the effect of microcolumn geometry on the performance of
TRANSCRIPT

Louisiana Tech University
From the SelectedWorks of Adarsh Radadia
September 1, 2010
The effect of microcolumn geometry on theperformance of micro-gas chromatographycolumns for chip scale gas analyzersA.D. Radadia, University of Illinois at Urbana–ChampaignA. Salehi-Khojin, University of Illinois at Urbana–ChampaignR.I. Masel, University of Illinois at Urbana–ChampaignM.A. Shannon, University of Illinois at Urbana–Champaign
Available at: https://works.bepress.com/adarsh-radadia/21/

Our reference: SNB 12456 P-authorquery-v7
AUTHOR QUERY FORM
Journal: SNB Please e-mail or fax your responses and any corrections to:
E-mail: [email protected]
Article Number: 12456 Fax: +353 6170 9272
Dear Author,
Any queries or remarks that have arisen during the processing of your manuscript are listed below and highlighted by flagsin the proof. Please check your proof carefully and mark all corrections at the appropriate place in the proof (e.g., by usingon-screen annotation in the PDF file) or compile them in a separate list.
For correction or revision of any artwork, please consult http://www.elsevier.com/artworkinstructions.
Articles in Special Issues: Please ensure that the words ‘this issue’ are added (in the list and text) to any references toother articles in this Special Issue.
Uncited references: References that occur in the reference list but not in the text – please position each reference in thetext or delete it from the list.
Missing references: References listed below were noted in the text but are missing from the reference list – please makethe list complete or remove the references from the text.
Location in Query / remarkarticle Please insert your reply or correction at the corresponding line in the proof
Q1 Would you consider changing the sentence “Separation data for the temperature-programmed” to “Datafor temperature-programmed seperation” in the table caption? Please check, and correct if necessary.
Electronic file usageSometimes we are unable to process the electronic file of your article and/or artwork. If this is the case, we have proceededby:
Scanning (parts of) your article Rekeying (parts of) your article Scanning the artwork
Thank you for your assistance.

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
Sensors and Actuators B xxx (2010) xxx–xxx
1
Contents lists available at ScienceDirect
Sensors and Actuators B: Chemical
journa l homepage: www.e lsev ier .com/ locate /snb
The effect of microcolumn geometry on the performance of micro-gaschromatography columns for chip scale gas analyzers
1
2
A.D. Radadiaa, A. Salehi-Khojina,b, R.I. Masela,∗, M.A. Shannonb3
a Department of Chemical and Biomolecular Engineering, University of Illinois, 600 S, Mathews Ave, Urbana, IL 61801, USA4b Department of Mechanical Science and Engineering, University of Illinois, Urbana, IL 61801, USA5
6
a r t i c l e i n f o7
8
Article history:9
Received 4 February 201010
Received in revised form 4 May 201011
Accepted 2 July 201012
Available online xxx
13
Keywords:14
Silicon GC column15
Micro-GC16
Microcolumns17
High resolution GC18
a b s t r a c t
Many microfabricated gas chromatography (micro-GC) column designs have been reported so far,but it is unclear how microcolumn design affects separation performance in the typical isothermalor temperature-programmed mode of operation. This paper compares the separation performanceof microfabricated serpentine, circular-spiral and square-spiral columns in both modes of operation.Experimentally although all the geometries have similar gas permeability and unretained solute bandbroadening, it is shown that the serpentine columns show higher separation plate numbers (lower bandbroadening) for retained solutes in isothermal mode of operation compared to circular- or square-spiralconfigurations. Also in temperature-programmed mode of operation, the serpentine design yields higherseparation numbers (peak–peak resolution) compared to spiral configurations. The advantage of using aserpentine configuration is clearly evident especially in the velocity range of 15–40 cm/s in either opera-tion modes, and independent of the temperature programming rate in temperature-programmed mode.An exemplary mix of 33 chemicals was used to demonstrate the higher speed and resolution of practicallyrelevant separations on serpentine column.
© 2010 Published by Elsevier B.V.
1. Introduction19
A microfabricated gas chromatograph (micro-GC) utilizes the20
high speed separation of a short microcolumn (<5 m length)21
fabricated on a small silicon or glass substrate to rapidly and22
selectively detect chemicals of interests in a portable form [1–27].23
The microcolumn consists of a long microfluidic channel, which24
has passivated sidewalls and a thin polymeric film, called the25
stationary phase that aids in the separation of gaseous chem-26
icals. At present there are no design guidelines for separation27
column miniaturization clearly identifying how to design a long28
column onto a relatively small substrate. The micro-GC researchers29
at different institutions have been experimenting with micro-30
columns of different configurations. For example, the micro-GC31
researchers at Sandia National Labs used circular-spiral design32
[1,4,18,19,21,24], University of Michigan used square-spiral design33
[5–9,12,13,20,28], University of Illinois, Honeywell, SLS Microtech-34
nology, and Louisiana State University used serpentine designs35
[10,11,14,26,29–31]. Polygonal spiral microcolumns have also been36
proposed by Manz et al. for liquid chromatography on chip [32].37
Although many microcolumn configurations have been proposed,38
∗ Corresponding author. Tel.: +1 217 333 6841.E-mail address: [email protected] (R.I. Masel).
