sponsor = arco / mike payne -...
TRANSCRIPT

DEA-130Modernization of Tubular
Collapse Performance Properties
PRESENTATION TO THEDEA Q4/02 MEETING
November 21, 2002
SPONSOR = ARCO / MIKE PAYNE

DEA –130 DURATION
PROPOSED - FEBRUARY 1999
FIRST OFFICIAL MEETING - OCTOBER 1999
PROGRAM COMPLETION - OCTOBER 2002
TOTAL FUNDING = $420,000
OPERATOR PARTICIPANTS = $22,500
INDUSTRY & GOVT AGENCY = $22,500(API = $45,000)
MANUFACTUERS = $7,500 + DONATION OF PIPE& SHIPPING& TENSILE TESTS
DEA –130 FUNDING

TOTAL OF 25 PARTICIPANTS
11 OPERATORS - ARCO (NOW WITH BP)AMOCO (NOW WITH BP)BURLINGTON RESOURCESCHEVRON (NOW WITH TEXACO)MARATHON OILPEMEXREW-DEA (GERMAN OIL CO.)SHELL OILTEXACO (NOW WITH CHEVRON) TOTAL FINA ELFUNOCALPHILLIPS (VIA ARCO ALASKA)
3 INDUSTRY/GOVERNMENT AGENCIES –
APIHSE-UKMMS
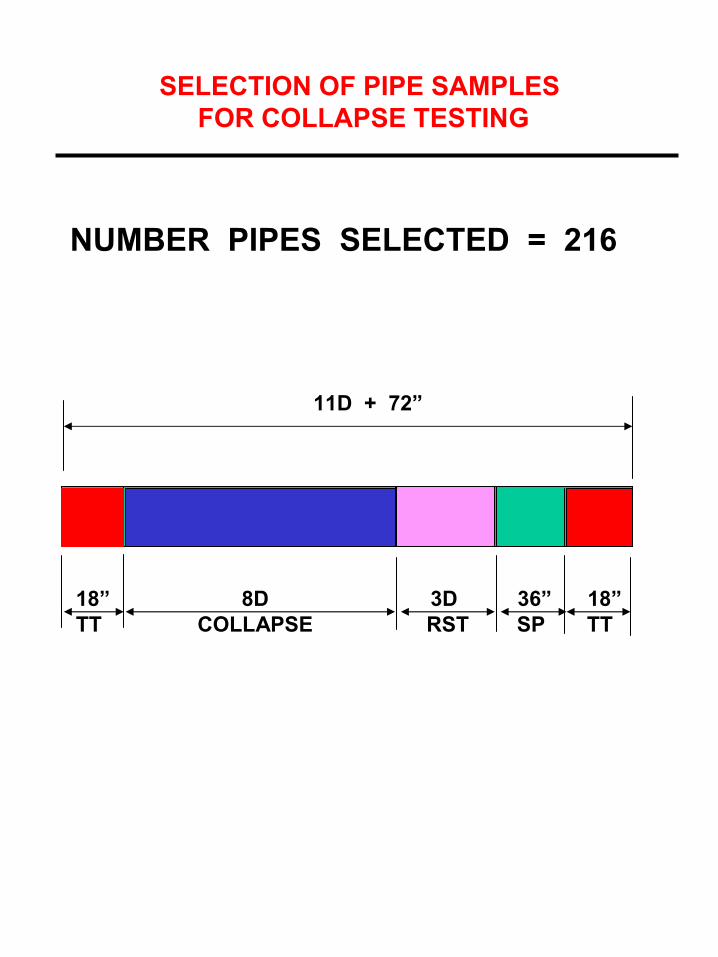
SELECTION OF PIPE SAMPLESFOR COLLAPSE TESTING
NUMBER PIPES SELECTED = 216
18” 8D 3D 36” 18”TT COLLAPSE RST SP TT
11D + 72”

PREFERRED SAMPLES AND ACTUAL SAMPLES
0
5
10
15
20
25
30
35
40
45
0 2 4 6 8 10 12 14 16 18 20
PIPE DIAMETER, INCH
D/T
ACTUAL SAM PLESPREFERRED SAM PLES
162-7/8
45
0

