standard inspection procedure for ultrasonic thickness measurement (repaired)
DESCRIPTION
Standard Inspection Procedure for Ultrasonic Thickness MeasurementTRANSCRIPT

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 1/16
Inspection Procedure for Ultrasonic ThicknessMeasurement
Table of Contents
Section Page No.
1.0 Purpose and Scope ....................................................... 2
2.0 References .................................................................... 23.0 Personnel Qualifications ................................................ 2
4.0 Ultrasonic Equipment and aterials .............................. 3
!.0 E"amination Surface ..................................................... 4
#.0 $ali%ration Procedure .................................................... 4
&.0 et'od of E"amination .................................................. #(.0 Special )ec'nique $onsideration .................................. #
*.0 Post $leaning ................................................................ (
10.0 E"amination Report ....................................................... *
11.0 +cceptance $riteria ....................................................... *)a%le 2 ........................................................................ 10
,igure 1 ....................................................................... 11)a%le 3 ........................................................................ 11
,igure 2 ....................................................................... 12
,igure 3 ....................................................................... 12
)a%le 4 ........................................................................ 12
N-E U) Report ........................................................... 13
U) nstrument /erification Report ................................ 14

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 2/16
1.0 PURPOSE AND SCOPE
1.1 )'is procedure esta%lis'es t'e requirements for anual Ultrasonic )'icness
easurement of materials and ill %e applied 'en Ultrasonic )'icness easurement is
required in accordance it' +SE Section / +rticle ! % t'e referencing $ode. )'is
procedure ill %e used in conunction it' applica%le client specifications.
1.2 )'is procedure ill %e used 'ene5er manual ultrasonic t'icness measurements per
t'e requirements of +SE are specified.
1.3 Ultrasonic e"amination s'all %e performed in accordance it' a ritten procedure
'ic' s'all as a minimum contain t'e requirements found in )a%le 1.0.
Table 1.0Va ria ble s of a n Ult ra sonic E xa mination
Proce dre
Requirement
Essential
/aria%le
Nonessential
/aria%le
aterial tpes and configurations to %e e"amined including t'icness dimensions and product form
6casting forgings plates etc.7.
Personnel qualification requirements.
Personnel performance requirements 'en required.
)'e surfaces from 'ic' t'e e"amination s'all %e performed.
Surface condition 6e"amination surface cali%ration %loc7.
$ouplant8 %rand or tpe.
)ec'nique6s7 6straig't %eam angle %eam contact and9or immersion7.
+ngle6s7 and mode6s7 of a5e propagation in t'e material.Searc' unit tpe6s7 frequenc 6ies7 and element si:e6s7 s'ape6s7.
Special searc' units edges s'oes or saddles 'en used.
Ultrasonic instrument6s7.
$ali%ration ;cali%ration %loc6s7 and tec'nique6s7<.
-irections and e"tent of scanning.
+utomatic alarm and9or recording equipment 'en applica%le.
Scanning 6manual 5s. automatic7.
$omputer en'anced data acquisition 'en used.
Records including minimum cali%ration data to %e recorded 6e.g. instrument settings7.
Scan o5erlap 6decrease onl7
=
=
=
=
==
=
=
=
=
=
=
=
=
=
=
=
=
1.4 >'en procedure qualification is specified a c'ange of a requirement in )a%le 1.0
identified as an essential 5aria%le from t'e specified 5alue or range of 5alues s'all
require requalification of t'e ritten procedure.
1.! + c'ange of requirement identified as a nonessential 5aria%le from t'e specified
5alue or range of 5alues does not does not require requalification of t'e ritten
procedure.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 3/16
1.# +ll c'anges of essential or nonessential 5aria%les from t'e 5alue or range of
5alues specified % t'e ritten procedure s'all require re5ision or an addendum to t'e
ritten procedure.