no research work yet published has compared the separation per- 39
formance of differently coiled microcolumns. 40
Previously, the effect of coiling fused silica (FS) capillary 41
columns were studied during capillary column development cycle 42
to reduce the radial mass transfer resistance in the gas phase and 43
hence improve the separation performance [33–37]. A detailed 44
review on this topic is provided by Sumpter and Lee [38]. Chro- 45
matographic measurements are typically characterized by the 46
separation plate height (H) or plate numbers (N). It was found that 47
coiling the FS columns resulted in increased plate height, which 48
resulted in poor separations under practically relevant separation 49
conditions (near optimum linear velocity). Giddings proposed that 50
the “race track effect” caused the increase in plate height for coiled 51
columns [39,40], where “race track effect” was defined to be a result 52
of the difference in path lengths traveled by the molecules on the 53
inner and outer side of a bend with the pressure drop being con- 54
stant. The resulting pressure gradient is greatest for the shorter 55
inside path and hence faster velocities for molecules travelling on 56
the inner side of the bend. However Giddings did not consider sec- 57
ondary flow effects like Dean-flows on plate height. Theoretically 58
secondary flow induces radial mixing and is expected to decrease 59
axial dispersion along with the plate height [41,42]. However the 60
secondary flow when combined with retention at the sidewalls 61
results in slightly higher plate heights and poor separations as 62
shown by Tijssen [34,35,43,44]. A general rule thus formed that 63
0925-4005/$ – see front matter © 2010 Published by Elsevier B.V.doi:10.1016/j.snb.2010.07.002

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
2 A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx
coiling adversely affected plate height. As stated by Sumpter and64
Lee in their review [38], modern commercial capillary columns are65
coiled around cages 15–20 cm diameters to reduce effects of col-66
umn coiling towards band broadening, and to size the column cages67
small enough to fit into the GC oven. However, GC column miniatur-68
ization requires fabricating a 1–3 m long column onto ∼2–10 sq cm69
substrates, which necessitates the use of small turns or coiling70
diameters (d < 3 cm).71
A serpentine microcolumn configuration consists of straight72
long segments and sharp 180◦ turns, while a circular-spiral consists73
of relatively less sharp turns and no straight segments. A square-74
spiral configuration involves many 90◦ turns and straight length75
segments than a serpentine. The flow pattern in different config-76
urations, and hence the separation performance can be predicted77
using simulations, which is out of the scope of this paper [4]. The78
objective of the work described in this article was to experimentally79
compare the separation results of serpentine, circular-spiral and80
square-spiral microcolumn configurations. In order to make any81
entrance effects small, microcolumn were designed to be 3 m long.82
The microcolumns were tested in the two typical microcolumn83
operating conditions, isothermally and temperature-programmed.84
Temperature-programmed separations are typically carried out to85
improve the peak–peak resolution. The isothermal separation char-86
acteristics of the configurations were compared in terms of the87
number of theoretical plates (N), which is inversely proportional88
to the band broadening. Temperature-programmed separation89
results were compared in terms of separation numbers (TZ), which90
is directly proportional to the peak–peak resolution. The tempera-91
ture programming rate and the carrier flow rate were varied where92
possible.93
We found using the methane injections that there was negli-94
gible difference in the permeability (average gas velocity) of the95
different microfabricated column configurations. The iso-octane96
injections at isothermal conditions showed that serpentine micro-97
columns result in higher number of separation plates compared98
to the spiral configurations. Also the n-alkane mix separation with99
the temperature-programmed conditions showed that using ser-100
pentine microcolumns results in higher separation numbers. We101
believe that the superior separation performance of the serpen-102
tine microcolumns can be attributed to the lower column length103
through which the Dean vortex propagates, and may also partly104
be due to the thinner, even stationary phase coating obtained on105
serpentine microcolumns.106
2. Materials and methods107
2.1. Design and fabrication of microcolumns108
Microcolumn fabrication started with a double side polished109
silicon wafer (4′′ in. diameter, 250 �m thick, 5–20 � cm p-type)110
from Silicon Quest International. The wafer was sputter coated with111
1000 Å thick aluminum on one side. The aluminum layer protected112
the silicon surface from getting damaged during the fabrication113
steps prior to anodic bonding. Shipley SPR220-7 photoresist was114
spin-coated on both sides of the wafer at 3000 rpm. Double side115
lithography was performed to obtain an image of microchannels on116
the aluminum side and fluid transfer holes on the silicon side. The117
chrome mask set for lithography was fabricated by Photo Sciences118
Inc. using a laser pattern generator. Microchannel mask consisted119
of four 3.2 cm × 3.2 cm dyes each filled with 100 �m wide and 3 m120
long microchannel folded in serpentine, circular-spiral, or square-121
spiral configuration. The serpentine microcolumn design consisted122
of 25.9 mm long straight segments and turns of 100 �m mean diam-123
eter. The circular-spiral and square-spiral designs consisted of two124
interlocked spiral channels connected by an S shaped segment125
(having 200 �m inner diameter turns) in the center of the chip. 126
The second mask consisted of 210 �m wide fluid transfer holes 127
for connecting the microchannels from the bottom side. 10 �m 128
wide crosses were designed in the masks to aid the alignment 129
process. Exposed photoresist was developed in MIF327 developer. 130
Overdevelopment with MIF327 was allowed to etch the underlying 131
aluminum layer exposing the silicon surface for reactive ion etch- 132
ing. The patterned photoresist was baked at 140 ◦C for 30 min to 133
withstand the plasma exposure in the reactive ion etching steps. 134
Deep reactive ion etching was used to etch the channel patterns 135
100 �m deep and the access holes through the wafer. The micro- 136
column dyes were cleaned with Shipley Microposit Remover 1165 137
at 120 ◦C followed by an aluminum etching in type A aluminum 138
etchant (Transene company), and a standard clean 1 (SC-1) at 73 ◦C. 139
Pyrex® 7740 glass pieces approximately of the size of microcol- 140
umn dye were cut out from wafers using an IR laser and cleaned 141
using an SC-1 clean procedure. Silicon microcolumns were anodi- 142
cally sealed with the cleaned Pyrex® glass at 400 ◦C with 900 V bias. 143
Two microcolumns of each configuration were fabricated for this 144
study to account for any defects arising in the fabrication process. 145
Fig. 1A–C shows the photographs of the different silicon-Pyrex®146
microcolumn configurations fabricated: serpentine, circular-spiral, 147
and square-spiral. 148
2.2. Microcolumn passivation and stationary phase coating 149
An organosilicon hydride passivation using phenyl- 150
tris(dimethylsiloxy)silane (Ah3P) (Gelest, SIP6826) was performed 151
as previously reported to render the microcolumn walls inert 152
[14]. The OV-5 vinyl gum, which is a 5% polar silicone supplied 153
by Ohio Valley Specialty Company (Marietta, Ohio) was used 154
as the stationary phase. The coating solutions were prepared in 155
hexamethyldisilazane treated 12 × 32 vials obtained from Alltech 156
(#72670). The stationary phase (in the range of 0.05–0.07 g) was 157
transferred to a vial using the closed end of a melting point capillary 158
(Fisher Scientific, 12-141-5). 0.2 �m filtered pentane was injected 159
into the capped vial using a 500 ml gas-tight syringe (Supelco, 160
509485) to produce a 4% (w/v) coating solution. The phase was 161
dissolved by sonicating the vial for 20 min. Dicumyl peroxide 162
(DCP) (Sigma–Aldrich, >99%) in the form of freshly prepared 2% 163
(w/v) toluene solution was added to the coating solution using 164
a 10 �L syringe (Agilent Technologies, 5181-3354) to achieve a 165
concentration of 0.2% (w/w) of the stationary phase. 166
The coating procedure was slightly modified from the previously 167
reported [14]. The ends of the microcolumn were connected to a 168
3 m long FS capillary and a 1/16′′ in. PTFE tubing using Nanoports®169
(Upchurch Scientific, N-125S and N-333S respectively). The FS 170
capillaries used in coating method were bought from Polymicro 171
Technologies (100 �m I.D. and 200 �m O.D., TSP100200). Dur- 172
ing the coating process, Nanoports® were clamped physically and 173
were not attached using the supplied preformed epoxy ring. The 174
coating solution was introduced through the PTFE tubing using 175
a clean 500 �l gas-tight syringe. Mild hand pressure was used 176
to fill the coating solution into the microcolumn and the post- 177
column buffer capillary. The syringe was disconnected when four 178
drops of coating solution left through post-column buffer cap- 179
illary end. The Nanoport® (N-333S) with the PTFE tubing was 180
unclamped and replaced by another Nanoport® (N-125S) connect- 181
ing a 30 cm long pre-column buffer capillary. The latter capillary 182
was attached to a GC inlet and the coating solution was driven out 183
using 0.8 psi helium pressure at the GC inlet. When the coating 184
solution exited the post-column buffer capillary, the solvent from 185
the coated stationary phase was removed by flowing helium at 186
40 psi inlet pressure for 10 min. Subsequently, the helium pressure 187
was reduced to 0.8 psi and the stationary phase was cross-linked 188
and conditioned by heating the microcolumn to 160 ◦C overnight. 189

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx 3
Fig. 1. Photograph showing three different silicon-Pyrex® microcolumn configura-tions tested in this research: circular-spiral with 75 �m distance between channels(A), square-spiral (B), and serpentine with 100 �m separation distance betweenchannels (C). Each microcolumn shown is 3 m long and 100 �m × 100 �m in cross-section. Fused silica capillaries (200 �m O.D., 100 �m I.D.) were attached to themicrocolumn chip via Nanoports® (D).