DEA-130PIPE SIZES TESTED
4.5"7.3% 5"
2.0%
5.5"17.9%
7"18.5%
7.75"3.3%
8.625"4.6%
9.625"16.6%
10.75"4.0%
11.75"2.0%
13.375"15.9%
13.625"2.0%
16"4.0%
2.875"0.7%
3.5"1.3%
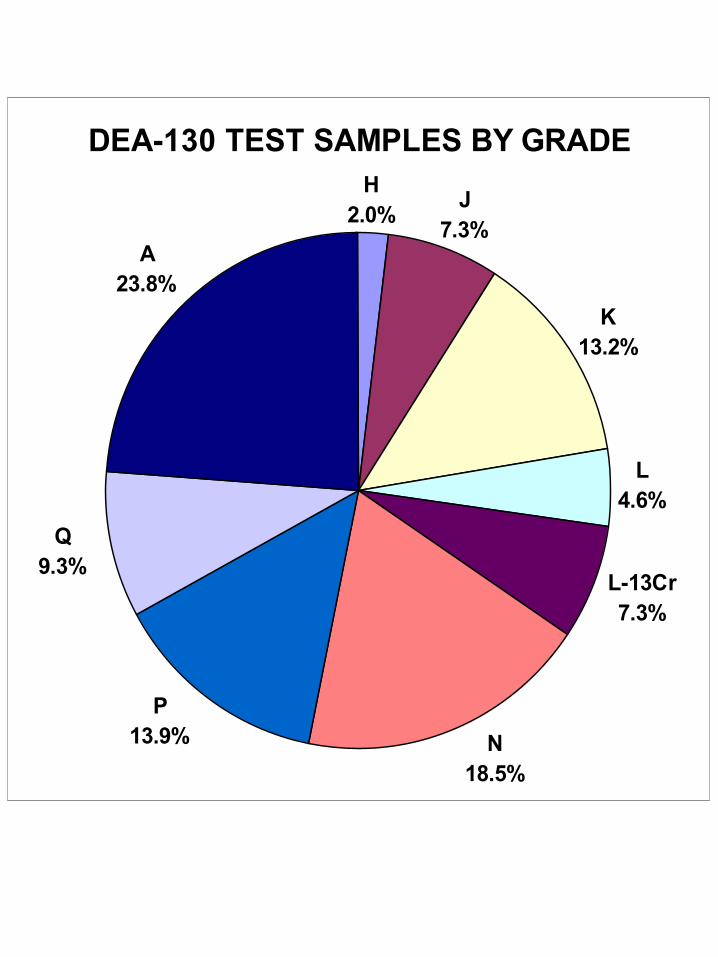
DEA-130 TEST SAMPLES BY GRADEH
2.0% J7.3%
K13.2%
L-13Cr7.3%
N18.5%
P13.9%
Q9.3%
A23.8%
L4.6%

