slovenskÁ technickÁ univerzita v bratislave fakulta...
TRANSCRIPT

SLOVENSKÁ TECHNICKÁ UNIVERZITA V BRATISLAVE
FAKULTA CHEMICKEJ A POTRAVINÁRSKEJ
TECHNOLÓGIE
Evidenčné číslo: FCHPT-5431-76774
KONTINUÁLNA NITRÁCIA TOLUÉNU
VYUŽITÍM HEX REAKTORA
BAKALÁRSKA PRÁCA
Bratislava, 2017 Matej Bartoš


SLOVENSKÁ TECHNICKÁ UNIVERZITA V BRATISLAVE
FAKULTA CHEMICKEJ A POTRAVINÁRSKEJ
TECHNOLÓGIE
Evidenčné číslo: FCHPT-5431-76774
KONTINUÁLNA NITRÁCIA TOLUÉNU
VYUŽITÍM HEX REAKTORA
BAKALÁRSKA PRÁCA
Študijný program: chemické inžinierstvo
Študijný odbor: 5.2.17. chemické inžinierstvo
Školiace pracovisko: Oddelenie chemického a biochemického inžinierstva
Vedúci práce: Ing. Juraj Labovský, PhD.
Konzultant: Ing. Ján Janošovský
Bratislava, 2017 Matej Bartoš



Poďakovanie
Chcel by som sa poďakovať pánovi Ing. Jánovi Janošovskému za venovaný čas, pripomienky
a odborné rady, ktoré mi veľmi pomohli pri vypracovaní bakalárskej práce.

9
Obsah
Zoznam skratiek a značiek .......................................................................................................... 12
Úvod ........................................................................................................................................... 14
1 Teoretická časť ........................................................................................................................ 15
1.1 Vlastnosti látok ................................................................................................................. 15
1.1.1 Kyselina sírová ............................................................................................................. 15
1.1.2 Kyselina dusičná .......................................................................................................... 15
1.1.3 Toluén .......................................................................................................................... 15
1.1.4 2-Nitrotoluén ................................................................................................................ 15
1.1.5 3-Nitrotoluén ................................................................................................................ 16
1.1.6 4-Nitrotoluén ................................................................................................................ 16
1.1.7 Ostatné látky ................................................................................................................ 16
1.2 Nitrácia toluénu ................................................................................................................ 16
1.2.1 Chemická reakcia ......................................................................................................... 17
1.2.2 Mechanizmus nitrácie .................................................................................................. 18
1.1.3 Výroba nitrotoluénov v súčasnosti ............................................................................... 19
1.2 Rúrový reaktor .................................................................................................................. 19
1.2.1 Materiálová bilancia ..................................................................................................... 19
1.2.2 Entalpická bilancia ....................................................................................................... 20
1.3 HEX reaktor ...................................................................................................................... 21
1.3.1 Intenzifikácia ................................................................................................................ 21
1.3.2 Prechod tepla ................................................................................................................ 22
1.3.3 Tok tekutín ................................................................................................................... 23
1.3.4 Dynamika reaktora ....................................................................................................... 23
1.3.5 Zdržný čas .................................................................................................................... 24
1.3.6 Konštrukcia .................................................................................................................. 24

10
1.3.7 Scale-Up ....................................................................................................................... 24
