tablolar dizini
TRANSCRIPT

Proje Yüklenicisi: Yrd. Doç. Dr. Melek ÖZKAN GEBZE YÜKSEK TEKNOLOJİ ENSTİTÜSÜ
MÜHENDİSLİK FAKÜLTESİ
© 2009-İstanbul. Bu araştırma projesi “Projem İstanbul” kapsamında İstanbul Büyükşehir Belediyesi tarafından hazırlatılmıştır. İstanbul Büyükşehir Belediyesi ve araştırmacının yazılı izni olmadan çoğaltılamaz ve kopyalanamaz.
i
ARAŞTIRMA PROJESİ
SELÜLOZ İÇEREN KAĞIT FABRİKASI ATIKLARININ VE
BİTKİSEL ATIKLARIN BİYOETANOL ÜRETİMİ İÇİN
DEĞERLENDİRİLMESİ

İÇİNDEKİLER DİZİNİ
İÇİNDEKİLER DİZİNİ.......................................................................................................İ
TABLOLAR DİZİNİ.........................................................................................................İV
ŞEKİLLER DİZİNİ ........................................................................................................... V
ÖZET..................................................................................................................................İX
ABSTRACT ..................................................................................................................... Xİİ
1. GİRİŞ................................................................................................................................ 1
2. YÖNTEM ......................................................................................................................... 5
2.1. DENEYDE KULLANILAN MİKROORGANİZMALAR ................................................................... 5
2.2. KULLANILAN BESİYERİ ........................................................................................................... 5
2.3. HÜCRELERİN EKİLMESİ ........................................................................................................... 5
2.4. ÖLÇÜM METODLARI................................................................................................................ 6
2.5. HÜCRE TUTUKLAMALI REAKTÖRÜN HAZIRLANIŞI................................................................. 6
2.6. LİGNOSELÜLOZİK KAYNAKLARIN ASİT HİDROLİZİ ................................................................ 8
2.7. TOPLAM ŞEKER VE SELÜLOZ MİKTARININ TESPİTİ...................................................................8
3. YAPILAN ÇALIŞMALAR VE BULGULAR .............................................................. 9
3.1. DEĞİŞİK LİGNOSELÜLOZİK KAYNAKLARIN C. THERMOCELLUM TARAFINDAN KULLANIMI . 9 3.2. FARKLI KONSANTRASYONLARDA KAĞIT VE BITKI KALINTISI IÇEREN NUMUNELERDE
GLUKOZ VE ETANOL ÜRETIMI………………………………………………………………….……14 3.3. S. CEREVİSİAE KULLANILARAK BİYOETANOL ÜRETİMİ......................................................... 18
3.3.1. S. cerevisiae ’nın üreme hızı ve etanol üretimini etkileyen parametrelerin
belirlenmesi ................................................................................................................. 18
3.3.2. Saccharomyces cerevisiea 26602 ile hücre tutuklamalı reaktörde etanol üretimi
..................................................................................................................................... 28
3.3.3. C. thermocellum kültür sıvısında biriken glukozun S. cerevisiae tarafından
kullanılması ve Etanol Üretimi (Kesikli sistem) .......................................................... 34
ii
3.3.4. C. thermocellum tarafından selülozun parçalanması sonucu üretilen glukozun
kesikli sistemde ve hücre tutuklamalı dolgulu yataklı sürekli reaktörde maya hücreleri
tarafından kullanılması ve etanol üretim veriminin hesaplanması ............................. 36

3.4. SELÜLAZ ENZİMİ KULLANILARAK ŞEKER ÜRETİMİNİN ARTTIRILMASI.................................. 41
3.5. ÖN İŞLEM METODLARININ KIYASLANMASI ........................................................................... 43 3.6. KARBON KAYNAĞI OLARAK MEYVE ATIKLARI KULLANILDIĞINDA S. CEREVİSİAE'NIN ETANOL ÜRETİMİ………………………………………………………………………………………46
3.7. KAĞIT FABRİKASI TORTU VE LİKİT ATIKLARININ C. THERMOCELLUM BAKTERİSİ
TARAFINDAN PARÇALANMASI VE ARITMA GİRİŞİ LİKİT ATIĞIN TOKSİK SEVİYESİNİN
BELİRLENMESİ.............................................................................................................................. 47
3.8. FARKLI KAĞIT ATIKLARINDAN ETANOL ÜRETİMİ.................................................................. 52
3.8.1. Farklı kağıt atıklarının C. thermocellum bakterisi tarafından parçalanması... 52
3.8.2. Atıkların parçalanmasından ortaya çıkan sıvıda maya tarafından etanol üretimi
..................................................................................................................................... 55
3.9. SELÜLOLİTİK ETANOL ÜRETİCİSİ MİKROORGANİZMALARIN İZOLASYONU VE
TANIMLANMASI ...................................................................................................................... 58
3.10. C.THERMOCELLUM 27405 KÜLTÜR SIVISINDAKİ EKSTRASELÜLAR SELÜLAZ ENZİM AKTİVİTESİNİN BELİRLENMESİ…………………………………...……………………………………64
4. TARTIŞMA/SONUÇ .................................................................................................... 67
EK (KULLANILAN BESİYERLERİ).…………………………………………………...75
KAYNAKLAR................................................................................................................... 77
iii

TABLOLAR DİZİNİ Tablo. 1. Saman kağıtlarının kullanım sonrası ortamda kalan selüloz miktarı 15
Tablo 2. Farklı miktarlarda bitki kalıntısı içeren besiyerinde zamana bağlı glukoz
birirkimi
15
Tablo 3. Farklı miktarlarda bitki kalıntısı içeren besiyerlerinde zamana bağlı son ürün miktarları
16
Tablo 4. Farklı konsantrasyonlarda bitki kalıntısı içeren kültürlerde elde edilen ürünler ve kullanım verimleri
18
Tablo 5. S. cerevisiae’nin etanol üretimi üzerinde etkisi incelenen besiyeri
bileşenlerinin konsantrasyonları ve pH değerleri
20
Tablo 6. Besiyeri optimizasyonunda incelenen mineral kombinasyonları 23
Tablo 7. Besiyeri optimizasyonunda etkisi incelenen fiziksel parametreler 27
Tablo 8. Farklı oranlarda taze besiyeri ile karıştırılmış C. thermocellum kültür
sıvısında maya hücrelerinin glukoz kullanım verimi ve etanol üretim miktarı
38
Tablo 9. Dolgu yataklı sürekli reaktörde selüloz ve lignoselüloz içeren C.
thermocellum kültür sıvıları ile etanol üretim verimliliği
41
Tablo 10. 50 g/L selüloz içeren besiyerinde C. thermocellum’un glukoz
üretiminin zamanla değişimi
41
Tablo 11. Selülaz enziminin selülozdan glukoz birikimine etkisi 42
Tablo 12. Bütünleştirilmiş proses ile (C. thermocellum + S. cerevisiae)
otoklavlama önişlemine tabi tutulmuş buğday saplarından etanol üretimi
46
Tablo 13 Meyve Atıklarının Etanol Üretimine Etkisi 47
Tablo 14. Besiyerlerinin sıvı kompozisyonu 51
Tablo 15. C. thermocellum hücrelerince biriktirilen glukoz ve üretilen
konsantrasyonlarının 20 gün sonundaki değerleri
56
Tablo 16. C. thermocellum tarafından biriktirilen glukozun mayalar tarafından
kullanımı ve etanol üretimi
57
Tablo 17. Üretilen yan ürünler ve konsantrasyonları 58
Tablo 18. Kültürler, kaynakları ve selüloz kullanım kapasiteleri 59
Tablo 19. Selüloz parçalayabilen kültürlerde glukoz birikimi ve fermentasyon son ürünleri
62
Tablo 20. 55 ve 37 C’de aerobik koşullarda ekstrasellülar enzim aktivitesi 64
iv

ŞEKİLLER DİZİNİ
v
Şekil 2.1 HPLC analizinde standart sellobiyoz, glukoz, laktik asit, asetik asit ve
etanol’e ait sinyal pikleri.
6
Şekil 2.2. Polimere tutuklanmış S. cerevisiea hücreleri ile etanol üretmek için
kullanılan Hücre Tutuklamalı Reaktör (Immobilized cell Reactor, ICR)
8
Şekil 3.1. Değişik kağıt atıklarının C. thermocellum tarafından kullanımı sonucu
biriken glukoz miktarı (A) ve etanol üretimi (B)
10
Şekil 3.2. Kaynatma ve alkali hidroliz işlemlerinden geçirilmiş tarımsal atıkların
C. thermocellum tarafından kullanımı; glukoz birikimi ve etanol üretimi Arpa
sapı (A), Buğday sapı (B), Sazlık otu (C), Mısır kabuğu (D), Palmiye ağacı
lifleri (E), Barbunya kabuğu (F)
12
Şekil 3.3. Farklı konsantrasyonlarda kağıt içeren C. thermocellum kültüründe
glukoz birikimi (A), etanol üretimi (B).
14
Şekil 3.4. Değişik oranlarda kağıt fabrikası atığı + ticari selüloz içeren C.
thermocellum kültüründe glukoz birikimi (A) ve etanol üretimi (B).
16
Şekil 3.5 20 g/l glukoz içeren besiyerlerinde S. cerevisiae’nin üremesi (A) ve
etanol üretimi (B)
19
Şekil 3.6 100 g/l glukoz içeren besiyerlerinde S. cerevisiae’nin üremesi (A) ve
etanol üretimi (B)
19
Şekil 3.7 Besiyerindeki fosfat konsantrasyonunun S. cerevisiae’nın üreme hızına
(A) ve etanol üretimine (B) etkisi
21
Şekil 3.8. Besiyerindeki ticari ve laboratuarda hazırlanmış maya özütü
konsantrasyonunun S. cerevisiae ‘nın üreme hızına (A) ve etanol üretimine (B)
etkisi
22
Şekil 3.9. Besiyerindeki mineral konsantrasyonunun S. cerevisiae ‘nın üreme
hızına (A) ve etanol üretimine (B) etkisi
23
Şekil 3.10 Besiyeri pH sının S. cerevisiae’nın üreme hızına (A) ve etanol
üretimine (B) etkisi
24
Şekil 3.11 Farklı şekerler içeren besiyerlerinde S. cerevisiae ‘nın üreme hızları 25

vi
Şekil 3.12 Kesikli sistemde glukoz konsantrasyonunun S. cerevisiae’nın etanol
üretimine (A) ve glukoz kullanım ve etanol üretim verimlerine (B) etkisi
26
Şekil 3.13 Atmosfer koşullarının S. cerevisiae’nın üreme hızına (A) ve etanol
üretimine (B) etkisi
27
Şekil 3.14 Sıcaklığın S. cerevisiae’nın üreme hızına (A) ve etanol üretimine (B)
etkisi
27
Şekil 3.15 Çalkalama koşullarının S. cerevisiae’nın üreme hızına (A) ve etanol
üretimine (B) etkisi
28
Şekil 3.16. 1 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı 29
Şekil 3.17. 2 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı 29
Şekil 3.18. 1,5 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı 30
Şekil 3.19. 3 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı 30
Şekil 3.20. Debinin kullanılan glukoz ve üretilen etanol miktarına (g etanol/dk)
etkisi
31
Şekil 3.21. Debinin etanol üretim verimine (gr etanol/gr glukoz) etkisi 31
Şekil 3.22. 20 g/L glukoz konsantrasyonunda farklı sıcaklıklarda glukoz
kullanım ve etanol üretim verimleri
32
Şekil 3.23. 7 g/L glukoz konsantrasyonunda farklı sıcaklıklarda glukoz
kullanım ve etanol üretim verimleri
32
Şekil 3.24. Dolgu yataklı reaktörde kullanılan polimer ve tutuklanmış maya
hücrelerinin SEM görüntüleri: Boş polyHIPE polimer (büyütme gücü 4000 X)
(A), maya hücreleri ile kaplanmış polimer yüzeyi (büyütme gücü 2000 X) (B)
ve polimer gözeneklerinde tutuklanmış maya hücreleri (büyütme gücü 5000 X)
(C)
33
Şekil 3.25. Farklı pH Değerlerine Sahip C. thermocellum Kültür Sıvısında S.
cerevisiea’nın Üreme hızı (A) ve etanol üretimi (B)
35
Şekil 3.26. Farklı Konsantrasyonlarda Fosfat İçeren C. thermocellum Kültür
Sıvısında S. cerevisiea’nın Etanol Üretimi
35
Şekil 3.27. 4.5g/l glukoz birikimine sahip C. thermocellum kültür sıvısında S.
cerevisiea’nın etanol üretimi
36
Şekil 3.28. C. thermocellum kültüründe zamana bağlı glukoz birikimi ve etanol
üretimi
37

vii
Şekil 3.29. Farklı konsantrasyonlarda glukoz içeren besiyerinde farklı akış
hızlarında reaktör verimi: %E: substrat giderim verimi (% dönüşüm)
=100*(Cso-Cs)/Cso; %Ep: etanol üretim verimi= 100*P/Cso: Cso=başlangıçtaki
glukoz miktarı, Cs=kalan glukoz miktarı
39
Şekil 3.30. Farklı karbon kaynaklarının kullanımı sonucu elde edilen sıvıların
farklı akış hızlarında reaktörden geçirilmesi ve verime etkisi: %E: substrat
giderim verimi (% dönüşüm) =100*(Cso-Cs)/Cso; %Ep: etanol üretim verimi=
100*P/Cso: Cso=başlangıçtaki glukoz miktarı, Cs=kalan glukoz miktarı. C : 10
g/L ticari selülozdan C. thermocellum un ürettiği şeker içerikli sıvı. L : 10 g/L
alkali hidrolize tabi tutulmuş buğday atıklarınından (lignoselüloz) C.
thermocellum un ürettiği şeker içerikli sıvı
40
Şekil 3.31. Farklı sıcaklıklarda selülaz enziminin glukoz birikimine etkisinin
zamanla değişimi (0. günde enzim içeren sıvılarda glukoz konsantrasyonu
yüksek bulunmuştur. Enzim ilavesi yapıldıktan sonra numuneler alınmış ve
ölçüm yapılana kadar +4 C de bekletilmişlerdir. Bu geçen sürede enzim aktivite
gösterdiği için glukoz miktarında artış olmuştur.)
42
Şekil 3.32 Lignoselülozik materyalin (buğday sapı) otoklav öncesi ve
otoklavlama işleminden sonraki görüntüleri
45
Şekil 3.33 Farklı konsantrasyonlarda kağıt fabrikası atığı (tortu kısmı) içeren C.
thermocellum kültüründe glukoz birikimi (A), etanol üretimi (B).
48
Şekil 3.34 Değişik oranlarda kağıt fabrikası atığı (tortu kısmı) + ticari selüloz
içeren C. thermocellum kültüründe glukoz birikimi (A) ve etanol üretimi (B).
49
Şekil 3.35. Farklı konsantrasyonlarda arıtma giriş ve çıkış likit atıklarının C.
thermocellum hücrelerinin glukoz birikimi üzerine etkisi.
51
Şekil 3.36. Farklı konsantrasyonlarda arıtma giriş ve çıkış likit atıklarının maya
hücrelerinin glukoz tüketim ve etanol üretim verimleri üzerine etkisi
52
Şekil 3.37. Değişik kağıt içeren besiyerlerinde C. thermocellum’un toplam şeker
üretimi
53
Şekil 3.38. Değişik kağıtlar içeren besiyerlerinde C. thermocellum’un etanol
üretimi
54
Şekil 3.39. Farklı kağıt atıkları içeren besiyerlerinde biriken glukoz ve diğer son
ürünlerin miktarları
55

Şekil 3.40 Maya hücrelerinin 24 saat sonunda ürettikleri etanol ve besiyerinde
kalan glukoz konsantrasyonları
56
Şekil. 3.41. C. thermocellum selülaz enzim sistemi 66
Şekil 3.42. 37 °C’de C. thermocellum kültür sıvısındaki selülolitik aktivite 66
viii
ÖZET
Günümüzde özellikle taşımacılık sektöründe en çok kullanılan yakıt olan petrolün
çevre kirliğine sebep olması, reservlerinin sınırlı olması ve fiyatının hergeçen gün
yükselmesi yeni yakıt ve enerji kaynaklarına duyulan ihtiyacı artırmaktadır. Yenilenebilir
kaynaklardan üretilen yakıtlar bu alternatif enerji kaynaklarının en önemlileri arasındadır.
Fermentasyonla üretilen etanol (biyoetanol) özellikle taşımacılık sektöründe benzin yerine
kullanılabilecek yenilenebilir bir enerji kaynağıdır. Biyoetanolün petrol ile rekabetini
güçlendirmek için üretim maliyetinin düşürülmesi gerekmektedir. Sellüloz içeren atık
maddelerin değerlendirilmesi etanolün ekonomik üretimi için üzerinde durulan konulardan
biridir.
Bu projede kağıt fabrikası atıkları ve bitkisel atıkların biyoetanol üretiminde
değerlendirilmesi ve etkin bir şekilde kullanılması hedeflenmiştir. Selüloz ve selüloz
içerikli katı atıkların (kağıt ve bitki sapları), Clostridium thermocellum ATCC 27405
suşunun selülolitik aktivitesiyle glükoz dimer ve monomerlerine dönüştürülmesi ve bu
işlem sonucunda oluşan şeker içeren besiyerinin Saccharomycess cerevisiae ATCC 26602
şusu tarafından gerçekleştirilecek olan biyoetanol fermentasyonunda karbon kaynağı ve
besiyeri olarak kullanımı araştırılmıştır.
ix
Projenin ilk aşamasında farklı kağıt atıklarının ve bitki saplarının bakteri tarafından
parçalanma kapasitesi ve glukoz üretimi incelenmiştir. C. thermocellum hücrelerinin kağıt
fabrikası atıkları ve bitki saplarını parçalayabildiği ancak ticari selüloza kıyasla bu
materyalleri parçalama veriminin daha düşük olduğu görülmüştür (4-5 g glukoz/10 g atık).
Lignoselülozik bitki atıklardan elde edilen glukoz miktarı 4g glukoz/10 g atık civarında
ölçülmüş, alkali hidroliz ön işlemi ile lignoselülozik atıklardan glukoz eldesi % 10-14
civarında artırılmıştır. Alkali hidrolizi yapılan bitki artıklarının birçoğunun C.
thermocellum tarafından daha kolay kullanıldığını ve bu kültürlerde etanol üretiminin
kontrole kıyasla daha yüksek olduğunu söyleyebiliriz. Alkali hidroliz yöntemi en çok arpa
sapında etki göstermiş, alkali hidrolizinden geçirilen bitki saplarını içeren numunelerde
glukoz birikiminin kontrole oranla %14 arttığı gözlenmiştir. Buğday sapı ve sazlık otu
içeren besiyerinde de alkali hidrolizin etkili olduğu kontrole kıyasla glukoz birikimini %10
ve 15 oranında arttırdığı görülmüştür.

Sonraki çalışmalarda besiyeri bileşen konsantrasyonlarının ve fiziksel koşulların S.
cerevisiae’nın etanol üretim kapasitesi üzerindeki etkileri incelenmiştir. S. cerevisiae’nın
etanol üretimini etkileyen faktörler incelendiğinde besiyerindeki maya özütü
konsantrasyonunun etanol üretimi için önemli olduğu ve en uygun konsantrasyonun 5 g/L
olduğu tespit edilmiştir. Yüksek metal konsantrasyonlarının mayanın etanol üretimine
olumsuz etki yaptığı görülmüştür. Sıcaklığın etanol üretimi üzerinde fazla etkili olmadığı,
ancak 30 ve 37 oC’de etanol üretiminin oda sıcaklığına kıyasla %7 oranında daha yüksek
olduğu görülmüştür. Laboratuarda hazırladığımız maya özütünün miktarı ticari maya özütü
miktarının iki katı olacak şekilde besiyerine eklendiğinde kontrol ile aynı seviyelerde
etanol üretildiği gösterilmiştir. Bu sonuç yüksek ölçekli fermentasyonda ortamda biriken
maya hücrelerinin kurutulup yıkandıktan sonra yeni hazırlanan besiyerine besin maddesi
olarak eklenebileceğini göstermektedir.
TOPRAK Kağıt fabrikasından alınan atık elyaf kalıntılarının C. thermocellum
tarafından parçalanması ve etanol üretimi incelenmiş farklı miktarlarda kağıt atığı içeren
kültürlerde en yüksek glukoz birikimi 20 g/l kağıt atığı içeren kültürde 5,9 g/l olarak
ölçülmüştür.
x
Maya hücrelerinin etanol üretimi için dolgu yataklı hücre tutuklamalı reaktör
kurulmuş ve sürekli kültür deneyleri bu reaktör kullanılarak gereçekleştirlmiştir. S.
cerevisiae hücreleri iç faz emülsiyonu yüksek bir polimer olan polyHIPE polimer üzerine
tutuklanmış ve sürekli sistemde etanol üretimi takip edilmiştir. Besiyerindeki farklı glukoz
konsantrasyonlarının sistemin performansına olan etkileri incelenmiştir. 6,7-250 g/L
aralığında glukoz konsantrasyonuna sahip besiyerleri 1 ml/dk akış hızıyla ve 50 g/L glukoz
içeren besiyeri 1, 2, 3, 6, 9, 12 ml/dk akış hızlarıyla çalışılmıştır. Farklı
konsantrasyonlarda glukoz içeren besiyerlerinin sabit akış hızı ile sisteme verildiği
deneyler sonucunda 50 g/L glukoz içeren besiyeri 1 mL/dk hızla geçirildiğinde reaktörün
en yüksek verimlilikte çalıştığı gözlenmiştir. Reaktör içerisindeki kuru hücre ağırlığı 2 gr
hücre/ gr polimer olarak hesaplanmıştır. Tarayıcı Elektron Mikroskobu ile yapılan
incelemeler polyHIPE polimer matrisinin maya hücrelerinin immobilizasyonu için son
derece kullanışlı olduğunu ve hücrelerin polimerin yalnızca yüzeyine tutunduğunu
göstermiştir.
C. thermocellum’un selülozu kullanımı sonucu ortaya çıkan glukozun tutuklanmış
maya hücreleri tarafından kullanımı ve etanol üretimi incelenmiş, yaklaşık 7 g/L glukoz
içeren C. thermocellum kültürü ile reaktörün beslenmesi sonucunda glukozun % 19
oranında etanole dönüştüğü görülmüştür. Kültür sıvısında metabolik artıklar ve besin
yetersizliği olabileceği düşünülerek %75 oranında taze besiyeri ilavesi yapılmış ve sürekli
sistemde etanol üretiminin % 83 oranında artığı görülmüştür.
Asit baz hidrolizi önişlem olarak kullanıldığında 15 g glukoz/70 g buğday sapı
olacak şekilde şeker açığa çıkmış ancak bu solusyonda hücreler sağlıksız üreme
göstermişlerdir. Hücre üremesi veya enzim aktivitesine negatif etki etmemesi nedeniyle
buhar ile yapılan önişlem kimyasal maddeler kullanılarak gerçekleştirilen önişlem
metodlarına kıyasla daha etkin bir yöntemdir. Proje çalışması kapsamında lignosellülozik
materyalin buhar ile zayıflatılması için 130 °C otoklavlama yapılmıştır. Otoklavdan sonra
lignoselülozik materyalin bulunduğu kap içinde biriken sıvının besiyeri olarak kullanıldığı
kültür ortamında gerçekleşen bütünleştirilmiş proses ve selülaz enzimi ilavesi sonucunda
7,3 g/l etanol üretilmiştir (7.3 g etanol/70 g buğday sapı). C. thermocellum hücrelerinin
glukoz üretimi ile etanol üretim verimine katkısı % 24 olarak hesaplanmıştır. Mikrobiyel
degredasyon özellikle tarımsal alanlarda kullanılmayan sap kalıntılarının, etanol üretim
tesislerinde açığa çıkan mısır koçanı atıklarının ve kağıt fabrikası atıklarının etanole
dönüştürülmesinde kullanılabilecek, selülaz enzimi miktarında yaklaşık %14 oranında kar
sağlayabilecek ek bir önişlem metodu olarak kullanılabilir.
Selülozu aktif bir şekilde parçalayabilen etanol üreticisi mikroorganizmaların
izolasyonu amacıyla Türkiye’nin çeşitli bölgelerinden 96 toprak veya gübre örneği
toplanmış ve bu örneklerden elde edilen kültürlerden 24’ünde selüloz kullanımı
gözlemlenmiştir. İzole edilen suşlar substrat kullanımı ve ürün üretimi yönleri ile
karakterize edilmiş ve C. thermocellum bakterisi ile aynı substratları kullanarak aynı
ürünleri ürettikleri gözlemlenmiştir. Yalova’dan alınmış örnekten elde edilen 5 numaralı
bakteri kültüründe ve Bursa’dan alınmış olan örnekten elde edilen 6 numaralı bakteri
kültüründe selüloz kullanımının ve etanol üretiminin endüstriyel bir suş olan C.
thermocellum ATCC 26602 suşu ile kıyaslanabilecek seviyelerde olduğu görülmüştür.
Anahtar Sözcükler: Biyoetanol, Clostridium thermocellum, Selülozik atıklar, Sacharomycess cerrevisia, Kesikli ve sürekli fermentasyon
xi

ABSTRACT
There is an increasing demand for alternative fuel and energy sources due to the
problems associated with petrollium, widely used fuel source especially in transportation
sector. It causes air pollution, its reserves are limited and its cost is increasing day by day.
The new fuel sources obtained from renewable materials are the most important alternative
energy sources today. Bioethanol produced by fermentation is a renewable fuel source
which can be used especially in trasportation sector. For producing bioethanol more
compatable with petrollium, cost of bioethanol production should be reduced. Researhers
are now focused on use of cellulose containing waste materials for low-cost ethanol
production.
At start, degredation of paper waste and lignocellulosic plant waste by C.
thermocellum was analysed. C. thermocellum cells was able to degrade paper waste
however degredation yield was found to belower than that of commercial cellulose (4-5 g
glucose/10 g waste). The glucose from lignocellulosic plant waste degredation was
measured as 4 g/10g waste. Alcaline hydrolysis resulted in 10-14% increase in glucose
accumulation. Most of the plant waste hydrolized by alcaline solution were degredad by C.
thermocellum more easily as compared to un hydrolysed ones. It was shown that glucose
accumulation increased 14% and 10 % when alcaline hydrolysis applied to barley and
wheat, respectively
xii
The effect of medium component concentrations and environmental conditions on
ethanol production by S. cerecvisiea was investigated. Yeast extract was found to be
effective nutrient on ethanol production of S. cerevisiae. The most suitable yeast extract
concentration was determined to be 5 g/L in the medium for increased ethanol production.
High metal concentrations in the medium caused a decrease in the amount of ethanol. It
was also shown that ethanol production at 30-37 °C was higher as compared to those
obtained at room temperature. Nonetheless, the effect of incubation temperature on
production was not so remarkable. Yeast extract prepared in the laboratory was shown to
be usable as a media component instead of commercial yeast extract. The concentration of
yeast extract prepared in the laboratory should be twice the commercial yeast extrat for
obtaining same level of ethanol production.