RESIDUAL STRESS TEST
SPLIT RING METHOD6 WALL THICKNESSES3 OD MEASUREMENTS
CRAMPTON & THIN SHELL STRESS

Filename : Example
Pipe Sample: Example Sample Collapse Pressure :Grade: Example Failure Location (small axis) 13
Nom.Weight(lb/ft.) 53.50 Sample Weight: 341.9 lbs. Test Date : Ex
Pipe O.D. 9 5/8 Pipe Length: 77 inch
Actual Weight(lb/ft.) 53.33
Longitude End "A" 1 x O.D. 2 x O.D. 3 x O.D. 4 x O.D. 5 x O.D. 6 x O.D.
Radial Axis Wall Thickness (inches)
Degrees 0 0.565 0.570 0.570 0.565 0.568 0.572 0.55845 0.537 0.539 0.542 0.547 0.549 0.548 0.536
90 0.550 0.553 0.556 0.556 0.560 0.560 0.559
135 0.538 0.535 0.536 0.538 0.543 0.537 0.542
180 0.555 0.552 0.552 0.553 0.559 0.558 0.560225 0.533 0.529 0.526 0.526 0.531 0.528 0.535
270 0.543 0.539 0.535 0.538 0.529 0.532 0.524
315 0.540 0.541 0.539 0.540 0.532 0.533 0.517
Avg.Thickness 0.545 0.545 0.545 0.545 0.546 0.546 0.541Avg O.D. (PI-Tape) 9.715 9.717 9.718 9.718 9.715 9.715 9.716
Actual O.D. @ 0/180 9.714 9.707 9.715 9.708 9.702 9.706 9.711
Ovality Gauge Max (+) .003/270 .004/270 .000/270 .007/270 .015/270 .000/270 .000/270
Ovality Gauge Min (-) .005/135 .005/135 .006/135 .012/135 .000/135 .005/135 .015/135Ovality Max & Min indicated in inches. 2nd number represents location in degrees.
Ovality, (Max-Min)/Avg 0.08% 0.09% 0.06% 0.20% 0.15% 0.05% 0.15%
Eccentricity, 0-180 1.83% 3.30% 3.31% 2.20% 1.65% 2.56% 0.37%
(tmax-tmin)/tavg 45-225 0.73% 1.84% 2.94% 3.85% 3.29% 3.66% 0.18%90-270 1.28% 2.57% 3.86% 3.30% 5.67% 5.13% 6.47%
135-315 0.37% 1.10% 0.55% 0.37% 2.01% 0.73% 4.62%
Actual Avg D/T 17.82 17.84 17.85 17.82 17.78 17.79 17.95
T-Max 0.572
T-Min 0.517T-Avg. 0.544
STDEV. 0.013791512
Pipe Sample Failure Details: SAMPLE FLATTENED 2D TO 6D W/SMALL AXIS AT 135 & 315 DEG
135 DEG 315 DEG
DEA-130 PIPE COLLAPSE DATA SHEETSOUTHWEST RESEARCH INSTITUTE
PRE-TEST PIPE MEASUREMENTS
OD - 0° / 180° & PI TAPEWALL – 8 PLACES 45° INCREMENTSOVALITY - MAX & MIN
LENGTH & WEIGHT
1D INC.9 LOC.

FIGURE 6-3Typical Collapse Sample Being Installed Into Chamber
FIGURE 6-4Typical Collapsed Samples