1.4 Rektifikácia ....................................................................................................................... 24
2 Cieľ práce ................................................................................................................................ 28
3 Praktická časť .......................................................................................................................... 29
3.1 Model reaktora .................................................................................................................. 29
3.1.1 Vlastnosti reaktora ....................................................................................................... 29
3.1.2 Vlastnosti reakčnej zmesi a chladiaceho média ........................................................... 30
3.1.3 Kinetické parametre ..................................................................................................... 31
3.1.4 Overenie správnosti modelu ......................................................................................... 32
3.1.5 Scale-Up a optimalizácia .............................................................................................. 33
3.2 Návrh výroby .................................................................................................................... 36
3.3 Model rektifikačných kolón .............................................................................................. 38
3.3.1 Rektifikačná kolóna 1 .................................................................................................. 38
3.3.2 Rektifikačná kolóna 2 .................................................................................................. 40
3.4 Ostatné zariadenia ............................................................................................................. 42
3.4.1 Separácia a čistenie prúdu produktov ........................................................................... 42
3.4.2 Predohrev nástreku do rektifikačnej kolóny 1 .............................................................. 43
3.4.3 Kondenzátory rektifikačných kolón a schladenie toluénu ............................................ 44
3.4.4 Mix 1 ............................................................................................................................ 44
3.4.5 Regenerácia kyseliny dusičnej ..................................................................................... 45
3.4.6 Regenerácia kyseliny sírovej ........................................................................................ 46
3.4.7 Chladenie regenerovaných kyselín ............................................................................... 46
3.4.8 Mix 2 ............................................................................................................................ 47
3.4.9 Dvojstupňová kryštalizácia .......................................................................................... 48
3.5 Ekonomická bilancia......................................................................................................... 48
4 Záver ........................................................................................................................................ 52
Použitá literatúra ......................................................................................................................... 54

11
Abstrakt
Táto bakalárska práca venuje svoju pozornosť najmä intenzifikácii chemického procesu
použitím moderného HEX reaktora. Ako modelová reakcia bola zvolená nitrácia toluénu.
Analýzou kinetiky reakcie sme vypracovali matematický model reaktora. Okrem toho sme
navrhli aj ostatné časti výroby dimenzovanej na produkciu 500 ton zmesi nitrotoluénov ročne. Sú
to zariadenia na regeneráciu nezreagovaných reaktantov a zariadenia na separáciu produktov.
Vytvorili sme aj matematický model dvoch rektifikačných kolón. Súčasťou práce sú materiálové
a entalpické bilancie všetkých zariadení v procese ako aj určenie ich základných rozmerov.
Okrem toho sme vykonali základnú ekonomickú analýzu, kde sme odhadli celkové fixné
investičné náklady a vypočítali aj predpokladaný ročný zisk.
Kľúčové slová: nitrácia; HEX reaktor; rektifikácia; kryštalizácia
Abstract
This bachelor thesis is focused on intensification of a chemical process using modern HEX
reactor. Nitration of toluene was chosen as a case study. We developed a mathematical model of
