, pour des suspensions contenant un certain dosage de AV la variation
de la viscosité apparente en fonction du dosage du SP n’est pas tout à fait claire ; elle est
décroissante, passe par un minimum (1 ou 3 % de SP) avant d’augmenter.
0
0,5
0 1 2 3 4 5 6 7
1
1,5
2
2,5
0% AV6% AV12% AV18% AV a
rent
e (1
0-3.P
a.s)
gure 4.2 : viscosité apparente des suspensions fluides
ppa
% SP
Vis
cosi
té
Fi
0
0,5
1
1,5
2
2,5
0 0,8 1,6 2,4 3,2
0% SP1% SP3% SP6% SP0% AV 6% AV
té a
12% AV
Concentration volumique en solides (%)
Vis
cosi
ppa
Figure 4.3 : viscosité apparente en fonction de la concentration volumique en solides
18% AV
rent
e (1
0-3.P
a.s)

Partie II - Chapitre 4 : Analyse paramétrique 85
En observant la variation de la viscosité apparente pour un même dosage de SP, nous
remarquons que généralement la viscosité apparente augmente avec le dosage de AV.
Néanmoins, nous remarquons (figure 4.3) que la viscosité apparente des suspensions fluides
est croissante en fonction de la concentration volumique en solides de la suspension.
En effet, il semble que l’encombrement de particules dans la suspension, agit en augmentant
la viscosité apparente du fait de l’augmentation des contraintes. Le superplastifiant ne peut
agir seul comme tel. Par contre, l’agent de viscosité semble avoir un effet direct sur la
viscosité, même dans une suspension ne contenant pas de liant.
3.4. Pâtes de ciment
Nous précisons que certaines formulations de pâtes de ciment n’ont pas pu être caractérisées
avec AV
es pics de contrainte et des chutes de vitesse de cisaillement, incompatibles avec
une caractérisation continue de l’écoulement.
la géométrie de mesure utilisée (Tableau 4.3). Les mélanges avec un dosage élevé
(12% et 18%) et faible SP (1%) sont de consistance ferme, le mélange de dosage faible AV
(6%) et élevé SP (6%) est sédimentant dans le cas d’un dosage de 50% en liant. Dans les deux
cas (sédimentation ou consistance ferme), des particules se sont incrustées entre le mobile et
les parois du cylindre, provoquant des blocages instantanés et répétitifs du mobile, ce qui a
conduit à d
50% L 1% SP 3% SP 6% SP 55% L 1% SP 3% SP 6% SP 6% AV X X - (1) 6% AV X X X 12% AV X X X 12% AV - (2) X X 18% AV - (2) X X 18% AV - (2) X X X mélange mesurable (1) (2)
Tableau 4.3 : composition des pâtes de ciment
est croissant en fonction du dosage en
de tous les points aux dosages égaux en superplastifiant et en agent de viscosité.
mélange sédimentant mélange très ferme
3.4.1. Seuils de Cisaillement
Le tableau qui donne les valeurs des seuils de cisaillement statique et dynamique des pâtes de
ciment est présenté en Annexes (Tableau A4.2, page 218).
Nous montrons dans les deux figures 4.4.a et 4.4.b la variation du seuil statique des pâtes de
ciment étudiées. Nous remarquons que le seuil statique
AV pour un dosage fixe de SP. La comparaison des deux figures montre que l’augmentation
du dosage en liant (passage de 50% à 55%) augmente les valeurs respectives du seuil statique

Partie II - Chapitre 4 : Analyse paramétrique 86
0
30
90
60
6 12 18
1% SP
0
3% SP6% SP
% AV
Seui
l s
tatiq
ue (P
a) L = 50%
Figure 4.4.a : Seuil statique / %AV des pâtes de ciments à L = 50%
0
90
30
60
0 6 12 18
1% SP3% SP6% SP
Seui
l sta
tique
(Pa)
?L = 55%
% AV
Figure 4.4.b : Seuil statique / % AV des pâtes de ciment à L = 55%
visualisation de la variation du seuil de cisaillement statique par rapport au dosage La de
aba
cor
superplastifiant des figures 4.5.a et 4.5.b, permet de constater que le superplastifiant agit en
issant le seuil de cisaillement. Il semble que le dosage à saturation du superplastifiant
respond à un dosage volumique compris entre 3% et 6% pour les pâtes de ciment dosées à
50% en liant.

Partie II - Chapitre 4 : Analyse paramétrique 87
60
90
0
30
0 1 2 3 4 5 6 7
6% AV12% AV18% AV
Seui
l sta
tique
( L = 50%Pa)
?
% SP
Figure 4.5.a : Seuil Statique / %SP des pâtes de ciment à L = 50%
0
90
30
60
0 1 2 3 4 5 6 7
6% AV12% AV18% AV
% SP
Seui
l sta
tique
(Pa)
L = 55%
Figure 4.5.b : Seuil Statique / %SP des pâtes de ciment à L = 55%
Cependant, nous avons essayé d’exploiter les résultats pour détecter une éventuelle présence
d’interactivité entre les différents paramètres SP, AV et L. Les figures 4.6.a et 4.6.b montrent,
n du seuil statique en fonction de la concentration
AV
Pou
stat
rem
figu
lorsqu’on change de dosage en liant. Nous pouvons dire qu’il existe une interactivité faible ou
en échelle semi-logarithmique, l’évolutio
volumique en solides des pâtes de ciment, respectivement pour des dosages fixes en SP et en
.
r un dosage fixe de SP, une variation croissante de AV entraîne une variation du seuil
ique similaire aux deux niveaux de liant. Par exemple, pour un dosage de 3% de SP nous
arquons que les deux pentes traduisant la variation du seuil statique sont similaires sur la
re 4.6.a. Deux pentes différentes montreraient que l’effet de AV est amplifié ou atténué

Partie II - Chapitre 4 : Analyse paramétrique 88
nulle entre les deux paramètres AV et L, sur la réponse seuil statique, puisque l’évolution du
il à deux niveaux de L pour une variation de AV% est transposable. seu
55% L50% L
100
1000
0,1
1
10
0,5 0,52 0,54 0,56 0,58 0,6
1% SP3% SP6% SP
6% AV
12% AV
18% AV
Concentration volumique en solides
Seui
l sta
tique
(P
gure 4.6.a : Seuil statique / concentration volumique en solides pour des dosages SP fixes
a)
Fi
50% L
0,1
1
10
100
1000
0,5 0,52 0,54 0,56 0,58 0,6
6% AV
12% AV
18% AV
55% L
Concentration volumique en solides
Se
6% SP
3% SP
Figure 4.6.b : Seuil statique / concentration volumique en solides pour des dosages AV fixes
Si on visualise maintenant l’évolution du seuil de cisaillement statique pour des dosages fixes
de AV (figure 4.6.b), nous pouvons observer qu’elle est similaire entre 50% et 55% L. Il
existe une faible interactivité entre les deux paramètres SP et L sur la réponse seuil statique.
Globalement, les deux figures illustrent bien l’effet d’ajouts croissants d’agent de viscosité
AV (de 6% à 18%) et de superplastifiant (de 1% à 6%) sur le seuil de cisaillement statique,
noté
uil s
tatiq
ue (P
a)
1% SP
sτ , des pâtes de ciment à différentes concentrations volumiques . En effet, nous Γ

Partie II - Chapitre 4 : Analyse paramétrique 89
retrouvons une variation suivant des lois exponentielles [LEG71][CYR99][TOUT04-a]
[TOUT04-b]. mportement
rhéologique des pâtes de ciment, nous retrouvons les mêmes lois en coordonnées semi-
traduisent par des droites d’équation générale :
Malgré l’introduction de l’agent de viscosité qui modifie le co
logarithmiques, qui se
Γ⋅⋅= bs eaτ (4.1)
où a et b sont des constantes.
En procédant de la même façon nous retrouvons les mêmes observations pour la réponse seuil
de cisaillement dynamique (figure A4.1 en Annexes, page 219).
3.4.2. Viscosités apparentes
Le tableau qui donne les valeurs des viscosités apparentes des pâtes de ciment aux différents
gradients de vitesse de cisaillement est présenté en Annexes (tableau A.4.3, page 220).
Les pâtes de ciment réalisées ont un comportement rhéoépaississant répondant au modèle de
Herschel-Bulkley, identique à ce que montrent différents auteurs pour les mélanges
cimentaires [FER98][CYR99,00][MOU03]. La figure 4.7 montre un exemple de courbe
d’écoulement d’une pâte de ciment. La différence entre la première et deuxième descente en
paliers de vitesse n’est pas significative.
0
20
40
60
80
100
Con
train
te d
e ci
saill
emen
t (Pa
120
140
0 20 40 60 80 100 120
Gradient de vitesse de cisaillement (1/s)
)
1ère descente2ème descente
Figure 4.7 : Courbe d’écoulement d’une pâte de ciment au comportement rhéoépaississant
Nous avons tracé la variation de la réponse viscosité apparente en fonction des dosages de SP
à dosage fixe de AV, par exemple pour un gradient de vitesse de cisaillement de 50 s-1. En
effet, nous avons étudié l’évolution de la viscosité apparente sur tous les gradients de vitesse

Partie II - Chapitre 4 : Analyse paramétrique 90
choisis, et nous avons remarqué que cette variation est transposable d’un gradient à l’autre
entre 100 s-1 et 4 s-1.
Les figures 4.8.a et 4.8.b représentent la variation de la viscosité apparente des pâtes de
ciment aux dosages respectifs de 50% et 55% en L. Les évolutions sont supposées dans le cas
des mélanges très fermes et des mélanges sédimentants (très fluides), à l’aide de pointillés.
Les mélanges sans adjuvants (E+50%L et E+55%L) sont aussi indiqués sur les figures.
2,85
1
2
3
6%AV12%AV18%AVE + 50%L
Vis
cosi
té a
ppar
ente
(Pa.
s)
50% L
00 1 2 3 4 5 6 7
% SP
Figure 4.8.a : Viscosité apparente à 50 s-1 / %SP pour les pâtes de ciment à L = 50%
3
2
0
1
0 1 2 3 4 5 6 7
6%AV12%AV18%AV
% SP
Vis
cosi
té a
ppar
ente
(Pa.
s)
55% L
E + 55%L
10,26
Figure 4.8.b : Viscosité apparente à 50 s-1 / %SP pour les pâtes de ciment à L = 55%
En général, la viscosité apparente diminue lorsque le dosage en SP augmente (Figures 4.8.a et
4.8.b). Nous remarquons la présence du dosage en saturation du superplastifiant (entre 3% et
6%) déjà observé dans le cas de la réponse seuil de cisaillement. La diminution de viscosité
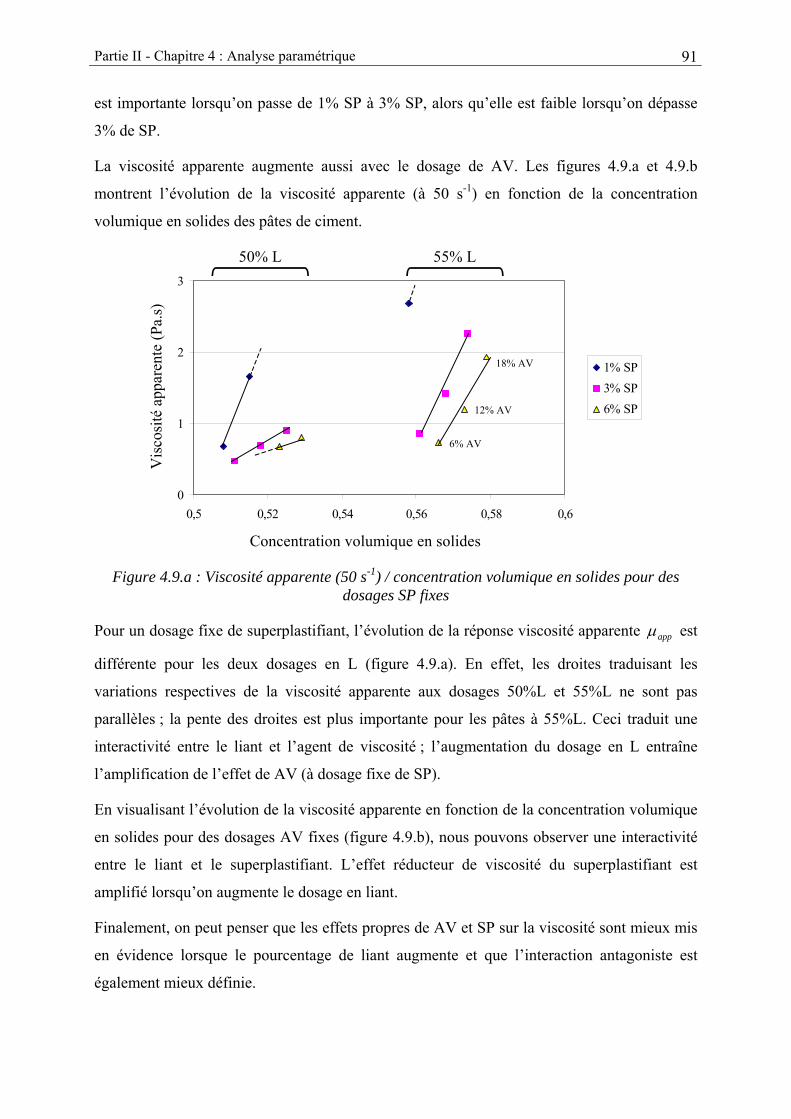
Partie II - Chapitre 4 : Analyse paramétrique 91
est importante lorsqu’on passe de 1% SP à 3% SP, alors qu’elle est faible lorsqu’on dépasse
3% de SP.
vec le dosage de AV. Les figures 4.9.a et 4.9.b
montrent l’évolution de la viscosité apparente (à 50 s-1) en fonction de la concentration
La viscosité apparente augmente aussi a
volumique en solides des pâtes de ciment.
0
1
2
3
0,5 0,52 0,54 6 0,58 0,60,5
1% SP3% SP6% SP
Vis
cosi
re
Concentration volumique en solides
té a
ppa
nte
(Pa.
s)
55% L50% L
6% AV
12% AV
18% AV
Figure 4.9.a : Viscosité apparente (50 s-1) / concentration volumique en solides pour des dosages SP fixes
Pour un dosage fixe de superplastifiant, l’évolution de la réponse viscosité apparente appµ est
différente pour les deux dosages en L (figure 4.9.a). En effet, les droites traduisant les
ux dosages 50%L et 55%L ne sont pas
parallèles ; la pente des droites est plus importante pour les pâtes à 55%L. Ceci traduit une
pparente en fonction de la concentration volumique
t mieux mis
en évidence lorsque le pourcentage de liant augm nte et que l’interaction antagoniste est
également mieux définie.
variations respectives de la viscosité apparente a
interactivité entre le liant et l’agent de viscosité ; l’augmentation du dosage en L entraîne
l’amplification de l’effet de AV (à dosage fixe de SP).
En visualisant l’évolution de la viscosité a
en solides pour des dosages AV fixes (figure 4.9.b), nous pouvons observer une interactivité
entre le liant et le superplastifiant. L’effet réducteur de viscosité du superplastifiant est
amplifié lorsqu’on augmente le dosage en liant.
Finalement, on peut penser que les effets propres de AV et SP sur la viscosité son
e

Partie II - Chapitre 4 : Analyse paramétrique 92
55% L50% L
00,5
1
2
3
0,52 0,54 0,56 0,58 0,6
6%AV12%AV18%AV
Concentration volumique en solides
app
aren
te (P
a.s)
Vis
cosi
té
Figure 4.9.b : Viscosité apparente (50 s-1) / concentration volumique en solides pour des dosages AV fixes
s. Dans la limite des dosages volumiques choisis (0% - 6% SP et 0% -
18% AV), la viscosité apparente des suspensions fluides augmente avec le dosage des
Le dosage de l’agent de viscosité agit directem nt sur les réponses rhéologiques des pâtes
Le dosage du superplastifiant agit en diminuant le seuil de cisaillement et la viscosité des
pâtes de ciment. Cependant, l’influence du SP sur les différentes réponses rhéologiques
e la pâte nt.
3.5. Bilan
En partant de suspensions fluides (E+SP, E+AV, E+SP+AV) jusqu’à des pâtes de ciment,
nous avons souligné les points suivants :
La concentration volumique en solides est le paramètre dominant dans le cas des
suspensions fluide
deux adjuvants ; l’encombrement des particules est le phénomène le plus important qui
agit sur cette réponse.
e
de ciment, en augmentant le seuil de cisaillement (statique, dynamique) et la viscosité
apparente.
est réduite à proximité du dosage de saturation d de ciment en superplastifia
Le dosage en liant des pâtes a une influence très nette sur les différentes réponses
rhéologiques. A dosages constants de SP et de AV, une augmentation du dosage en L
augmente le niveau de toutes les réponses de l’étude (viscosités et seuils de cisaillement).

Partie II - Chapitre 4 : Analyse paramétrique 93
La variation du seuil de cisaillement statique sτ des pâtes de ciment en fonction de la
concentration volumique en solides Γ , peut être exprimée par l’équation générale Γ⋅⋅= b
s eaτ . Cette relation a été montrée par Legrand [LEG71] pour des pâtes de ciment
sans superplastifiant, vérifiée par Cyr [CYR99] pour des pâtes contenant différents types
de superplastifiants et par Toutou et al [TOUT04-b] pour des pâtes contenant de la nano-
silice et du superplastifiant. L’évolution du seuil de cisaillement est transposable entre les
deux niveaux de dosage en liant. Nous en avons conclu une faible interaction entre le liant
ent.
eraction
4. Conclusion
sur les pr
rimentale classique, qui consiste à observer l’évolution
d’une réponse en faisant varier le dosage d’un seul paramètre à la fois. La première difficulté
(dosages), pour obtenir des
lumique en li
ssibles ur 9 ; les
mélanges présentant de la sédimentation ou les mélanges fermes n’étaient pas caractérisables
érés comme des
informations manquantes dans notre étude, et la qualité de l’information est affectée.
AV) ont un effet de densification sur les suspensions fluides ne
contenant pas de liant, augmentant ainsi la viscosité apparente du mélange. Cependant,
lorsque le liant est ajouté, le superplastifiant agit en diminuant le seuil de cisaillement et la
et les deux adjuvants sur les réponses seuil de cisaillem
Une int semble exister entre le liant et les adjuvants (SP et AV) sur la réponse
viscosité apparente. L’augmentation du dosage de liant amplifie les effets de l’agent de
viscosité et du superplastifiant grâce à une densification du mélange.
Nous avons effectué une analyse paramétrique dans le but de comprendre le rôle joué par
différents paramètres (dosages en liant, superplastifiant et agent de viscosité, et concentration
volumique en solides) opriétés des suspensions fluides, et des pâtes de ciment.
Nous avons établi une stratégie expé
consistait à définir les niveaux des paramètres de cette étude
mélanges réalistes de pâtes de ciment. Après quelques essais préliminaires, nous avons défini
3 dosages pour le superplastifiant et l’agent de viscosité, dont les combinaisons peuvent
aboutir à 9 mélanges pour chaque niveau de liant (ciment + filler). Nous avons choisi de faire
varier le dosage vo ant à deux niveaux (50% et 55%) correspondant à des
concentrations volumiques en solides compris entre 0,50 et 0,60 pour l’ensemble des pâtes de
ciment. A chaque niveau de liant nous avons pu tester 7 mélanges po s
par la géométrie de cisaillement utilisée. Ces mélanges sont consid
Différentes conclusions ont été retenues.
Les adjuvants (SP et

Partie II - Chapitre 4 : Analyse paramétrique 94
viscosité de la pâte, certainement grâce à la défloculation et la dispersion uniforme des
particules solides du liant dans le mélange. L’agent de viscosité à l’inverse, agit en
augmentant le seuil de cisaillement et la viscosité du mélange, en provoquant la
gélification de la phase liquide de la pâte.
Des interactions ont été détectées entre le liant et l’agent de viscosité d’une part et entre le
liant et le superplastifiant d’autre part. Ces interactivités ne sont présentes que pour la
réponse viscosité. Pour la réponse seuil de cisaillement (statique et dynamique), les
interactivités sont très faibles ou inexistantes. Cependant, il est difficile de définir avec
certitude les éventuelles interactions entre le superplastifiant et l’agent de viscosité sur les
nir une telle
du
réponses rhéologiques.
La démarche classique proposée étudie chaque paramètre à part, ce qui nécessite une
procédure lourde et longue. Nous avons pu observer l’influence des dosages des adjuvants
et du liant, toutefois, nous ne sommes pas en mesure de juger l’importance d’un paramètre
par rapport à un autre paramètre, ou plutôt de classer les paramètres par niveau
d’influence sur une réponse donnée. Dans le cas de l’étude sur les suspensions fluides,
nous avons remarqué que la concentration volumique en solides est le paramètre dominant
sur la réponse viscosité apparente de la suspension, or il était difficile d’obte
information dans le cas de l’étude sur les pâtes de ciment. Il n’était pas possible par
exemple de déterminer quel paramètre était responsable principalement de la variation
seuil de cisaillement des pâtes.
Finalement, la démarche paramétrique est une première étape qui fournit des possibilités
intéressantes. Les informations obtenues peuvent aider à mener une étude plus complète, afin
de mieux comprendre les rôles des constituants en établissant une hiérarchisation de
l’importance des paramètres sur les réponses étudiées. Cette étude fait l’objet du chapitre 5.

Partie II - Chapitre 5 : Analyse par plan de mélange 95
CHAPITRE 5 – ANALYSE PAR PLAN DE MELANGE
des interactions éventuelles entre
a l’objectif d’étudier le rôle des 5 constituants
des pâtes de ciment. Par ailleurs, si la démarche classique paramétrique utilisée fournit des
chisation de l’importance des
entre tous les
Ainsi nous avons besoin d’une stratégie expérimentale, capable de donner le maximum
t d’ex i et en tenant compte des
différents paramètres non présents dans l’étude classique comme l’influence propre du
’expériences
port à celui utilisé dans la démarche paramétrique, et qu’il
1. Introduction
La démarche paramétrique classique, comme celle que nous avons définie, est basée sur la
variation de chaque paramètre séparément, afin d’observer son influence sur l’évolution de la
réponse. Ainsi, pour étudier l’influence de l’agent de viscosité, nous avons dû faire varier son
dosage et observer l’évolution des réponses rhéologiques. Cependant, la variation du dosage
d’agent de viscosité est forcément accompagnée par la variation d’autres paramètres du
mélange (dosage de l’eau, concentration volumique en solides). Par conséquent, l’influence
de l’agent de viscosité peut être jugée comme « apparente » puisqu’elle ne peut pas tenir
compte de la présence des autres constituants, et
constituants. Cette démarche peut aussi être accompagnée par le problème de mélanges non
caractérisables. En effet, il est très difficile de combiner les différents dosages fixés des
constituants pour obtenir un ensemble de pâtes caractérisables, et pour étudier les interactions.
Cette difficulté est plus importante lorsqu’on
possibilités intéressantes, elle ne permet pas d’établir une hiérar
paramètres sur les réponses étudiées, ni de déceler les éventuelles interactivités
constituants ou les paramètres.
d’informa ion, en utilisant un nombre réaliste pér ences,
ciment, du filler et de l’eau. Une solution est de définir un plan de mélange, c’est à dire de
déterminer, grâce à la méthodologie de la recherche expérimentale, une liste d
dont la réalisation permet de mettre en évidence le rôle de tous les constituants, et de détecter
des interactivités.
Le plan de mélange nécessite d’abord la détermination d’un domaine expérimental, où l’on
définit à chacun des paramètres une plage de variation, tout en s’assurant que toute
combinaison possible des dosages appartenant chacun à sa plage de variation, aboutira à un
mélange dont les propriétés rhéologiques sont mesurables. L’inconvénient d’un tel domaine,
est qu’il risque d’être réduit par rap

Partie II - Chapitre 5 : Analyse par plan de mélange 96
nécessite un nombre plus élevé d’essais préliminaires, mais il garantit une étude dépourvue de
mélanges non mesurables, donc de bonne qualité.
2. Méthodologie de la recherche expérimentale : plan de mélange
La méthodologie de la recherche expérimentale [MAT96] est un concept visant à remplacer
les méthodes classiques utilisées par les expérimentateurs et qui accumulent le maximum de
données avec un grand nombre d’expériences. Elle consiste à « maîtriser, décrire, prévoir ou
expliquer le phénomène étudié » [MAT00]. Cette stratégie expérimentale a été développée en
France par le Laboratoire de Méthodologie de la Recherche Expérimentale de l’université
d’Aix-Marseille III, et a conduit à l’élaboration d’un logiciel NemrodW [NEM]. Ce dernier
est un outil performant en vue d’élaborer d’abord une stratégie expérimentale optimale qui
permet d’obtenir une information de bonne qualité et de prévoir ensuite le comportement des
icté par les conditions expérimentales et les
élém our dition t
nécessaire d’effectuer une recherche exploratoire. Avant d’entamer une nouvelle étude
expéri l’expérimen ur ignore souve ramètres importants ou influents du
ph Une recherche exploratoire ie d’essais prélimi estinée à
m ion de périence (contrô épétabilité), à détec ossibles
difficultés et à cerner les grandeurs importantes et les contraintes qui les relient. Ceci revient à
déte tre
appliqué.
gro-alimentaire), un grand nombre des
mélanges dans tout le domaine expérimental déterminé.
Le choix du plan d’expérimentation peut être d
ents principaux de l’étude. P bien définir ces con s expérimentales il es
mentale, tate nt les pa
énomène étudié. est une sér naires d
aîtriser la réalisat l’ex ler la r ter les p
rminer un ou plusieurs domaines expérimentaux où le plan d’expérimentation peut ê
Dans certaines industries (par exemple l’industrie a
produits sont des mélanges. L’objectif est d’obtenir des mélanges possédant des réponses
optimales, ou répondant à certaines exigences fixées dès le départ [MAT96,00]. Or, par
définition, un mélange est une substance obtenue en mélangeant deux ou plusieurs ingrédients
différents, en certaines proportions. La réponse recherchée du mélange dépend principalement
des proportions de ses constituants. Dans le cas des mélanges, les facteurs étudiés sont donc
les proportions volumiques (Xi) des différents constituants (i) entrant dans la formulation. La
somme des facteurs est égale à l’unité, ce qui veut dire qu’ils ne sont pas indépendants les uns
des autres. Le domaine expérimental est contraint par la relation suivante :

Partie II - Chapitre 5 : Analyse par plan de mélange 97
1=∑i
iX (5.1)
2.1. Modèles mathématiques utilisés
variation du dosage des constituants. Le degré du polynôme doit être choisi par un compromis
désirée et le nombre maximum d’expériences que l’on peut tolérer. En
i
sous la forme générale suivante :
Pour déterminer les coefficients du polynôme
En travaillant toujours sur le mélange complet, on utilise des modèles mathématiques
empiriques de forme polynomiale qui relient la variation des propriétés des mélanges à la
entre la précision
général, ce degré est au moins égal à 2 pour tenir compte des courbures ainsi que des
synergismes et antagonismes entre les constituants.
Le modèle mathématique de degré 2 reliant une réponse Y aux proportions des constituants X
(les facteurs) s’écrit
∑∑∑<=
⋅⋅+⋅=k
ji
k
jjiij
k
iii XXXY ββ
1 (5.2)
iβ et ijβ , il est nécessaire d’effectuer des
expériences ju ue soit leur type, il é montré que les matrices
d’expériences (c’es s expériences mise sous forme d’une matrice) qui
apportent le celles dont la des points qui les
constituent sont situés sur les frontières du domaine expérimental. Le calcul des coefficients
du polynôme est établi pa sion multilinéaire.
2.2.
dicieusement choisies. Quel q a ét
t-à-dire la liste de la
maximum d’informations sont majorité
r régres
Construction de la matrice d’expérience
Quelques définitions sont nécessaires pour aider le lecteur à mieux comprendre les notions
utilisées. Nous prenons l’exemple de notre étude, constitué de 5 facteurs (C, F, SP, AV, E) qui
sont les constituants de la pâte de ciment.
Soit [Y] le vecteur colonne des réponses expérimentales, [X] la matrice d’expériences et [B]
le vecteur colonne des coefficients du modèle. Soit [ ]ε le vecteur colonne des erreurs
expérimentales, en supposant que le résultat expé ental obtenu à la mesure i diffère de la
réponse théori ne
rim
que par u erreur ei. Avec ces notations nous avons logiquement :
[ ] [ ] [ ] [ ]ε+⋅= BXY (5.3)
Partie II - Chapitre 5 : Analyse par plan de mélange 98
Pour un nombre n d’expériences, le développement de la relation 5.3 aboutit à la forme
suivante :
⎤⎡⎤⎡⎤⎡ EAVFCEAVSPFCY L β
⎥⎥⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢⎢⎢
⎣
⎡
+
⎥⎥⎥⎥⎥⎥
⎦
⎥⎥
⎢⎢⎢⎢
⎣
=
⎢⎢⎢⎢
⎣ nnnnnnnn e
e
AVFCAVSPFCY
M
M
M
K
MMMMMMMM
1
45
12
11111111111
β
β (5.4)
Les coefficients du modèle sont calculés par la méthode de dres carrés, le vecteur des
coefficien hoisi est celui qui minim la somme des carrés des erreurs exp les, ce
qui peut s’écrire :
∀⎭⎬⎫
2var(0(σ
(5.5)
E représe t l’espérance mathématique, E(ei) = 0 signifie que sur un grand nombre de
répé e la
valeur théorique tend vers la valeur expérimentale. La constante est liée au protocole
ormation
résultante est précise.
On ont indé es
des autres, ce qui signifie (pour
⎢⎣⎥⎦nE⎢⎢
⎥⎥
⎢⋅⎥⎢⎢
⎢⎢
⎥⎥
⎢⎢
⎥⎦n
⎥⎥⎥
nE
M
s moin
ts c ise érimenta
ieeE
i =)i =)
ntan
titions d’une mesure, l’erreur de lecture est nulle ou insignifiante, et qu’en moyenn2σ
expérimental, à la lecture des mesures et à l’opérateur, elle mesure la dispersion de l’erreur
expérimentale ei à l’expérience i. En effet, la variance expérimentale (constante) est un
indicateur sur la qualité de l’information résultante : plus elle est faible, plus l’inf
pose aussi comme hypothèse que les erreurs expérimentales s pendantes les un
ji ≠ ) :
2),cov( σ=ji ee (5.6)
Ces conditions étant posées, on démontre que la variance des coefficients du modèle est
nue par la formule suivante :
[ ] 21)( σ⋅= −XXBVar T (5.7)
le terme
obte
XX T est appelé matrice d’information, et 1)( −XX T la matrice de dispersion.
A partir de ces définitions, la construction d’une matrice d’expérience d’un plan de mélange
doit répondre à des critères qui permettent d’estimer la qualité de la matrice d’expérience, et
de x
critères de qualité parmi lesquels nous ipaux :
déterminer le nombre d’expériences nécessaire pour la constituer. Il existe de nombreu
testons les 3 princ

Partie II - Chapitre 5 : Analyse par plan de mélange 99
Critère D : Optimisation de la qualité de l’information
Le critère D est celui de la qualité du plan d’expérimentation, qui permet d’optimiser le
nombre d’expériences à réaliser. Une matrice d’expériences est dite Optimale D si le
déterminant de la matrice de dispersion 1)( −XX T est minimal, ce qui veut dire que le
déterminant de la matrice d’information XX T est maximal puisque :
( ) ( ) 1det/1det −= XXXX TT (5.8)
Plus la valeur du déterminant de la matrice d’information XX T est grande, plus la matrice de
ispersion est optimisée. Or, plus le nombre d’ex ces est élevé, plus la matrice
’expérience comporte de point, et plus le déterminant de la matrice d’information est grand.
onc, la matrice qui apporte le maximum d’informations selon le critère D est celle qui est
constituée de la totalité des points expérimentaux.
Critère A
1)( −XX T périend
d
D
: Optimisation de la qualité des coefficients du modèle
Le critèr teste la qualité des coef du modèle polynomial re nt les répon
propor ns des co s. La m ’expéri dite O A si la la
matrice de dispersio − est le, ce qui veut dire que e des v des
coefficients du modèle est minimal
Critère G
e A ficients lia ses aux
tio nstituant atrice d ence est ptimale trace de
n ( XX T 1) minima la somm ariances
e.
: Optimi la qua évision èle
La ma ce d’expé st dite le G si elle conduit à nction nce
maxim
sation de lité de pr du mod
tri riences e Optima une fo de varia
ale maxδ de l e calcu lus faib ble dan aine ex tal.
Nous savons que lorsque l’on réalise une expérience, la fonction de variance de la réponse est
égale à 1 puisque σ⋅= chercho que la n de v des
réponses calculées par le modèle (pour des expériences non effectuées) ne soit pas plus
grand e celle qu tiendra mentale r consé
a répons lée, la p le possi s le dom périmen
21)var(ei . Nous ns à ce fonctio ariance
e qu e l’on ob it expéri ment. Pa quent, 1max ≤δ .
2.3. aboration atrice iences : me d’
Nous ns utilisé on app algorith hange qui permet de trouver un
comp is entre la de la m atisfaction des critères alité) e bre
d’exp nces à réa
El de la m d’expér algorith échange
avo ce qu’ elle un me d’éc
rom qualité atrice (s d’optim t le nom
érie liser.
Partie II - Chapitre 5 : Analyse par plan de mélange 100
Parm s les poin ats de l e (l’ens s expér ossibles isit
un sous-ensemble de N oisie aléatoirement, le
no oit être l ou supérie au nombre des coefficients du modèle polynomial
postu râce à l’ e d’échange, on va échanger success certain (ou
expériences) de façon à améliorer e D de ice con vec la s de
points. Lorsque plus aucun échange de points n’ ce crit atrice obtenue est
considérée comme la solution optimale. Cette pro st répé d’autre ons
de départ, et la matrice optim atrice de
dispersion minimal.
Pour chaque valeur de N (nombre d’expériences) on obtient donc une matrice optimale D. Le
n de mélange pour l’étude des pâtes de ciment
ble lorsque nous considérons le seuil de cisaillement
d e e p m e t
les conséquences sur les résultats sont aussi transposables. De ce f est possib l’on
considère une seule réponse seuil de cisaillement p fectuer l’é par plan d ge,
afin restr a qu d’inf e visant à iser
l’ouvrabilité de la pâte de t peu trodui s l’étude st de m ut
être opportun pour caractériser l’ouvrabilité d’une pâte de ciment.
L’application de la méthodologie de la recherche expérimentale à notre étude se déroule en
plusieurs étapes que nous allons détailler dans l’ordre.
i tou ts candid a matric emble de iences p ) on cho
expériences. Cette sélection de départ est ch
mbre N d éga ur
lé. G algorithm ivement s points
le critèr la matr struite a élection
améliore ère, la m
cédure e tée avec s sélecti
ale D finale est celle qui conduit au déterminant de la m1)( −XX T
choix de N va dépendre essentiellement des critères A et G. Pratiquement, pour déterminer le
nombre d’expériences de la solution optimale, nous répétons l’algorithme d’échange en
partant d’une valeur de N égale au nombre des coefficients du modèle polynomial jusqu’à
obtenir une valeur N où tous les critères sont satisfaits. Ainsi nous obtenons un compromis
entre les critères de qualité et le nombre d’expériences à réaliser. L’application de
l’algorithme d’échange dans notre étude a été faite avec le logiciel NemrodW développé par
la société LPRAI pour la conception et l’analyse de plans d’expériences [NEM].
3. Mise en œuvre d’un pla
La démarche paramétrique a permis l’étude de plusieurs réponses rhéologiques, qui se
divisent toutefois en deux phénomènes physiques de la matière : le seuil d’écoulement de la
pâte de ciment d’une part est représenté par 2 réponses seuils de cisaillement (statique et
dynamique), et la viscosité apparente d’autre part. Or nous avons remarqué que dans les
évolutions des réponses il y a une grande similarité. Par exemple, l’évolution du seuil de
cisaillement statique est transposa
ynamique. Seul le niv au ou l’éch lle de la ré onse change, ais l’évolution st la même, e
ait, il le que
our ef tude e mélan
de eindre l antité ormation. Une nouvelle m sure caractér
cimen t être in te dan ; le te ini-cône pe

Partie II - Chapitre 5 : Analyse par plan de mélange 101
3.1. Déterm on d’u aine menta
Une recherche exploratoire a été menée avant de construire la matrice d’expériences. Son but
est de déterm doma périm ù les m es sans ré s sont év r ne
pas être contraint de modif truct ale de trice. Nous avons dû nous donner un
point de départ afin d’appréhender nos essais. Pour ous avon posé le m qui
constitue exac t la ma ’un béton autoplaç dié au projet national [MOU04-b].
Ce de et fortement sé t. En le besoin du
béton est plus grand que celui de sa pâte pour compenser l’eau retenue par les granulats. Notre
pre e éta tait a rédui ressive la quanti de la pâ çon
à a dre un nge h ne et non sédimen Nous som
mélange fluide et homogèn is de concentration volumique en s de 0,63 ne
valeur t
d e 4 s ler
Co ation ique en solides (
inati n dom expéri l
iner un ine ex ental o élang ponse ités pou
ier la s ure initi la ma
cela n s com élange
temen trice d ant étu
mélange s’est avéré trop flui dimentan effet, en eau
mièr pe consis lors à re prog ment té d’eau te de fa
ttein méla omogè tant. mes arrivés à obtenir un
e, ma olides 3 qui est u
rès élevée par rapport à celle du mélange initial.
Après quelques essais préliminaires, le domaine expérimental d’étude est finalement défini
par les plages de variation de dosages des constituants ci-après. Ce domaine garantit dans ses
limites inférieure et supérieure un ensemble de mélanges homogènes et non sédimentants, aux
propriétés d’écoulement mesurables.
Masse du filler (F) = 20% à 30% de la masse de ciment (C).
Masse de superplastifiant (SP) = 0,9% à 1,1% de la masse (ciment + filler).
Masse e l’agent d viscosité (AV) = 3% à ,5% de la mas e (ciment + fil ).
0,61 ≤ ncentr Volumtotal
) solides
VV
≤ 0,63.
Ces dosages nt ce ituell utilisés dans les BAP (cas du filler ou
qui ent da ages age p ées par les fabricants (cas de AV).
Nous avons loitations à
plages de variation de dosages des constituants. En effet, une concentration
volumique en solides élevée, permettait de rédu entation des mélanges,
et d’avoir i permet
d’obtenir un domaine plus étendu.
respecte ux hab ement et du SP)
rest ns les pl de dos réconis
recherché d’autres domaines expérimentaux pour élargir les exp
d’autres concentrations volumiques en solides. Mais le caractère pointu de la pâte de ciment à
une concentration volumique en solides plus faible (de l’ordre de 0,55), conduisait à une
réduction des
ire les risques de sédim
une tolérance plus importante sur les variations des dosages, ce qu

