taps for nut tapping - tapsakai.co.kr catalog.pdf · taps for nut tapping 첫인사의 말 nut는...
TRANSCRIPT


TAPS FOR NUT TAPPING
첫인사의 말
NUT 는 주로 BENT TAP 에 의해서 TAPPING 됩니다. 이 TAP 을 사용하는 자동 NUT TAPPING
기계는 비역단식으로 TAPPING 된 직후 10~20 개의 NUT 를 SHANK 직선부에 남겨져 BENT 부에서
회전력을 부여, 계속적으로 TAPPING 이 행해지도록 되어 있습니다. 이 방식은 간단해서, 자동
나사를 틀기에는 최적이지만, PITCH 이송방식의 립반 TAPPING 기계에 비해 TAPPING 되어진 NUT 에
이상이 발생하기 쉬운 결점을 가지고 있어서 정확한 나사형태의 나사 틀기를 하기에는 많은 NOW-
HOW 를 필요로 합니다.
자동 NUT TAPPING 기계의 TAPPING 에는 하기와 같은 TAPPING 조건으로 분류되어 있지만,
실제에는 이 요소들에 조합으로 더 복잡한 절삭기구로 되어 안정된 TAPPING 작업이 이루어 지기
위해서는 여러 가지 특징을 잘 이해하고 목적이 되는 가공에 적합한 TAPPING 조건의 설정과 그
조건에 최적인 TAP 의 선정이 중요합니다.
TAP
형상
날부사양
정도
재료(경도)
표면처리
재료(경도)
절삭조건
NUT
형상
하공경
(나사를 내기전 구멍크기)
절삭속도
기계설비
절삭유제

I N D E X
1. TAP 각부의 명칭 P1
2. TAP 의 형상 P2
2-1 구조에 의한 분류 2-2 날부 형상에 의한 분류
3. TAP의 날부 사양 P5
3-1 홈 3-2 네지부 및 식부의 길이와 식부각
3-3 식부의 빠짐 3-4 날 안쪽 각
3-5 네지 2번 각 3-6 BACK TAPER
4. TAP 의 정도 P10
4-1 유효경 4-2 외경
4-3 내경 4-4 피치와 산수
4-5 네지산 각도와 산의 반각 4-6 흔들림
5. TAP의 재료 P14
5-1 TAP재료의 특징 5-2 TAP재료의 주요 화학성분
5-3 TAP재료의 특성
6. 표면처리 P15
6-1 수증기 처리 6-2 질화처리
6-3 코팅처리
7. NUT재료 및 형상에 의한 TAP의 선정 P17
7-1 저탄소강 NUT용 TAP 7-2 중탄소강 NUT용 TAP
7-3 열처리NUT용 TAP 7-4 스테인레스NUT용 TAP
7-5 SLOT NUT용 TAP 7-6 高(LONG) NUT용 TAP
8. 하공 P20
8-1 하공경의 설정 8-2 NUT부 네지부분 절삭비율의 관계와
하공경
9. 절삭속도 P22

10. 기계설비 P23
11. 절삭유제 P25
11-1 절삭유제의 작용 11-2 절삭유제의 선정
11-3 절삭유제의 관리
12. ROLL FORMING BENT SHANK TAP P27
12-1 ROLL BENT SHANK TAP의 구조 12-2 절삭TAP과 ROLL TAP의 사양 비교
12-3 절삭TAP과 ROLL TAP의 TAPPING조건 비교
12-4 하공경 12-5 하공의 관리
13. TAP 날부의 손상 P31
14. NUT 용 TAP 의 재연삭 P33
14-1 재연삭 시기 14-2 재연삭 개소
14-3 재연삭의 방법과 포인트
15. TAPPING TROUBLE의 원인과 대책 P37
16. BENT SHANK 의 구부러지는 반경(R부) 계산식 P42
17. AH TAP과 COUPLER 적용표 P43
17-1 AH TAP 적용표 17-2 AH COUPLER 파괴 강도
17-3 AH TAP 의 전장한계
18. 나사 하공 치수표 P47

- 1 -
1. BENT SHANK TAP 각부 명칭
.
나사산의 빠짐 : 앞날부터 HEEL 에 걸쳐서, 나사산의 빠짐
BACK TAPER : 네지부의 선단부터 SHANK 부에 향한 경을 가늘게 한 축방향의 빠짐.
홈 수 : 날 홈을 구성하는 홈의 수.
홈의 TAPER : 홈 경이 선단부터 SHANK 부에 향하면서 점차적으로 커지는 TAPER.

- 2 -
2. NUT(세운나사)용 TAP 의 형상
NUT 용 TAP 은 그 목적에 따라 특징적 형상이 고안되어 실시되어 있습니다.
다음은 각각의 형상과 그 특징을 표시합니다.
2-1 구조에 의한 분류
① BENT SHANK TAP (BT)
자동 NUT TAPPING 기계에 사용하는 TAP.
TAPPING 기계에 따라 BENT 각부에서 회전력을 부여하는 기계와
TAP 은 회전하지 않고 NUT 가 회전하는 기계가 있습니다.
TAPPING 기계의 구조에 따라, SHANK 의 형상치수가 다릅니다.
② STRAIGHT SHANK TAP (SST)
SHANK 후단부를 지지하고 회전력을 부여한다.
주로 긴 NUT 의 자동 TAPPING 에 사용됩니다.
③ H NIB TAP (H Nib)
사용자측에서 BENT SHANK 또는,
STRAIGHT SHANK 에 접합하여 사용하는 TAP
접합기술을 필요로 하지만 저렴한 가격
④ R TYPE NIB TAP (R Nib)
사용자측에서 구멍이 있는 BENT SHANK 또는 구멍이 있는
STRAIGHT SHANK 에 용접으로 접합하여 사용하는 TAP.
접합은 H-NIB TYPE 보다 용이합니다.

- 3 -
⑤ AH TYPE NIB TAP (AH Nib)
나사형식의 COUPLER 에 의해 TAP 과 SHANK 에
조립하여 사용하는 TAP.
과부하로 COUPLER 가 깨지거나 TAP 의 파손을 방지합니다.
AH STRAIGHT SHANK 에서 NUT TAP 으로도 사용할 수 있습니다.
⑥ SCREW TYPE TAP (SNT)
구멍을 내어 나사를 만든 SHANK 에 TAP 을 용접 없이 그대로
체결할 수 있는 TAP.
나사 체결이 용이하지만, 과부하에 의한 SHANK 부 파손이 있습니다.
M6 와 같은 COUPLER 가 제작되지 않은 TAP 에 많이 사용됩니다.
⑦ NUT TAP (NT)
주로 긴형 나사 TAPPING 기계에서 사용하는 사각 붙임 일체형의
소량 생산용 TAP. M 33 이상의 사이즈에서 많이 사용 되고 있습니다.
AH TYPE 으로도 제작 가능.
2-2 날부의 형상에 의한 분류
① STRAIGHT 홈 TAP
가장 일반적인 NUT 용 TAP 으로 홈은 축선에 평행.
피삭재의 형상과 재료에 맞추어 홈수와 홈 형상,
나사부의 길이가 설정됩니다.
② SLIGHT SPIRAL 홈 TAP
홈이 축선에 대하여 사선으로 되어 있슴. TAP 선단경에서
앞날각이 점차 강하게 되기 때문에 식부 성능, 자르는 맛이
우수하고 살점이 없는 NUT 에 효과가 있습니다. CHIP 배출성도 우수합니다.
③ SPIRAL TAP
홈이 축선에 대하여 틀어져 있슴.
우측 SPIRAL 과 좌측 SPIRAL 이 있어 우나사의 경우,
그림과 같이 좌측으로 틀어져 있는 것으로 CHIP 은
앞쪽으로 배출됩니다. 일반적인 NUT TAPPING 에 있어 CHIP 이 길어져 장해가 되지만
CASTLE NUT 와 하공 안쪽에 홈이 있는 피삭품 등의 경우에 효과가 있습니다.

- 4 -
④ POINT TAP (SPIRAL POINT TAP)
STRAIGHT 홈 TAP 의 식부 절삭 날 측에 축선에 대하여
경사진 홈을 설계한 TAP. 코일형상의 CHIP 이 TAP 앞쪽
방향으로 배출됩니다. 뚫린 NUT 의 TAPPING 에 효과적으로,
일반적으로는 긴형 TAPPING 기계에 사용되지만,
STRAIGHT SHANK TYPE 의 긴 NUT(高 NUT)의 TAPPING 에
효과적입니다.
⑤ TANDEM TAP
나사부를 선단으로부터 순차적으로 경을 크게 하여,
최종부에서 마무리를 하는 TAP.
2 단으로 되어 있는 것이 일반적으로, 1 번 네지에서
거친 절삭을, 2 번 에서 마무리 작업을 하게 됩니다.
TAPPING 부하의 분산과 정도가 좋은 NUT 의 TAPPING 에
효과적입니다.
⑥ GUIDE TAP
TAP 선단에 네지 하공과 근접한 경의 GUIDE 부를 갖춘 TAP.
GUIDE 부와 나사부가 일체형인 가이드 TAP 과 GUIDE 부를
TAP 에 나사형태로 체결하는 가이드 피스 TAP 이 있습니다.
피삭품은 TAP 나사부에 거의 직선으로 식부에 도달하여
나사와 하공의 동심도, NUT 쓰러짐 방지에 효과적입니다.
⑦ REAMER TAP
TAP 선단에 REAMER 부를 갖춘 TAP.
나사 하공의 마무리 작업과 TAPPING 을 동시에 작업합니다.
하공의 공차, 직원도 관리가 어려운 NUT 와
하공의 교정에 효과적입니다.
⑧ ROLL-FORM TAP
홈이 없는 TAP. ROLL TAP 으로 호칭함. 암나사를
소성가공으로 성형하는 TAP.
CHIP 을 배출하지 않고 암나사의 정도를
안정적으로 관리할 수 있습니다.

- 5 -
3. NUT(세운나사)용 TAP 의 날부의 사양
일반적인 절삭용 TAP 은 복수의 홈과 적절한 나사부의 길이가 있어, 앞날각, 식부의 빠짐
(식부 2 번각)나사산의 빠짐(나사 2 번각) 및 BACK TAPER 의 4 개의 빠짐으로 설계되어
있습니다. 또, 식부각도 주요한 사양의 하나입니다.
3-1 홈
TAP 은 홈가공 공구로 홈은 절삭 CHIP 의 수용과 배출 및 절삭유제의 공급부로서 중요한
역할을 담당하고 있습니다. 홈수는 적을수록 홈용적은 크게 되어 CHIP 의 수용에 유리하고, 또
피삭재와의 접촉점도 적어지기 때문에 절삭 토르크는 감소하지만, CHIP 이 길어지는 문제와
내구성, 정도면에서는 홈수가 많을수록 유리해 지기 때문에 최근에는 홈수가 늘어나는 경향이
있습니다. 또, 홈수의 선정에는 피삭재와 형상, 암나사의 정도 및 TAPPING 조건 등을 충분히
고려할 필요가 있습니다. 다음의 표는 NUT 용 TAP 의 표준적인 홈수를 표시하였습니다.
싸이즈
용도, 사양
~ M5
~ NO.12
M6 ~ M12
1/4 ~ 1/2
M14 ~ M33
9/16 ~ 11/4
M36 ~
13/8 ~
저탄소강 NUT 용 TAP 3 (5) 3, 5 4, 5(6) 4, 5(6)
저탄소강 NUT 용 코팅 TAP 3, 5 5, 6 5, 6(7) 5, 6
중탄소강 NUT 용 TAP - 3, 5 3, 4, 5 4, 5, 6
열처리 NUT 용 TAP
25 ~ 30 HRC - 3, 4 3, 4, 5 4, 5, 6
열처리 NUT 용 TAP
30 HRC 이상 - 5, 6 5, 6 6
스테인레스 NUT 용 TAP 3 3, 5 5, 6 6
CASTLE, SLOTTED NUT 용
TAP - 4 4 4 (8)
高 NUT 용 TAP 3 3 3, 4 3, 4
TAP 의 홈형상은 축에 대하여 평행한 스트레이트 홈과 축에 대하여 사선인
SLIGHT SPIRAL 홈과 포인트 홈(SPIRAL POINT 홈) 및 축에 대해 비틀어진 SPIRAL
홈이 있어 용도와 목적에 맞는 사용이 중요합니다. (2-2 참조)
3-2 나사부 및 식부의 길이와 식부각
NUT 용 TAP 의 나사부 길이는 사용하는 TAPPING 기계에 따라 어느 정도의 제약이 있습니다.
또 일반적으로 식부 길이가 길수록 날 1 개에 해당하는 절입량이 감소하기 때문에 내구성이
좋지만 리마 작용에 의한 문제가 발생하기 쉽고, 일반적으로 식부각이 1° 15'~ 2° 30'의
범위에서 설정됩니다.