S. cerevisiae cells were immobilized on polyHIPE polymer, which has high internal
phase emulsion, and ethanol production in continuous packed-bed reactor was monitored at
various glucose concentration in the feed medium. A large initial concentration range of
glucose between 6,7-250 g/L was studied at 1 mL/min and 50 g/L glucose gave the
maximum efficiency. The dried weight of the cells was found to be ca. two g for per gram
of cell supporting material. Scanning electron microscope photographs showed that the
polyHIPE polymer can successfully be used for yeast cell immobilization. A very
homogenous thick layer of yeast cells were seen from the scanning electron micrographs
only on the surface of the polymer giving rise to less diffusion limitations.
Glucose accumulated at the end of cellulose degradation was used as substrate for
immobilized S. cerevisiae cells in batch and packed-bed reactor. Cellulose was degraded
in Clostridium thermocellum culture and about 7 g/L glucose accumulated at the end of
this degradation process. It was observed that the culture was found to be usable by S.
cerevisiae. 19% of glucose in C. thermocellum culture was converted to ethanol by yeast
cells. It was thought that presence of some metabolic by products and nutrient limitation in
C. thermocellum culture might cause limited utilization of glucose. Ethanol production
increased by 83% when the culture mixed with 75% fresh medium was fed into the reactor.
xiii
C. thermocellum could degraded waste of paper pulp industry and lignocellulosic
materials and 4-5 g glu/10 g waste was produced at the end of the process. This value is
lower as compared to commercial cellulose degredation. Alcaline hydrolysis pretreatment
method increased the amount of glucose produced from lignocellulosic wastes about %10-
%14 with respect to the type of waste material. When acid base hydrolysis method was
used as pretreatment method 15 g glu/70 g lignocellulosic waste was produced. However,
bacteria and yeast cells did not grow well in the presence of acid hydrolized materials.
Steam treatment is more efficient pretreatment method since there is no chemical factor
affecting microbial growth and enzyme avtivity. We autoclaved the lignocellulosic waste
material at 130 C (steam process). The liquid accumulated in the container of
lignocellulosic waste materil was used as culture medium for C. thermocellum cells. At the
and of this consolidated bioprocessing and enzyme addition 7.3 g/l ethanol was produced
(7.3 g ethanol/70 g lignocellulose). It was calculated that 24% of total produced ethanol
was produced by the help of C. thermocellum cells in this process. The result of study
showed that microbial degredation of cellulose and lignocellulose containing materials can
be used as supplementary process in ethanol production rafineries. The waste materials like

corn fibers, other agricultural waste and waste from paper pulp industry can be converted
to ethanol by microorganisms. Cost of cellulase enzyme used for cellulose breakdown can
be decreased about %14 when microorganisms help degredation process.
For isolation of microorganisms with high cellulolytic acvtivity and ethanol
production capacity, 96 soil or dump samples were collected from various region of
Turkey. 24 cellulolytic cultures were obtained from those samples. The cultures numbered
as 5 and 6 from Yalova and Bursa, respectively, showed maximum cellulose degredation
and ethanol production capacities.
Key Words: Cellulosic waste, Biyoetanol, Clostridium thermocellum,
Sacharomycess cerrevisia, Batch and continious fermentation.
xiv

1. GİRİŞ
Fosil yakıta dayalı enerji kullanımı; fosil yakıt dışalımının büyümesi, ithalat
giderinin artması gibi olumsuzluklardan başka, çevre kirlenmesinin de artmasına neden
olmaktadır. İhtiyaç duyduğumuz yiyecek, yakıt ve kimyasal sınıfına giren maddelerin
tarım, yiyecek, mobilya veya kağıt sektöründen gelen ve çevre kirliliğine sebep olan
atıkların yapısında bulunan selülozun kullanılmasıyla üretimi atık maddelerin ortadan
kaldırılması problemine çözüm getirecek olması, çevre kirliliğinin azalmasına yardımcı
olması, insanlığın yakıt sağlamak için fosil kaynaklarına bağımlılığının azaltılması ve
hayat standartlarını geliştirecek olması sebebiyle önem taşımaktadır. 1991-1996 yıllarında
uluslararası kuruluşlar ve büyük şirketlerin yaptırdıkları araştırmalara göre, 2025 yılında
dünya genelinde modern biyokütle ile sağlanacak enerji jeotermal enerjinin 6.4 katı, rüzgar
enerjisinin 2.6-3 katı, güneş enerjisinin 1.6-2.2 katı olacaktır. Görüleceği gibi en büyük pay
modern biyokütleye ayrılmıştır.
Yeryüzündeki petrol kaynaklarının tükenmeye yüz tutmasıyla birlikte petrol dışında
alternatif enerji kaynakları üretme çalışmalarında dünya çapında bir artış gözlenmektedir.
Yaklaşık yirmi yıldır, taşıma sektöründe ihtiyaç duyulan, % 97 sini petrol kaynaklarının
oluşturduğu enerjinin değişik yollardan sağlanması için yeni teknolojiler geliştirilmeye
çalışılmaktadır (Mielenz, 2001). Atık maddelerin enerjiye dönüştürülmesi için yapılan
araştırmalar bu çalışmaların en güncel ve ümit verici örneğidir. Atığın enerjiye
dönüştürüldüğü güvenli ve doğaya zararsız olan bu işlemde kullanılan atığın hacminin
90% oranında azaldığı saptanmıştır (VanWyk, 2001).
1
Karada ve okyanuslarda yıllık fotosentez yoluyla üretilen biokütle 3x1021 joul
değerinde bir enerjiye sahiptir. Bu da insanların tüm dünya çapında harcadıkları yıllık
enerjinin on katıdır (Cowling, 1976). Yeryüzündeki bitki biyokütlesinin bol miktarda
bulunması ve doğal olarak sürekli yenilenmesi selülozun kullanımıyla elde edilecek
kimyasallar üzerindeki ilgiyi artırmıştır (Jeewon, 1997). Odunsu ve lifli bitkilerin
yapısında bulunan lignoselülozun % 45’i selüloz, % 30’u hemiselüloz, % 25’i ise
ligninden oluşur (Wiselogel ve ark, 1996) Hemiselüloz altı karbonlu (D-galaktoz, mannoz)
ve beş karbonlu (D-xylose, L-arabinoz) çok dallı şeker heteropolimerlerinden oluşur.
Lignin ise fenolik karakterde aromatik bir polimerdir. Enzimatik reaksiyonları engellediği
için sellülolitik atıkların mikroorganizmalar tarafından kullanılmadan önce ligninden
arındırılması gerekir (Zaldivar ve ark. 2001).

Selüloz ekosistemdeki karbon döngüsüyle sürekli üretilen ve yeryüzünde miktarı en
fazla olan polisakkarittir. Moleküler ağırlığı 200- 2000 kDa arasındadır. Sayıları 4000 ile
8000 arasında değişen β-1-4 bağlı D-glükoz moleküllerinin oluşturdukları zincirlerin
birbirine paralel plakalar halinde dizilmeleriyle oluşan bu yapının doğadan temizlenmesi
uzun bir süreç gerektirir. Tarımsal atıklar (mısır, buğday gibi bitkilerin sapları, patates ve
pancar gibi bitkilerin kullanılmayan kısımları) ya da belediye atıkları, kağıt atıkları ve
şeker fabrikası atıkları selüloz içeren biyokütle kaynaklarına örnek verilebilir. Selüloz
sellülolitik mikroorganizmalar tarafından karbon kaynağı olarak kullanılarak doğadan
temizlenebilir. Sellülaz enzimi birçok mikroorganizma tarafından üretilir. Bu
mikroorganizmalar arasında sellülolitik termofilik mikroorganizmalar sıcağa dayanıklı
enzimler üretmeleri sebebiyle önem taşırlar. Selüloz enzimlerinin çeşitliliği bakteriye özel
selüloz enzim aktivitelerinin kıyaslanmasını zorlaştırabilir ancak bakteriyel sellülaz
enzimlerinin spesifik aktiviteleri fungal sellülazlardan on kat daha yüksektir. (Himmel ve
ark., 1996).
Termofilik, anaerobik bir bakteri olan Clostridium thermocellum’un sellülolitik
enzim sistemi selülozu parçalayabilen anaerobik bakteriler ve funguslar için model teşkil
etmektedir (Johnson ve ark., 1982). C. thermocellum'un sellülaz enzim sisteminin spesifik
aktivitesi ticari değeri yüksek olduğu bilinen ve yaygın kullanıma sahip bir fungus olan
Trichoderma reseei'nin sellülaz enziminin seksen katıdır (Johnson, 1983). Sellülaz
enzimlerinin spesifik aktiviteleri aktif bölgelerinin yeterliliğine, son ürünlerin
inhibisyonuna ve selülozu dekristalize edebilmelerine bağlıdır. Bu özellikler belirli
sıcaklıklarda çalışılmıştır. Genellikle enzimatik reaksiyonların birçoğu yüksek
sıcaklıklarda difüzyon ve kataliz termodinamiğinden kaynaklanan avantajlardan yararlanır.
Bu yüzden termofilik sellülaz enzimleri ve termofilik sellülolitik bakteriler bu tip
uygulamalarda tercih edilirler (Sheehan ve Himmel, 1999). Üzerinde yapılan çalışmaların
derinliği ve spesifik aktivitesinin yüksek olması sebebiyle C. thermocellum'un sellülaz
enzim sistemi selülozun kimyasal maddelere dönüştürülmesi için fungal sellülazlar yerine
kullanılabilecek uygun bir alternatiftir. C. thermocellum selülozu karbon kaynağı olarak
kullanarak etanol, asetik asit, laktik asit ve hidrojen gazı (H2) üretir.
2
1998 yılında dünyadaki etanol üretiminin 31.2 milyar L civarında olduğu rapor
edilmiştir. Bunun % 7 si sentetik olarak üretilen etanol geri kalanı ise fermentasyonla elde
edilen etanoldür (Berg, 1999). Toplam üretimin 2/3’ünü yakıt olarak kullanılan etanol
oluşturur. Bölgesel üretim karşılaştırılacak olursa Amerika kıtası 20.3, Asya 5.5, Avrupa

4.7, Afrika 0.5 Okyanusya 0.2 milyar L etanol üretir. En fazla etanol üreten ülke
Birezilyadır (13.5 milyar litre). Amerika’nın etanol üretimi 3.9 milyar L dir. Avrupa
Birliği 2 milyar L etanol üretir ancak bunun yalnızca % 5’i yakıt olarak kullanılmaktadır.
Bu üretimin % 30’unu Fransa, %18’ini İngiltere, % 17’sini Almanya ve %9’unu İtalya
gerçekleştirmektedir. İsviçre ise % 0.22 lik bir paya sahiptir (Bothast ve ark., 1999).
Son 20 yılda etanol üretim maliyeti 4 kat düşmüştür. Etanol şu anda benzin ile
karışım olarak kullanılmak için çok uygundur ve birkaç şirket ilk fabrikalarını kurmak için
çalışmalarına başlamışlardır. Ancak etanolün benzin ile yarışabilmesi için daha yeterli bir
etanol üretim prosesine ve ucuz substratların kullanımı gerekmektedir (Zaldivar ve ark,
2001). Daha yüksek seviyede etanol üretimi için lignoselüloz gibi ucuz substratlar
değerlendirilebilir. Tarımsal kaynaklı selülozik atıkların kullanımıyla etanol üretimi daha
ekonomik hale getirildiğinde yakıt kaynaklarının teminindeki sıkıntı hafifleyeceği gibi
tarım sektörüne destek sağlayacak yeni bir pazar da sağlanabilir.
3
Lignoselülozik materyallerin hidrolizinden açığa çıkan şekerlerin fermentasyonunu
yapabilen yeterince mikroorganizma olmaması bu materyalin kullanımını engelleyen ana
faktörlerden biridir. Bazı termofilik bakteriler ve genetik araştırmalar sonucunda elde
edilen bazı suşlar selülozun etanole direk dönüşümünde önemli rol oynarlar (Jeewon,
1997). Optimum üreme sıcaklığı 60 °C olan ılımlı termofilik bakteriler etanol
fermentasyonu konusunda çok sık gündeme gelirler (Camganella ve Wiegel, 1993; Hogsett
ve ark., 1992; Kurose ve Tonomura, 1994; Lamed ve Bayer, 1988). Çünkü termofilik
fermentasyonun birtakım avantajları vardır. Örneğin yüksek sıcaklıklarda ortamda
yoğunluk ve yüzey direnci az, substrat çözünürlüğü ve reaksiyon hızı yüksek, bioreaktör
soğutması ekonomik, kontaminasyon riski düşük, oksijen çözünürlüğü az, ürünün elde
edilmesi kolay, substrat ünitesine düşen ürün üretimi yüksek, ve ürün birimine düşen hücre
miktarı düşüktür. Bakteriyel direk dönüştürme prosesi etanol üretim maliyetini düşürmenin
ümit verici bir yoludur. Bu proseste sellülaz enziminin üretimi ve etanol üretimi aynı
mikrobik bileşim tarafından gerçekleştirilir. Etkili bir direk dönüşüm prosesi için tek ya da
iki organizmanın birleşimiyle oluşan mikrobiyel sistemin aşağıdaki özelliklere sahip
olması gerekir: 1. Yüksek miktarda aktif selüloz ve hemiselüloz enzim sistemi
sentezlemesi 2. selüloz ve hemiselülozdan şeker fermentasyonu yapabilmesi 3. istenen
ürünü istenmeyen diğer yan ürünlerden daha fazla miktarda üretebilmesi ve bu ürünün saf
olarak ayrıştırılabilmesi. Yukarıda belirtilen tüm özelliklere sahip bir mikroorganizma
henüz mevcut değildir.
Termofilik anaerobik ve sellülolitik bakteriler lignoselüloz biyokütlede bulunan
karbonhidratların parçalanması işleminde çok aktiftirler ancak glükozdan etanol üretimi
konusunda S. cerevisiae veya Zymomonas mibilis ile yarışamazlar. S. cerevisiae altı
karbonlu şekerlerin fermentasyonuyla etanol üretiminde yüzyıllardan beri kullanılmaktadır.
Bu mikroorganzima etanole, diğer fermenytasyon yan ürünlerine ve lignoselüloz ve
hidrolizatında bulunan engelleyici maddelere karşı son derece dirençlidir. Bu yüzden
etanol üretim kapasitesi çok yüksektir (Hahn-Hagerdal ve ark, 2001; Olsson ve Hahn-
Hagerdal, 1993). Genellikle S. cerevisiae hücreleri lignosellülozik maddelerin
degredasyonundan açığa çıkan xyloz’un kullanımı konusunda yetersizdirler. Van Zyl ve
arkadaşları (1989) S. cerevisiae ATCC 26602 suşunun D-riboz varlığında xylozu
kullanabildiğini göstermişlerdir.
Termofilik anaerobik sellülolitik bakteri C. thermocellum ve S. cerevisiae nın en
etkili oldukları iki prosesin birleştirildiği bu projede selülozun parçalanmasıyla oluşan
glükozun maya tarafından kullanılmasıyla daha ekonomik bir etanol üretiminin sağlanması
amaçlanmıştır.
4

2. YÖNTEM
2.1. Deneyde Kullanılan Mikroorganizmalar
Bu çalışmada Amerikan Kültür Kolleksiyonu’ndan (American Type Culture
Collection) temin edilmiş olan Clostridium thermocellum ATCC 27405 suşu ve
Saccharomyces cerevisiea 26602 suşu kullanılmıştır. C. thermocellum RM sıvı besiyerine
periyodik olarak ekilmiştir. Uzun süre muhafaza için logaritmik faza kadar üretilen
hücreler % 20 gliserol içeren RM besiyerinde -20 °C de saklanmışlardır.
2.2. Kullanılan Besiyeri
Bakterilerin üretilmesi için RM (Russian Medium) besiyeri kullanılmıştır [Tsoi et
al, 1987]. RM besiyeri 10 g/l karbon kaynağı (selüloz veya selüloz içeren atık maddeler), 2
g/l üre, 2 g/l KH2PO4, 3 g/l K2HPO4, 5 g/l maya özütü, 0,2 g/l MgCl2.6H2O, 0,05 g/l
CaCl2.2H2O, 0,0025 g/l FeSO4.7H2O ve 1 g/l L-Sistin amino asiti içermektedir. Besiyeri
100 ml’lik septum şişelerinde karbon kaynağı (C), üre (RM I), tampon (RM II), maya
özütü (RM III) ve metaller ve sistin (RM IV) olmak üzere beş ayrı bileşen şeklinde
hazırlanıp anaerobik kabinde 15 dakika bekletilerek oksijenden arındırılmışlardır.
121°C’de 15 dakika otoklavlanarak steril edilen besiyerleri hücrelerin üretilmesi için
kullanılmıştır. Besiyerinin oksijenden arındırıldığının anlaşılması için RM II bileşenine 2
ml resazurin (1 g/l) indikatörü eklenmiştir. Anaerobik ortam sağlanması için anaerobik
kabin kullanılmıştır. Kabin atmosferi azot gazı içermektedir.
2.3. Hücrelerin Ekilmesi
Deneye başlanmadan önce hücreler üç gün boyunca RM besiyerinde 55oC’de
karışım gazı içeren anaerobik kabinde üretilmişlerdir. Tüm deneyler aynı şartlarda
hazırlanıp üretilmiş taze kültürden ekim yapılarak başlatılmıştır. Ekim yapmak için steril
enjektörler kullanılmış, 50 ml RM besiyeri içeren 100 ml’lik lastik kapaklı septum
şişelerine 5 ml kültür ekilmiştir. Tüm deneylerde başlangıç kültürü (aşı) miktarı toplam
kültür hacminin 1/11’i olacak şekilde ayarlanmıştır.
5

2.4. Ölçüm Metodları
Glukoz, Sellobiyoz, Etanol, Laktik Asit ve Asetik Asit Miktarının HPLC (High
Pressure Liquid Cromotography) kullanılarak Tespit Edilmesi
Kültür ortamında biriken glukoz ve üretilen etanol miktarları HPLC (Essence
system, Lab Alliance) cihazı kullanılarak ölçülmüştür. HPLC cihazına numune verilmeden
önce 1 ml numune 0.45 μm gözenek genişliğine sahip filtreden süzülmüştür. Süzülen
numune 45°C’de çalışan kolon fırını içine yerleştirilmiş polimer IEXH form 8 μm şeker
kolonu ve 45°C’de çalışan refraktif indeks dedektörü kullanılarak analiz edilmiştir. Mobil
faz olarak 9 mM sülfürik asit çözeltisi kullanılmıştır. Akış hızı 1 ml/dk olarak
ayarlanmıştır. Şekil 2.1’de HPLC analizlerine ait sellobiyoz, glukoz, laktik asit, asetik asit
ve etanol standartlarına ait sinyal pikleri gösterilmiştir.
Şekil 2.1 HPLC analizinde standart sellobiyoz, glukoz, laktik asit, asetik asit ve etanol’e ait
sinyal pikleri.
2.5. Hücre Tutuklamalı Reaktörün Hazırlanışı
Polimerin hazırlanışı
6
Bir biyofilm oluşturmak amacıyla kullanılan polimer 40 ml su, 0.5g
potasyumperoxidisulfat, 5.6 ml styrene, 2.6 ml divynilbenzen ve 1.8 ml span 80
içermektedir. 50 ml lik falkon tüp içerisine 1.8 ml span 80, 5.6 ml styrene ve 2.6 ml
divynil benzen eklenip iyice çalkalanmıştır. Bu karışım üzerine 5 dk boyunca manyetik
karıştırıcıyla karıştırılmış 40 ml %1.25 potasyumperoxidisulfat eklenmiş ve 5 dk boyunca

hızlı bir şekilde çalkalanmıştır. Karışım 5 dk 60 °C’deki etüve dik bir şekilde inkübasyona
bırakılmıştır. 5 dakikada bir etüvden çıkarılan falkon tüp içindeki karışım 2-3 dk hızla
çalkalanmış ve bu işlem 2 defa tekrarlanmıştır. Falkon tüp içerisinde 1 gün bekletilen
polimer daha sonra tüpten çıkarılıp 1 gün 60 °C’de etüvde kurumaya bırakılmıştır.
Kuruyan polimer el ile küçük parçalara ayırılarak elekten geçirilmiştir. 8 mesh
boyutundaki parçacıklar reaktör dolgu maddesi olmak üzere alınmıştır. Reaktör içerisine 8
gr polimer yerleştirildikten sonra reaktörün üst kısmına cam yünü konulmuş ve reaktör
kapatılmıştır. Kapatılan reaktör 121 °C’de 15 dk boyunca otoklavlanarak steril hale
getirilmiştir.
Reaktörün çalıştırılması
Paslanmaz çelikten yapılmış silindirik reaktör 180 ml iç hacim, 4.8 cm iç çap, 10
cm iç yükseklik, 7 cm dolgu maddesi yüksekliğine sahiptir (Şekil 2.2). S.cerevisiae
hücreleri 100 g/l glukoz içeren 1 litre YM besiyerinde 3 gün üretildikten sonra 8 gr
polimerin bulunduğu steril silindirik çelik reaktör içerisine peristaltik pompa (Masterflex,
Cole-Parmer) yardımıyla verilerek polimerik maddeye tutuklanmaları sağlanmıştır. Daha
sonra maya hücrelerinin üremesi için sisteme sırasıyla 20 g/l glukoz içeren YM ve 20 g/l
glukoz içeren RM besiyerleri 1 ml/dk debi ile verilmiştir. Bakteriyel kontaminasyonu
önlemek için besiyerlerine konsantrasyonu 5 μg /l olacak şekilde tetrasiklin ilave
edilmiştir.
7

Şekil 2.2. Polimere tutuklanmış S. cerevisiea hücreleri ile etanol üretmek için kullanılan
Hücre Tutuklamalı Reaktör (Immobilized cell Reactor, ICR)
2.6. Lignoselülozik Kaynakların Asit Hidrolizi
Lignoselülozik kaynak olarak buğday sapları kullanılmıştır. Saplar ince
parçalar halinde kesilmiş ve 55 °C’de 24 saat kurutulmuştur. Kurutulmuş atık
üzerine 14,2 ml/gr lignoselülozik atık olacak şekilde H2SO4 ilave edilmiştir.
Ağızları kapatılan şişeler otoklavlandıktan sonra NaOH ile pH değerleri 5’e
yükseltilmiştir.
2.7. Toplam şeker ve selüloz miktarının tespiti
8
Kültürlerde biriken şeker ve kalan selüloz miktarları fenol sülfürik asit metodu (Dubois ve
ark., 1956) ile tespit edilmiştir. 1 ml hücre kültürü 6500 rpm hızda 5 dakika çöktürüldükten
sonra sıvı kısmı (supernatant) indirgen uçlu şeker miktarının belirlenmesi için, çökelti
(pellet) kısmı ise selüloz miktarının tespiti için kullanılmıştır.

3. YAPILAN ÇALIŞMALAR VE BULGULAR
3.1. Değişik Lignoselülozik Kaynakların C. thermocellum Tarafından
Kullanımı
Projenin bu bölümünde, farklı kağıt atıkları ve tarımsal atıkların termofilik,
selülolitik ve anaerobik bir bakteri olan C. thermocellum un selülolitik kapasitesinden
yararlanılarak parçalanması sağlanmış ve bu parçalanma sonucunda ortamda biriken
glukoz miktarı ve üretilen etanol miktarı ölçülmüştür.
Öncelikle karbon kaynağı olarak 10 g/l olacak şekilde Whatman filtre kağıdı (no:1),
A4 kağıdı, havlu kağıt, pamuk ve selüloz tartılıp hiçbir kimyasal ön işlem yapılmadan
küçük parçalara bölünerek modifiye RM besiyerine eklenmiştir. Hazırlanan besiyerlerine
C. thermocellum hücreleri ekilmiş ve yirmi günlük fermentasyon süresince glukoz
konsantrasyonu ölçülmüştür. Proses sonunda kullanılamayan kağıt kalıntıları kurutulup
tartılarak parçalanan miktarları tespit edilmiştir.
Selülozun doğada en saf halde bulunduğu madde olan pamuk içeren besiyerinde en
yüksek glukoz konsantrasyonuna ulaşılmıştır (9,13 g/l) fakat üretilen etanol miktarında
fazla bir artış görülmemiştir (Şekil 3.1 B). Whatman filtre kağıdında en yüksek glukoz
konsantrasyonu onuncu günde 7,9 g/l olarak ölçülmüştür, etanol miktarı ise 0,5 g/l olarak
tespit edilmiştir. 10g/l selüloz içeren besiyerinde ve havlu kağıt içeren besiyerinde on
beşinci günde sırasıyla 6,4 ve 8 g/l glukoz birikimi olduğu görülmüştür. A4 kağıdının ise
C. thermocellum tarafından parçalanma hızının çok düşük olduğu tespit edilmiştir. Havlu
kağıt içeren besiyerinde asetik asit üretiminde artış görülmüştür beşinci günden itibaren
asetik asit miktarı 1,1 g/l’ ye çıkmıştır. Etanol konsantrasyonu ise on beşinci günde 0,6 g/l’
ye çıkabilmiştir.
9

0
2
4
6
8
10
0 5 10 15 20zaman (gün)
gluk
oz
kons
antra
syon
u (g
/l)
selüloz A4whatman pamukhavlu kağıt
0
0,2
0,4
0,6
0,8
1
0 5 10 15 20zaman (gün)
etan
ol k
onsa
ntra
syon
u (g
/l)selüloz A4whatman pamukhavlu kağıt
(A) (B)
Şekil 3.1. Değişik kağıt atıklarının C. thermocellum tarafından kullanımı sonucu biriken
glukoz miktarı (A) ve etanol üretimi (B)
Yirmi günlük proses sonunda ortamda 0,071 g/l havlu kağıt, 0,05 g/l whatman filtre
kağıdı, 0,09 g/l pamuk, 0,36 g/l A4 ve 0,43 g/l selüloz kullanılmadan kalmıştır. Proses atık
kağıtların ortadan kalıdırılması açısından bakıldığında oldukça başarılıdır.
Çalışmanın ikinci kısmında bitki kalıntılarının C. thermocellum tararfından
kullanımı incelenmiş, selülozik atıkların işlem öncesi kaynatılmasının ve alkali hidrolizine
tabi tutulmalarının degredasyona olan etkisi araştırılmıştır. Tarımsal kaynaklı
lignoselülozik atıklardan; arpa sapı, buğday sapı, sazlık otu, mısır kabuğu, palmiye ağacı
lifi ve barbunya kabuğu C. thermocellum kültürleri için selüloz kaynağı olarak kullanılmış
ve bu atıkların parçalanması sonucu biriken glukoz miktarları tespit edilmiştir.
10
Arpa sapı içeren besiyerlerinde en fazla glukoz konsantrasyonu ön işlem (alkali
hidroliz) görmüş olan numunelerde elde edilmiştir. Alkali hidroliz edilen numunelerdeki
glukoz miktarı onuncu ve on beşinci günler için sırasıyla 4,6 ve 4,1 g/l olmuştur (Şekil 3.2.
A). En yüksek glukoz değeri onuncu günde elde edilmiştir. Kontrole oranla glukoz
konsantrasyonu alkali hidroliz yapılmış numunelerde onuncu günde alınan değerlere göre