!.0 RE"ERENCES
2.1 )'e latest re5ision or re5ision stated in t'e contract of t'e folloing referenced
documents is applica%le to and 9or form t'e %asis of t'is procedure8
2.1.1 +SE ?oiler and Pressure /essel $ode Section / @NonAdestructi5e E"aminationB
6Cul 20037
2.1.2 +S) EA114 @Recommended Practice for Ultrasonic PulseAEc'o Straig'tA?eam
)esting % t'e $ontact et'od 620017
2.1.3 +S) EA31& @Standard Practice for E5aluating Performance $'aracteristics of
Ultrasonic PulseAEc'o )esting Sstems it'out t'e Use of Electronic easuring
nstrumentsB 61**&7.
21.4 +S) EA&*& @Standard Practice for easuring )'icness % anual Ultrasonic
PulseAEc'o $ontact et'odB 620017
2.1.! +ES N-EAQ$A1 @Qualification and $ertification of NonAdestructi5e E"aminationPersonnelB.
2.1.# +SN) SN)A)$A1+ 620017 $PA1(* 620017 and +$$P 6Re5ision3 No5em%er 1**&7.
2.2 )'is procedure ill %e superseded onl 'en an equal or more stringent requirement
is specified % t'e customerDs purc'ase order or contract and is appro5ed % t'e +))
$orporate e5el .
#.0 PERSONNE$ %UA$&"&CAT&ON
3.1 Personnel performing Ultrasonic )'icness easurement ill %e certified to at least
e5el Ultrasonic E"amination 6U)7 in accordance it' procedure +)) N-EAQ$A1
FQualification and $ertification of NonAdestructi5e E"amination PersonnelF.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 4/16
3.2 + su%contractor ma use t'eir Qualification and $ertification procedures 'en
appro5ed % t'e +)) $orporate e5el and meeting t'e requirements of Section 2.1.#.
3.3 U) e5el and ll personnel ma perform all operations necessar in accordance
it' t'is procedure to process t'e o%ects %eing e"amined. E"cept t'at e5el personnel
s'all recei5e t'e necessar super5ision and guidance from certified U) e5el or e5el
personnel.
3.4 nterpretation and e5aluation of ultrasonic e"amination results ill onl %e
accomplis'ed % personnel certified as U) e5el or ll.
'.0 U$TRASON&C E%U&P(ENT AND (ATER&A$S
4.1 )'e folloing are t'e requirements for t'e Ultrasonic )'icness
easurement E"amination Equipment.
4.1.1 )'e instrument s'all %e of t'e pulseAec'o tpe and must 'a5e a $R) or digital and
$R) displa.
4.1.2 )'e instrumentDs 'ori:ontal limit and linearit Paragrap' (.4 screen 'eig't
linearit paragrap' (.! and amplitude control linearit paragrap' (.# s'all %e 5erified
e5er 3 mont's or prior to first use t'ereafter.
4.1.3 )'e instrument s'all %e cali%rated at inter5als no longer t'an 12 mont's to reference
standards tracea%le to t'e National nstitute of Standards and )ec'nologies 6NS)7 and
meet or e"ceed t'e manufacturerDs tolerances and specifications.
4.1.4 +n frequenc and si:e searc' unit ma %e selected as long as it is capa%le of
resol5ing t'e t'icness range %eing measured pro5ided t'at it meets t'e manufacturerDs
recommendations and client specifications.
4.1.! )'e searc' unit ma %e single element dela line or dual element contact
transducers.
4.1.!.1 Searc' unit selected s'all 'a5e sufficient crstal to surface contact to produce
sta%le readings. Gn smaller diameter pipe 3.!0B and less a small diameter searc' unit or
cur5ed standoff s'oe ma %e required.
4.2 $ouplant ma %e ater glcerine cellulose gel 6gum7 oil grease or speciall
formulated commerciall a5aila%le materials.
4.2.1 n'i%itors and9or etting agents ma %e used.