the reactor by analysis of reaction kinetics. Furthermore, we designed other parts of production
plant aiming at productivity of 500 tons of nitrotoluenes mixture annually. These are units for
regeneration of unspent reagents as well as devices for separation of the individual products. We
also created a mathematical model of two distillation columns. Mass and enthalpy balances and
estimation of basic dimensions of all devices belongs to the thesis as well. In addition, we
performed basic economic analysis estimating total fixed capital costs and annual income.
Key words: nitration; HEX reactor; distillation; crystallization

12
Zoznam skratiek a značiek
značka názov jednotka
𝑎 dĺžka strany rúrky m
𝐴, 𝐵, 𝐶 parametre Antoineovej rovnice
𝑎𝑐 , 𝑏𝑐 parametre výpočtu ceny chladu
𝑐 koncentrácia látkového množstva mol m-3
𝐶 cena € / $
𝐶𝐸𝑃𝐶𝐼 Chemical Engineering Plant Cost Index
𝐶𝑝 (špecifická) tepelná kapacita J mol-1 K-1 / J kg-1 K-1
𝐶𝑇𝐶 celkové fixné kapitálové náklady $ / €
𝑑 priemer m
∆𝑓𝐻 (špecifická) entalpia tuhnutia J mol-1 / J kg-1
∆𝑟𝐻 reakčná entalpia J mol-1
∆𝑡 rozdiel teplôt K
∆𝑡𝑙𝑠 logaritmický stred rozdielu teplôt K
∆𝑣𝐻 (špecifická) výparná entalpia J mol-1 / J kg-1
𝐻 entalpia J
�� tok entalpie W
ℎ mólová entalpia J mol-1
𝑘𝑣 rýchlostná konštanta reakcie dm3 mol-1 s-1
𝜉 rozsah reakcie mol
𝜉 rýchlosť chemickej reakcie mol s-1
𝑚 hmotnosť kg
�� hmotnostný tok kg s-1
𝑀 mólová hmotnosť kg mol-1
𝑛 látkové množstvo mol
�� mólový tok mol s-1
𝑁𝐼 počet zložiek
𝑁𝑅 počet reakcií
𝑃 tlak Pa
𝑃𝑜 tlak nasýtených pár Pa
𝜈 stechiometrický koeficient

13
𝑞 parameter nástreku do rektifikáčnej kolóny
�� tok tepla W
𝑟 exponent prepočtu ceny
𝑅 refluxný pomer
𝑅𝑔 univerzálna plynová konštanta J mol-1 K-1
𝜌 hustota kg m-3
𝑆 obsah m2
𝜏 čas s
𝑡 teplota °C
𝑇 teplota K
𝑢 lineárna rýchlosť prúdenia m s-1
𝑈 úhrnný koeficient prechodu tepla W m-2 K-1
𝑉 objem m3
�� objemový prietok m3 s-1
𝑤 hmotnostný zlomok
𝑊 sila kyseliny
𝑤𝑔 rýchlosť prúdenia pár m s-1
𝑥 mólový zlomok
𝑋 konverzia
𝑦 mólový zlomok pár
𝑧 dĺžka reaktora m
stredná hodnota danej veličiny
14
Úvod
Nitráciou organickej zlúčeniny toluén získame zmes troch mononitrotoluénov, odlišujúcich
sa vo vzájomnej polohe metylovej a nitro skupiny. Ich sumárny vzorec je však rovnaký:
C7H7NO2. Najčastejšie sa ďalej spracovávajú na pigmenty a farbivá, antioxidanty,
poľnohospodárske alebo fotografické chemikálie [1]. V roku 1985 sa ich na svete vyrobilo
približne 200 000 ton [2]. Na nitráciu toluénu sa v praxi využívajú rôzne vsádzkové aj
kontinuálne postupy.
Intenzifikáciou procesov v chemickej výrobe dosahujeme lepšie výsledky najmä v
ekonomickej, energetickej, bezpečnostnej a environmentálnej (množstvo a kvalita odpadov)
oblasti [3]. Môže sa jednať o nové médiá, nové metódy aktivácie alebo nové technológie. Jednou
z nich je aj využitie HEX reaktora (z anglického heat exchanger reactor). Tieto zariadenia sa
javia ako vynikajúce alternatívy k vsádzkovým a polovsádzkovým reaktorom, najviac
používaným pri malotonážnych výrobách (do 1000 ton ročne [4]). Hlavnými výhodami sú malá
veľkosť a úspora rozpúšťadiel. Súčasne ponúkajú aj vyššiu bezpečnosť vďaka výborným
vlastnostiam prechodu tepla [5].
Na separáciu mononitrotoluénov potrebujeme rektifikačnú kolónu, v ktorej sa zo zmesi
odstráni 2-nitrotoluén a dvojstupňovú kryštalizáciu, v ktorej oddelíme zvyšné dva produkty [2].
Okrem toho vypočítame aj základné rozmery ostatných zariadení v navrhnutej výrobe.
V závere práce odhadneme investičné náklady na vybudovanie navrhovanej výroby. Určíme
aj predpokladané prevádzkové náklady a zisky z predaja. Na základe týchto výpočtov vypočítame
jednoduchú návratnosť investície.

15
1 Teoretická časť
1.1 Vlastnosti látok
1.1.1 Kyselina sírová
Kyselina sírová (H2SO4), nazývaná aj krv chemického priemyslu, je hygroskopická, silno
žieravá, silná minerálna kyselina so štipľavým zápachom. S vodou je neobmedzene miešateľná,
pričom pri vysokých koncentráciách vzniká óleum. Väčšinou sa nachádza v bezfarebných alebo
jemne žltých vodných roztokoch. Má široké použitie od domácich čistiacich prostriedkov až po
batérie. V priemysle sa používa pri spracovaní minerálov, na výrobu hnojív, pri spracovaní ropy
alebo aj na chemické syntézy. [6]
1.1.2 Kyselina dusičná
Kyselina dusičná (HNO3) je žieravá minerálna kyselina. Roztoky kyseliny sú bezfarebné, ale
časom žltnú z dôvodu vzniku oxidov dusíka. Bežne dostupný je jej 68%-ný vodný roztok.