PIPE CHARACTERISTICSSIGNIFICANT TO COLLAPSE
(GIVEN OD & WALL)
YIELD STRENGTH
OVALITY
ECCENTRICITY
RESIDUAL STRESS

PLOT OF NORMALIZEDYIELD STRENGTH BY GRADE
(ACTUAL / SPECIFIED)
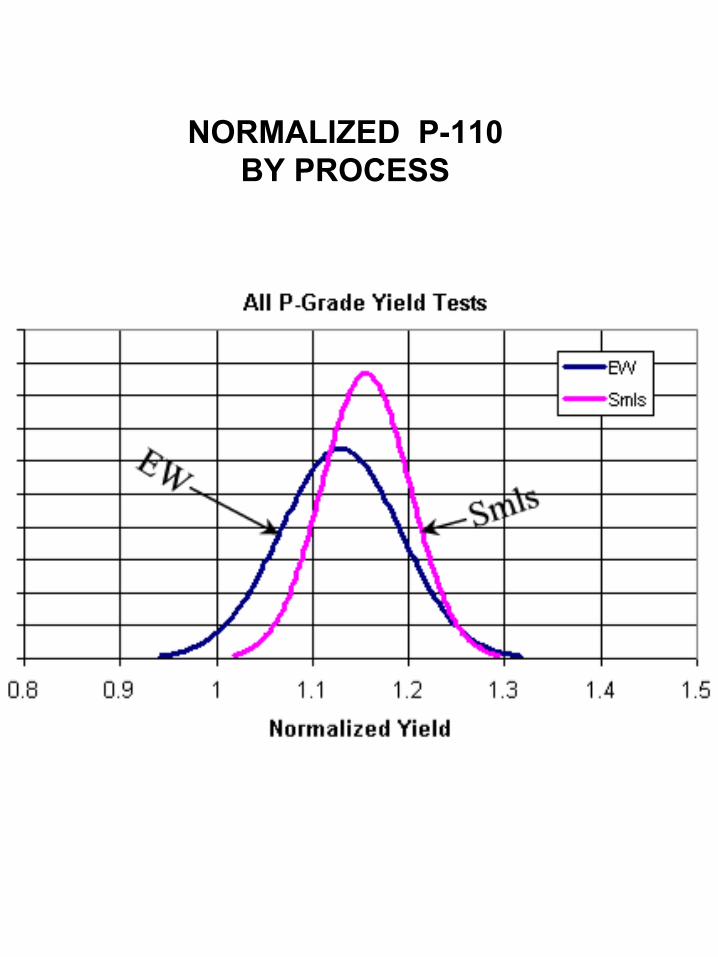
NORMALIZED P-110BY PROCESS
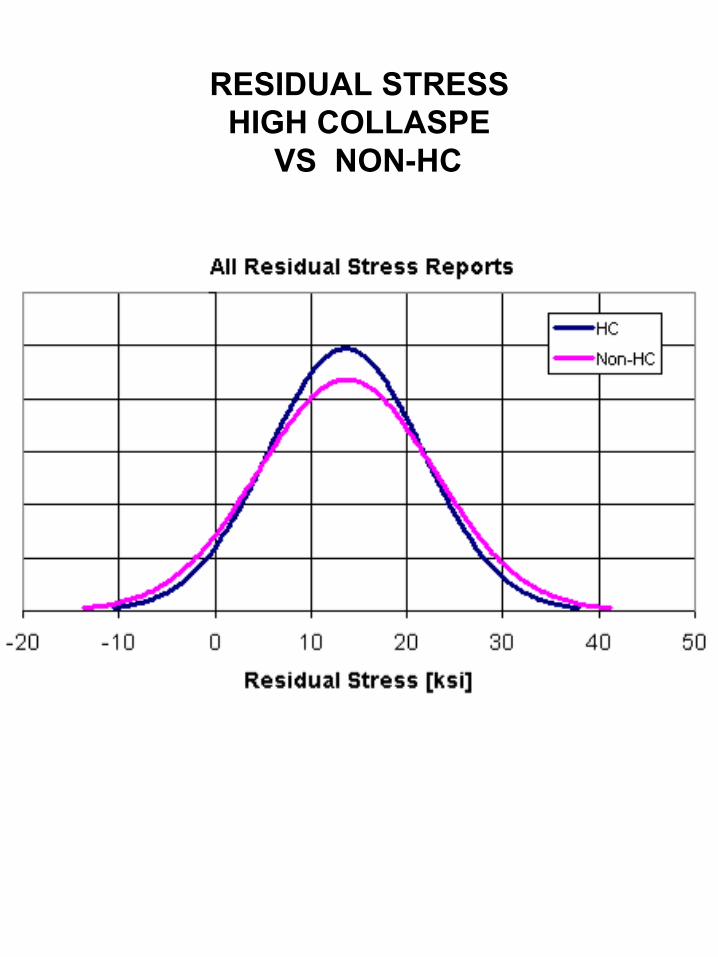
RESIDUAL STRESSHIGH COLLASPE
VS NON-HC