Partie II - Chapitre 5 : Analyse par plan de mélange 102
Pour le traitement d’un plan de mélange, nous transformons les contraintes relationnelles
définies plus haut en équations arithmétiques. C, F, SP, AV, E sont respectivement les
≥⋅+⋅+⋅+⋅−⋅−≥⋅−⋅−⋅−⋅+⋅
≥−⋅+⋅≥+⋅−⋅−
≥−⋅+⋅≥+⋅−⋅−
≥−⋅≥+⋅−
fractions ou proportions volumiques des constituants ciment, filler, superplastifiant, agent de
viscosité et eau, constituants de base d’une pâte de ciment de notre plan de mélange.
1=++++ EAVSPFC
063,041,0431,037,037,0061,039,0411,039,039,0
0106,0122,00071,00816,0
00283,00325,000231,00266,0
0345,002296,0
EAVSPFCEAVSPFC
AVFCAVFCSPFCSPFC
FCFC
(5.9)
Ces contraintes relationnelles engendrent implicitement des contraintes individuelles qui
limitent le domaine expérimental (tableau 5.1).
Constituant Notation Contrainte inférieure implicite
Contrainte supérieure implicite
Ciment C 0,4394 0,5010 Filler F 0,1103 0,1580
Superplastifiant SP 0,0152 0,0195 Agent de viscosité AV 0,0470 0,0727
Eau E 0,2979 0,3410
Tableau 5.1 : Contraintes individuelles implicites sur chaque constituant (proportions volumiques)
3.2. Déterminatio ériences
Comme nous étudions des m constituants, donc un plan de mélanges à 5
facteurs (dosages des cinq constituants), nous avons postulé un modèle polynomial de degré
deux. Ce modèle donne la valeur d’une répons
ants pris trois à trois, comporte plus de coefficients (10
coefficients de plus), et multiplie le nombre d’expériences à réaliser par un facteur compris
entre 2 et 3. Le modèle postulé est noté :
n de la matrice d’exp
élanges de cinq
e Y du mélange, en fonction des proportions
volumiques des constituants. Il comporte 15 coefficients à déterminer, et il peut convenir pour
prendre en compte les interactivités entre les constituants pris deux à deux d’une part, et pour
limiter le nombre d’expériences d’autre part. En effet, un modèle de degré 3 qui prend en
compte des interactivités entre constitu
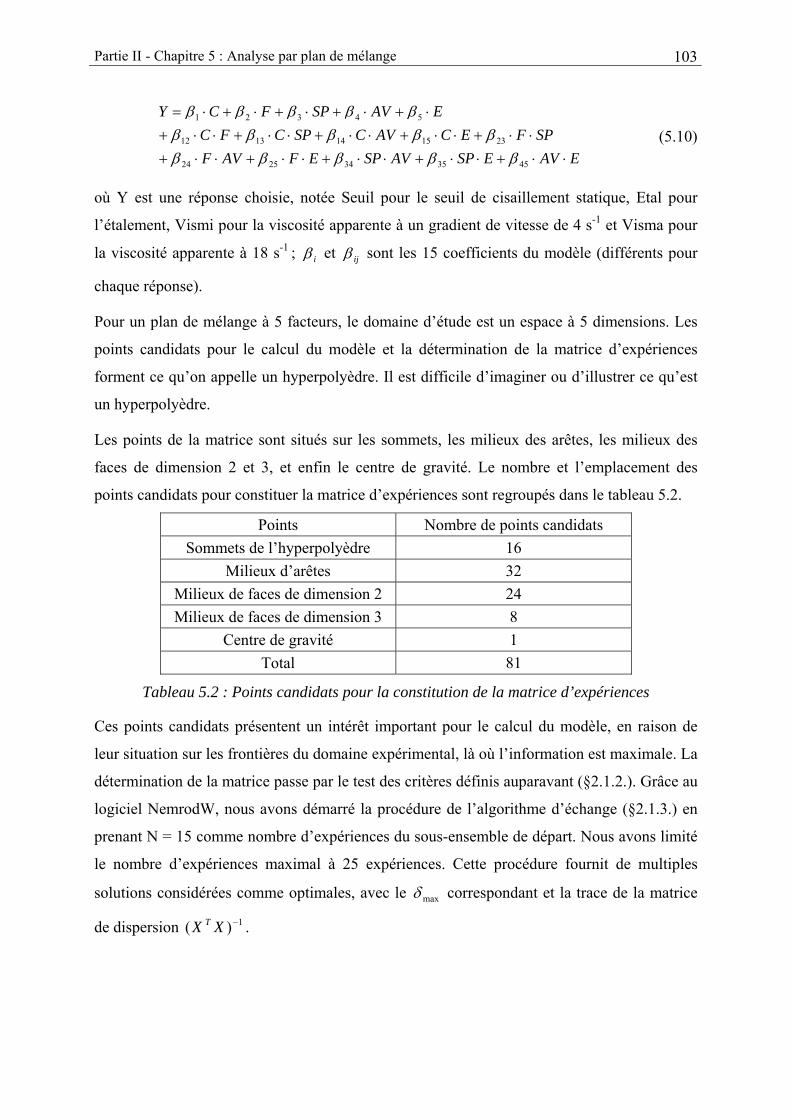
Partie II - Chapitre 5 : Analyse par plan de mélange 103
EAVSPFCY ⋅+⋅+⋅+⋅+⋅=
EAVESPAVSPEFAVFSPFECAVCSPCFC
⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+⋅⋅+
4535342524
2315141312 βββββ54321
βββββ
βββββ (5.10)
où Y est une réponse choisie, notée Seuil pour le seuil de cisaillement statique, Etal pour
l’étalement, Vismi pour la viscosité apparente à un gradient de vitesse de 4 s-1 et Visma pour
la viscosité apparente à 18 s-1 ; iβ et ijβ sont les 15 coefficients du modèle (différents pour
chaque réponse).
Pour un plan de mélange à 5 facteurs, le domaine d’étude est un espace à 5 dimensions. Les
atrice sont situés sur les sommets, les milieux des arêtes, les milieux des
faces de dimension 2 et 3, et enfin le centre de gravité. Le nombre et l’emplacement des
points candidats pour le calcul du modèle et la détermination de la matrice d’expériences
forment ce qu’on appelle un hyperpolyèdre. Il est difficile d’imaginer ou d’illustrer ce qu’est
un hyperpolyèdre.
Les points de la m
points candidats pour constituer la matrice d’expériences sont regroupés dans le tableau 5.2.
Points Nombre de points candidats Sommets de l’hyperpolyèdre 16
Milieux d’arêtes 32 Milieux de faces de dimension 2 24 Milieux de faces de dimension 3 8
Centre de gravité 1 Total 81
Tableau 5.2 : Points candidats pour la constitution de la matrice d’expériences
Ces points candidats présentent un intérêt important pour le calcul du modèle, en raison de
leur situation sur les frontières du domaine expérimental, là où l’information est maximale. La
détermination de la matrice passe par le test des critères définis auparavant (§2.1.2.). Grâce au
logiciel NemrodW, nous avons démarré la procédure de l’algorithme d’échange (§2.1.3.) en
prenant N = 15 comme nombre d’expériences du sous-ensemble de départ. Nous avons limité
le nombre d’expériences maximal à 25 expériences. Cette procédure fournit de multiples
solutions considérées comme optimales, avec le maxδ correspondant et la trace de la matrice
de dispersion . 1)( −XX T

Partie II - Chapitre 5 : Analyse par plan de mélange 104
Nous présentons dans le tableau 5.3 les solutions optimales obtenues pour N = 20, 21, 22 et
23. Pour chaque valeur de N, le logiciel NemrodW lance la procédure de l’algorithme
d’échange 3 fois de suite avant de passer à une valeur supérieure de N.
Numéro de la solution Nombre d’expériences N maxδ Trace 1)( −XX T 1 20 1,39 1,2.1011
2 20 1,29 7,4.1010
3 20 1,16 9,3.1010
4 21 1,24 1,0.1011
5 21 1,31 6,8.1010
6 21 1,06 1,0.1011
7 22 1,04 9,1.1010
8 22 1,06 6,5.1010
9 22 0,94 6,8.1010
10 23 0,99 9,0.1010
11 23 1,06 6,3.1010
12 23 0,90 8,2.1010
Tableau 5.3 : Solutions optimales pour la détermination de la matrice d’expériences
Afin de choisir la solution, on observe les critères de qualité de la matrice d’expériences. Les
figures 5.1 et 5.2 montrent respectivement les variations de la trace de la matrice de dispersion
et de la fonction de variance maximale, en fonction du nombre d’expériences.
8,0
6,3
6,5
7,47,5
x1010
)
6,8
6,0
7,0
19 20 21 22 23 24
Nombre d’expériences
XT X
)-1 (
Figure 5.1 : Variation de la trace de la matrice de dispersion en fonction du nombre d’expériences N
Ces deux paramètres correspondent aux critères A et G respectivement. Les figures montrent
pour chaque critère et pour chaque valeur de N la solution optimale parmi les 3 déterminées
6,5
Trac
e (
1)( −XX T

Partie II - Chapitre 5 : Analyse par plan de mélange 105
par le logiciel NemrodW. On remarque que la trace de la matrice de dispersion et la valeur de
maxδ diminuent en fonction du nombre d’expériences. A partir d’une valeur N = 22
expériences, le maxδ est inférieur à 1 pour la solution numéro 9 (tableau 5.3). De plus, la trace
de la matrice de dispersion correspondante (6,8.1010) reste faible et proche de la valeur
minimale de 6,3.1010. La solution optimale numéro 9 a été donc retenue pour la détermination
de la matrice d’expériences.
11,2
,16
1,0
0,941
1,4
6
0,9
0,819 20 21 22 23 24
Nombre d’expériences
maxδ
Figure 5.2 : Variation de la fonction de variance maximale maxδ en fonction du nombre
attr
con les
olynomial postulé.
5 nouvelles expériences sont définies par NemrodW et doivent être réalisées toujours par le
d’expériences N
La matrice déterminée est affichée au tableau 5.4. La première colonne représente le nombre
ibué à chaque mélange, les 5 autres colonnes représentent les proportions volumiques des
stituants. C’est la matrice d’expériences de base qui a pour objectif de déterminer
coefficients du modèle p
même expérimentateur. Ces expériences (tableau 5.5) sont appelées Points Tests et sont
sélectionnées dans le domaine expérimental pour valider le modèle mathématique lorsqu’il est
calculé. Ils ne sont pas pris en compte par l’algorithme d’échange.

Partie II - Chapitre 5 : Analyse par plan de mélange 106
N° point C F SP AV E 1 0,4851 0,1114 0,0155 0,0475 0,3406 2 0,4846 0,1113 0,0189 0,0474 0,3379 3 0,4431 0,1529 0,0187 0,0470 0,3383 4 0,4810 0,1104 0,0153 0,0704 0,3228 5 0,4399 0,1518 0,0152 0,0698 0,3234 6 0,4805 0,1103 0,0187 0,0703 0,3201 7 0,4394 0,1516 0,0186 0,0697 0,3208 8 0,5010 0,1150 0,0160 0,0490 0,3189 9 0,5004 0,1149 0,0195 0,0490 0,3162 10 0,4968 0,1141 0,0158 0,0727 0,3006 11 0,4543 0,1567 0,0157 0,0720 0,3012 12 0,4962 0,1139 0,0194 0,0726 0,2979 13 0,4417 0,1524 0,0153 0,0584 0,3322 14 0,4508 0,1555 0,0156 0,0478 0,3302 15 ,3096 0,4466 0,1541 0,0189 0,0708 016 0,4579 0,1580 0,0176 0,0486 0,3180 17 0,4557 0,1572 0,0193 0,0603 0,3076 18 0,4750 0,1352 0,0193 0,0723 0,2982 19 0,4775 0,1360 0,0158 0,0606 0,3100 20 0,4714 0,1342 0,0191 0,0480 0,3272 21 0,4793 0,1365 0,0177 0,0488 0,3178 22 0,4907 0,1127 0,0174 0,0599 0,3194
Tableau 5.4 : Matrice d’expériences de l’étude
N° point C F SP AV E 23 0,4567 0,1434 0,0163 0,0533 0,3303 24 0,4564 0,1433 0,0180 0,0533 0,3290 25 0,4854 0,1244 0,0166 0,0543 0,3193 26 0,4832 0,1239 0,0166 0,0662 0,3101 27 0,4831 0,1238 0,0183 0,0661 0,3087
Tableau 5.5 : Points Tests de la matrice d’expériences
3.3. Réalisation des expériences et réponses expérimentales
Tous les mélanges ont été réalisés conformément aux dosages des constituants définis dans la
matrice d’expériences. Les pesées de chaque constituant sont effectuées sur une balance
précise à 0,01g pr et le principe d’obtent ont donnés au
chap rées
dans le logiciel NemrodW et les coefficients du modèle sont calculés par une régression
ès. Le malaxage ion des réponses s
itre 3. Une fois que toutes les réponses expérimentales sont obtenues, elles sont ent

Partie II - Chapitre 5 : Analyse par plan de mélange 107
multilinéaire. Lorsque tous les coefficients du polynôme sont déterminés, on peut
théoriquement connaître le résultat de n’importe quelle expérience contenue dans le domaine
expérimental. Ce sont les expériences tests ou points tests qui vont nous permettre de juger de
la validité du plan de mélange.
Les tableaux 5.6 et 5.7 regroupent l’ensemble onse ues des nces
contenues dans la matrice d’expériences (tableau 5.4) et les points tests (tableau 5.5). Il est à
noter que l’amplitude des valeurs de seuil de ci
arithme décimal est utilisé. La réponse sur le seuil sera dorénavant log(seuil)
(troisième colonn 5
N° g(Seui ) Vism consistance
des rép s obten à partir expérie
saillement est très grande (de 0 Pa à 1773 Pa).
Pour espérer une régression multilinéaire correcte dans la détermination des coefficients du
modèle, le log
e du tableau .6).
e Seuil (Pa) ssai lo l) Etal (cm Vismi (Pa.s) a (Pa.s) 1 4,11 0,61 5 17,4 1,07 1,76 Fluide 2 0,06 -1,24 16,55 0,51 0,50 Fluide 3 0,36 Fluide -0,44 16,60 0,49 0,66 4 852,12 2,93 12,00 3,79 7,17 Ferme 5 203,50 2,31 13,50 1,35 2,84 Plastique 6 4,73 0,67 16,90 0,84 1,51 Fluide 7 0,41 -0,39 16,50 0,50 0,72 Fluide 8 1141,97 3,06 12,80 7,25 10,52 Ferme 9 0,37 -0,43 16,80 1,41 1,52 Fluide 10 1585,15 3,20 6,00 - - Ferme (très) 11 1773,77 3,25 8,75 - - Ferme (très) 12 856,65 2,93 14,65 4,26 5,36 Ferme 13 1,84 0,27 16,80 0,67 1,25 Fluide 14 0,42 -0,37 17,25 0,93 1,36 Fluide 15 1,21 0,08 16,55 0,67 0,84 Fluide 16 3,44 0,54 16,10 0,70 0,80 Fluide 17 0,39 -0,40 17,25 0,96 1,04 Fluide 18 5,76 0,76 16,65 2,02 2,74 Fluide 19 1015,02 3,01 11,80 7,51 22,07 Ferme 20 0,31 -0,50 16,05 0,59 0,83 Fluide 21 0,26 -0,58 16,75 0,94 1,16 Fluide 22 12,14 1,08 18,55 1,93 2,64 Plastique
Tableau 5.6 : Valeurs expérimentales des réponses de la matrice d’expériences
Les mélanges N°10 et N°11 ont présenté une consistance très élevée pendant l’essai. Il était
impossible de leur imposer la moindre vitesse de cisaillement dans la limite de mesure de
l’appareil, le couple résistant de la pâte étant trop élevé. Les deux expériences ont donc été
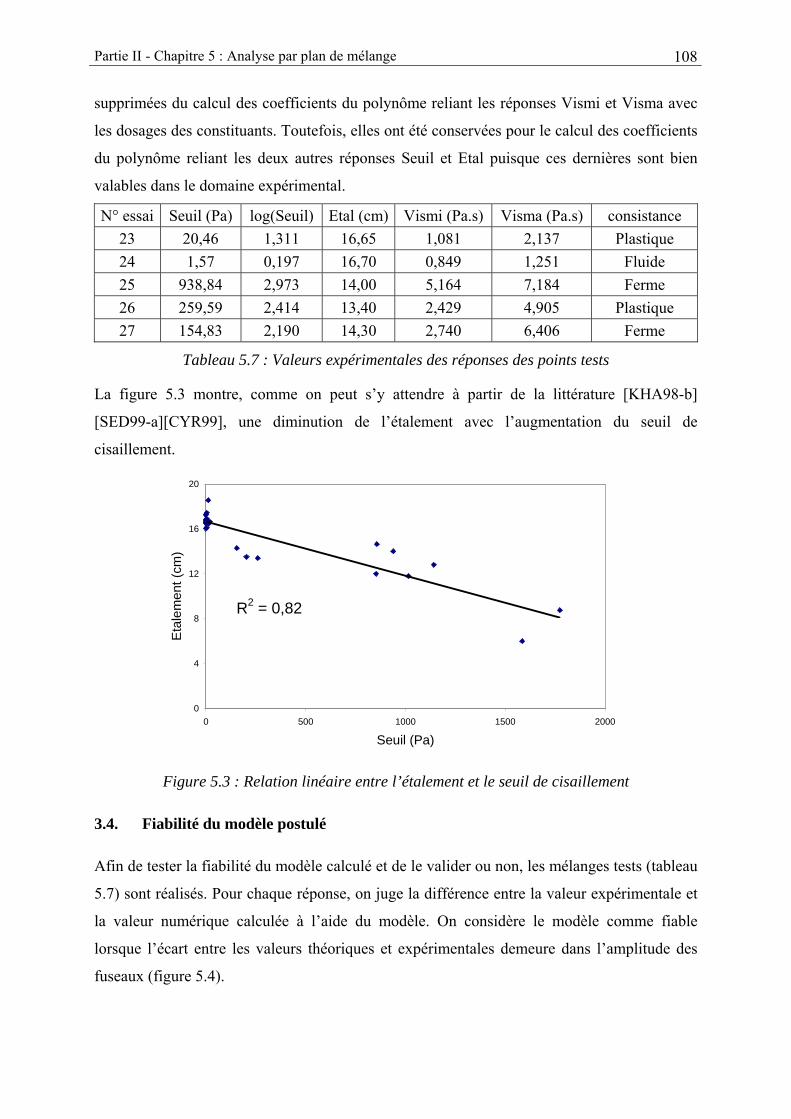
Partie II - Chapitre 5 : Analyse par plan de mélange 108
supprimées du calcul des coefficients du polynôme reliant les réponses Vismi et Visma avec
les dosages des constituants. Toutefois, elles ont été conservées pour le calcul des coefficients
du polynôme reliant les deux autres réponses Seuil et Etal puisque ces dernières sont bien
érimental. valables dans le domaine exp
N° essai Seuil (Pa) log(Seuil) Etal (cm) Vismi (Pa.s) Visma (Pa.s) consistance 23 20,46 1,311 16,65 1,081 2,137 Plastique 24 1,57 0,197 16,70 0,849 1,251 Fluide 25 938,84 2,973 14,00 5,164 7,184 Ferme 26 259,59 2,414 13,40 2,429 4,905 Plastique 27 154,83 2,190 14,30 2,740 6,406 Ferme
Tableau 5.7 : Valeurs expérimentales des réponses des points tests
La figure 5.3 montre, comme on peut s’y attendre à partir de la littérature [KHA98-b]
[SED99-a][CYR99], une diminution de l’étalement avec l’augmentation du seuil de
cisaillement.
R2 = 0,828
12
16
20
Eta
lem
ent (
cm)
0
4
0 2000500 1000 1500
Seuil (Pa)
Figure 5.3 : Relation linéaire entre l’étalement et le seuil de cisaillement
3.4. Fiabilité du modèle postulé
Afin de tester la fiabilité du modèle calculé et de le valider ou non, les mélanges tests (tableau
5.7) sont réalisés. Pour chaque réponse, on juge la différence entre la valeur expérimentale et
la valeur numérique calculée à l’aide du modèle. On considère le modèle comme fiable
lorsque l’écart entre les valeurs théoriques et expérimentales demeure dans l’amplitude des
fuseaux (figure 5.4).

Partie II - Chapitre 5 : Analyse par plan de mélange 109
x
Répon
te
x dèleri
se
Points sts
mo expé ence
Figure p ti m ia
Pour une réponse théorique donnée, les coefficients odè
liée à l’erreur sur les pesées des cons ntexte expérimental,
solue définie dans le tableau 5.8.
5.4 : Re résenta on d’un odèle f ble
du m le sont entachés d’une incertitude
tituants des mélanges. Dans notre co
la masse d’un constituant a une incertitude ab
A partir de la forme polynomiale du modèle, l’erreur maximale est calculée pour chaque
mélange test et chaque réponse. On pourra donc représenter la réponse théorique avec son
fuseau d’erreur.
Ciment (C) ± 0,01 g Filler (F) ± 0,01 g
Superplastifiant (SP) ± 0,02 g Agent de viscosité (AV) ± 0,01 g
Eau (E) ± 0,04 g
Tableau 5.8 : Ince s pesées des constituants
entée dans le modèle par le logarithme décimal du seuil
de cisaillement, l’erreur sur la réponse log(Seuil) ne peut pas être comparée à l’erreur
expérimentale sur la réponse Seuil puisque leurs variations sont logarithmique pour la
première et linéaire pour la deuxième.
é sur des mélanges
rtitudes sur le
Toutefois, la réponse Seuil est représ
3.4.1. Fuseau d’erreur sur les valeurs expérimentales
L’erreur expérimentale est déterminée par des essais de répétabilit
contenus dans le domaine expérimental mais différents des mélanges tests. Compte tenu de
l’amplitude très large des valeurs de seuil, deux mélanges, l’un à faible seuil (< 10Pa), l’autre
à seuil plus élevé (≈ 80Pa) ont été testés pour apprécier les valeurs prises par l’écart type.
Pour ces deux types de mélanges les écarts types sont comparables pour les réponses Etal,
Vismi et Visma, mais effectivement différents pour la réponse Seuil (de 2,7 Pa pour les pâtes
à faible Seuil, et de 20 Pa pour les pâtes de ciment à seuil plus élevé).

Partie II - Chapitre 5 : Analyse par plan de mélange 110
On détermine alors l’incertitude sur la mesure de chaque réponse pour chacun de ces points
tests en supposant que l’écart type obtenu lors des essais de répétabilité est égal à celui de la
population d’une réponse donnée.
3.4.2. Résultats
Les figures 5.5 et 5.6 par exemple, permetten pare nses exp et les
réponses obtenues par le modèle pour les réponses Etal et V (figures log(S et Visma
en Annexes figure A5.1.a et A5.1.b, page 221).
t de com r les répo érimentales
ismi euil)
14
16
Etal
. (cm
)
10
12
18
20
Experience
Modèle
Points TestsN°23 N°24 N°25 N°26 N°27
rience / modèle pour la réponse Etal Figure 5.5 : Comparaison expé
3
7
Points T
6
4
5
smi.
(Pa.
s)
Experience
0
1
2
Vi
N°23 N°24 N°25 N°26 N°27
ests
Modèle
Figure 5.6 : C éponse Vismi omparaison expérience / modèle pour la r

Partie II - Chapitre 5 : Analyse par plan de mélange 111
On constate, quelle que soit la nature de la réponse, que le modèle est satisfaisant puisque 3
ou 4 valeurs de réponses sur les 5 testées sont fiables. La comparaison des réponses
considérées non fiables reste quand même acceptable (le point N°25 pour la réponse Vismi a
la valeur de réponse la plus élevée dans les deux cas théorique et expérimental).
3.5. Etude de désirabilité : pâte optimale
e trouver une
formulation qui donne une ou plusieurs réponses optimales (§2). Le logiciel NemrodW
ultanément plusieurs réponses du mélange. Cette étape est purement
ce qu’on appelle la « fonction de désirabilité », qui
est implémentée dans le logiciel. L’opérateur choisit pour chacune des réponses étudiées, un
profil de courbe représentant cette fonction de désirabilité. La désirabilité d est compris
ent satisfaisante. Les valeurs intermédiaires correspondent à des réponses plus ou
moins acceptables.
i des m réponses d’une étude.
3.5.1. Principe
L’objectif général de l’application des plans de mélanges dans l’industrie est d
permet d’optimiser sim
numérique et ne nécessite pas d’expérimentation supplémentaire, puisqu’elle consiste à
chercher mathématiquement la formulation pour laquelle le modèle postulé donne une
réponse qui entre dans l’intervalle de valeurs optimales exigées par l’opérateur. Toutefois,
pour chercher une formulation donnant plusieurs réponses optimales, il est nécessaire de
définir un degré de satisfaction en fonction de chaque réponse obtenue. Cette technique,
appelée optimisation multi-critères, utilise
e entre
deux valeurs extrêmes, 0% pour une réponse non acceptable, et 100% pour une réponse
parfaitem
La fonction de désirabilité globale Dg à maximiser est la moyenne géométrique des
désirabilités d
mmg dddD ⋅⋅⋅⋅= 21 (5.11)
On peut remarquer que Dg est nulle si au moins une des valeurs de di est nulle, c’est-à-dire si
une réponse est en dehors des objectifs. Quelques profils de désirabilités sont présentés dans
la figure 5.7 et traduisent différents objectifs.

Partie II - Chapitre 5 : Analyse par plan de mélange 112
100%
0%YY ciblemin
d (%)
100%
0%
d (%)
Y
Ycible Ymax
Y
a. unilatérale gauche b. unilatérale droite
100%
0%
d (%)
Y
YcibleYmin Ymax
c. bilatérale
Figure 5.7 : Différents profils de fonction de désirabilité d
Le profil de forme unilatérale gauche (figure 5.7.a) indique que la valeur de la réponse ne
doit pas être inférieure à une certaine valeur Ymin, et qu’au-dessus de la valeur cible Ycible
la réponse est parfaitement satisfaisante (d = 100%).
Le profil de forme unilatérale droite (figure 5.7.b) est symétrique à la précédente.
Le profil de forme bilatérale (figure 5.7.c) indique que la réponse acceptable ne doit pas
dépasser les limites Ymin et Ymax, et que la valeur cible se situe dans un intervalle (qui peut
être réduit à un point) où la réponse satisfait parfaitement les exigences de l’opérateur.
3.5.2. Pâte optimale
On peut concevoir la formulation d’un BAP en associant un squelette granulaire donné à une
pâte possédant des qualités autoplaçantes. Cette pâte doit présenter des propriétés

Partie II - Chapitre 5 : Analyse par plan de mélange 113
rhéologiqu une pâte
nse Seuil
es et d’ouvrabilité convenables pour contenir le squelette granulaire, donc
homogène, fluide et de viscosité suffisante pour éviter le problème de ségrégation.
On va donc d’abord définir, d’après l’expérience, les critères rhéologiques à l’échelle de la
pâte. Ensuite, nous chercherons la composition d’une pâte répondant aux critères définis, dans
le domaine expérimental. Pour concilier les exigences de fluidité, de viscosité, et
d’homogénéité, nous avons fixé des cibles et nous avons utilisé des tolérances linéaires pour
toutes les fonctions de désirabilité.
Répo
Le seuil de cisaillement doit avoir une valeur maximale de 10 Pa avec tolérance linéaire
jusqu’à 20 Pa. En log10(Seuil) la cible maximale de la réponse est 1,3. La fonction de
désirabilité dSeuil peut prendre alors la forme suivante (figure 5.8).
100%
dSeuil
0%1.31
Log(Seuil)
Figure 5.8 : Forme de la fonction de désirabilité pour la réponse Seuil
Réponse Etal
La réponse Etal est parfaitement satisfaisante au-dessus de la valeur de 16 cm, mais elle a une
tolérance linéaire jusqu’à la valeur minimale de 14 cm (figure 5.9).
100%
dEtal
0%1614
Etal (cm)
irabilité pour la réponse Etal Figure 5 .9 : Forme de la fonction de dés

Partie II - Chapitre 5 : Analyse par plan de mélange 114
Réponses Vismi et Visma
Des profils de forme bilatérale avec tolérances linéaires sont choisis pour les réponses Vismi
et Visma. Les valeurs où la réponse est parfaitement satisfaisante sont entre 1 et 3 Pa.s pour la
.10). réponse Vismi, et entre 3 et 6 Pa.s pour la réponse Visma (figure 5
100%
0%
dVismi
Vismi (Pa.s)
100%
0%
dVisma
Visma (Pa.s)6331 40 81
a. réponse Vismi b. réponse Visma
Figure 5.10 : Forme de la fonction de désirabilité pour les réponses Vismi et Visma
La formulation de pâte de c e par le lo dW est re s le
tableau 5.9. Elle répond aux exigences fixées av dési
100%.
t F AV
iment généré giciel Nemro présentée dan
rabilité globale Dg =ec une fonction de
Constituan C SP E Proportion volumique 0,145 0,067 0,457 0,018 0,313
Dosage (grammes / litre 391,30 76,34 ) 1415,96 18,89 313,36
Tableau 5.9 : Composition du mélange optimal
Le tableau 5.10 donne les réponses cibles choisies, les valeurs théoriques e tales
d
log(Seuil) Etalem smi (Pa.s) .s)
t expérimen
es réponses.
Seuil (Pa) ent (cm) Vi Visma (PaCible 1≤ 10≤ 16≥ 31 ≤≤ Vismi 63 ≤≤ Visma
Modèle 0,3 2,0 ± 1,5 16,7 ,53 ± 0,5 ± 0,5 1 3,24 ± 0,2Expérience 1,1 16,5 4 13,0 ± 3,2 ± 0,6 1,98 ± 0,4 3,13 ± 0,
Tableau 5.10 : Réponses du modèle et de l’expérience
La comparaison est satisfaisante, même pour le seuil qui, en absolu, prend les valeurs de 2 Pa
et 13 Pa respectivement avec le modèle et avec l’ n effet, l’ ible
de u doma s seuil (0,1 P a, voir table
expérience. E écart reste fa
vant l’amplitude d ine des valeur a à 1774 P au 5.6).

Partie II - Chapitre 5 : Analyse par plan de mélange 115
4. Exploitation et analyse des résultats
remier point, nous utiliserons les résultats d’une
de Statistique et Probabilités
SP) de l’Université Paul Sabatier de Toulouse [BES03][BAC04]. Quant aux interactivités,
elles seront étudiées avec les potentialités du logiciel NemrodW.
Deux logiciels, SAS et S+ [AZA01][CAR99] ont été utilisés au LSP pour les différents
ctués dans cette étude.
pelés variables explicatives, avec une réponse (Seuil, Etal,
liquer. On examine comment se répartissent les
A partir de la base de données fournie par la matrice d’expériences, nous allons essayer d’une
part de dégager une analyse du rôle des constituants sur le comportement des mélanges (pâtes
de ciment) contenus dans le domaine expérimental, et d’autre part de mettre en évidence des
interactivités entre les constituants. Pour le p
étude statistique menée en collaboration avec le Laboratoire
(L
4.1. Rôle des constituants sur le comportement des mélanges
Notre base de données est constituée des résultats obtenus sur l’ensemble des mélanges (la
matrice d’expériences, les 5 points tests et le mélange optimal). Le nombre des expériences
s’élève donc à 28, mais étant donné que deux de ces mélanges donnent des valeurs hors
mesure (essais N° 10 et 11), ces derniers sont extraits de l’étude, qui porte désormais sur 26
mélanges.
traitements effe
4.1.1. Analyse descriptive
L’analyse descriptive peut être abordée en considérant les nuages des points du plan pour les
paramètres pris deux à deux. On s’intéresse ici aux nuages de points deux par deux des
constituants (C, F, SP, AV, E) ap
Visma, Vismi) appelée variable à exp
différentes variables les unes avec les autres. La figure 5.11 illustre cette démarche pour la
réponse Seuil. Les autres figures (Etal, Vismi, Visma) sont représentées en Annexes (figure
A5.2, page 222). Les valeurs numériques indiquées dans les cases diagonales du tableau
indiquent les intervalles de variation des différents paramètres (proportions volumiques des
constituants).
Les nuages de points que l’on observe entre les variables C, F, SP, AV et E ne présentent
aucune singularité (au sens où aucune liaison fonctionnelle n’est visible) hormis en ce qui
concerne le nuage entre C et F (encadrement de la figure 5.11). En effet, entre le ciment et le
filler la structure du nuage est très particulière puisque les points sont disposés en 5 paquets

Partie II - Chapitre 5 : Analyse par plan de mélange 116
distincts et régulièrement repartis, avec, dans chaque paquet une liaison linéaire croissante, et
entre les paquets également une liaison linéaire, mais décroissante. Un coefficient de
corrélation important de –0.9 environ confirme ces liens particuliers entre les 2 variables
(tableau 5.11).
C
F
SP
E
AV
Seuil
C
F
SP
E
AV
C F SP EAV
Seuil
Seuil
18 points
3 points
5 points
Figure 5.11 : Nuages des points pour la réponse Seuil
En ce qui concerne la variable Seuil, il apparaît très clairement que ses données se répartissent
en trois groupes bien distincts (figure 5.11) : 5 données avec un Seuil élevé (environ 1000 Pa),
3 données avec un Seuil moyen (environ 200 Pa) et 18 données avec un Seuil faible (environ
1 Pa). En revanche, quand on trace les nuages de points entre Seuil et les variables
explicatives, il n’apparaît pas de comportement remarquable ; on retrouvera cela en observant
des coefficients de corrélation faibles entre Seuil d’une part, et les variables explicatives
d’autre part variables à
exp tre
(voir tableau 5.11). Les remarques sont applicables pour les autres
liquer (Etal, Vismi, Visma). Le tableau 5.11 représente la matrice de corrélation en

Partie II - Chapitre 5 : Analyse par plan de mélange 117
toutes les variables (explicatives et à expliquer). Nous remarquons que les 4 réponses sont
fortement corrélées les unes aux autres.
Variable C F SP AV E Seuil Etal Vismi Visma C 1,000 -0,899 0,096 -0,100 -0,271 0,473 -0,261 0,535 0,374 F -0,899 1,000 -0,013 -0,032 0,041 -0,392 0,228 -0,392 -0,258
SP 0,096 -0,013 1,000 0,116 -0,376 -0,365 0,422 -0,335 -0,379 AV -0,100 -0,032 0,116 1,000 -0,643 0,147 -0,277 0,134 0,157 E -0,271 0,041 -0,376 -0,643 1,000 -0,292 0,281 -0,391 -0,334
Seuil 0,473 -0,392 -0,365 0,147 -0,292 1,000 -0,830 0,942 0,806 Etal -0,261 0,228 0,422 -0,277 0,281 -0,830 1,000 -0,774 -0,774
Vismi 0,535 -0,392 -0,335 0,134 -0,391 0,942 -0,774 1,000 0,910 Visma 0,374 -0,258 -0,379 0,157 -0,334 0,806 -0,774 0,910 1,000
Tableau 5.11 : Matrice de corrélation
4.1.2. Analyse de la variance des réponses
ses se répartit en groupes.
Pour l’ensemble des mélanges, nous avons ainsi déjà attribué 3 états qualitatifs en terme de
consistance : fluide, plastique et ferme (chapitre 3 §4). La réponse seuil par exemple fait
apparaître 3 groupes qui pourraient correspondre aux app tance fluide,
plastique ou ferme. L’analyse de la variance sur chaque réponse peut nous permettre de tester
si ce découpage en 3 groupes est bien pertinent. La méthode repose sur un modèle linéaire
statistique de la forme :
Y = XK + ε (5.12)
où Y est le vecteur réponse tel que :
(5.13)
(K1), (K1 + K nt les valeurs moyennes des réponses supposées appartenir
respectivement aux classes plastique, ferme et fluide. ε est le vecteur erreur, εij étant la
variabilité de la réponse j de la classe i par rapport à la valeur moyenne.
Le test de Fisher permet de juger de la qualité du classement des réponses par l’analyse de la
variance intragroupe et intergroupe. Cette qualité est traduite par un coefficient de
détermination R2 qui représente le pourcentage de variance expliqué par la variable
consistance. La réponse est d’autant mieux représentée que ce coefficient est voisin de 1.
L’analyse descriptive semble indiquer que l’ensemble des répon
ellations de consis
ij321ij fluidenon0fluide1
Kfermenon0
ferme1KKY ε+⎟⎟
⎠
⎞⎜⎜⎝
⎛×+⎟⎟
⎠
⎞⎜⎜⎝
⎛×+=
2) et (K1 + K3) so
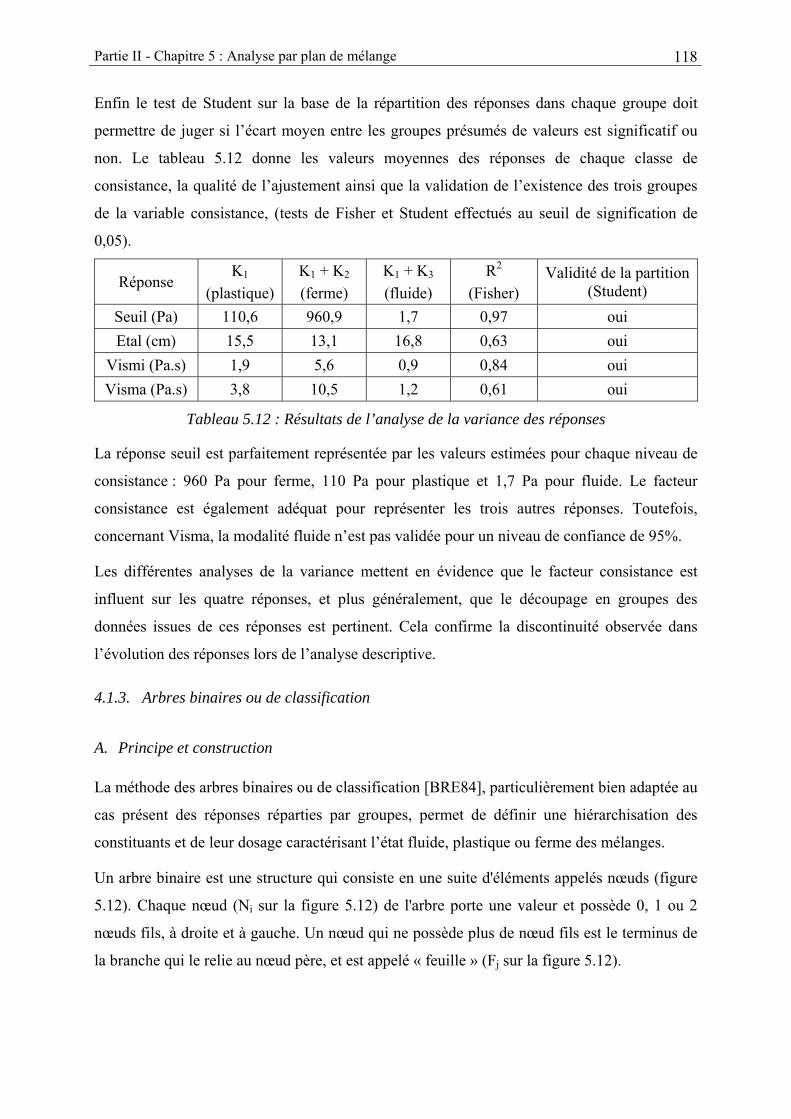
Partie II - Chapitre 5 : Analyse par plan de mélange 118
Enfin le test de Student sur la base de la répartition des réponses dans chaque groupe doit
permettre de juger si l’écart moyen entre les groupes présumés de valeurs est significatif ou
non. Le tableau 5.12 donne les valeurs moyennes des réponses de chaque classe de
consistance, la qualité de l’ajustement ainsi que la validation de l’existence des trois groupes
de la variable consistance, (tests de Fisher et Student effectués au seuil de signification de
0,05).
Réponse K1
(plastique) K1 + K2
(ferme) K1 + K3
(fluide) R2
(Fisher) Validité de la partition
(Student) Seuil (Pa) 110,6 960,9 1,7 0,97 oui Etal (cm) 15,5 13,1 16,8 0,63 oui
Vismi (Pa.s) 1,9 5,6 0,9 0,84 oui Visma (Pa.s) 3,8 10,5 1,2 0,61 oui
Tableau 5.12 : Résultat variance des réponses
ésentée par les val
s de l’analyse de la
La réponse seuil est parfaitement repr eurs estimées pour chaque niveau de
découpage en groupes des
état fluide, plastique ou ferme des mélanges.
et possède 0, 1 ou 2
nœuds fils, à droite et à gauche. Un nœud qui ne possède plus de nœud fils est le terminus de
j
consistance : 960 Pa pour ferme, 110 Pa pour plastique et 1,7 Pa pour fluide. Le facteur
consistance est également adéquat pour représenter les trois autres réponses. Toutefois,
concernant Visma, la modalité fluide n’est pas validée pour un niveau de confiance de 95%.
Les différentes analyses de la variance mettent en évidence que le facteur consistance est
influent sur les quatre réponses, et plus généralement, que le
données issues de ces réponses est pertinent. Cela confirme la discontinuité observée dans
l’évolution des réponses lors de l’analyse descriptive.
4.1.3. Arbres binaires ou de classification
A. Principe et construction
La méthode des arbres binaires ou de classification [BRE84], particulièrement bien adaptée au
cas présent des réponses réparties par groupes, permet de définir une hiérarchisation des
constituants et de leur dosage caractérisant l’
Un arbre binaire est une structure qui consiste en une suite d'éléments appelés nœuds (figure
5.12). Chaque nœud (Ni sur la figure 5.12) de l'arbre porte une valeur
la branche qui le relie au nœud père, et est appelé « feuille » (F sur la figure 5.12).