4.2.2 )'e c'emical interaction or t'e corrosi5e nature of an couplant it' t'e material6s7
%eing e"amined ill %e considered 'en maing t'e c'oice of couplant.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 5/16
4.3 )'e reference standards material from 'ic' t'e %loc is fa%ricated s'all %e of t'e
same product form material specification or equi5alent PA Num%er grouping and 'eat
treatment as t'e material %eing e"amined. )'e finis' on t'e scanning surface of t'e %loc
s'all %e representati5e for t'e scanning surface on t'e material to %e e"amined and8
4.3.1 S'all 'a5e at least t'ree steps8
4.3.1.1 )'e t'inner step s'all 'a5e a t'icness it'in H10I of t'e 5alue stated in t'e
column mared @oer stepB of ta%le 2 for t'e t'icness range to %e tested.
4.3.1.2 )'e t'icer step s'all 'a5e a t'icness it'in H10I of t'e 5alue stated in t'e
column mared @Upper stepB of ta%le 2 for t'e t'icness range to %e tested.
4.3.1.3 )'e t'ird step and t'e minimum t'icness to %e tested s'all fall it'in t'e
@G%ecti5e )'icness RangeB and %eteen t'e t'in and t'ic cali%ration steps. )'e t'ird
step s'all %e mac'ined it' a flat %ottomed 'ole in accordance it' figure 1 and ta%le 2.
4.3.2 )'e p'sical dimensions ill %e it'in H 1I of t'e nominal t'icness of t'e
step.
4.3.2.1 )'e measurement of t'e steps ill %e performed it' a cali%rated mec'anical
instrument tracea%le to NS).
).0 E*A(&NAT&ON SUR"ACE
!.1 Surfaces ill %e uniform and free of loose scale and paint discontinuities suc' as
pits or gouges eld spatter dirt or ot'er foreign matter 'ic' ma ad5ersel affect test
results.
!.1.1 )ig'tl ad'ering paint scale or coatings do not necessaril need to %e remo5ed for
testing if t'e present uniform attenuation c'aracteristics.
!.2 Surfaces ma %e ground sanded ire %rus'ed scraped or ot'erise prepared for
e"amination purposes 'en necessar.
!.3 n areas 'ere se5ere pitting is e"perienced and 'ere surface preparation is
not recommended readings ill %e taen on 'ig' areas and pit dept' ill %e measured %mec'anical dept' gauges. +s an alternate an ultrasonic pencil tip pro%e ma %e used if
t'e customer desires.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 6/16
+.0 CA$&,RAT&ON PROCEDURE
#.1 )'e proper functioning of t'e e"amination equipment ill %e c'eced and t'e
equipment ill %e cali%rated % use of t'e reference standard as descri%ed in paragrap'
4.3 at8
#.1.1 )'e %eginning and end of eac' e"aminationJ
#.1.2 >'en e"amination personnel are c'angedJ
#.1.3 +ntime t'at a malfunction or improper operation is suspected 6i.e. unusuall 'ig'
or lo readings7J
#.1.4 >'en searc' units are c'angedJ
#.1.! >'en ne %atteries are installed or electrical outlet is c'angedJ
#.1.# >'en equipment operating from one poer source is c'anged to anot'er poer
source or e"periences poer failure.
#.2 f during a cali%ration it is determined t'at t'e e"amination equipment is not
functioning properl or it is found to %e out of cali%ration all of t'e measurements since
t'e last 5alid equipment cali%ration ill %e retaen.
#.3 $ali%ration s'all %e accomplis'ed using t'e same couplant as t'at to %e used 'en
measurements are %eing taen.
#.3.1 >'en special form 'ig' temperature couplant is %eing used a different couplant
ma %e used for cali%ration.
#.3.2 )'e temperature of t'e cali%ration %loc s'all %e it'in H 2!K , of t'e test specimen.
NOTE
+ll ultrasonic measurements s'all %e made at a t'res'old setting of 20 I,SL.
#.4 $ali%ration s'all %e esta%lis'ed it' t'ree non t'icness.
#.4.1 -etermine t'e o%ecti5e t'icness from ta%le 3
#.4.2 Place t'e transducer on t'e t'in step and adust t'e instrument to read t'e step
it'in H .001 inc' of t'e actual step t'icness.