Najčastejšie sa požíva na nitračné reakcie. Niektoré nitro zlúčeniny sú nestabilné výbušniny
a ostatné, stabilnejšie, sa používajú ako pigmenty. Kyselinu môžeme použiť aj ako silné
oxidovadlo. [7]
1.1.3 Toluén
Toluén (C7H8), inak nazývaný toluol, je bezfarebná, s vodou nemiešateľná kvapalná látka
so zápachom riedidla. Je to monosubstituovaný benzénový derivát, kde je substituentom
metylová skupina. Prvý krát bol izolovaný v roku 1837 poľským chemikom Filipom Walterom.
Je vedľajším produktom spracovania ropy na benzín alebo výroby koksu z uhlia. Používa sa ako
riedidlo vo farbách, lakoch, lepidlách a pod. Okrem toho zvyšuje oktánové číslo benzínu. Je tiež
veľmi dôležitým prekurzorom na výrobu ďalších zlúčenín, okrem nitrotoluénov je to napr.
benzén, toluén diizokyanát, alebo syntetické lieky. [8]
1.1.4 2-Nitrotoluén
Prvý z produktov reakcie, 2-nitrotoluén alebo orto-nitrotoluén (C7H7NO2), je svetložltá
kvapalina vyznačujúca sa vôňou horkých mandlí. Je nehygroskopický a nekorozívny. [1]
16
Využíva sa hlavne na ďalšiu nitráciu na 2,4/2,6-dinitrotoluény v zmesi, z ktorých sa produkuje
toluén diizokyanát. Ostatné významné reakcie 2-nitrotoluénu sú ďalšia nitrácia na trinitrotoluén,
redukcia na 2-toluidín a produkcia 2-tolidínu benzidínovým prešmykom. Toluidín sa používa na
výrobu herbicídu metolachlor, vyvinutého spoločnosťou Ciba Geigy. Jeho ďalším významným
produktom je zmes arylovaných para-fenyléndiamínov, ktorá našla široké uplatnenie ako
antioxidant pri spracovaní gumy. Tolidín sa používa v produkcii farbív a pigmentov. [2]
1.1.5 3-Nitrotoluén
3-Nitrotoluén alebo meta-nitrotoluén (C7H7NO2) je žltá až žlto-zelená kvapalina slabej vône
[1]. Katalytickou redukciou 3-nitrotoluénu získame 3-toluidín, ktorý je medziproduktom pri
výrobe azo farbív. Používa sa aj pri produkcii herbicídu phenmedipham, vyvinutého
spoločnosťou Schering. [2]
1.1.6 4-Nitrotoluén
Posledným produktom je 4-nitrotoluén alebo para-nitrotoluén (C7H7NO2). Je to svetložltý
kryštalický materiál charakteristický vôňou horkých mandlí. Je takmer nerozpustný vo vode. [1]
Používa sa hlavne na výrobu čistého toluén-2,4-diizokyanátu. Druhým najdôležitejším
produktom je kyselina 4-nitrotoluén-2-sulfónová, ktorá sa používa na výrobu optických
zjasňovačov a farbív. Chloráciou a následnou redukciou 4-nitrotoluénu získavame medziprodukt
3-chlór-4-metylanilín, ktorý sa používa pri výrobe herbicídu chlortoluron. [2]
1.1.7 Ostatné látky
V procese čistenia prúdu produktov sa na vychytanie vody a kyseliny sírovej z organickej
fázy používajú hydroxid sodný (NaOH) a síran vápenatý (CaSO4). Hydroxid sodný je biela tuhá
žieravá látka rozpustná vo vode. Najčastejšie sa vyskytuje vo vodnom roztoku alebo vo forme
granúl. Síran vápenatý je biela kryštalická anorganická soľ. Vyskytuje sa v bezvodej forme alebo
ako hydrát. [9, 10]
1.2 Nitrácia toluénu
Nitrácia bola jedným z prvých procesov prevádzaných vo veľkom priemyselnom meradle.