- 6 -
3-2-1 나사부 길이
다음의 표에 NUT 용 TAP 의 일반적인 나사부의 길이(산수)을 표시했습니다.
~M6, ~1/4 M8 ~ M25
5/16 ~ 1
M27 ~
1 1/8 ~
싸이즈
용도, 사양 일반나사 가는나사 일반나사 가는나사 일반나사 가는나사
저탄소강 NUT 용 TAP
20
24
26
24
28
30
24
26
24
26
30
24
26
24
30
저탄소강 NUT 용 TAP
(저속용)
30
33
30
36 30
30
36 30~ 33~
중탄소강 NUT 용 TAP - -
24
26
28
26
28
30
24
26
28
30
열처리 NUT 용 TAP
25 ~ 30 HRC - - 28 33 28
30
36
열처리 NUT 용 TAP
30 HRC 이상 -
33
36 (28)
33
36 - -
스테인레스 NUT 용 TAP 30
高 NUT 용 TAP 30, 33, 36
식부 길이는 나사부 길이의 70~80%가 표준

- 7 -
3-2-2 식부의 선단경
NUT 용 TAP 의 표준적인 식부의 선단경은 피삭 NUT(高 NUT 제외)가 60%~100% 삽입된
위치에서 삽입되도록 설정되어 있어 다음과 같은 식으로 산출됩니다.
dp = 식부 선단경 (mm)
Pd = TAP 의 유효경 (mm)
P = PITCH (mm)
(예)
M8 x 1.25 +70 의 경우
Pd = 7.188 + 0.07 = 7.258
(표준유효경)
dp = 7.258 – 1.25/2
≒ 6.65
3-3 식부의 빠짐 (식부 2 번각)
식부는 절삭의 주요한 부분으로 피삭재 (NUT)
와 TAP 은 빠짐면에 접촉합니다. TAP 은 빠짐면의
마모에 의해 수명상태에 이르는 경우가 많고, 특히
나사 FRANK 와 코너부는 마모 진행이 빠르고 재
연삭 시기등 수명판단의 기준이 됩니다.
식부 빠짐각은 용도에 따라 다음의 표와 같이
선택되지만, 빠짐각이 큰 스테인레스 NUT 용
TAP 등에는 앞끝날에 가까운 부분에서 빠짐이
크고 HEEL 부에서는 빠짐각이 작거나 마이너스가
되도록 설계하고 있습니다.
이와 같은 빠짐의 가공에 있어, 자르는 맛의 확보와
동시에 나사 FRANK 부에서 접촉면적이 크게 되기
때문에 안정된 나사 작업이 이루어 집니다.
P
d p ≒ P d -
2

- 8 -
싸이즈
용도, 사양
~ M10
~ 3/8
M12 ~ M27
1/2 ~ 1 1/8
M33 ~
1 1/4 ~
저탄소강, 조질재
NUT 용 TAP 4° ~ 6° 4° ~ 6° 3° ~ 4°
열처리 NUT 용 TAP 4° ~ 8° 4° ~ 6° 3° ~ 5°
스테인레스 NUT 용 TAP 8° ~ 12° 8° ~ 10° 6° ~ 8°
CASTLE, SLOTTED NUT 용
TAP 2° ~ 4° 2° ~ 4° 2° ~ 4°
高 NUT 용 TAP 4° ~ 6° 4° ~ 6° 3° ~ 5°
3-4 앞날각 (떠냄각)
앞날각은 JIS 의 나사용어(JIS B 0170)에 있어, “기준면(Pr)에 대한 앞날면의 기울어짐을
표시하는 각으로 정의 되어 있습니다. 앞날면은 CHIP 이 찰과하는 절삭에 있어 중요한
부분으로, 앞날각의 강약은 자르는 맛과 마무리에 큰 영향을 미칩니다. 일반적으로는 앞날각이
강하면 자르는 맛이 좋게 되지만 날의 손상과 과다한 절삭으로 위축과 확대 등의 문제가
발생하기 쉽습니다.
앞날각은 피삭 재료의 형상, TAPPING 조건에 있어 다르지만 통상 2° ~ 8° (RAKE 각 또는
CORDIAL HOOK 각) 의 범위에서 설정됩니다. 또 살점이 얇은 NUT 와 동, 알루미늄 등의 피삭
연질재에는 자르는 맛을 확보하기 위해 10° 이상의 앞날각을 설정하고 있습니다.
앞날각은 통상 식부가 끝나는 제 1 완전산 부위를 절단하여 측정하고 있습니다.

- 9 -
3-5 나사산의 빠짐(각) (나사 2 번각)
TAP 에 의한 절삭은 식부의 빠짐과 앞날각에 의해 이루어 집니다. TAP 의 나사 FLANK 부는
피삭 NUT 와 접촉하여 큰 마찰 저항을 받습니다. 이 때문에 절삭저항의 증대와 용착에 의한
문제가 발생하기 쉽고 이것을 방지할 목적으로 날끝에서 HEEL 에 걸쳐 나사산에 총형의
빠짐을 설계하고 있습니다. 나사산 빠짐에 있어 유효경은 날끝에서 HEEL 에 걸쳐 점차
작아지지만 일반적으로 나사 2 번각은 0 부터 최대 60’ 정도로, 홈 재연삭에 의한 유효경의
축소는 신경 쓸 정도는 아닙니다.
나사산의 빠짐은 목적에 따라 다음의 4 종류로 사용되고 있습니다.
3-6 BACK TAPER
나사산의 빠짐이 경(Radial) 방향의 빠짐에 대해서 BACK TAPER 는 TAP 의 선단부터
SHANK 에 향해 나사부의 경이 작게 되는 축방향의 빠짐입니다. BACK TAPER 에 있어
유효경은 나사부 선단부터 SHANK 로 향하면서 TAPER 형태로 작아집니다. 일반적으로
TAPER 양은 1/1000 ~ 3/1000 으로 미약합니다.
- 10 -
4. TAP 의 정도
4-1 유효경
TAP 의 유효경은 JIS 의 나사용어 (JIS B 0176-1)에서 “나사 홈의 폭이 나사산의 폭에 대해서
동등하게 되는 가규적인 원통의 직경” 으로 정의 되어 있습니다.
TAP 의 유효경은 TAP 선정에 있어 중요한 요소이지만 유효경의 표시치는 어떤 정해진 위치
(통상은 날부 중앙부 앞날끝 측면)에서 순간치입니다. 이것은 TAP 에는 전술한 나사 2 번각과
BACK TAPER 가 설계되어 있는 것으로, 단순히 공차역 기호만으로 각각의 TAP 정도를
비교하는 것은 위험합니다. 유효경의 공차역 기호는 “P” NO. 와 “+α(㎛)”로 표시되어 지는
것, 또 주로 미국 등의 수출용으로는 “GH” NO.표시가 일반적입니다. 그러나 표시방법은
나라와 지역, 메이커에 따라 각각입니다. SAKAI 에서는 “+α(㎛)”표시를 표준으로 채용하고
있지만, 필요에 따라 원하시는 공차역 기호에 대응하고 있습니다.
TAP 의 유효경 선정은 암나사의 등급에 따라, 암나사 공차의 중앙치를 기준으로 하고
있습니다.
하지만, 피삭 NUT 의 재료와 형상, 경도 및 TAPPING 조건 등은, 암나사 정도에 큰 영향을
미치기 때문에 이것들을 고려하면서 선정하는 것이 중요합니다.
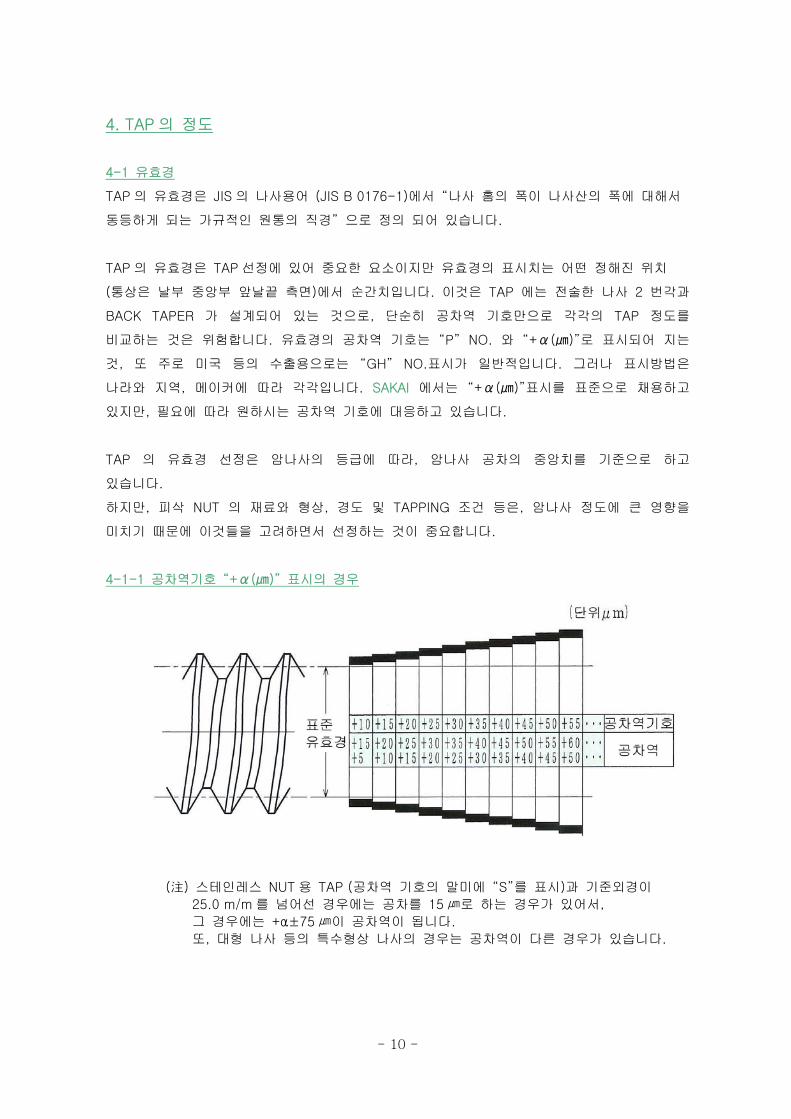
4-1-1 공차역기호 “+α(㎛)” 표시의 경우
(注) 스테인레스 NUT 용 TAP (공차역 기호의 말미에 “S”를 표시)과 기준외경이
25.0 m/m 를 넘어선 경우에는 공차를 15 ㎛로 하는 경우가 있어서,
그 경우에는 +α±75 ㎛이 공차역이 됩니다.
또, 대형 나사 등의 특수형상 나사의 경우는 공차역이 다른 경우가 있습니다.
- 11 -
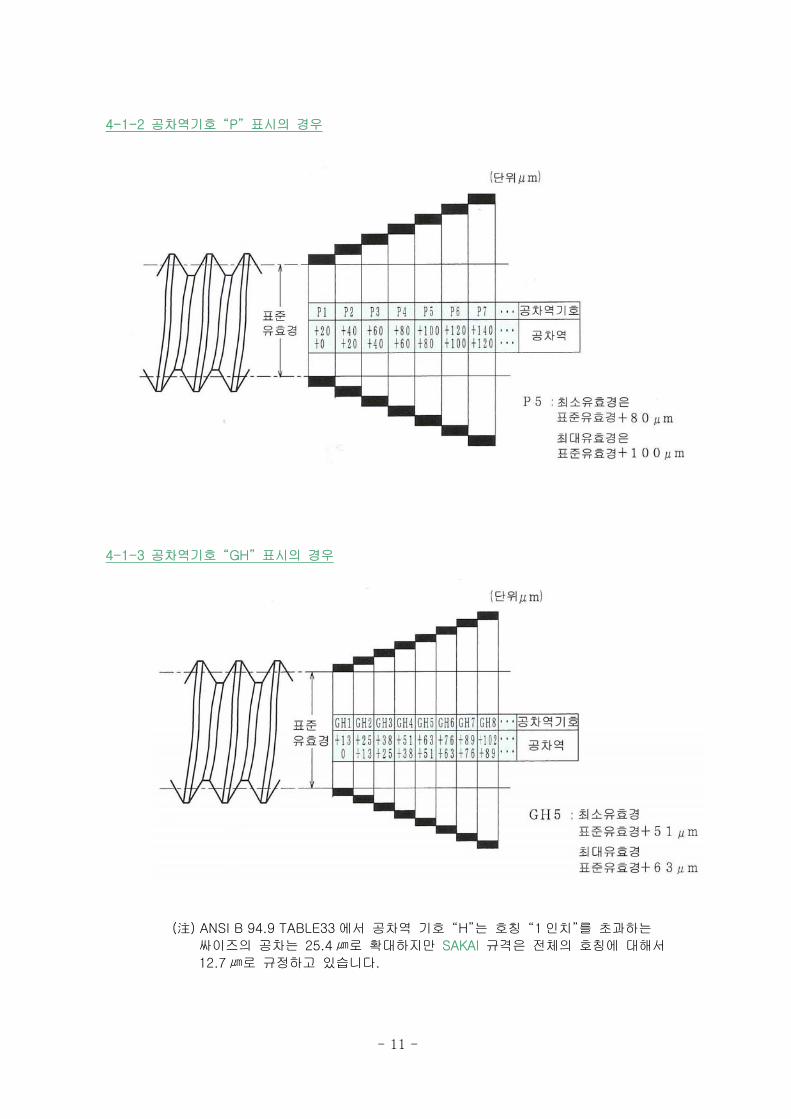
4-1-2 공차역기호 “P” 표시의 경우
4-1-3 공차역기호 “GH” 표시의 경우
(注) ANSI B 94.9 TABLE33 에서 공차역 기호 “H”는 호칭 “1 인치”를 초과하는
싸이즈의 공차는 25.4 ㎛로 확대하지만 SAKAI 규격은 전체의 호칭에 대해서
12.7 ㎛로 규정하고 있습니다.