% 14 artmıştır. Kaynatılmış numunelerde ilk beş gün içinde glukoz konsantrasyonu artmış
daha sonra düşüş göstermiştir (Şekil 3.2. A).
Etanol üretiminin alkali hidroliz yapılan arpa sapının karbon kaynağı olarak
kullanıldığı kültürlerde daha yüksek olduğu gözlemlenmiş, fermentasyonun onuncu ve on
beşinci günlerinde 0,5 g/l olarak ölçülmüştür (Şekil 3.2. A).
Alkali hidrolizinin buğday sapının parçalanma hızını ve sonuç olarak glukoz
miktarını arttırdığı görülmüştür. Kontrole kıyasla alkali hidrolizine tabi tutulan buğday
saplarını içeren besiyerinde glukoz birikimi %10 oranında artış göstermiştir.
Fermentasyonun beşinci gününde 4,2 g/l glukoz birikimi olmuştur (Şekil 3.2. B). Ayrıca
alkali hidrolizine tabi tutulmuş buğday sapının bulunduğu kültürlerde diğerlerine kıyasla
biraz daha fazla etanol üretimi olmuş ve on beşinci günde 0,5 g/l olarak ölçülmüştür (Şekil
3.2. B).
Alkali hidroliz uygulamasının sazlık otunun hidrolizini kolaylaştırdığı ve glukoz
birikimini arttırdığı gözlemlenmiştir. Bu kültürde onuncu günde 4 g/l glukoz biriktiği
görülmüştür. Fermentasyonun onuncu gününde etanol konsantrasyonu yaklaşık 0,7 g/l’ye
ulaşmıştır (Şekil 3.2. C).
Mısır kabuğu içeren besiyerlerinin tümünde fermentasyonun on beşinci gününde
glukoz konsantrasyonu en yüksek değerine ulaşmıştır. En yüksek glukoz birikimi kontrol
numunesinde gerçekleşmiştir on beşinci günde glukoz miktarı 4,7 g/l olarak ölçülmüştür
(Şekil 3.2. D). Ancak kontrolde etanol üretimi kaynatılmış ve alkali hidroliz uygulanmış
örneklerdekine kıyasla düşüktür.
11

0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynat ılmış (glukozalkali hidroliz (glukoz) kontrol (etanol)kaynat ılmış (etanol) alkali hidroliz (etan
0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynatılmış (glukoz)alkali hidroliz (glukoz) kontrol (etanol)kaynatılmış (etanol) alkali hidroliz (etanol)
(A) (B)
0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynatılmış (glukoz)alkali hidroliz (glukoz) kontrol (etanol)kaynatılmış (etanol) alkali hidroliz (etanol)
0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynatılmış (glukoz)alkali hidroliz (glukoz) kontrol (etanol)kaynatılmış (etanol) alkali hidroliz (etanol)
(C) (D)
Şekil 3.2. Kaynatma ve alkali hidroliz işlemlerinden geçirilmiş tarımsal atıkların C.
thermocellum tarafından kullanımı; glukoz birikimi ve etanol üretimi Arpa sapı (A),
Buğday sapı (B), Sazlık otu (C), Mısır kabuğu (D), Palmiye ağacı lifleri (E), Barbunya
kabuğu (F) (Şekil arka sayfada devam ediyor).
12

0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynatılmış (glukoz)alkali hidroliz (glukoz) kontrol (etanol)kaynatılmış (etanol) alkali hidroliz (etanol)
0
1
2
3
4
5
0 5 10 15 20zaman (gün)
gluk
oz k
onsa
ntra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
etan
ol k
onsa
ntra
syon
u (g
/l)
kontrol (glukoz) kaynatılmış (glukoz)alkali hidroliz (glukoz) kontrol (etanol)kaynatılmış (etanol) alkali hidroliz (etanol)
(E) (F)
Şekil 3.2. Devamı.
Palmiye ağacı lifi için uygulanan ön işlemlerin glukoz birikimi için etkili olmadığı
görülmüştür. Ancak kontrolde hiç etanol üretimi görülmezken alkali hidrolize tabi tutulan
örneklerde etanol konsantrasyonu onuncu günde 0,4 g/l’ye ulaşmıştır (Şekil 3.2. E). En
yüksek glukoz konsatrasyonu onuncu günde kontrol numunesinde 4,4 g/l olarak
ölçülmüştür.
Benzer şekilde barbunya kabuğu için uygulanan ön işlemlerinde glukoz birikimine
faydalı olmadığı görülmüştür. En yüksek glukoz konsantrasyonuna beşinci günde kontrol
numunesinde ulaşılmış ve 4,2 g/l olarak ölçülmüştür. Kaynatma işlemi uygulanan
numunelerde onuncu günde 4 g/l glukoz elde edilmiştir. Uygulanan ön işlemler etanol
konsantrasyonunda da bir artış sağlamamıştır (Şekil 3.2. F)
Bitki kalıntılarının C. thermocellum tararfından parçalanması işlemini özetleyecek
olursak alkali hidrolizi yapılan bitki artıklarının birçoğunun C. thermocellum tarafından
daha kolay kullanıldığını ve bu kültürlerde etanol üretiminin kontrole kıyasla daha yüksek
olduğunu söyleyebiliriz. Alkali hidroliz yöntemi en çok arpa sapında etki göstermiş,
alkali hidrolizinden geçirilen bitki saplarını içeren numunelerde glukoz birikiminin
kontrole oranla %14 arttığı gözlenmiştir. Buğday sapı ve sazlık otu içeren besiyerinde
de alkali hidrolizin etkili olduğu kontrole kıyasla glukoz birikimini %10 ve 15 oranında
arttırdığı görülmüştür.
13

3.2. Farklı Konsantrasyonlarda kağıt ve bitki kalıntısı içeren numunelerde glukoz ve etanol üretimi
Farklı Konsantrasyonlarda kağıt atığı içeren numunelerde glukoz ve etanol üretimi
Çalışmanın bu bölümünde farklı miktarlarda saman kağıdı içeren besiyerlerinde C.
thermocellum hücreleri tarafından kağıt kullanımı incelenmiş, glukoz ve etanol miktarı on
beş günlük fermentasyon sonucunda tespit edilmiştir. Şekil 3.3. A’da görüldüğü gibi en
yüksek glukoz birikimi (4,5 g/l) 30 g/l kağıt içeren kültürde gerçekleşmiştir. Kağıt
miktarının yükseltilmesi glukoz birikiminde bir artışa neden olmuştur ancak bu artış
ortamdaki kağıt miktarı ile doğru orantılı bir artış değildir. Etanol üretimi ise 20 ve 30 g/L
kağıt içeren besiyerlerinde diğerlerine kıyasla daha yüksektir ve yaklaşık 0,45 g/L olarak
ölçülmüştür (Şekil 3.3. B). Proses sonucunda ortamda kalan selüloz miktarı Tablo 2. de
verilmiştir.
00.5
11.5
22.5
33.5
44.5
5
5 10 15 20 30
kağıt miktarları (g/L)
gluk
oz k
onsa
ntra
syon
u (g
/L)
0
0.1
0.2
0.3
0.4
0.5
0.6
5 10 15 20 30
kağıt miktarları (g/L)
gluk
oz k
onsa
ntra
syon
u (g
/L)
(A) (B)
Şekil 3.3. Farklı konsantrasyonlarda kağıt içeren C. thermocellum kültüründe glukoz
birikimi (A), etanol üretimi (B).
14

Tablo. 1. Saman kağıtlarının kullanım sonrası ortamda kalan selüloz miktarı
Kağıt miktarı (g/l) Kalan selüloz miktarı (g/l) 5 0.8 10 4.5 15 9 20 14 30 22
Farklı miktarlarda bitki kalıntısının glukoz ve etanol üretimine olan etkisini
incelemek amacıyla buğday sapı kullanılmıştır. Buğday sapı lignin içeriği yüksek ve zor
parçalanan bir bitki kalıntısıdır. 5, 10, 20, 30, 50 ve 70 g/L alkali hidrolize tabi tutulmuş
buğday parçalarını içeren RM besiyerine üzerine C. thermocellum hücreleri ekilmiş ve 55
°C’de anaerobik kabin içerisinde inkübe edilmiştir. Bu besiyerlerinde glukoz birikiminin
zamana bağlı değişimi Tablo 2 de gösterilmiştir. Şekil 3. 4 te ise bu veriler grafik olarak
gösterilmiştir. Grafiği incelediğimizde en yüksek glukoz miktarı 50 g/L buğday sapı içeren
besiyerinde elde edilmiş ve 6 g/L olarak ölçülmüştür. Besiyerine eklenen bitki
miktarındaki artış glukoz birikimini artırmıştır ancak bu artış çok yüksek seviyelere
çıkmamıştır. 10 g/L bitki kalıntısı içeren besiyerinde 14. günde ölçülen glukoz miktarı 2,7
civarında iken 50 g/L bitki kalıntısı içeren besiyerinde bu miktar 6 g/L olarak ölçülmüştür.
C. thermocellum bakterisi selulozu glukoza parçalarken oluşan glukozun bir kısmını Tablo
3 de görülen asetik asit, laktik asit ve etanol gibi ürünlere dönüştürmektedir. Oluşan glukoz
kullanıldığı için 50 g/L nin altındaki konsantrasyonlarda bitki kalıntısı içeren
besiyerlerinde glukoz miktarında kayda değer bir artış görülmemiştir.
Tablo 2. Farklı miktarlarda bitki kalıntısı içeren besiyerinde zamana bağlı glukoz birirkimi
Farklı Lignoselüloz Konsantrasyonlarında Glukoz Birikimi zaman 5g/l 10g/l 20g/l 30g/l 50g/l 70g/l
0.gün 2,3 2,4 2,9 2,3 2,6 3,0 4.gün 2,4 1,9 2,3 2,1 2,6 2,7 8.gün 2,6 2,6 2,6 2,2 3,3 3,3 14.gün 1,9 2,7 2,7 2,9 6 4,8
15

0
1
2
3
4
5
6
7
0.gün 4.gün 8.gün 14.günzaman
gluk
oz k
onsa
ntra
syon
u (g
/L)..
5g/l 10g/l 20g/l 30g/l 50g/l 70g/l
Şekil 3.4. Farklı miktarlarda bitki kalıntısı içeren besiyerinde zamana bağlı glukoz
birirkimi
Tablo 3. Farklı miktarlarda bitki kalıntısı içeren besiyerlerinde zamana bağlı son ürün miktarları
5g/l 10g/l 20g/l
zaman Laktik asit
Asetik asit
Etanol Laktik asit
Asetik asit
Etanol Laktik asit
Asetik asit
Etanol
0.gün 0 0 0 0 0 0 0 0 0 4.gün 0 0 0 0 0,4 0 0 0 0 8.gün 0 0,3 0,2 0,1 0,5 0,3 0,2 0,5 0,3 14.gün 0,075 0,3 0,3 0,2 0,7 0,4 0,3 0,7 0,4
30g/l 50g/l 70g/l
zaman Laktik asit
Asetik asit
Etanol Laktik asit
Asetik asit
Etanol Laktik asit
Asetik asit
Etanol
0.gün 0 0 0 0 0 0 0 0 0 4.gün 0 0 0 0,1 0,7 0,5 0,1 0,5 0,3 8.gün 0 0,2 0,5 0,1 0,7 0,3 0,1 0,4 0,3 14.gün 0 0,3 0,4 0,1 0,7 0,3 0,1 0,7 0,3
16
Şekil 3.4 te 10 g/L bitki kalıntısı içeren besiyerinde 14. günde elde edilen glukoz
miktarı Şekil 3.1 de 10 g/L selüloz içeren besiyerinde biriken glukoz miktarı ile
karşılaştırılacak olursa biriken glukoz miktarlarında yaklaşık 2.5 g/L lik bir fark olduğu
görülür. Çünkü işlenmiş selüloz bakteri tarafından çok daha kolay parçalanabilmektedir.
Buğday sapı ise ortama herhangi bir enzim ilavesi yapılmaksızın yalnızca bakteriyel
aktivite ile parçalanması zor bir bitki kalıntısıdır. İçeriğinde fazla miktarda lignin olması
parçalanmasını zorlaştırmakta ve içeriğinde bulunan selülozun bakteri tarafından
kullanımını engellemektedir. Bu tip maddeler dışarıdan yapılacak olan lignin parçalayıcı
enzimler ve selülaz enzimi ilavesi ile daha etkin bir şekilde parçalanabilir ve ortamda
biriken glukoz miktarı artırılabilir.
Bitki kalıntısı içeren besiyerlerinde kalan selüloz miktarının tespit edilmesi
Farklı konsantrasyonlarda lignoselülozik madde içeren besiyerlerinin 14 gün
boyunca C. thermocellum hücrelerince kullanımı sonucunda oluşan ürünler ve kullanılan
selülozik madde miktarları Tablo 5 de gösterilmiştir. Deneylerimizde lignoselüloz içeren
madde olarak buğday sapı kalıntıları kullanılmıştır. Literatürde yapılan çalışmalar buğday
çöpündeki toplam selüloz miktarının % 30, hemiselüloz miktarının % 50, lignoselüloz
miktarının ise % 15 olduğunu göstermektedir (Sun ve ark., 2002). Deneyimizde kalan
toplam selülozik madde miktarı proses sonucu ortamda kullanılmadan kalan selülozik
maddelerin kurutulup tartılması ile bulunmuştur. Kalan bu selülozik maddeler
kullanılmayan bitki kalıntıları olup içerik olarak selüloz, hemiselüloz ve lignoselülozdan
oluşmaktadır. Selüloz ve hemiselüloz bakteriler tarafından kolay parçalanan selüloz
kaynaklarıdır. Lignoselüloz ise lignin içermesi nedeniyle zor parçalanmakta ve
kullanılmadan kalmaktadır. Dolayısı ile üretilen tüm ürünler (glukoz selobioz, laktik asit,
asetik asit ve etanol) bitki kalıntısı içinde bulunan selüloz ve hemiselülozun kullanılması
ile üretilmektedirler.
17
Tablodaki değerler incelendiğinde kullanılan selülozik madde miktarı arttıkça
kullanım veriminin düştüğü görülmektedir. 5 g/L lignoselüloz (buğday atığı) ile yapılan
deneyde kullanım verimi selüloz ve hemiselüloz miktarları baz alındığında %94; toplam
selülozik madde miktarı (lignoselüloz dahil) baz alındığında %75 olarak bulunmuştur.
Bitki kalıntısı miktarı 70 g/l ye çıkartıldığında ise ortamdaki toplam selüloz ve
hemiselülozun yeterince kullanılamadığı görülmektedir. Kullanım verimi toplam selülozik

madde miktarı göz önüne alındığında % 15,8 dir. 70 g/l bitki kalıntısının yaklaşık 12,6 g/l
si kullanılabilmiştir, 57,4 g/l sinin kullanılmadan kaldığı gözlemlenmiştir.
Deneylerimizde kullandığımız buğday sapı kalıntılarında bulunan selülozik
maddelerden hemiselüloz ve selülozun özellikle düşük konsantrasyonlarda (5-10 g/l
civarında) verimli bir şekilde kullanıldığı görülmüştür. Bitki kalıntılarına ön arıtma olarak
uyguladığımız alkali hidroliz işleminin de giderimdeki verimin iyi olmasında etkisinin
olduğu görülmüştür. Lignoselüloz içeren atıklara uygulanan alkali hidroliz gibi ön arıtma
işlemlerinin iyileştirilmesi ile -özellikle yüksek miktarlarda bitki kalıntısı kullanılan
proseslerde- selüloz kullanım verimi ve buna bağlı olarak glukoz birikimi ve etanol üretimi
artırılabilir.
3.3. S. cerevisiae kullanılarak biyoetanol üretimi
3.3.1. S. cerevisiae ’nın üreme hızı ve etanol üretimini etkileyen parametrelerin
belirlenmesi
18
Etanol üretimi için en ekonomik besiyerinin seçilmesi amacıyla S. cerevisiae
hücrelerinin dört farklı besiyerinde üreme ve etanol üretimi takip edilmiştir. İçerikleri EK
de verilmiş olan RM, YM, CA ve ZZ besiyerlerinin pH ları 5.5’e ayarlandıktan sonra S.
cerevisiae hücreleri ekilmiş ve 30 oC’de 150 rpm’de çalkalanarak üretilmişlerdir.
Besiyerleri iki farklı glukoz konsantrasyonu kullanılarak hazırlanmış ve S. cerevisiae’nın
bu besiyerlerinde üremesi ve etanol üretimi takip edilmiştir

Şekil 3.5 A, S. cerevisiae’nın 20 g/L glukoz içeren dört farklı besiyerindeki üreme
eğrilerini göstermektedir. En yüksek hücre konsantrasyonuna ZZ besiyerinde ulaşılmıştır.
Şekil 2.1 B’ de görüldüğü gibi bu besiyeri etanol üretimi açısından da diğer besiyerlerine
kıyasla daha verimlidir. RM besiyerinde ise etanol üretimi fermentasyonun ilk gününde 5,8
g/l olarak ölçülmüştür. Glukoz konsantrasyonu 100 g/l ye çıkarıldığında (Şekil 3.6) ise
üreme ve etanol üretiminin zengin bir besiyeri olan YM besiyerinde maksimum seviyelere
ulaştığı görülmüştür.
0
0,5
1
1,5
2
2,5
0 50 100 150
Zaman (saat)
600
nm a
bsor
bans
..
RM YM CA ZZ
01234567
0 50 100 150
Zaman (saat)
Etan
ol (
g/l).
RM YM CA ZZ
(A) (B)
Şekil 3.5 20 g/l glukoz içeren besiyerlerinde S. cerevisiae’nin üremesi (A) ve etanol
üretimi (B)
0
0,5
1
1,5
2
2,5
0 50 100 150
Zaman (saat)
600
nm a
bsor
bans
..
RM YM CA ZZ
05
1015202530354045
0 50 100 150
Zaman (saat)
Etan
ol (g
/l).
RM YM CA ZZ
(A) (B)
19
Şekil 3.6 100 g/l glukoz içeren besiyerlerinde S. cerevisiae’nin üremesi (A) ve etanol
üretimi (B)

En yüksek üreme hızı ve etanol üretimi YM besiyerinde gerçekleşmiştir. Ancak bu
besiyeri zengin bir besiyeridir ve ekonomik değildir. 100 g/L glukoz içeren RM
besiyerinde etanol üretiminin oldukça yüksek olduğu gözlenmiştir (Şekil 3.6 B).
Besiyerleri 20 g/l glukoz konsantrasyonuna sahip olduklarında ise ZZ besiyerinin etanol
üretimi ve üreme hızını artırdığı görülmüştür (Şekil 3.5 A ve B). ZZ besiyeri RM den farklı
olarak daha fazla üre, maya özütü, MgSO4 içermektedir, fosfat konsantrasyonu ise
düşüktür. Ekonomik açıdan değerlendirildiğinde RM besiyeri üretim için daha uygun
görülmektedir. CA besiyerinin ise etanol üretimi açısından diğer besiyerlerine kıyasla
elverişsiz olduğu tespit edilmiştir.
RM besiyerinde bulunan besin maddelerinin konsantrasyonlarının etanol üretimine
olan etkisini incelemek amacıyla fosfat, mineral ve maya özütü değişen
konsantrasyonlarda besiyerine eklenmiş ve S. cerevisiae hücreleri ekilerek üreme ve etanol
üretimi takip edilmiştir. Bunun yanı sıra üç farklı sıcaklık ve üç farklı atmosfer koşulunun
etkisi de incelenmiştir. Çalışmada etkisi incelenen besiyeri bileşen konsantrasyonları ve pH
değerleri Tablo 5’de verilmiştir.
Tablo 5 S. cerevisiae’nin etanol üretimi üzerinde etkisi incelenen besiyeri bileşenlerinin konsantrasyonları ve pH değerleri
Besiyeri bileşeni Etkisi incelenen değerler
Fosfat 0, 5, 10, 32, 50, 100, 200 mM
Maya özütü 1, 3, 5, 10 g/L ticari maya özütü
1, 5, 10 g/L laboratuarda hazırlanmış maya özütü
Mineral Bkz. Tablo 3.2 B
pH 3, 3.5, 4.5, 5, 5.5, 6, 6.5, 7, 7.5, 8
Şeker kaynağı (20 g/L) Glukoz, Ksiloz, Selobioz ve Şekersiz
Glukoz 5, 10, 20, 50, 100, 150,170, 200, 250 g/L
20
Farklı konsantrasyonlarda fosfat ve 100 g/L glukoz içeren RM besiyerinde S.
cerevisiae’nın üremesi ve etanol üretimi izlenmiştir. Şekil 3.7 A ve B‘de fosfat
konsantrasyonunun üreme ve etanol üretimine etkisi görülmektedir. Üremenin 2. gününden
itibaren 0-10 mM aralığındaki fosfat miktarlarında hücre miktarının daha düşük olduğu

gözlemlenmiştir. Etanol üretim hızının 32 mM fosfat içeren besiyerinde (kontrol) diğer
besiyerlerindekine kıyasla daha yüksek olduğu görülmüştür. Bu besiyerinde
fermentasyonun 35. saatinde 32 g/L etanol üretilmiştir. Daha düşük ve daha yüksek fosfat
miktarlarının etanol üretim hızını düşürdüğü görülmektedir. Ancak fermentasyonun ileriki
saatlerine bakıldığında besiyerinde bulunan fosfat miktarının etanol üretimi üzerinde çok
etkili olmadığı görülmektedir. Fermentasyonun 4. ve 5. günlerinde fosfat içermeyen
besiyerinde en yüksek etanol üretimi gerçekleşmiştir.
0
0,5
1
1,5
2
2,5
0 50 100 150Zaman (saat)
600
nm a
bsor
bans
..
0mM 5mM10mM 32mM (Kontrol)50mM 100mM200mM
05
10152025303540
0 50 100 150Zaman (saat)
Etan
ol (g
/L).
0mM 5mM10mM 32mM (Kontrol)50mM 100mM200mM
(A) (B)
Şekil 3.7 Besiyerindeki fosfat konsantrasyonunun S. cerevisiae’nın üreme hızına (A) ve
etanol üretimine (B) etkisi
21
Laboratuarda hazırlanmış maya özütünün etanol üretimi ve üreme üzerine etkisi
ticari maya özütü ile kıyaslanmıştır (Şekil 3.8 A ve B). RM besiyerinde maya hücrelerinin
üremesi için en uygun maya özütü konsantrasyonunun kontroldeki maya özütü miktarıyla
aynı (5 g/l) olduğu görülmüştür. Laboratuar koşullarında hazırladığımız maya özütünü
içeren besiyerinde üreme bulanıklıktan dolayı sağlıklı olarak ölçülememiştir, 0. saatte
alınan numunelerdeki absorbans değerlerinin çok yüksek olduğu Şekil 3.8 A’ da
görülmektedir. Laboratuar koşullarında hazırlanmış maya özütü içeren besiyerinde etanol
üretiminin çok düşük olduğu saptanmıştır. S. cerevisiae hücreleri 5 g/L laboratuarda

hazırlanmış maya özütü içeren besiyerinde fermentasyonun 48. saatinde yaklaşık 28 g/L
etanol üretilebilmişlerdir. Laboratuar koşullarında hazırlanmış maya özütü miktarı 10
g/L’ye çıkartıldığında ise hücreler kontrol besiyerindeki (ticari maya özütü konsantrasyonu
5 g/L) etanol üretim kapasitelerine ulaşabilmişlerdir.
0
0,5
1
1,5
2
2,5
3
0 20 40Zaman (saat)
600
nm a
bsor
bans
..
1g/L Laboratuarda Hazırlanmış Maya Özütü5g/L Laboratuarda Hazırlanmış Maya Özütü10g/l Laboratuarda Hazırlanmış Maya Özütü1g/l Maya Özütü3g/l Maya Özütü5g/L Maya Özütü (Kontrol)10g/l Maya Özütü
05
101520253035
0 20 40 60 80Zaman (saat)
Etan
ol (g
/L).
1g/L Laboratuarda Hazırlanmış Maya Özütü5g/L Laboratuarda Hazırlanmış Maya Özütü10g/l Laboratuarda Hazırlanmış Maya Özütü1g/l Maya Özütü3g/l Maya Özütü5g/L Maya Özütü (Kontrol)10g/l Maya Özütü
(A) (B)
Şekil 3.8. Besiyerindeki ticari ve laboratuarda hazırlanmış maya özütü konsantrasyonunun
S. cerevisiae ‘nın üreme hızına (A) ve etanol üretimine (B) etkisi
Besiyerindeki mineral konsantrasyonlarının etkisini incelemek amacıyla Tablo 6 da
görülen 12 farklı mineral konsantrasyonuna sahip besiyerleri (A-O) hazırlanmış ve maya
hücreleri ile ekim yapılmıştır.
22

Tablo 6. Besiyeri optimizasyonunda incelenen mineral kombinasyonları
Mineral Kombinasyonları (g/l)
Mineraller A B C D E F G H I İ J OFeSO4. 7H2O 0 0,00025 0,025 0,25 0,0025 0,0025 0,0025 0,0025 0,0025 0,0025 0,0025 0
CaCl2. 2H2O 0,05 0,05 0,05 0,05 0,05 0,05 0,05 0 0,05 0,1 0,5 0
MgCl2.6H2O 0,2 0,2 0,2 0,2 0 0,5 1 0,2 0,2 0,2 0,2 0
0
5
10
15
20
25
A B C D E F G H I İ J O
Mineral kombinasyonları
Etan
ol K
onsa
ntra
syon
u (g
/L)..
.
etanol konsantrasyonu
A) B)
Şekil 3.9. Besiyerindeki mineral konsantrasyonunun S. cerevisiae ‘nın üreme hızına (A)
ve etanol üretimine (B) etkisi
Besiyerindeki demir miktarındaki artış maya hücrelerinin etanol üretiminde düşüşe
neden olmuştur (Şekil 3.9. B, Tablo 6 sütun D). Mineral içermeyen besiyerinde (O
kombinasyonu) maya hücrelerinin etanol üretiminin kontroldeki (I kombinasyonu) etanol
üretimi ile aynı seviyelerde olduğu gözlemlenmiştir (Şekil 3.9 B). Bu durumda maya
hücrelerinin etanol üretmek için test edilen minerallerden (Fe+2, Mg+2 ve Ca+2) hiçbirine
ihtiyaç duymadığı söylenebilir. Üreme eğrilerine bakıldığında en yüksek hücre miktarına
demir içermeyen besiyerinde (A kombinasyonu) ulaşılmıştır. Besiyerindeki MgCl2.6H2O
miktarının 0.2 g/L den 0.5 g/L (F kombinasyonu) ye yükseltilmesi üremeye olumsuz etki
etmiştir.
23
0
0,5
1
1,5
2
2,5
0 10 20 30 40 50Zaman (saat)
600
nm a
bsor
bans
.
A B CD E FG H I (Kontrol)İ J O

Besiyerindeki pH değerinin S. cerevisiae’nın üremesi ve etanol üretimi üzerine
etkisini gözlemlemek amacıyla farklı pH değerlerine sahip 100 g/L glukoz içeren RM
besiyerleri kullanılmıştır. Gerçekleştirilen deneyde pH değerleri steril asit (1,2 M HCl) ve
baz (10 M KOH) solusyonları kullanılarak ayarlanmış ve bu besiyerlerindeki üreme ve
etanol üretimindeki farklılıklar izlenmiştir. Sonuçlar Şekil 3.10 A ve B ile gösterilmiştir.
En yüksek üreme hızlarına pH sı 7, 7.5 ve 8 olan besiyerlerinde ulaşılmıştır. En yüksek
etanol üretimi ise pH 6, 7 ve 8 iken gerçekleşmiş ve fermentasyonun ikinci gününde
yaklaşık 34 g/L olarak ölçülmüştür.
0
0,5
1
1,5
2
2,5
0 10 20 30Zaman (saat)
600
nm a
bsor
bans
..
pH 3,5 pH 4,5pH 5 pH 5,5 (Kontrol)pH 6 pH 6,5pH 7 pH 7,5pH 8
0
5
10
15
20
25
30
35
40
3,5 4,5 5 5,5 6 6,5 7 8
pH
Etan
ol K
onsa
ntra
syon
u (g
/L)...
etanol konsantrasyonu
(A) (B)
Şekil 3.10 Besiyeri pH sının S. cerevisiae’nın üreme hızına (A) ve etanol üretimine (B)
etkisi
S. cerevisiae 26602 hücrelerinin selülozik katı atıkların parçalanması sonucu ortaya
çıkan ksiloz ve selobioz gibi şekerleri kullanma kapasitesini araştırmak amacıyla söz
konusu şekerleri içeren RM besiyerlerindeki üreme hızları aynı miktarda glukoz içeren
besiyerindeki üreme hızları ile kıyaslanmıştır. Şekil 3.11’de de görüldüğü gibi ksiloz ve
selobioz hücreler tarafından tercih edilen ve kullanılan şekerler değildir. Bu şekerleri
içeren besiyerinde üremenin sağlıksız olduğu görülmüştür. Karbon kaynağı içermeyen ve
karbon kaynağı olarak selobioz, ksiloz içeren besiyerlerinden alınan örnekler HPLC de
analiz edilmiş ve etanol üretiminin gerçekleşmediği saptanmıştır.
24
(Kontrol)

0
0,5
1
1,5
2
2,5
0 10 20 30 40 50Zaman (saat)
600
nm a
bsor
bans
selobioz ksilozglukoz şekersiz
Şekil 3.11 Farklı şekerler içeren besiyerlerinde S. cerevisiae ‘nın üreme hızları
Etanol üretimini daha ekonomik olarak gerçekleştirmek için oda sıcaklığında
çalkalama olmaksızın yapılan deneylerle kesikli bir sistem için uygun glukoz
konsantrasyonu belirlenmeye çalışılmıştır. 5-250 g/L aralığında glukoz içeren 50 ml’lik
RM besiyerlerinde S. cerevisiae’nın glukoz kullanım ve etanol üretim miktarı
belirlenmiştir. Dört günlük fermentasyon sonucunda yapılan analizler yüksek glukoz
konsantrasyonlarında (175, 243 g/L) glukoz kullanım ve etanol üretim veriminin düşmekte
olduğu (Şekil 3.12 A), üretilen etanol miktarının azaldığı görülmüştür (Şekil 3.12 B).
Glukoz kullanım verimi (%E) ve etanol üretim veriminin (%Ep) hesaplanması için
aşağıdaki eşitlikler kullanılmıştır.
100% ×−
=So
SSo
CCCE (3.1)
100% ×=SoC
PEp (3.2)
%E : Glukoz kullanım verimi, %Ep : Etanol üretim verimi, CSo : Giriş glukoz konsantrasyonu, CS : Çıkış glukoz konsantrasyonu,
25
P : Çıkış etanol konsantrasyonu.