Reakcia prispela aj k pochopeniu základných mechanizmov v organickej chémii, keďže je

17
typickým príkladom elektrofilnej substitúcie [11]. Reakcia nitrácie toluénu by sa dala
charakterizovať touto hlavnou rovnicou:
C7H8 + HNO3 → C7H7NO2 + H2O (1.1)
V skutočnosti, za určitých podmienok, môže dochádzať aj k tvorbe dinitrotoluénov
a trinitrotoluénov. Pri bežných reakčných podmienkach ich však vzniká približne 0,1% [2].
Reakciu sprevádza exotermický tepelný efekt [5].
1.2.1 Chemická reakcia
Stechiometrické koeficienty vyjadrujú to, v akom látkovom pomere reagujú jednotlivé látky
zúčastňujúce sa reakcie. Pri nitrácii toluénu sú všetky rovné jednej, teda reagujú v rovnakom
pomere. Podľa Daltonovho zákona sú v systémoch s jednou chemickou reakciou zmeny
látkového množstva látok úmerné ich stechiometrickým koeficientom.
𝑑𝜉 =𝑑𝑛𝑖
𝜈𝑖 (1.2)
𝜉 = ∫𝑑𝑛𝑖
𝜈𝑖=
𝑛𝑖−𝑛𝑖0
𝜈𝑖
𝑛𝑖
𝑛𝑖0 (1.3)
Stupeň premeny alebo konverzia slúži na kvantifikáciu výkonu reaktora. Vyjadruje koľko
kľúčovej zložky A v reaktore zreagovalo.
𝑋𝑖 =𝑛𝑖0−𝑛𝑖
𝑛𝑖0 (1.4)
Rýchlosť chemickej reakcie môžeme vyjadriť zmenou rozsahu za čas.
𝜉 =d𝜉
d𝑡=
d𝑛𝑖
𝜈𝑖d𝑡 (1.5)
Túto rýchlosť reakcie je výhodné vztiahnuť na jednotku objemu.
𝜉�� =d𝜉
𝑉d𝑡=
d𝑛𝑖
𝜈𝑖𝑉d𝑡 (1.6)
Pri reakciách, kde z reaktantov vzniká viacero produktov, je potrebné poznať aj selektivitu.
Vypočítame ju ako podiel látkového množstva vzniknutého produktu a zreagovaného kľúčového
reaktanta. Rýchlosť chemickej reakcie závisí najmä od koncentrácie reaktantov a teploty.
Každú chemickú reakciu sprevádza tepelný efekt. Definícia reakčnej entalpie pri konštantnej
teplote a tlaku je nasledovná.