#.4.3 Place t'e transducer on t'e t'ic step and adust t'e instrument to read t'e step
it'in H .001 inc' of t'e actual step t'icness.
#.4.4 Repeat #.4.2 and #.4.3 until t'e instrument reads %ot' steps it'in t'e H .001 inc'
tolerance it'out furt'er adustment.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 7/16
#.4.! Ultrasonicall measure t'e o%ecti5e t'icness. )'e t'icness s'all %e it'in H .001
inc' of its actual t'icness.
#.! Main transfer s'all %e esta%lis'ed in t'e folloing manner8
#.!.1 Place t'e transducer on t'e reference cali%ration t'icness closest to t'e
corresponding material t'icness %eing e"amined. Note signal strengt' and gain control
setting.
#.!.2 Place t'e transducer on t'e test material in an area it' a uniform %acAall
reflection free from an indications and representati5e of sound material.
#.!.3 G%ser5e t'e signal le5el and adust t'e gain control to produce t'e same signal
'eig't or response as noted from t'e cali%ration %loc. Note t'e gain control setting.
#.!.4 Su%tract t'e gain control 5alue in #.!.1 from t'at in #.!.3. )'is num%er 6positi5e or negati5e7 is t'e gain transfer.
#.# Scanning sensiti5it.
#.#.1 Place t'e transducer on t'e o%ect step and ma"imi:e t'e response from t'e flat
%ottom 'ole. G%ser5e t'e signal le5el and adust t'e gain control to produce a signal t'at
is (0I ,SL.
#.#.2 Repeat t'e steps in paragrap' #.4 and 5erif t'e sstem meets t'e required
tolerance.
#.#.3 +dd t'e gain transfer amount 6#.!.47 to t'e reference setting 6#.#.17.
)'is is t'e gain control sensiti5it setting for scanning.
#.& +ll cali%rations s'all %e recorded. )'e setup parameters used including gain
percent screen 'eig't setting time of cali%ration and t'e identification of t'e
operator performing t'e cali%ration.
-.0 (ETOD O" E*A(&NAT&ON
&.1 $ouplant ma %e applied to t'e searc' unit or directl on t'e component %einge"amined.
&.2 )'e e"tent of t'e e"amination and t'e location of t'e readings ill compl it' t'e
referencing code and t'e customer requirements.
&.2.1 Readings ma %e taen at randoml selected locations or taen in specified grid
patterns as required.
&.3 Scanning speeds ill not e"ceed a rate of # in.9 sec.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 8/16
/.0 SPEC&A$ TECN&%UE CONS&DERAT&ONS
(.1 -ual transducer element searc' units are in'erentl nonlinear for t'icnessmeasurements less t'an 0.12!F.
(.1.1 f measurements %elo 0.12!F must %e made it' dual transducer element searc'
units cali%ration must %e accomplis'ed it' at least 3 t'icness steps %elo 0.12!F it'in
t'e range of t'e e"pected readings. +dditionall t'e proposed tec'nique s'all %e in
accordance it' manufacturerDs recommendations and applica%le client specifications.
(.2 >'en testing steel at ele5ated temperatures a%o5e 200K, and up to 1000K,
speciall designed searc' units and couplant s'all %e used.
NOTE
)o compensate for reading errors due to ele5ated temperatures t'e folloing s'all %e
used. )'e apparent t'icness reading o%tained from steel alls 'a5ing ele5ated
temperatures is 'ig' 6too t'ic7 % a factor of a%out 1I per 100K,. )'us if t'e instrument
as cali%rated on a piece of similar materials at #(K , and if t'e reading as o%tained
it' a surface temperature of (#0K , t'e apparent reading s'ould %e reduced % (I.
(.3 $onsideration must %e gi5en to t'e %acAall ec'o during testing.