Partie II - Chapitre 5 : Analyse par plan de mélange 119
N1
N3N2
F1N4 F2 F3
F5F4
Figure 5.12 : exemple d’un arbre binaire
s définies par l’intersection de ces
Par exemple, dans l’espace R5 des constituants, la condition C > 0,46 est un
hyperplan.
La construction d’un arbre consiste alors à déte quence de nœuds qui découpent
successivement l’arbre en deux branches. Un nœu avant tout
constituant et d’une con sur son dosage définissant l’hyperpl
des réponses est alors opérée. L’algorithme de calcul nécessite trois conditions.
optimale
La division opti admissibles (au moins une réponse de chaque côté de
la division) doit être déte e. Cette division par s données t
les plus homogènes pour exprimer l’état d di ,
l’ etient la di ui minimise les désordres des deux nœuds générés en aval. La
fonction qui décrit le désordre ou l’hétérogénéité à un nœud est définie ici à partir de la notion
d’entropie. Pour
n ∑−=
où ombre de données au nœud k, et pik la probabilité d’obte
nœud k.
Le principe de base de la construction consiste d’abord en un découpage, par des hyperplans,
de l’espace engendré par le dosage des constituants, puis en l’affectation d’un état de la
variable qualitative consistance dans chacune des zone
hyperplans.
rminer une sé
d est défini par le choix d’un
dition an associé. Une division
Division
male parmi toutes celles
rminé tage le en deux groupes qui son
es mélanges. Autrement t, pour un nœud i donné
algorithme r vision q
un nœud k, elle s’écrit :
)(log pp 21
ik
m
ikkkD (5.14)
nk est le n nir un état i parmi m au

Partie II - Chapitre 5 : Analyse par plan de mélange 120
Si K est le nombre total de nœuds, l’arbre le plus représentatif sera construit en choisissant les
divisions, les constituants et leurs dosages associés de manière que l’entropie globale D soit
==
m
ikikk
K
k ppnD
minimale :
∑= )}log(-2min {i=11
∑∑K
(5.15)
partition admissible) ou lorsqu’on veut
la cohérence logique des arbres, ceux qui classent mal
Dk k=1
Dans notre cas, pour le premier nœud, on a n1 = 26 données. Ainsi, pour chacun des
constituants, on considère les 25 divisions possibles qui induisent des effectifs n2i et n3i avec
i=1,3 et tels que n2i+n3i=26 aux nœuds 2 et 3. Cette démarche est recommencée pour chacun
de ces nœuds.
Règle d’arrêt
La croissance de l’arbre s’arrête à un nœud donné qui devient donc terminal ou « feuille »,
lorsque ce nœud est homogène (il n’existe plus de
éviter un découpage inutilement fin, en fixant un nombre de données inférieur à une valeur
seuil. Dans notre cas, la règle d’arrêt choisie et qui détermine en partie le nombre K de nœuds,
est d’avoir 3 données au plus par nœud qui devient alors une feuille.
Stabilité des arbres
L’affectation à un groupe pour un nœud terminal se fait en reprenant l’état le plus représenté
du groupe. Cela implique que certaines données sont mal classées dans l’arbre final. Dans
notre cas, en portant toute l’attention à
plus du quart des données sont rejetés.
En respectant ces 3 conditions, l’arbre ainsi construit permet de hiérarchiser l’influence des
constituants sur une réponse, notamment leur dosage sur l’état de consistance des mélanges.
Par conséquent, le constituant et son hyperplan associé qui se trouve sur le premier nœud est
(sinon le plus) prépondérant sur la réponse étudiée.
B. Résultats
Seuls sont présentés les arbres les plus représentatifs vis-à-vis des réponses, c’est à dire ceux
qui sont les plus stables dans leur classement. Ils mettent donc ainsi en évidence les
constituants les plus influents sur les réponses.
La réduction du nombre des constituants de 5 à 4 permet d’obtenir des arbres plus stables.
Tous les arbres sont construits d’abord en ne prenant pas en compte le filler en raison de la

Partie II - Chapitre 5 : Analyse par plan de mélange 121
forte corrélation entre C et F (tableau 5.11). Afin de s’assurer et éventuellement de compléter
la tendance donnée à partir des 4 constituants, l’analyse a tout de même été effectuée ensuite
en prenant en compte le filler et non le ciment. Enfin nous considérons l’ensemble des
constituants.
AV < 0,049oui non
Fluide SP < 0,018
C < 0,456 Fluide
oui non
Fluide Plastique
oui non
AV entre 3,59% et 4,09% en masse de C
SP = 0,018 correspond àSP entre 1,25% et 1,42% en masse de C
C = 0,456 correspond àE/C entre 0,21et 0,24
Figure 5.13 : Arbre binaire des variables C, SP, AV et E (réponse Seuil)
La figure 5.13 représente l’arbre de classification pour la réponse Seuil construit par les
variables C, E, SP et AV. Cet arbre montre que lorsque la proportion volumique de l’agent de
viscosité est inférieure à 0,049, la pâte de cim
AV = 0,049 correspond à
ent est de consistance fluide à Seuil faible (1,7
e première ramification apparaît indiquant le rôle important du
rquons que l’arbre ne comporte que 3 nœuds représentant AV, SP et C ; l’influence
stituants est donc principale sur la réponse Seuil. Ceci indique que la variable E a
arbre binaire. Un exemple est donné dans la
figure 5.14 et représente un arbre binaire où les variables SP et E sont seuls pris en compte,
u e Seuil.
Pa) quel que soit le dosage des autres constituants. Lorsque le dosage volumique de AV
dépasse cette valeur un
superplastifiant, puis une seconde ramification indiquant un rôle important aussi pour le
ciment.
Nous rema
de ces con
une influence secondaire et n’intervient que plus bas dans la succession des nœuds.
Cependant, la variable E peut intervenir dans d’autres arbres, lorsqu’on choisit de ne prendre
en compte que deux variables pour construire un
po r la répons

Partie II - Chapitre 5 : Analyse par plan de mélange 122
Fluide
oui non
Fluide
SP < 0,018
oui non
Ferme Plastique
oui non
E < 0,326
SP < 0,017
E/C entre 0,21 et 0,24
Con
déd
Ce classem
les données. Elle consiste à réal
26 données initiales. mbre de fois où un constituant intervient dans
’échantillons égal à 250, le classement final
SP = 0,018 correspond àSP entre 1,25% et 1,42% en masse de C
E = 0,326 correspond à
SP = 0,017 correspond àSP entre 1,15% et 1,31% en masse de C
Figure 5.14 : Arbre binaire des variables SP et E (réponse Seuil)
cernant la réponse Seuil, et en ne prenant pas en compte le filler (F), nous pouvons
uire le classement d’importance des constituants : 1) AV et SP, 3) C, 4) E.
ent est confirmé par la technique de ré-échantillonnage « Bootstrap » [EFR93] sur
iser 26 tirages au hasard des données avec remise, parmi les
On comptabilise alors le no
les arbres qui sont construits lors du ré-échantillonnage. Cette opération est répétée 300 fois
ce qui permet de construire un grand nombre d’échantillons (300) sur lesquels la stabilité des
arbres est vérifiée. En effet, à partir d’un nombre d
ne change plus. Le classement obtenu est le suivant :
1) SP (80%), 2) AV (60%), 3) C (50%), 4) E (40%).
En prenant maintenant en compte le filler et non le ciment, on obtient, par Bootstrap, un
classement similaire au précédent, ce qui confirme le même ordre d’importance de F et de C
sur la réponse Seuil :
1) SP (75%), 2) AV (60%), 3) F (45%), 4) E (40%).
Lorsque tous les constituants sont considérés en entrée, la hiérarchie établie n’est pas
bouleversée. Le classement, par ré-échantillonnage, montre évidemment que le ciment, en
raison de son dosage dans le mélange, a une action plus prononcée que celle du filler :
1) SP (70%), 2) AV (60%), 3) C (45%), 4) E (40%), 5) F (20%).

Partie II - Chapitre 5 : Analyse par plan de mélange 123
C. Bilan
A partir de la même démarche que celle appliquée à la réponse seuil, on peut résumer les
résultats de l’analyse dans le tableau 5.13, contenant le classement établi par les arbres
binaires pour toutes les réponses. Les arbres correspondants sont présentés en Annexes
(figures A5.3.a A5.3.b et A.5.3.c, page 223).
Réponses Bootstrap 1
(C seulement) Bootstrap 2
(F à la place de C) Bootstrap 3
(tous constituants)
Seuil de cisaillement (Seuil)
2) AV (60%) 3) C (50%) 4) E (40%)
2) AV (60%) 3) F (45%) 4) E (40%)
2) AV (60%) 3) C (45%) 4) E (40%) 5) F (20%)
1) SP (80%) 1) SP (75%) 1) SP (70%)
Diamètre d’étalement (Etal)
1) SP (65%) 2) E (50%)
C (50%) 4) AV (35%)
1) SP (70%) 2) E (60%) 3) F (40%)
4) AV (30%)
1) SP (60%) 2) E (50%) 3) C (45%)
4) AV (30%) 5) F (15%)
Viscosité apparente à 4 s-1 (Vismi)
1) C (60%) 2) SP (40%) 3) AV (35%)
E (30%)
1) SP (60%) 2) F (40%)
3) AV (35%) E (35%)
1) C (60%) 2) SP (40%) 3) E (25%) AV (20%) F (15%)
Viscosité apparente à 18 s-1 (Visma)
1) C (80%) 2) E (45%) 3) SP (30%)
1) F (70%) 2) E (50%)
1) C (60%) 2) E (40%)
AV (30%) 4) AV (20%) AV (25%)
SP (50%) 3) F (30%)
4) SP (25%)
Tableau 5.13 : influences hiérarchisées des constituants sur les réponses
D. Discussion
Nous remarquons que le classement établi par Bootstrap 1 (C seulement) et Bootstrap 2 (F à
la place de C) montre que le ciment et le filler ont pratiquement le même ordre d’importance
sur les réponses par rapport aux autres constituants. Le ciment a une action plus prononcée en
raison de son dosage dans la pâte de ciment.
On retiendra les variables influentes sur chacune des réponses.

Partie II - Chapitre 5 : Analyse par plan de mélange 124
Seuil de cisaillement
On voit clairement que les adjuvants (SP et AV) jouent le rôle principal dans la variation du
ulation, provoquant ainsi la chute du seuil de
cisaillement. L’agent de viscosité par contre, fixe les molécules d’eau et augmente la viscosité
augmentant la valeur de l’effort nécessaire pour déclencher le mouvement
é apparente (à 4 s-1 et 18 s-1)
ce qui met en avant le
’on ne puisse l’imaginer dans l’espace à 5
dimensions et définir aisément la variation des différentes réponses en fonction du dosage des
seuil de cisaillement de la pâte de ciment. Le superplastifiant qui agit par effet électrostérique
écarte les particules solides et empêche la floc
de la phase liquide,
de la pâte. Le ciment ou implicitement la concentration volumique en solides joue le second
rôle dans la variation du seuil de cisaillement.
Etalement
Pour l’étalement de la pâte de ciment, le paramètre dominant est le superplastifiant, qui agit
en augmentant le diamètre de l’étalement (en provoquant certainement la chute du seuil de
cisaillement). L’eau et le ciment, ou implicitement le rapport E/C viennent en deuxième rang,
alors que l’agent de viscosité ne semble pas tenir un rôle important sur la variation de
l’étalement de la pâte de ciment.
Viscosit
Pour les deux réponses Vismi et Visma, il semble clair que le dosage en ciment joue le rôle le
plus important ; l’augmentation de C (diminution de E/C) tend à accroître la viscosité
apparente. Cependant, on remarque qu’à faible vitesse de cisaillement (4s-1) le superplastifiant
est aussi dominant sur la viscosité puisqu’il vient en deuxième rang, alors qu’à vitesse de
cisaillement plus élevée (18 s-1), son influence est très réduite (Visma). En effet, à vitesse de
cisaillement élevée, les polymères et leurs branches se « disloquent » et s’alignent dans la
direction du cisaillement [KHA98-a], ce qui a pour effet de réduire l’effet stérique qui est la
raison principale de l’écartement des particules solides. Ajoutons à cela que les frictions entre
les particules de solides sont multipliées à gradient de vitesse élevé,
rôle de la concentration volumique en solides de la pâte. Le rôle joué par la nano-silice dans
l’augmentation de la viscosité n’est pas dominant par rapport aux autres paramètres.
4.2. Recherche d’interactivité entre constituants
Le domaine expérimental pour un plan de mélange de 5 constituants est représenté par un
hyperpolyèdre d’une forme assez complexe pour qu

Partie II - Chapitre 5 : Analyse par plan de mélange 125
différents constituants. Le logiciel NemrodW permet d’obtenir des plans de coupe en fixant le
dosage de deux constituants que nous appellerons « constituants hors plan ».
Chaque plan de coupe est représenté par un diagramme ternaire dont un exemple est illustré à
eprésente la valeur maximale d’une variable déduite de la relation
rises en compte que dans le domaine expérimental borné par les contraintes
implicites, et qui est délimité dans le plan de coupe.
travers la figure 5.15 : c’est un triangle équilatéral dont les sommets prennent les valeurs
maximales d’un facteur. Les coordonnées du point M représenté dans le diagramme de la
figure 5.15.a sont (X1 = 50%, X2 = 30%, X3 = 20%). Dans un domaine contraint comme le cas
d’un mélange, un sommet r
C + F + SP + AV + E = 1 associée aux valeurs des contraintes inférieures implicites (§3.1)
des deux autres sommets et des deux constituants hors plan. La figure 5.15.b représente un
exemple tiré de notre étude pour la réponse log10(Seuil). La variation de la réponse choisie est
alors appréciée par l’intermédiaire de courbes iso-réponses. Toutefois, ces dernières ne
doivent être p
X2
X1 X3
.M
%X2 %X3
%X1100%
100%
100%
0%
0%
0%C
F E
Domaineexpérimental
SP et AV fixés
Figure 5.15 : a. Exemple général d’un diagramme ternaire X1-X2-X3
b. diagramme ternaire dans le plan de coupe (C - F - E), pour la réponse log10(Seuil).
L’information que nous recherchons dans la représentation ternaire est le sens de l’évolution
d’une réponse. Cette information est importante, mais limitée dans le cadre de la coupe
choisie. Le constituant prépondérant est facilement repéré dans le diagramme (Eau dans la
figure 5.15.b) ainsi que son influence sur la réponse dans cette coupe, mais on ignore si cette
influence est universelle dans l’espace total du domaine expérimental.
Toutefois, il est possible d’observer un éventuel changement de l’évolution des courbes iso-
réponses pour un même plan de coupe, lorsque les constituants hors plan varient en même

Partie II - Chapitre 5 : Analyse par plan de mélange 126
temps et dans le même sens. Ainsi, une certaine interactivité entre ces deux constituants hors
plan peut entraîner un changement dans le niveau ou dans le sens des courbes iso-réponses.
Cette manière de procéder va permettre d’ét r les interactivités binaires entre tous les
constituants. Pour ce faire, on fixe les dosages des deux constituants hors plan à 3 niveaux :
(min, min) = dosages minimaux dans le do e expérimental (inférieurs implicites),
(max, max) = dosages maximaux dans le d ne expérimental (supérieurs implicites),
(moy, moy) = dosages moyens dans le domaine expérimental.
udie
main
omai
C
F AV
C
F AV
0.683
7.510
Sens de croissancede vismi
Domexpéri
a. SP min ; E min
ainemental Domaine
expérimental
Sens de croissancde vismi
e
b. SP moy ; E moy
C
F AV
Domaineexpérimental
Sens de
de vismicroissance
c. SP max ; E max
Figure 5.16 : Comparaison de diagrammes ternaires dans le plan de coupe (C - F - E) pour la réponse Vismi

Partie II - Chapitre 5 : Analyse par plan de mélange 127
En suivant cette démarche, 30 diagrammes au maximum peuvent être analysés pour chaque
réponse (10 sibles x 3
combinaisons de dosages des constituants hors plan). En réalité, on étudie un nombre de
car certaines combinaisons de dosage ne permettent pas d’obtenir un
mélange du domaine expérimental ({max, max}le plus souvent).
minue considérablement ; c’est une phase synergique. En faisant varier
maintenant les constituants hors plan de (moy, moy) à (max, max), le sens de croissance de
le que nous venons d’effectuer, on regroupe les
conclusions dans le tableau 5.14, en définissant 3 types d’interactivité :
changement de niveau ni de sens des courbes iso-
e le niveau de la réponse est différent
tivi ni s rb ses s’in e
niveau des réponses est différent.
Les s com e les va inimales yenn considéré sages
f qu dosages ris entre valeu nn
considérés com es élevés des constituan s plan u 5.14).
Les interactivités entre les constituants étant identiques pour les deux réponses Vismi et
it peu avec les autres constituants, ce qui confirme sa
nature inerte. Par ailleurs, le superplastifiant et l’agent de viscosité ont une interactivité
antagoniste à dosages élevés, et pour toutes les réponses.
diagrammes formés de 3 constituants différents parmi les 5 pos
diagrammes inférieur
L’exemple de la figure 5.16 présente la variation de la réponse Vismi dans des diagrammes
ternaires constitués par C, F et E. Les constituants hors plan sont donc SP et AV. En faisant
varier les constituants hors plan de (min, min) en (moy, moy) (figures 5.16 a et b), le sens des
réponses reste identique dans le domaine expérimental, mais le niveau de la réponse (courbes
iso-réponses) di
Vismi dans le domaine expérimental s’inverse et le niveau de réponse est modifié ; c’est une
phase antagoniste. On peut parler dans ce cas d’une interactivité complexe entre les
constituants SP et AV sur la réponse Vismi.
A partir de la même analyse que cel
Interactivité faible lorsqu’il n’y a ni
réponses.
Interactivité synergique lorsque les courbes iso-réponses conservent le même sens de
variation mais lorsqu
Interac té antago ste lorsque le sen des cou es iso-répon verse et que l
dosage pris entr leurs m et mo es sont s comme do
aibles, alors e les comp les rs moye es et maximales sont
me dosag ts hor (tablea
Visma, elles sont représentées ensemble.
Nous remarquons que le filler interag

Partie II - Chapitre 5 : Analyse par plan de mélange 128
Type d’interactivité Type de réponse Faible Synergique Antagoniste
Seuil de cisaillement
statique
C-F C-SP C-AV F-SP F-AV
SP-AV à dosages faiblesAV-E à dosages faibles
SP-E SP-AV à dosages élevésAV-E à dosages élevés
Etalement
C-F C-SP C-AV F-SP F-
AV-E à dosages faibles
SP-E SP-AV à dosages faibles
SP-AV à dosages élevésAV-E à dosages élevés
AV
Viscosités (Vismi et Visma)
C-F
F-SP F-AV
SP-AV à dosages faibles
SP-E à dosages faibles C-SP AV-E à dosages élevés SP-AV à dosages élevésSP-E à dosages élevés
C-AV
Tableau 5.14 : Interactivités entre les Constituants pour toutes les réponses
4.3. Interprétations
Pour tenter d’interpréter l’ensemble des résultats, il est nécessaire de s’appuyer sur la
littérature au sujet de l’action physico-chimique des différents constituants sur l’écoulement
des mélanges cimentaires.
Les études sur les solutions fluides de AV et SP ont conduit à considérer une absence
d’interaction chimique entre les 2 produits, mais plutôt une synergie physique (chapitre 4).
Lorsque l’encombrement augmente dans la solution en raison d’une plus grande concentration
en SP et AV, la viscosité de la solution augmente, le seuil de cisaillement demeurant, quant à
lui, toujours nul ou indétectable par l’appareillage utilisé. En revanche, l’incorporation de
minéraux réactifs (ciment et filler calcaire) en présence d’eau modifie considérablement le
comportement de la solution de AV et SP. Ce sont en fait les produits AV et SP qui vont jouer
pleinement le rôle pour lequel ils ont été synthétisés.

Partie II - Chapitre 5 : Analyse par plan de mélange 129
Afin, essentiellement, de mieux comprendre le rôle de ces produits, tentons un raisonnement à
partir de la connaissance des suspensions cimentaires à l’état frais. Considérons d’abord le cas
ès l’état anhydre, présentent une charge superficielle
négative en raison des défauts ou des ruptures du réseau cristallin (les électrons libres présents
e la suspension), ils se dissolvent à des intensités diverses,
dépendant de la taille et de l’organisation superficielle des grains (le filler calcaire se dissout
nettement plus faiblement que le ciment). Il en résulte une augmentation d’ions dans la
solution inter ce de gypse
V sur les propriétés rhéologiques des mélanges sont
augmente ainsi l’énergie libre du système et entraîne la
répulsion entre les particules. Simultanément, il existe une force d’attraction entre les
particules (forces de Van der Waals, résultat de l’attraction entre les atomes de la matière).
des suspensions cimentaires sans adjuvants chimiques [POW68][LEG82][TAT83][JOL98].
Les particules solides de ciment, d
dans l’atmosphère du broyeur sont arrachés lors des frottements des corps broyants entre eux
et viennent saturer les sites positifs).
Dès lors que le ciment et le filler calcaire sont mis dans l’eau (période initiale s’étendant
jusqu’à 15 minutes d’âge d
stitielle : alcalins (Na+, K+), sulfates (SO42-) en raison de la présen
dans le ciment, mais surtout calcium (Ca2+) et hydroxyles (OH-). Cette concentration ionique
rapide accroît la force ionique de l’espace inter-solides et élève rapidement le pH de la
suspension en raison de la libération des OH-. L’alcalinité de la solution interstitielle favorise
le passage en solution des ions silicate et aluminate. Leur concentration en solution va donc
augmenter initialement tout en restant inférieure à celle des ions cités précédemment.
Il est donc clair que les actions de SP et A
gouvernées par la force ionique et le pH qui dépendent eux-mêmes de la concentration en
solides.
Les charges de surface des grains, modifiées par dissolution, hydrolyse superficielle,
adsorption d’ions en excès en solution pour former des sites de germination d’hydrates et/ou
une couche d’hydrates amorphes largement à base d’aluminates, doivent être compensées
pour préserver la neutralité électrique de la suspension. Cette neutralité peut être expliquée
par un arrangement des ions en solution au voisinage de la surface, formant ce qu’on appelle
la double couche électrique. Cette double couche électrique est donc constituée de la charge
de la particule et l’accumulation des ions de signe opposé en solution.
Lorsque la concentration en solides est importante, ce qui est notre cas, la force ionique
augmente et les double couches sont compressées et peuvent interférer. La distribution
modifiée des ions dans les 2 couches

Partie II - Chapitre 5 : Analyse par plan de mélange 130
Néanmoins, cette force de répulsion diminue lorsque la concentration de l’électrolyte
augmente. La double couche est comprimée de telle manière que la barrière d’énergie liée à la
répulsion électrostatique diminue, ce qui entraîne une floculation des particules. C’est l’une
des configurations retenue pour expliquer la structure des suspensions cimentaires sans
adjuvant chimique.
De quelle manière SP et AV peuvent-ils modifier cette structure floculée pour la transformer
en structure dispersée ?
Avant de tenter une explication et de la relier aux résultats obtenus, on peut préciser l’origine
physico-chimique des grandeurs de l’écoulement telles que le seuil de cisaillement et la
viscosité.
• Seuil
Il correspond à l’énergie requise pour séparer les particules de la suspension en cisaillement,
ture des collisions entre particules qui peuvent tourner l’une
s l’ionisation des groupes ramifiés dans la chaîne
des polymères la font se dérouler, entraînant l’enchevêtrement des chaînes et
l’augmentation de la viscosité. Cet effet a été rapporté sous une forme différente
concernant les superplastifiants à base d’acide polycarboxylique [HAN99]. En présence
d’une quantité importante d’ions sulfate en solution, les chaînes de polyéthylène
qui compense à la fois l’énergie d’attraction (puits de potentiel) et celle de répulsion (barrière
de potentiel de répulsion).
• Viscosité
On peut considérer 3 effets électro-visqueux de l’état de charge électrique d’une suspension
sur ses propriétés de viscosité.
1. La distorsion du nuage diffus des ions en solution au voisinage des particules lorsque
celles-ci bougent à travers le milieu durant l’écoulement ; cette distorsion entraîne une
résistance accrue au mouvement donc une augmentation de la viscosité (cela est important
pour les suspensions diluées de petites particules).
2. Les répulsions affectant la na
autour de l’autre ; ce mouvement additionnel modifie la viscosité qui augmente avec
l’épaisseur de la double couche et la concentration en solides.
3. Les changements dans la forme de la particule en raison de répulsions entre différentes
parties de la même particule ; cet effet sur la viscosité existe seulement pour les
suspensions polymériques dans lesquelle

Partie II - Chapitre 5 : Analyse par plan de mélange 131
composant le produit se replient sur elles-mêmes et n’agissent plus par répulsion stérique,
diminuant ainsi la fluidité des mélanges.
Compte tenu des éléments retenus dans la littérature et de la caractérisation des produits SP et
AV de cette étude (chapitre 3 §2.2), il est possible d’émettre les hypothèses qui suivent sur
leur action vis-à-vis des propriétés d’écoulement.
SP est un polyélectrolyte anionique. Il se présente sous la forme de chaînes qui résultent de la
modification des chaînes d’éther et qui agissent de manière stérique. Des ramifications, sous
la forme carboxylate (COO- + cation monovalent) ou sulfonate (SO3- + cation monovalent)
(ou même les deux, les études de caractérisation n’ayant pas été poussées au point d’en faire
le distinguo), permet voisinage de ou sur
e la solution pour qu’il y ait adsorption.
Dès qu’il y a adsorption, les chaînes s’orientent vers la solution et entraînent la répulsion des
e la suspension et la
diminution de son seuil de cisaillement et de sa viscosité.
tent une affinité électrique avec les sites positifs au
les minéraux. Le mécanisme d’adsorption retenu, du moins sur la calcite [GEF97] est celui, à
des pH alcalins, de l’échange de ligand avec la fonction carboxylate et du pontage au moyen
des ions calcium avec la fonction sulfonate (figure 5.17). Les ions calcium sont donc
mobilisés soit sur la surface du minéral soit à partir d
particules par encombrement. Cela explique donc la structure dispersée d
CO3
Ca
CO3
Ca
Ca
CO3
CO3
Ca
CO3
Ca
Ca
CO3
Ca
CO
-OOC
Ca
CO3
Ca
3
CaCO3 CO3
3OSCa+ + -
sulfonate
Figure 5.17 sur la calcite
AV est constitué de a r
s e, ce rtem
struct qui L
particules de silice peuven ns calciu n pH alcalin, ces
particules peuvent s’ioniser et posséder des sites anioniques à leur surface et par conséquent
se concentrer en présence de calcium et/ou entraîner la coagulation des particules ayant des
Echange de ligand avecla fonction carboxylate
Pontage avec la fonction
: Modes d’adsorption [GEF97]
p rticules de silice hydroxylée,
s particules peuvent interagir fo
fo tement hydrophiles. Dans la
ent avec l’eau et former une
a littérature rapporte que les
m [GEF97]. E
uspension cimentair
ure gélifiée épaissit et stabilise la suspension.
t s’agréger en présence d’io

Partie II - Chapitre 5 : Analyse par plan de mélange 132
sites chargés positivem tate
le seuil et la viscosité des
C’est donc grâce aux act qu
cimentaires que l’on peu nte tre eux,
notamment dans les in a r
alcal lus grande quantité de l’un ou de l’autre
comportement final de étonn
sur le seuil et la viscosité, une interaction faible qui perm ir
in n l osage et une inte
lorsqu’ils sont à dosages élevés dans le mélange. Dans ce dernier cas ’un l’autre
leur efficacité, peut êt l’utilisation des ions
nt impliqués dans les mécanismes de nucléation/croissance.
Après les 15 premières minutes de la suspension (on entre alors dans la période d’induction de
interférer sur ces mécanismes, soit en
les inhibant (prolongement d’une bonne ouvrabilité), soit en les favorisant. Cela dépendra du
mental et même à d’autre jeu de constituants
(dans ce cas la tentative d’interprétation physico-chimique ci-dessus ne vaut que pour des SP
et AV de m
repos, après mise en place.
ent. Il n’est donc pas étonnant de co
mélanges.
ions opposées de ces 2 produits
t viser des propriétés autoplaça
ns r que AV agit en augmentant
i coexistent dans les mélanges
s. Une compétition en
ter ctions avec les ions calcium mais v aisemblablement aussi avec les
de ces produits vont régir le
ant de relever dans cette étude,
ins, et la p
la suspension. Il n’est alors pas
et à SP et AV d’ag
dépendamment l’u de ’autre lorsqu’ils sont en faible d raction antagoniste
, ils minorent l
re en raison de la compétition qu’ils ont dans
calcium qui sont parallèleme
l’hydratation), les adjuvants peuvent ainsi contribuer à
dosage respectif de l’un et de l’autre de ces produits.
On peut légitimement penser que les résultats obtenus dans cette étude sont globalement
transposables à n’importe quel domaine expéri
ême nature).
Finalement, pour réaliser une pâte de ciment aux propriétés autoplaçantes, il est nécessaire
d’utiliser un dosage en SP important pour diminuer voire annuler le seuil de cisaillement
puisque c’est ce produit qui agit en priorité sur cette grandeur. Le mélange s’écoule alors sous
son propre poids. Mais un mélange trop fluide (puisque SP diminue également la viscosité)
peut sédimenter de manière importante lorsqu’il est au
L’utilisation de AV, pour un rapport E/C donné qui est, du reste, prépondérant vis-à-vis des
propriétés de viscosité, peut dans une certaine mesure contrecarrer ce problème en restaurant
un niveau de viscosité suffisant.
C’est donc un équilibre entre SP et AV qu’il s’agit de trouver pour obtenir un mélange fluide
mais stable, représentatif de l’autoplaçabilité.

Partie II - Chapitre 5 : Analyse par plan de mélange 133
5. Conclusion
Nous avons effectué une analyse des influences des constituants susceptibles d’entrer dans la
ul
iques. Certaines interactions ont été retenues entre la concentration
volumique en solides d’une part et les deux adjuvants d’autre part, pour les deux réponses
alyse paramétrique était aussi un point de départ
ètres de notre étude. Le plan de mélange prend en compte
ants des pâtes de ciment. A partir de la
définition d’un domaine expérimental où tous les mélanges présentent des caractéristiques
oplaçante.
Une exploitation statistique a été effectuée pour analyser la base de données issue du plan de
mélange, afin de déterminer l’influence principale des constituants des pâtes de ciment sur les
propriétés d’écoulement. L’analyse descriptive montre d’une part une forte corrélation entre
le ciment et le filler (coefficient de corrélation de –0,9), et d’autre part que les réponses de
l’étude sont divisées en 2 ou 3 groupes de données distincts. L’analyse de variance a permis
de valider les découpages en groupes des réponses.
La technique des arbres binaires ou de classification, bien adaptée au cas de découpage en
groupes, a permis d’établir une hiérarchisation de l’influence des constituants sur les
réponses.
Enfin, la représentation ternaire de NemrodW nous a permis d’analyser différentes coupes
dans l’espace engendrée par le domaine expérimental, afin de mettre en évidence les
form ation des bétons autoplaçants sur l’écoulement.
Une première analyse paramétrique a été effectuée à l’ENSTIMAC et a permis de mettre en
évidence l’effet des adjuvants et de la concentration volumique en solides des mélanges sur
les réponses rhéolog
seuil de cisaillement et viscosité. Cette an
pour une mise en œuvre d’une stratégie plus complète pour l’étude de l’écoulement des pâtes
de ciment.
La méthodologie de la recherche expérimentale appliquée aux mélanges a été appliquée
compte tenu de la nature des param
des paramètres non indépendants comme les constitu
mesurables, nous avons déterminé une matrice d’expériences qui répond aux critères
d’optimalité (critères D, A et G) nécessaires pour garantir la qualité du modèle. Ce dernier
relie les réponses (seuil de cisaillement statique, étalement et viscosité apparente) aux
proportions volumiques des constituants. Ainsi, la validation de ce modèle nous a permis
d’obtenir une formulation de pâte de ciment qualifiée d’aut

Partie II - Chapitre 5 : Analyse par plan de mélange 134
interactivités entre les constituants. Nous avons ainsi défini 3 types d’interactivités (faible,
synergique et antagoniste).
Le travail développé et les outils utilisés ont permis, dans le cadre du domaine expérimental,
de déterminer une pâte de ciment optimale aux propriétés autoplaçantes. Partant de cette pâte
optimale, la question qui se pose maintenant est de savoir si on peut, compte tenu d’un
squelette granulaire donné, obtenir un béton autoplaçant. Cela fait l’objet de la dernière partie
de ce travail.
PARTIE III : ASSOCIATION
PATE – GRANULAT

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 136
CHAPITRE 6 – MATERIAUX ET METHODES : BETON
squelette granulaire. Finalement, nous essayerons de proposer une approche
pour la formulation des bétons autoplaçants, en nous basant sur les données de notre étude et
de la li
aractéristiques principales des granulats. Ensuite, nous
exposons les outils et les procédures nécessaires pour mesurer certaines caractéristiques
x types de granulats dont la nature et la
morphologie sont différentes. Dans ableau 6.1 ous présentons leurs propriétés
principales respectives.
Forme Granulat Taille e (m Densi efficient
tionNature
(origine)
1. Introduction
La troisième et dernière partie de ce travail a pour objectif d’associer la pâte autoplaçante
obtenue en partie II (chapitre 5) à un squelette granulaire donné, afin de confectionner un
béton autoplaçant. Pour l’analyse de cette association pâte-granulats, nous effectuerons une
caractérisation du
ttérature.
Ce chapitre présente d’abord les c
comme l’eau retenue par un squelette granulaire donné et la compacité de ce dernier. Enfin,
nous décrivons les méthodes et les tests mis en œuvre pour la caractérisation des bétons
confectionnés (ouvrabilité et rhéologie).
2. Caractéristiques des granulats
Pour constituer un béton nous avons utilisé deu
le T suivant, n
granulairm) té Co
d’absorpSable 0/4 2,58 1,1 %
Roulés vionnaire Gravier 4/12,5 2,65 1,2 % (Garonne)
Siliceux allu
Sable 0/3 2,79 1,33 % Concassés
Gravier 4/8 2,83 1,6 % Calcaire sédimentaire
(Lacaune)
Tableau 6.1 : caractéristiques des granulats
La figure 6.1 représente les courbes granulométriques des granulats roulés (R) d’une part et
des granulats concassés (C) d’autre part. La figure 6.2 montre un échantillon représentant le
sable et le gravier des deux granulats.
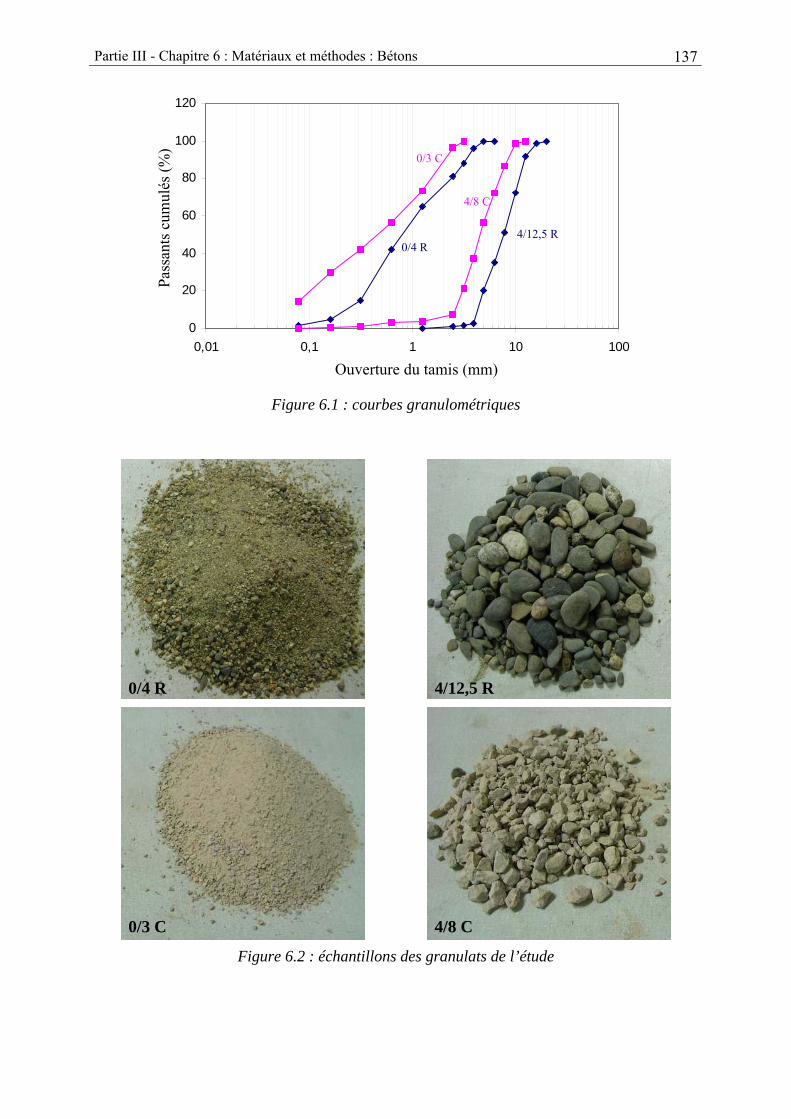
Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 137
0
20
40
60
80
100
120
0,01 0,1 1 10 100
Ouverture du tamis (mm)
Pass
ants
cum
ulés
(%)
0/3 C
0/4 R
4/8 C
4/12,5 R
Figure 6.1 : courbes granulométriques
0/4 R 4/12,5 R
4/0/3 C 8 C ure 6.2 : é ns des granulats de l’étude Fig chantillo

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 138
2.1. Eau retenue par les granul
Pour mesurer la quantité d’eau retenue par un échantillon de granulats, nous utilisons un
disp itif d’essa I77] qui pe filtrer l’eau sous pression à travers lats
préalablement im dans l’eau.
Ce dispositif (figure 6.3) est cons ètre et
de 3,3 litres de volume, et d’une burette jaugée graduée de 1 litre de volume. L’ensemble est
associé à une pompe destinée à mettre la burette en dépression. Un papier filtre vient couvrir
le support percé de l’entonnoir pour maintenir les granulats dans la partie supérieure et laisser
passer l’eau dans la burette.
ats
os i [BARR rmet de des granu
mergés
titué d’un entonnoir à support percé, de 24 cm de diam
Pompe
Papier Filtre
1000
Burette jaugée
Support percé
Entonnoir
0
Figure 6.3 : dispositif de mesure de l’eau retenue par les granulats
uite, une dépression est créée dans la burette et le volume d’eau
Les échantillons granulaires testés sont représentatifs des squelettes étudiés. Avant la mesure,
ces échantillons sont malaxés à sec de manière à homogénéiser l’ensemble des différentes
fractions. Le principe de l’essai consiste d’abord à prélever l’échantillon granulaire immergé
dans l’eau, et le poser sur le papier filtre dans l’entonnoir. Le volume d’eau où baigne
l’échantillon est connu. Ens
filtré est enregistré en fonction du temps.
En enregistrant la quantité d’eau filtrée dans la burette, on peut facilement calculer la quantité
d’eau retenue par les granulats à chaque instant de l’essai. Au début de l’expérience, le débit

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 139
d’eau filtré à travers les granulats est élevé (dû à la filtration de l’eau en excès), mais il
diminue rapidement avec le temps. La figure 6.4 représente un exemple d’un essai de
différence de pression. En effet, si on poursuit la
manipulation de filtration au delà de D (temps infini), la dépression dans la burette continue à
de l’échantillon de granulats et on entre dans un domaine qui n’a plus aucun
lien avec les conditions de malaxage.
filtration. La courbe représente la quantité d’eau retenue par les granulats en fonction du
temps. La première partie de la courbe (AB) traduit le passage de l’eau en excès contenue
dans les granulats ; elle est linéaire. La deuxième partie (BC), non linéaire, correspond à la
destruction des ménisques de capillarité entre les particules [BARRI77]. La dernière partie
(CD) est généralement asymptotique, et correspond vraisemblablement à la filtration d’eau
contenue dans les pores des granulats, sous
« arracher » l’eau
Eau retenue (l/m3 de béton)
0
150
300
450A
0 500 1000 1500
BC
D
Temps )
ERet
igure 6.4 emple de courbe de d’un squelette granu
Nous considérons que la quantité retenue ou mobilisée par un squelette granulaire donné
correspond au point C, 77].
calcul de la compacité maximale du squelette granulaire dans le
écoulé (s
F : Ex filtration laire
limite haute de la dernière partie (CD) [BARRI
2.2. Compacité des granulats
L’analyse de l’interaction pâte-granulats dans les bétons confectionnés, nécessite le calcul de
la compacité maximale du squelette granulaire. Le calcul de la compacité maximale du
squelette passe par la mesure de la compacité expérimentale d’échantillons représentatifs des
différentes fractions du squelette granulaire, ainsi que du squelette lui-même. Nous
détaillerons la méthode de

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 140
chapitre Dans ce par til et l la
mesure de la compaci
Nous utilisons un cylindre de diam tre de lindre est
équip isque de d e rm p ne e v
un art tout rface des gr bl olid à un e
v 5). poid est cié a lindr erne, appliquant une pression
to r l till pa
8. agraphe nous décrivons l’ou a procédure expérimentale pour
té.
è Φ = 16 cm, et de 32 cm hauteur. Le cy
é d’un d interne même iamètre t qui pe et d’ap liquer u charg erticale
iformément rep ie sur e la su anulats. L’ensem e est s arisé e tabl
ibrante (figure 6. Un s (P) asso u cy e int
tale de 10 kPa su ’échan on com cté.
Table vibrante
P
Figure 6.5 : l pos
U g e à éné ble, puis
vers ylindr ratio t la pression (10 kPa) sur
la s chantillon, pendant 2 min d on s
comp esurée en 5 points de la surface.
La valeur de la c
e dis itif de mesure de la compacité
ne masse MS de ranulats est malaxé sec de manière à homog
ncée après l’application de la
utes. La hauteur moyenne H
iser l’ensem
ée dans le c e. La vib n es
urface de l’é e l’échantill aprè
actage est m
ompacité expérimentale C est calculée par l’expression :
S
S
HM
Cρπ ⋅⋅Φ⋅
⋅= 2
4 (6.1)
où Sρ est la masse volumique du granulat utilisé.
3. Essais d’ouvrabilité
Les principaux tests empiriques destinés à caractériser l’ouvrabilité des bétons autoplaçants
sont décrits dans le chapitre 1. Nous avons sélectionné 4 tests pour caractériser les bétons
confectionnés, et nous les citons dans le tableau 6.2 avec les grandeurs qu’ils peuvent mettre
en évidenc observations relevées pendant l’essai. e, et les

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 141
Type d’essai deu esurées ser ns r éesGran rs m Ob vatio elev
Etalems
• Te is at e a é nt c
T50
ia m f ttpar let y
ec g o é e
isa e ul , in on r ogénéité et l’éve e at
entd’Abram
au Công
e
mps m pour teindr une •
lette d’ taleme de 50 m : (s).
• D mètre oyen inal a eint la ga te : Dmo (cm).
L’asp t de la alette bservquelqu s minutes après la stabildonne
tion ddes
l’écodicati
ements su
l’hom ntuellségrég ion.
Ent -funn
Te ’é e entre le mo ù èrtrappe et le momen n le jour à travers la trappe
l’entonnoir.
ve b s t d a e
ule é à pe signifie un ation.
onnoir (V el)
• mps d coulem nt TVF (s) •ment o on lib e la t où o voit
depuis la partie supérieure de travers la trap
risque de ségrég
Un é ntuel locage ou unralentis emen ans l vitessd’éco ment du b ton
Boite
Temps mis a ture de la trappe pour atteindre la ligne de 40 cm : T ).
• Ta rem ag 1
• Un éventuel blocage durant le s
ton
en L
• près ouver
40 (sux de pliss e H /H2 .
passage à travers les armpeut indiquer une ségrégation
ature
du bé .
Stabilité au tami Pourcentag ita (%s
• (GTM) e de la nce P ) %15≤P (s sa
5tabilité satisfai nte)
%30%1 ≤≤ P (sta cr )(s ati
bilité itique%30≥P égrég on)
Table : d bi lec és
4. Essais
4.1. Matériel d
au 6.2 Essais ’ouvra lité sé tionn
rhéologiques
e mesure : Rhéomètre RheoCAD
Pour caractériser le comportement rhéologique des différents bétons, nous utilisons le
rhéomètre à mortiers et bétons de type RheoCAD 200 (figure 6.6) disponible au LMDC et
développé par la société CAD Instrumentation.
7,5 mm
100 mm
130
mm
Figure 6.6 : RheoCAD – mobile de cisaillement en forme d’ancre double

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 142
Ce rhéomètre est dérivé d’une conception couette qui permet de mesurer la variation du
couple résistant sous la variation de la vitesse du mobile de cisaillement. Le fonctionnement
est donc établi en vitesse imposée. La plage de vitesse de rotation s’étend de 0,1 à 280 tr/min.
libre) parce que
l’écoulement devient essentiellement tangentiel à proximité du mobile d’une part et le volume
cisaillement diminue d’autre part.
systématiquem
placés dans la cuve.
.2.1. Mesure du couple seuil statique CS
a première étape consiste à imposer une vitesse de rotation constante de 5 tr/min à un
chantillon de béton vierge de toute sollicitation (à part le malaxage). Le couple seuil statique
CS est déterminé en relevant la valeur maximale inte au ent de la déstructuration du
m e 6.7
4.2.2. c ur emen
La deuxièm siste à caractériser le n rég rman coule e
matériau e à une mont vite qu’à 6 in. A partir de cette vitesse,
le ulem endu servan tabilité du couple ue
cette stabilité est atteinte, on applique une vites érieure au matériau, on attend le régime
perma ite jusqu’à la vitesse de 10 tr/min.
La gamme du couplemètre s’étend de 0,1 N.cm à 1000 N.cm. Un support d’acquisition (TEST
POINT) permet l’enregistrement des données en temps réel.
Le système est conçu pour l’étude des suspensions dont la taille maximale dmax n’excède pas
12,5 mm. Le mobile utilisé est une ancre double, qui vient cisailler 5 litres de matériau placé
dans une cuve cylindrique (figure 6.6). La géométrie ancre permet de maintenir la suspension
dans un état homogène par l’intermédiaire des écoulements secondaires axiaux qu’elle génère
à son voisinage [OHT85] lorsque la vitesse de rotation est supérieure ou égale à 5 tr/min dans
le cadre des bétons autoplaçants ; la ségrégation est ainsi limitée. En deçà de cette vitesse, la
ségrégation est visible par le phénomène de crémage (laitance en surface
de matériau soumis en
4.2. Procédure de mesure et grandeurs mesurées
Tous les bétons testés ont subi le même historique de cisaillement qui se décompose en deux
étapes. Cet historique débute ent une minute après que les échantillons ont été
4
L
é
atte mom
atériau (étape 1 de la figur ).
Etablissement de la o
e étape con
be d’écoul t
béton e ime pe ent d’é ment. L
st soumis ée rapide en sse jus 0 tr/m
régime permanent d’éco
nent et ainsi de su
ent est att en ob t la s ; lorsq
se inf

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 143
0
10
20
30 rota
40
0 50 100 150 200 250temps (s)
vite
sse
detio
n
Etape 1 Etape 2
50
60
70 (t
r/min
)
Co
cm)
5
25
35
sse
CoupleCS
Figure 6.7 : exemple d’un historique de cisaillement d’un béton
Il est alors possible de définir l’évolution du couple moyen en fonction de la vitesse de
rotation moyenne correspondante. Les valeurs moyennes sont déterminées en considérant les
5 à 10 dernières valeurs du couple au régime permanent d’écoulement. A partir de ces
données brutes, nous pouvons établir une relati
(6.1)
où C est le couple moyen au régime permanent (N.m), V la vitesse de rotation exprimée en
le matériau n’est plus cisaillé (vitesse de rotation nulle) ; C0 est
appelé couple seuil dynamique, qui correspond à la valeur du couple au moment où l’on arrête
de u.
L s
Vite
uple
(N.
15
on générale de la forme suivante :
bVaCC ⋅+= 0
radian par secondes (rad/s). Les coefficients C0, a et b sont calculés par la méthode des
moindres carrés.
C’est une relation assimilable à la loi de Herschel-Bulkley où le paramètre b nous renseigne
sur le comportement rhéologique du matériau. Le coefficient C0 est l’extrapolation à l’origine
de la valeur du couple lorsque
cisailler le matéria
e coefficient de visco ité apparente µ ( le t
la vitesse de rot
N.m.rad-1.s) est rapport entre le couple moyen e
ation correspondante :
VC
=µ (6.2)

Partie III - Chapitre 6 : Matériaux et méthodes : Bétons 144
Cette grandeur dépend à la fois des propriétés intrinsèques du matériau et de la géométrie du
système de mesure, mais elle n’en demeure pas moins intéressante à titre de comparaison
entre les différents mélanges réalisés.

