the benefits of energy efficiency and environmental
TRANSCRIPT

REFRACTORYThe Benefits of Energy Efficiency and
Environmental Friendliness
Giuliano CopettiPrague, June 15th 2016
1
Since the very beginning of the industrial era, different aims andstrives have moved the production technologies towards newhorizons and objectives:
• Mirroring the needs and the evolution of the society• Adopting the new emerging ways of thinking of the populations• Following the changes and the challenges of the time.
Seven Refractories
2
Not proper as a substitution of the previous and original social andeconomical values, but rather as their completion and adaptation toa new vision of the world, concepts like…
• Production• Profit• Gain• Expansion• Growth• Volumes• Markets
Seven Refractories
3
…have been often and often paired and accompanied by new onessuch as:
• Health• Safety
• Environment• Resources
• Sustainability• Responsibility
Seven Refractories
4
Having spread all over the industrial world, this “new” conceptshave been, and still continuously are:
• Touching• Influencing• Redefining
also the world of refractory, and especially its very specific branchof monolithic products.
Seven Refractories
5
So, now, question is:
What are the major actual trends influencing monolithicrefractories applications?
Seven Refractories
6
Without being able to present a fully exhausting list, followingfeatures represent some of the most actual trend for this peculiarbranch of the refractory industry.
Seven Refractories
7

1. Shortening and optimization of the delivery time2. Reduction of warehouse stocks.
Sudden decisions from end customer’s side often requireflexible and short delivery times. Planning is suitable to change,and so has to be the whole supply chain. Often refractorycompany are required to act as just-in-time warehouses for theirfinal customers.If compared to the bricks production (considering the differentshapes needed for any single project), these has always beenadvantages for monolithic refractory.Nevertheless, further solutions have to be found to keep onenhancing these features (e.g. new plant layout solutions toincrease flexibility in the production process).
Seven Refractories
8

3. Diversification.How to match products to different application features.
Products specifically designed for different applications.With or without modifying the installation technology.Research & Development, in one word. Again and again.
Seven Refractories
9
4. Waste reduction.
“Zero waste” is not a reachable target, of course.But it has to be a target to follow and follow.Since, more than in the past, and more and more in the future,waste means money. Lot of money. Lost money.
The monolithic concept of “endless lining”, repair just what isconsumed, offers the strongest possibility to reduce thegeneration of wasted materials from the end utilizers’ productioncycle.Recycling is also a way. But if uncontrolled…
Seven Refractories
10
5. Automatizing.How to enhance installation speed. And safety.
Where possible, monolithic refractories offer the possibility toautomatize or, at least, mechanize the installation activity. A fullyunreachable result for other types of refractory products.
Saving time. Since no need to build/dismantle complex holdingstructures anymore…Saving money. Since time of intervention is strongly reduced,and after installation the plant is immediately suitable to operate.
Protecting people. Because safety is not an issue. Not at all.
Seven Refractories
11
6. Energy saving
Fast curing materials and high insulation propertiesgives strong support to energy savings, actingmostly in the same directions:• Less curing time means less fuel consumption.• Higher insulating capability means less thermal dispersion.
Additionally, protected by materials with high insulationproperties, the refractory layers work under conditions of betterthermal uniformity (as well as mechanical one). As aconsequence, less stress induced by thermal variations,reduced possibility of fractures and material losses…
Seven Refractories
12
A case study of fast curing materials:
Seven Refractories“Cement Free Castable”.
Seven Refractories
13

The water added to a castable is distributed in two differentportions:
• the so-called “Imbibition Water”used to wet the whole range of RM grains, and to fill the openporosity.
• the so-called “Reaction Water”needed to react with HAC (High Alumina Cement), forming thehydrated phases.
Seven Refractories
14
During the heating-up process, the imbibition water evaporates,and its complete elimination is a gradual process spread along arather large time window, at a (theoretical) temperature not higherthan 100°C, without any modification of the castable structure.
The width of this time window, necessary to allow all the containedimbibition water to reach the surface and eventually evaporate,strongly depends upon the thickness of the installed castable layer,and therefore strongly impacts the duration of the heating-upprocedure.
Seven Refractories
15