- 12 -
4-2 외경
TAP 의 외경은 “나사부의 정상에 접하는 가상적인 원통의 직경”으로 정의되어, 식부에 가까운
완전산부의 절삭날 측(최대경)에서 측정하고 있습니다.
TAP 은 마모에 따라 외경치수의 축소 및 절삭저하에 의해 암나사 치수의 축소와
GO-GAUGE 불량이 발생하기 쉽고 외경은 기준산 형태에서 높게 설정합니다.
4-3 내경
TAP 의 내경은 “나사부의 밑부분에 접하는 가상적인 원통의 직경” 이라고 정의되어,
통상적으로 암나사의 하공에 간섭하지 않도록 하고 기준산의 형태에서 낮게 설정합니다.
4-4 PITCH 와 산수
PITCH 는 “나사의 축선을 포함한 단면에 있어서 상호 인접한 나사산에서 2 개의 대응점을
축선에서 평행하게 측정한 거리” 로 정의되어 METRIC 나사에서는 호칭과 같이 표현되지만,
INCH 나사 등의 산수를 표시하는 나사의 경우는 25.4m/m(1 inch)를 산수로 나누는 것으로
PITCH 를 구할 수 있습니다.
TAP 의 PITCH 의 허용차는 25.0m/m 사이, 또는 25.4m/m 사이의 누적 PITCH 에 대하여
규정됩니다.
4-5 나사산의 각도와 산의 반각
“나사의 축선을 포함한 단면형에 있어서 측정한 인접한 두 개의 FLANK 가 이루는 각도” 를
나사산의 각도라 하고 나사산의 전각이라고도 합니다.
또, 산의 반각은 “대칭 단면형의 나사산에 관계하는 FRANK 의 각” 으로 정의되어 나사산의
각도의 1/2 로 되어 있습니다. TAP 은 PITCH 마다 산의 반각의 허용차가 규정되어, PITCH 가
크게 됨과 동시에 산의 반각의 허용차는 크게 되어 있습니다.

- 13 -
4-6 흔들림
NiB 단체상태에서의 나사 부분, 즉 SHANK 부분의 떨림 허용치의 규정은, 0.03 m/m 입니다.
BENT TAP 즉 AH NIB, R NIB 및 SNT(SCREW TYPE TAP)를 BENT SHANK 에 접합시킨
상태에서는 다음의 표와 같이 규정이 있습니다. 떨림이 크게 되면, NUT 의 나사부분의
정밀도에 큰 영향이 있기 때문에, 규정치에 2 배를 넘을 수 없도록 유지하고 수정이
필요합니다. BT 및 접합상태의 NiB TYPE 의 흔들림은 CENTER 와 V 형 지지대를 기준으로
하여 DIAL GAGE A. B 로 측정표의 값을 만족시킵니다.
(단위: m/m)
TAP 전장의 범위 Dial A Dial B
L ≦ 210 0.1 0.15
210 ‹ L ≦ 420 0.15 0.2
420 ‹ L ≦ 610 0.2 0.3
(注) AH NiB 의 접합 시 흔들림의 관리는 서로 꽉 맞추어 AH 나사 단면이
축에 직각인 면에 상처 등이 없는 것이 중요하고 이 단면이 상처를
입은 상태로 붙여지면 흔들림의 원인이 됩니다.
정기적으로 체크하고 조금이라고 상처를 입은 경우에는 단면을 축에서
직각으로 재연삭 수정 할 필요가 있습니다.

- 14 -
5. TAP 의 재료
NUT 용 TAP 에 사용하는 재료는 일반적으로 JIS G 4403 에 규정되어 고속도공구강
(HSS: 하이스)입니다. 그 중 특히 범용성의 고강종 및 특징은 하기의 표와 같습니다.
5-1 TAP 재료의 특징
강종기호
JIS AISI 특 징
경도
(HRC)
SKH 51 M2 Mo(몰리브덴)계 표준 하이스, 질긴성질이 큼
범용공구재료 63 ~ 66
SKH 52
SKH 53
M3-1
M3-2
高 V (바나디움)계 하이스
SKH51, SKH58 의 내마모성 증대
63 ~ 66
64 ~ 67
SKH 55 (M35) SKH51 의 내열성증대
스테인레스 등의 난삭재용, 고속 TAPPING 용 64 ~ 67
SKH 58 M7 高 Mo 계, 표준 하이스
TAP 일반용 63 ~ 66
SKH 59 M42 SKH55 의 내열성, 내마모성 증대
고경도가 우수함 고경도재 등의 난삭재 용 66 ~ 68
(HSS-P) *
高 V, 高 Co (코발트) 분말고속도공구강(분말 하이스)
고경도가 우수하여 내열성, 내마모성에도 우수하지만
고가의 TAP. 난삭재 용
66 ~ 69
5-2 TAP 재료의 주요성분과 그 움직임
5-2-1 주요 화학 성분
강종기호 화학성분
JIS AISI C Cr Mo W V Co
SKH 51 M2 0.85 4.0 5.0 6.0 2.0 -
SKH 52 M3-1 1.05 4.0 5.0 6.0 2.5 -
SKH 53 M3-2 1.2 4.0 5.0 6.0 3.0 -
SKH 55 M35 0.9 4.0 5.0 6.0 2.0 5.0
SKH 58 M7 1.0 4.0 8.8 1.8 2.0 -
SKH 59 M42 1.1 4.0 9.5 1.5 1.2 8.0
(HSS-P) * 1.5 4.0 6.0 8.0 4.0 8.0

- 15 -
5-2-2 화학 성분의 움직임
화학성분 화학성분의 움직임
C 일부는 기질에 녹아 응고 되고 일부는 W, Mo, Cr, V 등과 결합해서 탄화물을
형성한다. 경도를 높이고 절삭성능을 증가시킨다.
Cr 일부는 탄화물 (M23C6)을 형성한다. 일부는 기질에 녹아 응고되고 강에
자경성에 기여하여 소입성을 양호하게 한다.
W 일부는 탄화물 (M6C)을 형성하고 내마모성에 기여한다. 일부는 기질에 녹아
응고되어 고온에 대한 내연화성에 기여, 재담금질 강도 및 적열강도를 높인다.
Mo W 와 거의 동등한 성질을 갖고 W 는 1/2 의 Mo 에서 치환된다. Mo 의 복탄화물
은 미세해서 구상화 하기 쉽고 혁성(질긴성질: 편집자)에 기여한다.
V
V 는 C 와 결합해서 아주 단단한 탄화물 V4C3 을 형성하고, 내마모성을 높인다.
이것은 고온에도 녹아 단단해지기 어렵고, 결정립의 조대화를 막고, 재담금질
강도 및 적열강도를 높인다.
Co 탄화물을 형성하지 않고, 거의 기질에 녹아 딱딱해진다.
5-3 TAP 재료의 특성
강종기호 특 성 (1 ➝ 10 양)
JIS AISI 비 중
내마모성 고온경도 혁성(질긴성질) 피연삭성
SKH 51 M2 8.12 5
5
8
7
SKH 53 M3-2 8.04 9
6
7
3
SKH 55 M35 8.12 6
7
5
5
SKH 58 M7 7.91 6
5
8
9
SKH 59 M42 7.84 8
9
3
5
(HSS-P) * 8.10 10
9
8
5
* HSS―P 는 대표적인 분말고속도강재의 예
6. 표면처리
6-1 수증기 처리 (호모처리: OX)
TAP 날부 표면에 Fe3O4 의 산화막을 생성시키는 처리로 막의 두께는 1 ㎛정도 입니다.
다공질인 이 피막은 절삭유제의 기름을 방울지게 떨어뜨려, 윤활성능이 향상되고, 용착 방지에
효과적 입니다. 거의 모든 강계 피삭재에 효과가 있지만 알루미늄, 동합금 등의 비철금속에는
효과가 없습니다.