We find that the curing process of the stationary phase creates 190
hydrogen bond forming surface active sites of acidic nature and 191
so post-coating pinacolyl methylphosphonic acid (PMP) passiva- 192
tion treatments were performed as previously reported [14]. The 193
microcolumn was reconditioned at 200 ◦C with 40 psi inlet pres- 194
sure for 4 h. The completion of reconditioning process was checked 195
with the presence of a stable FID baseline. The connecting FS cap- 196
illaries were replaced with commercial passivated FS capillaries 197
(Restek, 100 �m I.D., 200 �m O.D., and 25 cm long, IP deactivated), 198
and the Nanoports® could be epoxied prior to testing separations 199
in microcolumns. 200
2.3. Microcolumn separation performance characterization 201
An Agilent 6893N GC/FID-MS equipped with 7683B autosam- 202
pler was used for all the separations. Fig. 1D shows the packaged 203
microcolumn with Nanoports® connecting the Restek (#560292) 204
deactivated guard capillaries (I.D. 100 �m, O.D. 200 �m) to the 205
microcolumn. Packaged microcolumns were placed in the GC oven 206
for testing and connected to the split inlet and FID using deac- 207
tivated FS capillary. Hydrogen was used as carrier gas in all the 208
tests. Test mixtures were prepared using puriss-grade chemicals 209
(GC standards) from Aldrich (Milwaukee, WI). The autosampler was 210
operated in fast injection mode; injections on just the guard cap- 211
illaries resulted in a methane FID peak width of 0.01 s (FWHM) at 212
all pressures. The effect of Nanoports on the column performance 213
was not evaluated. 214
2.3.1. Isothermal microcolumn tests 215
First, the packaged uncoated microcolumns were compared 216
for their flow permeability by measuring the average carrier gas 217
velocity at different inlet pressures. The average carrier gas veloc- 218
ity was calculated using the methane retention time and the 219
known length of the microcolumn plus the connection capillar- 220
ies. Secondly, peak broadening in microcolumn configurations was 221
studied using methane as the unretained tracer and iso-octane 222
as the retained tracer. We did not expect to see a difference in 223
the methane peak broadening obtained on the different configura- 224
tion due to the high diffusivity of methane in hydrogen. Uncoated 225
microcolumns were used for isothermal tests. Using iso-octane 226
as a tracer on uncoated microcolumns below iso-octane’s boil- 227
ing point (98–99 ◦C) allowed simulating chromatography process 228
with uniformly distributed stationary phase. In either case, 1 �L of 229
headspace vapor was injected with a split of 500:1 (injector tem- 230
perature 250 ◦C); the microcolumns were held at 40 ◦C in the GC 231
oven. The inlet pressure of the carrier gas was varied from 0.7 to 232
34 psi. The resulting chromatograms were analyzed using Peakfit 233
software (v 4.12) to calculate the retention time, peak width at half 234
maximum, and number of theoretical plates (N). The number of 235
theoretical plates was calculated by, 236
N = 5.54(
tR
Wh
)2(1) 237
where tR is the retention time, and Wh is the full width at half 238
maximum of the methane or iso-octane peak. Here we use N, the 239
total number of theoretical plates instead of effective number of 240
theoretical plates. 241
2.3.2. Temperature-programmed tests 242
The peak–peak resolutions in an n-alkane separation were 243
used to compare the temperature-programmed separation perfor- 244
mances of different microcolumn geometries. One microcolumn of 245
each configuration was used. The concept of separation number 246
(TZ, originally known as Trennzahl numbers) introduced by Kaiser 247
was used to enumerate the peak–peak resolution. The separation 248

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
4 A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx
numbers were calculated by,249
TZ = tR(z+1) − tRz
Whz + Wh(z+1)− 1 (2)250
where, z and z + 1 refer to two consecutive members of the n-alkane251
homologous series, tR is the retention time, and wh is the full width252
at half maximum of the n-alkane peak. Theoretically, TZ-values give253
the number of peaks, which can be resolved between the two main254
peaks, having a 4.7�-resolution between consecutive peaks (� is255
standard deviation).256
The n-alkane mixture was prepared by diluting 10 �L of equal257
weight mixture of n-alkanes (n-C7 to n-C13) in 1 ml of methylene258
chloride. 1 �L of the latter mix was injected with a split of 500:1259
(injector temperature 250 ◦C). The starting and final temperatures260
were 30 ◦C and 140 ◦C. A range of inlet gas pressures and temper-261
ature ramp rates were used to confirm the consistency in better262
performance of one channel configuration over another over a wide263
operating range. The effect of average carrier gas velocity was stud-264
ied in the range of 5–65 cm/s while keeping the temperature ramp265
rate constant at 10 ◦C/min. The effect of temperature ramp rate266
was studied using three different ramp rates, 10 ◦C/min, 25 ◦C/min,267
and 40 ◦C/min, keeping the average carrier gas velocity constant at268
21 cm/s.269
2.3.3. Applicability of results to real sample separations270
A 33 component multifunctional test mixture was also formu-271
lated to demonstrate how serpentine microcolumns give better272
separation than spiral microcolumns. The components are listed in273
Table 3 and are amongst commonly found air constituents or EPA274
listed air toxins. The mix was formulated by diluting 10 �L of equal275
weight mixture in 1 ml of methylene chloride. Chromatograms276
were produced by injecting 1 �L of the liquid mix with a split of277
500:1 (injector temperature 250 ◦C). The starting and final tem-278
perature was set to 30 ◦C and 140 ◦C, ramp rate of 10 ◦C/min was279
used. Hydrogen was used as the carrier gas and the average carrier280
gas velocity was set to 40 cm/s. Resolution (Rs) between peaks was281
calculated by,282
Rs = tR(z+1) − tRz
2(Wz + Wz+1)(3)283
where, z and z + 1 refer to two consecutive peaks used to calcu-284
late resolution, tR is the retention time, and W is the full width at285
peak base. The chromatogram was processed in Peakfit software to286
calculate the peak resolutions.287
3. Results and discussion288
3.1. Isothermals microcolumn tests289
First we want to show that the microcolumn fabrication we290
developed was repeatable and created microchannels of similar291
gas permeability. This fact is of high concern because a number of292
defects like silicon micrograss and particle-contamination-caused293
partial channel blockages can arise during fabrication. Fig. 2 shows294
the plot of average carrier gas velocity versus the inlet gas pressure295
on the different microcolumn configurations. The data points repre-296
sent the average reading from two chips of each configuration. The297
error bars in the plots, which are difficult to visualize (because <1%)298
show that similar velocity was obtained on microcolumns with299
similar configuration. Notice that the average velocities obtained on300
the different microcolumn configurations was also found to be sim-301
ilar (<6%) in the range of inlet pressure tested. This proves that the302
microcolumns with different configurations had similar gas perme-303
ability and we could use constant inlet pressure instead of constant304
average gas velocity while comparing the performances.305
Fig. 2. Average carrier gas velocity versus inlet pressure for the three differentuncoated microcolumn configurations: serpentine, circular-spiral, and square-spiral.