As temperature further increases, once the different hydratedphases reach their own decomposition temperatures, thecorresponding water release becomes a sudden and ratherviolent phenomenon.
Most of these dehydrations take place between 450 and 550°C,and this “reaction water” is released in a more traumatic way (than“imbibition water”): it is like water… “getting free” at a temperaturethat only allows the existence of overheated vapor, with higherspecific volume than the steam at 100°C.
The practical result is that this second step of water elimination isby far the most critical one, and almost all damages areexperienced there.
Seven Refractories
16

An alternative bonding system can be achieved in several ways.
One of these classes of No Cement Castable (NCC) is based onthe utilization of Liquid Colloidal Silica solutions (LCS).
In this case, the complete elimination of the cement means thesubstitution of the hydrated phases with a sol-gel transitionreaction, to guarantee the setting phenomenon.
Seven Refractories
17
As first result, it definitely smoothens the dependency of themechanical characteristics from the temperature. Therefore LCSare very reliable and performing in comparison to the differenttypes of hydraulic bonded cement based refractory castables.
But the main achievement can be considered the strong reductionin the time (and energy) needed to complete the heating-upprocess.
Seven Refractories
18
In fact, in LCS, all the water in the system behaves as “ImbibitionWater”:
no cement no hydration of CA phases no water included in the structural network no water release at the critical T of 450÷550°C.
All the water has already left the refractory mass after vaporizationaround 100°C.
Seven Refractories
19
Therefore LCS, when especially linked to the curing and heating-upprocedures to be applied, are products specifically suitable for allthe applications where time represents a leading factor in thegeneral economy of the required performance.
Seven Refractories
20
Seven Refractories
21
Heating-up time reduction derives from:
• the reduced amount of water addition (instead of pure waterthere is a water solution).
• the complete water release taking place around 100°C (withoutrapid and violent residual water release over 400°C, withconsequent potential strong damages of the casted refractorylining).
Seven Refractories
22
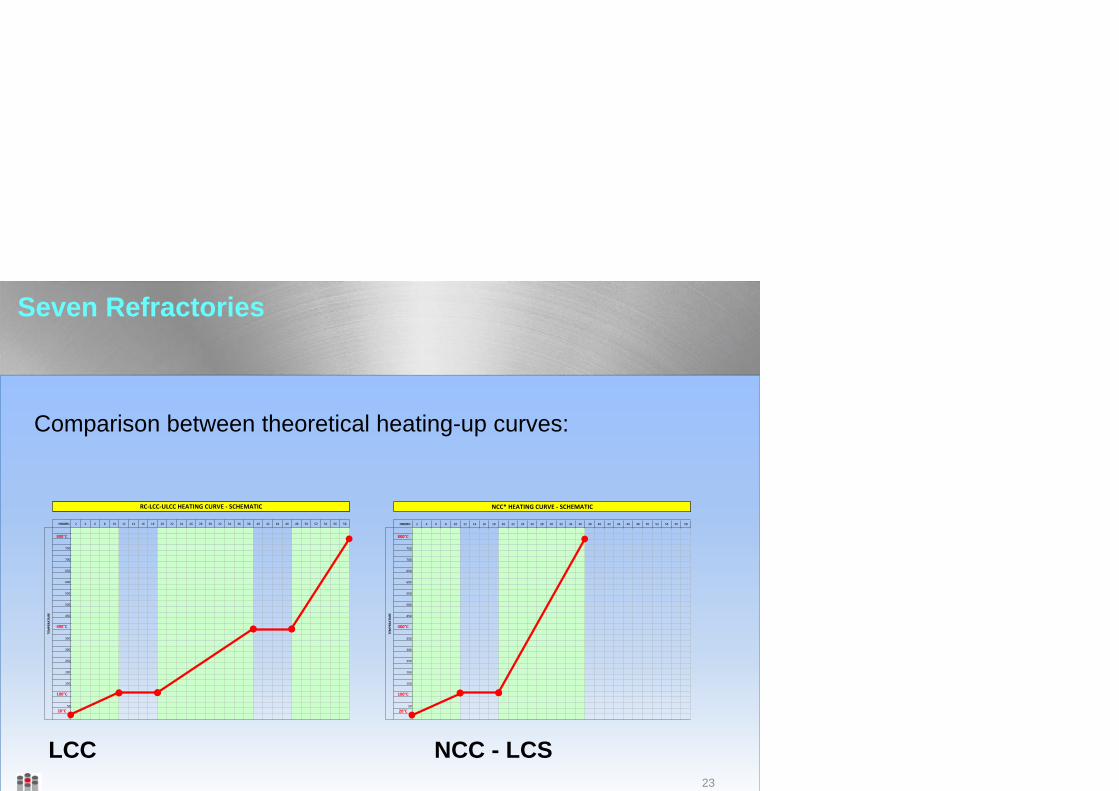
Comparison between theoretical heating-up curves:
Seven Refractories
23
HOURS: 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58
800°C
750
700
650
600
550
500
450
400°C
350
300
250
200
150
100°C
50
20°C0
RC‐LCC‐ULCC HEATING CURVE ‐ SCHEMATIC
TEMPE
RATU
RE
HOURS: 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 56 58
800°C
750
700
650
600
550
500
450
400°C
350
300
250
200
150
100°C
50
20°C0
TEMPE
RATU
RE
NCC* HEATING CURVE ‐ SCHEMATIC
LCC NCC - LCS
Referring to application:
• LCS casting technology is fully consolidated and widelyaccepted in the several refractory application fields.
• Other LCS application technologies still present wide“exploration” possibilities. Among them, LCS shot-cretingtechnology is maybe the one that seems to show the largestand most promising expectations of success in the short-medium period of time.
Seven Refractories
24
9. Environment.Really a peculiar and specific issue?
We have already mentioned the “endless lining”, with theconsequent waste reduction capability.Same for the fuel reduction, due to the use of fast curing and highinsulating products, that also helps in the CO2 emission reduction.
Can we call monolithic refractory “environmentally friendly”?For sure, they are – among the refractory products – the closestone to the suistanable economy...
Seven Refractories
25
10. Health and Safety.The human being, above all.
Some peculiar raw material (e.g. the spinel-containing ones) hasmade possible to give up the utilization of Cr derivatives (such asCr2O3 or Chromite) in the refractory formulation.
Performances have been kept at comparable levels, while theexposition of producers’ and utilizers’ workforce to such toxiccomponents has been almost eliminated.
Seven Refractories
26