Partie III - Chapitre 7 : Confection d’un BAP 145
CHAPITRE 7 – CONFECTION D’UN BETO TO AN AP)
1. Introduction
Le passa cim çant nue d par celle du
béton, en cons ypes de g crits le chapitre 6, es é dans ce
chapitre.
Un squelette gra S), est mélangé
avec la pâte optimale qui vient enrober les gran lats pour constituer un béton. D’une part, les
granulats secs, abs autre part, la pâte
enrobant tous les grains inertes provoque un écartement des granulats par rapport au squelette
aut procéder à des ajouts d’eau
pour compenser le déficit et combler les capillaires. Même si on peut calculer théoriquement
u absorbés, il est plus difficile d’atteindre l’eau adsorbée et encore plus
il nous reste
béton à 2,5% du volume total comme valeur de départ. Ainsi pour un volume unité V de béton
(7.1)
avec VP = volume absolu de la pâte de ciment autoplaçante (formulation fixe),
VV = volume des vides : 2,5% du volume total unité (air occlus),
N AU PLAC T (B
ge de l’échelle de la pâte de
idérant les deux t
ent autopla e obte ans la tie II à
ranulats dé dans t trait
nulaire, défini par un rapport massique gravier sur sable (G/
u
orbent et adsorbent une partie de l’eau de la pâte. D’
sec. On peut donc penser qu’il s’ensuit une augmentation des vides capillaires dans la pâte et
qu’il en résulte une élévation de sa viscosité et de son seuil d’écoulement ; il y aura aspect
hétérogène et non-écoulement du béton par simple gravité.
En conséquence, pour constituer un mélange autoplaçant, il f
des volumes d’ea
complexe d’évaluer les quantités nécessaires pour réduire les forces de cohésion engendrées
dans les capillaires de la pâte. Compte tenu de ces hypothèses, nous avons procédé à la
confection d’un BAP à partir de la pâte autoplaçante, en opérant par paliers successifs d’ajout
de granulats et de compléments d’eau.
2. Principe général de recherche d’une formulation de BAP
Ayant la formulation exacte de la pâte de ciment autoplaçante, et en prenant en compte des
squelettes granulaires dont le rapport massique gravier sur sable (G/S) est donné,
à déterminer les volumes respectifs de cette pâte, de l’ensemble des granulats et de l’eau à
ajouter pour obtenir un volume unité de béton. Nous estimons le volume des vides dans le
nous avons :
V = VP + VV + VA
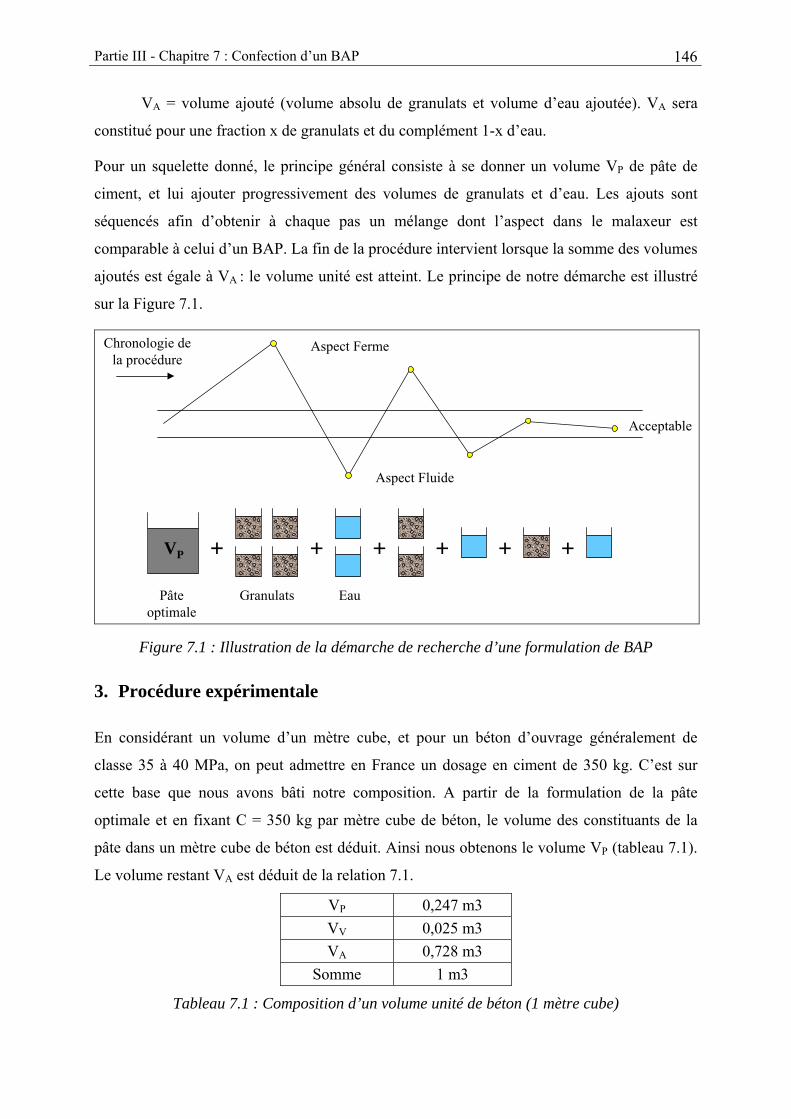
Partie III - Chapitre 7 : Confection d’un BAP 146
VA = volume ajouté (volume absolu de granulats et volume d’eau ajoutée). VA sera
constitué pour une fraction x de granulats et du complément 1-x d’eau.
Pour un squelette donné, le principe général consiste à se donner un volume VP de pâte de
es volumes de granulats et d’eau. Les ajouts sont
séquencés afin d’obtenir à chaque pas un mélange dont l’aspect dans le malaxeur est
ciment, et lui ajouter progressivement d
comparable à celui d’un BAP. La fin de la procédure intervient lorsque la somme des volumes
ajoutés est égale à VA : le volume unité est atteint. Le principe de notre démarche est illustré
sur la Figure 7.1.
+ + + + + +
Aspect Ferme
Aspect Fluide
Acceptable
Chronologie dela procédure
V
Pâteoptimale
Granulats Eau
P
Figure 7.1 : Illustration de la démarche de recherche d’une formulation de BAP
e d’un mètre cube, et pour un béton d’ouvrage généralement de
classe 35 à 40 MPa, on peut admettre en France un dosage en ciment de 350 kg. C’est sur
position. A partir de la formulation de la pâte
s le volume VP (tableau 7.1).
3. Procédure expérimentale
En considérant un volum
cette base que nous avons bâti notre com
optimale et en fixant C = 350 kg par mètre cube de béton, le volume des constituants de la
pâte dans un mètre cube de béton est déduit. Ainsi nous obtenon
Le volume restant VA est déduit de la relation 7.1.
VP 0,247 m3 VV 0,025 m3 V 0,728 m3 A
Somme 1 m3
Tableau Compo e ètr 7.1 : sition d’un volum unité de béton (1 m e cube)

Partie III - Chapitre 7 : Confection d’un BAP 147
Pra nous préparon e e
La pâte est confectio à part, av ême procédure le décrite au ch 3. Les
granulats sont fractionnés en petites ités (figure 7.2) 2%, 5% et 10% olume
VA. Les deux types de granulats, rou chapitre 6), sont utilisés pour réaliser un
béton, ainsi que 4 différents rapport ques G/S (0,8 – ,2 – 1,6).
tiquement, s une quantité de pât de ciment pour réalis r 35 litres de béton.
nnée ec la m que cel apitre
quant de 1%, du v
lés et concassés (
s massi 1,1 – 1
Figure 7.2 : Préparation de granulats en petites quantités (fractions volumiques de V ) A
Lorsque la pâte est prête, nous la déversons dans le malaxeur à béton et nous lui ajoutons un
volume de granulats (gravier et sable dont le rapport massique G/S est donné) équivalent à
une fraction de 0,70 VA (étape 1 dans le tableau 7.2). La suite de la procédure expérimentale,
ainsi que les détails des étapes suivantes sont illustrés dans le tableau 7.2.
Après chaque ajout d’un volume de granulats ou d’eau, une inspection visuelle du mélange est
effectuée, suivie du passage manuel d’une truelle dans le mélange pour tester sa mise en
place :
L’aspect très hétérogène correspond à un mélange humide (terre humide) qui ne s’écoule
pas (figure 7.3.a).
L’aspect ferme correspond à un mélange dont la surface laisse paraître une partie des
granulats, et qui se remet difficilement en place après le passage manuel de la truelle
(figur
L’aspect fluide correspond à un mélange dont la surface est couverte par un film de
L’aspect acceptable correspon qui se remet en place facilement
e 7.3.b).
laitance plus ou moins épais.
d à un mélange homogène,
après le passage de truelle.
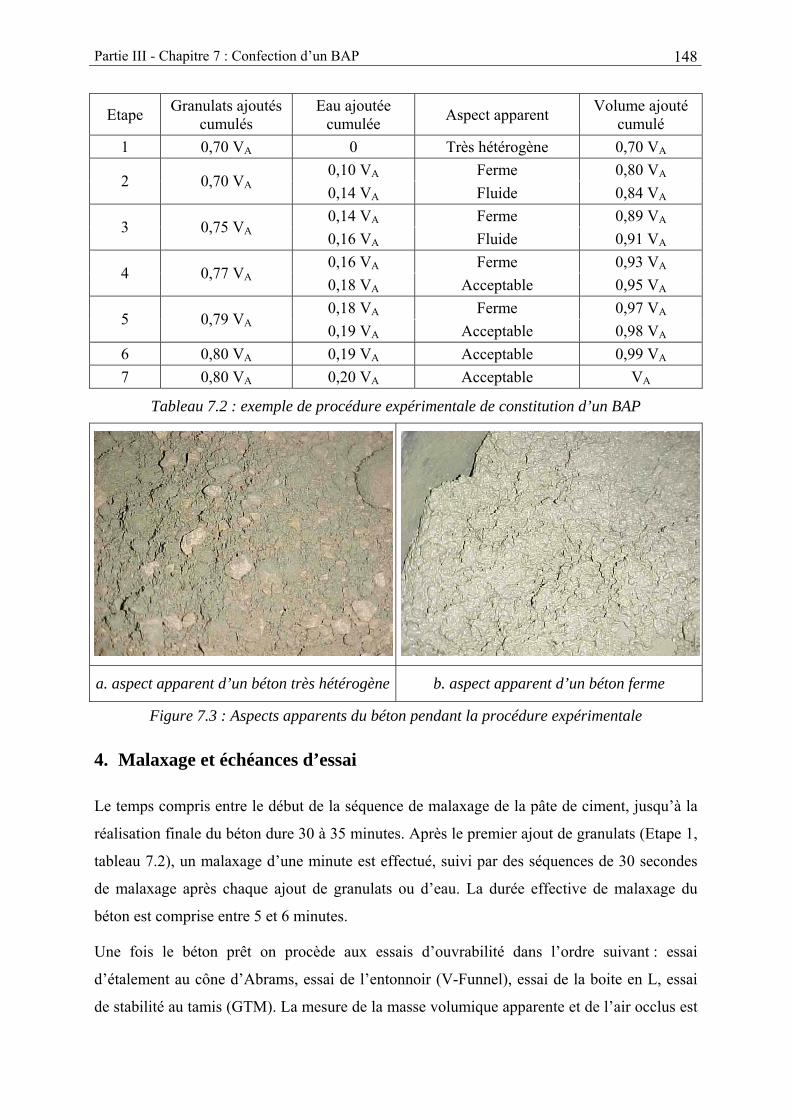
Partie III - Chapitre 7 : Confection d’un BAP 148
Etape Granulats ajoutés cumulés
Eau ajoutée cumulée Aspect apparent Volume ajouté
cumulé 1 0,70 VA 0 Très hétérogène 0,70 VA
0,10 VA Ferme 0,80 VA2 0,70 VA 0,14 VA Fluide 0,84 VA
0,14 VA Ferme 0,89 VA3 0,75 VA 0,16 V Fluide 0,91 VA A
0,16 VA Ferme 0,93 VA4 0,77 VA 0,18 V ccept 0,95 A A able VA
0,18 V Ferm 0,97 A e VA5 0,79 VA 0,19 ccep 0,98VA A table VA
6 0 ,19 V ccept 0,99 ,80 VA 0 A A able VA
7 0,80 VA 0,20 V ccept VAA A able
Tableau 7 ple océdu périm tion d’un BAP .2 : exem de pr re ex entale de constitu
a. aspect apparent d’un béton très hétérogène b. aspect apparent d’un béton ferme
Figure 7.3 : Aspects apparents du béton pendant la procédure expérimentale
4. Malaxage et échéances d’essai
Le temps compris entre le début de la séquence de malaxage de la pâte de ciment, jusqu’à la
réalisation finale du béton dure 30 à 35 minutes. Après le premier ajout de granulats (Etape 1,
tableau 7.2), un malaxage d’une minute est effectué, suivi par des séquences de 30 secondes
de malaxage après chaque ajout de granulats ou d’eau. La durée effective de malaxage du
béton est comprise entre 5 et 6 minutes.
Une fois le béton prêt on procède aux essais d’ouvrabilité dans l’ordre suivant : essai
d’étalement au cône d’Abrams, essai de l’entonnoir (V-Funnel), essai de la boite en L, essai
de stabilité au tamis (GTM). La mesure de la masse volumique apparente et de l’air occlus est

Partie III - Chapitre 7 : Confection d’un BAP 149
aussi effectuée. Des éprouvettes cylindriques (11 cm * 22 cm) sont préparées pour des essais
de compression à 28 jours.
En parallèle des essais d’ouvrabilité, des tests rhéologiques sont effectués sur les bétons
confectionnés avec les granulats concassés seulement. En effet, l’appareillage utilisé
(RheoCAD) ne permet pas de tester des bétons contenant des granulats dépassant 12,5 mm de
taille. Lorsque dmax > 12,5 mm des blocages du mobile de cisaillement ont été observés et
n’autorisent pas une mesure satisfaisante de l’aptitude à l’écoulement.
Enfin, pour valider la composition obtenue, le béton doit être confectionné de manière
classique, c’est à dire en malaxant tous les constituants en même temps avec leurs dosages
définitifs. Les mêmes essais sont réalisés 30 minutes après la fin du malaxage initial pour
rester dans les mêmes conditions d’échéance. Le béton confectionné de manière classique est
ma un
total de 5,5 minutes de
au 7.3).
laxé pendant 2,5 minutes au départ, et pendant 30 secondes toutes les 5 minutes (pour
malaxage effectif).
5. Résultats
5.1. Composition du volume ajouté pour les différents bétons
Le volume ajouté VA dépend bien sûr de la nature granulaire et du rapport G/S (table
En effet, les bétons contenant des granulats concassés ont nécessité une quantité plus
importante d’eau que ceux contenant des granulats roulés ; la composition granulométrique
des granulats concassés contient plus de fines que celle des granulats roulés. Par ailleurs, plus
le rapport G/S est grand, moins la quantité de fines est importante.
G/S Volume des granulats ajoutés Volume d’eau ajoutée 0,8 0,82 VA 0,18 VA
1,1 0,82 VA 0,18 VA
1,2 0,83 VA 0,17 VA
Granulats Roulés
1,6 0,83 VA 0,17 VA
0,8 0,80 VA 0,20 VA
1,1 0,80 VA 0,20 VA
1,2 0,80 VA 0,20 VA
Granulats Concassés
1,6 0,81 VA 0,19 VA
Tableau 7.3 : Composition du volume ajouté VA
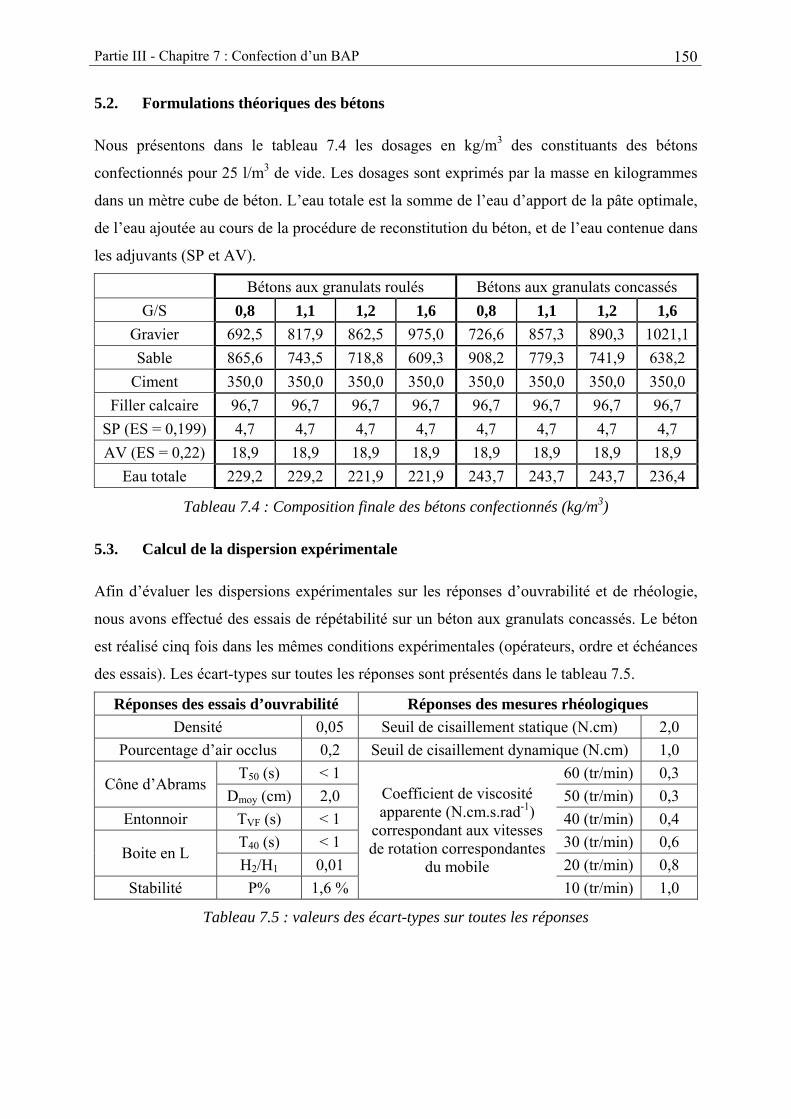
Partie III - Chapitre 7 : Confection d’un BAP 150
5.2. Formulations théoriques des bétons
Nous présentons dans le tableau 7.4 les dosages en kg/m3 des constituants des bétons
confectionnés pour 25 l/m3 de vide. Les dosages sont exprimés par la masse en kilogrammes
dans un mètre cube de béton. L’eau totale est la somme de l’eau d’apport de la pâte optimale,
de l’eau ajoutée au cours de la procédure de reconstitution du béton, et de l’eau contenue dans
les adjuvants (SP et AV).
Bétons aux granulats roulés Bétons aux granulats concassés G/S 0,8 1,1 1,2 1,6 0,8 1,1 1,2 1,6
Gravier 692,5 817,9 862,5 975,0 726,6 857,3 890,3 1021,1Sable 865,6 743,5 718,8 609,3 908,2 779,3 741,9 638,2
Ciment 350,0 350,0 350,0 350,0 350,0 350,0 350,0 350,0 Filler calcaire 96,7 96,7 96,7 96,7 96,7 96,7 96,7 96,7
SP (ES = 0,199) 4,7 4,7 4,7 4,7 4,7 4,7 4,7 4,7 AV (ES = 0,22) 18,9 18,9 18,9 18,9 18,9 18,9 18,9 18,9
Eau totale 229,2 229,2 221,9 221,9 243,7 243,7 243,7 236,4
Tableau 7.4 : Composition finale des bétons confectionnés (kg/m3)
5.3. Calcul de la dispersion expérimentale
Afin d’évaluer les dispersions expérimentales sur les réponses d’ouvrabilité et de rhéologie,
nous avons effectué des essais de répétabilité sur un béton aux granulats concassés. Le béton
est réalisé cinq fois dans les mêmes conditions expérimentales (opérateurs, ordre et échéances
des essais). Les écart-types sur toutes les réponses sont présentés dans le tableau 7.5.
Réponses des essais d’ouvrabilité Réponses des mesures rhéologiques Densité 0,05 Seuil de cisaillement statique (N.cm) 2,0
Pourcentage d’air occlus 0,2 Seuil de cisaillement dynamique (N.cm) 1,0 T50 (s) < 1 60 (tr/min) 0,3
Cône d’Abrams Dmoy (cm) 2,0 50 (tr/min) 0,3
Entonnoir TVF (s) < 1 40 (tr/min) 0,4 T40 (s) < 1 30 (tr/min) 0,6
Boite en L H2/H1 0,01 20 (tr/min) 0,8
Stabilité P% 1,6 %
Coefficient de viscosité apparente (N.cm.s.rad-1)
correspondant aux vitesses de rotation correspondantes
du mobile 10 (tr/min) 1,0
Tableau 7.5 : valeurs des écart-types sur toutes les réponses
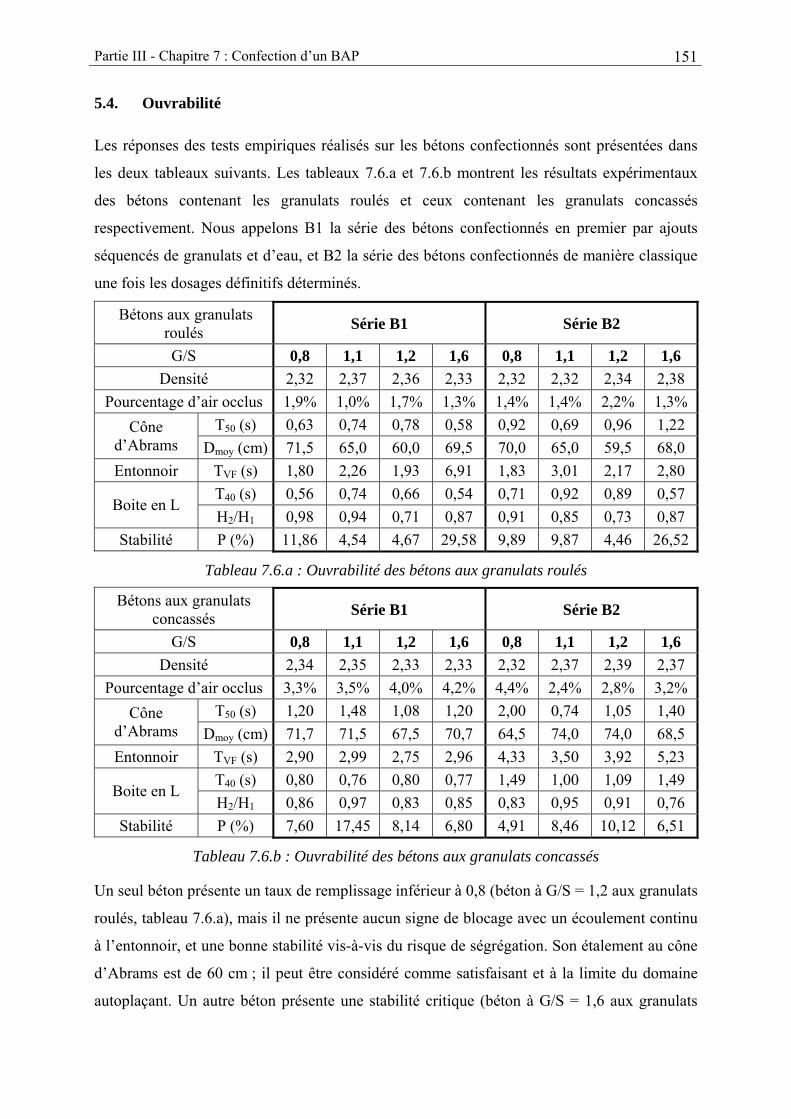
Partie III - Chapitre 7 : Confection d’un BAP 151
5.4. Ouvrabilité
Les réponses des tests empiriques réalisés sur les bétons confectionnés sont présentées dans
vants. Les tableaux 7.6.a et 7.6.b montrent les résultats expérimentaux
et ceux contenant les granulats concassés
les deux tableaux sui
des bétons contenant les granulats roulés
respectivement. Nous appelons B1 la série des bétons confectionnés en premier par ajouts
séquencés de granulats et d’eau, et B2 la série des bétons confectionnés de manière classique
une fois les dosages définitifs déterminés.
Bétons aux granulats roulés Série B1 Série B2
G/S 0,8 1,1 1,2 1,6 0,8 1,1 1,2 1,6 Densité 2,32 2,37 2,36 2,33 2,32 2,32 2,34 2,38
Pourcentage d’air occlus 1,9% 1,0% 1,7% 1,3% 1,4% 1,4% 2,2% 1,3% T50 (s) 0,63 0,74 0,78 0,58 0,92 0,69 0,96 1,22 Cône
d’Abrams Dmoy (cm) 71,5 65,0 60,0 69,5 70,0 65,0 59,5 68,0 Entonnoir TVF (s) 1,80 2,26 1,93 6,91 1,83 3,01 2,17 2,80
T40 (s) 0,56 0,74 0,66 0,54 0,71 0,92 0,89 0,57 Boite en L
H2/H1 0,98 0,94 0,71 0,87 0,91 0,85 0,73 0,87 Stabilité P (%) 11,86 4,54 4,67 29,58 9,89 9,87 4,46 26,52
Tableau 7.6.a : Ouvrabilité des bétons aux granulats roulés
Série B1 Série B2 Bétons aux granulats concassés
G/S 0,8 1,1 1,2 1,6 0,8 1,1 1,2 1,6 Densité 2,34 2,35 2,33 2,33 2,32 2,37 2,39 2,37
Pourcentage d’air occlus 3,3% 3,5% 4,0% 4,2% 4,4% 2,4% 2,8% 3,2% T50 (s) 1,20 1,48 1,08 1,20 2,00 0,74 1,05 1,40 Cône
d’Abrams Dmoy (cm) 71,7 71,5 67,5 70,7 64,5 74,0 74,0 68,5 Entonnoir TVF (s) 2,90 2,99 2,75 2,96 4,33 3,50 3,92 5,23
T40 (s) 0,80 0,76 0,80 0,77 1,49 1,00 1,09 1,49 Boite en L
H2/H1 0,86 0,97 0,83 0,85 0,83 0,95 0,91 0,76 Stabilité P (%) 7,60 17,45 8,14 6,80 4,91 8,46 10,12 6,51
Tableau 7.6.b : Ouvrabilité des bétons aux granulats concassés
Un seul béton présente un taux de remplissage inférieur à 0,8 (béton à G/S = 1,2 aux granulats
roulés, tableau 7.6.a), mais il ne présente aucun signe de blocage avec un écoulement continu
à l’entonnoir, et une bonne stabilité vis-à-vis du risque de ségrégation. Son étalement au cône
d’Abrams est de 60 cm ; il peut être considéré comme satisfaisant et à la limite du domaine
autoplaçant. Un autre béton présente une stabilité critique (béton à G/S = 1,6 aux granulats

Partie III - Chapitre 7 : Confection d’un BAP 152
roulés, tableau 7.6.a), mais ne présente aucun signe de blocage et un écoulement continu à
l’entonnoir. Son diamètre d’étalement et son taux de remplissage, laissent présumer un béton
de propriétés autoplaçantes.
Nous remarquons que les bétons réalisés avec des granulats concassés contiennent plus de
s bétons aux
risques de frottements et de frictions entre les particules à cause
de leur morphologie. Les multiples frictions entre particules augmentent la résistance au
e qui provoque une augmentation de la viscosité du béton.
uvrabilité effectués sur les deux séries de bétons (B1 et B2)
montrent des différences dans les valeurs de certaines réponses. Ainsi, la méthode de
es de la série B1 et de
celles de la série B2 restent dans l’amplitude de la dispersion expérimentale.
5.5.
Seuls les bétons au squelette granulaire concassé sont présentés dans le tableau 7.7, puisque la
taille recommandée pour l’appareillage utilisé.
sant (figure 7.4), puisque le
coefficient b de l’équation est supérieur à 1. Ce comportement a déjà été
constaté sur les BAP [LAR98][MOU03].
vides (air occlus) que ceux réalisés avec des granulats roulés d’une part, et ils ont une mise en
place mois rapide d’autre part ; les temps de passage à une galette de 50 cm à l’essai au cône
d’Abrams, les temps de passage à une distance de 40 cm à la boite en L, et les temps
d’écoulement à l’entonnoir (V-Funnel) sont plus importants dans le cas de
granulats concassés que dans le cas de ceux aux granulats roulés. En effet, les granulats
concassés présentent plus de
déplacement du matériau c
Les résultats des essais d’o
confection du béton, et surtout l’ordre de l’introduction des matériaux dans le malaxeur
(granulats en dernier pour les bétons de la série B1, granulats en premier pour les bétons de la
série B2) a une légère influence sur les réponses des essais d’ouvrabilité. Cependant, cette
influence semble être aléatoire, puisque nous ne pouvons pas préciser dans quelle mesure
l’ordre d’introduction des constituants et la procédure de malaxage agissent sur les réponses
mesurées. D’ailleurs, dans la majorité des cas, les écarts entre les répons
Rhéologie
taille maximale des granulats roulés dépasse la
L’ensemble des bétons présente un comportement rhéoépaissisbVaCC ⋅+= 0

Partie III - Chapitre 7 : Confection d’un BAP 153
G/S 0,8 1,1 1,2 1,6 Série B1 13,50 11,60 14,40 13,50 Couple seuil statique CS
(N.cm) Série B2 18,60 10,40 12,30 12,00 Série B1 16,77 17,05 19,54 21,95 Couple seuil dynamique C0
(N.cm) Série B2 15,25 15,26 18,23 21,19 60 tr/min 5,88 3,84 4,05 3,96 50 tr/min 6,27 4,09 4,44 4,54 40 tr/min 7,09 4,64 5,09 5,42 30 tr/min 8,28 5,80 6,46 6,98 20 tr/min 10,56 8,26 9,18 10,37
Série B1 Coefficient de viscosité
aux vitesses de rotations apparente (N.cm.rad-1.s)
correspondantes 10 tr/min 18,02 14,79 17,59 20,24 60 tr/min 4,49 3,51 4,40 4,03 50 tr/min 4,88 3,91 4,93 4,62 Série B2
40 tr/min 5,79 4,61 5,75 5,69 30 tr/min 7,06 5,89 7,22 7,25 20 tr/min 9,5 ,58 10,15 10,92 7 8
Coefficient de viscosité apparente (N.cm.rad-1.s) aux vitesses de rotations
correspondantes 10 tr/min 17,57 16,25 19,26 21,23
Tableau 7.7 : Réponses rhéologiques des bétons confectionnés (granulats concassés)
10
20
30
40
0 20 40 60
Vitesse de rotation (tr/min)
Cou
ple
de c
isai
llem
ent (
N.c
m)
0,81,11,21,6
G/S
Figure 7.4 : Courbe d’écoulement des bétons confectionnés (Série B2)
5.6. Résistance à 28 jours
Les bétons autoplaçants confectionnés entrent dans la gamme de résistance visée (classe 35 à
40 MPa) compte tenu du dosage initial en ciment (350 kg/m3). Le tableau 7.8 présente les
résistances à la compression à 28 jours des éprouvettes cylindriques (11 cm * 22 cm). Ces
éprouvettes ont été conservées dans une salle humide pendant 28 jours, rectifiées ensuite pour

Partie III - Chapitre 7 : Confection d’un BAP 154
la réalisation de l’essai. La valeur obtenue pour chaque béton est une moyenne de 3 valeurs (3
éprouvettes de la série B2).
G/S 0,8 1,1 1,2 1,6 Granulats roulés 44,2 ± 0,7 MPa 45,2 ± 0,7 MPa 40,6 ± 0,7 MPa 42,0 ± 0,7 MPa
Granulats concassés 50,1 ± 0,6 MPa 51,6 ± 0,6 MPa 50,8 ± 0,6 MPa 52,9 ± 0,6 MPa
Tableau 7.8 : Résistances à 28 jours des bétons confectionnés
5.7. Influence du choix du dernier ajout sur le comportement des bétons
VA (à l’issue de l’étape 6, tableau 7.2). Le béton se trouve
dans le domaine correspondant à un aspect acceptable (Figure 7.1). Le dernier volume à
ajouter reste très faible, mais il pourrait être déterminant. En effet un ajou d’un vo
équivalent à 0,01V d’eau (soit 7 litres par mètre cube de béton) pourrait donner un mélange
us avons réalisé 2 bétons que nous appelons B3 et B4, et qui
présentent une variation de ± 1% des quantités de granulats ou d’eau à ajouter par rapport aux
quantités obtenues sur B1 et B2. Le tableau 7.9 est un exemple pour un béton de granulats
concassés, de rapport massique G/S = 1,1.
Lorsque nous confectionnons le béton par ajouts de granulats ou d’eau, nous sommes
confrontés à un choix à 99% de
t lume
A
final différent de celui avec un ajout équivalent à 0,01VA de granulats. Pour mesurer
l’influence de cette différence, no
Béton Volume des granulats ajoutés Volume d’eau ajoutée
B1 et B2 0,80 VA 0,20 VA
B3 0,81 VA 0,19 VA
B4 0,79 VA 0,21 VA
Tableau 7.9 : Composition du volume ajouté des bétons B3 et B4
présentés dans les tableaux 7.10.a et 7.10.b.
Nous remarquons qu’une variation de ±1% du volume total ajouté se traduit par une légère
variation des propriétés d’ouvrabilité qui restent toujours dans les fourchettes autoplaçantes
couramment admises. Par conséquent, le choix final dans la constitution du béton, n’a pas une
u.
Les deux bétons B3 et B4 sont confectionnés de manière classique. Les résultats obtenus sont
incidence significative sur l’aspect autoplaçant du béton obten
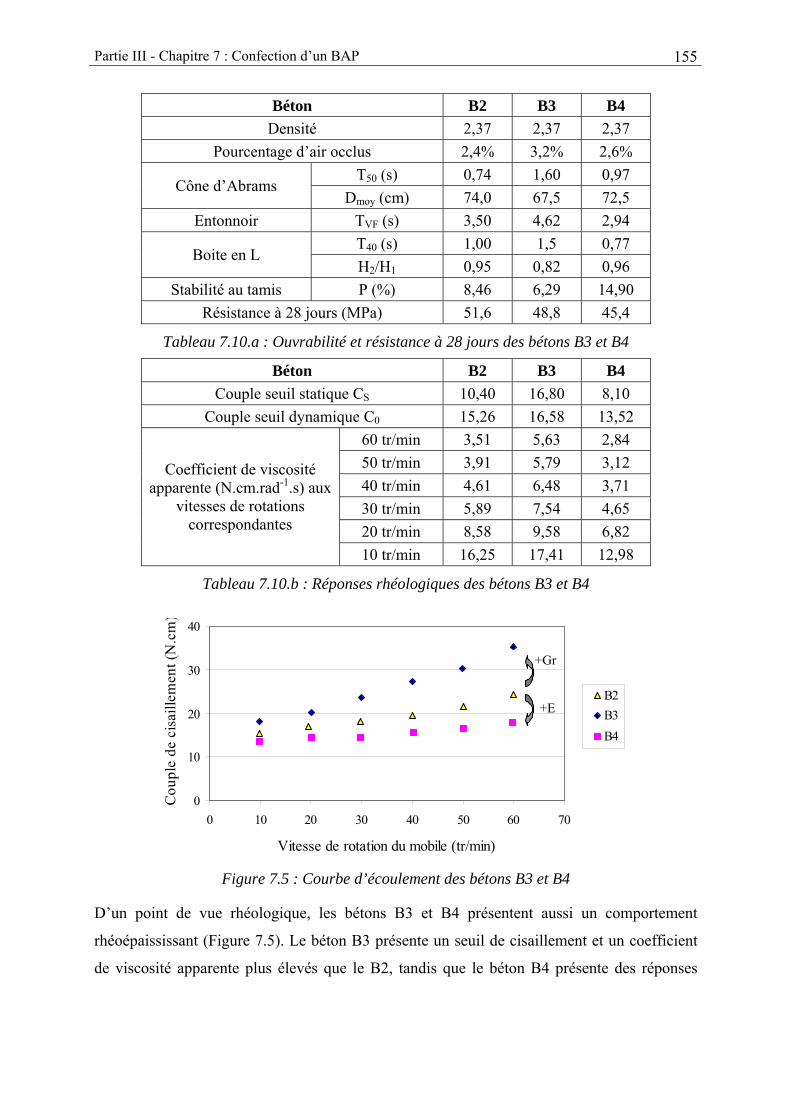
Partie III - Chapitre 7 : Confection d’un BAP 155
Béton B2 B3 B4 Densité 2,37 2,37 2,37
Pourcentage d’air occlus 2,4% 3,2% 2,6% T50 (s) 0,74 1,60 0,97
Cône d’Abrams Dmoy (cm 74,0 67,5 72,5 )
Entonnoir TVF (s) 3,50 4,62 2,94 T40 (s) 1,00 1,5 0,77
Boite en L H2/H1 0,95 0,82 0,96
Stabilité au tamis P (%) 8,46 6,29 14,90 Résistance 48,8 45,4 à 28 jours (MPa) 51,6
Tableau 7.10.a : Ouvrabilité et résistance à 28 j
Béton B2 B3 B4
ours des bétons B3 et B4
Couple seuil statique CS 10,40 16,80 8,10 Couple seuil dyna 26 16,58 13,52 mique C0 15,
60 tr/min 3,51 5,63 2,84 50 tr/min 3,91 5,79 3,12 40 tr/min 4,61 6,48 3,71 30 tr/min 5,89 7,54 4,65 20 tr/min 8,58 9,58 6,82
Coefficient de viscosité apparente (N.cm.rad-1.s) aux
vitesses de rotations correspondantes
in 16,25 17,41 12,98 10 tr/m
Tableau 7.10.b : Réponses rhéologiques des bétons B3 et B4
00 10 20 30 40 50 60 70
C
10
uple
de
c
20
30
40
ois
aille
men
t (N
.cm
)
B2+E B3
B4
Vitesse de rotation du mobile (tr/min)
+Gr
s B3 et B4 p
rhéoépaississant (Figure 7.5). Le béton B3 présente un seuil de cisaillement et un coefficient
n B4 présente des réponses
Figure 7.5 : Courbe d’écoulement des bétons B3 et B4
D’un point de vue rhéologique, les béton résentent aussi un comportement
de viscosité apparente plus élevés que le B2, tandis que le béto