01020304050607080
8 50 123
Glukoz Konsantrasyonu (g/L)
Dör
t Gün
Son
unda
Biri
ken.
.. Et
anol
.Mik
tarı
(g/L
)
Etanol
0
20
40
60
80
100
8 25 96 123 243
Glukoz Konsantrasyonu
Glu
koz
Kul
lanı
m V
erim
i, .E
(%)
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Etan
ol Ü
retim
Ver
imi,
.Ep
(%)
E Ep
(A) (B)
Şekil 3.12 Kesikli sistemde glukoz konsantrasyonunun S. cerevisiae’nın etanol üretimine
(A) ve glukoz kullanım ve etanol üretim verimlerine (B) etkisi
Fiziksel parametrelerin etanol üretimine etkisinin incelenmesi amacıyla S.
cerevisiae hücreleri Tablo 7’te verilmiş olan şartlarda üretilmişlerdir. Değişik atmosfer
koşullarının S. cerevisiae’nın etanol üretimi üzerine herhangi bir etkisinin olmadığı Şekil
3.13 B’de görülmektedir. Yüksek etanol üretimi için 30-37 oC’nin uygun olduğu tespit
edilmiştir. Bu sıcaklıklarda yaklaşık 32 g/L etanol üretilmiştir. Hücrelerin 37 oC’ de
fermentasyonun ileriki saatlerinde parçalandıkları görülmüştür (Şekil 3.14 A). Oda
sıcaklığında ise etanol üretiminin diğer sıcaklıklardaki etanol üretimine kıyasla daha düşük
olduğu gözlenmiştir (Şekil 3.14 B). Oda sıcaklığında etanol üretimi 37 oC’ye kıyasla
fermentasyonun üçüncü gününde % 7 oranında daha düşüktür.
26

Tablo 7 Besiyeri optimizasyonunda etkisi incelenen fiziksel parametreler
Fiziksel Parametreler İncelenen Değerler
Atmosfer gazları Argon, Azot, Karışım (%5 H2, %10 CO2, %85 N2)
Sıcaklık 30 oC, 37 oC, oda sıcaklığı
Çalkalama koşulları 150 rpm’de çalkalamalı ve çalkalamasız
Basınç Basınçlı ve basınçsız
0
0,5
1
1,5
2
0 50 100 150
Zaman (saat)
600
nm a
bsor
bans
..
Argon Azot Karışım (Kontrol)
0
10
20
30
40
50
0 50 100 150
Zaman (saat)
Etan
ol (g
/L).
Argon Azot Karşım (Kontrol)
(A) (B)
Şekil 3.13 Atmosfer koşullarının S. cerevisiae’nın üreme hızına (A) ve etanol üretimine
(B) etkisi
0
0,5
1
1,5
2
0 50 100 150
Zaman (saat)
600
nm a
bsor
bans
..
30 °C (Kontrol) 37 °C
Oda sıcaklığı
01020304050
0 100
Zaman (saat)
Etan
ol (g
/L).
30 °C (Kontrol) 37 °COda sıcaklığı
(A) (B)
Şekil 3.14 Sıcaklığın S. cerevisiae’nın üreme hızına (A) ve etanol üretimine (B) etkisi
27

Şekil 3.15 çalkalamanın maya hücrelerinin üreme ve etanol üretimine etkisini
göstermektedir. Kültürlerin çalkalanması etanol üretimini özellikle fermentasyonun ilk
günlerinde arttırmaktadır. Hücrelerin birbirlerine yapışmamasının ve çökelek
oluşturmamalarının yüksek üretim için gerekli olduğu görülmüştür.
0
0,5
1
1,5
2
2,5
0 20 40 60 80Zaman (saat)
600
nm a
bsor
bans
..
30 °C 150 rpm (Kontrol) 30 °C
05
1015202530354045
0 20 40 60 80 100
Zaman (saat)
Etan
ol (g
/l).
30 °C 150 rpm (Kontrol) 30 °C
(A) (B)
Şekil 3.15 Çalkalama koşullarının S. cerevisiae’nın üreme hızına (A) ve etanol üretimine
(B) etkisi
3.3.2. Saccharomyces cerevisiea 26602 ile hücre tutuklamalı reaktörde etanol üretimi
28
Ucuz ve yenilenebilir substratlardan yüksek etanol verimi almak ve üretim
işleminde enerji ihtiyacını düşürmek alkolik fermentasyon çalışmalarında üzerinde durulan
önemli iki faktördür. Bu amaca ulaşabilmek için sürekli kültür, tutuklanmış hücreler ve
hücrelerin tekrar kullanımı gibi işlemler geliştirilip kullanılmıştır. Tutuklanmış hücrelerin
kullanılması genellikle katalizör aktivitesini iyileştiren bir işlemdir. Bir matrise
tutturulduklarında normal bir süspanse kültürdekinde olduğundan daha yoğun bir hücre
konsantrasyonuna ulaşmak mümkündür. Canlı hücre miktarının artırılması reaktörün
verimini artıran bir etmendir. Bunun yanısıra kütle transferinin iyileştirilmesiyle besinlerin
hücrelere ulaşmasını ve ürün alımını daha etkin hale getirmek amacıyla immobilizasyon
destek matrisi değişik geometrilerde hazırlanabilir. İmmobilize hücreler etanol üretimi için
bir çok araştırmacı tarafından kullanılmıştır (Glazzo ve Bailey 1990; Tyagi ve ark. 1992;

Nolan ve ark 1994; Roca ve ark 1996; Nigam 2000; Najafpour ve ark 2004). Literatür
bilgileri ışığı altında, daha ekonomik ve daha verimli bir etanol üretimi için proje
kapsamında kullanılması düşünülen sürekli kültür ortamı sağlayacak otomatik reaktörler
yerine oda sıcaklığında daha az enerji ile çalışan hücre tutuklamalı bir reaktörün
kullanılmasının daha uygun olacağı düşünülmüştür. Aşağıdaki sonuçlar polimere
tutturulmuş maya hücrelerinin bulunduğu reaktör ile yapılan çalışmalarından elde
edilmiştir.
Reaktör değişik konsantrasyonlarda glukoz içeren RM besiyeri ile farklı akış
hızlarında beslenmiştir. Şekil 3.16 ve 3.17 de görüldüğü gibi reaktöre giren glukoz
konsantrasyonu arttıkça üretilen etanol miktarında da artış gözlemlenmiştir. Besiyerindeki
glukoz konsantrasyonu 250 gr/l olduğunda ise hücrelerin glukozu verimli kullanamadıkları
ve etanol üretim kapasitelerinin de düştüğü görülmüştür. Yüksek glukoz
konsantrasyonlarında ozmotik basınçtan dolayı hücrelerin fizyolojik olarak zarar gördüğü
önceki çalışmalarda (Hartmeier 1972) rapor edilmiştir.
29
020406080
100120140
5 20 100
250
Giriş Glukoz Konsantrasyonu (g/L)
Kul
lanı
lan
Glu
koz
Kon
sant
rasy
onu
(g/L
)
0
5
10
15
20
25
30
Üre
tilen
Eta
nol
Kon
sant
rasy
onu
(g/L
)
kullanılan glukoz üretilen etanol
Şekil 3.16. 1 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı
Şekil 3.17. 2 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı
020406080
100120140160
5 20 100
250
Giriş Glukoz Konsantarsyonları (g/L)
Kul
lanı
lan
Glu
koz
Kon
sant
rasy
onu
(g/L
)
0510152025303540455055
Üre
tilen
Eta
nol
Kon
sant
rasy
onu
(g/L
)
kullanılan glukoz üretilen etanol

Reaktöre gönderilen besiyerindeki glukoz miktarı arttıkça dakikada çıkan etanol
miktarında da bir artış görülmüştür (Şekil 3.16). Ancak yüksek etanol üretiminin yanısıra
glukozun verimli kullanılması da önemli bir faktördür. Reaktörde yapılan deneyler
sonucunda besiyeri düşük akış hızı (1 ml/dk) ile reaktöre verildiğinde glukozun daha
verimli kullanıldığı ve etanol üretim veriminin de daha yüksek olduğu gözlemlenmiştir
(Şekil 3.16, 3.17). Maksimum glukoz tüketim değeri olan % 97,36 değerine besiyerindeki
giriş glukoz konsantrasyonu 100 g/l ve debi 1 ml/dk iken ulaşılmıştır (Şekil 3.16).
Maksimum ethanol üretimi ise (3,72 g/saat) 250 g/l glukoz konsantrasyonuna sahip
besiyeri 2 ml/dk debiyle reaktörden geçtiğinde elde edilmiştir.
Genellikle 30 C de ve 130 rpm hızda 100 g/l glukoz içeren RM besiyerinde kesikli
kültür koşullarında 20. saat sonunda yaklaşık 30-35 g/l etanol elde edilmektedir. Hücre
tutuklamalı reaktörde ise debi 1 ml/dk olduğunda oda sıcaklığında etanol üretimi 50 g/l
civarındadır.
Reaktör düşük glukoz miktarına sahip (5 g/l glukoz içeren) besiyeri ile
beslendiğinde debi arttıkça birim zamanda üretilen etanol miktarı da artmıştır (Şekil 3.18
ve Şekil 3.19) ancak debi 3ml/dk iken verimlilik (g etanol/g kullanılan glukoz) düşmüştür
(Şekil 3.20 ve Şekil 3.21). Reaktör 10 g/l ve 20 g/l glukoz içeren besiyerleri ile
beslendiğinde ise birim zamanda en fazla etanolün 2 ml/dk debide üretildiği görülmüştür
(Şekil 3.20). Verimlilik 10 g/l glukoz içeren besiyeri reaktörden düşük hızla (1 ml/dk)
geçtiğinde en yüksek değerini bulmuştur (% 73,89) (Şekil 3.21).
30
Şekil 3.18. 1,5 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı
Şekil 3.19. 3 ml/dk debide kullanılan glukoz ve üretilen etanol miktarı
02468
10121416
5 10 20
Giriş Glukoz Konsantrasyonu (g/L)
Kul
lanı
lan
Glu
koz
Kon
sant
rasy
onu
(g/L
)
0
2
4
6
8
10
Üre
tilen
Eta
nol
Kon
sant
rasy
onu
(g/L
)
kullanılan glukoz üretilen etanol
05
101520253035
5 10 20 50Giriş Glukoz Konsantrasyonu (g/L)
Kul
lanı
lan
Glu
koz
Kon
sant
rasy
onu
(g/L
)
0
2
4
6
8
10
12Ü
retil
en E
tano
l K
onsa
ntra
syon
u (g
/L)
kullanılan glukoz üretilen etanol
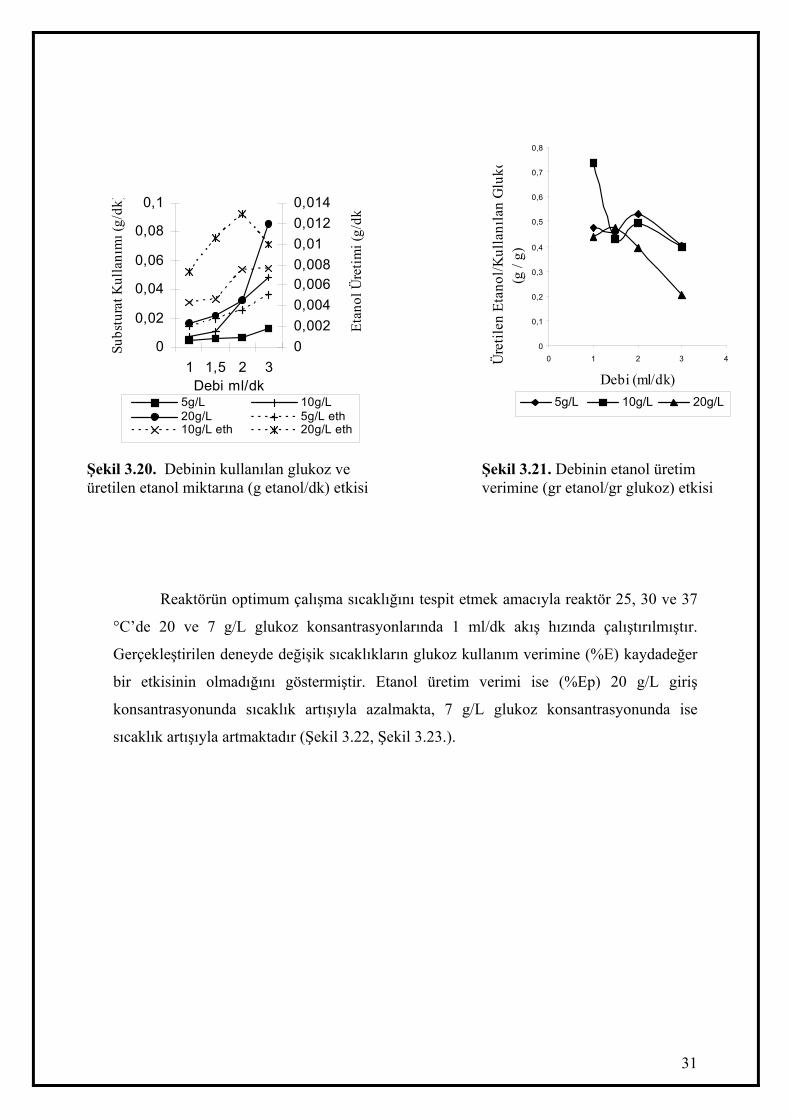
0
0,1
0,2
Reaktörün optimum çalışma sıcaklığını tespit etmek amacıyla reaktör 25, 30 ve 37
°C’de 20 ve 7 g/L glukoz konsantrasyonlarında 1 ml/dk akış hızında çalıştırılmıştır.
Gerçekleştirilen deneyde değişik sıcaklıkların glukoz kullanım verimine (%E) kaydadeğer
bir etkisinin olmadığını göstermiştir. Etanol üretim verimi ise (%Ep) 20 g/L giriş
konsantrasyonunda sıcaklık artışıyla azalmakta, 7 g/L glukoz konsantrasyonunda ise
sıcaklık artışıyla artmaktadır (Şekil 3.22, Şekil 3.23.).
Şekil 3.21. Debinin etanol üretim verimine (gr etanol/gr glukoz) etkisi
Şekil 3.20. Debinin kullanılan glukoz ve üretilen etanol miktarına (g etanol/dk) etkisi
0,l/K 3
0,4
0,5
0,6
0,7
0,8
0 1 2 3 4
Debi (ml/dk)
Üre
tilen
Eta
noul
lanı
lan
Glu
ko(g
/ g)
5g/L 10g/L 20g/L
31
0
0,02
0,04
0,06
0,08
0,1
1 1,5 2 3Debi ml/dk
Subs
tura
t Kul
lanı
mı (
g/dk
)
00,0020,0040,0060,0080,010,0120,014
Etan
ol Ü
retim
i (g/
dk
5g/L 10g/L20g/L 5g/L eth10g/L eth 20g/L eth

0102030405060708090
100
25 C 30 C 37 C
Sıcaklık
%E
ve %
Ep
%E %Ep
Bu çalışmada kullanılan sürekli reaktör içerisinde hücrelerin immobilize edildikleri
polyHIPE polimer materyalinin maya hücrelerinin tutuklanması için son derece verimli bir
matris olduğu saptanmıştır. Polimer matrisinin her gramı başına tutunan hücrelerin kuru
ağırlığı 2 gram olarak hesaplanmıştır. Alınan polimer örneklerinin tarayıcı elektron
mikroskobundan (SEM) alınmış görüntüleri (Şekil 3.24) maya hücrelerinin polimer
yüzeyine yoğun bir şekilde tutunmuş olduklarını göstermektedir.
32
01020304050607080
25 C 30 C 37 C
Sıcaklık
%E
ve %
Ep
%E %Ep
Şekil 3.22. 20 g/L glukoz konsantrasyonunda farklı sıcaklıklarda glukoz kullanım (%E) ve etanol üretim verimleri(%Ep)
Şekil 3.23. 7 g/L glukoz konsantrasyonunda farklı sıcaklıklarda glukoz kullanım (%E) ve etanol üretim verimleri (%Ep)

A
B
C
Şekil 3.24. Dolgu yataklı reaktörde kullanılan polimer ve tutuklanmış maya hücrelerinin SEM görüntüleri: Boş polyHIPE polimer (büyütme gücü 4000 X) (A), maya hücreleri ile kaplanmış polimer yüzeyi (büyütme gücü 2000 X) (B) ve polimer gözeneklerinde tutuklanmış maya hücreleri (büyütme gücü 5000 X) (C)
33

3.3.3. C. thermocellum kültür sıvısında biriken glukozun S. cerevisiae tarafından
kullanılması ve Etanol Üretimi (Kesikli sistem)
10 g/L selüloz içeren RM besiyerinde 14 gün boyunca 55 °C’de üretilmiş C.
thermocellum hücrelerinin selülozu parçalamaları sonucu oluşan glukoz S. cerevisiea
tarafından kullanılmış ve bazı koşullarda yüksek verimde etanol üretimi gerçekleşmiştir.
Anaerobik koşullarda septum şişelerinde üretilen 14 günlük C. thermocellum kültürleri
anaerobik kabın dışına alınarak S. cerevisiea hücreleri ile aşılanmışlar ve 30 °C’de 160 rpm
de çalkalamalı inkübatörde 3 gün boyunca inkübe edilmişlerdir. Aşağıdaki şekillerde
değişik koşullarda üretilmiş olan C. thermocellum kültürlerinde S. cerevisiea tarafından
üretilen etanol miktarları görülmektedir. Şekil 3.25. B de görüldüğü gibi maya hücreleri
en verimli etanol üretimini pH sı 7.5 ve 8 olan C. thermocellum kültüründe
gerçekleştirmişlerdir (50. saatte 3.5 g/l etanol üretimi). Yapılan deneylerde C.
thermocellum kültüründe en yüksek glukoz birikiminin (6 g/l glukoz) besiyeri pH sı 7-
8 iken gerçekleştiği görülmüştür. S. cerevisiae hücreleri pH sı 7.5 ve 8 olan kültür
sıvılarında birikmiş olan glukozu daha verimli kullanıp daha yüksek miktarlarda
etanol üretimi gerçekleştirmişlerdir. Bu kültürlerde maya hücrelerinin ortamda
birikmiş olan glukozu kullanarak gerçekleştirdikleri etanol üretim verimi %50
civarındadır ve bu değer teorik verime çok yakın bir veridir (3,5 g/l etanolün 0,5 g/l
si C. thermocellum tarafından üretilmiştir). C. thermocellum un selülozu parçalaması
sonucu oluşan şeker miktarı 6 g glukoz/10 g seluloz olarak ölçülmüştür. Bu durumda
etanol üretim verimi 3,5 g etanol/10 g selüloz olarak hesaplanmıştır (%35). Ortamda
enzim olmadan elde edilen bu sonuç oldukça yüksek bir değerdir.
34
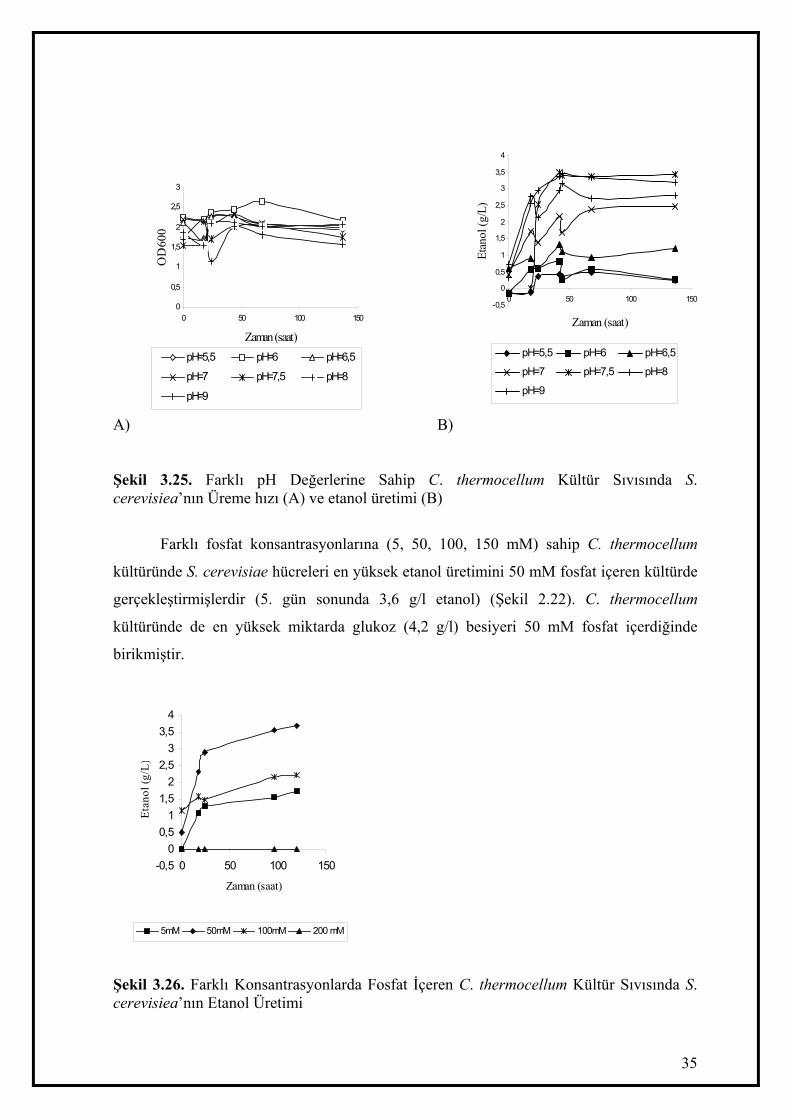
A) B) Şekil 3.25. Farklı pH Değerlerine Sahip C. thermocellum Kültür Sıvısında S. cerevisiea’nın Üreme hızı (A) ve etanol üretimi (B)
Farklı fosfat konsantrasyonlarına (5, 50, 100, 150 mM) sahip C. thermocellum
kültüründe S. cerevisiae hücreleri en yüksek etanol üretimini 50 mM fosfat içeren kültürde
gerçekleştirmişlerdir (5. gün sonunda 3,6 g/l etanol) (Şekil 2.22). C. thermocellum
kültüründe de en yüksek miktarda glukoz (4,2 g/l) besiyeri 50 mM fosfat içerdiğinde
birikmiştir.
Şekil 3.26. Farklı Konsantrasyonlarda Fosfat İçeren C. thermocellum Kültür Sıvısında S. cerevisiea’nın Etanol Üretimi
35
0
0,5
1
1,5
2
2,5
3
0 50 100 150
Zaman (saat)
OD
600
pH=5,5 pH=6 pH=6,5
pH=7 pH=7,5 pH=8
pH=9
-0,5
0
0,5
1
1,5
2
2,5
3
3,5
4
0 50 100 150
Zaman (saat)
Etan
ol (g
/L)
pH=5,5 pH=6 pH=6,5
pH=7 pH=7,5 pH=8
pH=9
-0,50
0,51
1,52
2,53
3,54
0 50 100 150
Zaman (saat)
Etan
ol (g
/L)
5mM 50mM 100mM 200 mM

C. thermocellum hücreleri 10 g/l selüloz içeren 500 ml besiyerinde üretildiğinde
kültürde biriken glukoz miktarı 25. gün sonunda 4.5 g/l olarak ölçülmüştür. Kültür
hacminin 10 kat yükseltilmesi selülozun kullanımını ve buna bağlı olarak glukozun birikim
hızını düşürmüştür. Şekil 3.27 4.5 g/l glukoz içeren C. thermocellum kültür sıvısında S.
cerevisiea hücrelerinin zamana bağlı olarak etanol üretimini göstermektedir. 18. saat
sonunda 1.4 g/l etanol üretilmiş ve etanol miktarı daha sonraki saatlerde artmamıştır. Bu
kültürde başlangıç pH sı 7 dir. Şekil 3.25 B de görüldüğü gibi pH sı 7,5 ve 8 olan C.
thermocellum kültüründe S. cerevisiae hücreleri etanol üretminde daha etkindirler.
0
1
2
3
4
5
0 6 18 21 24
Zaman (saat)
g G
luko
z/L
00,20,40,60,811,21,41,6
g Et
anol
/L
Glukoz Konsantrasyonu (g/L)
Etanol Konsantrasyonu (g/L)
Şekil 3.27. 4.5g/l glukoz birikimine sahip C. thermocellum kültür sıvısında S.
cerevisiea’nın etanol üretimi
3.3.4. C. thermocellum tarafından selülozun parçalanması sonucu üretilen
glukozun kesikli sistemde ve hücre tutuklamalı dolgulu yataklı sürekli
reaktörde maya hücreleri tarafından kullanılması ve etanol üretim veriminin
hesaplanması
36
Çalışmanın bu bölümünde C. thermocellum’un selülozu parçalaması sonucu kültür
ortamında biriken glukozun maya hücreleri tarafından etanol üretimi için kullanım
potansiyeli kesikli sistemde ve maya hücrelerinin tutuklanmış olduğu hücre tutuklamalı
sürekli reaktör sisteminde incelenmiştir.