- 16 -
6-2 질화처리 (NIT)
TAP 의 날부 표면에 질소와 탄소를 침투시켜, 표층부에 딱딱한 질화물을 생성시키는 처리로,
경화층은 통상 10~50 ㎛의 범위에서 사용되고 있습니다.
표면경도는 1,000~1,300 HV(TAP 의 열처리경도는 850~900HV)로 우수하고 내마모성이
향상되지만 고경도에 의한 혁성 저하에 의한 칩핑과 결손의 위험이 높아져서 피삭재로와
TAPPING 조건에 맞춘 처리조건의 검토가 필요합니다.
한편, 질화처리 후에 수증기처리를 행하는 것으로 질화층의 확산작용이 우수하고 강계피삭재용
TAP 에는 질화 수증기처리의 병용이 행해지고 있습니다. SAKAI 에서는 피삭물과의 마찰면이
되는 외주부를 강하게 처리하고, 나사의 FRANK 면과 TAP 내경 밑부분의 질화처리를 행하지
않거나 미약한 처리로 질김이 강하고 내마모성이 우수한 HARD CREST(HC)를 개발하여
열처리용 NUT 용 등 난삭재에 TAPPING 에 호평을 얻고 있습니다.
HARD CREST 경도
N I T 각종의 경도

- 17 -
6-3 코팅처리
일반적으로 TAP 의 코팅처리는 PVD(물리적증착법)에 의해 행하여지고 있습니다. 막의 두께는
1~3 ㎛의 범위에서 사용되어 처리 특성상 나사 FRANK 부의 막의 두께는 약 1/2 의 두께
(60°나사의 경우)가 됩니다. 코팅처리를 행하는 것으로 내마모성, 내열성의 상향 및
마모저항의 감소에 있어, 내구성 향상에 대폭 기여하고 있습니다. 또한 내용착성에 우수하여
양호한 마무리면을 얻을 수 있지만, CHIP 이 늘어나기 쉽기 때문에 CHIP 의 막힘과 같은
문제가 발생하기 쉽습니다.
TAP 에 사용되는 코팅피막은 TiN 의 단층피막이 일반적으로 사용되고 연질재부터 경질,
난삭재까지 큰 폭으로 적용되고 있습니다. 또 TiCN 코팅은 ROLL TAP 과 STAINLESS NUT 등의
난삭재에 적용으로 효과가 우수합니다. 최근까지는 하기 표와 같은 종류의 피막이 사용되고
있습니다.
피막의 종류 TiN TiCN TiAIN CrN WC/C
경도(HV) 2000~2400 3000~3500 2700~3000 1800~2000 1000 ~
마모계수 0.4 0.4 0.4 0.5 0.1~0.2
최고사용온도 600 450 800 700 300
색조 황금색 청회색계열 자회색계열 은회색계열 흑회색계열
7. NUT 재료 및 형상에 의한 TAP 의 선정
NUT 용 TAP 은 NUT 재료와 경도, 형상 및 TAPPING 조건 등을 고려하여 용도에 적용한
TAP 의 선정이 중요합니다. 일반적인 선정기준은 다음과 같습니다.
7-1 저탄소강 NUT 용 TAP
0.1%C 이하의 저탄소강 NUT 는 주로 냉간 NUT 포마와 프레스 가공의 의해 성형됩니다.
이와 같은 저탄소강 NUT 는 연점질로 용착의 발생에 의한 뜯김 등의 마무리 불량과 암나사의
확대 등과 같은 문제가 발생하기 쉬워, 내용착성 및 나사 정도의 안정성을 중요시한 TiN 코팅
A TYPE(注) TAP 의 사용이 효과적입니다.
하지만, TiN 코팅 TAP 은 CHIP 의 늘어지는 문제가 발생하기 쉽기 때문에, 홈수와 홈형상의
선정이 중요합니다.
또, 최근에는 CHIP 이 발생하지 않는 ROLL BENT TAP(소성가공 TAP)이 사용되고 있습니다.
(注) A TYPE TAP: 나사산의 빠짐을 0 으로 한 TAP, 유효경 공차역 말미에 “A”를 표시

- 18 -
7-2 중탄소강 NUT 용 TAP
0.2~0.5 %C 의 중탄소강 NUT 는 냉간 NUT 포마외에, 열간 NUT 포마로 성형되고 있습니다.
또 자동차용 NUT 등, 성형 후 조질이 되는 것도 있습니다. 연점질인 저탄소강 NUT 에 비해
피삭성은 다소 개선되지만, 용착과 날끝의 TROUBLE 에는 주의가 필요합니다.
저탄소강 NUT 와 같이 TiN 코팅 A TYPE TAP 으로 충분히 만족된 결과를 얻을 수 있지만,
나사산의 빠짐을 미약하게 설정하여 高 V 재와 Co 재를 함유한 재료의 TAP 을 사용하는 것으로
내마모성과 내열성의 향상을 높일 수 있습니다.
7-3 열처리(경화) NUT 용 TAP
HIGH TENSILE NUT(하이텐 NUT)를 포함한 일반적인 열처리경화 NUT 는 SCM 재와 S45C
상당재가 25~30 HRC 의 경도에서 처리되고 있습니다. 이와 같은 NUT 는 나사 정도 등의
TROUBLE 이 비교적 작고 안정된 TAPPING 이 행하여지지만, 내마모성의 배려가 중요하고
高 V 재와 Co 재 TAP 의 선정이 효과적입니다.
또, 내마모성의 향상에는 질화처리가 효과적으로 특히 SAKAI 의 HARD CREST(HC) TAP 은
외경 및 식부 빠짐면의 질화층이 강화되어 있어 내결손성에 우수하고 열처리경화 NUT 의
TAPPING 에 최적입니다. 또한 열처리경도가 30 HRC 를 넘게 되면 마모의 진행이 빠르고,
TAP 의 내구성은 대폭 저하되므로 상기와 같은 TAP 의 선정과 함께 TAPPING SPEED 를
낮추는 등의 TAPPING 조건의 검토가 중요합니다.
7-4 STAINLESS STEEL NUT 용 TAP
SUS 304 로 대표되는 STAINLESS NUT 는 가공경화성이 크고, 열전도성이 작기 때문에, 내열성,
내마모성에 우수한 高 Co 재 사용의 TiN, TiCN 코팅 TAP 이 효과적입니다. 또 STAINLESS
재는 전연성이 풍부하기 때문에 자르는 맛의 확보와 동시에 절삭 배출 성능을 고려하여
설계된 STAINLESS NUT 전용 TAP 을 선정하여 주십시요.
최근에는 STAINLESS NUT 재료로서 SUS 304 에 3~4%의 Cu 를 첨가하여 가공경화성을 낮춘
SUSXM7 재의 이용이 증가하고 있습니다. 이 NUT 재료의 경우, 가공경화성의 저감에 의한
TAP 의 내구성쪽으로 좋은 경향보다는 전연성의 증대에 의한 피삭성 저하의 경향이 현저하고
SUS 304 와 비교하여 TAP 내구성의 저하를 피할 수 없는 상태입니다.

- 19 -
7-5 SLOTTED NUT 용 TAP
SLOTTED NUT 와 CASTLE NUT 로 대표되는 홈이 있는 NUT 는, SLOT 부에서의 TAPPING 이
단속절삭이 되어 날끝에 충격에 의한 부하가 더해집니다. 이 때문에 특히 식부 초기부에의
깎임부터 마모가 진행되는 경우가 많고, 혁성(질긴성질) 및 충격성을 고려한 열처리, 날의
처리가 필요합니다. 또한 SLOT 부에는 바리(바늘 또는 침과 같은 모양)의 발생과 SPRING
BACK 에 의한 암나사의 축소가 되기 쉽고 자르는 맛의 확보와 함께 TAP 의 유효 공차역을
조금 크게 설정하는 것이 효과적입니다.
SAKAI 에서는 SLOTTED NUT 전용 TAP 으로 SPIRAL 홈을 채용하여 SLOT 부에 충격부하의
대폭 저감이 가능하게 되어, 피삭 암나사의 안정성과 TAP 내구성에 있어서 높은 호평을 받고
있습니다.
7-6 高 NUT 용 TAP
나사 세움의 길이가 호칭경의 1.5 배 이상의 高 NUT 의 경우에는 CHIP 처리가 최대의 문제가
되기 때문에 홈용적을 크게 한 TAP 을 선정합니다. 특히 호칭경 3 배이상의 高 NUT 의
TAPPING 에는 CHIP 의 막힘에 있어 안정적인 TAPPING 이 어려워 홈수를 3 홈으로 하여
홈용적을 크게 설정하고 있습니다. 또 TAPPING TORQUE 는 증가하지만, TAP 의 나사부의
길이를 NUT 높이에 맞추어 길게 설정하는 것이 안정된 TAPPING 에 유효합니다.
또한 BENT SHANK TAP 의 高 NUT TAPPING 에 있어서 NUT 가 부드럽게 배출됨은 물론
강도와 강성이 저하되지 않도록 휘는 반경과 SHANK 끝부분의 경을 적절히 설정해야 하는
필요가 있습니다.

- 20 -
8. 하 공
8-1 하공경의 설정
하공경은 TAP 의 내구성과 절삭성능에 크게 영향을 미칩니다. 하공경의 감소에 반하여
절삭단면적은 증가하고 절삭 TORQUE 의 증대와 CHIP 의 증가에 의한 TAP 의 수명은 대폭
저하됩니다. 한편, 나사의 강도는 나사산의 단면적에 비례하지만 하공이 조금 커져도 단면적의
감소는 작고, 강도에 영향은 작게 됩니다.
따라서, 가능한 한 하공을 크게 하는 것이 TAPPING 작업에 유리하게 됩니다.
또한 하공경의 설정에는 NUT 의 높이와 피삭 재료 등의 영향도 크게 고려해야 합니다.
암나사 나사산의
높이 (%) 100 90 80 70 60 50 40 30 20 10 0
암나사 나사산의
단면적(%) 100 95 88.9 81.7 73.3 63.9 53.3 41.7 28.9 15.0 0
암나사의 산의 높이가 낮아져도(하공경이 크게 되어도)나사산의 단면적의 감소는 적다.

- 21 -
8-2 관계비율과 하공경
표준 걸림의 높이에 대한 실체 높이의 백분율을 관계비율이라 하고 다음과 같은 식으로
산출합니다.
표준 관계율 높이 H1 은 기준산 형태의 관계비율 높이에 있어
METER 나사, UNIFIED 나사의 경우 : 0.5413 P
WHITWORTH 나사의 경우 : 0.5664 P
관용나사(RC, Rp, G, PT, PS, PF)의 경우 : 0.6403 P
가 됩니다. (P = PITCH)
암나사의 하공경은 다음과 같은 식이 됩니다.
(예) M8 x 1.25 관계비율 약 85%의 경우
(참고) 하공경은 다음과 같은 식으로 근사치를 얻을 수 있습니다.
(예) M8 x1.25 의 경우
하공경 = 8.0 – 1.25 = 6.75
H1’ α =
H1 X 100(%)
숫나사의 외경 – 하공경 α =
2 x 기준관계비율의 높이 X 100(%)
2H1’d 하공경 = 숫나사의 외경(기준치수) -
100
2 x 0.5413 x 1.25 x 85 하공경 = 8.0000 -
100 = 6.850
하공경 ≒ 숫나사의 외경(기준치수) - PITCH