(.3.1 >'en encountering all t'inning due to corrosion t'e roug'ening of t'e %ac
surface can affect t'e amplitude and s'ape of t'e %acA all ec'o. Suc' a c'ange in t'e
%acAall ec'o s'ould %e noted.
(.3.2 >'en encountering all t'inning caused % erosion t'e %ac all ec'o mig't
disappear as t'e s'arplAangled far surface reflects t'e incident a5e aa from t'e
transducer. f t'e %ac all ec'o disappears for t'is or an ot'er reason suc' as a%rupt
t'inning into t'e near surface region t'e cause ill %e in5estigated it' s'ear a5e
transducers or ot'er inspection tec'nique as appropriate. Suc' a disappearance of t'e
%acAall ec'o can indicate a critical degree of t'inning and must %e e"plored until t'e
reason for suc' a loss of signal is defined.
(.3.3 ndications %eing displaed at or near t'e %acAall ma %e a%sor%ed into t'e
%acAall signal and initiall appear to %e t'e inner diameter 6-7 connected. nterpretation
s'all %e performed at loer gain settings to determine if to separate signals e"ist. +
loer amplitude signal in front of a 'ig'er amplitude %acAall signal ma indicate a near
- inclusion. f an question e"ists t'e area s'all %e in5estigated it' a s'ear a5e
searc' unit to determine if an - corner trap e"ists %eteen t'e indication and t'e %acA
all.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 9/16
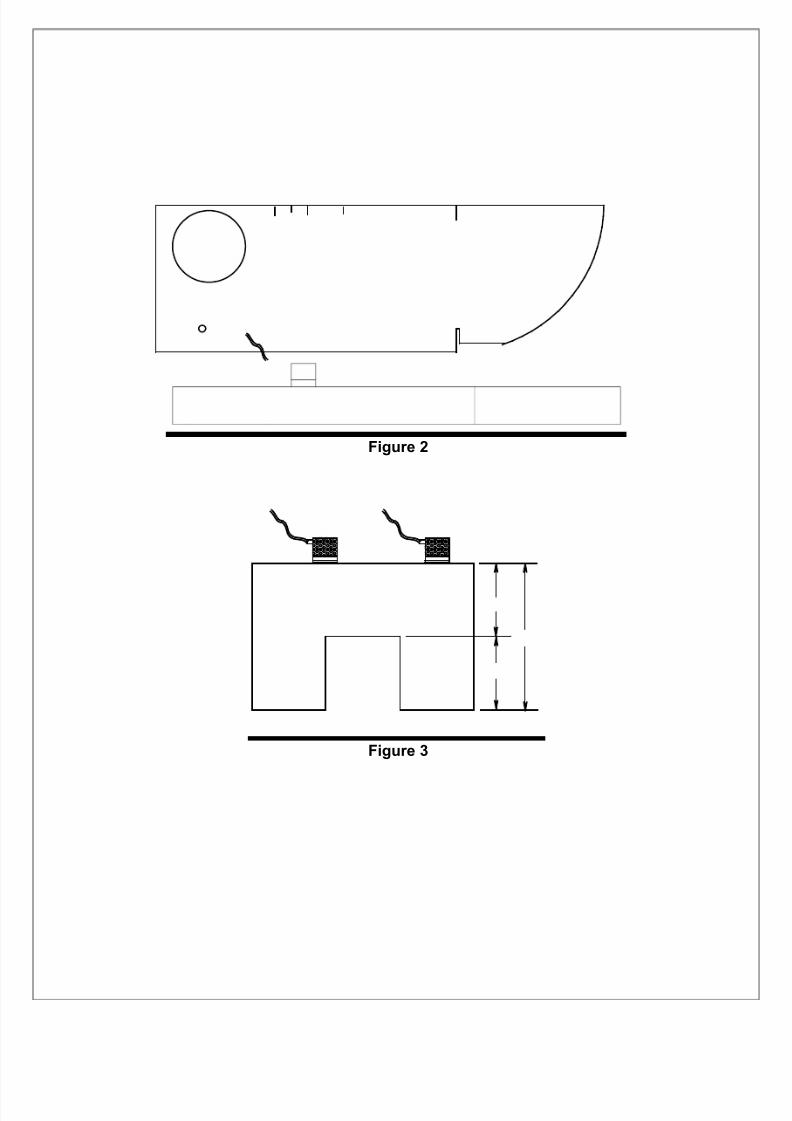
(.4 Lori:ontal limit and linearit
(.4.1 $ouple a longitudinal transducer 2.2! to !.0 L: to an > %loc 6or equi5alent
t'icness7 as not to intercept an test 'oles 6figure
27. )'e couplant used must pro5ide sta%le indications during t'e measurements.