10 g/L selüloz içeren RM besiyerinde C. thermocellum’un selülozu parçalaması
sonucu biriken glukoz ve üretilen etanolün zamana bağlı değişimi Şekil 3.28 ‘de
verilmiştir.
02468
10
0 5 10 14
Zaman (gün)
Biri
ken
Glu
koz
Kon
sant
rasy
onu
(g/L
).
0
0,2
0,4
0,6
0,8
Biri
ken
Etan
ol
Kon
sant
rasy
onu
(g/L
).glukoz etanol
Şekil 3.28. C. thermocellum kültüründe zamana bağlı glukoz birikimi ve etanol üretimi
37
C. thermocellum 10 g/l selüloz içeren besiyerinde ortalama 7 g/l glukoz
üretmektedir. Çalışmada yaklaşık 7 g/L glukoz içeren C. thermocellum kültürü taze
besiyeri ile karıştırılmadan veya karıştırılarak S. cerevisiae için besin maddesi olarak
kullanılmıştır. Bu deneylerde besiyerlerinin pH sı kontaminasyon riskine karşı 5.5 e
ayarlanmıştır. pH 5.5 te maya hücrelerinin etanol üretimi pH 8 e kıyasla daha düşüktür.
Tablo 8’de farklı oranlarda taze besiyeri ile karıştırılmış C. thermocellum kültür sıvısında
maya hücrelerinin glukoz kullanım verimi ve etanol üretim miktarı verilmiştir (0.5 ml/dk
akış hızında). C. thermocellum kültürü taze besiyeri ile karıştırılmadan veya 1:3 oranında
karıştırılarak S. cerevisiae için besin maddesi olarak kullanılmıştır. C. thermocellum kültür
ortamı glukozun yanı sıra başka yan ürünler ve hücresel atıklar da içermektedir. Bu
nedenle kültür taze besi yeri ile % 25 (% 75 taze besiyeri+ % 25 C. thermocellum kültürü)
oranında karıştırılarak kullanıldığında kesikli sistemde glukoz kullanım verimi % 44’ten %
68’e ve etanol üretimi 1,3 g/L’den 1,44 g/L’ye çıkmıştır. 7 g/L glukoz içeren C.
thermocellum kültürü glukoz miktarı 20 g/L olacak şekilde % 75 taze besiyeri ile
karıştırıldığında glukoz kullanım verimi % 89’a ulaşmıştır. Dolgu yataklı sürekli reaktörde
glukoz kullanım veriminin kesikli sisteme kıyasla daha düşük olduğu ve glukoz kulanım
veriminin ve etanol üretiminin taze besiyeri miktarıyla oldukça ilişkili olduğu görülmüştür.

Taze RM besiyeri içermeyen C. thermocellum kültüründe maya hücrelerinin glukozu
kullanma verimleri %47 iken bu değer 7 g/L glukoz içeren taze RM besiyerinde % 67
olarak bulunmuştur. Yüksek glukoz konsantrasyonunda (20 g/L) bu oran % 78 olarak
hesaplanmıştır. Kesikli sistem çalışmalarında 20 g/L glukoz içeren besiyerinde taze
besiyeri miktarının substurat kullanım verimine olan etkisinin sürekli sistemdekine kıyasla
daha düşük olduğu saptanmıştır.
7 g/L glukoz içeren C. thermocellum kültürünün glukoz miktarı dışardan ticari
glukoz eklemesi yapılarak 20 g/L ye çıkarıldığında (13 g/L glukoz eklemesi
yapıldığında) 5,5 g/L etanol üretimi olmuştur. Bu deneyde ortama eklenen glukozun
%35 lik bir kısmı C. thermocellum un selulozu parçalaması sonucu oluşan glukozdur.
20 g/L ticari glukoz içeren kontrol besiyerinde %18 oranında daha fazla etanol üretimi
olmaktadır (7,3 g/L etanol üretimi).
Yapılan deneyler sonucunda C. thermocellum kültürünün taze besiyeri ile
karıştırıldığında S. cerevisiae tarafından daha verimli bir şekilde kullanıldığı
görülmüştür. Selülozik atıkların parçalanması sonucunda oluşan glukozun biyoetanol
üretiminde değerlendirilmesinin özellikle yüksek ölçekte üretim yapıldığında üretim
maliyetini önemli ölçüde düşüreceği söylenebilir.
Tablo 8. Farklı oranlarda taze besiyeri ile karıştırılmış C. thermocellum kültür sıvısında maya hücrelerinin glukoz kullanım verimi ve etanol üretim miktarı (sürekli reaktörün akış hızı 0.5 ml/dk dır)
Besiyeri
C. thermocellum kültürü : Taze
RM, Glukoz
Konsantrasyonu
Kesikli
Sistemde Glukoz
Kullanım Verimi
(%)
Kesikli
Sistemde Etanol Üretimi
(g/L)
Reaktördeki
Glukoz Kullanım
Verimi (%)
Reaktördeki Çıkış Etanol
Konsantrasyonu (g/L)
Reaktördeki
Etanol Üretkenliği
(g/L.gün)
1 : 0, 7 g/L 44 1,30 47 1,2 17 1 : 3, 7 g/L 68 1,44 48 2,2 31,2 0 : 1, 7 g/L (Kontrol)
81 1,45 67 2 28,4
1 : 3, 20 g/L 89 6,20 78 5,5 78 0 : 1, 20 g/L (Kontrol)
88 5,73 87 7,3 103,6
38
Reaktördeki akış hızının mayanın glukoz kullanım verimine etkisini görmek
amacıyla 7 g/L ve 20 g/L glukoz konsantrasyonlarına sahip RM besiyeri 0,5 ml/dk ve 1
m/dk akış hızlarında reaktörden geçirilmiştir. Deney sonucunda özellikle düşük glukoz
konsantrasyonlarında (7g/L) düşük akış hızının glukoz kullanım vermini düşürdüğü etanol

üretim veriminin ise % 4 oranında arttığı gözlenmiştir (Şekil 3.29). 20 g/L glukoz içeren
besiyerinde ise akış hızı verim üzerinde etkili olmamıştır.
Reaktör 1 ml/dk ve 0.5 ml/dk akış hızlarında çalıştırılmış ve 0.5 ml/dk akış hızında
karışım kültür için (C. thermocellum kültür sıvısı +RM besiyeri) etanol üretimi daha
yüksek ölçülmüştür. 0.5 ml/dk akış hızı için elde edilen sonuçlar Tablo 8 de verilmiştir. C.
thermocellum kültür sıvısının taze besiyeri ile 1:3 oranında karıştırılması sonucu elde
edilen kültür sıvısı reaktörden 1 ml/dk akış hızıyla geçirildiğinde 7 ve 20 g/l glukoz
miktarları için etanol üretimi (reaktördeki çıkış etanol konsantrasyonu (g/L)) sırasıyla 1.8
g/l ve 4.8 g/l olarak ölçülmüştür. Çok daha yüksek akış hızlarında ise glukozun hücrelerle
temas süresi azaldığı için verimli kullanılamamakta ve etanol üretimi düşmektedir.
0102030405060708090
100
7 g/L 0,5 ml/dk
7 g/L 1 ml/dk
20 g/L 0,5 ml/dk
20 g/L 1 ml/dk
Besiyeri Giriş Glukoz Konsantrasyonu ve Akış Hızı
%E ve %Ep Değerleri
%E %Ep
Şekil 3.29. Farklı konsantrasyonlarda glukoz içeren besiyerinde farklı akış hızlarında
reaktör verimi: %E: substrat giderim verimi (% dönüşüm) =100*(Cso-Cs)/Cso; %Ep:
etanol üretim verimi= 100*P/Cso: Cso=başlangıçtaki glukoz miktarı, Cs=kalan glukoz
miktarı.
39
C. thermocellum kültür sıvısının dolgu yataklı sürekli reaktörde etanol üretimi için
kullanılması sonucunda ticari glukoz içeren besiyeri ile elde edilen sonuçlara benzer
sonuçlar elde edilmiştir. Ticari selülozun C. thermocellum tarafından kullanılması
sonucunda ortamda biriken glukoz içerikli kültür 0,5 ml/dk akış hızında reaktörden
geçirildiğinde glukoz kullanım verimi %E, 1 ml/dk akış hızında elde edilen verime kıyasla

daha düşük olmasına karşın etanol üretim verimi %Ep daha yüksektir (Şekil 3.30). 0,5
ml/dk akış hızında 4.5 g/L glukozdan 1,28 g/L etanol üretimi gerçekleşirken, 1 ml/dk
akış hızında 1,1 g/L etanol üretimi olmuştur. 10 g/L buğday sapı içeren C. thermocellum
kültüründe yaklaşık 3 g/L glukoz birikimi olmuş, reaktörün bu kültürle beslenmesi
sonucunda 1 ml/dk akış hızında üretilen etanol miktarı 0,45 g/L olarak ölçülmüştür.
Selülaz enzimi kullanılmadan alkali hidrolize tabi tutulmuş lignoselülozik materyallerin C.
thermocellum hücrelerinin sellülolitik aktivitesi ile parçalanması sonucunda oluşan sıvıda
etanol üretim verimi 4,5 gr etanol/100 gr lignosellülozik materayal (buğday sapı) dir.
Şekilde gösterilen verim değerlerinin hesaplanmasında substrat olarak glukoz miktarı göz
önüne alınmıştır (Tablo 9). Bu düşük değer lignoselülozik atıklardan etanol üretilebilmesi
için ortama düşük miktarda da olsa selülaz enzimi eklenmesinin gerekliliğini ortaya
koymaktadır.
0
10
20
30
40
50
60
C 0,5 ml/dk C 1 ml/dk L 0,5 ml/dk L 1 ml/dk
Farklı Karbon Kaynaklarının Kullanımı Sonucu Elde Edilen Sıvıların Kullanımı ve Akış Hızları
%E
ve %
Ep D
eğer
leri
%E %Ep
Şekil 3.30. Farklı karbon kaynaklarının kullanımı sonucu elde edilen sıvıların farklı akış hızlarında reaktörden geçirilmesi ve verime etkisi: %E: substrat giderim verimi (% dönüşüm) =100*(Cso-Cs)/Cso; %Ep: etanol üretim verimi= 100*P/Cso: Cso=başlangıçtaki glukoz miktarı, Cs=kalan glukoz miktarı. C : 10 g/L ticari selülozdan C. thermocellum un ürettiği şeker içerikli sıvı. L : 10 g/L alkali hidrolize tabi tutulmuş buğday atıklarınından (lignoselüloz) C. thermocellum un ürettiği şeker içerikli sıvı
40

Tablo 9. Dolgu yataklı sürekli reaktörde selüloz ve lignoselüloz içeren C. thermocellum
kültür sıvıları ile etanol üretim verimliliği Etanol üretimi
(g/l) (Sürekli rekatörden çıkış)
% Verimlilik
(g etanol/g seluloz veya lignoseluloz)
Reaktörde
Üretilen Etanol (g etanol/l gün)
C.thermocellum Kültürleri
Glukoz miktarı (g/L)
Etanol miktarı (g/l)
(C.thermocellum kültüründe) 0,5
ml/dk akış hızı
1 ml/dk akış hızı
0,5 ml/dk akış hızı
1 ml/dk akış hızı
0,5 ml/dk akış hızı
1 ml/dk akış hızı
C 4,5 0,203 1,62 1,18 16,2 11,8 11,49 16,74 L 3 0,282 0,31 0,44 3,1 4,4 2,19 6,24 C : 10 g/L ticari selülozdan C. thermocellum un ürettiği şeker içerikli sıvı L : 10 g/L alkali hidrolize tabi tutulmuş buğday atıklarınından (lignoselüloz) C. thermocellum un ürettiği şeker içerikli sıvı
3.4. Selülaz enzimi kullanılarak şeker üretiminin arttırılması
Clostridium thermocellum hücrelerinin 50 g/L glukoz içeren besiyerinde 40 günlük
inkübasyonları sonucunda yaklaşık 14,3 g/L glukoz ürettikleri gözlenmiştir (Tablo 10). 10
ml hacme sahip şişelerde 50 g/L selüloz içeren besiyerinde 14 günlük inkübasyonu
sonucunda C. thermocellum tarafından degredasyon sonucu biriken glukoz yaklaşık 7 g/L
olarak ölçülmüştür. Bu besiyerleri içine konsantrasyonu 20mg/ml olacak şekilde enzim
ilave edilmiş, 55 ve 37 °C’de inkübasyona bırakılarak sıcaklığın enzim aktivitesi
üzerindeki etkileri incelenmiştir. Zamanla glukoz konsantrasyonundaki değişim Şekil
3.31’de gösterilmiştir.
Tablo 10. 50 g/L selüloz içeren besiyerinde C. thermocellum’un glukoz üretiminin
zamanla değişimi
41
Zaman Biriken Glukoz Konsantrasyonu
(g/L)
14. gün 7,05
20. gün 10,30
30. gün 10,98
40. gün 14,34

Tablo 11. Selülaz enziminin selülozdan glukoz birikimine etkisi
Glukoz miktarı % glukoz/gr seluloz
C. thermocellum kültüründe 7 g/l %14
C. thermocellum kültürüne
enzim ilavesinden sonra (20
mg/ml) 37 C de
33 g/l %66
Enzimden kaynaklanan glukoz
birikimi
33-7=26 g/l %52
0
5
10
15
20
25
30
35
0.gün 4.gün 8.gün 14.gün 22.günzaman
gluk
oz k
onsa
ntra
syon
u (g
/L)..
37 C kontrol 37 C enzim 55 C kontrol 55 C enzim
Şekil 3.31. Farklı sıcaklıklarda selülaz enziminin glukoz birikimine etkisinin zamanla
değişimi (0. günde enzim içeren sıvılarda glukoz konsantrasyonu yüksek bulunmuştur.
Enzim ilavesi yapıldıktan sonra numuneler alınmış ve ölçüm yapılana kadar +4 C de
bekletilmişlerdir. Bu geçen sürede enzim aktivite gösterdiği için glukoz miktarında artış
olmuştur.)
42
Enzim ilavesi ile yapılan deneylerde 37 C de 22. günde oluşan glukoz miktarı 33 g/l
olarak ölçülmüştür (33g glukoz/50 g selüloz). Aynı gün 55 C de yapılan deneyde ölçülen
glukoz miktarı ise 25 g/l dir. Şekil 3.31‘e baktığımızda enzimin ilk on gün boyunca 55 C
de daha aktif olduğu ancak daha sonra bu sıcaklıkta aktivite kaybettiği görülmüştür. Enzim
ilavesi selüloz parçalama işlemini kolaylaştırmakta ve daha yüksek miktarlarda şeker

birikimi olmaktadır. Bu deney sonucunda 20 mg/l enzim ilavesinin ticari selülozdan
glukoz üretim verimine olan katkısı %52 olarak hesaplanmıştır (Tablo 11). Kalan %
14 oranındaki glukoz üretimi C. thermocellum hücrelerinin katkısıdır (7 gr glukoz/50
gr selüloz). Deneylerimizde kullanmış olduğumuz enzimin fiyatı gram fiyatı 200 YTL
civarındadır. Bu fiyat enzim yurtdışından çok düşük miktarlarda getirildiği için oldukça
yüksek bir fiyattır. Yüksek ölçekli bir proseste enzim kullanımı artacağından enzimin
ülkemizde üretilip saflaştırılması daha doğru olacaktır. Ancak enzim kullanımı selülozdan
etanol üretim maliyetini artıran bir faktördür. Tabloya bakıldığında mikrobiyel hidroliz ile
birlikte enzim kullanımının yaklaşık %20 oranında düştüğü görülmektedir.
Lignoselülozik atıklardan daha yüksek miktarlarda glukoz elde edebilmek amacıyla
atıklar asit hidrolizine tabi tutulmuş ve bu ön işlem sonrasında 70 g/L lignoselülozdan
15 g/L glukoz üretilebileceği görülmüştür. Elde edilen sıvının glukoz
konsantrasyonunu arttırmak için 10 mg ve 25 mg selülaz enzimi ilave edilmiş ve bir
hafta inkübasyona bırakılmıştır. İnkübasyon sonunda glukoz konsantrasyonları 10
mg selülaz ve 20 mg selülaz içeren hidroliz edilmiş lignoselüloz solusyonlarında
sırasıyla 22 ve 20 g/l değerlerine ulaşmıştır. Selülaz enziminin lignoselülozik maddeleri
parçalama kapasitesinin ticari selüloza kıyasla daha düşük olması şaşırtıcı bir sonuç
değildir. Enzimin düşük aktivite göstermesinin diğer bir nedeni ise hidroliz sonrası
ortamda biriken asit ve bazların oluşturduğu tuzların selülaz enziminin aktivitesinde düşüşe
neden olması olabilir.
3.5. Ön işlem metodlarının kıyaslanması
Asit hidrolizine tabi tutulmuş sıvılardaki glukozun maya hücreleri tarafından
kullanımını incelemek için inkübasyon sonunda şişelerin içerisine katı besiyerinden maya
hücreleri ekimi gerçekleştirilmiş ve günlük olarak örnek alımı yapılmıştır. Numunelerin
ölçümleri sonucunda maya hücrelerinin elde edilen glukozu kullanamadıkları ve etanol
üretimi gerçekleştiremedikleri görülmüştür.
Yapılan deneyler sonucunda alkali hidroliz yönteminin asit hidrolizine kıyasla daha
verimli olduğu görülmüştür. Asit hidroliz yöntemi çevreye ve reaktör tanklarına verdiği
zarar nedeniyle de tercih edilen bir yöntem değildir.
43
Mikrobiyel aktivite ile lignoselülozik materyallerin parçalanması etanol üretiminde
maliyeti düşürmesine rağmen yüksek glukoz eldesi için az miktarda da olsa enzim
44
kullanılması gerekmektedir. Yaptığımız deneyler sonucunda uygulanan ön işlem
metodunun hücre üremesi ve enzim aktivitesi için çok önemli olduğu, asit hidroliz
yönteminin sağlıklı hücre üremesi için ve enzim aktivitesi için uygun olmadığı ortaya
çıkmıştır. Yine alkali hidroliz önişleminden sonra ortama eklenen enzimin aktivite
göstermediği görülmüştür. Lignoselülozik maddelerin buhar gücü ile lif yapısının
zayıflaması sonucu enzimatik hidrolize daha yatkın hale geldikleri bilinmektedir.
Hücre üremesi veya enzim aktivitesine negatif etki etmemesi nedeniyle buhar ile
yapılan önişlem kimyasal maddeler kullanılarak gerçekleştirilen önişlem metodlarına
kıyasla daha etkin bir yöntemdir. Proje çalışması kapsamında lignosellülozik
materyalin buhar ile zayıflatılması için 130 °C otoklavlama yapılmıştır Lignoselülozik
atık olarak deneylerimizde kullandığımız buğday sapları küçük parçalara bölünüp 6 saat
130 C de buharlı ortamda otaklavlanmışlardır. Lignoselülozik materyalin otoklav öncesi,
otoklavdan üç saat ve altı saat sonraki görüntüleri Şekil 3.32’de gösterilmiştir. Bu deneyde
bugday sapları alkali hidroliz işlemine tabi tutulmadan C. thermocellum hücrelerinin
kullanımı için besiyerine eklenmişlerdir. C. thermocellum’un aktivitesi sonucu
ortamda biriken glukoz ve etanol miktarları Tablo 12’ de verilmiştir. Bu solusyon
üzerine enzim ilavesi yapılmış ve bir hafta sonra ortamda biriken glukoz ölçülmüştür.
Glukoz konsantrasyonunun 12,5 g/l değerine yükseldiği görülmüştür. Buğday
saplarının otoklavda buharla eritilmesi sonucunda Şekil 3.32’de görüldüğü gibi kabın
içinde bir miktar sıvı birikmiştir. Bu sıvının da şeker içerebileceği düşünülerek kültür
ortamını hazırlamak için RM besiyeri hazırlamak yerine bu sıvı kültür ortamı olarak
kullanılmıştır. Tablo 12’de görüldüğü gibi 14 günlük inkübasyon sanucunda C.
thermocellum hücreleri 70 g/l buğday sapından 2 g/l glukoz ve 0,8 g/l etanol
üretebilmişlerdir. Otoklavdan sonra lignoselülozik materyalin bulunduğu kap içinde
biriken sıvının besiyeri olarak kullanıldığı kültür ortamında gerçekleşen proses
sonucunda maya hücreleri 7,3 g/l etanol üretmişlerdir. Besiyeri sıvısı olarak RM
besiyerinin kullanıldığı kültürlerde ise etanol miktarı 4,1 g/l olarak ölçülmüştür. Bu
durumda otoklavlanarak yapılan buhar önişleminde lignosellülozik materyalin lif yapısı
parçalanırken bazı şekerlerin açığa çıktığı söylenebilir. Bu bütünleştirilmiş proseste etanol
üretim verimi toplam lignoselülozik madde miktarından elde edilen etanol miktarları göz
önünde bulundurularak hesaplanmıştır ve %10,4 olarak bulunmuştur (7,3 g etanol/70 g
lignoselüloz*100). Buğday sapları yaklaşık %85 oranında selüloz ve hemiselüloz
içermektedir ve bu polimerler C. thermocellum hücrelerinin enzimleri tarafından

parçalanmaktadır. Bu durumda selüloz miktarı başına etanol üretim verimi % 12.3
tür (7,3 g etanol/59 g selülozik materyal*100) C. thermocellum hücrelerinin selülozdan
etanol üretim verimine katkısı % 1.4olarak hesaplanmıştır (0,81 g etanol/59 g *100).
Teorik olarak 2 g glukozdan yaklaşık 1 g etanol üretimi gerçekleştiği kabul edilirse
mikrobiyel hidrolizin bu proseste etanol üretimine katkısı % 24,5 tir (0,808 g etanol +
1 g etanol /7,3 g etanol*100). Bu işlemde etanol üretim veriminin düşük çıkmasının
nedenlerinden biri de ortamdaki buğday sapı miktarının fazla olmasıdır. Prosesin 70 g/l
yerine 20 g/l buğday sapı içermesi durumunda etanol üretim verimi %43’e yükselecektir.
Bu bütünleştirilmiş proseste daha verimli bir buhar önişlemi ve daha yüksek miktarlarda
enzim ilavesi yapılarak etanol üretim verimi % 43 değerlerine yükseltilebilir. Bu işlemde
kullandığımız enzim miktarı 10 mg/60 g selüloz civarındadır.
Otoklavlama işleminden önce 130 C’de 3 saat otoklavdan
sonra 130 C’de 6 saat otoklavdan sonra
Şekil 3.32 Lignoselülozik materyalin (buğday sapı) otoklav öncesi ve otoklavlama
işleminden sonraki görüntüleri
45

Tablo 12. Bütünleştirilmiş proses ile (C. thermocellum + S. cerevisiae) otoklavlama
önişlemine tabi tutulmuş buğday saplarından etanol üretimi
6 saat otoklavlanmış buğday sapları (otoklav sırasında buğday saplarının bulunduğu kabın içinde biriken sıvı kültür ortamı olarak kullanılmıştır)
6 saat otoklavlanmış buğday sapları (distile su ile hazırlanmış RM besiyeri kültür ortamı olarak kullanılmıştır)
İşle
m sı
rası
Proses basamakları
Proses süresi
Glukoz (g/L)
Etanol (g/L)
Glukoz* (g/L)
Etanol (g/L)
0.saat 0,5 - 0,3 - I
C. thermocellum kültürü ile anaerobik kabin içerisinde 55 C’de inkübasyon (kontrol)
14.gün 2 0,808 1,5 0,818
7.gün 1,8 0,412 1,2 0,405 II
7 günlük C. thermocelum kültürlerine 10 mg/ml selülaz enzim ilavesi ve 37 C inkübasyon
14.gün 12,5 0,415 8 0,478
14.gün 12,5 0,415 8 0,478 III
Enzimatik hidroliz sonrası oluşan kültüre S. cerevisiae hücrelerinin ekilmesi ve 30 C’de inkübasyon
15.gün 1 7,280 2,1 4,136
3.6. Karbon Kaynağı Olarak Meyve Atıkları Kullanıldığında S.
cerevisia’nın Etanol Üretimi Meyve atıklarından etanol üretim kapasitesinin araştırılması amacıyla maya hücreleri
rendelenmiş farklı meyve atığı içeren besiyerlerine ekilmiştir. Atıklar besiyerine
konsantrasyonları 10 g/l olacak şekilde eklenmişlerdir. Oda sıcaklığında gerçekleşen
proses sonucunda maya hücrelerinin üretmiş oldukları etanol miktarları Tablo 13’ de
gösterilmiştir.
46

Tablo 13 Meyve Atıklarının Etanol Üretimine Etkisi
0.saat 3. gün Karbon Kaynağı
(10 g/L) Glukoz(g/L) Etanol(g/L) Glukoz(g/L) Etanol(g/L) Armut kabuğu 2,814 - 2,332 1,804 Elma kabuğu 3,295 - 2,271 1,648 Havuç 3,150 - 2,98 1,404 Uzum 4,187 - 2,686 3,101 Pancar 3,256 - 2,517 1,188 Glukoz (kontrol) 7,281 - 2,260 3,335
Tablodan da görüldüğü gibi en yüksek glukoz üzüm atığı içeren besiyerinde ölçülmüş
ve bu besiyerinde 3,1 g/l etanol üretimi olmuştur. Üzüm atıklarının başlangıçtaki glukoz
içerikleri oldukça yüksektir. Teorik olarak 10 g glukozdan üretilecek etanol miktarı 5 g/l
civarındadır. Yapılan çalışmalar şeker içeren meyve atıklarının maya tarafından etanol
üretmek amacıyla etkin bir şekilde kullanılabileceğini göstermektedir. Teorik etanol üretim
verimine yaklaşmak için ortama selülozu glukoz monomerlerine parçalayan selülaz enzimi
eklemek gerekmektedir. Böyle bir prosesten elde edilecek biyoetanolün birim fiyatı
piyasada satılan diğer yakıtlara kıyasla daha yüksek olabilir. Bu durumda enzim miktarının
üretilecek etanol miktarı ile kıyaslanması ve enzim miktarının buna göre belirlenmesi
gerekmektedir.
3.7. Kağıt fabrikası tortu ve likit atıklarının C. thermocellum bakterisi
tarafından parçalanması ve arıtma girişi likit atığın toksik seviyesinin
belirlenmesi
47
Çalışmanın bu bölümünde TOPRAK KAĞIT (Bilecik, Türkiye) fabrikasından
alınan kağıt atığı örneklerinin C. thermocellum hücreleri tarafından kullanımı incelenmiş,
glukoz ve etanol miktarı on beş günlük fermentasyon sonucunda tespit edilmiştir. Alınan
atık örneğinde bulunan selülozun C. thermocellum tarafından kullanımı ve etanol
üretiminin belirlenmesi amacıyla alınan örneklerdeki selüloz miktarı fenol sülfürik asit
metodu ile tespit edilmiştir. Bu yöntem ile kağıt atığı tortu kısmının selüloz içeriği 0,17
g/ml olarak hesaplanmıştır. Likit arıtma girişindeki selluloz 0,007 g/ml, arıtma çıkışı
selüloz konsantrasyonu ise 0 g/ml olarak ölçülmüştür. Kağıt atığı tortu kısmından
selüloz miktarları 5, 10, 20, 30, 50, 100, 150 g/l olacak şekilde alınarak besiyerlerine

eklenmiş, C. thermocellum hücreleri ile ekim yapılmıştır. Şekil 3.33 A’da görüldüğü gibi
en yüksek şeker birikimi (5,9 g/l) 20 g/l kağıt atığı içeren kültürde gerçekleşmiştir. Proses
sonunda kalan selüloz miktarı ise Tablo 3.11. de verilmiştir.
Atık miktarının yükseltilmesi glukoz birikimini arttırmamıştır. Etanol üretimi ise
100 ve 150 g/l kağıt atığı içeren kültürlerde yaklaşık aynı değerlerde olup diğerlerine
kıyasla daha yüksektir. Bu kültürlerde etanol konsantrasyonu 1,3 g/l’ye ulaşmıştır (Şekil
3.33 B)
Hücrelerin üremelerini desteklemek amacıyla kağıt atıkları selüloz ile 1/4, 1/2, 3/4
ve 1/1 oranında karıştırılarak karbon kaynağı miktarı toplam 10 g/l olacak şekilde
besiyerine eklenmiştir. Şekil 3.34 A’da görüldüğü gibi en yüksek parçalanma en fazla
ticari selüloz içeren besiyerinde (kağıt atığı/ticari selüloz: 1/4) gerçekleşmiştir. Bu kültürde
fermentasyon sonuncunda 6 g/l glukoz birikimi olmuştur.
0
2
4
6
8
10
5g/l
10g/l
20g/l
30g/l
50g/l
100g
/l15
0g/l
farklı konsantrasyonlarda kağıt fabrikası atıkları
gluk
oz k
onsa
ntra
syon
u (g
/l)
00,20,40,60,8
11,21,41,6
5g/l
10g/l
20g/l
30g/l
50g/l
100g
/l15
0g/l
farklı konsantrasyonlarda kağıt fabrikası atıkları
etan
ol k
onsa
ntra
syon
u (g
/l)
(A) (B)
48
Şekil 3.33 Farklı konsantrasyonlarda kağıt fabrikası atığı (tortu kısmı) içeren C.
thermocellum kültüründe glukoz birikimi (A), etanol üretimi (B).