Secondly we tested for the band broadening of methane and 306
iso-octane pulses in the different microcolumn configurations. 307
Methane was used as the unretained tracer, and iso-octane was 308
used as the tracer that gets adsorbed on the microcolumn wall. 309
The band broadening of the injected pulse is inversely propor- 310
tional to what is chromatographically measured, the number of 311
theoretical plates generated per meter (N). Figs. 3 and 4 show the 312
N-value for the methane and iso-octane elutions respectively, on 313
different microcolumn configurations as a function of inlet pres- 314
sure. Due to the high diffusivity of methane in hydrogen (carrier 315
gas) we expect the molecular diffusivity to be the main cause of 316
the band broadening in the case of methane and any difference in 317
N-value arising due to the microcolumn geometry to appear minis- 318
cule. While in the case of iso-octane, we expect the comparatively 319
low diffusivity of iso-octane to interfere less, and the retention 320
at the sidewalls to amplify the difference in N-value arising due 321
to the microcolumn geometries. Fig. 3 shows that as expected 322
the serpentine, circular-spiral, and square-spiral microcolumns 323
gave comparable number (within 12%) of theoretical plates in the 324
Fig. 3. Number of theoretical plates generated for unretained peak (methane) elu-tion versus inlet pressure for the different uncoated microcolumn configurations.Hydrogen was used as the carrier gas. The error bars indicate the deviation in resultsfrom the set of chips of each microcolumn configuration.

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx 5
Fig. 4. Plot of theoretical plate height for slightly retained solute (iso-octane at 40 ◦C)versus inlet pressure with different uncoated microcolumn configurations. Hydro-gen was used as the carrier gas. 1 �L of headspace vapor was injected with a split of500:1 (injector temperature 250 ◦C); the microcolumn was held at 40 ◦C. The pointsrepresent the average value of theoretical plates obtained from two different micro-column chips of each configuration; the error bars indicate the deviation in resultswithin each configuration.
methane band-broadening test. To enumerate, at 15 psi inlet pres-325
sure the number of theoretical plates per meter for serpentine326
and circular-spiral microcolumns were approximately 11,200 and327
11,400 respectively, while square-spiral microcolumns resulted in328
approximately 10,100 plates per meter. In the case of all micro-329
column geometries, the theoretical plate numbers increase with330
the inlet pressure and then plateaus after 30 psi. The deviation331
in N-values for the square-spiral microcolumns were found to be332
higher (0.5–38%) compared to those on serpentine and circular-333
spiral microcolumns (0.3–12%). Overall there was no significant334
difference between the methane elution N-values on the different335
microcolumn configurations as expected given the high diffusivity336
of methane.337
In contrast, there was a significant difference in the N-values338
obtained from iso-octane peak elutions. Fig. 4 shows that ser-339
pentine microcolumns gave higher N-values compared to the340
spiral designs at or above 8 psi inlet pressures. To enumerate,341
at 15 psi inlet pressure, the serpentine microcolumns result in342
approximately 18,700 plates per meter while circular-spiral and343
square-spiral microcolumns result in approximately 11,000 and344
10,500 plates per meter respectively. In the case of spiral config-345
urations, the N-value increases initially with an increase in inlet346
pressure and then plateaus at ∼11,000 plates per meter after reach-347
ing 15 psi inlet pressure, whereas for serpentine configurations, the348
N-value gradually increases with the inlet pressure up to ∼19,000349
plates per meter and then at about 20 psi onwards N-value grad-350
ually starts decreasing. The difference between the square- and351
circular-spiral configurations was not resolvable due to the higher352
uncertainty in square-spiral results. The maximum deviations in353
plate number per meter for each configuration were nearly 1800,354
1700, and 3000 plates for serpentine, circular-spiral and square-355
spiral designs respectively.356
One might wonder if this result was associated with difficulties357
with making connections to square columns. Theoretically, if there358
was a problem with the connections, a term in the Golay equa-359
tion called the extra-column dispersion should increase. According360
to the Golay equation, an increase in the extra-column dispersion361
would cause the number of theoretical plates to decrease at higher362
pressures. Notice that the serpentine shows a downward trend363
at high pressures in Fig. 4. However, no such downward trend is364
Table 1Calculated values of the dispersion, M, for the columns tested here.
M for n = 1 M for n = 0.5
Spiral 1.6 × 10−4 11.5 × 10−4
Square-spiral 1.4 × 10−4 1.7 × 10−4
Serpentine 1.2 × 10−4 1.2 × 10−4
observed in the spiral and square-spiral columns. Therefore, the 365
extra-column dispersion must be smaller for the spiral and square- 366
spiral columns than for the serpentines. Therefore, the difference 367
in the separation must be intrinsic to the columns and not associ- 368
ated with connections or other extra-column artifacts. These results 369
have been confirmed on two sets of microcolumns. 370
The better performance of serpentine microcolumns could be 371
reasoned by the facts that: (1) the serpentine configuration pro- 372
duces hydro-dynamically more favorable flow for the separation, 373
and (2) the serpentine configuration allows thinner and more uni- 374
form coating of the stationary phase film. Given that the iso-octane 375
was used below its boiling point (98–99 ◦C) on microcolumns 376
without stationary phase, it allowed us to carry out the chro- 377
matography process with uniformly distributed stationary phase 378
conditions. This implies that the higher N-values on the iso-octane 379
tracer test results from the serpentine microcolumns being hydro- 380
dynamically more favorable for achieving lower peak broadening. 381
We can speculate why this occurs. Recall, that during the flow 382
around a turn, the gas undergoes a centrifugal force proportional 383
to (W/R) where W is the width of the column and R is the radius 384
of curvature of the turn. That produces dispersion roughly pro- 385
portional to (W/R)n where n ∼ 0.5–1 [34]. Consequently, to some 386
approximation, we can get a measure of the dispersion via, 387
M =∫ L
0(W/R)n dL
L(4) 388
where, M is a measure of the amount of dispersion, and L is the 389
length of the column. We have computed M for the three geome- 390
tries in our experiments with n = 0.5 and 1 and Table 1 shows 391
the results. Notice that M is smaller for the serpentines than for 392
the other geometries. The serpentine column has very sharp turns 393
(180◦) but there are only 114 of them, while the square-spiral 394
design has 268 90◦-turns i.e. about 2.5 times as many turns as the 395
serpentine design. Evidently, the larger number of turns leads to 396
higher dispersion, even though each individual turn has a smaller 397
effect on the dispersion. 398
3.2. Temperature-programmed microcolumn tests 399
Fig. 5 shows temperature-programmed separation chro- 400
matograms of n-C7 to n-C13 mixture on the coated microcolumns 401
of different configurations at two different carrier gas velocities, 402
26 cm/s (A) and 40 cm/s (B). Peak shapes were good on all the three 403
microcolumns with minimal signs of tailing and no artifacts. We 404
believe the slight tailing in all peaks occurs due to dead volume 405
that exist at the Nanoport connections; however tailing accounts 406
for less 5% of total peak area, and does not significantly affect our 407
findings. The n-alkane peaks were seen to elute faster on the ser- 408
pentine microcolumn followed by the circular-spiral microcolumn; 409
however the difference between the circular- and square-spiral 410
configurations is less compared to serpentine and circular-spiral 411
microcolumns. To enumerate, at carrier gas velocity of 26 cm/s 412
(Fig. 5A) the C11 peak elutes at 240.6 s on the serpentine micro- 413
column compared to 249.3 s and 251.04 s on the circular- and 414
square-spiral microcolumns respectively. A similar trend is also 415
observed at carrier gas velocity of 40 cm/s (Fig. 5B); the C11 peak 416
elutes at 193.74 s, 201.78 s, and 204.3 s on the serpentine, circular- 417
spiral, and square-spiral configurations. A more detailed analysis 418

Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
6 A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx
Fig. 5. Temperature-programmed chromatograms of a n-C5 to n-C13 mixture on 3-m-long microcolumns of serpentine, circular-spiral, and square-spiral configurations. 1 �Lof the liquid mix was injected with a split of 500:1 (injector temperature 250 ◦C). The data shown corresponds to experiments using an average carrier gas velocity of 26 cm/s(A) and 40 cm/s (B). A temperature ramp rate of 10 ◦C/min was used with the starting and final temperature of 30 ◦C and 140 ◦C, respectively.