RESIDUAL STRESSBY PROCESS
SEAMLESS vs WELDED

RESIDUAL STRESSBY GRADE

RESIDUAL STRESSBY HOT vs COLD STRAIGHTENING
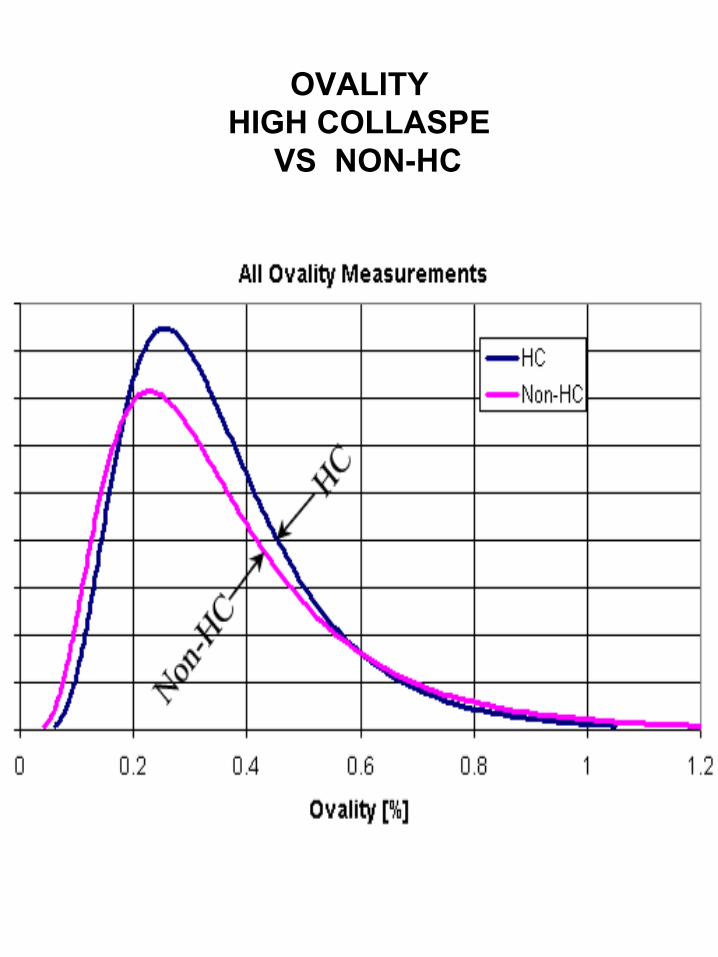
OVALITYHIGH COLLASPE
VS NON-HC
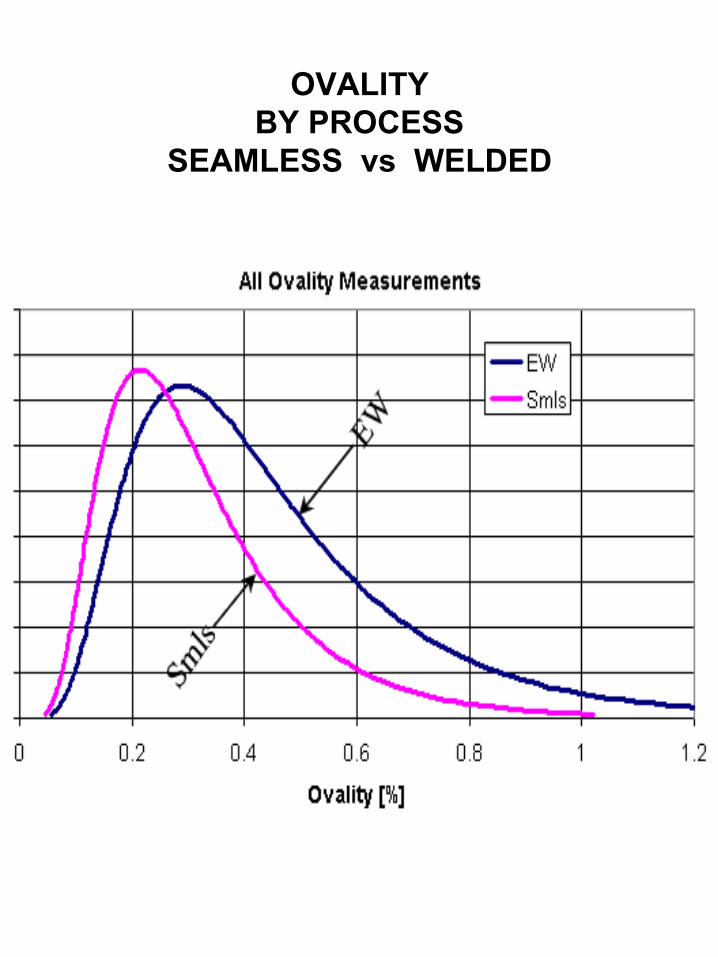
OVALITYBY PROCESS
SEAMLESS vs WELDED
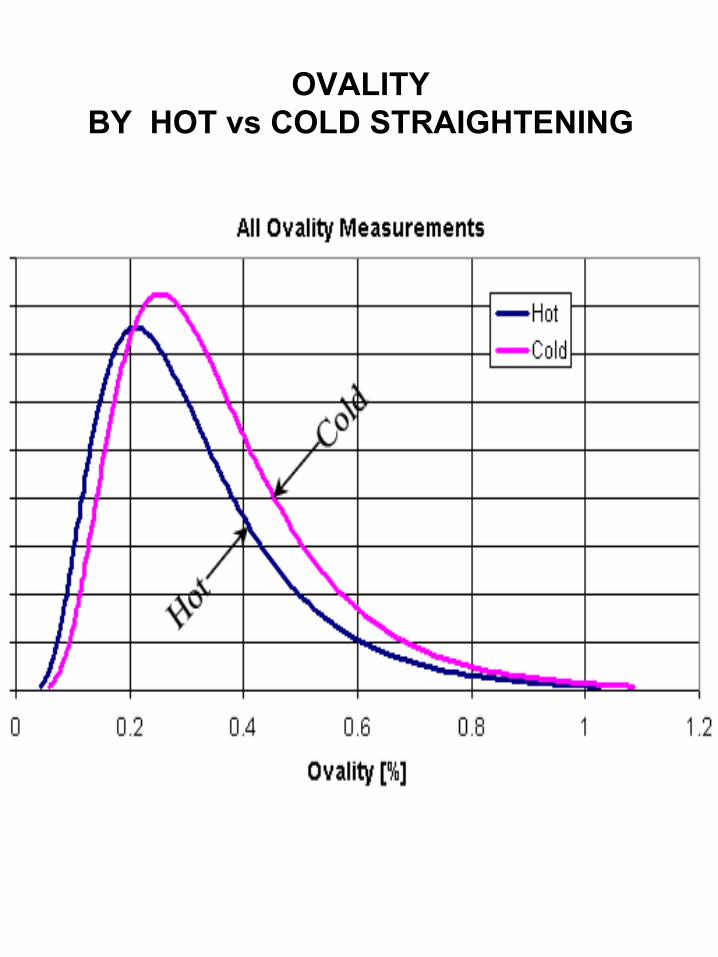
OVALITYBY HOT vs COLD STRAIGHTENING