Better and better performing products for purging plugs andsliding gates have drastically reduced their need of substitution,thus limiting human intervention under heavy operating conditions.
As already mentioned, particular materials and technologies havemade possible repair intervention on blast furnaces from outside,by means of remotely operated equipment.
Potential risks and danger exposures of the people otherwiseinvolved have been therefore strongly reduced.To be noted that an intervention in a Blast Furnace form inside canbe considered as a typical example of Confined Space Entry…
Seven Refractories
27
For the taphole clay production, it is needless to mention theadvantage, in terms of health and safety, of having developedproducts with low (if not even without…) Polycyclic AromaticHydrocarbons content.
The move from the old-fashioned tar-bonded taphole clays, to theactual resin-bonded products, represents one of the most importantsteps of the refractory industry towards ensuring cleanenvironment, health conditions and full compliance with the mostrecent safety regulations.
Seven Refractories
28

A case study of environmentally friendly refractories:
Seven Refractories“Green”
Blast Furnace Taphole Clay
Seven Refractories
29

The main Seven’s concept for THC is that of a:
Continuously OngoingDevelopment Path
Seven Refractories
30
At first, a Consolidated System applied:
…for RAW MATERIALS and LAB CONTROLS:
• Raw material: selection / characterization / control / acceptance.
• Controls and analysis: internal / external
Seven Refractories
31
…for PRODUCTION:
• STS - Seven Traceability System.
• Tolerance control on dry mixing.
• Addition of liquids: quantity control, tolerances management, temperature control, seasonal adjustment.
• Workability control: frequency, time intervals, acceptance procedure.
• Workability measurement devices management.
Seven Refractories
32
…for DELIVERY and CUSTOMER SERVICE:
• Temperature recording (data logging) during shipment and/or transportation.
• Customer support during trials.
Seven Refractories
33
The Consolidated System is coupled with a System Development,which applies working:
…on the STRUCTURE:
• Substitution of tar with resins to achieve an environmental and healthy friendly product.
• Continuous development of different kind of resins to adjust the rates of setting inside of the taphole.
Seven Refractories
34
...on the ADDITIVES:
• Introduction of metallic elements able to form carbide bindings inside the sintered structure:
Me + C —> MeC
• Utilization of carbon black as well as activated carbons to facilitate the formation of MeC.
• Utilization of Nitrides, Azides and Borides to enhance sintering processes due to their anti-oxidization effect.
Seven Refractories
35
…on the IDEAS
• Introduction of Ti Oxides of different purities and in different percentages, with the aim of using THC also as a Ti-carrier, to intervene against localised BF hearth sidewalls consumption.
Seven Refractories
36
And, based on this
Continuously Ongoing Development Path,
Seven Refractories has been able to achieve…
Seven Refractories
37
Seven Refractories
38
…the most ENVIRONMENTALLY FRIENDLY
tap hole clay
now available on the market.