Partie III - Chapitre 7 : Confection d’un BAP 156
rhéologiques moins élevées que le B2. On note ici l’influence de la concentration volumique
en solides sur les propriétés rhéologiques du matériau global.
5.8. Bilan
Nous avons défini une procédure expérimentale pour obtenir en temps réel un béton
autoplaçant, en associant une pâte de ciment aux critères optimaux à un squelette granulaire
donné et une quantité d’eau. Ayant défini le volume de la pâte de ciment optimale dans un
mètre cube de béton (en fixant le dosage du ciment), l’essai empirique effectué nous a perm
de déterminer par dichotomie les volumes respectifs des granulats (à G/S donné) et de l’eau à
ajouter, afin de compléter le volume d’un mètre cube de béton. Les bétons ainsi confectionnés
gamme de résistance
visée compte tenu du dosage initial en ciment (350 kg par mètre cube de béton).
Il est donc possible, à partir d’une pâte considérée autoplaçante d’obtenir un béton
autoplaçant, et ce pour plusieurs rapports G/S d’une distribution granulaire de nature donnée.
Ces bétons ont nécessité un ajout d’eau au cours de la procédure de reconstitution. En effet,
une quantité d’eau supplémentaire s’avère indispensable car le squelette granulaire utilisé est
sec et mobilise une quantité d’eau par absorption et adsorption.
Notre hypothèse consiste à considérer alors que l’association entre une pâte de ciment aux
nduire à l’élaboration d’un béton
orrespond à la quantité d’eau
nécessaire pour occuper les pores et mouiller les parois des granulats contenus dans le béton.
lette hum
quant ction
des bétons autoplaçants.
Dans cette partie nous allons analyser la méthode utilisée pour déterminer la quantité d’eau
retenue par le squelette granulaire d’un béton donné. L’appareillage de filtration, la procédure
expérimentale et la méthode de calcul de l’eau retenue par les granulats ont été détaillés dans
le chapitre 6.
is
présentent des propriétés autoplaçantes à l’état frais et entrent dans la
critères autoplaçants et un squelette humide peut co
autoplaçant.
6. Eau retenue par les granulats
Nous considérons que l’eau retenue par le squelette granulaire c
Le squelette qui en résulte est appelé sque ide. Il est important d’évaluer cette
ité dans la mesure où elle peut expliquer l’eau ajoutée dans la procédure de confe

Partie III - Chapitre 7 : Confection d’un BAP 157
6.1. Dispersion expérimentale
Pour mesurer l’écart type des réponses expérimentales, nous avons appliqué la procédure
expérimentale de filtration sur cinq échantillons identiques de granulats représentant un
squelette granulaire de G/S = 1,1. L’essai de répétabilité a été réalisé sur les deux types de
granulats, roulés et concassés.
Les écart types sur l’eau retenue par les granulats dans un mètre cube de béton est de 1,53 l
3,76 l pour les granulats concassés. Ils sont calculés au point D
de la courbe (figure 7.6).
6.2. Résultats et validation
Les échantillons représentatifs des squelettes granulaires testés sont immergés dans l’eau
avant d’effectuer la procédure de filtration.
Le tableau 7.11 montre que le volume mesuré d’eau des squelettes granulaires (point C sur la
figure 7.6) est inférieur de 30 à 40 l / m3 à la quantité d’eau ajoutée à l’ensemble granulats
pâte pour constituer le béton ; l’existence d’un supplément d’eau ne peut que rendre le béton
confectionné plus fluide.
pour les granulats roulés, et de
pendant 30 minutes
+
Type de granulats G/S Eau retenue
(litre / m3 de béton) Eau ajoutée totale
(litre / m3 de béton) Supplément d’eau
(litre / m3 de béton)0,8 101,3 131,0 29,7 1,1 93,3 131,0 37,7 1,2 90,7 123,7 33,0
Granulats Roulés
1,6 82,7 123,7 41,0 0,8 114,7 145,6 30,9 1,1 107,7 145,6 37,9 1,2 105,6 145,6 40,0
Granulats Concassés
1,6 98,7 138,3 39,6
Tableau 7.11 : Eau retenue par le squelette et eau ajoutée aux bétons confectionnés
arquons que le volume d’eau ajoutée (eau ajoutée totale dans le tableau
7.11) pour constituer les bétons correspond, pour la plupart d’entre eux, au point B de la
ourbe de filtration d’eau ; point où commence la destruction des ménisques de capillarité
ntre les particules (figure 7.6). Ce supplément d’eau a pour effet d’augmenter le volume de la
p éc s légitim la question de savoir
si ce volume supplémentaire peut être occupé par de la pâte autoplaçante (Béton B5, figure
7.7).
Par ailleurs, nous rem
c
e
âte afin d’améliorer l’ oulement. On peut alor ement se poser

Partie III - Chapitre 7 : Confection d’un BAP 158
0
150
300
450
0 1 1
B
A
D
500 000 500
C
Temps écoulé (s)
Eau ue (l/m3 de béton)
≅131,0 l/m3
≅93,3 l/m
reten
3
75
100
125
150
175
200
200 25 300 3500 400
BC
Figure 7.6 : courbe de filtration du squelette granulaire roulé à G/S = 1,1
B5 B6B1 ou B2
Vides
Pâte autoplaçante
Vides
Pâte autoplaçante
Squelettegranulaire
Squelettegranulaire
Squelettegranulaire
Squelettegranulaire
Eau ajoutée totale
Eau Retenue
Supplément Eau
Vides
=
Pâte autopla anteç
Eau Retenue
Supplément pâte
Vides
Pâte autoplaç
Eau Retenue
ante
- 10 litresSupplément pâte
+ 10 litres
Figure 7.7 : remplacement du supplément d’eau par de la pâte de ciment autoplaçante à volume constant de béton
Nous avons choisi d’aller encore plus loin afin de s’affranchir de la dispersion expérim
sur la valeur de l’eau retenue, et de définir un domaine où le béton serait autoplaçant. En effet,
aux granulats roulés et concassés, dont le
rapport G/S est égal à 1,1. Le tableau suivant (Tableau 7.12) présente les résultats obtenus, par
comparaison au béton de la série B2.
entale
nous avons pris en compte une variation de 10 litres (par mètre cube de béton) de la valeur de
l’eau retenue par les bétons (béton B6, figure 7.7).
L’expérience a été effectuée avec les deux bétons
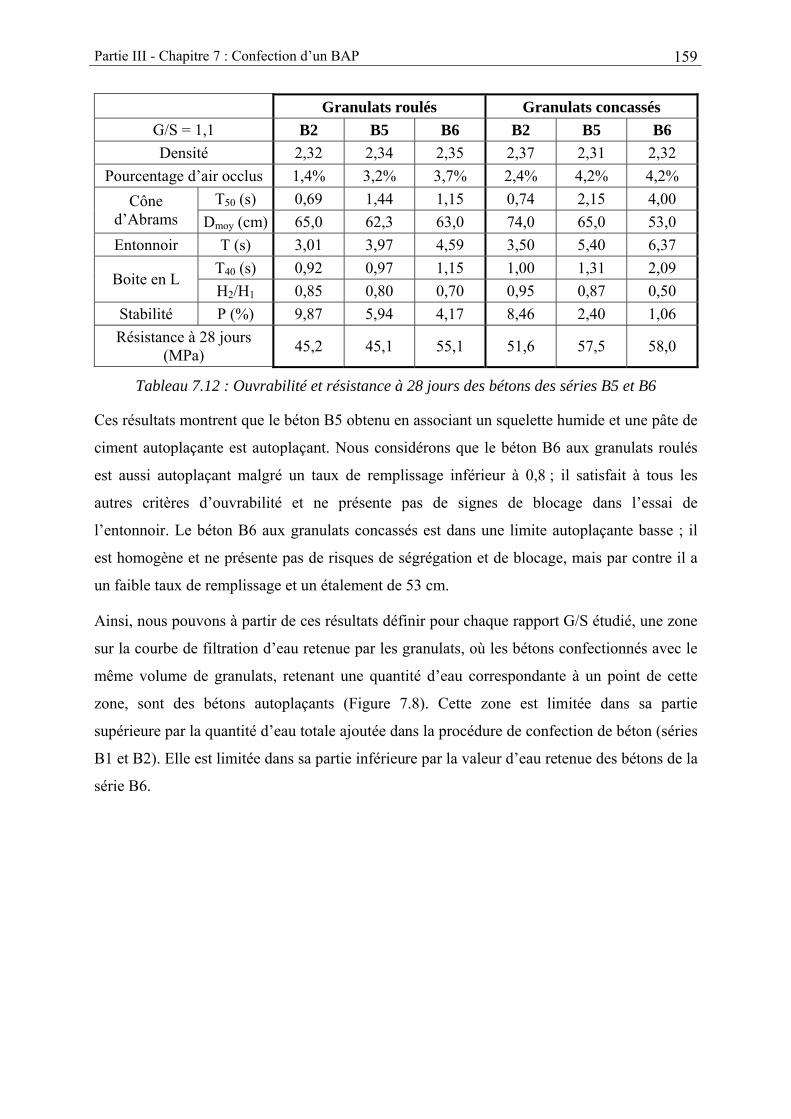
Partie III - Chapitre 7 : Confection d’un BAP 159
Granulats roulés Granulats concassés G/S = 1,1 B2 B5 B6 B2 B5 B6 Densité 2,32 2,34 2,35 2,37 2,31 2,32
Pourcentage d’air occlus 1,4% 3,2% 3,7% 2,4% 4,2% 4,2% T50 (s) 0,69 1,44 1,15 0,74 2,15 4,00 Cône
d’Abrams D (cm) 65,0 62,3 63,0 74,0 65,0 53,0 moy
Entonnoir T (s) 3,01 3,97 4,59 3,50 5,40 6,37 T40 (s) 0,92 0,97 1,15 1,00 1,31 2,09
Boite en L H2/H1 0,85 0,80 0,70 0,95 0,87 0,50
Stabilité P (%) 9,87 5,94 4,17 8,46 2,40 1,06 Résistance à 28 jours 45,2 45,1 (MPa) 55,1 51,6 57,5 58,0
Tableau 7.12 : Ouvrabilité et résistance à 28 jours des bétons des séries B5 et B6
Ces résultats montrent que le béton B5 obtenu en associant un squelette humide et une pâte de
ite autoplaçante basse ; il
finir pour chaque rapport G/S étudié, une zone
sur la courbe de filtration d’eau retenue par les granulats, où les bétons confectionnés avec le
même volume de granulats, retenant une quantité d’eau correspondante à un point de cette
ciment autoplaçante est autoplaçant. Nous considérons que le béton B6 aux granulats roulés
est aussi autoplaçant malgré un taux de remplissage inférieur à 0,8 ; il satisfait à tous les
autres critères d’ouvrabilité et ne présente pas de signes de blocage dans l’essai de
l’entonnoir. Le béton B6 aux granulats concassés est dans une lim
est homogène et ne présente pas de risques de ségrégation et de blocage, mais par contre il a
un faible taux de remplissage et un étalement de 53 cm.
Ainsi, nous pouvons à partir de ces résultats dé
zone, sont des bétons autoplaçants (Figure 7.8). Cette zone est limitée dans sa partie
supérieure par la quantité d’eau totale ajoutée dans la procédure de confection de béton (séries
B1 et B2). Elle est limitée dans sa partie inférieure par la valeur d’eau retenue des bétons de la
série B6.

Partie III - Chapitre 7 : Confection d’un BAP 160
0
150
300
450
0 500 1000 1500
béton)Eau retenue (l/m3 de
Temps écoulé (s)
B1 et B2B4
B5 B6
Zone des BAP
B3
Figure 7.8 : position des bétons autoplaçants confectionnés par rapport à la courbe de filtration du squelette granulaire roulé, G/S = 1,1
6.3. Bilan
Le béton obtenu en associant la pâte optimale autoplaçante à un squelette humide, est
la s bétons autoplaçants. L’optimisation des
critères autoplaçants de la pâte de ciment favorise l’obtention de critères optimaux
d’ouvrabilité à l’échelle du béton. La pâte vient couvrir les granulats et les écarte les uns des
autres pour éviter le mieux possible les frictions et les collisions, afin d’assurer un bon
d’une telle pâte est donc conditionnée par
l’utilisation d’un squelette granulaire humide (dans la zone « BAP » définie sur la courbe de
7. Conclusion
Nous avons utilisé la pâte autoplaçante optimale obtenue dans la partie II (chapitre 5) pour
construire des bétons autoplaçants. Pour cela, nous l’avons mélangée à des squelettes
autoplaçant. En effet, nous avons défini sur la courbe de filtration d’eau retenue par les
granulats, un ensemble de points correspondant à un domaine de bétons autoplaçants.
Nous considérons que la pâte de ciment qui constitue la suspension entre les granulats est un
paramètre très important dans formulation de
écoulement de l’ensemble.
La constitution du béton autoplaçant à partir
filtration, figure 7.8). Ainsi, les granulats ne nécessitent pas une quantité d’eau
supplémentaire, et les propriétés de la pâte ne sont pas modifiées.
Partie III - Chapitre 7 : Confection d’un BAP 161
granulaires définis par un rapport G/S (0,8 – 1,1 – 1,2 – 1,6) et un type de granulats (roulés ou
concassés), en procédant par une méthode empirique (par dichotomie) ; cette association a
an
ainsi obtenus se sont révélés autoplaçants.
mélangeant une pâte de ciment autoplaçante et un squelette humide.
pratiquée, et l’essai a conduit à établir une courbe de filtration. Notre hypothèse a été vérifiée
en définissant sur la courbe de filtration une zone de points où la valeur d’eau retenue par un
squelette granulaire donné conduit à un béton autoplaçant.
Dans le chapitre suivant, nous essaierons de caractériser les squelettes granulaires utilisés afin
ciment optim
nécessité l’ajout d’une qu tité d’eau ou de la même quantité de pâte autoplaçante. Les bétons
Nous avons considéré l’hypothèse selon laquelle un béton autoplaçant peut être obtenu en
Une mesure de l’eau retenue par les squelettes granulaires des BAP confectionnés a été
d’étudier leur interaction avec la pâte de ale.
Partie III - Chapitre 8 : Caractérisation du squelette granulaire 162
CHAPITRE 8 – CARACTERISATION DU SQUELETTE GRANULAIRE
Dans le chapitre précédent, nous avons présenté une méthode em ectionner
des bétons autoplaçants en mélangeant une pâte optimale avec un squelette granulaire humide.
gr pirique. L’étude de cette interaction
bution granulaire [BARRA05][MOU05].
ent la surface totale du
squelette granulaire.
2. Détermination du diamètre représentatif d’un groupe de granulats
2.1. Introduction
ses constituants. La détermination de la
de la compacité d’un mélange est basée, entre autres, sur la
connaissance de la forme des grains qui le constituent. Cette dernière est le plus souvent
ivisent l’ensemble en
granulats compris entre deux ouvertures
consécutives de tamis Φi-1 et Φi, et sa taille moyenne Dmi correspond habituellement à la
1. Introduction
pirique pour conf
Cependant, il est nécessaire d’étudier l’interaction entre la pâte de ciment et le squelette
anulaire, afin d’analyser les résultats de la méthode em
fera l’objet du chapitre 9.
Au préalable, nous présentons une nouvelle approche visant à déterminer le diamètre
représentatif d’une classe appartenant à une distri
Conjuguée avec le modèle d’empilement compressible [LAR00] elle permettra d’estimer la
compacité maximale du squelette granulaire, et d’évaluer égalem
La caractérisation rhéologique des bétons passe généralement par la compréhension des
phénomènes physiques et chimiques qui existent entre
surface granulaire ou
assimilée à des diamètres de sphères, dont la taille est définie comme étant une moyenne entre
deux ouvertures de tamis. Dans une distribution granulométrique classique on considère que
les granulats sont classés selon la taille des ouvertures des tamis, qui d
classes. Une classe i correspond à un groupe de
moyenne arithmétique des deux ouvertures :
21 ii
miDΦ+Φ
= − (8.1)
En supposant une distribution classique de granulats, la courbe granulométrique est
décomposée en k classes de granulats de taille moyenne arithmétique Dmi. Pour la même

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 163
décomposition en classes, nous allons définir la taille de chaque classe par une nouvelle
approche aboutissant à la définition d’un diamètre représentatif DRi. Cette approche est basée
s ion aire
réelle qui est inconnue et sa forme discré
Cette approche consiste tout d’abord à définir les moments s ques d’une d tion à
partir de la fonction de répartition et la on de densité olume. La déduction du
diamètre représentatif ensuite pos approchant ribution réel deux
tamis successifs au moyen de l’interpolatio ire habituell mployée.
Enfin application e approche lques exemples expérimentaux est effectuée
pour an ser son effic
2.2. thodologie
2.2.1. Analyse granul
Tout point (Фi , Gi) d urbe granulo ue d’un mél e granulats nte la
fractio anulaire vo Gi passant à travers l’ouverture de tamis de taille effet,
en supposan toutes les
ur la conservat du volume et du nombre des particules entre la distribution granul
tisée.
tatisti istribu
foncti en v
DRi sera sible en la dist le entre
n linéa ement e
, une de cett sur que
aly acité.
Mé
aire
e la co métriq ange d représe
n gr lumique Фi. En
t que la masse volumique du mélange granulaire est constante sur
classes, la répartition massique déterminée par tamisage est proportionnelle, donc équivalente
à une répartition volumique. La distribution granulométrique est reportée dans un repère
{S(Ф), G(Ф)} (figure 8.1) où S est la fonction d’échelle des diamètres.
Gi = G(Фi)
1
0ФkФ0
S(Ф)Фi
G Gi = fraction volumique cumulée desgrains passant à travers l’ouverture
du tamis de taille Фi
Figure 8.1 :
Dans ulation des s, la fonction est très souve imilée à une l 10(Ф).
2.2.2 tions de di on et de den
La fonction de densité en volume est défin ’équation 8.2
fonction de distribution en volume d’un groupe de granulats donné
la form béton S(Ф) nt ass oi log
. Fonc stributi sité
ie par l :

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 164
( ) ( )ΦΦ
=Φg (8.2)
Soit {E} un ensemble articules d’u nge granulaire, assimilés à des sphères. Ces
grains ont un diamètre pris entre Φ0 t distribués ne fonction de densité en
nombre f(Φ) que nous supposons connue (figure 8.2).
ddG
de N p n méla
Φ com et Φk e selon u
dn
0 ΦkΦ0S(Φ)
f(Φ)
Φ+dΦΦ
Figure 8.2 : fonction de densité en nombre d’un groupe de granulat donné
Ainsi, f(Φ).dΦ est la probabilité qu’une particule appartenant à {E} ait un diamètre compris
entre Φ et Φ + dΦ. Le nombre de grains de diamètre u appartenant à l’intervalle [ ]Φ+ΦΦ d,
peut être exprimé de la façon suivante :
Φ⋅Φ⋅=Φ+Φ<<Φ dfNdudn )()( (8.3)
2.2.3. Relations entre les fonctions g, f et G
Nous cherchons dans ce paragraphe à exprimer les fonctions de répartition et de densité en
mvolume, G(Φ) et g(Φ), en fonction de f(Φ), puis réciproque ent à exprimer la fonction de
densité en nombre f(Φ) en fonction de g(Φ).
Nous supposons d’abord que la fonction f(Φ) est donnée. Le volume dv occupé par les
particules de diamètre u appartenant à l’intervalle [ ]Φ+ΦΦ d, est exprimé par la relation :
( )6
)(3Φ⋅
⋅Φ⋅Φ⋅=Φ+Φ<<ΦπdfNdudv (8.4)

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 165
[ ]kuLe volume de la frac particules de diamètion des tre ΦΦ∈Φ< ,0 est exp : rimé par
( ) ∫∫Φ
Φ
Φ
Φ
⋅⋅⋅ 3
fu⋅==Φ
00
)( duuNdv π (8.5)
Et le volum
<uv6
e total Vt de l’ensemble est donc :
∫Φ
⋅0
)(6
∫
Φ
==k
t NdvV
Ainsi, puisque )
Φ
⋅⋅⋅k
duufu 3π
Φ0
(8.6)
( ) (tV
=uv Φ<G Φ , nous obtenons des équations 8.5 et à partir 8.6 :
( )
∫
∫Φ
⋅⋅
=Φk
G3
Φ
Φ
Φ
⋅
duufu
ufu
0
0
3
)(
(
(8.7)
Par conséquent, la relation 8.2, exprimant la fonction de densité en volume s’écrit :
⋅ du)
( ) ( )
∫Φ
Φ
⋅⋅
Φ⋅Φ=
ΦΦ
=Φk
duufu
fd
dGg
0
3
3
)(
)( (8.8)
Réciproquement, nous allons exprimer la fonction de densité en nombre f(Φ) selon la fonction
de densité en volume g(Φ) qui est supposée donnée dans ce cas.
Φ
G(Φ)
Φ+dΦS(Φ)
( ) ( )Φ+Φ⋅=Φ+Φ dGVdV t
( ) =ΦV ( )Φ⋅GVt
dGVd t ⋅V =
6=v
Figure 8.3 : exemple d’une courbe granulométrique
/3ΦπVolume d’un grain :
Nombre des grains : dn = dV/v

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 166
Comme illustré sur la figure 8.3, le volume des particules dont le diamètre est compris entre Φ
et Φ+dΦ, peut être exprimé par :
( ) ( ) ( )[ ] ( ) Φ⋅Φ⋅=⋅=Φ−Φ+Φ⋅=Φ+Φ<<Φ dgVdGVGdGVdudv ttt (8.9)
Comme le volume de chaque grain est 6
3Φ⋅=
πv , le nombre des particules entre Φ et Φ+dΦ
est exprimé par l’équation 8.10 :
( ) ( )Φ⋅
ΦΦ
d3 ⋅
⋅Φ
g
6)
Le nombre total N de grains entre Φ0 orrespondant a e total Vt est
=Φ+Φ<<V
du t
πdn
(8.10
et Φk c u volum alors :
∫∫ ⋅⋅
⋅== t duuugVdnN 3
)(π
(8.11
Φ
ΦΦ
k
)
Φk
006
En utilisant les trois équations 8.3, 8.10 et 8.11, nous obtenons la relation suivante :
∫Φ
Φ
Φ
⋅
Φ
=Φk ug
g
f3
)(
)(
)(
duu
0
3
(8.12)
2.2.4. Discrétisation et conservation du moment statistique
La discrétisation consiste à définir une distribution continue inconnue en une distribution
discontinue équivalente. Chaque classe Ci (limitée par Φi-1 et Φi) dans l’ensemble iCC Ui
=
est caractérisée par un diamètre représentatif Di et une probabilité N
p ii = d’apparition de
cette classe, avec n
n
i le nombre de grains dans chaque classe Ci (figure 8.4).
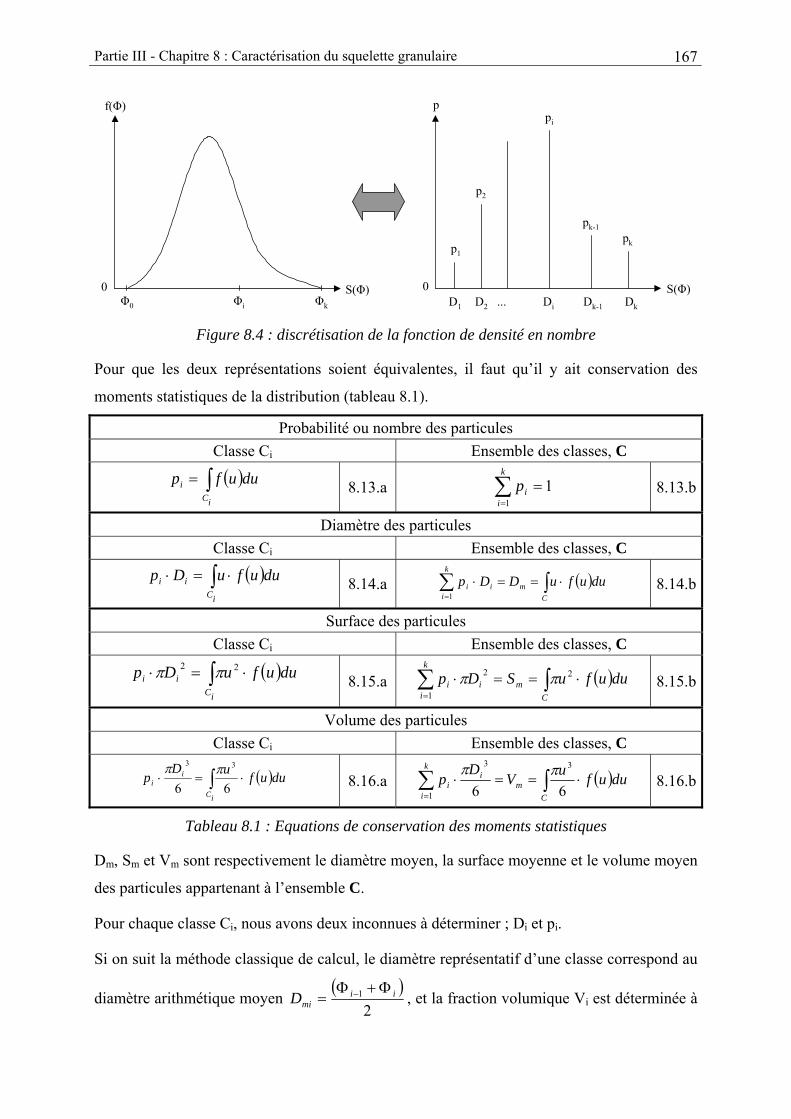
Partie III - Chapitre 8 : Caractérisation du squelette granulaire 167
pi
pf(Φ)
0 S(Φ)Dk Dk-1D2D1 ...
p2
Di
p1
pk-1pk
0Φ0 Φk
S(Φ)Φi
Figure 8.4 : discrétisation de la
moments statistiques de la distribution (tableau 8.1).
Probabilité ou nomb
fonction de densité en nombre
Pour que les deux représentations soient équivalentes, il faut qu’il y ait conservation des
re des particules Classe C Ensemble des classes, C i
( )∫= duufp k
iCi 8.13.a
iip 8.13.b1
1=∑
=
Diamètre des particules Classe Ci Ensemble des classes, C
( )∫ ⋅=⋅iC
ii duufuDp 8.14.a ( )∫∑ ⋅==⋅ m
k
ii duufuDDp 8.14.b= Ci 1
Surface des particules Classe Ci Ensemble des classes, C
( )∫ ⋅=⋅iC
8.15.a = C
mi
ii1
8.15.bii duufuDp 22 ππ k
duufuSDp 22 ππ ( )∫∑ ⋅==⋅
Volume des particules Classe Ci Ensemble des classes, C
( )∫ ⋅=⋅ ii duufuD
p66
33 ππ ( )∫∑ ⋅==⋅8.16.a iC = Ci 1
m
ki
i duufuVD
p66
33 ππ 8.16.b
Tableau 8.1 : Equations de conservation des mo
D , Sm e m e e
des particules appartenant à l’ensem
P haque ous avons nues à déte i.
Si on suit la m de calcul, le diamètre représentatif d’une classe correspond au
diamètre arithmétique moyen
ments statistiques
m t Vm sont respective ent le diamètre moy n, la surface moyenn et le volume moyen
ble C.
our c classe Ci, n deux incon rminer ; Di et p
éthode classique
( )2
1 iimiD
Φ+Φ= − , et la fraction volumique Vi est déterminée à

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 168
partir de la courbe granulométrique ii GV ∆= . Dans ce cas, l’équation 8.13.b n’est jamais
satisfaite, puisque pi est directement déduite de l’équation 8.16.a.
Afin de discrétiser la distribution, nous proposons une approche plus convenable, tout en
conservant le nombre de particules entre les deux représentations. Puisque l’équation 8.13.b
doit être satisfaite, le diamètre représentatif DRi doit satisfaire une des trois autres relations.
ion de la étrique est volumique, nous trouvons approprié
de garder la relation 8.16 (conservation de volume). Ainsi à partir des deux relations (8.13.a et
Comme la distribut courbe granulom
8.16.a), DRi est déduit :
3
3
3
)(
)(
Ri
iC
iCi D
duuf
duufu
D =⋅
⋅⋅
=∫
∫ (8.17)
En prenant en compte l’équation 8.12, nous obtenons la relation 8.18 :
3
3
)(
)(
)(
)(
⎟⎟⎟⎞
⎜⎜⎜⎛ ⋅
=⎟⎟⎟
⎜⎜⎜ ⋅
=∫∫iC
iC
Ci ug
duug
ugu
duug
D
1
3
3
3
3
)(
)(
⎟⎟⎠
⎜⎜⎝
⋅
⎟⎟⎟⎟⎟
⎟⎟
⎠
⎞
⎜⎜⎜⎜⎜
⎜⎜
⎝
⎛
⋅⋅
⋅
∫∫∫
∫
iC
iC
C
duudu
uduug
u
duug
(8.18)
2.2.5. Interpolation de la distribution granulométrique
En pratique, la distribution granulométrique entre deux points successifs de la courbe est
inconnue. Afin de résoudre l’équation 8.18, il est nécessaire d’approcher la fonction G(Φ) par
une interpolation analytique. Dans chaque classe, l’interpolation classique utilisée dans le
domaine de formulation de béton est une interpolation linéaire.
La distribution granulométrique approchée
1
)(ΦG et la fonction de densité correspondante
)(Φg sont exprimées par les équations 8.19 et 8.20 respectivement dans chaque classe i.
[ ] ⎟⎟⎠
⎞⎜⎜⎝
⎛−
−Φ⋅−+=Φ
−
−−−
1
111
)()(
ii
iiii SS
SSGGGG (8.19)

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 169
ΦΦ
⋅⎟⎟⎞
⎜⎜⎛ −
=Φ
=Φ − dSGGGdg ii )()()( 1 (8.2⎠⎝ −Φ − dSSd ii 1
0)
s pouvons exprimer le diamètre représentatif DRi de chaque classe i (de
l’équation 8.18) par :
En utilisant 8.20, nou
31
⎟⎞
⎜⎛
3 ⎟⎟
⎠⎜⎜
⎝⋅⎟
⎠⎜⎝
⋅∫iC
duduu
2.3. Application
Nous allons déterminer le diamètre représentatif des différentes classes
1
)(1 ⎟⎟
⎜⎜
⎞⎛−
= −iiRi udS
SSD (8.21)
en prenant pour
fonction d’échelle la fonction S(Φ) = Φ. Ainsi 1=Φ
)(Φd
, et l’équation 8.21 conduit à la
relation suivante :
dS
31
221
1
3
1
3
1
21
211)(1
⎟⎟⎟
⎠⎜⎜⎜
⎝ Φ−
Φ
Φ−Φ=
⎟⎟⎟⎟
⎠⎜⎜⎜⎜
⎝⋅
Φ−Φ=
⎟⎟⎟⎟
⎠⎜⎜⎜⎜
⎝⋅⎟
⎠⎞
⎜⎝⎛⋅
−=
−
−−−
∫∫ii
ii
iC
ii
iC
iiRi
duu
dudu
udSu
SSD (8.22)
Le tableau suivant (tableau 8.2) regroupe les valeurs des diamètres représentatifs D
33
⎟⎞
⎜⎛⎟
⎞⎜⎛⎟
⎞⎜⎛
11
Ri des
différentes classes granulaires, ainsi que les valeurs des diamètres moyens arithmétiques Dmi.
La méthode proposée conduit toujours, pour chaque classe i à un diamètre représentatif DRi
inférieur au diamètre moyen arithmétique Dmi utilisé par la méthode classique de calcul.

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 170
Tamis inférieur (mm) Tamis supérieur (mm) DRi (mm) Dmi (mm) 0,08 0,16 0,111 0,120 0,16 0,32 0,220 0,238 0,32 0,63 0,437 0,473 0,63 1,25 0,871 0,940 1,25 2,5 1,733 1,875 2,5 3,15 2,800 2,825 3,15 4 3,541 3,575
4 5 4,463 4,500 5 6,3 5,600 5,650
6,3 8 7,082 7,150 8 10 8,926 9,000 10 12,5 11,157 11,250
12,5 16 14,106 14,250 16 20 17,852 18,000 20 25 22,314 22,500
Tableau 8.2 : Valeurs des diamètres représentatifs et arithmétiques des classes granulaires
A partir de la connaissance de DRi et des équations 8.13.a et 8.16.a, on évalue pRi, la fraction
en nombre des par
2.4. Intérêt de la méthode de détermination du diamètre représentatif DRi
Pour montrer l’intérêt de cette approche, nous allons comparer le nombre total des particules
des différents granulats, calculé en utilisant les deux méthodes, classique (Dmi) et développée
(DRi).
ticules dans chaque classe Ci :
( )
( ) ( )∫∫
∫
⋅⋅
−=
⋅⋅
⋅
= −
CRi
ii
CRi
iCRi
duu
ugD
GG
duu
ugD
duug
p
33
1
33
(8.23)
On a également :
( )∫ ⋅⋅C
mi duu
ugD 33 (8.24)
∆= i
miG
p
tLe nombre total des particules (N dans le tableau 8.3) d’un granulat est la somme des
nombres des particules des classes. Le tableau 8.3 montre des écarts calculés sur les nombres

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 171
des particules des granulats utilisés pour la confection des bétons autoplaçants en utilisant les
deux méthodes.
Granulat ( ) tDRi
tDmi
tDRi NNN ÷−
Sable 0,08/4 R 20,8 % Gravier 4/12,5 R 7,4 % Sable 0,08/3 C 20,9 % Gravier 4/8 C 20,6 %
Tableau 8.3 : Variation relative du nombre des particules calculé
Dans ce calcul, nous considérons la distribution granulaire comprise entre 80 microns et le
Dmax des granulats correspondants. Nous considérons les fines de taille inférieure à 80
microns comme faisant partie de la pâte de ciment.
3. Compacité : étapes et méthodologie
3.1. Introduction
Dans cett acité des
squelettes granulaires secs utilisés dans les bétons confectionnés. La méthode est basée sur le
veloppé par de Larrard [LAR00], et vise à calculer la
t VA. Le volume apparent est la somme du volume des solides et du volume des vides
V :
e partie, nous allons exposer la méthode utilisée pour déterminer la comp
modèle d’empilement compressible dé
valeur de la compacité maximale d’un squelette granulaire donné.
La compacité est le rapport du volume solide d’un mélange granulaire sur son volume
apparen
Vides
VidesSA VVVCompacité
+== (8.25)
Toutefois, la compacité d’un squelette dépend du mode de mise en place, du récipi
(cylindre, sphère, cube) et du procédé de compactage (piquetage, vibration ave an
SS VV
ent
c ou s s
pression). La compacité maximale (ou virtuelle selon [LAR00]) est la compacité que l’on peut
obtenir avec un mélange granulaire donné, tout n plaçant les particules une par une
exemple, si l’on prend un mélange de sphères de même taille, la compacité mesurée avec les
de ce m se en place gr
l’arrangement cubique faces centrées des sphères).
e . Par
différents modes de mise en place peut changer entre 0,60 et 0,64. Or, la compacité maximale
ême mélange avec une mi ain par grain est égale à 0,74 (compacité de

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 172
Dans les paragraphes suivants, la compacité maximale (ou virtuelle) est notée γ , la compacité
mesurée expérimentalement est la compacité C.
3.2. Méthodologie
Un mélange granulaire peut être divisé en différents groupes de grains distribués suivant leur
taille. Ainsi, une classe de granulats correspond à un ensemble dont la taille est comprise entre
deux ouvertures consécutives de tamis dans la série de Renard (série géométrique de raison
1,26). Nous disons des granulats appartenant à la même classe qu’ils sont
monodispersés lorsqu’ils traversent un tamis d’ouverture Φi et lorsqu’ils sont retenus par un
pacité maximale d’un
mélange granulaire en mesurant les compacités expérimentales Ci de chacune de ses classes i
ou d ses
Pour une division en classes monodispersées, la compacité expérimentale Ci d’une classe i
conduit au calcul de la compacité résiduelle,
tamis d’ouverture Φi+1 avec Φi/Φi+1 ≤ 1,26.
Lorsque Φi/Φi+1 ≥ 1,26, les granulats sont dits polydispersés, et appartiennent à une
« tranche » qui regroupe au moins deux classes consécutives dans la série de Renard.
Le modèle d’empilement compressible permet de calculer la com
e ses tranches. Les calculs sont différents si l’on choisit de diviser le squelette en clas
monodispersées ou en tranches polydispersées.
3.2.1. Cas d’un mélange de granulats monodispersés
iβ , c’est à dire la compacité maximale
virtuelle) de la classe i. Pour tenir compte de l’effet de serrage, on calcule d’abord la
(ou
iβ de la classe i : compacité résiduelle moyenne
ii CK
⋅⎟⎠⎞
⎜⎝⎛ +=
11β (8.26)
K est un indice de serrage qui varie selon le procédé de remplissage des granulats, il est é
9 pour des granulats soumis à une vibration et à une pression de 10 kPa dans un récipient
La compacité résiduelle
gal à
cylindrique (cas de notre étude expérimentale).
iβ de la classe i est calculée en prenant en compte le diamètre Φ du
récipient cylindrique du dispositif d’essai, de la hauteur H de l’échantillon de granulats
compacté, et de la nature des granulats utilisés (équation 8.27).