ECCENTRICITYHIGH COLLASPE
VS NON-HC

ECCENTRICITYBY PROCESS
SEAMLESS vs WELDED

ALL COLLAPSE PRESSURES
TOTAL NUMBER = 151 TESTS





1 1.002 1.004 1.006 1.008 1.01 1.012 1.014 1.016
Normalized OD (Actual/Specified)
COMPARISON OF NORMALIZED OD(ACTUAL / SPECIFIED)BY MANUFACTURER

0.94 0.96 0.98 1 1.02 1.04 1.06 1.08 1.1
Normalized Wall Thickness (Actual/Specified)
COMPARISON OF NORMALIZED WALL(ACTUAL / SPECIFIED)BY MANUFACTURER
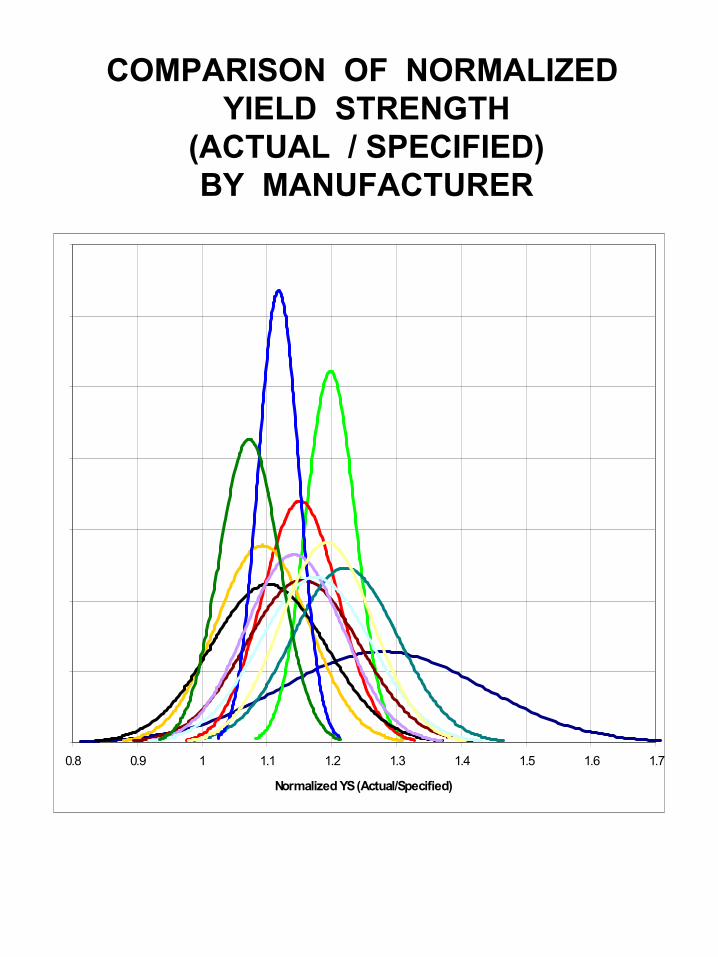
0.8 0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7
Normalized YS (Actual/Specified)
COMPARISON OF NORMALIZED YIELD STRENGTH
(ACTUAL / SPECIFIED)BY MANUFACTURER