Seven Refractories
39
…characterized by having theLOWEST EMISSION LEVEL
of
POLYCYCLIC AROMATICHYDROCARBONS
(PAH)
achievable so far !
Seven Refractories
40
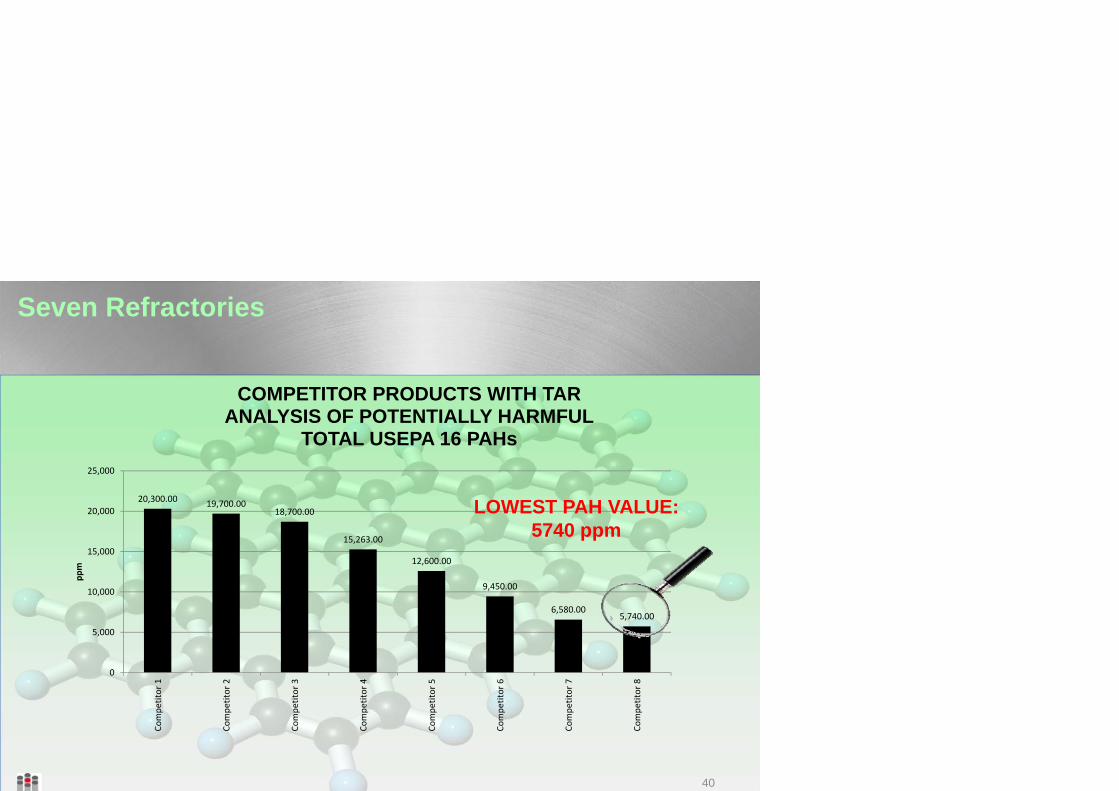
20,300.00 19,700.0018,700.00
15,263.00
12,600.00
9,450.00
6,580.005,740.00
0
5,000
10,000
15,000
20,000
25,000
Compe
titor 1
Compe
titor 2
Compe
titor 3
Compe
titor 4
Compe
titor 5
Compe
titor 6
Compe
titor 7
Compe
titor 8
ppm