was carried out for each of the configurations by calculating the419
separation numbers (TZ) for the consecutive peak pairs at different420
inlet pressures. TZ was chosen as a measure because it is a widely421
accepted term that is applied to temperature-programmed column422
analysis of homologous series elution, here the n-alkanes.423
Fig. 6 shows the effect of carrier gas inlet pressure on TZ-value424
for the C7–C8, C8–C9, C9–C10, and C10–C11 alkane pair elution on425
the different microcolumn configurations. The TZ in all microcol-426
umn designs followed a commonly reported trend; the values were427
found to increase rapidly with the inlet pressure until maxima428
was reached and decreased slowly. Table 2 lists the maximum TZ429
obtained and its corresponding inlet pressure on the tested micro-430
column configurations with the different alkane pairs. Serpentine431
microcolumns were found to achieve higher TZ in the inlet pres-432
sure range of 6–16 psi followed by the circular-spiral and then433
the square-spiral designs. We also found that serpentine micro-434
Table 2Maximum separation numbers achieved and corresponding inlet pressure (psi)required on the different column configurations for the various alkane pairs. (Valuesin ( ) indicate the corresponding carrier gas inlet pressure in psi).
Configuration\alkane pair C7/C8 C8/C9 C9/C10 C10/C11
Serpentine 7.33 (10) 9.65 (10) 10.56 (16) 10.56 (16)Circular-spiral 6.7 (12) 8.34 (12) 9.8 (16) 10.12 (16)Square-spiral 5.9 (16) 7.54 (16) 8.74 (16) 9.08 (16)
column achieved its maximum TZ at lower inlet pressure of 10 psi 435
for the C7–C8 and C8–C9 alkane pairs compared to 12 and 16 psi for 436
the circular- and square-spiral configurations respectively. Serpen- 437
tine microcolumns resulted in higher separation numbers than the 438
circular-spiral microcolumn in the inlet pressure range of 6–16 psi 439
for four alkane pairs compared. To illustrate, at 10 psi the TZ-values 440
Fig. 6. Separation number (TZ) versus inlet pressure for four different alkane pairs on the three microcolumn configurations. The starting and final temperatures were 30 ◦Cand 140 ◦C respectively; temperature ramp rate of 10 ◦C/min was used.
Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx 7
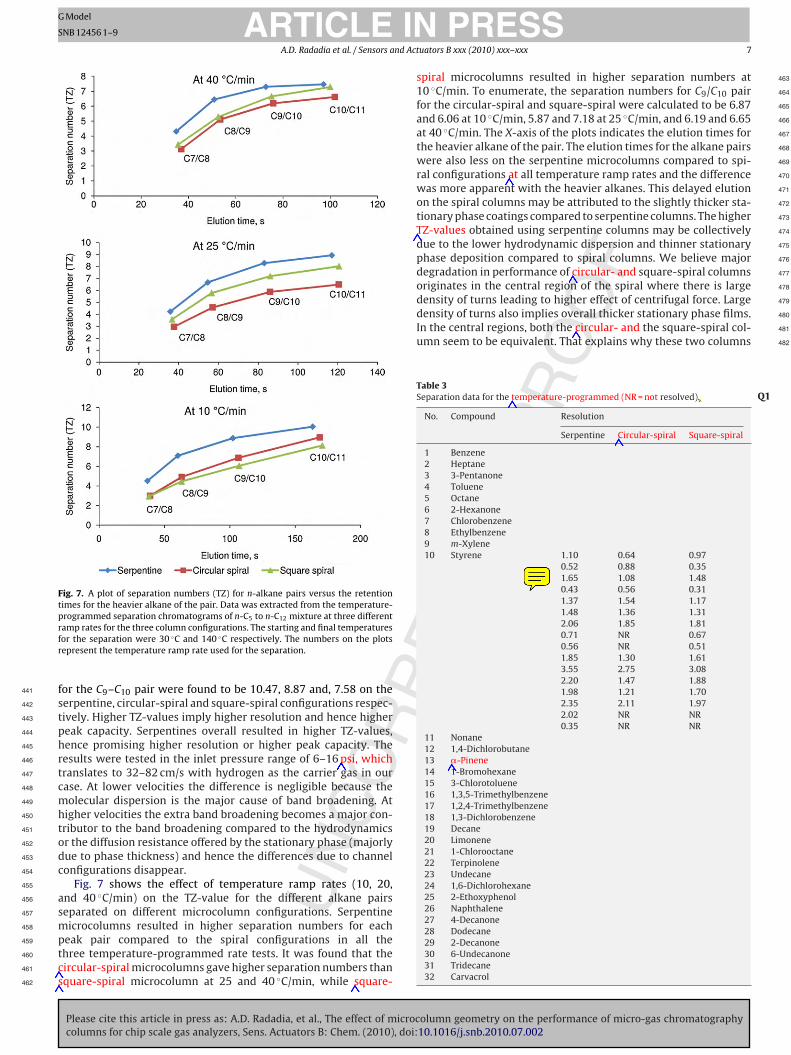
Fig. 7. A plot of separation numbers (TZ) for n-alkane pairs versus the retentiontimes for the heavier alkane of the pair. Data was extracted from the temperature-programmed separation chromatograms of n-C5 to n-C12 mixture at three differentramp rates for the three column configurations. The starting and final temperaturesfor the separation were 30 ◦C and 140 ◦C respectively. The numbers on the plotsrepresent the temperature ramp rate used for the separation.