COMPARISON OF NORMALIZED OVALITY
(ACTUAL / SPECIFIED)BY MANUFACTURER
0 0.001 0.002 0.003 0.004 0.005 0.006 0.007 0.008 0.009 0.01
Ovality

COMPARISON OF NORMALIZED ECCENTRICITY
(ACTUAL / SPECIFIED)BY MANUFACTURER
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.1
Eccentricity
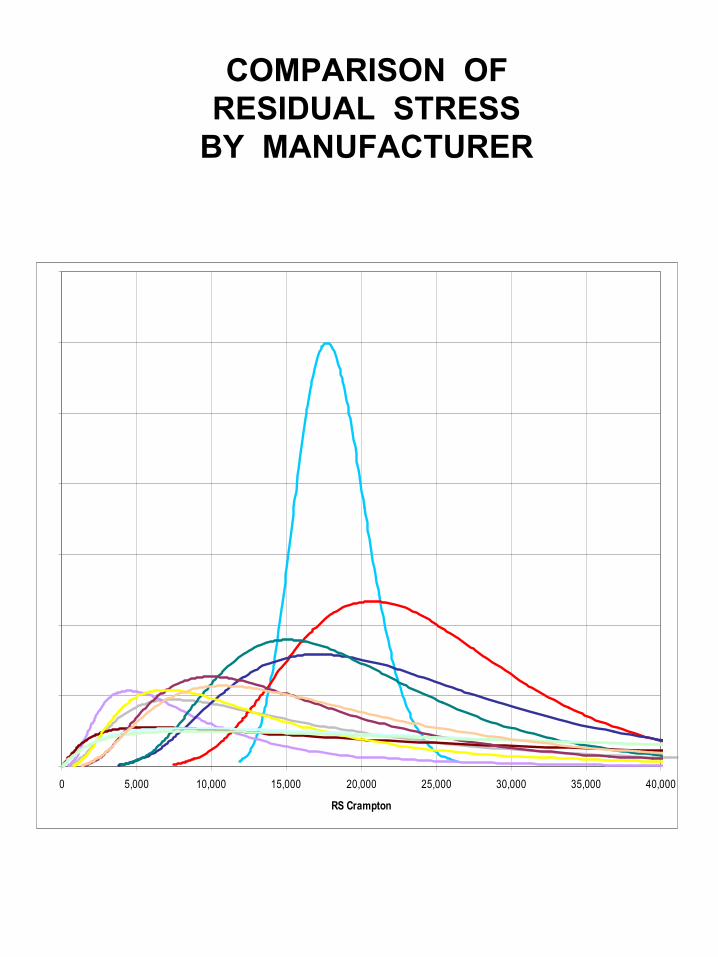
COMPARISON OFRESIDUAL STRESS
BY MANUFACTURER
0 5,000 10,000 15,000 20,000 25,000 30,000 35,000 40,000