COMPETITOR PRODUCTS WITH TARANALYSIS OF POTENTIALLY HARMFUL
TOTAL USEPA 16 PAHs
LOWEST PAH VALUE:5740 ppm
Seven Refractories
41
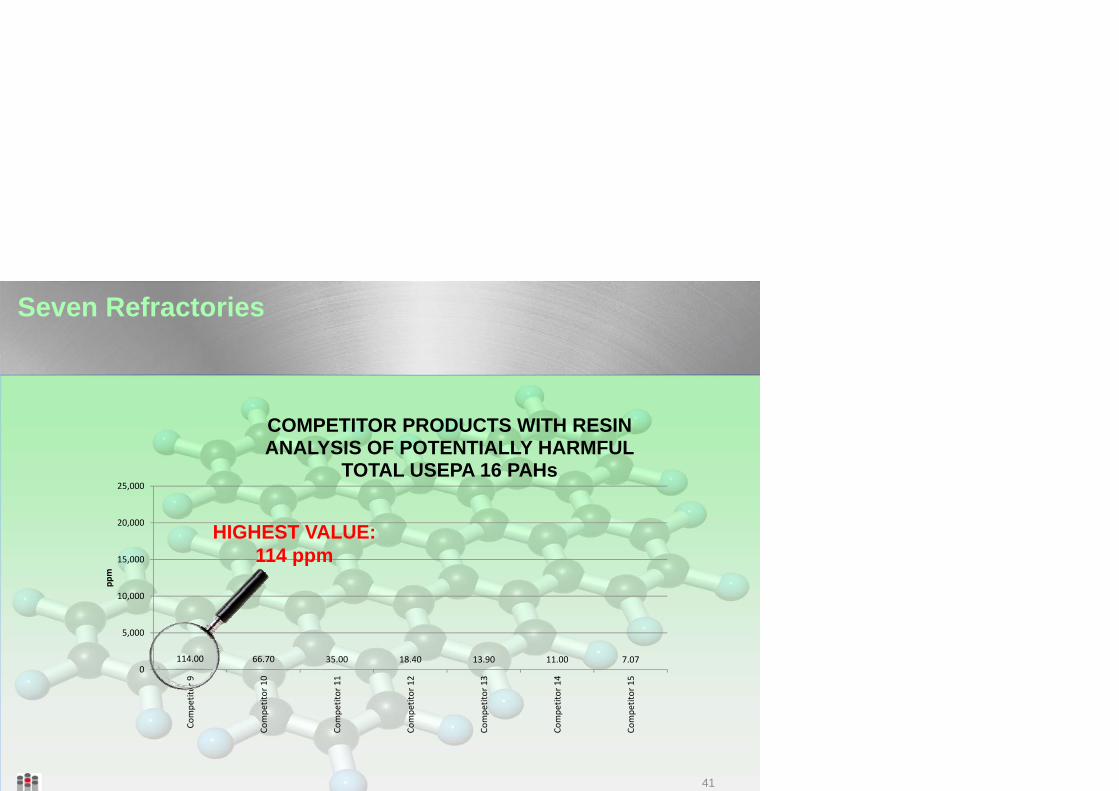
114.00 66.70 35.00 18.40 13.90 11.00 7.070
5,000
10,000
15,000
20,000
25,000
Compe
titor 9
Compe
titor 10
Compe
titor 11
Compe
titor 12
Compe
titor 13
Compe
titor 14
Compe
titor 15
ppm
COMPETITOR PRODUCTS WITH RESINANALYSIS OF POTENTIALLY HARMFUL
TOTAL USEPA 16 PAHs