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 173
( )⎥⎥⎦
⎤
⎢⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −⋅⎟
⎠⎞
⎜⎝⎛
Φ−−⋅−−
Hdd
K iiw
i
111112 (8.27)
K
= iββ
w est un coefficient qui tient compte de l’effet de paroi du récipient ; Kw = 0,88 pour les
granulats roulés, Kw = 0,73 pour les granulats concassés [LAR00].
La compacité résiduelle iβ de la classe i dépend aussi de la taille des grains dans cette classe,
représentée par le diamètre des grains di entre deux ouvertures de tamis Φi-1 et Φi.
Pour un tel que
, on mesure les compacités résiduelles
mélange de n classes i de granulats de taille di (i allant de 1 à n)
n21 iddd ≥≥≥ ... β des n classes. On calcule ensuite la
compacité maximale du mélange iγ en considérant que la classe i est la classe dominante :
∑∑+=
−
= ⎥⎥⎦
⎤
⎢⎢⎣
⎡−−
⎥⎥⎦
⎤
⎢⎢⎣
⎡−+−−
n
ijj
j
iij
i
jj
jiiji yayb
1
1
11)11(11
ββ
βββ (8.28)
La compacité maximale du mélange est
= iβγ i
)( iMin γγ = .
yi est la proportion volumique en solide de la classe i dans le volume solide total.
aij est le coefficient de l’effet de desserrement exercé par les grains j sur l’empilement des
grains i (exemple : effet de desserrement d’un grain 3 sur les grains 2 sur la figure 8.5):
02,1)1(1i
jij d
da −−= (8.29)
bij est le coefficient de l’effet de paroi subi par l’empilement des grains i au voisinage d’un
grain j (exemple : effet de paroi subi par les grains 2 au voisinage d’un grain 1 sur la figure
8.5):
5,1)1(1j
iij d
db −−= (8.30)
Ces deux coefficients sont calculés expérimentalement avec une erreur moyenne en valeur
ranulats roulés, et de 0,0187 pour les mélanges concassés. Ils absolue de 0,0083 pour les g
peuvent être utilisés en général avec les différents types de granulats roulés et concassés. Les
deux formules (8.29) et (8.30) sont le résultat de lissage de valeurs expérimentales [LAR00].
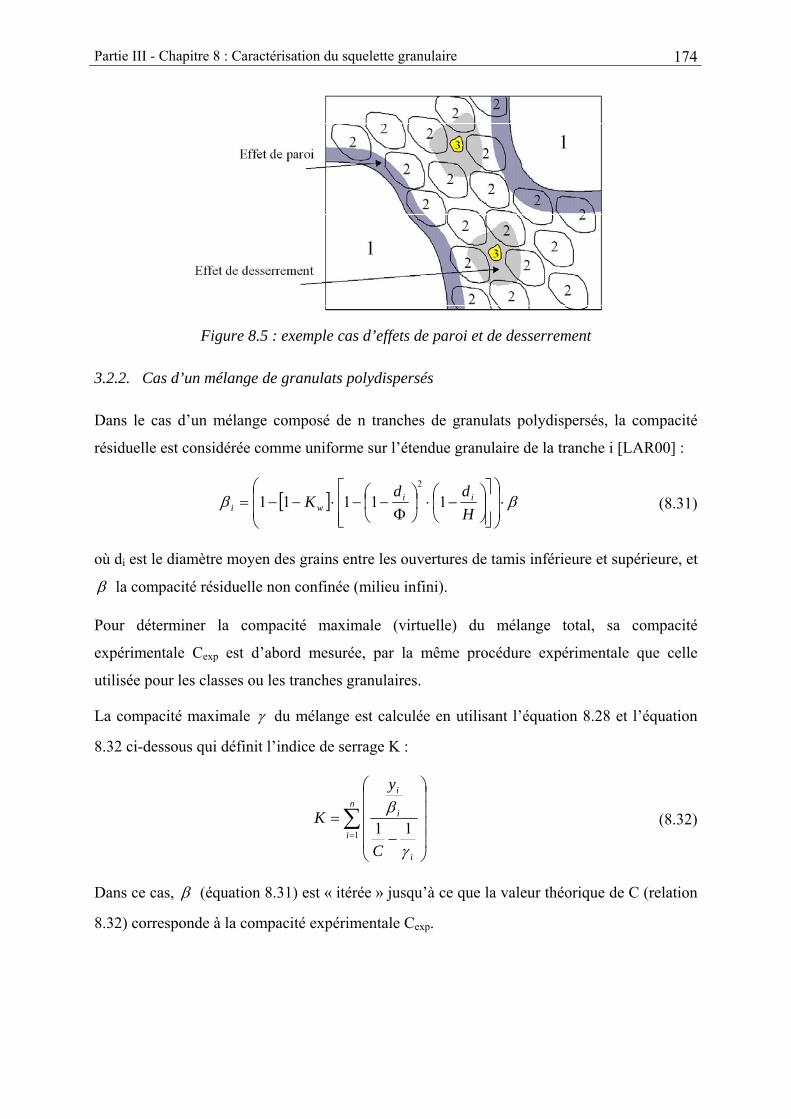
Partie III - Chapitre 8 : Caractérisation du squelette granulaire 174
Figure 8.5 : exemple cas d’effets de paroi et de desserrement
3.2.2. Cas d’un mélange de granulats polydispersés
Dans le cas d’un mélange composé de n tranches de granulats polydispersés, la compacité
résiduelle est considérée comme uniforme sur l’étendue granulaire de la tranche i [LAR00] :
[ ] ββ ⋅⎟⎞
⎜⎛
⎥⎤
⎢⎡
⎟⎞
⎜⎛ −⋅⎟
⎞⎜⎛ −−⋅−−=
ddK ii 11111
2
⎟⎠
⎜⎝ ⎥⎦⎢⎣ ⎠⎝⎠⎝ Φ Hwi (8.31)
où di est le diamètre moyen des grains entre les ouvertures de tamis inférieure et supérieure, et
β la compacité résiduelle non confinée (milieu infini).
Pour déterminer la compacité maximale (virtuelle) du mélange total, sa compacité
expérimentale Cexp est d’abord mesurée, par la même procédure expérimentale que celle
utilisée pour les classes ou les tranches granulaires.
La compacité maximale γ du mélange est calculée en utilisant l’équation 8.28 et l’équation
8.32 ci-dessous qui définit l’indice de serrage K :
∑ ⎟⎟⎞
⎜⎜⎛
=n
i
iy
Kβ
(8.32)= ⎟
⎟
⎠⎜⎜
⎝−i
iC1 11
γ
Dans ce cas, β (équation 8.31) est « itérée » jusqu’à ce que la valeur théorique de C (relation
8.32) corresponde à la compacité expérimentale Cexp.

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 175
3.3. Applica
N ob éte té m ette le
supérieure à 0,08 mm de chacun des bétons confectionnés, afin d’en déduire le volume des
vides qui correspond au volume de la ompacte entre les granulats.
3.3.1. Décomposition en tranches granulaires
L
G/S Ainsi p ,08
mm et 20 mm pour les granulats roulés, et entre 0,08 et 12,5 m oncassés,
se les tr ta fo
particules de ions comparables à celles du cim du filler cal t sont
considérées comme faisant partie de la pâte.
Nous avons établi la distribution granulométrique de tous les squelettes granulaires (à
d
Passants c aires roulés (> 0,08 mm)
tion
otre jectif consiste à d rminer la compaci aximale du squel granulaire de tail
pâte c
e squelette granulaire est composé d’un mélange de sable et de gravier en différents rapports
. our un squelette granulaire donné, la taille des granulats est comprise entre 0
m pour les granulats c
lon courbes granulomé iques. Le passant au mis de 80 microns rme un ensemble de
dimens ent et caire e
ifférents G/S) dans les deux tableaux 8.4 et 8.5.
umulés (%) des squelettes granulOuverture de tamis (mm) G/S = 0,8 G/S = 1,1 G/S = 1,2 G/S = 1,6
0,08 0,00 0,00 0,00 0,00 0,16 1,70 1,45 1,39 1,17 0,315 7,35 6,30 6,01 5,09 0,63 22,66 19,43 18,54 15,69 1,25 35,66 30,57 29,18 24,69 2,5 45,34 38,98 37,24 31,64 3,15 49,57 42,75 40,89 34,87
4 54,66 47,24 45,22 38,68 5 64,33 58,00 56,27 50,69
6,3 71,11 65,95 64,55 60,00 8 78,18 74,28 73,22 69,78 10 87,56 85,33 84,73 82,77
12,5 96,27 95,60 95,42 94,83 16 99,56 99,48 99,45 99,38 20 100,00 100,00 100,00 100,00
Tableau 8.4 : passants cumulés (%) des squelettes granulaires roulés
Nous avons choisi de décomposer les squelettes granulaires de notre étude en 5 tranches de
granulats polydispersés. En effet, la décomposition en classes de granulats monodispersés
augmente d’une part le nombre d’essai à réaliser (14 classes au moins dans le cas des
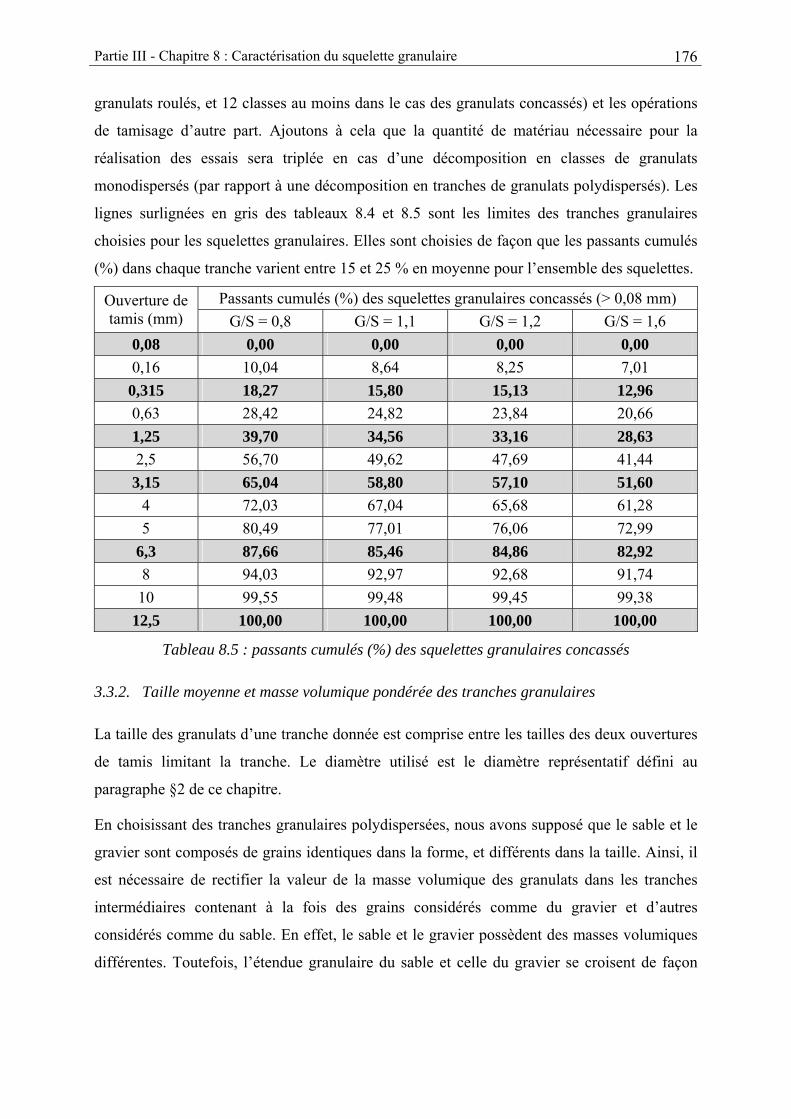
Partie III - Chapitre 8 : Caractérisation du squelette granulaire 176
granulats roulés, et 12 classes au moins dans le cas des granulats concassés) et les opérations
de tamisage d’autre part. Ajoutons à cela que la quantité de matériau nécessaire pour la
pour l’ensemble des squelettes.
réalisation des essais sera triplée en cas d’une décomposition en classes de granulats
monodispersés (par rapport à une décomposition en tranches de granulats polydispersés). Les
lignes surlignées en gris des tableaux 8.4 et 8.5 sont les limites des tranches granulaires
choisies pour les squelettes granulaires. Elles sont choisies de façon que les passants cumulés
(%) dans chaque tranche varient entre 15 et 25 % en moyenne
Passants cumulés (%) des squelettes granulaires concassés (> 0,08 mm) Ouverture de tamis (mm) G/S = 0,8 G/S = 1,1 G/S = 1,2 G/S = 1,6
0,08 0,00 0,00 0,00 0,00 0,16 10,04 8,64 8,25 7,01 0,315 18,27 15,80 15,13 12,96 0,63 28,42 24,82 23,84 20,66 1,25 39,70 34,56 33,16 28,63 2,5 56,70 49,62 47,69 41,44 3,15 65,04 58,80 57,10 51,60
4 72,03 67,04 65,68 61,28 5 80,49 77,01 76,06 72,99
6,3 87,66 85,46 84,86 82,92 8 94,03 92,97 92,68 91,74 10 99,55 99,48 99,45 99,38
12,5 100,00 100,00 100,00 100,00
Tableau 8.5 : passants cumulés (%) des squelettes granulaires concassés
3.3.2. Taille moyenne et masse volumique pondérée des tranches granulaires
La taille des granulats d’une tranche donnée est comprise entre les tailles des deux ouvertures
de tamis limitant la tranche. Le diamètre utilisé est le diamètre représentatif défini au
paragraphe §2 de ce chapitre.
En choisissant des tranches granulaires polydispersées, nous avons supposé que le sable et le
gravier sont composés de grains identiques dans la forme, et différents dans la taille. Ainsi, il
est nécessaire de rectifier la valeur de la masse volumique des granulats dans les tranches
intermédiaires contenant à la fois des grains considérés comme du gravier et d’autres
considérés comme du sable. En effet, le sable e avier possèdent des masses volumiques
différe façon
t le gr
ntes. Toutefois, l’étendue granulaire du sable et celle du gravier se croisent de

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 177
qu’on trouve dans une même tranche une fraction de granulats provenant du sable et le
La masse volumique de chaque tranche est donc pondérée grâce à l’équation suivante :
complément qui provient du gravier.
G
G
S
StrancheVρρ +
GStranchetranche MM
MMMρ
+== (8.33)
Les indices S et G représentent le sable et le gravier. M et ρ sont respectivement la masse
dans la tranche et la masse volumique du matériau correspondant.
Nous représentons dans les tableaux 8.6.a et 8.6.b les diamètres représentatifs des tranches
es diamètres moyens arithmétiques
Granulats roulés
granulaires des squelettes roulés et concassés, ainsi que l
correspondants.
N° tranche Tranche granulaire Diamètre Représentatif
(mm) Diamètre moyen
arithmétique (mm) 1 10 – 20 13,867 15,000 2 5 – 10 6,934 7,500 3 2,5 – 5 3,467 3,750 4 0,63 – 2,5 1,166 1,565 5 0,08 – 0,63 0,193 0,355
Tableau 8.6.a : Caractéristiques des tranches granulaires (granulats roulés)
Granulats concassés N°
tranche Tranche granulaire Diamètre Représentatif (mm)
Diamètre moyen arithmétique (mm)
1 6,3 – 12,5 8,705 9,400 2 3,15 – 6,3 4,368 4,725 3 1,917 2,200 1,25 – 3,15 4 0,315 – 1,25 0,583 0,7825 5 0,08 – 0,315 0,148 0,1975
Tableau 8.6.b : Caractéristiques des tranches granulaires (granulats concassés)
3.3.3. Réponses expérimentales
Nous arrêtons les tamisages lorsque nous obtenons au moins trois kilogrammes de granulats
dans chaque tranche granulaire. Nous avons obtenu des masses supérieures à 3 kg pour
certaines tranches granulaires : nous avons utilisé ces quantités supplémentaires pour réaliser
des essais de répétabilité (5 essais) afin de déterminer la dispersion expérimentale sur la

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 178
valeur de compacité. Les valeurs des écarts types sont de l’ordre de 0,001 pour les compacités
expérimentales des tranches granulaires, et de 0,01 pour les compacités expérimentales du
squelette entier. Ces valeurs sont valables pour les granulats roulés et concassés.
Pour ca ffectué lculer la compacité virtuelle d’un squelette granulaire donné, nous avons donc e
une mesure de compacité sur des échantillons représentant les squelettes granulaires des
bétons confectionnés. Les résultats correspondants sont présentés dans le tableau 8.7.
Granulats roulés Granulats Concassés G/S 0,8 1,1 1,2 1,6 0,8 1,1 1,2 1,6
Compacité expérimentale 0,774 0,778 0,780 0,774 0,728 0,733 0,726 0,727
Tableau 8.7 : Compacités expérimentales des squelettes granulaires (> 0,08 mm)
3.3.4. Compacités maximales des squelettes granulaires
Nous calculons les compacités maximales des squelettes granulaires en utilisant la méthode
if et le diamètre moyen arithmétique, les résultats sont présentés dans le
tableau 8.8 :
nulats roulés Granulats concassés
décrite dans le §3.2.2, et en utilisant aussi les équations 8.29 et 8.30 pour calculer les
coefficients des effets de paroi et de desserrement. Nous avons effectué le calcul avec le
diamètre représentat
GraG/S
Calcul utilis Ri Calcul u Dmi Calcul utilis i Calcul utilisant Dmiant D tilisant ant DR
0,8 0,877 0,864 0,807 0,815 1,1 0,863 0,856 0,806 0,814 1,2 0,859 0,857 0,799 0,8081,6 0,842 0,842 0,800 0,809
Tableau 8.8 : Compacités maximales des squelettes granulaires des bétons confectionnés
que la différence entre les compacités maximales obtenues avec la prise en
à la pâte de ciment dans les bétons confectionnés. Comme nous considérons que la partie
Nous remarquons
compte du diamètre représentatif et celles obtenues avec le diamètre moyen arithmétique, est
le plus souvent inférieure à l’écart type expérimental (0,01). A partir de ces résultats, et pour
un volume donné de granulats, nous pouvons déduire le volume occupé par les vides dans les
mélanges compacts des granulats supérieurs à 0,08 mm.
4. Surface granulaire
Dans ce paragraphe, notre objectif est de déterminer la surface totale des granulats, accessible

Partie III - Chapitre 8 : Caractérisation du squelette granulaire 179
inférieure à 0,08 mm des granulats est incluse dans la matrice, le calcul de la surface
granulaire concerne uniquement la partie supérieure à 0,08 mm des granulats.
emble de granulats identiques en
ithmétique moyen Dmi ainsi
avier dans un mètre cube de béton, nous déterminons
(tableaux 8.5.a et 8.5.b), et nous déduisons le volume
total de chaque classe Vclasse.
ombre des grains dans
La surface totale d’un mélange granulaire est la somme des surfaces de toutes les particules
qui le constituent. Pour la calculer, nous déterminons la surface totale des granulats de chaque
classe granulaire. Chaque classe est représentée par un ens
forme, en taille et en densité.
Pour chaque classe, la masse volumique prise en compte dans nos calculs est la masse
volumique pondérée (équation 8.33). Nous utilisons le diamètre ar
que le diamètre représentatif DRi pour calculer dans chacun des cas la surface granulaire des
classes.
En partant de la masse du sable et du gr
la masse de grains de sable et de gravier contenue dans chaque classe grâce à la distribution
granulométrique donnée des matériaux
Le diamètre représentatif DRi est calculé en conservant le volume et le n
les classes granulaires. Ainsi, le nombre des grains ni dans une classe i est le rapport du
volume total Vi de la classe i sur le volume représentatif moyen VRi de ses grains (dont le
diamètre représentatif est DRi).
Riii VnV ⋅= (8.34)
’écrire la même relation pour la surface Si d’une classe i : Il est aussi possible d
Riii SnS ⋅= (8.35)
Le volume moyen des grains VRi est égal à 3
6 RiDπ et la surface moyenne SRi des grains est
égale à 2RiDπ .
En calculant le nombre de grains contenus dans chaque classe, nous déterminons la surface
lasse, et nous déduisons la surface totale des granulats dans les
bétons en additionnant les surfaces des classes :
totale des grains dans chaque c
∑=i
igranulaire (8.36)SS
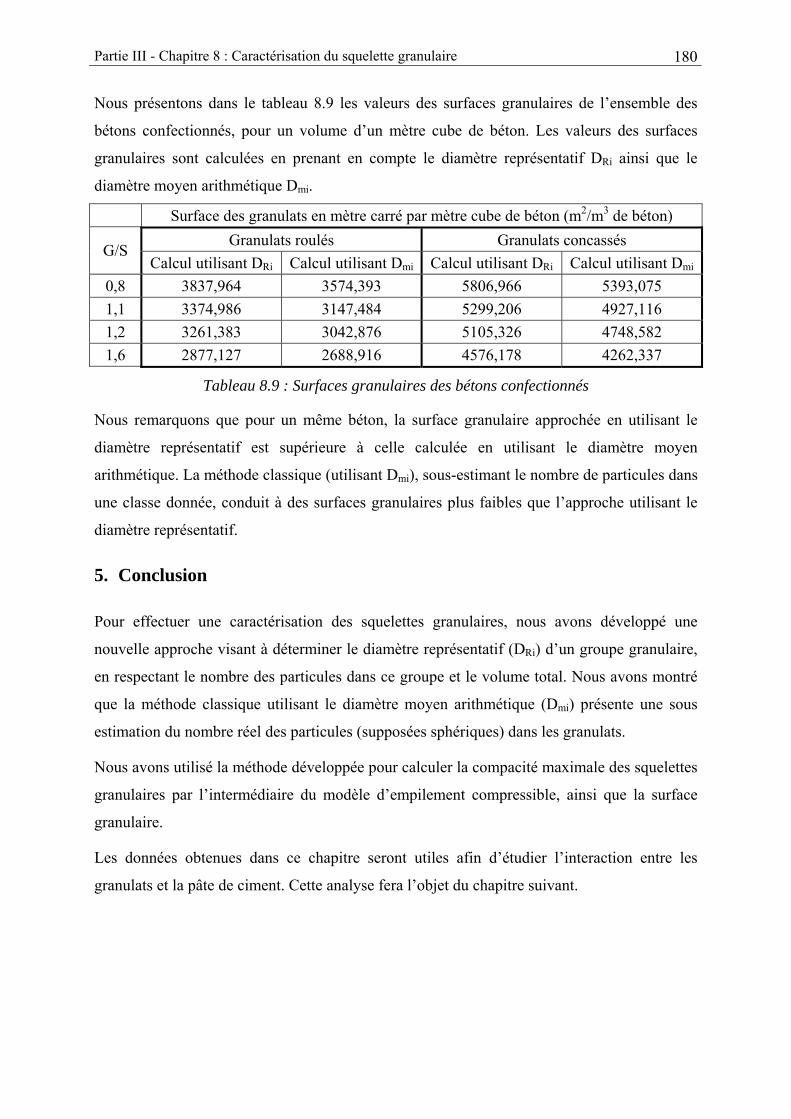
Partie III - Chapitre 8 : Caractérisation du squelette granulaire 180
Nous présentons dans le tableau 8.9 les valeurs des surfaces granulaires de l’ensemble des
bétons confectionnés, pour un volume d’un mètre cube de béton. Les valeurs des surfaces
diam mi
e des granulats en mètre carré par mètre cube de béton (m2/m3 de béton)
granulaires sont calculées en prenant en compte le diamètre représentatif DRi ainsi que le
ètre moyen arithmétique D .
SurfacGranulats roulés Granulats concassés G/S
Calcul utilisant DRi Calcul utilisant Dmi Calcul utilisant DRi Calcul utilisant Dmi
0,8 3837,964 3574,393 5806,966 5393,075 1,1 3374,986 3147,484 5299,206 4927,116 1,2 3261,383 3042,876 5105,326 4748,582 1,6 2877,127 2688,916 4576,178 4262,337
Tableau 8.9 : Surfaces granulaires des bétons confectionnés
en utilisant le diamètre moyen
arithmétique. La méthode classique (utilisant Dmi), sous-estimant le nombre de particules dans
une classe donnée, conduit à des surfaces granulaires lus faibles que l’approche utilisant le
n groupe granulaire,
en respectant le nombre des particules dans ce groupe et le volume total. Nous avons m
que la méthode classique utilisant le diamètre moyen arithmétique (Dmi) présente une sous
se fera l’objet du chapitre suivant.
Nous remarquons que pour un même béton, la surface granulaire approchée en utilisant le
diamètre représentatif est supérieure à celle calculée
p
diamètre représentatif.
5. Conclusion
Pour effectuer une caractérisation des squelettes granulaires, nous avons développé une
nouvelle approche visant à déterminer le diamètre représentatif (DRi) d’u
ontré
estimation du nombre réel des particules (supposées sphériques) dans les granulats.
Nous avons utilisé la méthode développée pour calculer la compacité maximale des squelettes
granulaires par l’intermédiaire du modèle d’empilement compressible, ainsi que la surface
granulaire.
Les données obtenues dans ce chapitre seront utiles afin d’étudier l’interaction entre les
granulats et la pâte de ciment. Cette analy
Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 181
CHAPITRE 9 – ANALYSE DE L’INTERACTION PATE - GRANULATS
1. Introduction
ts et la suspension de pâte de
ciment dans le béton afin d’expliquer le rôle joué par la pâte de ciment dans le béton
Nous avons montré que le béton obtenu en associant la pâte optimale autoplaçante à un
t d’eau a été ajouté pour confectionner les
bétons. Cette quantité supplémentaire a pour effet d’augmenter le volume de la pâte afin
d’améliorer l’écoulement, ce qui a été confirmé en remplaçant ce supplément d’eau par la
Cepe e pâte
autoplaçante à un squelette humide conduit à la conception d’un béton autoplaçant, il nous
reste à déterminer quel paramètre explique ce résultat, et dans quelles proportions peut-on le
moyenne de
pâte couvrant les granulats du squelette composant le béton. Nous considérons que les bétons
autoplaçants confectionnés (par ajouts séquencés) sont constitués d’un squelette gran
entouré par une épaisseur suffisante, voire optimale, pour un écoulement autoplaçant. Pour
nné), tous les bétons qui se situent
dans la zone « BAP » possèdent le même squelette granu ire dans un mètre cube de béton
(même volume). Ainsi le volume de suspension enrobant les granulats dans tous ces bétons
aute de la zone « BAP », les dosages en liant et en adjuvants sont les plus
faibles (dosage en eau plus important) alors qu’en partie basse de la zone les dosages sont
plus importants. Ainsi, il est libre à l’expérimentateur de choisir sa formulation en tenant
compte des propriétés mécaniques du béton résultant. En effet, nous ne pensons pas que le
zone
« BAP » définie (dosages en ciment variables). Des études supplémentaires à l’état durci
seront nécessaires pour établir des informations concluantes sur ce point.
Dans ce chapitre, nous étudions l’interaction entre les granula
autoplaçant.
squelette humide, est autoplaçant. Un supplémen
même quantité de pâte autoplaçante ; les bétons résultants sont autoplaçants.
ndant, si nous considérons que l’association d’une quantité suffisante d
s
associer.
La théorie de la pâte en excès consiste à déterminer la distance moyenne (occupée par de la
pâte) entre deux granulats dans le béton. Ceci revient à déterminer l’épaisseur
ulaire
chaque courbe de filtration (obtenue pour un rapport G/S do
la
est identique. Le paramètre variable est le dosage des constituants de la pâte par mètre cube de
béton. A la limite h
comportement à l’état durci (retrait, fluage, durabilité, etc.) est identique dans toute la

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 182
La théorie de la pâte en excès permet donc de déterminer un paramètre important pour la
formulation des bétons autoplaçants ; en effet, si on connaît l’épaisseur de pâte couvrant la
surface des granulats, il est facile de remonter ensuite à la détermination des proportions de la
rie
vrir
icules ais aussi une quantité supplémentaire de pâte pour donner une
meilleure ouvrabilité.
ciment (figure 9.1.b). Le vide est alors rempli par de la pâte de ciment appelée pâte compacte.
pâte et du squelette granulaire. Nous nous basons maintenant sur la théorie de la pâte en
excès qui va nous permettre de déterminer l’épaisseur moyenne de pâte, nécessaire pour
confectionner les bétons autoplaçants.
2. Théorie de la pâte en excès
2.1. Principe
La théorie de la pâte en excès a été proposée en 1940 par Kennedy [KEN40]. Cette théo
considère que pour obtenir un béton d’une bonne ouvrabilité, il est nécessaire d’avoir
suffisamment de pâte de ciment pour cou la surface des granulats afin de minimiser les
frictions entre les part , m
L’exemple de la Figure 9.1 illustre le principe général de la théorie de la pâte en excès. La
figure 9.1.a montre des granulats compactés et le vide résultant. En associant de la pâte de
ciment à ces granulats, les granulats sont dispersés, et séparés par une couche de pâte de
Pâte enexcès
Épaisseur de lapâte en excès
Vide
Granulat
Pâtecompacte
Ajout de pâte
9.1.a 9.1.b
Figure 9.1 : Illustration de la théorie de la pâte en excès
Ainsi, la théorie de la pâte en excès considère que la couche de pâte autour des granulats
réduit les con eux [OH99].
L’ajout de pâte de ciment favorise le phénomène de dispersion des grains, puisque l’espace
occupé par la pâte augmente la distance entre les granulats. Plus l’épaisseur de la couche est
tacts directs entre les granulats, et minimise les frictions entre

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 183
importante, moins les frictions sont présentes. Par conséquent, l’ouvrabilité du mélange est
meilleure.
La théorie de la pâte en excès suppose que les granulats dans le béton (ou le mortier) sont
sphériques, et que la distribution granulométrique dans le béton est uniforme et continue.
e 9.2.a m ntre un échantillon de
nant que les granulats
posé de deux
volumes, le volume solide des granulats VGr et le volume de la pâte compacte VPC (figure
9.2.c).
Afin d’appliquer cette théorie, il est nécessaire de définir ses principaux paramètres ; la
schématisation de la figure 9.2 va nous être utile. La figur o
béton où les granulats sont bien espacés par la pâte de ciment. En imagi
de l’échantillon sont compactés au maximum, nous allons extraire la pâte en excès VPE qui
couvre les granulats (figure 9.2.b). Le volume restant est constitué des granulats compactés et
de la quantité de pâte nécessaire pour remplir les vides du squelette. Ce volume restant
correspond donc au volume apparent des granulats compactés ; il est ainsi com
Compactage
VPE
VPC
VGr
9 9. 9.2.c
Figure 9.2 : théorie de la pâte en excès – composition d’un béton [OH99]
2.2 cès
Dans la littératur orie de la pâte en excès peut être approchée de plusieu
exposons les deux principales approches qui peuve ns le cas de notre
étude.
.2.a 2.b
. Epaisseur de la pâte en ex
e, la thé rs façons. Nous
nt être applicables da

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 184
2.2.1. Approche basée sur la surface granulaire
Pour certains auteurs [OH seur de la pâte en excès
nulaire
99], le paramètre à déterminer est l’épais
repartie sur toute la superficie des granulats (relation 9.1). L’épaisseur de la pâte en excès PEe
est donc le rapport entre le volume de la pâte en excès V et la surface graPE GranulatsS :
Granulats
PEPE S
Ve = (9.1)
e en excès VPE est le résultat de la différence entre le volume total de pâte Le volume de la pât
PV et le volume de pâte compacte PCV contenue dans les vides entre les granulats compactés :
PCPPE VVV −= (9.2)
PV étant connu, la détermination du volume de la pâte compacte (VPC) correspond à calculer
le volume des vides dans un échantillon de granulats compactés.
que la
détermination de l’épaisseur de la pâte en excès à partir de la surface granulaire, a été
. Toutefois, ce dernier
yenne des granulats
Il est difficile de mesurer la valeur correcte de la surface granulaire puisqu’elle est affectée
par la distribution granulométrique et la forme des granulats. C’est pour cette raison
rarement utilisée, voire modifiée pour prendre en compte plus de paramètres comme les
facteurs d’allongement ou d’aplatissement des granulats [OH99]
raisonne en termes de diamètre moyen arithmétique.
2.2.2. Approche basée sur la taille mo
Pour d’autres auteurs [BUI99,02-b], le paramètre à déterminer correspond à la différence de
diamètre entre celui du granulat couvert par de la pâte (Di + 2.ei) et celui du granulat (Di),
divisée par deux (figure 9.3). Les grains sont assimilés à des sphères.
Di
D
e i
i+2ei
Figure 9.3 : épaisseur de pâte en excès autour d’un granulat dans une classe donnée

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 185
Ayant la distribution granulaire en masse et donc en volume des squelettes granulaires des
bétons et le diamètre moye e i, ils peuvent facilement
remonter au diamètre moyen de tous les granulats D :
n Dmi de chaque classe granulair
M
∑∑ ⋅
=i
miiM m
DmD
)( (9.3)
où mi est le pourcentage en masse des granulats dans la classe i.
Ainsi pour un squelette granulaire de diamètre moyen DM, le volume total de la pâte en excès
VPE est calculé comme suit :
( ) ( )33
62
6 MMMPE DeDV ππ−+= (9.4)
où eM est l’épaisseur moyenne de pâte en excès dans le béton. Ce paramètre peut être déduit
en développant l’équation précédente (9.4) [BUI02-b] :
⎟⎟⎠
⎞⎜⎜⎝
⎛−+⋅= 11
23
Granulats
PEMM V
VDe (9.5)
où VGranulats est le volume des granulats couverts par de la pâte en excès dans le béton.
2.3. Bilan
Une différence existe entre l’épaisseur de la pâte en excès calculée par les deux approches,
éthode par surface
celle utilisant la surface granulaire et celle utilisant la taille (diamètre) moyenne des particules
[MID01]. En effet, L’épaisseur moyenne de pâte en excès selon la m
granulaire ne correspond pas à l’épaisseur moyenne de l’enrobage autour des grains, mais
représente plutôt un paramètre de proportionnalité entre le volume de pâte et la surface
granulaire ouverte à ce volume.
d1
d2
⎟⎟⎠
⎜⎜⎝
= 21
12]99[ 6 d
e OH
⎞⎛ − 331 dd
( )12]02[ 21 dde bBUI −=−
d1 : diamètre dugranulat « brut »
d : diam2 ètre du
Figure 9.4 : épaisseur de pâte pour un granulat selon les deux approches
granulat enrobé

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 186
Pour déterminer l’épaisseur de la pâte en excès des bétons confectionnés, nous allons utiliser
les deux approches précédentes. Afin de les résumer, nous représentons l’ensemble des étapes
principales pour calculer l’épaisseur de la pâte en excès, dans l’organigramme de la figure 9.5.
des granulats considérés comme des
Quelle que soit la nature du calcul, le point de départ est identique : la taille des granulats.
Celle ci est généralement assimilée au diamètre
particules de forme sphérique.
Taille des granulats : diamètre représentatif
Surface granulaireCompacité des granulats
Volume de pâte compacte
Volume de la pâte en excès
Approche basée sur la surfacegranulaire
Approche basée sur la taillemoyenne des granulats
Épaisseur de la pâte en excèsÉpaisseur de la pâte en excès
Taille moyennedes granulats
Figure 9.5 : Organigramme de calcul de l’épaisseur de la pâte en excès
r de l’équation 9.2. Le volume de pâte compacte est déterminé en
2.3.1. Démarche commune
Dans la branche centrale, figure les étapes de détermination du volume de la pâte en excès.
Ayant le volume total de pâte dans les bétons confectionnés, le volume de pâte en excès peut
être calculé en déterminant le volume de la pâte compacte (contenue dans les vides entre les
granulats) à parti PCV
calculant la compacité maximale γ du squelette granulaire sec, puisqu’il est égal au volume
des vides dans les granulats compactés :
)1( γ−⋅== GranulatsVidesPC VVV (9.6)
La compacité maximale du squelette granulaire est déterminée par le calcul détaillé dans le
chapitre 8 ; elle dépend du diamètre représentatif des granulats utilisés.

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 187
2.3.2. Calcul à partir de la surface granulaire
Dans la branche de droite figure le dénominateur de l’équation de calcul de l’épaisseur de la
cès
de l’ensembl
additionnons les surfaces de tous les granulats du béton. Assimilés à des particules sphériques,
ats
2.3.3. Calcu
La branche de gauche concerne le calcul de la taille moyenne (diamètre moyen) des granulats
e calcul du diam
de Dmi ou soit à partir de D
m
Le volume total de pâte dans un béton est calculé en prenant en compte la fraction inférieure à
e
granulats sup ulats, l’eau
st
entre dans la
3.1. Résultats
s d
et 9.2. Le cal
surface granu
deux méthod
yenne de la pâte en excès (microns) – Approche [OH99]
pâte en ex de la première approche (équation 9.1), la surface granulaire, qui est la surface
e des granulats du squelette granulaire. Pour calculer la surface granulaire, nous
les granul ont une surface proportionnelle à leur diamètre représentatif.
l à partir de la taille moyenne des granulats
du béton. L ètre moyen des granulats du béton peut être effectué soit à partir
Ri (chapitre 8).
3. Déter ination de l’épaisseur de la pâte en excès
0,08 mm d s granulats, considérée comme faisant partie de la suspension entourant les
érieurs à 0,08 mm. Dans le volume d’eau retenue par les gran
absorbée e partie intégrante du squelette granulaire, le complément au contact de la pâte
suspension.
Les valeur e l’épaisseur moyenne de la pâte en excès sont présentées dans les tableaux 9.1
cul de l’épaisseur de la pâte en excès est fait en adoptant les deux approches (par
laire [OH99] et par la taille moyenne des granulats [BUI99,02-b]) et en utilisant
es, la méthode classique (Dmi) et la méthode développée (DRi).
Epaisseur moGranulats roulés Granulats concassés G/S
Calcul utilisant DRi Calcul utilisant Dmi Calcul utilisant DRi Calcul utilisant Dmi
0,8 77,2 48,7 53,5 74,6 1,1 81,3 85,5 53,0 58,3 1,2 79,8 84,8 53,2 58,6 1,6 86,0 92,1 55,7 61,5
Tableau 9.1 : Epaisseur de la pât pproche à partir de la surface granulaire
e en excès des bétons de la série B2 – A

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 188
Epaisseur moyenne de la pâte en excès (microns) – Approche [BUI99,02-b] Granulats roulés Granulats concassés G/S
Calcul utilis lcul utilisant Dmiant DRi Calcul utilisant Dmi Calcul utilisant DRi Ca0,8 166,6 213,8 217,0 163,1 1,1 243,3 246,6 178,8 182,1 1,2 239,6 242,7 175,6 178,8 1,6 252,7 255,7 173,8 176,6
Tableau 9.2 des bétons de la série B2 – Approche à partir de enne des granulats
q
granulats rou s. En effet, ce paramètre est
a
concassés.
La littérature ’épaisseur
p
[BUI02-b] q
autoplaçants
l
surface granu rables aux résultats obtenus par Oh et al [OH99] qui
granulaires d
importante qu
fines plus im ace granulaire plus élevée et donc une épaisseur
moyenne de pâte en excès plus faible.
. Bilan
L’épaisseur moyenne de la pâte en excès est un paramètre influent sur l’écoulement des
granulats
bétons autop
littérature, po eur moyenne de la pâte en excès.
Cependant, pour un même volume de pâte en excès, et le même volume de granulats,
l’épaisseur m yenne de la pâte en excès augmente avec le diamètre moyen du squelette
: Epaisseur de la pâte en excèsla taille moy
Nous remar uons que l’épaisseur de la pâte en excès est supérieure dans les bétons aux
lés que dans les bétons aux granulats concassé
affecté par l présence de plus de fines dans la distribution granulométrique des granulats
fait apparaître des valeurs qui varient entre 150 et 300 microns d
moyenne de âte en excès pour différentes formulations de bétons autoplaçants selon Bui et al
ui utilisent l’approche par la taille moyenne des granulats. Les bétons
de notre étude entrent dans la plage des valeurs ci-dessus.
Cependant, es valeurs de l’épaisseur moyenne de la pâte en excès par l’approche de la
laire ne sont pas compa
varient entre 100 et 450 microns. Nous expliquons cela par le fait que les squelettes
e notre étude contiennent vraisemblablement une quantité de fines plus
e celle des squelettes granulaires utilisés par Oh et al [OH99]. Une quantité de
portante peut conduire à une surf
3.2
bétons autopl
des
açants. En effet, il est nécessaire d’avoir une épaisseur de pâte moyenne autour
, suffisante pour les écarter afin de réduire les frictions intergranulaires. Les
laçants confectionnés entrent dans les plages de données trouvées dans la
ur l’épaiss
o

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 189
granulaire (éq
un paramètre
Ainsi, il est
n g
comparable)
4. Déterm ntatif du comportement autoplaçant
4.1. Approche
Comme nous l’avons déjà vu dans le paragraphe précédent, l’épaisseur de la pâte en excès
dépend principalement de la taille moyenne de la distribution granulaire d’un squelette donné.
m
avec le diamè que l’épaisseur de
ex
pensons que
importante, p
diamètre d’un n excès couvrant sa superficie.
s d
granulat (illu ons ainsi un facteur d’homothétie entre les
des
uation 9.5). La valeur absolue d’épaisseur moyenne de pâte en excès n’est pas
indépendant, mais dépendant de la distribution granulométrique des squelettes.
nécessaire dans ce cas de définir une approche qui soit indépendante de la
distributio ranulaire d’un béton, et qui permet de générer un paramètre utilisable (et
quelle que soit la distribution granulaire du béton.
ination d’un facteur représe
Pour un mê e volume de pâte en excès, l’épaisseur moyenne de la pâte en excès augmente
tre moyen du squelette associé. Nous supposons tout d’abord
la pâte en cès n’est pas identique pour des tailles différentes de granulats. En effet, nous
plus le granulat est grand, plus l’épaisseur de pâte couvrant sa superficie est
ar effet de masse (ou de taille pour un granulat de même densité). Plus le
granulat est grand, plus épaisse est la pâte e
Nous allon onc supposer que l’épaisseur de la pâte en excès est proportionnelle à la taille du
stration à la figure 9.6). Nous définiss
diamètres granulats bruts et enrobés de pâte.
e32
e1
e
D1
D2D3 k
DeD
DeD
DeD
=+
=+
=+
3
33
2
22
1
11 222
igure ille du diamètre
F 9.6 : Epaisseur de la pâte en excès proportionnelle à la ta

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 190
En pratique pour une classe i de granulats de taille Di, l’épaisseur de la pâte en excès est ei :
kD
eD
i
ii =+ 2
(9.7)
Par conséquent le paramètre k est identique pour toutes les classes (de i = 1 à n) d’un squelette
Legranulaire. volume de la pâte en excès VPE total peut alors s’écrire pour n classes :
( )i
iPE NV ⋅⎟
⎠⎜⎝
−= ∑n DeD ⎞⎛ ⋅+⋅ 332 ππ iii ⎟⎜=
où Ni est le nom classe i.
1 66 (9.8)
bre de granulats de taille Di de la
Ceci peut nous amener à trouver le paramètre k en développant la relation 9.8 :
3
803
1
31
61
>
=
+=⋅⋅
⋅+=
∑ G
PEn
iii
PE
VV
DN
Vk
π
(9.9)
volume des granulats de taille supérieure à 80 micrVG>80 est le ons, qui est entouré par la
c
granulats.
Lorsqu’on ob Di
de
suspension onstituée de pâte de ciment et des fines de taille inférieure à 80 microns des
tient la valeur de k, nous pouvons déterminer pour chaque granulat de taille
l’épaisseur pâte en excès correspondante ei :
ii Dke ⋅−
=2
)1( (9.10)
4.2. Validation du paramètre k
s
[BUI,02-b] e u non. Nous avons calculé
le paramètre k correspondant à tous ces bétons ainsi qu’aux bétons réalisés dans notre étude.
A partir de c riant entre 1,038 et 1,140. Cependant, les
bétons autoplaçants satisfaisants possèdent un paramètre k qui varie entre 1,061 et 1,132
Les résultats
des bétons a par Bui et al, puisqu’ils possèdent un paramètre k variant
Nous allon valider ce paramètre k en le comparant aux résultats obtenus par Bui et al
t qui fournissent une liste de 70 bétons autoplaçants o
es données, nous avons évalué k va
(figure 9.7).
obtenus dans notre étude classent les bétons confectionnés dans la même zone
utoplaçants réalisés