for the C9–C10 pair were found to be 10.47, 8.87 and, 7.58 on the441
serpentine, circular-spiral and square-spiral configurations respec-442
tively. Higher TZ-values imply higher resolution and hence higher443
peak capacity. Serpentines overall resulted in higher TZ-values,444
hence promising higher resolution or higher peak capacity. The445
results were tested in the inlet pressure range of 6–16 psi, which446
translates to 32–82 cm/s with hydrogen as the carrier gas in our447
case. At lower velocities the difference is negligible because the448
molecular dispersion is the major cause of band broadening. At449
higher velocities the extra band broadening becomes a major con-450
tributor to the band broadening compared to the hydrodynamics451
or the diffusion resistance offered by the stationary phase (majorly452
due to phase thickness) and hence the differences due to channel453
configurations disappear.454
Fig. 7 shows the effect of temperature ramp rates (10, 20,455
and 40 ◦C/min) on the TZ-value for the different alkane pairs456
separated on different microcolumn configurations. Serpentine457
microcolumns resulted in higher separation numbers for each458
peak pair compared to the spiral configurations in all the459
three temperature-programmed rate tests. It was found that the460
circular-spiral microcolumns gave higher separation numbers than461
square-spiral microcolumn at 25 and 40 ◦C/min, while square-462
spiral microcolumns resulted in higher separation numbers at 463
10 ◦C/min. To enumerate, the separation numbers for C9/C10 pair 464
for the circular-spiral and square-spiral were calculated to be 6.87 465
and 6.06 at 10 ◦C/min, 5.87 and 7.18 at 25 ◦C/min, and 6.19 and 6.65 466
at 40 ◦C/min. The X-axis of the plots indicates the elution times for 467
the heavier alkane of the pair. The elution times for the alkane pairs 468
were also less on the serpentine microcolumns compared to spi- 469
ral configurations at all temperature ramp rates and the difference 470
was more apparent with the heavier alkanes. This delayed elution 471
on the spiral columns may be attributed to the slightly thicker sta- 472
tionary phase coatings compared to serpentine columns. The higher 473
TZ-values obtained using serpentine columns may be collectively 474
due to the lower hydrodynamic dispersion and thinner stationary 475
phase deposition compared to spiral columns. We believe major 476
degradation in performance of circular- and square-spiral columns 477
originates in the central region of the spiral where there is large 478
density of turns leading to higher effect of centrifugal force. Large 479
density of turns also implies overall thicker stationary phase films. 480
In the central regions, both the circular- and the square-spiral col- 481
umn seem to be equivalent. That explains why these two columns 482
Table 3Separation data for the temperature-programmed (NR = not resolved). Q1
No. Compound Resolution
Serpentine Circular-spiral Square-spiral
1 Benzene2 Heptane3 3-Pentanone4 Toluene5 Octane6 2-Hexanone7 Chlorobenzene8 Ethylbenzene9 m-Xylene10 Styrene 1.10 0.64 0.97
0.52 0.88 0.351.65 1.08 1.480.43 0.56 0.311.37 1.54 1.171.48 1.36 1.312.06 1.85 1.810.71 NR 0.670.56 NR 0.511.85 1.30 1.613.55 2.75 3.082.20 1.47 1.881.98 1.21 1.702.35 2.11 1.972.02 NR NR0.35 NR NR
11 Nonane12 1,4-Dichlorobutane13 �-Pinene14 1-Bromohexane15 3-Chlorotoluene16 1,3,5-Trimethylbenzene17 1,2,4-Trimethylbenzene18 1,3-Dichlorobenzene19 Decane20 Limonene21 1-Chlorooctane22 Terpinolene23 Undecane24 1,6-Dichlorohexane25 2-Ethoxyphenol26 Naphthalene27 4-Decanone28 Dodecane29 2-Decanone30 6-Undecanone31 Tridecane32 Carvacrol
Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
8 A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx
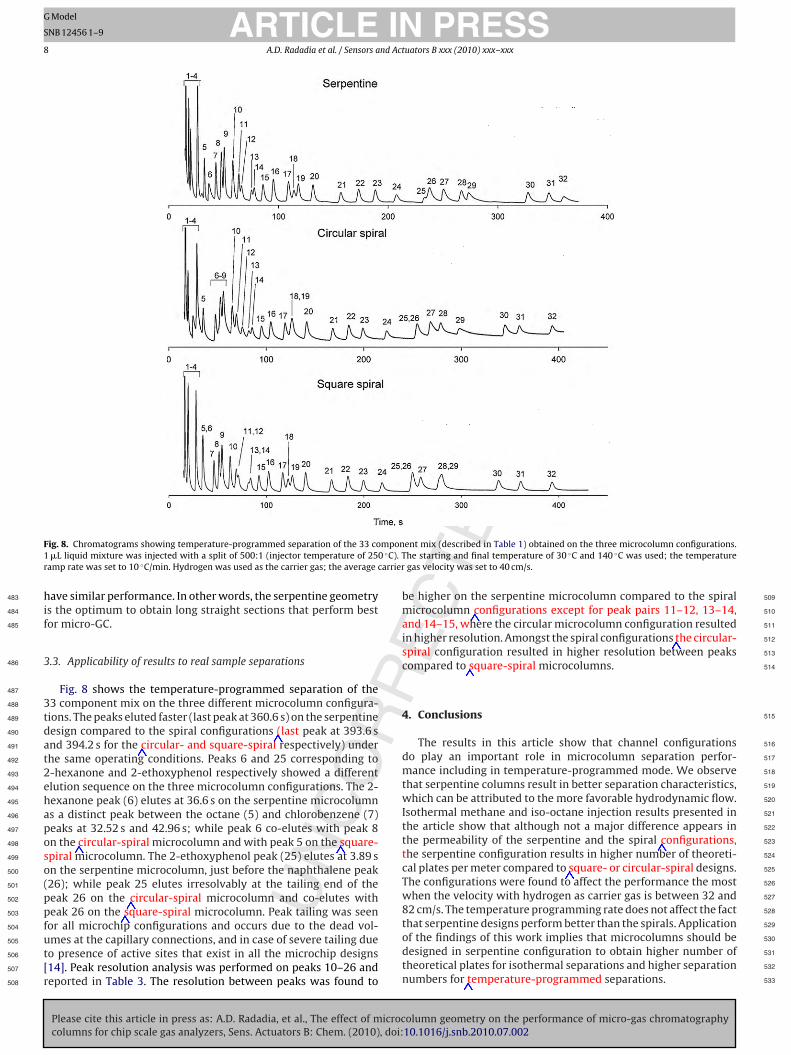
Fig. 8. Chromatograms showing temperature-programmed separation of the 33 component mix (described in Table 1) obtained on the three microcolumn configurations.1 �L liquid mixture was injected with a split of 500:1 (injector temperature of 250 ◦C). The starting and final temperature of 30 ◦C and 140 ◦C was used; the temperatureramp rate was set to 10 ◦C/min. Hydrogen was used as the carrier gas; the average carrier gas velocity was set to 40 cm/s.