- 22 -
9. 절삭속도
절삭속도는 생산성과 직결하여, 절삭속도를 올리는 것은, 생산성의 향상으로 연결되지만, 한편
암나사의 확대와 TAP 의 조기마모 등의 TROUBLE 발생율이 높아져서 COST DOWN 으로
연결된다고 말할 수 없습니다. 근래에 TAP 재료의 고합금화 표면처리 기술의 향상에 의해
절삭속도는 상승하는 경향이지만 고품위 탭을 사용하여 절삭속도를 올린다 해도, 기대만큼의
효과가 발휘되지 않는 경우도 있고 피삭 NUT 의 특성과 절삭유제, 사용 기계와의 적합 등을
종합적으로 검토하여 안정된 생산을 하기 위한 절삭속도를 설정하는 것이 중요합니다.
πㆍ D ㆍ N V =
1000
V : 절삭속도 (m/min)
D : TAP 외경 (mm)
N : 회전수 (r p m)
회전수는 1 분간의 절삭개수로 다음과 같은 근사치를 얻을 수 있습니다.
T : TAP 의 나사부 길이 (산수)
C : NUT 높이 (mm)
P : PITCH (mm)
e : 2 (여유단위)
n : 1 분간의 절삭개수
표준적인 NUT 의 절삭속도를 다음과 같이 표시 합니다.
NUT 종별 적 용 절삭속도 (m/min)
저탄소강 NUT ~0.1%C 30 ~ 60 (25 ~ 35)
중탄소강NUT 0.2 ~ 0.5 %C 30 ~ 40 (20 ~ 30)
25 ~ 30 HRC 25 ~ 30 (20 ~ 30) 열처리 NUT
30 ~ 36 HRC 10 ~ 20
STAINLESS NUT SUS 304, 316 15 ~ 25
()내는 저속 TAPPING M/C 의 경우
C N ≒ (T+
P + e) ∙ n

- 23 -
10. 기계설비
자동 NUT TAPPING MACHINE 은 주로 BENT 부분의 회전력을 주고 TAP 칼날부분을 회전시켜
TAPPING 하는 방식이 많고, 나사를 세운 직후의 수십개의 너트가 베어링이 되어, BENT
SHANK 의 STRAIGHT SHANK 부분을 떠 받치는 것에 의해 연속적으로 나사를 세우는 것을 할
수 있는 구조로 되어 있다. 그 종류는 주로 TAP 이 너트에 들어가서 뒤로 밀어내는 방식에
의해 분류되어 SPRING 방식, LEAD CAM 방식, ROLLER GUIDE 방식, 공압 방식이 있고 다른
것으로는 TAP 은 고정되고 NUT 가 회전하며 보내어 지는 방식이 있습니다.
이것들은 어느 경우라도 TAP 이 플로트 된 상태로서 나사 세움이 행해지기 때문에, 피삭
암나사의 형상과 정도, 마무리 등에 이상이 발생하기 쉬운 결점을 갖고 있어 안정된
TAPPING 작업에는, 기계의 SET UP 및 TAPPING 컨디션의 유지, 관리가 매우 중요합니다.
SET UP 에 주의해야 할 점으로서는
(1) 압봉 압력의 조정, LEAD CAM 의 선정은 적절한가
(2) STROKE 의 설정은 적절한가
주축의 회전수와 STROKE 가 TAP 의 산수 및 NUT 높이에 적절한
여유를 가지고 설정되어 있는가
(3) CHUTE 와 NUT, 가이드와 NUT 의 간격은 절적한가
(4) CHUTE 와 가이드 슬리브에 장해가 되는 편마모는 없는가
(5) NUT 의 배출은 부드러운가
(6) 이상음의 발생은 없는가
(7) COOLANT 의 열화와 부족은 없는가
등을 충분히 확인하는 것이 중요합니다.
또, TAP 이 부드럽게 회전하고 가이드부와 압봉의 움직임에도 무리가 없이 NUT 1 개의 나사가
세워짐과 동시에 BENT SHANK 부에서 1 개가 배출되는 SET UP 이 이상적이라고 할 수
있습니다.

- 24 -
자동 NUT TAPPING MACHINE 의 원리

- 25 -
11. 절삭유제
TAPPING 작업에 있어서 절삭유제의 역할은 중요해서 TAP 의 수명과 마무리 면의 상태, 나사
정도에 큰 영향을 미칩니다. 절삭유제는 윤활작용, 냉각작용, 반용착 작용 등, CHIP 의 배출과
방청 등의 역할도 담당하고 있습니다.
11-1 절삭유제의 작용
‧ 윤활작용
유제는 TAP 과 NUT, TAP 과 CHIP 사이에 침투하여,
경계면의 마찰을 감소시키는 것으로 마모를 감소
시키지만, 마모에 의한 높은 압력을 이겨내기 위해서
내압성이 높은 극압첨가제를 포함한 유제가 효과적으로
TEMPERING 을 방지 합니다.
‧ 냉각작용
유제는 TAP 과 NUT 및 CHIP 사이에 발생하는 마찰열과
절삭작용에 의한 단열을 흡수하고 NUT 및 TAP 을 냉각
하는 것으로 TAP 날 끝의 경도 저하를 막아,
마모를 감소시킵니다.
‧ 반용착작용
구성앞날끝의 생성과 용착을 방지하고, 마무리면의
열화와 나사의 정도의 불규칙성을 방지합니다.
11-2 절삭유제의 선정
최근, 코팅 TAP 의 보급에 의해 TAPPING SPEED 가 상승하고, TAPPING 유제의 선정에 있어도
냉각성과 윤활성이 중시되고 있습니다. 반용착성과 세정성, 화학적 안정성, 작업성, 안정성,
가격면도 포함한 종합적인 검토가 중요합니다.

- 26 -
절삭유제는 JIS K2241 에 규정되어 있어, 일반적인 TAPPING 유제는 하기와 같습니다.
JIS 규격 외의 전용 유제도 많은 수가 개발되고 있어, 유제 메이커에서 추천하는 유제 중
가공조건에 맞추어 선정하는 것이 중요합니다.
‧ 불수용성절삭유제
JIS
K2241
구JIS
K2241 특 징
일반탄소강 N 3 종 8 호 2 종 5 호, 6 호 불활성형, 절삭가공일반
STAINLESS강 N 4 종 8 호 2 종 15 호, 16 호 활성형, 윤활성, 반용착성에 우수
N 4 종 8 호 2 종 17 호 활성형, 고점도, 난삭재용 알루미늄합금
N 1종 1호 1종 1호, 2호 혼합형, 저점질, 세정정 우수
동합금 N 3 종 1 호 2 종 1 호, 2 호 불활성형, 저점질
‧ 수용성절삭유제
냉각성에 우수한 수용성절삭유제는 에멀전 TYPE(AI 종 1 호, 2 호, 구 JIS WI I 종 1 호, 2 호)에
극압 첨가제를 포함한 것을 희석배율을 올려서 (10 배이상) 사용합니다.
자동 NUT TAPPING M/C 에 의한 TAPPING 작업에 있어서는 극압 첨가제를 많이 함유한
불수용성 절삭유제가 적절히 있어서, 널리 사용됩니다. 최근에는 환경을 배려한 수용성
절삭유제와 염소 FREE 의 유제로의 변경이 진행되고 있습니다.
또, 드라이, 세미 드라이라 하는 가공기술의 연구 개발도 이루어져, NUT TAPPING 에 있어서도
적극적인 대응이 요망됩니다.
11-3 절삭유제의 관리
절삭유제는 장기간 사용하게 되면, 열화, 유량의 감소 등으로 본래의 성능을 발휘하지 못하게
되어 그 관리가 중요합니다. 절삭유제의 관리는
- 유제의 교환 및 보충시기의 표준화
- 유량의 정기 점검
- 기름 탱크의 청소
- 다른 기름과 수분의 혼입 방지
등에 유의 할 필요가 있습니다. 수용성 절삭유제의 경우 농도 관리와 부패의 주의가
중요합니다.

- 27 -
12. ROLL BENT SHANK TAP
소성가공에 의해 암나사를 성형하는 ROLL BENT SHNAK TAP 은 CHIP 을 배출하지 않는
것으로 TAPPING 이 안정적이고 나사의 정도, 마무리 면의 향상을 도모합니다.
또 TAPPING 작업의 표준화, 자동화가 되기 쉽고, 고품질로 고속, 양산화가 요구되는 자동차용
NUT 등에서, 절삭 TAP 에서 ROLL TAP 으로 전환이 진행되고 있습니다.
하지만, ROLL BENT SHANK TAP 의 성능을 충분히 발휘하기 위해서는 하공과 절삭유제 등의
엄격한 관리가 요구되어, 안정된 TAPPING 을 진행하기 위해서는 절삭 TAP 이상으로 컨디션의
유지 관리가 중요합니다. 또 TAPPING TORQUE 가 절삭 TAP 의 1.5~2.5 배가 되어, 높은 NUT
와 고경도 NUT, 큰 경의 NUT 에는 무리하여, 현상에서는 적용범위가 한정되어 있습니다.
12-1 ROLL BENT SHANK TAP 의 구조
SAKAI 의 표준 ROLL BENT SHANK TAP 은 상기의 그림과 같이 NUT 의 혼입 방지 및 사선
TAPPING 방지를 위해 선단부에 가이드부를 설치, TAPER 나사부터 형성되는 식부부와, 이것을
계속해서 완전산부에 구성시켜, 전조는 돌출부인 로브에 의해 이루어 집니다. 로브는
마진(직원)이 되어 있어, 리드를 따라서 로브의 전후에서 전조가공에 필요한 릴리부가
위치하여 릴리브 최소경부에는 기름 홈이 설계 되어 있습니다.
ROLL TAP 은 절삭 TAP 과 같이 큰 홈 부가 필요하지 않기 때문에, 날부의 강도는 TAPPING
TORQUE 의 최대치를 이겨내고 안정적인 TAPPING 이 행해지기 위해서는 SHANK 부의 강도도
중요하여 강성을 중시한 설계가 되어 있습니다.

- 28 -
12-2 절삭 TAP 과 ROLL BENT SHANK TAP 의 사양 비교
항 목 절삭 TAP ROLL TAP
홈 부
- CHIP 수납을 위해 적절한 용적이
필요
- 절삭유제의 공급
- 없슴, 또는 기름 홈
- 절삭유제의 공급
식부부
- 절삭의 주요부
식부부의 빠짐에 의한 절삭과 식부
각에 의해 점차 암나사를 절삭성형
한다.
- 전조의 주요부
- TAPER 나사가 되어 있는 식부
로브에 의해, 점차적으로 암나사를
소성가공에 의해 형성한다.
앞날면
앞날각
- CHIP 의 찰과면
절삭맛과 CHIP, 나사 정도에 영향
을 미친다.
- 없슴
나사산의 빠짐
- 날끝부터 HEEL 에 걸쳐 적절한
RELIEF 를 갖고 있다.
- 나사 정도의 영향이 크기 때문에
RELIEF 는 작다
- 로브끝의 마진부의 전후방향에서
전조와 접촉저항경감을 위한 큰
RELIEF 를 설계
- 나사 정도에의 영향은 작다
재 료 - TAP일반용 고속도강강재
TAPPING조건에 맞추어 선정
- 내열성, 내마모성에 우수한 고 Co
고 V재, 분말 하이스 등
표면처리 - 질화, 수증기 처리
- TIN 코팅 - TICN 코팅
12-3 절삭 TAP 과 ROLL BENT SHANK TAP 의 TAPPING 조건 비교
항 목 절삭 TAP ROLL TAP
NUT 재료 - 피삭재에 적합한 TAP 을 선정
- 저탄소강, STAINLESS 강에 적용
- 고경도재에 무리함
- 동 알루미늄합금 등은 절삭 TAP 이
경제적
NUT높이 - NUT 높이에 적합한 TAP 의 선정 - 1.5D 를 넘는 NUT 에 무리함
적용 SIZE 의
범위
- M1.2 ~ M52 SIZE 에 적합한 TAP
의 선정
- M4 ~ M12
극세품, 큰경의제품에 무리함
하 공 - 피삭 암나사의 하공공차 범위에서
선정
- 하공치수,공차,형상을 적절히 설정
관리, 직원도, 원주도에 주의
절삭속도
(저탄소강 NUT) - 30 ~ 60 m/min - 25 ~ 35 m/min
절삭유제 - TAPPING 용 일반유제
- 불수용성절삭유제
- 윤활성에 우수한 유제를 충분히
공급
- 유제관리에 엄격함
기계설비 - 일반적인 자동 NUT TAPPING M/C
- 일반적인 자동 NUT TAPPING M/C
- SHANK 의 길이가 긴 것은
강성부족으로 적용 불가