HIGHEST VALUE:114 ppm
Seven Refractories
42
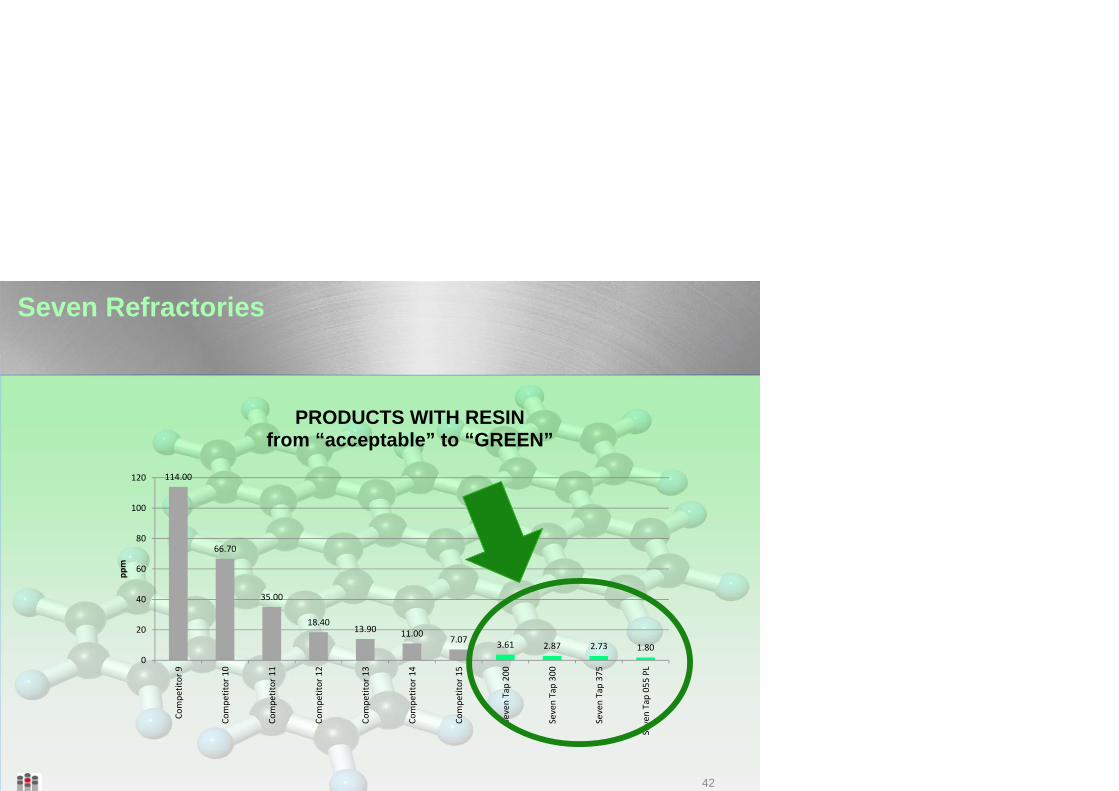
114.00
66.70
35.00
18.4013.90 11.00 7.07 3.61 2.87 2.73 1.80
0
20
40
60
80
100
120
Compe
titor 9
Compe
titor 10
Compe
titor 11
Compe
titor 12
Compe
titor 13
Compe
titor 14
Compe
titor 15
Seven Tap 20
0
Seven Tap 30
0
Seven Tap 37
5
Seven Tap 05
5 PL
ppm
PRODUCTS WITH RESINfrom “acceptable” to “GREEN”

THANKYOU
• www.sevenrefractories.com
43