have similar performance. In other words, the serpentine geometry483
is the optimum to obtain long straight sections that perform best484
for micro-GC.485
3.3. Applicability of results to real sample separations486
Fig. 8 shows the temperature-programmed separation of the487
33 component mix on the three different microcolumn configura-488
tions. The peaks eluted faster (last peak at 360.6 s) on the serpentine489
design compared to the spiral configurations (last peak at 393.6 s490
and 394.2 s for the circular- and square-spiral respectively) under491
the same operating conditions. Peaks 6 and 25 corresponding to492
2-hexanone and 2-ethoxyphenol respectively showed a different493
elution sequence on the three microcolumn configurations. The 2-494
hexanone peak (6) elutes at 36.6 s on the serpentine microcolumn495
as a distinct peak between the octane (5) and chlorobenzene (7)496
peaks at 32.52 s and 42.96 s; while peak 6 co-elutes with peak 8497
on the circular-spiral microcolumn and with peak 5 on the square-498
spiral microcolumn. The 2-ethoxyphenol peak (25) elutes at 3.89 s499
on the serpentine microcolumn, just before the naphthalene peak500
(26); while peak 25 elutes irresolvably at the tailing end of the501
peak 26 on the circular-spiral microcolumn and co-elutes with502
peak 26 on the square-spiral microcolumn. Peak tailing was seen503
for all microchip configurations and occurs due to the dead vol-504
umes at the capillary connections, and in case of severe tailing due505
to presence of active sites that exist in all the microchip designs506
[14]. Peak resolution analysis was performed on peaks 10–26 and507
reported in Table 3. The resolution between peaks was found to508
be higher on the serpentine microcolumn compared to the spiral 509
microcolumn configurations except for peak pairs 11–12, 13–14, 510
and 14–15, where the circular microcolumn configuration resulted 511
in higher resolution. Amongst the spiral configurations the circular- 512
spiral configuration resulted in higher resolution between peaks 513
compared to square-spiral microcolumns. 514
4. Conclusions 515
The results in this article show that channel configurations 516
do play an important role in microcolumn separation perfor- 517
mance including in temperature-programmed mode. We observe 518
that serpentine columns result in better separation characteristics, 519
which can be attributed to the more favorable hydrodynamic flow. 520
Isothermal methane and iso-octane injection results presented in 521
the article show that although not a major difference appears in 522
the permeability of the serpentine and the spiral configurations, 523
the serpentine configuration results in higher number of theoreti- 524
cal plates per meter compared to square- or circular-spiral designs. 525
The configurations were found to affect the performance the most 526
when the velocity with hydrogen as carrier gas is between 32 and 527
82 cm/s. The temperature programming rate does not affect the fact 528
that serpentine designs perform better than the spirals. Application 529
of the findings of this work implies that microcolumns should be 530
designed in serpentine configuration to obtain higher number of 531
theoretical plates for isothermal separations and higher separation 532
numbers for temperature-programmed separations. 533
Please cite this article in press as: A.D. Radadia, et al., The effect of microcolumn geometry on the performance of micro-gas chromatographycolumns for chip scale gas analyzers, Sens. Actuators B: Chem. (2010), doi:10.1016/j.snb.2010.07.002
ARTICLE IN PRESSG Model
SNB 12456 1–9
A.D. Radadia et al. / Sensors and Actuators B xxx (2010) xxx–xxx 9
Acknowledgement534
This work was supported financially by the Defense Advanced535
Research Projects Agency (DARPA) under U.S. Air Force grant536
FA8650-04-1-7121. Any opinions, findings, and conclusions or537
recommendations expressed in this manuscript are those of the538
authors and do not necessarily reflect the views of the Defense539
Advanced Projects Research Agency, or the U.S. Air Force.540
References541
[1] S.C. Terry, J.H. Jerman, J.B. Angell, A gas chromatographic air analyzer fabricated542
on a silicon wafer, IEEE Transactions on Electron Devices 26 (1979) 1880–1886.543
[2] M.L. Hudson, R. Kottenstette, C.M. Matzke, G.C. Frye-Mason, K.A. Shollenberger,544
D.R. Adkins, C.C. Wong, Design, Testing, and Simulation of Microscale Gas Chro-545
matography Columns, ASME, Fairfield, NJ, USA/Anaheim, CA, USA, 1998, pp.546
207–214.547
[3] C.M. Matzke, R.J. Kottenstette, S.A. Casalnuovo, G.C. Frye-Mason, M.L. Hudson,548
D.Y. Sasaki, R.P. Manginell, C.C. Wong, Microfabricated Silicon Gas Chro-549
matographic Micro-Channels: Fabrication and Performance, The International550
Society for Optical Engineering, Santa Clara, CA, United States, 1998, pp.551
262–268.552
[4] C.C. Wong, D.R. Adkins, G.C. Frye-Mason, M.L. Hudson, R. Kottenstette, C.M.553
Matzke, J.N. Shadid, A.G. Salinger, Modeling Transport in Gas Chromatography554
Columns for the Micro-ChemLabTM, SPIE-The International Society for Optical555
Engineering, Santa Clara, CA, USA, 1999, pp. 120–129.556
[5] M. Agah, G.R. Lambertus, R.D. Sacks, K.D. Wise, High-speed MEMS-based gas557
chromatography, Technical Digest – International Electron Devices Meeting558
(2004) 27–30.559
[6] G. Lambertus, A. Elstro, K. Sensenig, J. Potkay, M. Agah, S. Scheuering, K. Wise, F.560
Dorman, R. Sacks, Design, fabrication, and microfabricated columns evaluation561
of for gas chromatography, Analytical Chemistry 76 (2004) 2629–2637.562
[7] M. Agah, G.R. Lambertus, R. Sacks, K. Wise, High-speed MEMS-based gas chro-563
matography, Journal of Microelectromechanical Systems 15 (2006) 1371–1378.564
[8] S. Reidy, G. Lambertus, J. Reece, R. Sacks, High-performance, static-coated sili-565
con microfabricated columns for gas chromatography, Analytical Chemistry 78566
(2006) 2623–2630.567
[9] M. Agah, K.D. Wise, Low-mass PECVD oxynitride gas chromatographic columns,568
Journal of Microelectromechanical Systems 16 (2007) 853–860.569
[10] A. Bhushan, D. Yemane, E.B. Overton, J. Goettert, M.C. Murphy, Fabrication570
and preliminary results for LiGA fabricated nickel micro gas chromatograph571
columns, Journal of Microelectromechanical Systems 16 (2007) 383–393.572
[11] A. Bhushan, D. Yemane, D. Trudell, E.B. Overton, J. Goettert, Fabrication of573
micro-gas chromatograph columns for fast chromatography, Microsystem574
Technologies-Micro- and Nanosystems-Information Storage and Processing575
Systems 13 (2007) 361–368.576
[12] J.A. Potkay, G.R. Lambertus, R.D. Sacks, K.D. Wise, A low-power pressure- and577
temperature-programmable micro gas chromatography column, Journal of578
Microelectromechanical Systems 16 (2007) 1071–1079.579
[13] S. Reidy, D. George, M. Agah, R. Sacks, Temperature-programmed GC using sili-580
con microfabricated columns with integrated heaters and temperature sensors,581
Analytical Chemistry 79 (2007) 2911–2917.582
[14] A.D. Radadia, R.I. Masel, M.A. Shannon, J.P. Jerrell, K.R. Cadwallader, Microma-583
chined GC columns for fast separation of organophosphonate and organosulfur584
compounds, Analytical Chemistry 80 (2008) 4087–4094.585
[15] S.C. Terry, J.B. Angell, A column gas chromatography system on a single wafer586
of silicon, in: Theory, Design, Biomedical Application of Solid State Chemical587