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 191
entre 1,092 e
bétons aux gr
t 1,100 pour les bétons aux granulats roulés et entre 1,101 et 1,119 pour les
anulats concassés (figure 9.7).
1,022 3 4 5 6 7
1,05
1,08
1,11
1,14
171,
1,2BAP (roulés)BAP (concassés) Données [BUI02-b]
Ségrégation
Ségrégation
BAP
Para
mèt
re k
ur
Il faut néan
granulométriq
et non à p travail (diamètre
tif
DRi permet d ranulaire, alors que la
permet pas. De plus, le calcul de la compacité maximale grâce au modèle d’empilement
compressible permet de prendre en compte des paramètres importants tels les effets de
ent
Ainsi, nous avons effectué les mêmes calculs pour la détermination du paramètre k, en
co
dans le tablea
Diamètre moyen DM des squelettes granulaires (mm)
Fig e 9.7 : Paramètre k des différents bétons réalisés et tirés de la littérature
moins préciser que les calculs ont été effectués sur la base des données
ues de Bui et al (diamètre moyen arithmétique Dmi et compacité expérimentale)
artir des approches développées ou utilisées dans notre
représenta DRi et compacité maximale). En effet, la détermination du diamètre représentatif
e respecter le nombre de particules d’une distribution g
moyenne arithmétique des limites d’une classe granulaire, habituellement utilisée, ne le
desserrem et de parois.
prenant en mpte les paramètres développés dans notre étude. Les résultats sont présentés
u 9.3.
G/S Granulats roulés Granulats Concassés 0,8 1,139 1,155 1,1 1,134 1,149 1,2 1,127 1,145 1,6 1,121 1,135
Tableau 9.3 : valeurs du paramètre k des bétons autoplaçants confectionnés

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 192
4.3. Bilan
Nous avons d
nous sommes our
ulat
avons défini u
Nous avons utilisé des données tirées de la littérature pour déterminer le paramètre k
dan
granulométriq
confectionnés ble à celui des bétons autoplaçants tirés de la littérature en utilisant
ap
En prenant en
varie entre 1,121 et 1,139 pour les bétons aux squelettes granulaires roulés et entre 1,135 et
r le
Les valeurs
granulométries. Il apparaît donc comme caractéristique du comportement rhéologique des
mp
L’utilisation
des granulats ulat est
nel
Nous propos
méthodologie
ib
L’analyse de ces résultats nous permet d’avancer une méthode permettant de contribuer à
n
(chapitre 7) s
une quantité s humide.
nc
Le principe général de notre approche consiste à utiliser les valeurs établies du paramètre k
(tableau 9.3) pour déterminer dans quelles proportions nous pouvons mélanger la pâte de
éfini une nouvelle approche pour exprimer l’épaisseur de la pâte en excès. Nous
basés sur l’hypothèse qui considère que l’épaisseur de la pâte en excès aut
d’un gran est proportionnelle à sa taille (ou son diamètre) par effet de masse. Ainsi, nous
n paramètre k qui relie l’épaisseur de pâte en excès au diamètre du granulat.
correspon t aux bétons réalisés. Nous avons comparé une liste de 70 bétons de distributions
ues différentes, et trouvé que le paramètre k des bétons que nous avons
, est compara
les mêmes proches et paramètres de calcul.
compte le diamètre représentatif DRi et la compacité maximale, le paramètre k
1,155 pou s bétons aux squelettes granulaires concassés.
du paramètre k défini ici sont comparables pour des bétons de différentes
bétons, co te tenu de la distribution granulaire de son squelette.
de ce paramètre permet aussi de prendre en compte l’effet de taille (ou de masse)
, en supposant que l’épaisseur de la pâte couvrant la surface d’un gran
proportion le à la taille de ce dernier.
ons donc maintenant, à partir des outils qui viennent d’être décrits, une
de formulation de BAP.
5. Contr ution à la formulation des bétons autoplaçants
formuler u béton autoplaçant. Nous nous basons sur l’hypothèse que nous avons vérifiée
elon laquelle il est possible de confectionner un béton autoplaçant en mélangeant
uffisante de pâte de ciment autoplaçante et un squelette granulaire
5.1. Pri ipe

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 193
ciment autop
donc le volum
des paramètre
ram
Une caractérisation des granulats est nécessaire, et les paramètres à connaître sont :
• la distribution du squelette granulaire en
représenta
• la compa aximale
laçante et un squelette granulaire donné. Notre approche propose de déterminer
e total d’un squelette granulaire donné (défini par un rapport G/S), compte tenu
s d’entrée définis ci-dessous.
5.1.1. Pa ètres d’entrée
se fixant un rapport G/S, et les diamètres
tifs DRi de chacune des classes i.
cité m γ du squelette granulaire à partir du modèle d’empilement
ress
• le coeffic
5.1.2. Métho
ant
capables, com t de la proportion d’eau
volume de la volume de béton est
déduit, ainsi que le volume total du squelette granulaire et de l’eau retenue par ce squelette.
Nous savons
de l’eau retenue V
tenu d’un vol vides VV estimé à 2,5% en général) :
comp ible.
ient d’absorption du squelette granulaire, et l’eau retenue par le squelette.
de
Connaiss le paramètre k nécessaire pour définir un béton autoplaçant, nous sommes
pte tenu de la granulométrie du squelette granulaire, e
retenue par ce squelette, de remonter à la valeur de l’épaisseur de la pâte en excès, et donc au
pâte en excès. Le volume de la pâte dans une unité de
que la somme des volumes de la pâte de ciment VP, du squelette granulaire VG et
ER par ce squelette forment un béton autoplaçant à un volume unité (compte
ume de
1=+++ VERGP VVVV (9.11)
’ensemble des granulats peut être décomposé en deux parties selon la taille des
e première partie est constituée des
Par ailleurs, l
granulats. Un fines de taille inférieure à 80 microns, et qui
mêm
filler). La sec
que nous noto ume total des granulats VG est écrit :
sont du e ordre de grandeur que les constituants solides de la pâte de ciment (ciment et
onde partie est ainsi constituée des granulats de taille supérieure à 80 microns,
ns G>80. Ainsi le vol
80>+= GfinesG VVV (9.12)
rche de calcul de l’épaisseur de la pâte en excès, nous supposons que la pâte est
iquement de
Dans la déma
constituée un particules de taille inférieure à 80 microns. Cette valeur seuil de 80

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 194
microns nou
particules de
adoptons cett squelette granulaire total.
s s
pas prise en c
s permet de considérer que les particules de taille inférieure couvrent les
taille supérieure. Par conséquent, et pour une démarche plus réaliste, nous
e décomposition du
Nous avon upposé que l’eau absorbée par l’ensemble des granulats (de volume VEA) n’est
ompte par la pâte en excès.
PCPEfinesEAERP VVVVVV +=+−+ (9.13)
Coù VPE et VP a pâte
n
constitué évid
sont respectivement le volume de la pâte en excès, et le volume de l
compacte co tenue dans les vides laissés par le squelette granulaire compacté. Ce dernier est
emment des granulats de taille supérieure à 80 microns.
( )1 80>⋅−= GPC VV γ (9.14)
où γ est la compacité maximale (virtuelle) du squelette G>80.
ion 9.11 peut être réécrite : Ainsi, l’équat
180 =+++−++ > finesGP VVV VEREAEA VVVV (9.15)
ionet l’utilisat de l’équation 9.13 nous conduit à :
180 =++++ > VEAGPCPE VVVVV (9.16)
nulométrie donnée, le volume des granulats de tPour une gra aille supérieure à 80 microns
une80>GV est fraction du volume total des granulats GV (pour un rapport G/S donné) :
aV
VVaV GGGG
8080
>> =⇔⋅= (9.17)
ur
De même, le volum
par l’intermédiaire d’un coefficient d’absorption volumique b, et on peut écrire :
où le facte a est inférieur ou égal à 1.
e de l’eau absorbée VEA est proportionnel au volume total des granulats
80>⋅=⋅= GGEA VabVbV (9.18)
Ainsi si nous développons la relation 9.16, nous obtenons :
⎟⎞
⎜⎛ +−⋅−−= >
bVVV GVPE γ21 80 ⎠⎝ a
(9.19)

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 195
En utilisant l
9.19 par sa va
’équation l’expression de k (équation 9.9), nous remplaçons VPE de l’équation
leur.
abk
VV V
G
+−+
−=>
γ1
13
80 (9.20)
lumAinsi le vo e total des granulats (fines comprises) est exprimé par la relation 9.21 :
( ) bkaV V
G +−+⋅V−
=γ13 (9.21)
1
Sachant que le volume V est estimé à 2,5% du volume total unité, et que les paramètres a
e g
volume de granulat) et
V
ranulats de taille supérieure à 80 microns), b (proportion d’eau absorbée par un (fraction d
γ (la compacité maximale virtuelle) peuvent être déterminés ou
xpé
choisissant un ulats roulés
35
Ayant le vol
donnée) en pr ette VER (relation 9.11).
ei
squelettes do
mesurés e rimentalement, le volume total du squelette granulaire sec peut être calculé en
e valeur de k comprise entre 1,121 et 1,139 pour les bétons aux gran
et entre 1,1 et 1,154 pour les bétons aux granulats concassés.
ume granulaire, on peut déduire le volume de la pâte de ciment (formulation
enant en compte le volume d’eau retenue par le squel
Nous cons llons d’utiliser les valeurs élevées de k (dans l’intervalle défini) pour les
nt le rapport G/S est faible ( )1≤ , et des valeurs faibles pour les squelettes au
est élevé ( )2,1≥ . rapport G/S
Le calcul de la dispersion expérimentale correspondant à la valeur de VG (relation 9.21)
n
en compte la
absorbée et d
Pour un sque
valeurs extrê
volume obten
étudié. La pâ
un squelette g
domaine de variation de plus ou moins 8 litres (par m3 de béton). Ce calcul prend
dispersion expérimentale des valeurs de la compacité, de l’eau retenue, de l’eau
u volume des vides (pourcentage d’air occlus).
conduit à u
5.2. Exemple de validation
lette granulaire donné, l’application de la méthode de formulation avec deux
mes de k (relation 9.21) conduit à une variation maximale de 28 litres dans le
u.
Nous utilisons la méthode décrite pour composer un béton dans le domaine expérimental
te de ciment employée est la pâte optimale issue de la partie II. Nous considérons
ranulaire concassé de rapport G/S = 1,4. Le volume de vides est fixé à 2,5 %.

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 196
Nous évaluons d’abord le paramètre k à partir de son évolution en fonction de G/S (figure
oisissons k = 1,140. 9.8). Nous ch
1,11
1,15
1,16
1,12
0,6 0
1,13
1,14
,8 1 1,2 1,4 1,6 1,8
G
k = 1,140
ranulats concassésPa
ram
ètre
Ensuite les coefficients a et b sont calculés. Pour une distribution granulaire de G/S = 1,4 le
coefficient a est égal à 0,938 (proportion volumique granulaire de taille supérieure à 80
et le
massique, tab
La compacité m
compressible pour les m
k
Granulats roulés
Rapport G/S
Figure 9.8 : évolution du paramètre k en fonction du rapport G/S
microns) coefficient b est égal à 4,05 % (valeur transformée du coefficient d’absorption
leau 6.1 du chapitre 6).
aximale du squelette est calculée à partir du modèle d’empilement
élanges granulaires polydispersés : .800,0=γ
Le volume gr 3
Le volume d
régression lin
à 17
dispersion ex
anulaire total est donc : VG = 602 ± 8 litres / m de béton.
’eau retenue par le squelette granulaire est également évalué à partir de la
éaire établie en fonction du rapport G/S (figure 9.9). Le volume d’eau retenue
est égal ,51 % de celui du squelette granulaire. Cette valeur peut être nuancée par sa
périmentale (écart type sur les essais de répétabilité).
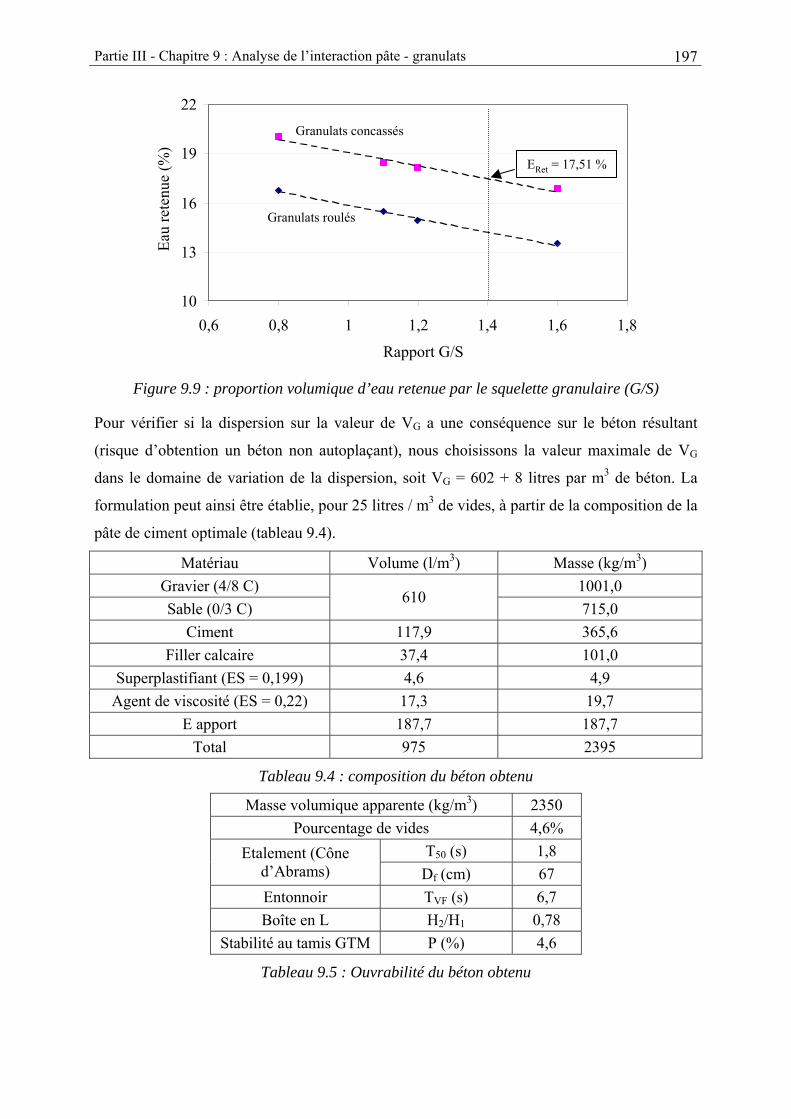
Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 197
10
13
16
19
22
ERet = 17,51 %
Granulats concassés
Granulats roulés
0,6 0,8 1 1,2 1,4 1,6 1,8
Rapport G/S
Eaet
enue
(%)
re
Pour vérifier si la dispersion sur la valeur de VG
(risque d’obtention un béton non autoplaçant), nous choisissons la valeur maximale de VG
ma
formulation p
pâte de cimen (tableau 9.4).
u r
Figu 9.9 : proportion volumique d’eau retenue par le squelette granulaire (G/S)
a une conséquence sur le béton résultant
ine de variation de la dispersion, soit VG = 602 + 8 litres par m3 de béton. La
eut ainsi être établie, pour 25 litres / m3 de vides, à partir de la composition de la
t optimale
dans le do
Matériau Volume (l/m3) Masse (kg/m3) Gravier (4/8 C) 1001,0 Sable (0/3 C) 715,0
610
Ciment 117,9 365,6 Fi 101,0 ller calcaire 37,4
Superplastifiant (ES = 0,199) 4,6 4,9 Agent de viscosité (ES = 0,22) 17,3 19,7
E apport 187,7 187,7 Total 975 2395
Tableau 9.4 : composition du béton obtenu
Masse volumique apparente (kg/m3) 2350 Pourcentage de vides 4,6%
T50 (s) 1,8 Etalement (Cône d’Abrams) Df (cm) 67 Entonnoir TVF (s) 6,7 Boîte en L H2/H1 0,78
Stabilité au tamis GTM P (%) 4,6
Tableau 9.5 : Ouvrabilité du béton obtenu

Partie III - Chapitre 9 : Analyse de l’interaction pâte - granulats 198
Le béton a é
(chapitre 7). L
Le béton ré
d’ouvrabilité.
6. Conclusion
Nous avons
moyenne de
l’écoulement tons autoplaçants : les valeurs des épaisseurs de pâte en excès des bétons
nés
l’approche ut
Les valeurs
granulaire so re.
ce
peut être com
Ce paramètre
permis d’ava thode de formulation de béton autoplaçant. Cette méthode se
th
La méthodol nclusion
ûr
pâte de cime
employés ici
or
pour éviter le
les granulats
propriétés du et rapport G/S). Pour une pâte
és
donnant la pl
té confectionné dans les mêmes conditions que celles des bétons de la série B2
es résultats d’ouvrabilité sont regroupés dans le tableau 9.5.
alisé satisfait au comportement autoplaçant du point de vue des essais
décrit les deux approches principales qui permettent de déterminer l’épaisseur
la pâte en excès, et nous avons trouvé que ce paramètre est influent sur
des bé
confection sont comparables à celles avancées dans la littérature. Ceci est valable pour
ilisant le diamètre moyen des granulats.
de l’épaisseur de pâte en excès, calculées par l’approche utilisant la surface
nt dépendants de la distribution granulométrique du squelette granulai
C’est pour la que nous avons proposé une approche pour déterminer un paramètre « k » qui
parable pour des bétons de différentes granulométries.
qui a été validée grâce à la base de données trouvée dans la littérature, nous a
ncer sur une mé
base sur la éorie de la pâte en excès.
ogie proposée est donc intéressante pour composer un BAP. Cette co
reste bien s pour l’instant limitée au domaine expérimental étudié, notamment concernant la
nt. Nul doute qu’elle puisse être étendue à d’autres dosages de constituants
et même à d’autres types de matériaux.
Ainsi, dès l s qu’on a formulé une pâte autoplaçante et que celle-ci est en quantité suffisante
blocage granulaire, et dès lors que l’on a déterminé la quantité d’eau retenue par
, il est possible de formuler un béton autoplaçant dans une large gamme de
squelette granulaire (nature minéralogique, forme
de propriét données, l’optimisation de la résistance passera par le choix du rapport G/S
us grande compacité.
Conclusion générale 199
CONCLUSION GENERALE
de thèse s’est inNotre travail scrit dans la problématique de plusieurs projets de recherche
mp
situé à deux
objectif d’app ar les différents constituants de la pâte entrant dans la
on d
entre constitu
entre la pâte proposer une contribution à la formulation
des BAP.
Dans la prem
propriétés principales des BAP, les méthodes de formulation, les paramètres influents dans
leur composition, ainsi que la relation étroite entre l’écoulement du béton et celui de la pâte de
de l’influence des con
nt
statistiques p
nous avons r
adaptées aux
s c
de la pâte : ci
Une première analyse paramétrique a été effectuée sur différentes compositions de mélanges
5
(adjuvants, co
résultats de cette analyse certes intéressants ont montré les limites d’une démarche
e
constituants à
La méthode nécessité la
tion
de 28 expérie
visant à co rendre et à contrôler les propriétés autoplaçantes des bétons à l’état frais. Il s’est
échelles : celle de la pâte celle du béton. Ainsi, nous avons eu d’abord pour
réhender les rôles joués p
formulati es bétons autoplaçants, et de mettre en évidence les éventuelles interactivités
ants. A l’échelle du béton, nous avons cherché ensuite à analyser l’association
et le squelette granulaire en vue de
ière partie, nous avons présenté une revue bibliographique concernant les
ciment. Nous avons souligné l’absence de données pour un classement par ordre d’importance
stituants susceptibles d’entrer dans la formulation des BAP sur
l’écouleme . Le besoin d’outils pour construire une base de données et de méthodes
our en exploiter et analyser les résultats s’est avéré incontournable. Finalement,
emarqué que les méthodes de formulation de BAP ne sont pas parfaitement
bétons contenant notamment des agents de viscosité.
Nous avon onsacré la deuxième partie à l’étude des rôles des constituants dans la rhéologie
ment, filler calcaire, superplastifiant, agent de viscosité, eau.
(de deux à constituants), afin de comprendre le rôle joué par les principaux paramètres
ncentration volumique en solides) sur le seuil de cisaillement et la viscosité. Les
paramétriqu et le besoin d’une stratégie plus complète prenant en compte tous les
la fois.
des plans de mélanges s’est ainsi avérée très avantageuse. Elle a
détermina d’un domaine expérimental, et a conduit à l’élaboration d’une base de données
nces.

Conclusion générale 200
Les outils st
données et d’
les réponses d
tion
en évidence d
De plus, grâc x outils utilisés, nous avons pu déterminer dans le
xpé
Partant de ce
bétons autopl ur cela, nous l’avons associée à des squelettes
s d
association a anulats,
et les bétons obtenus se sont révélés autoplaçants.
Le suppléme
entourant les lement autoplaçant. La substitution en
quantité identique de la pâte autoplaçante au supplément d’eau a mis en exergue le rôle
ental du volum
sur la théorie
autoplaçant.
granulaire, e
place, nous avons propo
distributions granulaires. En couplant cette représentation au modèle d’empilement
ble
bruts et enrob
rt
ce paramètre
atistiques employés dans cette partie ont permis d’analyser l’ensemble des
établir un classement par ordre d’importance de l’influence des constituants sur
’écoulement des pâtes de ciment.
L’observa des plans de coupes de l’espace engendrée par le domaine expérimental, a mis
es interactivités entre les constituants.
e au travail développé et au
domaine e rimental une pâte de ciment aux propriétés autoplaçantes.
tte pâte, nous avons proposé une méthode empirique pour confectionner des
açants, dans la troisième partie. Po
granulaire e natures différentes définis par un rapport massique gravier / sable. Cette
nécessité l’ajout d’une quantité d’eau au-delà de celle retenue par les gr
nt d’eau ajouté s’est avéré nécessaire pour augmenter le volume de pâte
granulats, autorisant ainsi un écou
fondam e de pâte sur l’aptitude à l’écoulement. Nous nous sommes alors basés
de la pâte en excès pour quantifier le volume de pâte nécessaire à l’écoulement
Pour mettre en œuvre cette théorie, nous avons effectué une caractérisation du squelette
n abandonnant la notion du diamètre arithmétique moyen d’une classe. A sa
sé un diamètre représentatif à partir des moments statistiques des
compressi , nous avons défini un paramètre d’homothétie entre les diamètres des granulats
és.
Validé à pa ir de nos compositions et par le calcul sur la base de données bibliographiques,
nous a permis d’aboutir à une méthode de formulation de bétons autoplaçants.

Références bibliographiques 201
REFERENCES BIBLIOGRAPHIQUES
Association Française de Génie Civil, "Bétons auto-plaçants -
Recommandations provisoires",
[AFG00]
documents scientifiques et techniques, AFGC,
[AIA03]
[AMB99] Ambroise J., Rols S., Péra J., "Self-leveling concrete – Design and properties",
[AMB03] ncrete with High Early-Stage
Strength", Proceedings of the Seventh CANMET/ACI International Conference
[ARB03] os P.,
Pinto Barbosa M., "Reduced models test for the characterization of the rheologic
[AZA01] Azaïs J.M., Besse P., Cardot H., Couallier V., Croquette A., "SAS sous UNIX :
juillet 2000.
Aiad I., "Influence of time addition of superplasticizers on the rheological
properties of fresh cement pastes", Cement and Concrete Research, 33, 8, pp.
1229-1234, 2003.
[ALC04] Alcantara M., "Bétons auto-plaçants et fibrages hybrides : composition,
rhéologie et comportement mécanique", Thèse de Doctorat, Université Paul
Sabatier, 2004.
[ALD91] Alderman N.J., Meeten G.H., Sherwood J.D., "Vane rheometry of bentonite
gels", Journal of Non-Newtonian Fluid Mechanics", 39, 3, pp. 291-310, 1991.
Concrete Science and Engineering, 1, pp. 140-147, septembre 1999.
Ambroise J., Péra J., "Development of Co
on Superplasticizers and Other Chemical Admixtures in Concrete, Berlin,
Allemagne, pp. 257-270, 2003.
Arbelaez Jaramillo C.A., Rigueira Victor J.W., Marti Vargas J.R., Serna R
properties of self-compacting concrete (SCC)", Proceedings of the Third
International Symposium on Self-Compacting Concrete, Reykjavik, Islande, pp.
240-250, 2003.
[ASS04] Assié S., "Durabilité des bétons autoplaçants", Thèse de doctorat de l'INSA de
Toulouse, 2004.
Logiciel Hermetique pour Système Ouvert", Publications du Laboratoire de
Statistique et Probabilités, Université Paul Sabatier, 2001.

Références bibliographiques 202
[BAC04] Baccini A., Besse P., "Data mining : 1. Exploration Statistique", Publications du
Laboratoire de Statistique et Probabilités, Université Paul Sabatier, version
2004. Disponible dans le site http://www.lsp.ups-tlse.fr/Besse.
[BAN03] Banfill P.F.G., "The rheology of fresh cement and concrete - a review",
Proceedings of the 11th International Congress on the Chemistry of Cement,
Cement's Contribution to the Development in the 21st Century, Durban, Afrique
[BARO69] es",
Rapport de recherche LPC N°3, décembre 1969.
[BARRI77] Barrioulet M., "Contribution à l’étude des rôles respectifs joués par la pâte
interstitielle et par les granulats dans le comportement mécanique du béton avant
prise du liant", thèse de l’Université Paul Sabatier de Toulouse, 1977.
[BART93] Bartos P.J.M., "Assessment of properties of underwater concrete by the Orimet
test", Proceedings of the International RILEM workshop on Special Concretes
Workability and Mixing, Paisley, Ecosse, pp.191-200, 1993.
[BARO96] Baron J., Ollivier J.P., "Les bétons – Bases et données pour leur formulation",
Editions Eyrolles, 1996.
[BARRA04] el Barrak M., Mouret M., Bascoul A., "Écoulement des suspensions Ciment-
Additifs participant au Béton Autoplaçant (BAP) : Niveaux d’influence des
constituants", Rencontres Universitaires de Génie Civil - Ville et Génie Civil,
AUGC, Marne la Vallée, 2004.
[BARRA05-
a]
el Barrak M., Mouret M., Bascoul A., "A new approach to study grading curves
– application to concrete equivalent mortar for self compacting concrete", SCC
2005, Chicago, USA, 30 octobre - 2 novembre 2005.
[BARRA05-
b]
el Barrak M., Mouret M., Bascoul A., Clastres P., "Etude de l’interaction pâte-
granulat à l’état frais en vue d’une méthodologie de formulation des bétons
autoplaçants ", Colloque méditerranéen Matériaux, Oran, Algérie, décembre
2005.
du Sud, pp. 50-63, Mai 2003.
Baron J., Lesage R., "Compacité et maniabilité des bétons hydrauliqu

Références bibliographiques 203
[BES03] Besse P., "Data mining ation Statistique & Apprentissage",
Publications du Laboratoire de Statistique et Probabilités, Université Paul
Sabatier, version 2003. Disponible dans le site http://www.lsp.ups-tlse.fr/Besse
: 2. Modélis
.
[BIL99] Billberg P., "Self-compacting concrete for civil engineering structures - the
99, Swedish Cement and Concrete Research
Institute, Stockholm, 80 p., 1999.
s the Seventh
ternati pla r
Che l Adm , Be agne, pp. 87-101, 2003.
[BOM67] Bom d J.P., K nes O., "Compor t rhéologique des pât rtiers et
bétons", Revue des Matériaux de Construction, n° 617, 1967.
[BON97] Bonneau O., "Etude des effets physic miques des superplastifiants en vue
d’optimiser le comportement rhé ue des bétons à -Hautes
Performances", e de doctorat en elle, Ecole Normale Supérieure de
Cachan et Univer de Sherbrooke, 1
[BRE84] Brei n L., Frie ., Olshen R., Stone C., « Classification and regression
trees », Wadsworth & Brooks, 1984.
[BUI99] Bui V.K., Montgomery D., "Mixture proportionning method for self-compacting
high performanc ncrete with min e", Proceedings of the
first Internation RILEM Sympo oncrete,
[BUI02-a] Bui V.K., Montgomery D., Hinczak I., Turner K., "Rapid testing method for
segregation resistance of self-compacting concrete", Cement and Concrete
Research, 32, 9, pp. 1489-1496 septembre 2002.
[BUI02-b] Bui V.K., Akkaya Y., Shah S.P., "Rheological Model for self-consolidating
concrete", ACI Materials Journal, 99, 6, pp. 549-559, novembre-décembre 2002.
[CAL] Calcia, "Mode d'action des adjuvants", document Calcia.
Swedish experience", Report 2:
[BLA03] Blask O., Honert D., "The Electrostatic Potential of Highly Filled Cement
Suspensions Containing Various Superplasticizers", Proceeding of
CANMET/ACI In onal Conference on Super sticizers and Othe
m aic ixtures in Concrete rlin, Allem
ble alve temen es, mo
o-chi
ologiq Ultra
thès cotut
sité 997.
ma dman J
e co imum paste volum
al sium on Self-Compacting C
Stockholm, Suède, pp. 373-384, 1999.

Références bibliographiques 204
[CAR03] Carlsward J., Emborg M., Utsi S., Oberg P., "Effect of constituents on the
workability and rheology of self-compacting concrete", Proceedings of the Third
[C ett plus", Document du Laboratoire de
que et Probabilités, Université Paul Sabatier, 1999.
[COL01] Collepardi M., "Main Ingredients and Basic Pr les for SCC Production",
Proceedings of CUC Conference on Self Com ting Concret Tunnel
Li gs, Sar s, Suisse, 20
[COL02] Collepardi M., Ogoumah Olagot J.J., Skarp U., Troli R., "Influence o
International Symposium on Self-Compacting Concrete, Reykjavik, Islande, pp.
143-153, 2003.
AR99] Carlier A., Croqu e A., "Introduction à S
Statisti
incip
pac e for
nin gan 01.
f
A rphous loidal Silica Properties of Self-Compacting Concretes",
Proceedings of the International Conference : Challenges in Concrete
Construction - Innovations and Developments in Concrete Materials and
C tructio undee, Ecos 73 – 483, 200
[CO ] C pardi M., "Self-Compacting Concrete : What Is New?", Proceedings of the
Seventh CANMET/ACI International Conference on Superpla zers and
Other Chemical Admixtures in Concrete, Berlin, Allemagne, pp. 1-16, 2003.
[COL04] Collepardi M., Collepardi S., Skarp U., Troli R., "Optimization of e,
Fly Ash and Amorphous Nano-Silica in Supe ticized High-Performance
Concretes", Proceedings of Eighth CANMET/ACI International Conference on
Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete, Las Vegas, USA,
95-506 04.
[C d
edition, American So 1990.
[COU00] Couarraze G., Grossiord J.L., "Initiation à la rhéologie", troisième édition,
Technique & Documentation, 2000.
[CYR99] Cyr M., "Contribution à la caractérisation des fines minérales et à la
compréhension de leur rôle joué dans le comportement rhéologique des matrices
cimentaires", thèse de doctorat en cotutelle, INSA de Toulouse et Université de
Sherbrooke, 1999.
mo Col on the
ons n, D se, pp. 4 2.
L03 olle
stici
Silica Fum
rplas
pp. 4 , 20
OR90] Cornell J.A., "How to run mixture experiments for product quality", revise
ciety for Quality Control,

Références bibliographiques 205
[CYR00] Cyr M., Legrand C., Mouret M., "Study of the shear thickening effect of
superplasticizers on the rheological behaviour of cement pastes containing or
not mineral additives", Cement and Concrete Research, 30, pp. 1477-1483,
[CYR03] Cyr M., Mouret M., "Rheological characterization of superplasticized cement
pastes containing mineral admixtures : Consequences on self-Compacting
Concrete design", Proceedings of the Seventh CANMET/ACI International
Conference on Superplasticizers and Other Chemical Admixtures in Concrete,
Berlin, Allemagne, pp. 241-255, 2003.
[DAC03] Daczko J.A., "A comparison of passing ability test methods for self-
consolidating concrete", Proceedings of the Third International Symposium on
Self-Compacting Concrete, Reykjavik, Islande, pp. 335-344, 2003.
[EDA99] Edamatsu Y., Nishida N., Ouchi M., "A rational mix-design method for self-
compacting concrete considering interaction between coarse and mortar
particles", Proceedings of the First International RILEM Symposium on Self-
Compacting Concrete, Stockholm, Suède, pp. 309-320, 1999.
[EFN02] EFNARC, "Specification and Guidelines for Self-Compacting Concrete",
EFNARC, février 2002. Source : http://www.efnarc.org
2000.
.
[EFR93] Efron B., Tibshirani R., "An introduction to the Bootstrap", Chapman and Hall,
1993.
[EIN06] Einstein A., "Eine neue Bestimmung der Moleküldimensionen", Annalen der
Physik, 19, pp. 289-306, 1906.
[EMB99] Emborg M., "Rheology tests for self-compacting concrete - How useful are they
for the design of concrete mix for full scale production?", Proceedings of the
First International RILEM Symposium on Self-Compacting Concrete,
Stockholm, Suède, pp. 95-105, 1999.
[FER98] Ferraris C.F., de Larrard F., "Testing and Modelling of Fresh Concrete
Rheology", NISTIR 6094, National Institute of Standards and Technology, 61
p., 1998.

Références bibliographiques 206
[FER99] Ferraris C.F., "Measurement of the Rheological Properties of High Performance
Concrete : State of the Art Report", Journal of Research of the National Institute
he influence of mineral admixtures on the
em
. 245-2 , 20
[FLA01] att R.J ous ., p vi c al ts bi
tion o per ze em
76, 20
[G llias J.L., Kara-Ali R. as Th ct ne al
ter re ement of ce pa C a nc e , 3 ,
. 1543 49,
[GEF97] ffroy "M ism 'interaction entre les minéraux solubles et les
lyélect ytes i thèse de a 'Université de Franche-
mté, 1997.
[GEI02] iker M.R., Bra l M., rane L ., Bager D.H., Wallev O., " e effe o
of Standards and Technology, 104, 5, pp. 461-478, septembre-octobre 1999.
[FER01] Ferraris C.F., Obla K.H., Hill R., "T
rheology of c ent paste and concrete", Cement and Concre Resea ch, 31, te r 2,
pp 55 01.
Fl ., H t Y.F "A sim lified ew on hemic effec pertur ng the
ac f su plastici rs", C ent and Concrete Research, 31, 8, pp. 1169-
11 01.
AL00] Ga , Big J.P., " e effe of fi miner admixtures on
wa quir ment stes", ement nd Co rete R search 0, 10
pp -15 2000.
Ge C., écan es d
po rol anion ques", doctor t de l
Co
Ge nd Th .N ik Th ct f
easuring procedure on the apparent rh ca er s p
ncrete eme C te rc 11 79 5, .
[GIB99] bbs J , Zh ., "Strength of h ed c ct on ,
oceed of rst at RI Sy ium on Self-Compacting
ncret ock
[GOL04] Golaszewski J., Szwabowski J., "Influence of superplasticizers on rheological
m eologi l prop ties of elf-com acting
co ", C nt and oncre Resea h, 32, , pp. 1 1-179 2002
Gi .C. u W arden self ompa ing c crete"
Pr ings the Fi Intern ional LEM mpos
Co e, St holm, Suède, pp. 199-209, 1999.
behaviour of fresh cement mortars", Cement and Concrete Research, 34, 2, pp.
235-248, 2004.
[GRU03] Grünewald S., Walraven J.C., "Rheological measurements on self-compacting
fibre reinforced concrete", Proceedings of the Third International Symposium on
Self-Compacting Concrete, Reykjavik, Islande, pp. 49-58, 2003.
[GRU04] Grünewald S., "Performance-based design of self-compacting fibre reinforced
concrete", Thèse de doctorat de Delft University of Technology, Pays Bas,
2004.
Références bibliographiques 207
[HAN99] Hanehara S., Yamada K., "Interaction between cement and chemical admixture
from the point of cement hydration, adsorption behaviour of admixture, and
ology", Cement and Concrete Research, 29, 8, pp. 1159-1165, 1999.
[HAS99] Hasni L., "Bétons autoplaçants - Synthèse bibliographique", rapport de
Hayakawa M., Matsuoka Y., Shindoh T., "Development and application o
paste rhe
recherche CEBTP, 46 p., juillet 1999.
[HAY93] f
super-workable concrete", Proceedings of the International RILEM Workshop
on Special Concretes : Workability and Mixing, Paisley, Ecosse, pp.183-190,
1993.
[HEI03] Heirman G., Vandewalle L., "The influence of fillers on the properties of self-
compacting concrete in fresh and hardened state", Proceedings of the Third
International Symposium on Self-Compacting Concrete, Reykjavik, Islande, pp.
606-618, 2003.
[HU95] Hu C., "Rhéologie des bétons fluides", Rapport issu de la thèse de doctorat de
l'Ecole Nationale des Ponts et Chaussées, LCPC, 1995.
[HU96] Hu C., de Larrard F., "The rheology of fresh high-performance concrete",
Cement and Concrete Research, 26, 2, pp. 283-294, 1996.
[JAL04] Jal P.K., Sudarshan M., Saha A., Sabita Patel, Mishra B.K., "Synthesis and
characterization of nanosilica prepared by precipitation method", Colloids and
Surfaces A : Physicochemical and Engineering Aspects, 240, 1-3, pp. 173-178,
2004.
r C., Simard M.A., "Chemical Admixture-Cement Interactions :
Phenomenology and Physico-chemical Concepts", Cement and Concrete
s K., Käppi A., Salo K., Nordenswan E., "Effects of Cement Variations on
Concrete Workability", Nordic Concrete Federation. Disponible dans le site :
http://www.itn.is/ncr/
[JOL98] Jolicoeu
Composites, 20, pp. 87-101, 1998.
[JUV] Juva
[KAN80] Kantro DL., "Influence of water-reducing admixtures on properties of cement
paste – a miniature slump test", Cement, Concrete and Aggregates, 2, 2, pp. 95-
102, 1980.

Références bibliographiques 208
[KAW87] Kawai T., "Non-dispersible underwater concrete using polymers", Marine
Concrete, International Congress on Polymers in Concrete, Brighton, UK, 1987.
Cité par [KHA98].
[KEN40] Kennedy C.T., "The Design of Concrete Mixes", Proceedings of the American
Concrete Institute, 36, pp. 373-400, 1940.
[KHA98-a] Khayat K.H., "Viscosity-Enhancing Admixtures for cement-based materials -
An overview", Cement and Concrete Composites, 20, pp. 171-188, 1998.
[KHA98-b] Khayat K.H., Yahia A., "Simple Field Tests to Characterize Fluidity and
Washout Resistance of Structural Cement Grout", Cement, Concrete and
Aggregates, 20, 1, pp.145-156, 1998.
[KHA99] Khayat K.H., Ghezal A., Hadriche M.S., "Utility of statistical models in
proportionning self-consolidating concrete", Proceedings of the First
International RILEM Symposium on Self-Compacting Concrete, Stockholm,
Suède, pp. 345-359, 1999.
[KHA03] Khayat K.H., Ghezal A., "Effect of viscosity-modifying admixture-
superplasticizer combination on flow properties of SCC Equivalent Mortar",
Proceedings of the Third International Symposium on Self-Compacting
Concrete, Reykjavik, Islande, pp. 369-385, 2003.
[KRI59] Krieger I.M., Dougherty T.J., "A mechanism for non-Newtonian flow in
suspensions of rigid spheres", Transactions of the Society of Rheology, 3, pp.
137-152, 1959.
[LAC04] La C., Bouzoubaâ
N., "Self-consolidating concrete incorporating new viscosity modifying
admixtures", Cement and Concrete Research, 34, 6, pp. 917-926, 2004.
[LAN97] Lange F., Mörte H., Rudert V., "Dense packing of cement pastes and resulting
consequences on mortar properties", Cement and Concrete Research, 27, 10, pp.
1481-1488, 1997.
[LAR98] de Larrard F., Ferraris C.F., Sedran S., "Fresh concrete : a Herschel-Bulkley
material", Materials and Structures, 31, pp. 494-498, 1998.
chemi M., Hossain K.M.A., Lambros V., Nkinamubanzi P.-

Références bibliographiques 209
[LAR00] de Larrard F., "Structures granulaires et formulations des bétons", Laboratoire
Central des Ponts et Chaussées, Paris, avril 2000.
use, 1971.
[LEG72] Legrand C., "Contribution à l'étude de la rhéologie du béton frais", Matériaux et
[LEG82] Legrand C., "La structure des suspensions de ciment", chapitre 6 dans le béton
hydraulique, presses de l’ENPC, 1982.
[LID96] Liddell P.V., Boger D.V., "Yield stress measurements with a vane", Journal o
[LAR02] de Larrard F., Sedran T., "Mixture-proportioning of high-performance
concrete", Cement and Concrete Research, 32, 11, pp. 1699-1704, 2002.
[LEG71] Legrand C., "Contribution à l’étude de la rhéologie du béton frais", thèse de
doctorat, Université Paul Sabatier de Toulo
Constructions, 5, 29, pp. 275-295, 1972.
f
Non-Newtonian Fluid Mechanics, 63, 2-3, pp. 235-261, Avril 1996.
[MAN99] Mansoutre S., Colombet P., Van Damme H., "Water retention and granular
rheological behavior of fresh C3S paste as a function of concentration", Cem
[MAT96] Mathieu D., Phan-Tan-Luu R., Sergent M., "Méthodologie de la recherche
[MAT00] Mathieu D., Phan-Tan-Luu R., Sergent M., "Méthodologie de la recherche
expérimentale", LPRAI Marseille, 2000.
[MID01] Midorikawa T., Pelova G.I., Walraven J.C., "Application of the water layer
model to self-compacting mortar with different size distribution of fine
aggregate", Proceedings of the Second International Symposium on Self-
Compacting Concrete, Tokyo, Japon, 2001.
[MOU03] Mouret M., Cyr M., "A discussion of the paper "The effect of measuring
procedure on the apparent rheological properties of self-compacting concrete"
by Geiker M.R. et al", Cement and Concrete Research, 33, 11, pp. 1901-1903,
2003.
[MOU04-a] Mouret M., Sbartai M., Picot J., "Caractérisation des grandeurs rhéologiques et
d'ouvrabilité : recherche de corrélation multi-échelle", rapport de recherche,
Laboratoire Matériaux et Durabilité des Constructions, Toulouse, 35 p., 2004.
ent
and Concrete Research, 29, 9, pp. 1441-1453, 1999.
expérimentale : criblage et étude des facteurs", LPRAI Marseille, 1996.