- 29 -
12-4 하공경
ROLL TAP 은 소성가공에 의해 나사산을 세워 가공하기 때문에, 하공경은 절삭 TAP 보다 크게
됩니다. 하공경은 호칭경에서 PITCH 의 1/2 를 뺀 수치가 되지만, 일반식은 하기와 같습니다.
α : 관계비율
P : PITCH
(예) M8 x 1.25 관계비율 85%의 경우
하공경 = 8.0 – 0.00567 x 85 x 1.25 = 7.40
ROLL TAP 에서 형성되는 암나사는 하공부가 凹형상이 되어, 이 부분은 강도적으로 약하고,
절삭 TAP 에 비해 다소 큰 관계비율을 생각 할 필요가 있습니다. 하지만, 하공경이 과다하게
작으면, TAP 의 나사 밑부분이 방해가 되어 내구성이 극단적으로 저하되어 주의가 필요합니다.
관계비율은 85%정도가 일반적이지만 피가공재의 전연성이 강하고 TAPPING 조건에 따라
다소간의 차이가 있으므로, 실제에는 시험가공을 행하면서 적절한 하공경을 선정할 필요가
있습니다.
12-5 하공의 관리
ROLL TAP 은 하공의 불규칙성이 약 3 배가 되어 암나사의 내경에 영향을 줍니다. 이 때문에
하공 공차는 암나사의 내경 공차의 약 1/3 이하로 관리 해야 할 필요가 있어 공차의 표준은
PITCH 의 약 5%정도 입니다.
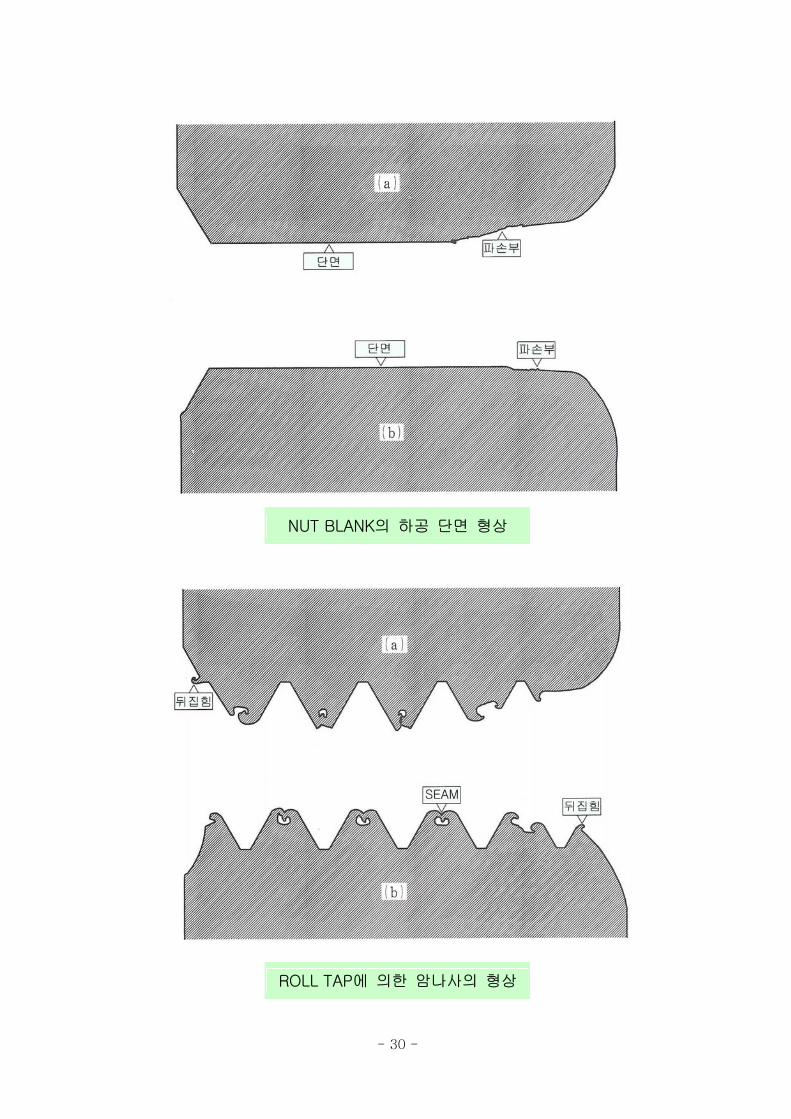
ROLL BENT TAP 에서 나사가 세워지는 NUT 는 통상, 냉간 포마로 양산되어 이때의 하공은
깨끗하지 않은 선단면이지만, 펀치가 빠질 때에는 그림과 같은 파손부가 남게 됩니다.
이와 같은 상태에서 소성가공을 행하면 파손부가 큰 쪽 (a)는 가공저항이 작기 때문에 TAP 이
기울어짐이 발생하여 대면 (b)와 나사산 높이에 차이가 생기는 것이 있어, NUT 성형 시에
파손부를 될 수 있는 한 작게 하는 것이 중요합니다. 또한 하공의 직원도와 가공경화층,
마무리도 나사 정도 및 TAP 의 내구성에 영향을 미치므로 주의가 필요합니다.
하공경 = 외경의 기준치수 – 0.00567 x α x P
- 30 -
NUT BLANK의 하공 단면 형상
ROLL TAP에 의한 암나사의 형상

- 31 -
13. TAP 날부의 손상
TAP 날부의 손상은 TAP 의 사양, 피삭 재료, TAPPING 조건 등에 의해 여러 가지로 변화하여
그 형태를 파악하는 것은 TAP 및 피삭 NUT 의 품질관리상 중요한 포인트 입니다.
TAP 날부의 손상에는 JIS B 0176-1 에 하기와 같이 용어가 정의되어 있습니다.
번호 용 어 정 의 대응영어
5001 마 모 칼날부에 생기는 점진적인 손실 Wear
5002 식부 빠짐면 마모 식부 빠짐면에 생기는 마모 Chamfer Flank Wear
5003 식부 나사산
코너부 마모 식부 빠짐면의 코너에 생기는 마모
5004 산의 윗부분 마모 완전산부의 산위에 생기는 마모 Crest Wear
5005 앞날면의 마모 떠냄면에 생기는 마모 Face Wear
5006 CRATER 마모 떠냄면 마모 중 움푹 패이게
생기는 마모 Crater
5007 CHIPPING 날부에 생기는 미세한 이지러짐 Chipping
5008 결 손 칼날부 또는 나사부에 생기는
큰 이지러짐
5009 파 손 칼날부 또는 나사부에 큰 범위에
미치는 파괴
Fracture Of
Cutting Part
5010 절 손 몸체 또는 SHANK 에 생기는
꺾임 Breakage
5011 앏은 마모 칼날부 또는 나사부에 생기는
비늘조각 모양의 손실 Flaking
6009 구성 앞날
금속절삭에 있어 절삭중에 피삭재의
일부가 가공경화에 의해 모재에 의해
심하게 딱딱한 변질물이 되어 날부에
쌓여 붙어 원래의 날끝이 변경되어
새로운 날끝이 구성된 상태
Built-up edge
6010 용 착
암나사 가공 중에 식부 빠짐면,
BLANK, 산의 꼭대기 또는 떠냄면에
피삭재의 일부가 붙은 상태
Welding
6011 CHIP 의 걸림 절삭 중에 CHIP 이 배출되지 않고,
홈에 막혀있는 상태 Chip Packing

- 32 -

- 33 -
14. NUT 용 TAP 의 재연삭
TAP 은 마모를 일으키는 부분을 재연삭에 의해 제거하고, 고쳐 사용하는 것이 가능합니다.
경제적인지의 판단은 재연삭을 사내에서 해야 할 지, 외주를 의뢰할지를 포함하여 재연삭의
비용을 검토하는 것이 필요합니다.
또한, 재연삭을 하는 데에 있어 그 실시 시기와 재연삭 개소, 및 방법 등에 유의 할 필요가
있습니다.
14-1 재연삭의 시기
TAP 의 날끝의 마모는 자르는 맛의 저하를 가속도로 진행합니다. 재연삭의 시기가 늦어지면
피삭 나사의 품질저하, 불량품의 혼입의 위험율이 높게 되어, 과도의 마모로부터 필요
재연삭량이 증가하여, 성능의 회복율도 저하되고, 경우에 따라 재사용이 불가능해 집니다.
재연삭 시기의 기준에는 다음과 같은 판단기준을 생각해 볼 수 있습니다.
(1) 설정된 절삭개수, 또는 시기 (안정수명=평균수명보다 안전율을 고려하여 설정합니다)
(2) CHIP 의 변화 (CHIP 의 모양과 색의 관찰)
(3) 절삭저항의 증대 (TORQUE LIMITER 와 전류계의 흔들림, 삐걱거림의 소리 증대,
NUT 의 발열)
(4) 피삭나사의 마무리면의 거침 (피삭 나사의 뜯김, 위축, 광택들을 눈으로 관찰)
(5) 피삭나사의 치수, 정도 불량의 발생 (나사한계 게이지에 의한 검사)
상기와 같은 것이 고려되지만, NUT 생산에 있어서는 특히 (1)의 절삭개수, 또는 시간(안정수명)
에 의한 재연삭 시기를 관리하는 것이 표준화, 경제성에서 효과적입니다.
14-2 재연삭 개소
TAP 의 정상적인 마모는 식부의 앞날면, 및 빠짐면에서 발생합니다. 따라서 재연삭의 개소도
이 부분에 제한됩니다. 이 때문에 TAP 의 재연삭은 빠짐면, 및 식부 빠짐면에 행하여지는 것이
일반적이지만, NUT 용 TAP 의 경우 통상 표면처리(수증기 처리, 질화 처리, 또는 코팅)이
행해지고 있어 이 표면 처리층을 재연삭후에도 남겨 놓은 것이 수명의 향상으로 연결됩니다.
따라서, NUT 용 TAP 의 재연삭은 그림과 같이 앞날면에만 하는 것이 효과적입니다.
특히 SAKAI 의 HARD CREST(HC) TAP 은 식부 빠짐면에 강화질화를 행하여 내마모성의 향상을
도모하고 있어, 식부 빠짐면의 재연삭을 행하는 것과 이 강화 질화층이 제거되는 것으로,
재연삭 후에 수명이 저하될 수 있기 때문에 주의 해야 합니다.