NOTE
+ll multiple positioning and position measurements s'all %e made it' t'e respecti5e
%acAreflection set at !0I of full screen 'eig't.
(.4.2 +dust t'e instrument gain seepAdela and seepAlengt' controls to displa
ele5en nonAinterfering %ac reflections. ,urt'er adust t'e seep controls to position t'e
leading edge of t'e t'ird and nint' %ac reflections at 20I and (0I 'ori:ontal screen
di5isions respecti5el.
(.4.3 Read and record eac' scale position on a U) nstrument /erification Report
form 6attac'ed7 and plot. Record greatest linearit error in I of full 'ori:ontal scale.
(.4.4 Lori:ontal limit is gi5en % t'e ma"imum a5aila%le trace lengt' falling it'in t'e $R)
gradticule lines e"pressed in linear units 6inc'es or millimetres7. Unless ot'erise
noted t'is is also assumed to represent 100I full screen. ,ailure to o%tain fullAscale
deflection ma indicate an equipment malfunction.
(.4.! Record all data and conformance on a U) nstrument /erification Report form
6attac'ed7.
(.! Screen 'eig't linearit
(.!.1 $ouple a longitudinal transducer 2.2! to !.0 L: to a distance sensiti5it 6-S7
%loc 6or equi5alent7 so t'at indications from t'e 2 inc' and 4 inc' %acAreflection can %e
o%ser5ed 6figure 3 position +7.
(.!.2 +dust t'e searc' unit position to gi5e a 281 ratio of amplitude %eteen t'e to
indications.
(.!.3 >it' t'e larger set at (0I of full screen 'eig't 6,SL7 and it'out mo5ing t'e
searc' unit adust gain to successi5el set t'e larger indication from 100I to 20I of full
screen 'eig't in 10I increments.
(.!.4 Read t'e smaller indication at eac' setting. )'e smaller reading must %e !0I of t'e
larger reading amplitude it'in !I of ,SL. )'e settings and readings must %e estimated
to t'e nearest 1I of ,SL.