Références bibliographiques 210
[MOU04-b] Mouret M., el B Caractérisation des grandeurs
rhéologiques et d’ouvrabilité des pâtes cimentaires en fonction des paramètres
a
ng
7
[NEH04] Nehdi M., Rahman M.A., "Estimating rheological properties of cement pastes
ce
re
t
P
I
des
s
a
Symposium on Self-Compacting Concrete, Reykjavik, Islande, pp. 59-68, 2003.
es
ce
ty
rs
m
arrak M., Bascoul A., "
de composition – Validation sur béton", Rapport final pour le Projet Nation l
PN BAP, 46 p., 2004.
[MOU05] Mouret M., Bascoul A., Ringot E., el Barrak M., "Investigation of gradi
curves of polydisperse aggregates for concrete – statistical moment approach".
Soumis à Cement and Concrete Research, 2005.
[NEH98] Nehdi M., Mindess S., Aïtcin P.-C., "Rheology of high-performance concrete :
Effect of ultrafine particles", Cement and Concrete Research, 28, 5, pp. 68 -
697, 1998.
using various rheological models for different test geometry, gap and surfa
friction", Cement and Concrete Research, 34, 11, pp. 1993-2007, novemb
2004.
[NEM] NemrodW, http://www.nemrodw.com/, Le logiciel NemrodW (fonctionnan
sous Windows 95, Windows 98, Windows 2000, Windows NT, Windows X )
constitue une aide à la conception de stratégies expérimentales optimales. l
permet la construction des plans d'expériences et l'analyse des résultats
expériences.
[NIE03] Nielsson I., Wallevick O.H., "Rheological evaluation of some empirica
methods – preliminary results", Proceedings of the Third Internation l
l te t
[NF03] NF EN 1008 - Eau de gâchage pour bétons - Spécifications d’échantillonnage,
d’essais et d’évaluation de l’aptitude à l’emploi, y compris les eaux d
processus de l’industrie du béton, telle que l’eau de gâchage pour béton (indi
de classement : P18-211). Juillet 2003.
[NOG99] Noguchi T., Oh S.G., Tomosawa F., "Rheological approach to passing abili
between reinforcing bars of self-compacting concrete", Proceedings of the Fi t
International RILEM Symposium on Self-Compacting Concrete, Stockhol ,
Suède, pp. 59-70, 1999.

Références bibliographiques 211
[OH99] Oh S.G., Noguchi T., Tomosawa F., "Toward mix design for rheology of se -lf
M
3
at
performa
[OK te"
rete
te"
Proceedings of Japan Society of Civil Engineers 24.8 (496), 1995. Cité par
nce
ress
elf
ced
the
pp.
compacting concrete", Proceedings of the First International RILE
Symposium on Self-Compacting Concrete, Stockholm, Suède, pp. 361-37 ,
1999.
[OHT85] Ohta M., kuriyama M., Arai K., Saito S., "A Two Dimensional Model for He
Transfer in an Agitated Vessel with Anchor Impeller", Journal of Chemical
Engineering of Japan, 18, 1, pp. 81-84, 1985.
[OKA93] Okamura H., Maekawa K., Ozawa K., "High nce concrete", First ed.
Gihouda Publishing Co, Tokyo, 1993. Cité par [RIL01].
A94] Okamura H., Ozawa K., "Self-compactable high performance concre ,
International Workshop on High Performance Concrete, American Conc
Institute, Detroit, pp. 31-44, 1994.
[OKA95] Okamura H., Ozawa K., "Mix design method for self-compacting concre ,
[RIL01].
[OKA97] Okamura H., Ferguson lecture for 1996, "Self-compacting high performa
concrete", Concrete International, 19, 7, pp. 50-54, ACI, juillet 1997.
[OKA98] Okamura H., Ouchi M., "Self-compacting high performance concrete", Prog
in Structural Engineering and Materials 1, 14, 1998.
A99] Okamura H., Ouchi M., "Self-Compacting Concrete. Development, present use [OK
and future", Proceedings of the First International RILEM Symposium on S -
Compacting Concrete, Stockholm, Suède pp. 3-14, 1999.
[OKA03] Okamura H., Ouchi M., "Self-Compacting Concrete", Jounral of Advan
Concrete Technology, 1, pp. 5-15, Avril 2003.
[OTS96] Otsuki N., Hisada M., Nagataki S., Kamada T., "An experimental study on
fluidity of antiwashout underwater concrete", ACI Materials Journal, 93, 1,
20-25, 1996.

Références bibliographiques 212
[OZA89] Ozawa K., Maekawa K., Kunishima M., Okamura H., "Development of high
es"
l
pa
igh
on
62
[OZ the
C
ete
of SCC and the corresponding matrix phase", Proceedings of the Third
International Symposium on Self-Compacting Concrete, Reykjavik, Islande, pp.
106-116, 2003.
[PER99] Pera J., Husson S., Guilhot B., "Influence of finely ground limestone on cement
hydration", Cement and Concrete Composites, 21, 2, pp. 99-105, 1999.
[PETE96] Petersson O., Billberg P., Van B.K., "A model for self-compacting concrete",
Proceedings of RILEM International Conference on Production Methods and
Workability of Fresh Concrete, Paisley, Ecosse, 1996.
[PETE99] Petersson O., Billberg P., "Investigation on blocking of self-compacting with
different maximum aggregate size and use of viscosity agent instead of filler",
Proceedings of the First International RILEM Symposium on Self-Compacting
Concrete, Stockholm, Suède, pp. 333-344, 1999.
[PETK05] Petkova V., Ivanov Y., "The use of mathematical modelling in the composition
of a composite material", Cement and Concrete Research, à publier, 2005.
[POW68] Powers T.C., "The properties of fresh concrete", John Wiley & Sons, 1968.
performance concrete based on the durability design of concrete structur ,
Proceedings of the Second East-Asia and Pacific Conference on Structura
Engineering and Construction (EASEC-2), 1, pp. 445-450, 1989. Cité r
[OKA99].
[OZA90] Ozawa K., Maekawa K., Okamura H., "High performance concrete with h
filling capacity", Proceedings of RILEM International Symposium
Admixtures for Concrete : Improvement of Properties, Barcelone, pp. 51- ,
1990.
A92] Ozawa K., Tangtermsirikul S., Maekawa K., "Role of powder materials on
filling capacity of fresh concrete", Proceedings of the 4th CANMET/A I
Conference on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concr ,
Istanbul, Turquie, pp. 121-137, 1992. Cité par [OKA99] et [RIL01].
[PED03] Pedersen B., Smeplass S., "The relationship between the rheological properties

Références bibliographiques 213
[PRO02] Proust E., "Retra laçants : vers une meilleure
compréhension des comportements différés", Thèse de doctorat de l'INSA de
du
e
M
n
he
p
lf
de
ril
ons
on
aste
elf
its et fluages des bétons auop
Toulouse, 2002.
[REG05] Projet Région "Amélioration des constructions par la maîtrise des BAP"
Conseil Régional Midi-Pyrénées dans la thématique de recherche "l’homme t
sa région", 131 p., 2005.
[RIL01] RILEM, "Self-Compacting Concrete. State-of-the-art report of RILE
Technical Committee 174-SCC", Edited by A. Skarendahl and O. Petersso ,
RILEM Publications, France, 2001.
[ROL99] Rols S., Ambroise J., Péra J., "Effects of different viscosity agents on t
properties of self-leveling concrete", Cement and Concrete Research, 29, 2, p .
261-266, 1999.
[SAA01] Saak AW, Jennings HM, Shah SP, "New methodology for designing Se -
Compacting Concrete", ACI Materials Journal, 98, 6, pp. 429-439, 2001.
[SCH03] Schober I., Mäder U., "Compactibility of Polycarboxylate Superplasticizers with
Cements and Cementitious Blend", Proceedings of the Seventh CANMET/ACI
International Conference on Superplasticizers and Other Chemical Admixtures
in Concrete, Berlin, Allemagne, pp. 453-468, 2003.
[SED95] Sedran T., "Les bétons autonivelants - Synthèse bibliographique", Bulletin
liaison des laboratoires des ponts et chaussées N°169, pp. 53-60, mars-av ,
1995.
[SED99-a] Sedran T., "Rhéologie et rhéométrie des bétons. Application aux bé t
autonivelants", thèse de doctorat de l’Ecole Nationale des Ponts et Chaussées,
Mars 1999.
[SED99-b] Sedran T., de Larrard F., "Optimization of self compacting concrete thanks to
packing model", Proceedings of the First International RILEM Symposium
Self-Compacting Concrete, Stockholm, Suède, pp. 321-332, 1999.
[SHE03] Sheinn A.M.M., Ho D.W.S., Tam C.T., "Effect of particle shape on p
rheology of SCC", Proceedings of the Third International Symposium on S -
Compacting Concrete, Reykjavik, Islande, pp. 232-239, 2003.

Références bibliographiques 214
[SME01] Smeplass S., Mortsell E., "The particle matrix model applied on SC , C"
ting
h
h
Proceedings of the Second International Symposium on Self-Compac
Concrete, Tokyo, Japon, pp. 267-276, 2001.
[SON01] Sonebi M., "Medium strength self-compacting concrete containing fly as :
Modelling using factorial experimental plans", Cement and Concrete Research,
34, 7, pp. 1199-1208, 2004.
[SON04] Sonebi M., "Medium strength self-compacting concrete containing fly as :
Modelling using factorial experimental plans", Cement and Concrete Research,
34, 7, pp.1199-1208, juillet 2004.
[STR95] Struble L., Sun G.K., "Viscosity of Portland Cement Paste as a Function of
Concentration", Advanced Cement Based Materials, 2, pp. 62-96, 1995.
on
des
ce
[SVE03] Svermova L., Sonebi M., Bartos P.J.M., "Influence of mix proportions
rheology of cement grouts containing limestone powder", Cement and Concrete
Composites, 25, 7, pp. 737-749, 2003.
[TAG] Tagnit-Hamou A., "Microstructure et Physico-Chimie des ciments et
bétons", Notes de cours GCI 712,Université de Sherbrooke, Canada. Sour :
http://www.civil.usherbrooke.ca/cours/gci712/INDEX.htm.
[TAN95] Tangtermsirikul S., Van B.K., "Blocking criteria for aggregates phase of Self-
compacting high performance concrete", Proceedings of Regional Symposium
on Infrastructures Development in Civil Engineering, Bangkok, pp. 58-69, 1995.
Cité par [RIL01].
[TAT83] Tattersall G.H., Banfill P.F.G., "The Rheology of Fresh Concrete", Pitman, 356
p., 1983.
[TOUS01] Toussaint F., Juge C., Laye J.M., Pellerin B., "Assessment of thixotropic
behavior of self compacting microconcrete", Proceedings of the Second
International Symposium on Self-Compacting Concrete, edited by K. Ozawa &
M. Ouchi, pp. 89-98, Tokyo, Japon, 2001.
[TOUT04-a] Toutou Z., Lanos C., Mélinge Y., Roussel N., "Modèle de viscosité multi-
échelle : de la pâte de ciment au micro-béton", Rhéologie, 5, pp. 1-9, 2004.

Références bibliographiques 215
[TOUT04-b] Toutou Z., Roussel onnet P., Pantet A., LeRoy R.,
cimentaire", Rencontres Universitaires de Génie Civil - Ville et Génie Civil,
AUGC, Marne la Vallée, 2004.
[TUR02] Turcry P., Loukili A., "Différentes approches pour la formulation des bétons
es
associations AFGC/AUGC/IREX : innovation et développement en génie civil
et urbain - nouveaux bétons, Toulouse, 30-31 mai 2002.
posium on
N., Lanos C., Melinge Y., M
"Programme expérimental élargi sur la rhéométrie des suspensions à matrice
autoplaçants : incidence sur les caractéristiques rhéologiques", Forum d
[UCH97] Uchikawa H., Hanehara S., Sawaki D., "The role of steric repulsive force in the
dispersion of cement particles in fresh paste prepared with organic admixture",
Cement and Concrete Research, 27, 1, pp.37-50, 1997.
[UTS03] Utsi S., Emborg M., Carlswärd J., "Relation between workability and
rheological parameters", Proceedings of the Third International Sym
Self-Compacting Concrete, Reykjavik, Islande, pp. 154-164, 2003.
[VAN94] Van B.K., "A method for the optimum proportioning of the aggregate phase of
highly durable vibration-free concrete", MSc thesis, Asian Institute of
Technology, Bangkok, 1994. Cité par [RIL01].
[VAN98] Van B.K., Montgomery D. G., Hinczak I., Turner K., "Rapid testing methods for
segregation resistance and filling ability of self-compacting concrete",
Vom Berg W., "Influence of specific surface and concentration of solids upon
the flow behaviour of cement pastes", Magazine of Concrete Research, 31, pp.
211-216, 1979.
[WALL90] Wallevik O.H., Gjorv O.E., "Development of a coaxial cylinders viscometer for
fresh concrete", Properties of Fresh Concrete, proceedings of the Rilem
Colloquium, Chapman and Hall, Hanover, pp. 213-224, octobre 1990.
[WALR03] Walraven J., "Structural aspects of self compacting concrete", Proceedings o
Proceedings of the fourth CANMET/ACI/JCI International Symposium :
Advances in Concrete Technology, Tokushima, Japon, pp. 85-104, 1998.
[VOM79]
f
the Third International Symposium on Self-Compacting Concrete, Reykjavik,
Islande, pp. 15-22, 2003.

Références bibliographiques 216
[YAH05] Yahia A., Tanimura M., Shimoyama Y., "Rheological properties of highly
flowable mortar containing limestone filler-effect of powder content and W/C
ratio", Cement and concrete Research, 35, 3, pp. 532-539, 2005.
[YAM00] Yamada K., Takahashi T., Hanehara S., Matsuhisa M., "Effects of the chemical
structure on the properties of polycarboxylate-type superplasticizer", Cement
and Concrete Research, 30, 2, pp. 197-207, 2000.
[ZHA00] Zhang X., Han J., "The effect of ultra-fine admixture on the rheological property
of cement paste", Cement and Concrete Research, 30, 5, pp. 827-830, 2000.

Annexes 217
ANNEXES
Annexes chapitre 4 (Analyse paramétrique)
Viscosité apparente des suspensions fluides
Le tableau A4.1 représente les valeurs de viscosités apparentes des suspensions fluides à un
gradient de vitesse de 4 s P
-1P, ainsi que leurs proportions volumiques en solides Γ .
Dosages des constituants E% SP% AV%
Concentration volumique en solides (%)
Viscosité apparente (10P
-3P.Pa.s) à 4 s P
-1P
94 0 6 0,66 1,38 88 0 12 1,33 1,62 82 0 18 1,99 1,89 99 1 0 0,16 1,08 93 1 6 0,82 1,32 87 1 12 1,49 1,61 81 1 18 2,15 1,44 97 3 0 0,48 1,04 91 3 6 1,14 1,12 85 3 12 1,81 1,62 79 3 18 2,47 1,65 94 6 0 0,95 1,09 88 6 6 1,62 1,79 82 6 12 2,28 1,80 76 6 18 2,95 2,06
Tableau A4.1 : viscosités apparentes à 4 s P
-1P, et concentrations volumiques en solides des
suspensions fluides de l’analyse paramétrique

Annexes 218
Seuils de cisaillement des pâtes de ciment
Le tableau A4.2 montre les valeurs seuils de cisaillement statique et dynamique des pâtes de
ciment représentées par les dosages des constituants et la concentration volumique en solides.
Dosage des constituants (%) Seuil de cisaillement (Pa)
L % SP % AV %
Concentration volumique en solides
Γ Statique Dynamique
50 0 0 0,500 20 132,8 50 1 6 0,508 10 4,5 50 1 12 0,515 84 52,7 50 1 18 0,522 - P
(1)P - P
(1)P
50 3 6 0,511 2 1,1 50 3 12 0,518 6 2,3 50 3 18 0,525 16 4,4 50 6 6 0,516 - P
(2)P - P
(2)P
50 6 12 0,523 0,5 0,9 50 6 18 0,529 4 1,2 55 0 0 0,550 > 100 373,3 55 1 6 0,558 55 42,7 55 1 12 0,565 - P
(1)P - P
(1)P
55 1 18 0,572 - P
(1)P - P
(1)P
55 3 6 0,561 6,8 2,1 55 3 12 0,568 29 5,8 55 3 18 0,574 70 14,9 55 6 6 0,566 0,5 0,9 55 6 12 0,573 6 2,97 55 6 18 0,579 19 3,4
P
(1)P mélange très ferme
P
(2)P mélange sédimentant
Tableau A4.2 : valeurs des différents types de seuil de cisaillement des pâtes de ciment de l’analyse paramétrique

Annexes 219
La figure A4.1 présente l’évolution du seuil dynamique en fonction de la concentration
volumique en solides des pâtes de ciment, pour des dosages fixes en SP.
0,1
1
10
100
0,5 0,52 0,54 0,56 0,58 0,6
1%SP3%SP6%SP
55% L50% L
Concentration volumique en solides
Seui
l dyn
amiq
ue (P
a)
Figure A4.1 : Seuil dynamique / concentration volumique en solides pour des dosages SP fixes

Annexes 220
Viscosité apparente des pâtes de ciment
Le tableau A4.3 montre les valeurs de la viscosité apparente des pâtes de ciment aux
différents gradients de vitesse de cisaillement.
Dosage des constituants Viscosité apparente (Pa.s) au gradient de vitesse correspondant L % SP % AV % 4 sP
-1P 10 s P
-1P 18 s P
-1P 30 s P
-1P 50 s P
-1P 70 s P
-1P 80 s P
-1P 100 s P
-1P
50 0 0 20,51 9,46 5,94 4,08 2,85 2,28 2,10 1,86 50 1 6 1,48 0,93 0,76 0,69 0,68 0,67 0,66 0,68 50 1 12 13,74 5,66 3,38 2,3 1,65 1,37 1,3 1,19 50 1 18 - - - - - - - - 50 3 6 0,44 0,39 0,4 0,42 0,47 0,52 0,53 0,57 50 3 12 0,89 0,7 0,66 0,67 0,7 0,73 0,75 0,78 50 3 18 1,58 1,27 1,11 1,04 1,00 0,94 0,90 0,87 50 6 6 - - - - - - - - 50 6 12 0,53 0,52 0,56 0,61 0,68 0,73 0,75 0,8 50 6 18 0,81 0,75 0,75 0,77 0,81 0,84 0,86 0,89 55 0 0 96,72 41,63 24,09 15,58 10,26 8,16 7,30 6,29 55 1 6 12,04 5,72 3,96 3,13 2,68 2,51 2,46 2,42 55 1 12 - - - - - - - - 55 1 18 - - - - - - - - 55 3 6 0,60 0,58 0,63 0,73 0,86 0,98 1,03 1,13 55 3 12 1,88 1,41 1,33 1,34 1,41 1,49 1,53 1,63 55 3 18 5,05 3,28 2,68 2,41 2,26 2,21 2,22 2,23 55 6 6 0,38 0,42 0,50 0,61 0,73 0,88 0,91 0,99 55 6 12 1,39 1,27 1,31 1,43 1,59 1,71 1,76 1,89 55 6 18 1,98 1,74 1,79 1,84 1,93 2,03 2,07 2,14
Tableau A4.3 : Viscosités apparentes des pâtes de ciment à différents gradient de vitesse

Annexes 221
Annexes chapitre 5 (Analyse par plan de mélange)
Fiabilité du modèle
Les deux figures A5.1.a et A5.1.b présentent, respectivement pour Visma et log(Seuil), la
comparaison entre les réponses expérimentales et celles du modèle des points tests du plan de
mélange.
0
2
4
6
8
10
Expérience
Modèle
Points Tests
N°2 N°10 N°12 N°16 N°17
Vis
ma
(Pa.
s)
Figures A5.1.a : Comparaison expérience / modèle pour la réponse Visma
0
1
2
3
4
log(
Seui
l)
Points TestsN°23 N°24 N°25 N°26 N°27
Experience
Modèle
Figures A5.1.b : Comparaison expérience / modèle pour la réponse log(Seuil)

Annexes 222
Analyse descriptive
La figure A5.2 présente le nuage des points entre les constituants et les réponses Seuil, Etal,
Vismi et Visma.
C
F
SP
E
AV
Seuil
a. Seuil
C
F
SP
E
AV
Etal
b. Etal
C
F
SP
E
AV
Vismi
c. vismi
C
F
SP
E
AV
Visma
d. visma Figure A5.2 : Nuages de points entre constituants et réponses

Annexes 223
Arbres binaires
Le découpage en 3 catégories n’est pas conservé pour les réponses Etal, Vismi et Visma. En
effet, le nombre de constituants appartenant à la catégorie plastique est trop faible pour
permettre la construction d’arbres stables, proposant un classement objectif. Deux groupes
sont alors retenus, appelés “Bas” et “Haut” et peuvent être assimilés, selon la réponse, aux
classes fluide et ferme (figures A5.3.a, A5.3.b et A.3.c).
E < 0,325
Haut
oui non
Bas
oui non
Haut Bas
oui non
SP < 0,017
C < 0,482
SP = 0,017 correspond àSP entre 1,10% et 1,25% en masse de C
C = 0,482 correspond àE/C entre 0,2 et 0,23
E = 0,325 correspond àE/C entre 0,21 et 0,24
Figure A5.3.a : Arbre binaire des variables C, SP, AV et E (réponse Etal)
C < 0,476
Bas SP < 0,017
oui non
Haut Bas
oui non
SP = 0,017 correspond àSP entre 1,10% et 1,25% en masse de C
C = 0,476 correspond àE/C entre 0,20 et 0,23
Figure A5.3.b : Arbre binaire des variables C, SP, AV et E (réponse Vismi)
C < 0,476
Bas E < 0,319
oui non
Haut Bas
oui non
C = 0,476 correspond àE/C entre 0,20 et 0,23
E = 0,319 correspond àE/C entre 0,20 et 0,23
Figure A5.3.c : Arbre binaire des variables C, SP, AV et E (réponse Visma)

Liste des figures 224
LISTE DES FIGURES
Figure 1.1 : représentation en plan d’un blocage de granulats à travers deux armatures......... 13 Figure 1.2 : Schématisation de l’essai d’étalement au cône d’Abrams.................................... 15 Figure 1.3 : Anneau d’armatures (J-Ring) ............................................................................... 16 Figure 1.4 : Schématisation de l’essai de l’entonnoir (V-funnel) ............................................ 17 Figure 1.5 : Schématisation de la boite en L ............................................................................ 18 Figure 1.6 : Schématisation de l’essai du tube en U ................................................................ 19 Figure 1.7 : Schématisation de l’essai du caisson .................................................................... 19 Figure 1.8 : Schématisation de l’essai de passoire ................................................................... 20 Figure 1.9 : Schématisation de l’essai de stabilité (GTM)....................................................... 21 Figure 1.10 : essai de la colonne .............................................................................................. 22 Figure 1.11 : dispositif de l’essai à la colonne LMDC............................................................. 23 Figure 1.12 : essai à la bille...................................................................................................... 24 Figure 1.13 : Comportements Newtoniens et non Newtoniens, fluidifiants et épaississants... 26 Figure 1.14 : Différents types de modèles d’écoulement......................................................... 28 Figure 1.15 : Géométries de cisaillement de type Couette....................................................... 30 Figure 1.16 : Corrélations viscosité-TB50 Bet viscosité-TBVf B[NIE03] ............................................ 33 a. Cône à mortier ...................................................................................................................... 34 b. Entonnoir à mortier .............................................................................................................. 34 Figure 1.17 : Dimensions du cône et de l’entonnoir à mortier [RIL01]................................... 34 Figure 2.1 : Application du modèle de Krieger-Dougherty aux pâtes de ciment [STR95]...... 47 Figure 2.2 : effet du dosage en filler calcaire sur l’écoulement en fonction du rapport E/C du
mortier [YAH05] ............................................................................................................... 51 Figure 2.3 : Exemples de motifs (R représente H ou un groupe alkyle) [HAS99] .................. 52 Figure 2.4 : Répulsion électrostatique entre deux particules de ciment [CAL] ....................... 54 Figure 2.5 : Particules de ciment recouvertes de polymères à fort encombrement stérique
[CAL]................................................................................................................................. 54 Figure 2.6 : Variation du potentiel zêta en fonction du dosage en Superplastifiant [BLA03]. 55 Figure 2.7 : ramifications des polymères recouvertes par la formation des hydrates .............. 57 Figure 2.8 : particules de Silice amorphe précipitée (5-50 nm) observées au Microscope
Electronique à Transmission (MET) [COL01].................................................................. 59 Figure 3.1 : mobile à ailettes pour la mesure du seuil de cisaillement..................................... 70 Figure 3.2 : Schéma type d’un essai de mesure de seuil de cisaillement d’une pâte de ciment
........................................................................................................................................... 71 Figure 3.3 : Répartition linéaire des contraintes depuis le centre du mobile ........................... 71 Figure 3.4 : Stator (à gauche) et rotor (à droite) utilisés pour nos essais ................................. 72 Figure 3.5 : Exemple d’historique de cisaillement d’une pâte en configuration de cylindres
coaxiaux............................................................................................................................. 73 Figure 3.6 : Schématisation du dispositif des cylindres coaxiaux............................................ 74 Figure 3.7 : Dimensions du mini-cône ..................................................................................... 76 Figure 3.8 : Mobile double ruban hélicoïdal du viscosimètre Rheostress RS 150................... 77 Figure 3.9 : Exemple d’un historique de cisaillement.............................................................. 78 Figure 3.10 : exemple de mesure de seuil de cisaillement statique (80 Pa) ............................. 79 Figure 4.1 : Approche expérimentale paramétrique................................................................. 82 Figure 4.2 : viscosité apparente des suspensions fluides ......................................................... 84 Figure 4.3 : viscosité apparente en fonction de la concentration volumique en solides .......... 84 Figure 4.4.a : Seuil statique / %AV des pâtes de ciments à L = 50% ...................................... 86 Figure 4.4.b : Seuil statique / % AV des pâtes de ciment à L = 55% ...................................... 86

Liste des figures 225
Figure 4.5.a : Seuil Statique / %SP des pâtes de ciment à L = 50% ........................................ 87 Figure 4.5.b : Seuil Statique / %SP des pâtes de ciment à L = 55% ........................................ 87 Figure 4.6.a : Seuil statique / concentration volumique en solides pour des dosages SP fixes 88 Figure 4.6.b : Seuil statique / concentration volumique en solides pour des dosages AV fixes
........................................................................................................................................... 88 Figure 4.7 : Courbe d’écoulement d’une pâte de ciment au comportement rhéoépaississant . 89 Figure 4.8.a : Viscosité apparente à 50 sP
-1P / %SP pour les pâtes de ciment à L = 50% ........... 90
Figure 4.8.b : Viscosité apparente à 50 sP
-1P / %SP pour les pâtes de ciment à L = 55%........... 90
Figure 4.9.a : Viscosité apparente (50 sP
-1P) / concentration volumique en solides pour des
dosages SP fixes ................................................................................................................ 91 Figure 4.9.b : Viscosité apparente (50 s P
-1P) / concentration volumique en solides pour des
dosages AV fixes ............................................................................................................... 92 Figure 5.1 : Variation de la trace de la matrice de dispersion 1)( −XX T en fonction du nombre
d’expériences N ............................................................................................................... 104 Figure 5.2 : Variation de la fonction de variance maximale maxδ en fonction du nombre
d’expériences N ............................................................................................................... 105 Figure 5.3 : Relation linéaire entre l’étalement et le seuil de cisaillement ............................ 108 Figure 5.4 : Représentation d’un modèle fiable ..................................................................... 109 Figure 5.5 : Comparaison expérience / modèle pour la réponse Etal..................................... 110 Figure 5.6 : Comparaison expérience / modèle pour la réponse Vismi ................................. 110 Figure 5.7 : Différents profils de fonction de désirabilité d ................................................... 112 Figure 5.8 : Forme de la fonction de désirabilité pour la réponse Seuil ................................ 113 Figure 5 .9 : Forme de la fonction de désirabilité pour la réponse Etal ................................. 113 Figure 5.10 : Forme de la fonction de désirabilité pour les réponses Vismi et Visma .......... 114 Figure 5.11 : Nuages des points pour la réponse Seuil .......................................................... 116 Figure 5.12 : exemple d’un arbre binaire ............................................................................... 119 Figure 5.13 : Arbre binaire des variables C, SP, AV et E (réponse Seuil)............................. 121 Figure 5.14 : Arbre binaire des variables SP et E (réponse Seuil) ......................................... 122 Figure 5.15 : a. Exemple général d’un diagramme ternaire XB1B-XB2 B-XB3B................................... 125 b. diagramme ternaire dans le plan de coupe (C - F - E), pour la réponse log B10B(Seuil). ........ 125 Figure 5.16 : Comparaison de diagrammes ternaires dans le plan de coupe (C - F - E) pour la
réponse Vismi .................................................................................................................. 126 Figure 5.17 : Modes d’adsorption sur la calcite [GEF97]...................................................... 131 Figure 6.1 : courbes granulométriques................................................................................... 137 Figure 6.2 : échantillons des granulats de l’étude .................................................................. 137 Figure 6.3 : dispositif de mesure de l’eau retenue par les granulats ...................................... 138 Figure 6.4 : Exemple de courbe de filtration d’un squelette granulaire................................. 139 Figure 6.5 : le dispositif de mesure de la compacité .............................................................. 140 Figure 6.6 : RheoCAD – mobile de cisaillement en forme d’ancre double ........................... 141 Figure 6.7 : exemple d’un historique de cisaillement d’un béton .......................................... 143 Figure 7.1 : Illustration de la démarche de recherche d’une formulation de BAP................. 146 Figure 7.2 : Préparation de granulats en petites quantités (fractions volumiques de VBAB) ...... 147 Figure 7.3 : Aspects apparents du béton pendant la procédure expérimentale ...................... 148 Figure 7.4 : Courbe d’écoulement des bétons confectionnés (Série B2) ............................... 153 Figure 7.5 : Courbe d’écoulement des bétons B3 et B4......................................................... 155 Figure 7.6 : courbe de filtration du squelette granulaire roulé à G/S = 1,1............................ 158 Figure 7.7 : remplacement du supplément d’eau par de la pâte de ciment autoplaçante à
volume constant de béton ................................................................................................ 158 Figure 7.8 : position des bétons autoplaçants confectionnés par rapport à la courbe de
filtration du squelette granulaire roulé, G/S = 1,1 ........................................................... 160

Liste des figures 226
Figure 8.1 : fonction de distribution en volume d’un groupe de granulats donné ................. 163 Figure 8.2 : fonction de densité en nombre d’un groupe de granulat donné.......................... 164 Figure 8.3 : exemple d’une courbe granulométrique ............................................................. 165 Figure 8.4 : discrétisation de la fonction de densité en nombre ............................................. 167 Figure 8.5 : exemple cas d’effets de paroi et de desserrement............................................... 174 Figure 9.1 : Illustration de la théorie de la pâte en excès ....................................................... 182 Figure 9.2 : théorie de la pâte en excès – composition d’un béton [OH99]........................... 183 Figure 9.3 : épaisseur de pâte en excès autour d’un granulat dans une classe donnée........... 184 Figure 9.4 : épaisseur de pâte pour un granulat selon les deux approches............................. 185 Figure 9.5 : Organigramme de calcul de l’épaisseur de la pâte en excès............................... 186 Figure 9.6 : Epaisseur de la pâte en excès proportionnelle à la taille du diamètre................. 189 Figure 9.7 : Paramètre k des différents bétons réalisés et tirés de la littérature ..................... 191 Figure 9.8 : évolution du paramètre k en fonction du rapport G/S ........................................ 196 Figure 9.9 : proportion volumique d’eau retenue par le squelette granulaire (G/S) .............. 197 Figure A4.1 : Seuil dynamique / concentration volumique en solides pour des dosages SP
fixes ................................................................................................................................. 219 Figures A5.1.a : Comparaison expérience / modèle pour la réponse Visma ......................... 221 Figures A5.1.b : Comparaison expérience / modèle pour la réponse log(Seuil).................... 221 Figure A5.2 : Nuages de points entre constituants et réponses.............................................. 222 Figure A5.3.a : Arbre binaire des variables C, SP, AV et E (réponse Etal)........................... 223 Figure A5.3.b : Arbre binaire des variables C, SP, AV et E (réponse Vismi) ....................... 223 Figure A5.3.c : Arbre binaire des variables C, SP, AV et E (réponse Visma)....................... 223

Liste des tableaux 227
LISTE DES TABLEAUX
Tableau 1.1 : Propriétés d’ouvrabilité des BAP et les moyens de mise en œuvre ................... 14 Tableau 1.2 : Critères de stabilité (GTM) ................................................................................ 21 Tableau 1.3 : Caractérisation des bétons autoplaçants par les tests empiriques ...................... 24 Tableau 1.4 : Propriétés rhéologiques des BAP....................................................................... 29 Tableau 1.5 : Comparaison BAP-BO au niveau de la formulation.......................................... 38 Tableau 1.6 : Limites générales de dosages pour les constituants des bétons autoplaçants
[RIL01] .............................................................................................................................. 39 Tableau 2.1 : modèles de prédiction de seuil de cisaillement .................................................. 46 Tableau 2.2 : schémas exemples des paramètres ajustables des polymères [TAG]................. 53 Tableau 2.3 : Rôles des principaux paramètres dans l’écoulement et la formulation des BAP62 Tableau 3.1.a : Propriétés physiques du ciment et du filler calcaire ........................................ 66 Tableau 3.1.b : Analyse chimique moyenne du ciment et du filler calcaire ............................ 67 Tableau 3.2 : Caractéristiques des adjuvants ........................................................................... 67 Tableau 3.3.a : analyses menées sur le superplastifiant ........................................................... 67 Tableau 3.3.b : analyses menées sur l’agent de viscosité......................................................... 68 Tableau 3.4 : Procédure de malaxage des pâtes de ciment ...................................................... 68 Tableau 3.5 : Procédure expérimentale totale pour un mélange type (LMDC) ....................... 76 Tableau 3.6 : Procédure expérimentale totale pour un mélange type (ENSTIMAC) .............. 80 Tableau 4.1 : proportions volumiques des constituants des suspensions fluides ..................... 82 Tableau 4.2 : Valeurs des écart-types des réponses rhéologiques............................................ 83 Tableau 4.3 : composition des pâtes de ciment ........................................................................ 85 Tableau 5.1 : Contraintes individuelles implicites sur chaque constituant (proportions
volumiques) ..................................................................................................................... 102 Tableau 5.2 : Points candidats pour la constitution de la matrice d’expériences................... 103 Tableau 5.3 : Solutions optimales pour la détermination de la matrice d’expériences .......... 104 Tableau 5.4 : Matrice d’expériences de l’étude ..................................................................... 106 Tableau 5.5 : Points Tests de la matrice d’expériences.......................................................... 106 Tableau 5.6 : Valeurs expérimentales des réponses de la matrice d’expériences .................. 107 Tableau 5.7 : Valeurs expérimentales des réponses des points tests...................................... 108 Tableau 5.8 : Incertitudes sur les pesées des constituants...................................................... 109 Tableau 5.9 : Composition du mélange optimal .................................................................... 114 Tableau 5.10 : Réponses du modèle et de l’expérience ......................................................... 114 Tableau 5.11 : Matrice de corrélation .................................................................................... 117 Tableau 5.12 : Résultats de l’analyse de la variance des réponses ........................................ 118 Tableau 5.13 : influences hiérarchisées des constituants sur les réponses............................. 123 Tableau 5.14 : Interactivités entre les Constituants pour toutes les réponses ........................ 128 Tableau 6.1 : caractéristiques des granulats ........................................................................... 136 Tableau 6.2 : Essais d’ouvrabilité sélectionnés...................................................................... 141 Tableau 7.1 : Composition d’un volume unité de béton (1 mètre cube) ................................ 146 Tableau 7.2 : exemple de procédure expérimentale de constitution d’un BAP ..................... 148 Tableau 7.3 : Composition du volume ajouté VBAB................................................................... 149 Tableau 7.4 : Composition finale des bétons confectionnés (kg/mP
3P) ..................................... 150
Tableau 7.5 : valeurs des écart-types sur toutes les réponses................................................. 150 Tableau 7.6.a : Ouvrabilité des bétons aux granulats roulés.................................................. 151 Tableau 7.6.b : Ouvrabilité des bétons aux granulats concassés............................................ 151 Tableau 7.7 : Réponses rhéologiques des bétons confectionnés (granulats concassés)......... 153 Tableau 7.8 : Résistances à 28 jours des bétons confectionnés ............................................. 154
Liste des tableaux 228
Tableau 7.9 : Composition du volume ajouté des bétons B3 et B4 ....................................... 154 Tableau 7.10.a : Ouvrabilité et résistance à 28 jours des bétons B3 et B4 ............................ 155 Tableau 7.10.b : Réponses rhéologiques des bétons B3 et B4............................................... 155 Tableau 7.11 : Eau retenue par le squelette et eau ajoutée aux bétons confectionnés ........... 157 Tableau 7.12 : Ouvrabilité et résistance à 28 jours des bétons des séries B5 et B6............... 159 Tableau 8.1 : Equations de conservation des moments statistiques ....................................... 167 Tableau 8.2 : Valeurs des diamètres représentatifs et arithmétiques des classes granulaires 170 Tableau 8.3 : Variation relative du nombre des particules calculé ........................................ 171 Tableau 8.4 : passants cumulés (%) des squelettes granulaires roulés................................... 175 Tableau 8.5 : passants cumulés (%) des squelettes granulaires concassés............................. 176 Tableau 8.6.a : Caractéristiques des tranches granulaires (granulats roulés)......................... 177 Tableau 8.6.b : Caractéristiques des tranches granulaires (granulats concassés)................... 177 Tableau 8.7 : Compacités expérimentales des squelettes granulaires (> 0,08 mm)............... 178 Tableau 8.8 : Compacités maximales des squelettes granulaires des bétons confectionnés.. 178 Tableau 8.9 : Surfaces granulaires des bétons confectionnés ................................................ 180 Tableau 9.1 : Epaisseur de la pâte en excès des bétons de la série B2 – Approche à partir de la
surface granulaire ............................................................................................................ 187 Tableau 9.2 : Epaisseur de la pâte en excès des bétons de la série B2 – Approche à partir de la
taille moyenne des granulats............................................................................................ 188 Tableau 9.3 : valeurs du paramètre k des bétons autoplaçants confectionnés ....................... 191 Tableau 9.4 : composition du béton obtenu ........................................................................... 197 Tableau 9.5 : Ouvrabilité du béton obtenu............................................................................. 197 Tableau A4.1 : viscosités apparentes à 4 sP
-1P, et concentrations volumiques en solides des
suspensions fluides de l’analyse paramétrique................................................................ 217 Tableau A4.2 : valeurs des différents types de seuil de cisaillement des pâtes de ciment de
l’analyse paramétrique..................................................................................................... 218 Tableau A4.3 : Viscosités apparentes des pâtes de ciment à différents gradient de vitesse .. 220

Maher EL BARRAK
Contribution to the study of the flow property of self compacting concretes at fresh state
PhD Thesis, Civil Engineering speciality
University of Toulouse III – Paul Sabatier
Laboratory of Materials and Durability of Constructions INSA/UPS – civil engineering
Abstract : This work takes place within the framework of several research projects aiming to understand and control the self-compacting properties of concrete in the fresh state. Paste and concrete scales are considered. The rheology of paste is studied according to cement, limestone filler, superplasticizer, viscosity agent and water proportionings. The influence of each component, as well as constituent interactivities on yield stress, viscosity and slump flow, are highlighted using the experimental plan technique. A composition of self-compacting paste is deduced. When associating a granular skeleton to the optimal paste, self-compacting concrete can be obtained, additioning an amount of water beyond that retained by the aggregates. This supplement can be replaced by the equivalent volume of optimal paste. The theory of excess paste makes it possible to quantify the volume of paste necessary to the self-compacting flow. A representative diameter of each granular size group is established using the statistic momentum of the distribution. Coupling this representation with the compressible packing model, a homothetic factor is defined between the diameter of aggregate and the diameter of paste covered aggregate. It allows us to propose a mix design method for self-compacting concrete. Key-words : Self-Compacting Concrete SCC, cement paste, workability, rheology, mix design, constituents, interactivities, mixture experiment, representatif diameter, excess paste, granular skeleton.