02468
10
1/4 1/2 3/4 1
kağıt fabrikası atıklarının ticari selüloz ile karışım oranı
gluk
oz
kons
antra
syon
u (g
/l)
0
0,2
0,4
0,6
0,8
1
1/4 1/2 3/4 1
kağıt fabrikası atıklarının ticari selüloz ile karışım oranı
etan
ol
kons
antra
syon
u (g
/l)
(A) (B) Şekil 3.34 Değişik oranlarda kağıt fabrikası atığı (tortu kısmı) + ticari selüloz içeren C.
thermocellum kültüründe glukoz birikimi (A) ve etanol üretimi (B).
Yalnızca kağıt fabrikası atığı içeren ortamda toplam şeker konsantrasyonu 1/4
oranında kağıt fabrikası atığı içeren ortama göre %94 düşüş göstermiştir. Kağıt fabrikası
içeriğinin yükseltilmesi glukoz birikimini engellerken en yüksek etanol konsantrasyonu
3/4 atık içeren besiyerinde 0,4 g/l olarak belirlenmiştir. Yapılan deneyler sonucunda
kağıt fabrikası atıklarının tortu kısmının ticari seslüloza kıyasla bakteriler tarafından
daha yavaş kullanıldığı, % 100 tortu atık içrene ortamda bakteri üremesinin
yavaşladığı ancak bakterilerin ölmediği görülmüştür.
Şekil 3.33 A ya bakıldığında kağıt atığı konsantrasyonu 20 g/L olacak şekilde
besiyerine eklendiğinde glukoz miktarı 5,9 g/L ye ulaşmıştır. Sonuçlar bize kağıt fabrikası
atıklarının şeker üretimi için kullanılabileceğini göstermektedir. Ancak kağıt atıkları
bakteriler tarafından kullanılsa da saf selüloz kadar kolay parçalanamadıkları da gözden
kaçmamaktadır. Atık miktarının 100 g/L ye çıkartılması bakterilerin üretmiş olduğu etanol
miktarını artırmıştır. Atık miktarının 150 g/L ye çıkartılması bakterilerin üremelerini
engellememiştir. Bu ortamda bakteriler yaklaşık 4 g/L glukoz, 1.3 g/L etanol üretmişlerdir.
49
Fabrikanın likit atıkları ile yapılan çalışmalarda öncelikle arıtma giriş ve
çıkışından alınan likit örneklerdeki selüloz miktarları belirlenmiştir. Bu sıvıların
kaydadeğer seviyede selüloz içermedikleri görülmüştür. Arıtma giriş sıvısındaki selüloz
konsantrasyonu 0,007g/ml, çıkışından alınan sıvıda ise selüloz konsantrasyonu 0 g/ml
olarak bellirlenmiştir. Bu selüloz içerikleri likit kısmın etanol üretimi için gereken şekerin
üretiminde kullanılamayacağını göstermektedir. Likit atığın bakterilere olan toksik
etkisinin olup olmadığının incelenmesi ve bu sıvıların etanol üretim prosesinde
besiyeri hazırlama sıvısı olarak kullanılıp kullanılamayacağının ölçülmesi amacıyla
arıtma giriş ve çıkış likit atıklarının farklı yüzdeleri ile besiyerleri hazırlanmış ve
bakteriler ekilmiştir. Bu besiyerlerine karbon kaynağı olarak 10 g/L olacak şekilde
selüloz eklenmiştir.
Besiyerleri farklı konsantrasyonlarda arıtma giriş ve çıkış likit sıvılarını
içerdiğinden besiyerlerinin kompozisyonları Tablo 14 ile özetlenmiştir. Bu besiyerlerinde
inkübe edilen sıvılarda bakteri hücrelerinin 14 gün sonunda biriktirdikleri glukoz
konsantrasyonları Şekil 3.35’te görülmektedir. Şekilden de alaşılacağı üzere arıtma girişi
sıvılarının inkübasyonundan elde edilen glukoz konsantrasyonları arıtma çıkışı sıvılarına
göre daha yüksektir. Özellikle %100 oranında arıtma çıkışı sıvısı içeren besiyerinde (100
L) glukoz üretimi diğer besiyerlerine oranla oldukça düşüktür (3,95 g/L) . En yüksek
glukoz konsantrasyonu olan 8 g/L değerine %50 arıtma girişi sıvısı içeren besiyerinde
ulaşılmıştır (Şekil 3.35). C. thermocellum hücrelerinin biriktirdikleri glukozdan etanol
üretimi amacıyla glukoz içeren besiyerleri 100 ml lik steril flasklar içerisine aktarılmış ve
üzerlerine maya hücreleri ekilerek 37 C’de inkübe edilmiştir. Maya hücrelerinin 24 saatlik
inlübasyonları sonucunda en yüksek etanol üretim konsantrasyonuna (2,9 g/L) yine %50
oranında arıtma girişi sıvısı içeren besiyerinde ulaşılırken en düşük etanol
konsantrasyonuna (0,9 g/L) benzer şekilde %100 oranında arıtma çıkışı sıvısı içeren
besiyerinde (100 L) ulaşılmıştır. Maya hücrelerinin glukoz tüketim ve etanol üretim
verimleri Şekil 3.36’da görülmektedir.
50

Tablo 14. Besiyerlerinin sıvı kompozisyonu
Besiyeri ismi
Saf su yüzdesi
%
Arıtma giriş
sıvısı yüzdesi
%
Arıtma çıkış
sıvısı yüzdesi
%
0 KONTROL 100 - -
25 L 75 - 25
50 L 50 - 50
75 L 25 - 75
100 L - - 100
25 AG 75 25 -
50 AG 50 50 -
75 AG 25 75 -
100 AG - 100 -
0123456789
0 KONTROL25
L50 L 75 L
100 L
25 AG
50 AG
75 AG
100 A
G
Besiyeri Kompozisyonu
Biri
ken
Glu
koz
Kon
sant
rasy
onu...
(g/L
)
Biriktirilen glukoz konsantrasyonu (g/L)
51
Şekil 3.35. Farklı konsantrasyonlarda arıtma giriş ve çıkış likit atıklarının C. thermocellum
hücrelerinin glukoz birikimi üzerine etkisi.

0
10
20
30
40
50
60
70
0 KONTROL25 L 50 L 75 L
100 L
25 A
G50 A
G75
AG
100 AG
Besiyeri KompozisyonuGlu
koz
Kul
lanı
m v
e Et
anol
Üre
tim....
Ver
imle
ri (%
)
glukoz kullanım verimi etanol üretim verimi
Şekil 3.36. Farklı konsantrasyonlarda arıtma giriş ve çıkış likit atıklarının maya
hücrelerinin glukoz tüketim ve etanol üretim verimleri üzerine etkisi
3.8. Farklı kağıt atıklarından etanol üretimi
3.8.1. Farklı kağıt atıklarının C. thermocellum bakterisi tarafından parçalanması
C. .thermocellum’un değişik kağıtları parçalayabilme özelliğini incelemek amacıyla
bakteri karbon kaynağı olarak kağıt içeren RM besiyerinde üretilmiştir. Şekil 3.37 değişik
kağıt içeriklerinde C. thermocellum’un toplam indirgen uçlu şeker üretimini
göstermektedir. C. thermocellum karbon kaynağı olarak değişik kağıt türlerinden 10 g/l
(whatman filtre kağıdı no:1, A4 kağıdı, koli kağıdı ve gazete kağıdı) ve 2 g/l selüloz
içeren RM besiyerinde 55oC'de üretilmiş ve oluşan şeker miktarı tespit edilmiştir.
Hücrelerin kağıdı parçalamaları zor olduğu için ilk günlerde kolay çoğalabilmelerini
sağlamak amacıyla besiyerine 2 g/l selüloz eklenmiştir. Kontrol yalnızca 2 g/l selüloz
içermektedir.
52

Şekil 3.37. Değişik kağıt içeren besiyerlerinde C. thermocellum’un toplam şeker üretimi
En yüksek şeker üretimi Whatman filtre kağıdı içeren besiyerinde görülmüş ve 5.
gün sonunda 3,5 g/l olarak tespit edilmiştir. A4 ve koli kağıdı içeren besiyerinde ise 10.
gün sonunda 2.4 g/l şeker biriktiği saptanmıştır. Filtre kağıdının yapısı A4 ve koli kağıdına
kıyasla daha az kompakttır bu özelliği ile suda daha kolay çözünebilir ve bakteriler
tarafından daha kolay parçalanabilir.
Değişik kağıt içeriğine sahip besiyerlerinde C. thermocellum’un etanol üretimi
Şekil 3.38’ de görülmektedir. En yüksek etanol üretimi A4 kağıdı içeren besiyerinde 1.5 g/l
olarak ölçülmüştür. Bu sonuçlar kağıt fabrikası atıkları içeren besiyerinde alınan sonuçlarla
kıyaslanacak olursa kağıt fabrikası atıklarının bakteriler tarafından daha düşük bir verimle
kullanıldığı ortaya çıkmaktadır. Şekil 3.39’da da görüldüğü gibi 10 g/l selüloz olacak
şekilde kağıt fabrikası atığı içeren besiyerinde yalnızca 0,3 g/L etanol üretimi
gerçekleşmiştir. Bu durum kağıt fabrikası atıklarının içinde bulunan farklı kimyasal
maddelerden kaynaklanabilir. Kağıt fabrikası tortu atığı bakterilere toksik etki göstermese
bile bakterilerin metabolik faaliyetlerini etkilemektedir.
53

Şekil 3.38. Değişik kağıtlar içeren besiyerlerinde C. thermocellum’un etanol üretimi
Selüloz içeriğine sahip kağıtların kullanımı ticari ve işlenmiş selüloza kıyasla
çok daha zordur. Daha yüksek şeker üretimi için kağıtların çok daha ince parçalara
bölünmesi, buhar ile muamele edilmesi veya kimyasal hidrolize tabi tutulması
gerekmektedir. II: rapor kapsamında yapılan deneyler de göstermiştir ki, buhar ile
muamele ve enzim kullanımı selülozik atıkların daha verimli bir şekilde etanole
dönüştürülebilmesi için kesinlikle gereklidir.
Aşağıdaki deneyde tuvalet kağıdı, saman kağıdı ve kağıt fabrikası atıklarının
bakteri tarafından kullanımı kıyaslanmıştır. Bu amaçla 100 ml anaerobik serum şişeleri
içerisinde yukarıda sıralanan karbon kaynaklarını içeren 50 ml RM besiyeri hazırlanmıştır.
Şişeler içerisinde bulunan 50 ml besiyeri üzerine 5 er ml C. thermocellum kültürü ekilmiş
ve 55 C ‘de anaerobik kabin içerisinde 14 gün boyunca inkübe edilmiştir. İnkübasyon
sonunda besiyerlerinde biriken metabolitlerin konsantrasyonları Şekil 3.39’ da
gösterilmiştir.
54
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
kontrol whatman A4 koli kağıdı gazete kağıdı
etan
ol m
ikta
rı g/
l

00,5
11,5
22,5
33,5
44,5
5
ticari selüloz tuvalet kağıdı saman kağıt kağıt atığı
Karbon kaynağı (10 g/L)
14 g
ün b
oyun
ca b
irike
n m
add
kons
antra
syon
ları..
(g/L
).
glukoz etanol asetik asit laktik asit
Şekil 3.39. Farklı kağıt atıkları içeren besiyerlerinde biriken glukoz ve diğer son ürünlerin
miktarları
Yukarıdaki şekilden de anlaşıldığı üzere en yüksek glukoz birikimi tuvalet kağıdı
içeren besiyerinde gerçekleşmiştir. 14 gün sonunda HPLC ile ölçülen glukoz
konsantrasyonu bu besiyerinde 4,4 g/L olarak ölçülmüştür. Ticari selüloz, tuvalet kağıdı,
saman kağıt ve kağıt atığının karbon kaynağı olarak kullanıldığı besiyerlerinde ise üretilen
glukoz konsantrasyonları sırasıyla 3, 6, 0,4 ve 0,4 g/L dir.
3.8.2. Kağıt Atıklarının parçalanmasından ortaya çıkan sıvıda maya
tarafından etanol üretimi
55
Kağıt fabrikası atıksuyu çökeltisinden elde edilen kağıt atıkları (tortu kısmı)
ve tuvalet kağıdı ufak parçalara ayrıldıktan sonra 10, 20 ve 40 g/L olacak şekilde serum
şişelerine karbon kaynağı olarak konulup standart otoklavlama işlemi gerçekleştirildi.
Otoklavdan çıkarılan şişelere steril 50 ml RM besiyeri ilave edildi ve C. thermocellum
kültürü ile 55 C’de inkübasyona bırakıldı. Besiyerleri yüksek konsantrasyonlarda karbon
kaynağı içerdiklerinden inkübasyon süresi 20 gün olarak belirlendi. 20 günlük inkübasyon
sonrasında şeker ihtiva eden sıvılara Saccharomyces cerevisiae (maya) hücreleri katı
besiyerinden alınarak ekilmiş ve 30 C’de inkübasyona bırakılmıştır. C. thermocellum
hücrelerince biriktirilen glukoz konsantrasyonlarının 20 gün sonundaki değerleri Tablo
15’de görüldüğü gibidir. Maya hücrelerinin biriken glukozu kullanarak etanol üretimini

gerçekleştirmesi sonucunda 24 saat sonunda kalan glukoz ve üretilen etanol
konsantrasyonları Şekil 3.40’da gösterilmiştir.
Tablo 15. C. thermocellum hücrelerince biriktirilen glukoz ve üretilen etanol
konsantrasyonlarının 20 gün sonundaki değerleri
10 g/L
KA
20 g/L
KA
40 g/L
KA
10 g/L
TK
20 g/L
TK
40 g/L
TK
KONTROL
10 g/L
Selüloz
Glukoz
(g/L)
1,7 3,7 7,5 5,3 6,5 4,7 6,7
Etanol
(g/L)
0,37 0,44 0,35 0,30 0,30 0,32 0,30
* KA : Kağıt atığı (tortu kısmı)
** TK : Tuvalet kağıdı
012345678
10 g/L KA 20 g/L KA 40 g/L KA 10 g/L TK 20 g/L TK 40 g/L TK KONTROL10 g/LSelüloz
Karbon kaynakları
Glu
koz
ve e
tano
l ko
nsan
trasy
onla
rı.. (g
/L)
0. sa glukoz 24. sa glukoz 0. sa etanol 24. sa etanol
Şekil 3.40 Maya hücrelerinin 24 saat sonunda ürettikleri etanol ve besiyerinde kalan
glukoz konsantrasyonları
56

Şekil 3.40’ta da görüldüğü gibi C. thermcoellum’un kağıtları kullanması sonucu
biriktirmiş olduğu glukozlar (0. saattaki glukoz miktarları) maya hücreleri tarafından
kullanılarak etanole dönüştürülmüştür. Maya hücreleri en yüksek etanol üretimini 40 g/L
Kağıt atığı ve 20 g/L tuvalet kağıdı içeren besiyerlerinde gerçekleştirmişler ve yaklaşık 3
g/L etanol üretmişlerdir.
Maya hücreleriyle gerçekleştirilen etanol üretiminin ve glukoz kullanımının
verimleri aşağıdaki tabloda özetlenmiştir. Tablo 16’ya bakıldığında 20 g/L kağıt atığı ve 40
g/L tuvalet kağıdı içeren besiyerlerinde üretilen glukozların en verimli şekilde kullanıldığı
görülmektedir. Etanol üretim verimi (%etanol/kağıt) ise 20 ve 40 g/L kağıt atığında
yaklaşık %7.5 olarak hesaplanmıştır. 20 g/L tuvalet kağıdı ise %15 oranında etanole
dönüşmüştür. Bu oranlar dışarıdan enzim eklemeksizin yalnızca bakterilerin aktiviteleri
sonucunda elde edilen oranlardır. Dışarıdan enzim ilavesi atığın biyoetanole
dönüştürülmesinde verimi artıran çok önemli bir etmendir.
Tablo 16. C. thermocellum tarafından biriktirilen glukozun mayalar tarafından kullanımı
ve etanol üretimi
Besiyeri Karbon Kaynağı ve
Konsantrasyonları
Glukoz
Kullanım
Verimi (%)
Glukozdan
Etanol Üretim
verimi (%)
Kağıttan etanol
üretim
verimi(%)
10 g/L Kağıt Atığı 96,7 17 5
20 g/L Kağıt Atığı 97,9 37 7.5
40 g/L Kağıt Atığı 93,3 30,2 7.5
10 g/L Tuvalet Kağıdı 100 35,6 5
20 g/L Tuvalet Kağıdı 92,8 44,4 15
40 g/L Tuvalet Kağıdı 92,6 58,6 7.3
KONTROL 10 g/L Selüloz 86,6 27,7 20
57

Proses sonunda ortamda biriken laktik asit ve asetik asit de endüstriyel önemi olan
yan ürünlerdir. Biriken yan ürünlerin konsantrasyonları aşağıdaki tabloda gösterilmiştir
(Tablo 17).
Tablo 17. Üretilen yan ürünler ve konsantrasyonları
Yan
ürünler
10 g/L
KA
20 g/L
KA
40 g/L
KA
10 g/L
TK
20 g/L
TK
40 g/L
TK
KONTROL
10 g/L
Selüloz
Laktik asit
(g/L)
0,381 0,248
0,770 0,386 0,650 0,416
0,757
Asetik asit
(g/L)
0,476 0,612 0,801 0,203 0,310 0,382 0,464
3.9. Selülolitik etanol üreticisi mikroorganizmaların izolasyonu ve
tanımlanması
Aşağıdaki tabloda proje kapsamında toplanan toprak veya gübre numuneleri ve
yapılan izolasyon çalışmaları sonucunda elde edilen kültürlerdeki selüloz kullanımı
gösterilmiştir. 96 numuneden 24’ünde selüloz kullanımı gözlemlenmiştir (Tablo 18).
Ancak bu karışık kültürlerin çoğu laboratuar ortamında hazırlanan besiyerinde sağlıklı
üreme gösteremedikleri ölmüşlerdir. Doğadan izole edilen bakterilerin çoğu
deneylerimizde kullandığımız RM besiyeri içeriğinden daha fazlasına (örneğin toprakta
bulunan bazı maddeler ve mineralller gibi) hatta simbiyotik bir şekilde yaşadıkları diğer
mikroorrganizmaların aktivitelerine ihtiyaç duymaktadırlar. Literatürde toprakta yaşayan
bakterilerin yalnızca %1 lik bir kısmının laboratuar ortamında kültüre alınabildiği rapor
edilmektedir (Reina ve Meier, 2002). Taze besiyerine transfer tekrarlandıkça Tablo 18’de
görülen birçok yabanıl bakterinin ortam şartlarına uyum sağlayamadığı ve üreyemedikleri
tespit edilmiştir.
58

Tablo 18. Kültürler, kaynakları ve selüloz kullanım kapasiteleri
59
Kültür no Kaynak
Selüloz kullanımı
Kültür 1 Toprak, Kara Mustafa Alışveriş Merkezi Karşısı Termal Bölge (Bursa)
+
Kültür 2 Toprak, Sapanca Göl Kenarı - Kültür 3 Kara Mustafa Termal (Bursa) - Kültür 4 Toprak, Kara Mustafa (Bursa) -
Kültür 5 Toprak, Kara Mustafa Alışveriş Merkezi Karşısı Termal Bölge (Bursa)
+
Kültür 6 Toprak, Kara Mustafa Alışveriş Merkezi Karşısı Termal Bölge (Bursa)
+
Kültür 7 Toprak, Kara Mustafa Alışveriş Merkezi Karşısı Toprak, Termal Bölge (Bursa)
-
Kültür 8 Toprak, Çekirge (Bursa) - Kültür 9 Kaynarca Hamam Artezyen (70°C) (Bursa) +
Kültür 10 Termal Çekirge Kaynak (Hüsnü Güzel Otel) Vakıfbahçe Memba (Bursa)
-
kültür 11 Toprak, Butal tesisi yanı (Bursa) - kültür 12 Toprak, Butal tesisi yanı (Bursa) - kültür 13 Toprak, Gemlik (Bursa) - kültür 14 Toprak, Gemlik (Bursa) - kültür 15 Toprak, Gemlik (Bursa) + kültür 16 Toprak, Önder Plaza Önü(1) (Yalova) - kültür 17 Yüksek Sitesi İnşaat Toprağı (Yalova) - kültür 18 Toprak, Önder Plaza Önü(2) (Yalova) - kültür 19 Toprak, Aydın Sitesi Önü (Yalova) - kültür 20 Toprak, Kaplıca (Afyon) - kültür 21 Toprak, Kaplıca Dışı (Afyon) - kültür 22 Toprak, Maşukiye - kültür 23 Toprak, örneği (Afyon) + kültür 24 Toprak, örneği (Antalya) + kültür 25 Toprak, Yuvacık (İzmit) - kültür 26 Toramanlar Koyun Gübresi (İzmit) - kültür 27 İnek Gübresi, Camili Köyü, (Adapazarı) - kültür 28 Toprak, Şile (1) (İstanbul) - kültür 29 Toprak, Şile (2) (İstanbul) + kültür 30 Toprak, Kaynarca (Adapazarı) - kültür 31 Toprak, (Adapazarı) - kültür 32 Toprak, Altınova - kültür 33 Toprak, (Yalova) - kültür 34 Toprak, Zonguldak - kültür 35 Kandıra Manda Gübresi - kültür 36 Toprak, Devrek (Zonguldak) - kültür 37 Toprak, Akyazı (Adapazarı) - kültür 38 Toprak (Karabük) - kültür 39 Koyun Gübresi Bozcaada (Çanakkale) +
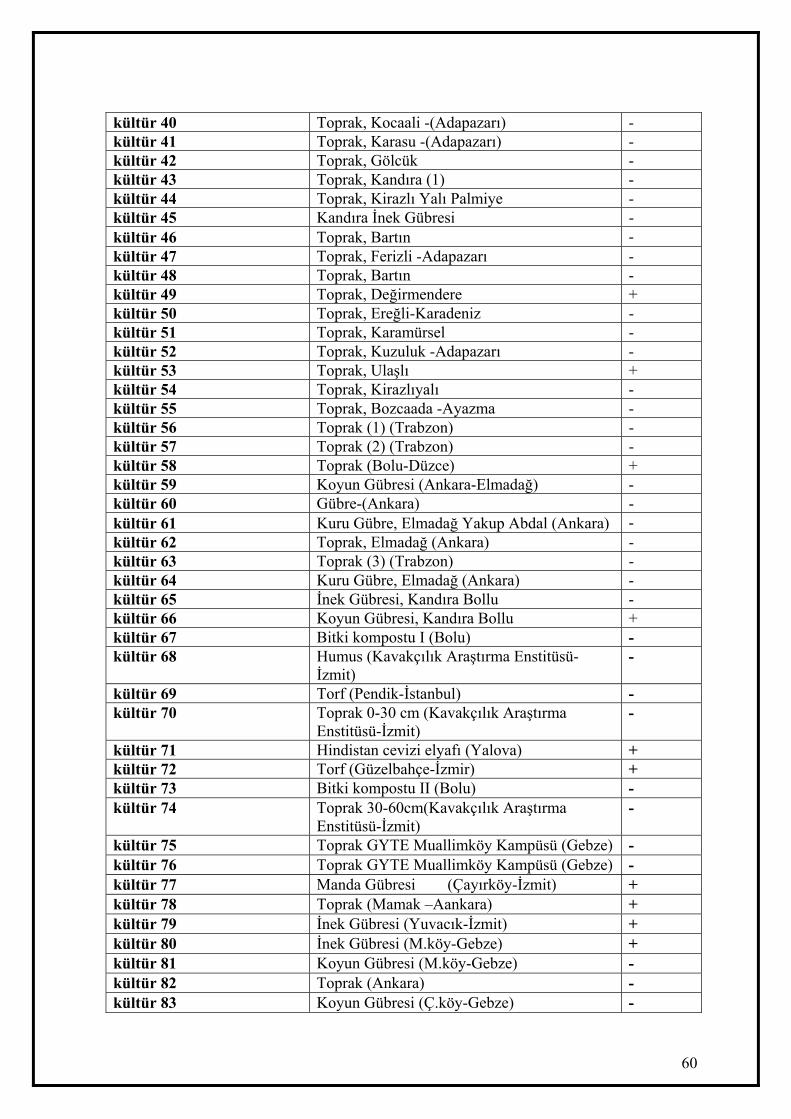
60
kültür 40 Toprak, Kocaali -(Adapazarı) - kültür 41 Toprak, Karasu -(Adapazarı) - kültür 42 Toprak, Gölcük - kültür 43 Toprak, Kandıra (1) - kültür 44 Toprak, Kirazlı Yalı Palmiye - kültür 45 Kandıra İnek Gübresi - kültür 46 Toprak, Bartın - kültür 47 Toprak, Ferizli -Adapazarı - kültür 48 Toprak, Bartın - kültür 49 Toprak, Değirmendere + kültür 50 Toprak, Ereğli-Karadeniz - kültür 51 Toprak, Karamürsel - kültür 52 Toprak, Kuzuluk -Adapazarı - kültür 53 Toprak, Ulaşlı + kültür 54 Toprak, Kirazlıyalı - kültür 55 Toprak, Bozcaada -Ayazma - kültür 56 Toprak (1) (Trabzon) - kültür 57 Toprak (2) (Trabzon) - kültür 58 Toprak (Bolu-Düzce) + kültür 59 Koyun Gübresi (Ankara-Elmadağ) - kültür 60 Gübre-(Ankara) - kültür 61 Kuru Gübre, Elmadağ Yakup Abdal (Ankara) - kültür 62 Toprak, Elmadağ (Ankara) - kültür 63 Toprak (3) (Trabzon) - kültür 64 Kuru Gübre, Elmadağ (Ankara) - kültür 65 İnek Gübresi, Kandıra Bollu - kültür 66 Koyun Gübresi, Kandıra Bollu + kültür 67 Bitki kompostu I (Bolu) - kültür 68 Humus (Kavakçılık Araştırma Enstitüsü-
İzmit) -
kültür 69 Torf (Pendik-İstanbul) - kültür 70 Toprak 0-30 cm (Kavakçılık Araştırma
Enstitüsü-İzmit) -
kültür 71 Hindistan cevizi elyafı (Yalova) + kültür 72 Torf (Güzelbahçe-İzmir) + kültür 73 Bitki kompostu II (Bolu) - kültür 74 Toprak 30-60cm(Kavakçılık Araştırma
Enstitüsü-İzmit) -
kültür 75 Toprak GYTE Muallimköy Kampüsü (Gebze) - kültür 76 Toprak GYTE Muallimköy Kampüsü (Gebze) - kültür 77 Manda Gübresi (Çayırköy-İzmit) + kültür 78 Toprak (Mamak –Aankara) + kültür 79 İnek Gübresi (Yuvacık-İzmit) + kültür 80 İnek Gübresi (M.köy-Gebze) + kültür 81 Koyun Gübresi (M.köy-Gebze) - kültür 82 Toprak (Ankara) - kültür 83 Koyun Gübresi (Ç.köy-Gebze) -