- 34 -
마모부를 완전하게 제거한다
열간 NUT, 열처리경화 NUT 등 하공부가 흑피인 NUT 를 TAPPING 하는 경우, 특히 식부에서
국부적인 빠짐면 마모가 현저하게 됩니다. 이 경우 하기의 (A)와 같이 완전산부에서 앞날면의
연삭을 적게 하고 식부 선단부에서 연삭은 크게 하면 재연삭 후의 성능상 유리합니다.
또한, 식부에서 TAP 의 선단 국부마모의 재연삭에 있어 마모가 완전히 제거되지 않고 조금
남아 있어도 재연삭에서 식부의 선단경이 작아지기 때문에 NUT 의 식부 위치가 하기의 (B)와
같이 완전산 측으로 이동하여 마모 된 부분의 영향이 없어집니다.
하지만, 국부마모 이외의 식부의 마모는 완전히 제거 할 필요가 있습니다.
(A)
(B)

- 35 -
14-3 재연삭의 방법과 포인트
TAP 의 앞날면의 재연삭은 전용의 TAP 홈 연삭기계, 또는 공구 연삭기계를 사용하여 홈의
연삭부를 정확히 행하는 것이 중요합니다. 작업은 가능한 혼합하지 않은 불수용성의
연삭유제의 사용이 효과적입니다.
또한 윤활성에 다소 어려움이 있지만 수용성의 연삭유제를 사용하는 경우에는 희석비율을
낮추어, 연삭부에 띄엄띄엄 공급하는 것도 효과를 높입니다.
어쩔 수 없이 유제가 없이 행하는 경우에는 절삭양을 적게 하고 지석의 SPEED 를 낮추어
주십시요. 또한, 재연삭 후에 물 등에 의한 급냉은 연삭 부분이 깨지는 원인이 되므로 피하여
주십시요.
- 재연삭의 유의 사항
(1) 홈의 분할을 정확히 할 것
(2) 앞날의 무딤을 방지
(3) 표면 거칠기 R max 6.3 ㎛으로 한다.
(4) 앞날면에 단을 붙이지 않는다.
(홈부 전체의 연삭은 불필요하므로 날끝에서 홈 밑부분에 걸쳐 부드럽게 마무리한다.)
(5) 연삭바늘을 완전히 제거한다.
(6) 중연삭을 피해 연삭 그을림, 부서짐을 방지한다.
(7) 마모를 완전히 제거한다. (단 식부의 국부 마모는 제외)
- 재연삭 조건
(예)
(1) 지석 ‧‧‧‧‧‧‧‧‧‧‧‧‧‧‧‧ SAKAI BRAND CBN 전착지석, #140
(2) 지석주속 ‧‧‧‧‧‧‧‧‧‧‧‧ 1500 ~ 2000 m/min
(3) 절삭양 ‧‧‧‧‧‧‧‧‧‧‧‧‧‧ 0.1 ~ 0.15 mm
(4) 이송 ‧‧‧‧‧‧‧‧‧‧‧‧‧‧‧‧ 250 mm/min
(5) 절삭유제‧‧‧‧‧‧‧‧‧‧‧‧‧ 불수용성유제
CBN 전착지석은 자르는 맛이 좋고, 무딤을 적게 하는 것이지만 DRESSING 이 되지 않기
때문에 앞날과 접촉하는 부분의 마모에 주의하여 지석 BASE 에 상처가 나지 않도록 주의하여
주십시요.

- 36 -
- 재연삭의 상태
(a) HOOK 형 홈형상 (b) RAKE 형 홈형상
- 앞날각을 만드는 방법
- 재연삭 TAP 의 검사
재연삭후는 다음과 같은 사항을 확인한 후 사용하여 주십시요.
(1) 유해한 마모, 용착의 잔류는 없나
(2) 앞날의 무딤은 없는가
(3) 연삭바늘이 남아있지 않은가
(4) 완성면의 거칠기는 적절한가
(5) 연삭 그을림, 깨짐의 발생은 없는가
재연삭을 몇번 반복하면 나사산의 빠짐이 있는 TAP 의 경우, TAP 유효경이 재연삭으로 작게
되기 때문에 피삭 나사의 GO GAUGE 불량이 발생하는 경우가 있습니다. 또한 LAND 폭이 작게
되면 위축되는 등의 문제가 생기기 쉽기 때문에 재연삭은 LAND 폭이 신품일 때의 1/2~1/3
이하가 되지 않도록 주의하여 주십시요.

- 37 -
15. TAPPING TROUBLE 의 원인과 대책
자동 NUT TAPPING 기계에 있어서 TAPPING TROUBLE 은 그 원인이 복잡하게 얽혀있는
경우가 많고, 원인을 구명하여 효과적인 대책을 세우는 것이 용이하지 않습니다.
작업조건, 피삭 NUT 의 형상, 치수, 재료에 의하여, 또는 TAPPING 기계에 따라 각각의 대응이
필요한 경우가 많고, 일반적으로는 문제의 원인과 대책을 세우기 어렵지만, 하기와 같이
자세한 문제의 원인과 대책을 기술하였습니다.
◎ 빈도가 높은 원인 O 비교적 효과가 높다고 생각되는 대책
내 용 원 인 대 상 대 응
TAP 유효경의 선정부적 TAP 적정한 정도의 TAP 을 선정
TAP
O A TYPE TAP 을 사용
앞날각, 식부 2 번각을 작게 한다.
LEAD GUIDE TAP 을 사용
T/M O 미는 압력을 약하게 한다
◎ 과절삭
TAPPING 진행과다
재연삭 앞날각을 작게 한다.
TAP 식부에 GUIDE 나사를 갖춘 TAP 을 사용
앞날각, 식부 2 번각을 크게 한다.
T/M O 미는 압력을 크게 한다.
◎ 식부 불량
TAPPING 이 늦음
재연삭 앞날각을 크게 한다.
TAP O 코팅 TAP 을 사용한다.
NUT 연점질 재료의 사용을 피한다
T/M 절삭속도를 감소시킨다
절삭유제 O 종류, 급유방법의 적정화
유량을 증가 용착, 구성선단의 발생
재연삭
조기 재연삭
재연삭 그을림을 방지
앞날각을 크게 한다.
TAP BT SHANK 의 흔들림을 개선(4-6 항 참조)
SHANK 경을 크게 한다. TAP 축심의 흔들림
T/M O SET UP 의 재확인, 가이드와 NUT 의
간격조정
재연삭에 의한 불량 재연삭 분할 정도의 향상
앞날각의 균일화
재연삭 연삭바늘 재연삭
적정한 연석의 사용
(SAKAI 재연삭용 CBN 지석을 사용)
연삭바늘 제거
암나사의
확대
NOGO-GAUGE 손상 GAUGE NOGO-GAUGE 의 교정, 교환

- 38 -
◎ 빈도가 높은 원인 O 비교적 효과가 높다고 생각되는 대책
내 용 원 인 대 상 대 응
TAP 유효경의 선정부적 TAP 적정한 정도의 TAP 을 선정
TAP O 취급 철저, 불완전산 제거
NUT 하공면 따냄을 크게 한다.
압조시의 크랭크의 시정
T/M
O 공타 방지
TAP 회전에 대한 압봉 싸이클 조정
절삭속도를 적절히 조정한다
◎ 타흔과 상처,
수염 발생
BTSHANK
NUT 의 빠짐을 개선
(R 부를 크게 R 부경을 조정)
SHANK 단면의 면따냄 또는 R 붙임 면따냄
TAP O 자르는 맛을 중시한 TAP 의 선정
O 앞날각이 큰 TAP 의 선정
NUT 재료, 형상의 검토
절삭유제 O 자르는 맛을 향상 시키도록 검토
SPRING BACK 에 의한
절삭 잔류
(살점이 앏은 NUT 등)
재연삭 앞날각을 크게 한다.
TAP 교환 또는 재연삭
절삭유제 O 유량의 확인, 탱크청소, 보류시기 적정화 마모에 의한 축소
재연삭 재연삭시 날폭 제한의 설정
TAP 내마모성에 우수한 TAP 을 선정
NUT 경도의 과대 NUT
재료를 검토, 가능하면 담금질
재료와 열처리의 불규칙을 시정
NUT 성형시의 가공경화 과대를 방지
TAP 적정한 CHIP 배출성능을 갖은 TAP 선정
NUT 하공경을 가능한 크게 한다.
연점질재의 사용을 피한다 CHIP 의 잔류, 유착
절삭유제 유량의 증가, 압력 UP 또는 점도가 작은
유제의 사용
산수의 부적합 TAP 산수 과부족 또는 완전산수부족의 적정화
암나사의
축소
GO-GAUGE 의 상처 GAUGE GO-GAUGE 의 교정, 교환
TAP
O 식부에 안내 나사를 갖춘 TAP 의 선정
O 앞날각, 식부 2 번각을 크게 한다.
식부의 선단경을 NUT 에 맞춘다
TANDEM TAP 의 사용
NUT 하공경을 적절히 한다.
하공 TAPER, 빠짐단의 시정
T/M O 압봉 압력을 강하게 한다.
하공의
확대
◎식부 불량에 의한
리마 작용
재연삭제 조기 재연삭
앞날각을 크게 한다.

- 39 -
◎ 빈도가 높은 원인 O 비교적 효과가 높다고 생각되는 대책
내 용 원 인 대 상 대 응
TAP O 식부 구배각을 크게 한다
앞날각을 작게한다.
T/M O 압봉 압력을 약하게 한다. 과절삭에의한 리마작용
재연삭 재연삭시 날폭은 신제품의 1/2~1/3 이상
TAP O 가이드 붙임 TAP 을 사용
BT SHANK 경을 크게 한다.
NUT 하공 직원도, 직진도, 편심의 시정
TAP 과 NUT 의
축심 흔들림
T/M O CHUTE, 가이드부의 간격 조정
TAP O BT SHANK 경을 좁게 한다.
적절한 CHIP 배출성능을 갖춘 TAP 선정
하공의
확대
CHIP 의 막힘
NUT 하공경을 가능한 크게 한다.
TAP
O 조속한 재연삭, 또는 교환
O 자르는 맛이 우수한 TAP 의 선정
O 홈붙임 NUT 는 전용 TAP 을 선정 연삭바늘 뒤집힘의 발생
절삭유제 유량의 증가, 열화의 방지
TAP 적절한 CHIP 배출성능을 갖춘 TAP 선정
하공의
축소
CHIP 의 압착 NUT
O 연점질재의 사용을 피한다.
하공경을 가능한 크게 한다.
TAP O 가이드 TAP 을 사용
NUT 하공의 직원도를 시정 쓰러짐
과대
◎ TAP 과 NUT 의
축심 흔들림 T/M
O CHUTE, 가이드부의 간격을 조정한다.
압봉의 기울음, 편마모의 시정
TAP O 피삭재에 맞춘 앞날각의 TAP 을 선정
◎ 자르는 맛 불량 재연삭
O 앞날각을 크게한다.
앞날각의 균일화
TAP O 코팅 TAP 을 사용
O 앞날각을 크게한다.
NUT O 연점질재의 사용을 피한다.
T/M 절삭속도의 적정화
절삭유제
O 유량을 증가
O 종류, 급류방법의 적정화
유제의 교환시기, 보충시기의 적정화
다른 유제의 혼입을 방지
암나사의
마무리
불량
뜯김
긁힘
◎ 용착, 구성앞날의
발생
재연삭
조기 재연삭
재연 그을림을 방지
앞날각을 크게 한다.
면조도의 향상
CHIP 의 배출을 고려