RS Crampton
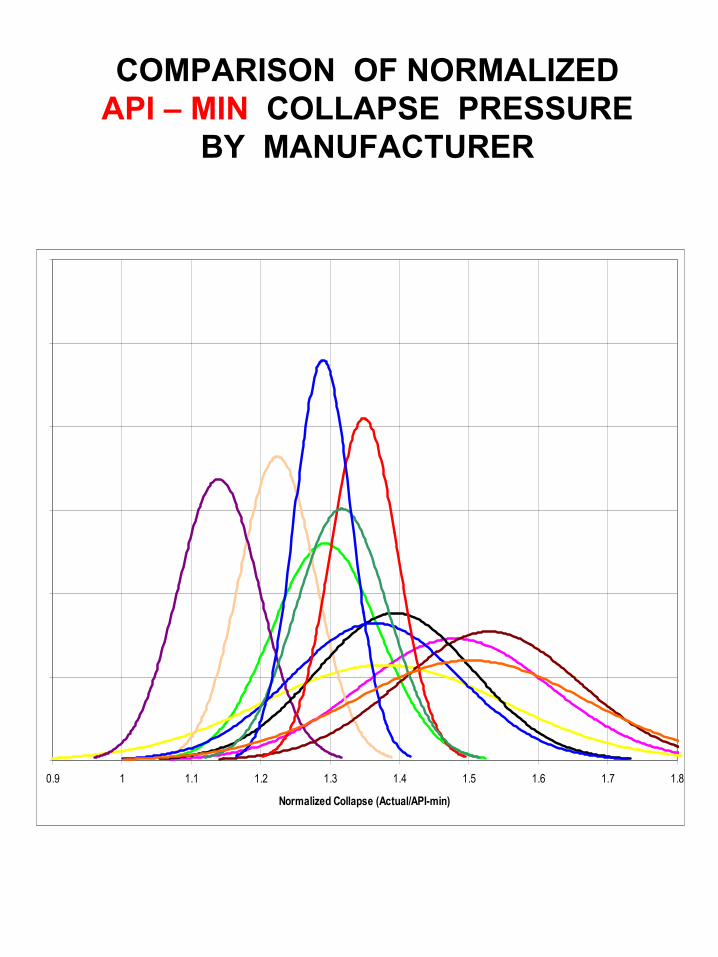
COMPARISON OF NORMALIZEDAPI – MIN COLLAPSE PRESSURE
BY MANUFACTURER
0.9 1 1.1 1.2 1.3 1.4 1.5 1.6 1.7 1.8
Normalized Collapse (Actual/API-min)
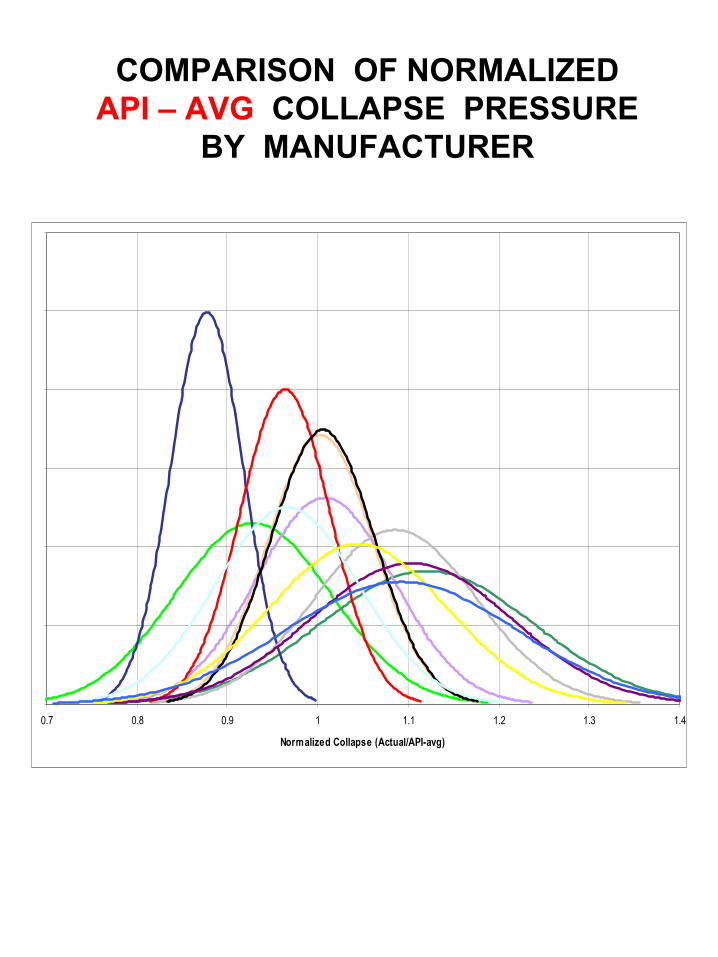
COMPARISON OF NORMALIZEDAPI – AVG COLLAPSE PRESSURE
BY MANUFACTURER
0.7 0.8 0.9 1 1.1 1.2 1.3 1.4
Normalized Collapse (Actual/API-avg)

THE END
THANKS TO -DEA
MIKE PAYNEALL PARTICIPANTS