kültür 84 Koyun Gübresi (Mamak–Ankara) - kültür 85 İnek Gübresi (Yakacık-Ankara) - kültür 86 Koyun Gübresi (Yakacık-Ankara) + kültür 87 İnek Gübresi (Ağrı) - kültür 88 İnek Gübresi (Ardahan) + kültür 89 İnek Gübresi (Tokat) + kültür 90 İnek Gübresi (Niksar-Tokat) + kültür 91 İnek Gübresi (Sivas) - kültür 92 İnek Gübresi (Kars) + kültür 93 İnek Gübresi (Muş) - kültür 94 İnek Gübresi (Eezurum) - kültür 95 İnek Gübresi (Giresun) - kültür 96 İnek Gübresi (Afyon) -
Selüloz kullanımı görülen ve yaşayan bakteri kültürlerinden 10 g/l selüloz içeren 5
ml RM besiyerine 1 ml ekim yapılarak 20 gün boyunca 55 °C de üretilmişlerdir.
Kültürlerin selüloz kullanım oranı, üretilen etanol ve diğer yan ürünlerin miktarları ayrıca
ortamda biriken toplam şeker ve glukoz miktarları Tablo 19’de verilmiştir. Elde edilen
bakteri kültürlerinden bazıları etanol üretimi ve selüloz kullanımı açısından C.
thermocellum 27405 suşundan daha aktif görünmektedir. Proje kapsamında özellikle
selülaz aktivitesi ve alkol üretim kapasitesi yüksek olan izolatlar üzerinde durulmuş, düşük
aktivite gösteren, hiç aktivite göstermeyen veya zamanla transfer edildikçe üreme
kabiliyetini kaybeden izolatların hücresel özellikleri incelenmemiştir.
Proje kapsamında yapılan çalışmalar kağıt veya bitki kalıntılarının etanole
dönüştürülmesinde selülolitik etanol üreticisi mikroorganizmaların kullanılabileceğini
göstermektedir. Doğadan bakteri izolasyou yapılmasının temel amacı yüksek selulaz enzim
aktivitesine ve yüksek etanol üretim kapasitesine sahip mikroorganizmaların bulunmasıdır.
Çünkü bu tip mikroorganizmalar selülozik maddelerin biyoetanol üretiminde
değerlendirilmesine yönelik endüstriyel proseslerde kullanılabilme potansiyeline
sahiptirler. Bu nedenle bizim proje kapsamındaki tanımlama çalışmalarımız genel
karakterizasyon seviyesindedir. Amacımız endüstriyel kullanımı olabilecek izolatların
temel özelliklerinin belirlenmesidir. Cins ve tür isimlerinin belirlendiği identifikasyon yani
kimlik belirleme işlemi ise çok daha kapsamlı ve detaylı karakterizasyon ve tanımlama
çalışmalarını içermektedir (biyokimyasal testler ve gen seviyesinde karakterizasyon gibi).
Elimizdeki bakterileri tanımlamak için kullandığımız yöntemler ve elde edilen sonuçlar
aşağıda verilmiştir.
61

Tablo 19. Selüloz parçalayabilen kültürlerde glukoz birikimi ve fermentasyon son ürünleri
Glukoz (g/L)
Etanol (g/L)
Laktik Asit(g/L)
Selobioz (g/L)
Asetik asit(g/L)
Toplam Şeker (g/L)*10
Kalan Selüloz (g/L)
kültür 1 4,5 2,64 0,11 0,43 - 7,8 1,1 kültür 15 2,5 2,87 0,07 - 1,69 1,3 0,2 kültür 23 2,3 2,02 1,19 0,06 0,44 2,8 0,3 kültür 24 0,1 2,03 0,21 - 1,60 5,2 0,2 kültür 29 4,3 2,09 0,1 0,01 0,94 7,2 1,7 kültür 39 3,6 1,95 0,21 0,20 0,99 8,3 1,1 kültür 49 2,5 1,74 0,08 - 1,77 6,6 0,2 kültür 71 2,4 1,85 0,37 - 1,14 9,2 0,2 kültür 53 3,1 2,26 0,07 0,05 1,17 7,9 1,1 kültür 58 2,2 3,07 0,21 - 1,10 7,7 0,21 kültür 6 2,2 1,94 - 0,01 1,57 12,9 0,18 kültür 66 2,1 1,78 0,66 - 1,85 12,6 0,21 kültür 9 2,7 0,34 - 0,99 0,87 8,7 0,9 C.t. 6 2,65 - 0,28 0,12 6,9 2,1
İzole edilen bakterilerin tanımlanması amacıyla kullandıkları substrat ve
ürettikleri ürünler HPLC cihazı kullanılarak ölçülmüştür. Tablo 19 da görülen
termofilik izolatların ürettikleri son ürünlere bakıldığında endüstriyel bir suş olan C.
thermocellum 27405 ile benzer oldukları görülmektedir. Test edilen on üç kültür selüloz
kullanımı açısından C. thermocellum’dan daha aktif görülmektedirler (Tablo 19). Etanol
üretim kapasitesi C. thermocellum’dan daha yüksek olan kültürler ise 58 ve 15 numaralı
kültürlerdir. Bu bakteri kültürlerinden Yalova’dan alınmış olan Hindistan cevizi
elyafından ön zenginleştirme yapılmış olan 71 numaralı bakteri kültürü ve Bursa
Kara Mustafa Alışveriş Merkezi Karşısı Termal Bölgeden alınan toprak örneğinden
ön zenginleştirme yapılmış olan 6 numaralı bakteri kültüründe selüloz kullanımı
sonucu biriken şeker miktarı oldukça yüksek bulunmuştur.
62
İzolasyonu yapılan bir suşun birçok özelliği geniş bir bakteri grubunun özellikleri
ile çakışıyorsa farklı tanımlama yöntemleri kullanılarak eleme yapılması ve bakterinin ait
olduğu doğru türün belirlenmesi gerekir. Farklı yöntem ve gereçler gerketiren ve pahalı bir
tanımlama yöntemi olan genetik tanımlama teknikleri DNA dizi analizi ve DNA’nın belirli
enzimlerle kesilmesi sonucu ortaya çıkan bantların kıyaslanması gibi yöntemleri
içermektedir. Proje çerçevesinde sahip olduğumuz laboratuar imkanları da dikkate alınarak
elde ettiğimiz bakteriler metabolik özelliklerine (ürettikleri ürünler, sahip oldukları

enzimler, aerobik veya anaerobik olmaları, üreme sıcaklıkları), hücresel yapılarına
(mikroskop altında gözlemlenen hücrelerin büyüklükleri, şekilleri ve hareketlilikleri),
sporlanma özelliklerine bakılarak tanımlanmışlardır. Tablo 19’a bakıldığında bu türlerin
çoğunluğu (23 numaralı kültür hariç) düşük miktarda laktik asit üretirken asetik asit
üretimleri oldukça yüksektir. Bu özellik C. thermocellum bakterisinin temel metabolik
özelliklerinden biridir. C. thermocellum’un diğer özellikleri ise sporlanması ve kısa
çubuksu yapıda hücrelerinin olmasıdır. Ayrıca selüloz parçacıkları üzerine yapışan
hücreler parçalanma sırasında sarı bir madde oluştururlar. Yapılan mikroskobik
incelemeler sonucunda 51 ve 6 numaralı izolatların çubuksu hücre yapısına sahip
sporlanan bakteriler olduğu görülmüştür. Bunun yanı sıra laktikasit/asetik asit oranları çok
düşüktür ve hücreler selüloz parçacıklarına yapışarak sarı madde üretmektedirler.
Literatürde 55-60 °C’de üreyebilen, anaerobik, selülolitik etanol üreticisi türler arasında C.
thermocellum, Thermoanaerobacterium brooki, Clostridium thermohydrosulfiricum ve
Moorella thermoacetica türleri sayılmaktadır. T. brooki bakterisi metabolizması yüksek
laktik asit/asetik asit oranı ile dikkat çekmektedir (Lamed ve Zeikus, 1980). M.
thermoasetica ise selüloz yüzeyine yapışmadan, enzimlerini kültür sıvısına salgılamak
suretiyle selülozu parçalamaktadırlar. Bu özellikleri dikkate alındığında elimizdeki 71 ve 6
nolu bakterilerin C. thermocellum türü bakterilere benzer özellikler gösterdikleri
söylenebilir. 23 numaralı izolat metabolik özellikleri ile daha çok T. brooki’ye
benzemektedir (yüksek laktik asit üretimi). 58 ve 15 nolu kültürler ise sporlanma özelliğine
sahip olmadıkları için Clostridium cinsi bakteriler değildirler. Sporlanamayan bakteriler
endüstriyel kullanıma uygun değildirler çünkü uzun süre kültürde bekledikleri zaman spor
oluşaturamayan hücreler ölürler ve sürekli -20 C’de saklanan gliserol stoğundan
bakterilerin alınarak tekrar ekim yapması gerekir. Bu da endüstriyel bir proses için bir
dezavantajdır. Tablo 19 da verilen diğer izolatlar besiyerinde bulunan sülfatı kullanarak
demirsulfit oluşturmuşlardır (besiyerinde siyah çökelek oluşumu). C.
thermohydrosulfiricum optimum üreme sıcaklığı 68 C olan, ancak 40 C’ye kadar üreme
gösterebilen, sülfürü kullanabilen anaerobik termofilik bir etanol üreticisidir. (Wiegel ve
ark. 1979). Sülfür metabolizmasına sahip izolatların C. thermohydrosulfiricum olma
olasılığı vardır. C. thermocellum kültüründe demir, sulfürle birleşerek çökmez ve siyah
presipitasyon gözlemlenmez.
63
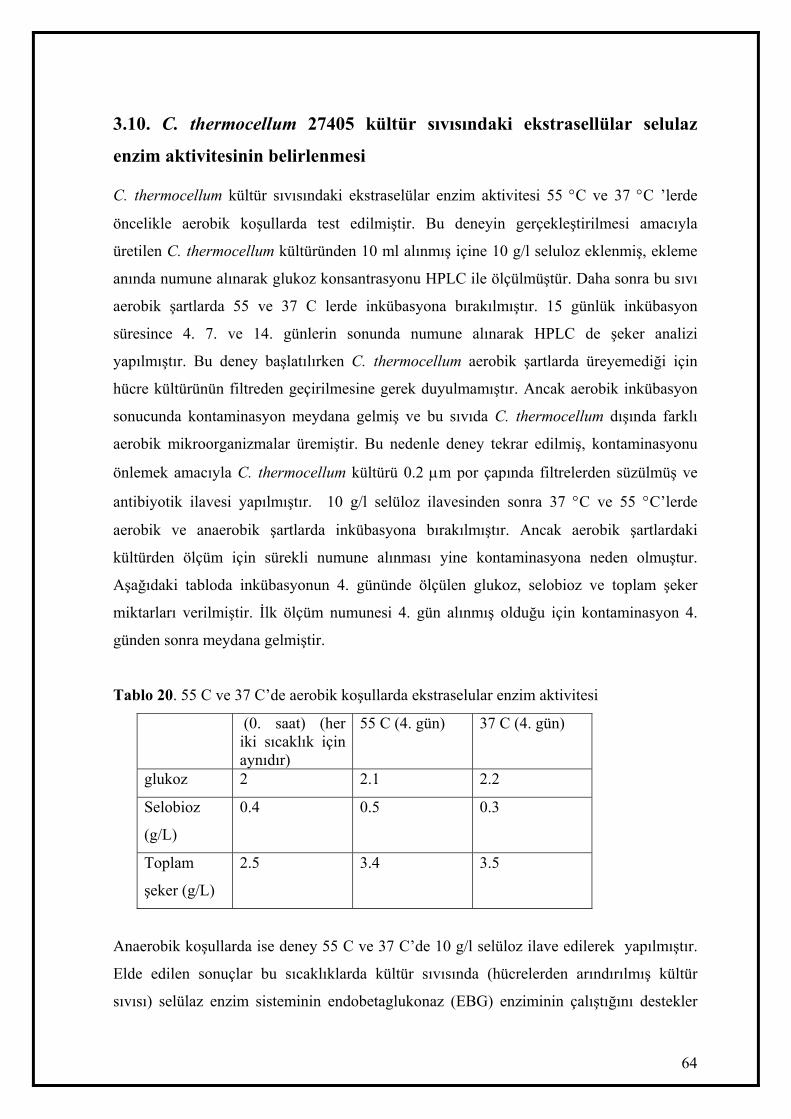
3.10. C. thermocellum 27405 kültür sıvısındaki ekstrasellülar selulaz
enzim aktivitesinin belirlenmesi
C. thermocellum kültür sıvısındaki ekstraselülar enzim aktivitesi 55 °C ve 37 °C ’lerde
öncelikle aerobik koşullarda test edilmiştir. Bu deneyin gerçekleştirilmesi amacıyla
üretilen C. thermocellum kültüründen 10 ml alınmış içine 10 g/l seluloz eklenmiş, ekleme
anında numune alınarak glukoz konsantrasyonu HPLC ile ölçülmüştür. Daha sonra bu sıvı
aerobik şartlarda 55 ve 37 C lerde inkübasyona bırakılmıştır. 15 günlük inkübasyon
süresince 4. 7. ve 14. günlerin sonunda numune alınarak HPLC de şeker analizi
yapılmıştır. Bu deney başlatılırken C. thermocellum aerobik şartlarda üreyemediği için
hücre kültürünün filtreden geçirilmesine gerek duyulmamıştır. Ancak aerobik inkübasyon
sonucunda kontaminasyon meydana gelmiş ve bu sıvıda C. thermocellum dışında farklı
aerobik mikroorganizmalar üremiştir. Bu nedenle deney tekrar edilmiş, kontaminasyonu
önlemek amacıyla C. thermocellum kültürü 0.2 μm por çapında filtrelerden süzülmüş ve
antibiyotik ilavesi yapılmıştır. 10 g/l selüloz ilavesinden sonra 37 °C ve 55 °C’lerde
aerobik ve anaerobik şartlarda inkübasyona bırakılmıştır. Ancak aerobik şartlardaki
kültürden ölçüm için sürekli numune alınması yine kontaminasyona neden olmuştur.
Aşağıdaki tabloda inkübasyonun 4. gününde ölçülen glukoz, selobioz ve toplam şeker
miktarları verilmiştir. İlk ölçüm numunesi 4. gün alınmış olduğu için kontaminasyon 4.
günden sonra meydana gelmiştir.
Tablo 20. 55 C ve 37 C’de aerobik koşullarda ekstraselular enzim aktivitesi
(0. saat) (her iki sıcaklık için aynıdır)
55 C (4. gün) 37 C (4. gün)
glukoz 2 2.1 2.2
Selobioz
(g/L)
0.4 0.5 0.3
Toplam
şeker (g/L)
2.5 3.4 3.5
64
Anaerobik koşullarda ise deney 55 C ve 37 C’de 10 g/l selüloz ilave edilerek yapılmıştır.
Elde edilen sonuçlar bu sıcaklıklarda kültür sıvısında (hücrelerden arındırılmış kültür
sıvısı) selülaz enzim sisteminin endobetaglukonaz (EBG) enziminin çalıştığını destekler

niteliktedir; yani glukoz ve selobioz miktarında bir artış olmazken toplam şeker miktarı
artmıştır. Bu sonucun alınmasının en önemli nedenlerinden biri C. thermocellum
hücrelerinin selulaz enzim sistemlerinin çoğunluğunun hücre yüzeyine yapışık olması
olabilir. Kültür hücrelerden arındırıldığında sıvı kısımda kalan ekstraselülar selülaz
enzimlerinin miktarı selülozun parçalanması için yeterli olmayabilir. Bunun yanı sıra
genellikle hücre yüzeyinden ayrılıp sıvıya karışan enzimler yaşlı hücrelerin enzimleridir.
Bilindiği gibi enzimler biyolojik yapılardır ve kullanım ömürleri kısıtlıdır. Yapılan
deneyler sonucunda glukoz ve selobioz miktarında değişim gözlenmemesi nedeniyle
şekilde gösterilmiş olan sellobiohidrolaz (CBH) ve beta glukosidaz (bu enzimler selülaz
enzim sisteminin üyeleridir) enzimlerinin C. thermocellum hücrelerinin yüzeyinde iken
daha aktif olduğu ve kültür sıvısına bırakılmış olan enzimlerinin aktivite göstermediği
düşünülmüştür. Ancak toplam şeker miktarındaki artış (toplam şekerler 3 ve daha fazla
glukoz monomerinden oluşan diğer şekerleri de içermektedir) uzun selüloz zincirlerini
rastgele parçalayan endobetaglukonaz (EBG) enzimlerinin kültür sıvısına bırakıldıklarında
da aktivite gösterdiğine işaret etmektedir.
65
Hem selüloz hem de kağıt parçaları ile 37 °C de ve anerobik koşullarda
gerçekleştirdiğimiz deneyde de benzer bulgular elde edilmiştir. Bu deneyde 5 gün 55 °C
de anaerobik kabin içinde üretilen C. thermocellum kültüründen belli miktarlarda alınarak
anaerobik koşullarda ve 37 °C selüloz parçalanması ve şeker birikimi bir hafta süreyle
incelenmiştir. Selobioz, glukoz ve toplam şeker miktarlarına yalnızca kültür sıvısı, kültür
sıvısı + 10 g/l selüloz ve kültür sıvısı + 10 g/l kağıt içeren üç farklı koşulda bakılmıştır. 37
°C de olabilecek herhangi bir bakteriyel kontaminasyonu engellemek amacıyla kültür
sıvısına 100 μg/ml olacak şekilde amfisilin eklenmiştir. Şekil 3.42 de de görüldüğü gibi üç
farklı koşulda da glukoz ve selobioz miktarlarında kaydadeğer bir artış gözlenmemiştir.
Ancak toplam şeker miktarları 2,4 g/l iken yedinci gün sonunda 3 g/l nin üzerine çıkmıştır.
Toplam şeker miktarındaki artış bize ortamda bulunan selülozik maddenin kültür
sıvısında bulunan selülaz enzim aktivitesi ile daha küçük şekerlere parçalandığını
göstermektedir. 37 °C de hücre üremesi olmadığı için şeker miktarındaki bu artış
ortamda önceden üretilmiş olan enzimlerin aktivitesinden kaynaklanmaktadır.
Ancak glukoz ve selobioz miktarlarının değişmemesi yukarıda da açıklanmış olduğu
gibi C. thermocellum selülaz enzim sisteminin yalnızca bazı üyelerinin 37 °C de aktif
olduğunu göstermektedir. Selulolitik bakterilerde selülozun parçalanmasında görev alan
enzimler Şekil 3.41 de gösterilmiştir. Ortamda bulunan selülolitik maddeler endo beta 1,4

glukanaz (EBG) enzim aktivitesi ile parçalanmıştır. Glukoz miktarında ve selobioz
miktarında bir artış gözlemlenmemesi kültür sıvısında bulunan selobiohidrolaz ve
beta glukosidaz enzimlerinin 37 °C de uzun süre aktif olmadığı fikrini
doğurmaktadır.
Şekil 3.41. C. thermocellum selülaz enzim sistemi
0
0,5
1
1,5
2
2,5
3
3,5
4
selob glu
toplam
şeke
rse
lob glu
toplam
şeke
rse
lob glu
toplam
şeke
r
0. gün 5. gün7. gün
Kültür sıvısı Kültür sıvısı Kültür sıvısı + + 10 g/l selüloz 10 g/l kağıt Şekil 3.42 37 °C de C. thermocellum kültür sıvısındaki selulolitik aktivite
66

4. TARTIŞMA/SONUÇ
Dünya çapında yılda yaklaşık 1,3×1010 milyon ton bitki atığı üretilmektedir
(Demain ve ark., 2005). Bu bitki kalıntılarının ve diğer selülozik atıkların hidrolizi ve
biyoetanol gibi endüstriyel ürünlere dönüştürülmesi büyük bir ekonomik potansiyele
sahiptir. Ayrıca, lignoselülozik atıkların biyoetanol üretiminde kullanımı fosil yakıtlara
olan bağımlılığı azaltacak olması nedeniyle çevrenin korunmasında da pozitif etki
yaratacaktır.
Bugün biyoetanol büyük çapta şeker pancarı veya nişasta açısından zengin
materyallerden üretilmektedir. Eğer tarımsal yan ürünler ham madde olarak kullanılabilirse
hem biyoetanol üretimi için ham madde miktarı artacak hem de maliyeti düşürecektir.
Ancak biyoetanolün lignoselülozik ham maddelerden üretimi şeker ve nişastadan üretimine
kıyasla çok daha zordur. Lignoselülozun monomerik şekerlere dönüştürülmesi birkaç
proses içermektedir. Lignoselülozik materyal buharla muamele edildikten sonra enzimatik
hidroliz ile ortamda bulunan selüloz molekülleri monomer şekerlere parçalanır (Ohgren ve
ark., 2006) ve bu şekerler daha sonra etanol üretimi için kullanılır. Enzimatik hidroliz
dışarıdan selülaz enzimi eklenerek veya selülolitik bir mikroorganizma kullanılarak
gerçekleştirilebilir (Haan ve ark., 2006).
Maya hücrelerinin şeker pancarı ve mısır ve buğday nişastasından etanol üretim
kapasitesi çok yüksektir. Bol miktarda üretilen buğday ve mısır gibi bitkilerin sap ve koçan
kısımlarının değerlendirilmesi etanol üretim sektörüne ekonomik olarak büyük katkı
sağlayacak olması nedeniyle tüm dünya ülkeleri tarafından önem verilen bir konu haline
gelmiştir. Öyle ki artık biyodizel veya biyoetanol üretimi için özel bitki yetiştirilmesi
amacıyla boş arazilerin değerlendirilmeye alınması sözkonusudur.
67
Bu proje kapsamında termofilik anaerobik selüloz parçalayabilen ve etanol üretim
kapasitesine sahip bir bakteri olan C. thermocellum’un selülozdan ve selüloz içeren bazı
atıklardan (kağıt sanayinden artan kağıt elyafı (tortusu), buğday, mısır ve diğer bitkilerin
sap kısımları gibi) glukoz üretebilme kapasitesi incelenmiştir. Dünya çapında atıklardan
biyoetanol üretimi yapan tesislerde lignoselüloz içeren atıkların şekere dönüştürülmesi için
selülaz enzimi kullanılmaktadır. Selülaz enzimi üretim maliyeti yüksek bir enzimdir.
Mikrobiyel degredasyonda selüloz bakterilerin kültür içinde üretmiş oldukları enzimler ile
parçalanırlar. Mikrobiyel degredasyon enzim aşamasından önce veya sonra enzim
maliyetini düşürmek amacıyla ara basamak amacıyla kullanılabilir. Proje kapsamında

yapmış olduğumuz çalışmalar sonucunda mikrobiyel degredasyonun enzim kullanımı ve
etanol üretimine olan katkıları tespit edilmiştir.
Etanol üretim maliyetinin geniş bir kısmını selülaz enziminin üretim maliyeti
oluşturur. Bu yüzden selülaz enzimini daha ucuz üretmenin yolları araştırılmaktadır
[Szijarto ve ark., 2004]. Saddler ve Mes-Hartree’nin 1984 yılında aspenağacının buhar
gücü ile küçük parçalara ayrılmasından sonra Trichoderma ve Clostridium thermocellum
tarafından selülaz enzimi üretmek için substrat olarak kullanılabilme kapasitelerini
ölçmüşlerdir. Bu suşların aspenağacını kullanabildiklerini ve selülaz enzimi ürettiklerini
tespit etmişlerdir. En yüksek selülaz aktivitesini % 1 konsantrasyonda substrat
eklediklerinde gözlemlemişlerdir yüksek substrat konsantrasyonunun (% 10-20) selülaz
aktivitesini engellediğini rapor etmişlerdir. T harzianum kültürüne dışarıdan % 0.1 g/l
olacak şekilde glukoz eklenmesi ise selülaz aktivitesini engellemiştir. Yüksek glukoz
konsantrasyonunun selülaz aktivitesini engellediği diğer çalışmalarla da gösterilmiştir (Sun
ve Cheng, 2002).
Lignoselülotik atıklardan yüksek miktarda şeker elde edilebilmesi için pretreatment
(önişlem) aşamalarının da kullanılması gerekmektedir. Özellikle bitki saplarının
yumuşatılmasını ve selüloz fiberlerinin birbirinden ayrılmalarını sağlayan yüksek basınçta
buhar ile muamele en çok kullanılan önişlem yöntemidir. Bir diğer yöntem ise asit baz
hidrolizidir. Bu aşamalardan sonra elde edilen lignoselülolitik atıklar selülaz enzimi ile
şekere dönüştürülmektedirler. Dünyanın farklı bölgelerinde bulunan atıklardan biyoetanol
üretim tesislerinde en çok kullanılan önişlem basamağı buhar ile muameledir. Asit
kullanımı çevreye verdiği zarardan dolayı tercih edilmemektedir. Bu proje kapsamında
laboratuarımızda yüksek sıcaklıkta buhar elde edebileceğimiz bir reaktörümüzün olmaması
nedeniyle önişlem basamağı olarak otoklavlama ile birlikte asit veya baz hidrolizi
yöntemleri kullanılmıştır.
68
Proje kapsamında mikrobiyel degredasyon için termofilik-anaerobik, selülolitik
etanol üreticisi bir bakteri olan C. thermocellum ATCC 27405 suşu seçilmiştir. C.
thermocellum’un etanol üretim kapasitesi çok yüksek değildir. 10 g/l selüloz içeren
besiyerinde etanol üretimi çoğu zaman 1 g/l’yi geçememektedir. Literatürdeki diğer
çalışmalarda farklı C. thermocellum suşlarının ürettiği etanol miktarlarının yaklaşık 0,5-1
g/l civarında olduğu rapor edilmiştir [Lamed ve Zeikus, 1980; Rani ve ark., 1997]. Ancak
Rani ve arkadaşları (1997) izole etmiş olduğu C. thermocellum suşlarının 2,8 g/l etanol
ürettiklerini rapor etmiştir. Selüloz ve selüloz içeren atıkların C. thermocellum kullanılarak