(.!.! Record all data and conformance on a U) nstrument /erification Report form
6attac'ed7

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 10/16
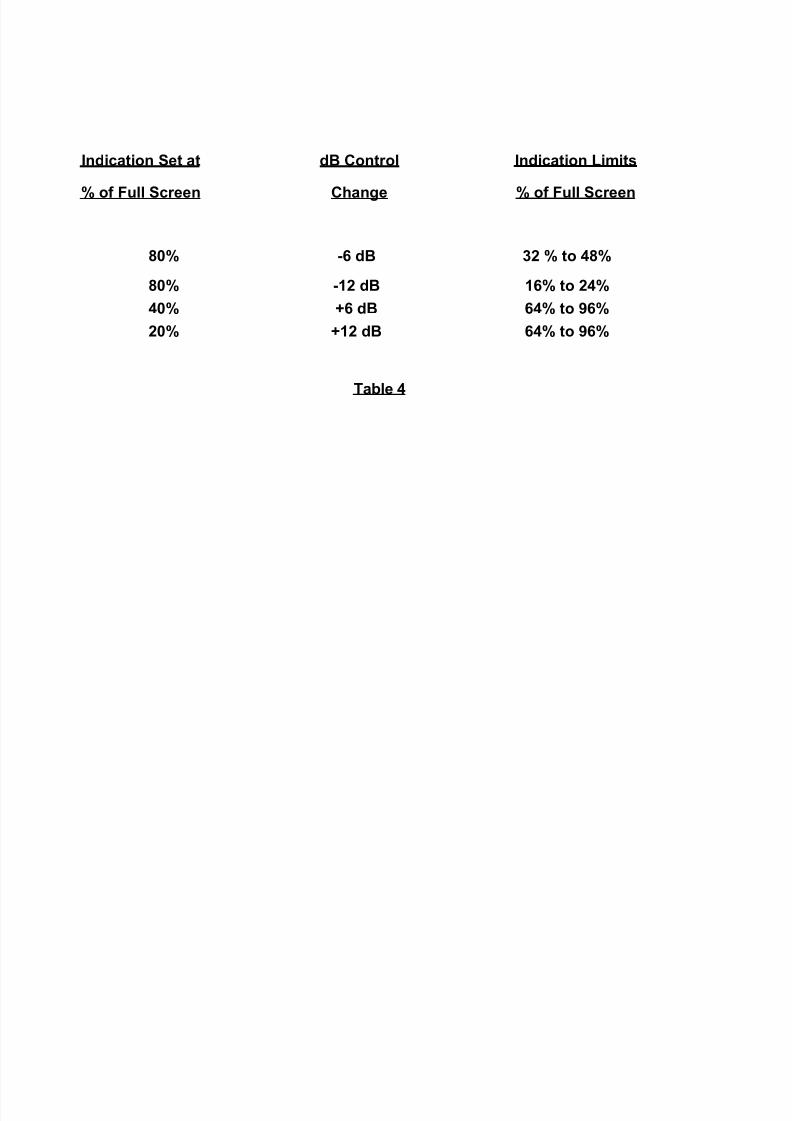
(.# +mplitude control linearit
(.#.1 $ouple a longitudinal transducer 2.2! to !.0 L: to a -S %loc 6or equi5alent7 so
t'at t'e 4 inc' %acAreflection is peaed on t'e screen 6figure 3 position ?7.
(.#.2 >it' an increase and decrease in gain as s'on in ta%le 3 t'e indication must fall
it'in t'e specified limits.
(.#.3 Record conformance on a U) nstrument /erification Report form 6attac'ed 17.
.0 POST C$EAN&N
*.1 mmediatel upon completion of t'e e"amination t'e couplant s'all %e remo5ed %
a suita%le cleaning met'od.
*.1.1 )'e considerations of paragrap' 4.2.2 s'all also appl for t'e cleaning agents.
10.0 E*A(&NAT&ON REPORT
10.1 )'e folloing data ill %e recorded as a minimum for future reference at t'e time of
eac' e"amination and included in t'e report8
10.1.1 Part num%er identificationJ
10.1.2 Gperators name and certification le5el8
10.1.3 nstrument description mae model serial num%erJ and NS) )racea%le
cali%ration due dateJ
10.1.4 Setup A couplant ca%le tpe and lengt'J
10.1.! Searc' unit description A tpe si:e frequenc special s'oesJ
10.1.# Reference standards si:e and material tpesJ
10.1.& Record required instrument settingsJ
10.1.( Scanning met'od and an limitationsJ
10.1.* Eac' t'icness measurement and its locationJ
10.1.10 Reference to t'is procedure.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 11/16
11.0 ACCEPTANCE STANDARDS
11.1 +cceptance or reection of a component ill %e %ased on customer requirements
and9or t'e minimum design t'icness alloed % t'e referencing code.