Sensors, Workshop, 1978, pp. 207–218.588
[16] S.C. Terry, J.H. Jerman, J.B. Angell, A gas chromatographic air analyzer fabri-589
cated on a silicon wafer, IEEE Transactions on Electron Devices ED-26 (1979)590
1880–1886.591
[17] M.G. Goedert, Miniature devices useful for gas chromatographs (Perkin-Elmer592
Corp., USA) USPTO 4935040 (1990).593
[18] R.R. Reston, E.S. Kolesar Jr., Silicon-micromachined gas chromatography sys-594
tem used to separate and detect ammonia and nitrogen dioxide. Part I: design,595
fabrication, and integration of the gas chromatography system, Journal of596
Microelectromechanical Systems 3 (1994) 134–146.597
[19] S. Hannoe, I. Sugimoto, K. Yanagisawa, H. Kuwano, Enhanced chromatographic598
performance of silicon-micromachined capillary column with clean structure599
and interactive plasma organic films, in: Transducers 97 International Confer-600
ence on Solid-State Sensors and Actuators, vol. 1, Chicago, June 16–19, 1997,601
1997, pp. 515–518.602
[20] G. Wiranto, N.D. Samaan, D.E. Mulcahy, D.E. Davey, Microfabrication of capillary603
columns on silicon, Proceedings of SPIE-The International Society for Optical604
Engineering 3242 (1997) 59–64.605
[21] C.M. Matzke, R.J. Kottenstette, S.A. Casalnuovo, G.C. Frye-Mason, M.L. Hudson,606
D.Y. Sasaki, R.P. Manginell, C.C. Wong, Microfabricated silicon gas chromato-607
graphic micro-channels: fabrication and performance, Proceedings of SPIE-The608
International Society for Optical Engineering 3511 (1998) 262–268.609
[22] U. Lehmann, O. Krusemark, J. Muller, Micro machined gas chromatograph based610
on a plasma polymerised stationary phase, in: Micro Total Analysis Systems611
2000, 4th, Proceedings of the micro TAS Symposium, Enschede, Netherlands,612
May 14–18, 2000, 2000, pp. 167–170.613
[23] C.M. Yu, Micro-miniature gas chromatograph column disposed in silicon 614
wafers, USPTO 6068780 (The Regents of the University of California, USA) 615
(2000). 616
[24] H.S. Noh, P.J. Hesketh, G.C. Frye-Mason, Parylene gas chromatographic column 617
for rapid thermal cycling, Journal of Microelectromechanical Systems 11 (2002) 618
718–725. 619
[25] J.A. Dziuban, J. Mroz, M. Szczygielska, M. Malachowski, A. Gorecka-Drzazga, 620
R. Walczak, W. Bula, D. Zalewski, L. Nieradko, J. Lysko, J. Koszur, P. Kowalski, 621
Portable gas chromatograph with integrated components, Sensors and Actua- 622
tors A: Physical A115 (2004) 318–330. 623
[26] U. Lehmann, O. Glampe, Separating column for a miniaturized gas chromato- 624
graph (SLS Micro Technology GmbH, Germany) WO 2004068101 (2004). 625
[27] L. Lorenzelli, A. Benvenuto, A. Adami, V. Guarnieri, B. Margesin, V. Mulloni, D. 626
Vincenzi, Development of a gas chromatography silicon-based microsystem in 627
clinical diagnostics, Biosensors & Bioelectronics 20 (2005) 1968–1976. 628
[28] M. Agah, J.A. Potkay, G. Lambertus, R. Sacks, K.D. Wise, High-performance 629
temperature-programmed microfabricated gas chromatography columns, 630
Journal of Microelectromechanical Systems 14 (2005) 1039–1050. 631
[29] U. Bonne, Phased micro analyzer V, VI, USPTO 7367216 (Honeywell Interna- 632
tional Inc., USA) (2008). 633
[30] U. Bonne, R. Higashi, C. Cabuz, Phased micro analyzer, USPTO 7000452 (Hon- 634
eywell International Inc., USA) (2004). 635
[31] U. Bonne, R.E. Higashi, PHASED: a faster, smarter and more affordable gas anal- 636
ysis device, Journal of Process Analytical Chemistry 9 (2004) 6–23. 637
[32] A. Manz, Y. Miyahara, J. Miura, Y. Watanabe, H. Miyagi, K. Sato, Design of 638
an open-tubular column liquid chromatograph using silicon chip technology, 639
Sensors and Actuators B: Chemical B1 (1990) 249–255. 640
[33] D.H. Desty, A. Goldup, in: R.P.W. Scott (Ed.), Gas Chromatography, Butterworths, 641
London, 1960, p. 162. 642
[34] R. Tijssen, Effect of column-coiling on the dispersion of solutes in gas chro- 643
matography. I. Theory, Chromatographia 3 (1970) 525–531. 644
[35] R. Tijssen, R.T. Wittebrood, Effect of column-coiling on the dispersion of solutes 645
in gas chromatography. II. Generalized theory, Chromatographia 5 (1972) 646
286–295. 647
[36] A.K. Wong, B.J. McCoy, R.G. Carbonell, Theory of capillary chromatography. 648
Effect of coiling and interphase mass transfer, Journal of Chromatography 129 649
(1976) 1–18. 650
[37] P. Sandra, M. Verzele, Experiments with capillary columns having uncon- 651
ventional cross-sectional geometry, HRC & CC, Journal of High Reso- 652
lution Chromatography and Chromatography Communications 3 (1980) 653
253–256. 654
[38] S.R. Sumpter, M.L. Lee, Enhanced radial dispersion in open tubular column 655
chromatography, Journal of Microcolumn Separations 3 (1991) 91–113. 656
[39] C.J. Giddings, Coiled columns and resolution in gas chromatography, Journal of 657
Chromatography 3 (1960) 520–523. 658
[40] J.C. Giddings, A practical criterion for minimum coil diameter in gas chromatog- 659
raphy, Analytical chemistry 37 (1965) 1580–1581. 660
[41] M. Johnson, R.D. Kamm, Numerical studies of steady flow dispersion at low 661
dean number in a gently curving tube, Journal of Fluid Mechanics 172 (1986) 662
329–345. 663
[42] R.N. Trivedi, K. Vasudeva, Axial dispersion in laminar flow in helical coils, Chem- 664
ical Engineering Science 30 (1975) 317–325. 665
[43] M.V.P. Sandra, Experiments with capillary columns having unconventional 666
cross-sectional geometry, Journal of High Resolution Chromatography 3 (1980) 667
253–256. 668
[44] G.S.F. Hazeldean, R.P.W. Scott, in: R.P.W. Scott (Ed.), Gas Chromatography, But- 669
terworths, London, 1960, p. 144. 670
Biographies 671
A.D. Radadia received a PhD in Chemical and Biomolecular Engineering from the 672
University of Illinois in 2009. His PhD work included defining design principles 673
for microfabricated gas chromatography columns. Currently he is a post-doctoral 674
research associate with the Micro and Nanotechnology Labs at Illinois. 675
A. Salehi-Khojin received PhD degree in Mechanical Engineering from Clemson 676
University, in 2008. He is currently a Post Doctorate Research Associate with the 677
Department of Chemical and Biomolecular Engineering and Department of Mechan- 678
ical Science and Engineering, University of Illinois at Urbana–Champaign, Urbana, 679
working on MEMS based chemical sensors for multi-component gas analysis. During 680
his PhD, he also developed new microstructure based approaches for low dimen- 681
sional material characterization and ultra small mass detection. 682
R.I. Masel received a PhD in Chemical Engineering from UC Berkeley. He is currently 683
a professor of Chemical and Biomolecular Engineering at the University of Illinois 684
since 1978 and hold affiliations with the Department of Mechanical Science and 685
Engineering as well as Electrical and Computer Engineering. His current field of 686
research is in three areas, fuel cells, sensors, and MEMS. 687
M.A. Shannon received a PhD in Mechanical Engineering from UC Berkeley. He 688
is currently a professor of Mechanical Science and Engineering at the University 689
of Illinois since 1994 and an affiliate of the Beckman Institute for Advanced Sci- 690
ence and Technology with appointments in Electrical and Computer Engineering as 691
well as Bioengineering. His current field of research is MEMS and microfabrication 692
technologies, including the fabrication of biosensors. 693