- 40 -
◎ 빈도가 높은 원인 O 비교적 효과가 높다고 생각되는 대책
내 용 원 인 대 상 대 응
TAP 적합한 홈형상의 TAP 의 선정
O 홈수감소(특히 高 NUT 의 경우)
NUT 하공경을 가능한 크게 한다.
T/M 절삭속도의 적정화
암나사의
마무리
불량
뜯김
긁힘
CHIP 의 막힘
재연삭 앞날각을 피삭재에 적합하게 한다.
TAP
O 나사 2 번각을 작게 한다.
앞날각을 작게 한다.
식부 2 번각을 작게 한다. 자르는 맛의 과잉
재연삭 앞날각을 작게 한다.
TAP BT SHANK 를 크게 한다.
홈을 얕게 한다.
강성 부족
T/M
설정의 안정화
절삭속도의 적정화
과부하의 회피 T/M 의 변경
암나사의
마무리
불량
위축
재연삭 부적당 재연삭
O 재연삭 날폭은 신제품의 1/2~1/3 이상
면조도의 향상
홈 밑부분과 연삭의 회피
◎ TAP 의 선정부적합 TAP
O TAP 의 재료, 열처리 경도, 및 표면처리
등 사용조건에 적합한 TAP 의 선정
앞날각이 작은 TAP 의 사용
TAP O 경도를 낮춘 용착 대책의 표면처리를
실시한 TAP 의 선정
NUT O 연점질재의 사용을 피한다.
절삭유제 종류, 급유방법의 적정화
유량의 증가
용착 결손
재연삭 조기 재연삭
T/M 의 조정불량 T/M
O 공타의 방지
가이드의 조정, NUT 쓰러짐의 방지
CHUTE 부터 NUT 공급의 안정화
TAP 의
결손
칩핑
재연삭 부적당 재연삭 O 연삭 쪼개짐의 방지
조기 재연삭
◎ TAP 의 선정부적당 TAP TAP 재료, 열처리경도, 및 표면 처리등
사용 조건에 적합한 TAP 의 선정
TAP
O 홈수를 감소시킨다
O 홈용적을 크게 한다.
CHIP 배출성능이 우수한 TAP 의 사용 ◎ CHIP 의 막힘
NUT 하공경을 가능한 크게 한다.
T/M 조정 불량 T/M
과부하, 강성부족의 회피
절삭속도의 적정화
NUT 의 2 개 절삭 방지
CHUTE 부터 NUT 공급의 안정화
TAP 의
절손
재연삭 부적당 재연삭 O 연삭 쪼개짐의 방지
재연삭 날폭은 신제품의 1/2~1/3 이상으로
- 41 -
◎ 빈도가 높은 원인 O 비교적 효과가 높다고 생각되는 대책
내 용 원 인 대 상 대 응
TAP 의 선정 부적당 TAP O TAP 의 재료, 열처리 경도 및 표면처리
등에서 사용조건에 적합한 TAP 의 선정
TAP 내마모성에 우수한 TAP 의 선정
NUT 경도의 과대 NUT
O 재료와 열처리의 불규칙을 시정
재료를 확인, 가능한 담금질
NUT 의 형성시의 가공경화 과대를 방지
TAP
식부를 길게 한다.
자르는 맛를 중시한 TAP 의 선정
Co 함유재사용의 TAP 을 선정
NUT 하공경을 가능한 크게 한다.
T/M
O 절삭속도의 적정화(스피드를 낮춘다)
2 개 동시절삭 방지
O 냉각탱크의 청소
◎ 발열에 의한 마모
절삭유제
O 유량의 증가, 압력을 올린다.
종류, 급유방법, 보충시기를 적정화
점도가 적은 불수용성 유제를 사용
◎ T/M 의 조정불량 T/M
O 공타에 의한 압봉과 가이드부와의 접촉
을 방지
NUT 쓰러짐을 방지
이상
마모
재연삭 부적당 재연삭
앞날각의 과대를 피한다.
연삭 그을림을 방지
마모를 완전히 제거한다.
TAP O 피삭재에 맞는 TAP 의 선정
NUT 하공경을 가능한 크게 한다.
T/M
O TAP 회전에 대해 압봉 싸이클의 조정등
SET UP 의 적정화
2 개 동시절삭 방지
CHUTE 부터 NUT 공급의 안정화
절삭속도의 적정화
BT
SHANK
O SHANK 경을 크게 한다.
O SHANK 의 휘는 반경과 경을 NUT 에
맞춘다.
O SHANK 의 뒷부분을 단축한다.
전장을 다시 확인한다.
BT
SHANK
의
부러짐
휨
TAPPING TORQUE 의
증대
◎ CHIP 막힘에 의해
◎ NUT 빠짐 부적당
에 의한 마모에 의해
재연삭 조기 재연삭
마모를 완전히 제거
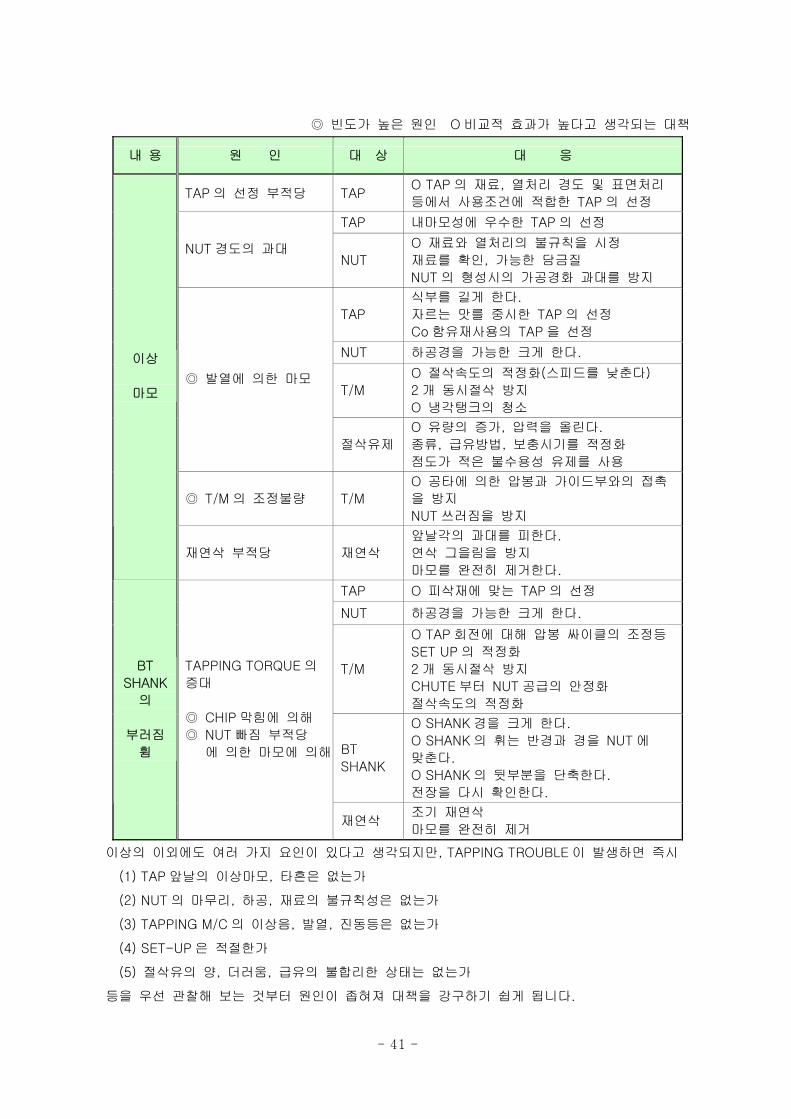
이상의 이외에도 여러 가지 요인이 있다고 생각되지만, TAPPING TROUBLE 이 발생하면 즉시
(1) TAP 앞날의 이상마모, 타흔은 없는가
(2) NUT 의 마무리, 하공, 재료의 불규칙성은 없는가
(3) TAPPING M/C 의 이상음, 발열, 진동등은 없는가
(4) SET-UP 은 적절한가
(5) 절삭유의 양, 더러움, 급유의 불합리한 상태는 없는가
등을 우선 관찰해 보는 것부터 원인이 좁혀져 대책을 강구하기 쉽게 됩니다.

- 42 -
16. BENT SHANK 의 휘는 반경(R)의 계산식
16-1. BENT SHANK 의 휘는 반경(R)의 최소치를 구하는 식
(예) NUT 높이 : 20 m/m
NUT 하공경 : 6.8 m/m
끝단부의 SHANK 경 : φ5.8
NUT 가 부드럽게 빠지기 위해서는 계산식의
1.2 배 이상의 휨 반경이 필요합니다.
16-2. 끝단부 SHANK 경의 최대치를 구하는 식
(예) NUT 높이 : 20 m/m
NUT 하공경 : 6.8 m/m
휘는 반경 : 50
NUT 가 부드럽게 빠지기 위해서는 계산식의
0.1m/m 이상 SHANK 경을 가늘게 할 필요가
있습니다.
D-d C2 R =
2 +
8(D-d)
A C2 =
2 +
8A
4A2 + C2 =
8A
6.8-5.8 202 R =
2 +
8(6.8-5.8)
R = 50.5
1 A = R -
2
224 CR −
d = D - A
1 d = D +
2 224 CR − - R
1d = 6.8 +
2
22 20504 −⋅ - 50
= 5.79

- 43 -
17. AH TAP, COUPLER 적용표
17-1 AH TAP 적용표

- 44 -

- 45 -
17-2 AH COUPLER 의 파괴 강도

- 46 -
17-3 AH TAP 의 전장한계

- 47 -
18. 나사 하공 치수표
18-1 Metric Coarse Screw Threads (JIS B 0209)
18-2 Metric Fine Screw Threads (JIS B 0211)

- 48 -
18-3 Unified Coarse Screw Threads (JIS B 0210)
- 49 -
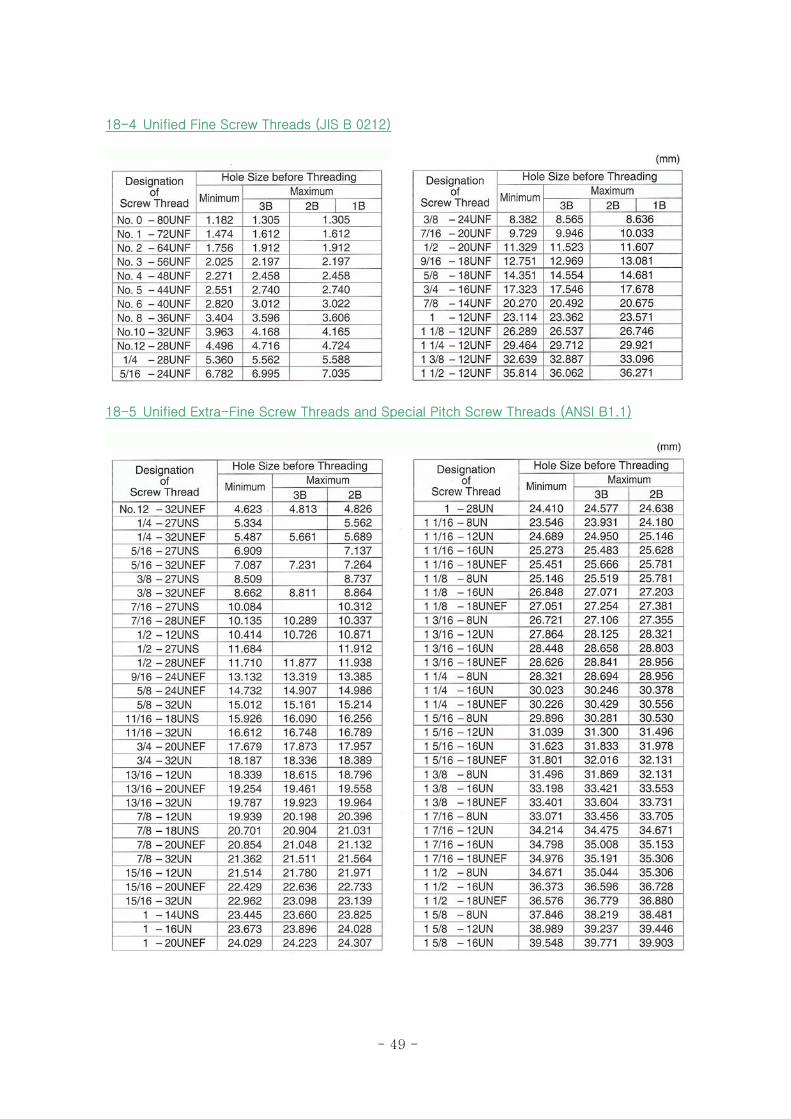
18-4 Unified Fine Screw Threads (JIS B 0212)
18-5 Unified Extra-Fine Screw Threads and Special Pitch Screw Threads (ANSI B1.1)

- 50 -
18-6 Whitworth Coarse Screw Threads (Former JIS B 0210)

- 51 -