etanole dönüştürülmesi verimliliği düşük bir işlemdir. Bu nedenle selülozik atıkların C.
thermocellum ve selülozik enzimler kullanılarak parçalanması ve ortamda biriken
glukozun daha etkin bir etanol üreticisi mikroorganizma tarafından etanole dönüştürülmesi
lignoselülozik atıklardan biyoetanol üretim işlemini daha verimli hale getirecektir.
Selülozun parçalanması sonucu ortamda biriken glukoz etanol üretim kapasitesi
daha yüksek bir mikroorganizma tarafından substrat olarak kullanılabilir. Ticari bir selülaz
enzimi kullanılmaksızın gerçekleştirdiğimiz deneyler sonucunda ortamda biriken glukozun
sürekli birikimi sağlanmıştır. Dışarıdan selülaz enzimi eklenerek veya selülozik maddelere
ön işlem uygulanarak daha yüksek miktarlarda selüloz veya selülozik maddenin
parçalanması ve daha yüksek glukoz eldesi sağlamak mümkündür. Elde edilen glukoz
içeriği yüksek kültürün biyoetanol üretim prosesinde kullanılması besiyeri maliyetini
önemli ölçüde düşürecektir.
Stevenson ve Weimer (2005) düşük üreme hızlarında C. thermocellum 27405
kültüründe fermentasyonun homoasetojenik olduğunu ve etanol üretimin düşük olduğunu
vurgulamışlardır. Bizim deneylerimide C. thermocellum 27405 hücrelerinin üreme hızının
yüksek miktarlarda glukoz birikimi için elverişli olduğu ancak yüksek miktarlarda etanol
üretimi için düşük bir hız olduğu söylenebilir.
Bu proje kapsamında tarımsal atıkların değerlendirilmesi amacıyla lignoselülozik
içerikli atıkların mikrobiyel olarak (C. thermocellum ile) parçalanma potansiyelleri
incelenmiştir. Atıkların parçalanması sonucu biriken glukoz miktarları ve etanol üretimleri
tespit edilmiştir. Bu amaçla arpa sapı, buğday sapı, sazlık otu, mısır kabuğu, palmiye ağacı
lifi ve barbunya kabuğu kullanılmıştır. Bu kaynakların içeriğinde enzimatik hidrolizi
engelleyen lignin bulunması nedeniyle fiziksel ve kimyasal ön işlemlerden geçirilerek
besiyerine eklenmiştir.
69
Alkali hidrolizi yapılan bitki artıklarının birçoğunun C. thermocellum tarafından
daha kolay kullanıldığı ve bu kültürlerde etanol üretiminin kontrole kıyasla daha yüksek
olduğu tespit edilmiştir. Arpa sapı içeren besiyerinde alkali hidrolizinden geçirilen
numunelerde glukoz birikiminin kontrole oranla %14 arttığı gözlenmiştir. Buğday sapı ve
sazlık otu içeren besiyerinde de alkali hidrolizin etkili olduğu kontrole kıyasla glukoz
birikimini %10 ve 15 oranında arttırdığı görülmüştür. Alkali hidrolizinin yanı sıra tarımsal
atıkların hidrolizini kolaylaştırmak amacıyla kullanılan ön işlemler tezin kuramsal temeller
bölümünde listelenmiştir. Tarımsal atıkların daha etkin bir şekilde parçalanabilmesi için
diğer ön işlemlerin de test edilmesi ve en uygun işlemin tespit edilmesi gerekmektedir. Bu

tez çalışmasındaki bulgular daha sonra yapılacak olan detaylı ön işlem uygulamalarına ışık
tutacaktır.
Saccharomyces cerevisiae içecek ve biyoyakıt üretmek amacıyla şekerleri etanole
dönüştürmek için kesikli sistemlerde yaygın bir şekilde kullanılmaktadır. Etanol üretim
prosesinin önemi bilinmesine rağmen glikoliz ve etanol üretimini limitleyen fizyolojik
baskılar tam olarak anlaşılamamıştır (Casey ve Ingledev, 1984; Ingram ve Buttke, 1984;
Moulin ve ark., 1984). Bu baskıların belirlenmesi proses koşullarının ve kullanılan
organizmaların geliştirilmesi ve iyileştirilmesi için önemli birer adımdır. Bu gelişmeler
varolan fermentasyon ünitelerindeki etanol üretim kapasitelerinin artmasını ve gelecekteki
proseslerin maliyetinin azaltılmasını sağlayabilir (Dombek ve Ingram, 1987). S. cerevisiae
optimum koşullar sağlandığında çok hızlı glikoliz ve etanol üretim hızına ulaşabilir ve 50
mmol etanol/saat/gram hücre proteini üretebilir (Dombek and Ingram, 1986).
Besiyeri bileşen konsantrasyonlarının ve fiziksel koşulların S. cerevisiae ATCC
26602 suşunun kesikli sistemde etanol üretimi üzerindeki etkileri incelenmiştir. Test edilen
dört farklı besiyeri arasından hazırlanış maliyetinin düşük olması ve yüksek etanol
üretiminin elde edilmesi nedeniyle RM besiyeri seçilmiş ve optimizasyon deneyleri bu
besiyeri kullanılarak yapılmıştır. Yapılan çalışmalar sonucunda besiyeri bileşenlerinden
fosfat konsantrasyonundaki değişimin etanol üretimi üzerinde çarpıcı bir etkisinin olmadığı
gözlenmiştir. Besiyerinde nitrojen kaynaklarından biri olan maya özütü varlığının
hücrelerin çoğalması ve etanol üretimi en önemli faktörlerden olduğu görülmüştür.
Nitrojen kaynağının etanol üretimi için önemi farklı çalışmalarda da rapor
edilmiştir (Chandel ve ark, 2007; Bai, 2007). Literatürdeki bilgiler [Dombek ve Ingram,
1986] magnezyum elementinin fermentasyon prosesi için önemli olduğunu göstermesine
rağmen bu tez çalışmasında besiyerinde MgCl2.6H2O varlığının S. cerevisiae hücrelerinin
etanol üretimini artırmadığı görülmüştür.
Deney sonuçları çalkalamanın ve sıcaklığın etanol üretimi üzerinde etkili olduğunu
göstermiştir. Çalkalamasız koşullarda hücrelerin birbirine yapışmalarının etanol üretimi
açısından elverişsiz bir ortam yarattığı sonucuna varılabilir. En yüksek etanol üretimi 30 ve
37 oC’de gerçekleşmiş, oda sıcaklığında etanol üretiminin 37 oC’deki üretime kıyasla %7
oranında azaldığı görülmüştür.
70
C. thermocellum kültür ortamınmda bulunan selülaz enzimlerinin 37 °C ve 55 °C
derecelerde aktivitesi incelenemiştir ancak kültür sıvısındaki enzimlerin selülozu
parçalama işleminde çok aktif olmadıkları görülmüştür. Ortamda bulunan selülozdan

oluşan glukoz ve selobioz miktarlarında kaydadeğer bir artış gözlenmemiştir. Yalnızca
toplam şeker miktarları 2,4 g/l iken yedinci gün sonunda 3 g/l nin üzerine çıkmıştır.
Toplam şeker miktarındaki artış bize ortamda bulunan selülozik maddenin kültür sıvısında
bulunan selülaz enzim aktivitesi ile daha küçük şekerlere parçalandığını ancak glukozun
oluşmasından sorumlu olan selobiohidrolaz ve beta glukosidaz enzimlerinin aktivite
göstermediğini göstermektedir. 37 °C de hücre üremesi olmadığı için şeker miktarındaki
bu artış ortamda önceden üretilmiş olan enzimlerin aktivitesinden kaynaklanmaktadır.
Selüloz parçalama işleminden sonra oluşan C. thermocellum kültür sıvısı selülozik
atıkların ön işlemi için kullanıldığı taktirde toplam şeker miktarında 0,6 g toplam şeker/10
g selüloz olacak şekilde bir artış sağlayabilir. Bu duırumda yüksek ölçekli üretimde C.
thermocellum kültür sıvısın atıkların bekletileceği bir ortam olarak kullanılabilir. Bekleme
esnasında ortamdaki düşük olan selülolitik aktivite ile selülozik yapının az da olsa
çözünmesine katkı sağlanabilir. Zaten yüksek ölçekte biyoetanol üretimi yapan tesislerde
proses sonunda artan su tekrar kullanılmaktadır.
Proje kapsamında maya ile etanol üretiminde sürekli sistem olarak dolgu yataklı
reaktör kullanılmış maya hücreleri hidrofobik bir yapıya sahip olan polyHIPE polimere
tutuklanmışlardır. Farklı substurat konsantrasyonlarının ve farklı akış hızlarının polyHIPE
polimer materyaline tutuklanmış maya hücrelerinin substurat kullanım ve etanol üretim
verimlerine olan etkisi incelenmiştir. Çekilen SEM görüntüleri polimer yüzeyinde çok
yoğun miktarda maya hücresi bulunduğunu, maya hücrelerinin polimer yüzeyine başarılı
bir şeklide tutunduklarını göstermiştir.
Reaktörün en yüksek verimliliğe 50 g/L glukoz içeren besiyeri 1 ml/dk akış hızıyla
verildiğinde ulaşmıştır. Reaktöre giren glukoz konsantrasyonu arttıkça üretilen etanol
miktarında da artış gözlemlenmiştir. Besiyerindeki glukoz konsantrasyonu 150 g/L’yi
geçtiğinde ise şiddetli inhibisyon etkisi gözlemlenmiş, hücrelerin glukozu verimli
kullanamadıkları ve etanol üretim kapasitelerinin düştüğü görülmüştür. Önceki
çalışmalarda yüksek glukoz konsantrasyonlarında etanol üretiminin düştüğü (Najafpour ve
ark. 2004) ve ozmotik basınçtan dolayı hücrelerin fizyolojik olarak zarar gördüğü
(Hartmeier, 1972) rapor edilmiştir.
71
50 g/L glukoz konsantrasyonuna sahip besiyeri reaktöre farklı akış hızlarıyla
verildiğinde ise çıkış etanol konsantrasyonunun yüksek akış hızlarında düştüğü
gözlemlenmiştir. Ancak üretkenlik 6 ml/dk debide 929 g etanol/gün olarak en yüksek
değerini bulmuştur. İmmobilize reaktörler için üretkenlik ve substurat parçalama hızları

difüzyonel sınırlamalar nedeniyle başlangıçta akış hızının artmasıyla artmaktadır. Kütle
transfer rezistansı biyofilm çevresinde düşük akış hızlarında nispeten daha etkilidir (Erhan
ve ark., 2004). Bu yüzden yüksek akış hızları üretkenliğin arttırımı için tercih edilir.
Bu projede hedefimiz C. thermocellum’un kültür ortamında bulunan selülozu
parçalaması sonucu oluşan glukozun S. cerevisiae tarafından kullanılması ve etanole
üretiminin incelenmesi idi. Bu amaç doğrultusunda yapılan deneyler sonucunda C.
thermocellum kültür sıvısında oluşan glukozun maya hücreleri tarafından etanole
dönüştürülebildiği görülmüştür. Glukoz içerikli C. thermocellum kültür sıvısı taze besiyeri
ile %25 oranında karıştırıldığında maya hücrelerinin glukoz kullanım verimininin % 22
oranında artırdığı gözlemlenmiştir. Glukoz oranı 7 g/l den 20 g/l ye çıkarıldığında ise
glukoz kulanım verimi %89 a çıkmıştır. Dolgu yataklı reaktörde glukoz kullanım veriminin
kesikli sisteme kıyasla daha düşük olduğu görülmüştür. Hücre tutuklamalı reaktörün akış
hızı veya reaktör boyutu bu verimi etkileyen faktörler arasındadır.
C. thermocellum degredasyon prosesinin süresi 40-50 güne çıkarıldığında glukoz
üretim verimi yaklaşık 16 gr glukoz/50 gr selüloz olarak hesaplanmıştır. 14 günlük proses
sonunda ise bu değer 7 g/l civarındadır. 50 gr selüloz içeren ortamda 20 mg/l selülaz
enzimi kullanılması 33 gr şeker üretimi ile sonuçlanmıştır (%66). Bu durumda mikrobiyel
degredasyon yardımı ile enzim miktarı %14 azaltılabilir. Yüksek ölçekli bir üretimde bu
değer enzim maliyetini düşüren önemli bir katkıdır.
Yaptığımız deneyler sonucunda lignoselülozik bitki atıklarının şekere
dönüştürülmesi için uygulanan ön işlemlerden asit baz hidroliz yöntemi ile 70 gr/l
lignoselülozik materyalden 15 gr/l glukoz açığa çıkmıştır. Enzim ilavesi ile bu değer 22
gr/l ye yükselmiştir. Ancak yapılan deneyler sonucunda mayanın asit hidrolizatında etanol
üretemediği ve alkali hidroliz yönteminin asit hidrolizine kıyasla daha verimli olduğu
görülmüştür. Asit hidroliz yöntemi çevreye ve reaktör tanklarına verdiği zarar nedeniyle de
tercih edilen bir yöntem değildir.
72
Selülozik atıkların C. thermocellum aktivitesi ile parçalanması sonucu olşan
şekerlerin verimli kullanılabilmesi için taze besiyeri veya glukoz ile karışım halinde etanol
üretim reaktörüne verilmesi gerekmektedir. C. thermocellum kullanılarak selülozik
maddelerin parçalanması işleminin gerçekleştiği reaktörün mısırdan veya şeker
pancarından etanol üretimi yapılan tesislerde kurulması etanol üretim işlemine ekonomik
katkı sağlayacaktır. 1 tonluk bir reaktörde 10 kg selülozdan 7 kg şeker açığa çıkacaktır.
Mayanın etanol üretim verimi teorik olarak %51 dir. Pratikte bu verimin en yüksek değeri

%48 civarındadır. Lignoselülozik materyalin glukoza dönüştürülmesi ticari selüloza
kıyasla çok daha zor bir işlemdir, gelişmiş ön işlem reaktörlerinin (buhar reaktörleri),
öğütme reaktörlerinin gerekli olduğu ön işlem prosedürü sonucunda lignoselülozik atıklar
parçalanması daha kolay selüloz yığınlarına dönüştürülebilmektedirler. Biz proje
kapsamında lignoselülozik atıklarla yapmış olduğumuz deneylerimizi bu gelişmiş ön işlem
metodlarını kullanmadan gerçekleştirmiş bulunmaktayız. Yapılan deneyler sonucunda
alkali hidroliz yöntemine tabi tutulmuş lignoselülozik atıkların C. thermocellum bakterisi
ile degredasyonu sonucunda ortam şartlarına göre 10 gr/l buğday sapından 4,2 gr/l glukoz
üretilebilmiştir. Buğday sapı için alkali hidroliz sonrası mikrobiyel degredasyon ile elde
edilen en yüksek glukoz miktarı 4,2 g/l dir. Mısır kabuğu için bu değer 4,7 gr/l dir.
Yaptığımız deneylerde kesikli sitemde bütünleştirilmiş proseste, mayanın C. thermocellum
kültür sıvısında pH7,5 iken 7 g/l glukozdan 3,5 g/l etanol ürettiği görülmüştür. Bu değer
enzim kullanmadan ticari selülozdan elde edilen en yüksek etanol miktarıdır (%35, 35 gr
etanol/100 gr selüloz). Ancak 10 gr/l gibi düşük lignoselülozik atık konsantrasyonlarında
problem yüksek besiyeri hacmi nedeniyle distilasyon maliyetinin yüksek olmasıdır. Daha
kısa sürede daha yüksek konsantrasyonda lignoselülozik atık dönüştürmek için enzim ve
hidroliz yöntemlerinden yaralanılması gerekmektedir. Mikrobiyel dönüşüm etanol üretim
tesislerinde etanol üretim prosesinin maliyetini düşürecek önemli bir basamaktır.
73
Tarımsal atıklarının yanı sıra kağıt fabrikası atıkları da C. thermocellum kültürleri
için selüloz kaynağı olarak kullanılmıştır. Kağıt fabrikası atıklarının, selüloz içeriği fenol
sülfürik asit metodu ile tespit edilmiş ve besiyerlerine farklı konsantrasyonlarda ilave
edilerek fermentasyon sonucunda glukoz birikimi ve etanol üretimi tespit edilmiştir. Kağıt
fabrikası atıklarının ticari selüloz kadar kullanılabilir olduğu görülmüştür. 20 g/l kağıt
fabrikası atığı içeren besiyerinde 6 g/l glukoz biriktiği tespit edilmiştir. Ticari selüloz gibi
kağıt fabrikası atıklarının besiyerindeki konsantrasyonunu arttırmanın glukoz birikimine
bir katkısı olmamıştır.Yapılan deneyler sonucnda C. thermcoellum bakterilerinin kağıt
fabrikası atıklarını parçalayarak glukoza dönüştürebildikleri gözlemlenmiştir. Biriken bu
şekerleri maya hücrelerinin kulandığı ve etanol üretimi yaptığı saptanmıştır. Ancak kağıt
fabrikası çıkış likitinin bakterilerin üremesini yavaşlamasına ve düşük miktarlarda glukoz
birikimi ve etanol üretimine neden olan bir toksik etki gösterdiği saptanmıştır. Arıtma
girişi likit atığın ve yüksek miktarda selüloz içeren katı atığın bakteriler üzerinde toksik bir
etkisi görülmemiştir.

Proje kapsamında farklı kağıt türlerinin ve kağıt fabrikası atıklarının C.
thermocellum tarafından parçalanabilme kapasitesi incelenmiş bu bakterinin whatman filtre
kağıdı, A4 kağıdı ve koli kağıdını parçalayabildiği görülmüştür. On günlük fermentasyon
sonucunda bakterinin selülolitik aktivitesi ile kağıtlarda kağıdın cinsine göre %10-%20
civarında parçalanma gözlemlenmiştir. 20 g/l kağıt fabrikası içeren kültürde ise % 29,5
civarında bir dönüşüm olmuş yaklaşık 5,9 g/l glukoz üretilmiştir. Ancak kağıt miktarındaki
artış bakterinin aktivitesinde bir artışa neden olmamıştır. C. thermocellum’un selülolitik
aktivitesinden yüksek seviyede yararlanmak için sürekli veya yarı sürekli kültür ortamı
oluşturulması gereklidir.
Türkiyenin farklı bölgelerinden izole edilen selülozu parçalama yeteneğine sahip
mikroorganizmalar arasında selüloz parçalama ve etanol üretme kapasitesi C.
thermocellum ile eşdeğer olan iki suş elde edilmiştir. Selüloz parçalama yeteneğine sahip
olan bu suşlar üreme sıcaklıkları, ürettikleri son ürünlere bakılarak karakterize
edilmişlerdir. Suşların C. thermocellum ile aynı ürünleri ürettikleri, sporlanabildikleri,
çubuksu bi hücre yapısına sahip oldukları saptanmıştır.
74

EK
KULLANILAN BESİYERLERİ
CA (Sitrik Asit) BESİYERİ YNB 1,6 g/L
Amonyum sülfat 5,1 g/L
Sitrik Asit 20 g/L
KH2PO4 0,5 g/L
Glukoz Gerekli konsantrasyonlarda eklenmiştir
Besiyeri pHsı 5,5 e ayarlandıktan sonra ergosterol ve Tween 80 son konsantrasyonları
0,01 g/L ve 0,42 g/l olacak şekilde besiyerine eklenmiştir.
YM (Yeast Medium) BESİYERİ (KATI) % 0,3 Maya özütü
% 0,3 Malt özütü
% 0,5 Pepton
% 1 Glukoz
%1,5 Agar
YM (Yeast Medium) BESİYERİ Maya özütü 3 g/L
Malt özütü 3 g/L
Pepton 5 g/L
Glukoz Gerekli konsantrasyonlarda eklenmiştir
ZZ BESİYERİ Maya özütü 3 g/L
Malt özütü 3 g/L
Pepton 5 g/L
75
Glukoz Gerekli konsantrasyonlarda eklenmiştir

RM (Russian Medium) BESİYERİ Son Konsantrasyon
Karbon Kaynağı Gerekli konsantrasyonlarda eklenmiştir
RM I
Üre 2 g/L
RM II
KH2PO4 2 g/L
K2HPO4 3 g/L
RM III
Maya özütü 5 g/L
RM IV
MgCl2.6H2O 0,2 g/L
CaCl2.2H2O 0,05 g/L
FeSO4.7H2O 0,0025 g/L
C. thermocellum üretimi için besiyerinin oksijenden arındırılması amacıyla RM IV
bileşenine besiyerindeki son konsantrasyonu 1 g/L olacak şekilde L-Sistein ve RM II
bileşenine son konsantrasyonu 0.002 g/L olacak şekilde resazurin indikatörü eklenmiştir.
5X konsantre hazırlanan yukarıdaki bileşenler ayrı ayrı otoklavlanmış ve soğutulduktan
sonra birleştirilmiştir.
76
KAYNAKLAR Berg, C. 1999. World ethanol production and trade to 2000 and beyond.
http://www.distill.com/berg/
Bothast, R.J., Nichols, N.N., Dien, B.S., 1999. Fermentation with new recombinant
organisms. Biotechnol Prog 15: 875
Cabganella, F. and Wiegel, J. 1993. The potential of thermophilic clostridia in
biotechnology. In:Woods, D.R., The Clostridia in Biotechnology. Butterworth-
Heinemann, Boston. Pp 393-429
Cowling, E.B. and Kirk, T.K. 1976. Properties of cellulose and lignocellulosic materials as
substartes for enzymatic conversion processes. Biotechnology and Bioengineering
Symposium 6: 95.
Hahn-Hagerdal, B., Wahlbom, C.F., Gardonyi, M., Van Zyl, C., Cordero, W.H., Otero,
R.R. and Jo¨nsson LJ. 2001. Metabolic engineering of Saccharomyces cerevisiae for
xylose utilization. Adv Biochem Eng Biotechnol 73: 53.
Himmel, M.E., Adney, W.S., Baker, J.O., Nieves, R.A., Thomas, S.R. 1996. Cellulases:
Structure, functions and applications p.143-161. In C. E. Wyman (ed.) Handbook on
Biotechnology. Taylor and Francis, Washington D. C.
Hogsett, D.A., Ahn, H.-J., Hill, P.W., South, C.R. and Lynd, L.R.. 1992. Direct microbial
conversion: Prospects, Progress, and Obstacles. Appl. Biochem. Biotechnol. 34/35:527
Jeewon, L. 1997. Biological conversion of biomass to ethanol. J. Biotechnol. 56: 1.
Johnson, E.A. 1983 Regulation of cellulase activity and synthesis in Clostridium
thermocellum. Ph.D thesis, Massachussetts Institute of Technology, Cambridge, MA.
Johnson, E.A., Sakajoh, M., Halliwell, G., Madia, A. and Demain, A.L. 1982.
Saccharification of complex cellulosic substrates by the cellulase system from
Clostridium thermocellum. Appl. Environ. Microbiol. 43: 1125.
77
Kurose, N. and Tonomura, K. 1994. In Y. Murooka, T. Imanaka (eds.) Recombinant
Microbes for Industrial and Agricultural Applications. Marcel Dekker, New York, p
741

Lamed,R. and Bayer, E.A. 1988. The cellulosome of Clostridium thermocellum. In Laskin,
A.I. (ed.) Adv. Appl. Microbiol. 33:2.
Lamed R., Zeikus, J. G. 1980. Ethanol Production by Thermophilic Bacteria: Relationship
Between Fermentation Product Yields of and Catabolic Enzyme Activities in
Clostridium thermocellum and Thermoanaerobium brockii. J. Bacteriology.
144(2):569-578.
Mielenz, J.R. 2001. Ethanol production from biomass: technology and commercialization
status. Curr. Oppin. Microbiol. 4:324.
Olsson, L. and Hahn-Hagerdal. B. 1993. Fermentative performance of bacteria and yeasts
in lignocellulose hydrolysates. Proc Biochem 28:249.
Sheehan J, Himmel ME (1999) Enzymes, Energy, and the Environment: Cellulase
Development in the Emerging Bioethanol Industry. Biotechnol. Progress 15:817.
Sun Ye, Jiayang Cheng, “hydrolisis of lignocellulosic materials for ethanol production” a
review, Bioresource Technology, 83 (2002), 1-11
Tsoi, T.V., Chuvil`skaya, A., Atakishieva, Y. Y., Dzhavakhishvili, T. D., Akimenko, V.K.
and Boronin, A.M. 1987. Molekulyarnaya Genetika, Mikrobiologiya i Virusologiya
11:18.
Van Wyk, V. and Jacobus, P.H., 2001. Biotechnology and the utilization of biowaste as a
resource for bioproduct development. Trends in Biotechnol. 19(5):172.
Van Zyl, C., B. A. Prior, S. G. Kilian, and J. L. F. Kock. 1989. D-xylose utilization by
Saccharomyces cerevisiae. J. Gen. Microbiol. 135:2791.
Wiegel, J.,Ljungdahl, L. G., Rawson, J. R. 1979. Isolation from soil and properties of
extreme thermophile Clostridium thermohydrosulfiricum. J. Bacteriology. Sept: 800-
810.
Wiselogel, A, Tyson J, and Johnsson, D. 1996. Biomass feedstock resources and
composition. In: Wyman CE (ed) Handbook on bioethanol: production and utilization.
Taylor and Francis, Washington, DC, pp 105.
78
Zaldivar, J, Nielsen, J. and Olsson, L. 2001 Fuel ethanol production from lignocellulose: a
challenge for metabolic engineering and process integration. Appl Microbiol
Biotechnol. Jul;56(1-2):17.

II. Proje Başvurusunda Sunulan Çalışma Programında, Değişiklikler Veya
Sapmalar: Proje başvurusunda belirlenen çalışma programında yapılması planlanan tüm deneyler
yapılmıştır. Farklı bölgelerden izole edilen suşlardan yalnızca yüksek selülolitik aktivite
gösteren izolatların metabolik tanımlamaları yapılmıştır ve endüstriyel suş olan C.
thermocellum ile kıyaslanmıştır.
Proje Yürütücüsünün Adı-Soyadı
İMZASI TARİH
Y. Doç. Dr. Melek ÖZKAN
02/03/2009
79