(aximm T2ic3ness (inimm
lo4er Ste5 Tar6et U55er Ste5
.03B Up to .12!B incl. .20B
.10B o5er .12!B t'roug' .3&!B .!0B
.10B o5er .3&!B t'roug' .!0B .#2!B
.2!B o5er .!0B t'roug' .&!0B .*0B
.!0B o5er .&!0B t'roug' 1.00B 1.30B
.!0B o5er 1.00B t'roug' 1.2!B 1.#0B
.&!B o5er 1.2!B t'roug' 1.!0B 1.*0B
1.00B o5er 1.!0B t'roug' 1.&!B 2.1!B
1.00B o5er 1.&!B t'roug' 2.00B 2.!0B
1.00B o5er 2.00B t'roug' 2.2!B 2.(0B
1.!0B o5er 2.2!B t'roug' 2.!0B 2.*0B
1.!0B o5er 2.!0B t'roug' 2.&!B 3.00B
2.00B o5er 2.&!B t'roug' 3.00B 3.!0B
2.00B o5er 3.00B t'roug' 3.2!B 3.&!B2.00B o5er 3.2!B t'roug' 3.!0B 4.00B
2.00B o5er 3.!0B t'roug' 3.&!B 4.2!B
2.00B o5er 3.&!B t'roug' 4.00B 4.!0B
2.00B o5er 4.00B t'roug' 4.2!B 4.&!B
Table #
T2ic3ness Testin6 Reference Table for
$o4er7 Tar6et7 and U55er ,rac3et Ran6es.

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 12/16
"i6re 1Calibration Standard
,lat ?ottomaterial )'icness Lole -ia. H1932 in.
Up to 1 in. 191# in.
G5er 1 to 2 in. 19( in.G5er 2 to 3 in. 391# in.G5er 3 to 4 in. !91# in.G5er 4 in. 39( in.
MENER+ NG)E8,lat %ottom 'oles mac'ined to a minimum dept' of 19( inc'parallel to t'e transducer contact surface.
Table !"l a t , o t t om ole R e 8i re m e n t s
7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 13/16
"i6re !
"i6re #
7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 14/16
&ndication Set at d, Control &ndication $imits
9 of "ll Screen C2an6e 9 of "ll Screen
/09 :+ d, #! 9 to '/9
/09 :1! d, 1+9 to !'9
'09 ;+ d, +'9 to +9
!09 ;1! d, +'9 to +9
Table '

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 15/16
100
*0
(0
&0
#0
!0
40
30
20
-ate8
NS)RUEN) +OE8 NS)RUEN) G-E NS)RUEN) SER$+ 8 $+ -UE -+)E8
U$TRASON&C &NSTRU(ENT VER&"&CAT&ON REPORT
$GUP+N) and ?+)$L 8 $+?E )PE8 $+?E ENM)L8 RE,EREN$E ?G$O8
)R+NS-U$ER )PE8 )R+NS-U$ER SE8 )R+NS-U$ER ,REQUEN$8 )R+NS-U$ER SER+ 8
?+$ORE,E$)GN
OR&<ONTA$ $&(&T AND $&NEAR&T=
11
10
*
(
&
#
!
4
3
2
1
0 10 20 30 40 !0 #0 &0 (0 *0
100PGS)GN G, SMN+ GN S>EEP )R+$E A I ,U S$+E
dealinearit ine
MRE+)ES ERRGR6I ,U LGRGN)+ S$+E7
SCREEN E&T $&NEAR&T=!> Res5onse '> Res5onse 9 Error
A(P$&TUDE CONTRO$ $&NEAR&T=
N-$+)GN SE) +)I ,U S$REEN
d? $GN)RG$L+NME
&ND&CAT&ON $&(&TS9 "U$$ SCREEN
N-$+)GN SE) +)I ,U S$REEN

7/17/2019 Standard Inspection Procedure for Ultrasonic Thickness Measurement (Repaired)
http://slidepdf.com/reader/full/standard-inspection-procedure-for-ultrasonic-thickness-measurement-repaired 16/16
)'is sstem meets t'e requirements for Lori:ontal imitand linearit screen 'eig't linearit and +mplitude $ontrolinearit as stated in +SE Section / +rticle 4.
)ec'nician8 e5el8
(0 A# d? 32 4(I
(0 A12 d? 1# 24I
40 H# d? #4 *#I
20 H12 d? #4 *#I