Δ𝑟𝐻 = (𝜕𝐻
𝜕𝜉)
𝑇,𝑃= ∑ 𝜈𝑖ℎ𝑖
𝑁𝐼𝑖=1 (1.7)
V prípade exotermických reakcií sa teplo pri reakcii uvoľňuje a jej hodnota je záporná. [12]
18
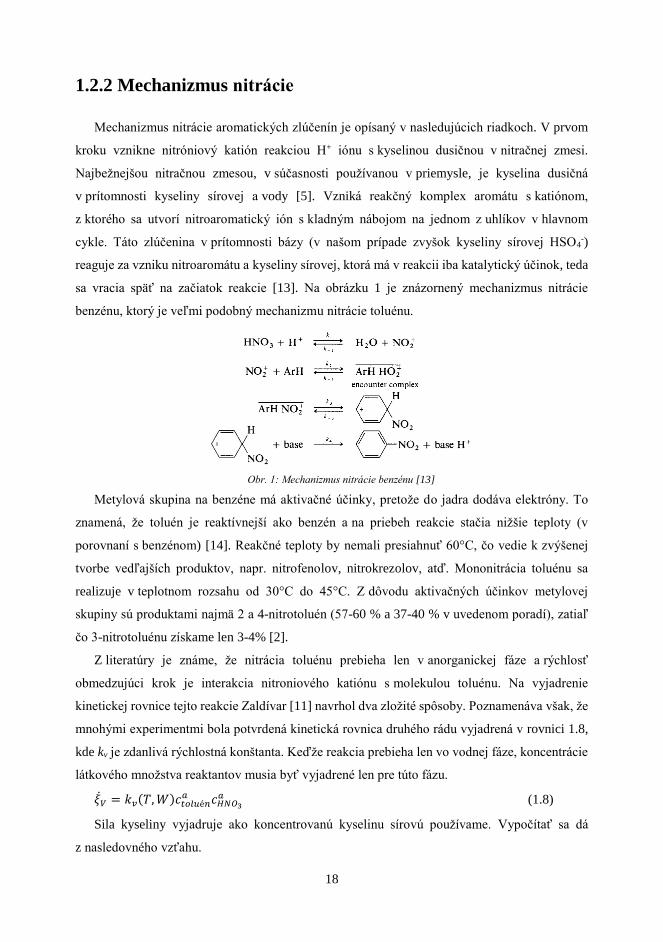
1.2.2 Mechanizmus nitrácie
Mechanizmus nitrácie aromatických zlúčenín je opísaný v nasledujúcich riadkoch. V prvom
kroku vznikne nitróniový katión reakciou H+ iónu s kyselinou dusičnou v nitračnej zmesi.
Najbežnejšou nitračnou zmesou, v súčasnosti používanou v priemysle, je kyselina dusičná
v prítomnosti kyseliny sírovej a vody [5]. Vzniká reakčný komplex aromátu s katiónom,
z ktorého sa utvorí nitroaromatický ión s kladným nábojom na jednom z uhlíkov v hlavnom
cykle. Táto zlúčenina v prítomnosti bázy (v našom prípade zvyšok kyseliny sírovej HSO4-)
reaguje za vzniku nitroaromátu a kyseliny sírovej, ktorá má v reakcii iba katalytický účinok, teda
sa vracia späť na začiatok reakcie [13]. Na obrázku 1 je znázornený mechanizmus nitrácie
benzénu, ktorý je veľmi podobný mechanizmu nitrácie toluénu.
Obr. 1: Mechanizmus nitrácie benzénu [13]
Metylová skupina na benzéne má aktivačné účinky, pretože do jadra dodáva elektróny. To
znamená, že toluén je reaktívnejší ako benzén a na priebeh reakcie stačia nižšie teploty (v
porovnaní s benzénom) [14]. Reakčné teploty by nemali presiahnuť 60°C, čo vedie k zvýšenej
tvorbe vedľajších produktov, napr. nitrofenolov, nitrokrezolov, atď. Mononitrácia toluénu sa
realizuje v teplotnom rozsahu od 30°C do 45°C. Z dôvodu aktivačných účinkov metylovej
skupiny sú produktami najmä 2 a 4-nitrotoluén (57-60 % a 37-40 % v uvedenom poradí), zatiaľ
čo 3-nitrotoluénu získame len 3-4% [2].
Z literatúry je známe, že nitrácia toluénu prebieha len v anorganickej fáze a rýchlosť
obmedzujúci krok je interakcia nitroniového katiónu s molekulou toluénu. Na vyjadrenie
kinetickej rovnice tejto reakcie Zaldívar [11] navrhol dva zložité spôsoby. Poznamenáva však, že
mnohými experimentmi bola potvrdená kinetická rovnica druhého rádu vyjadrená v rovnici 1.8,
kde kv je zdanlivá rýchlostná konštanta. Keďže reakcia prebieha len vo vodnej fáze, koncentrácie
látkového množstva reaktantov musia byť vyjadrené len pre túto fázu.
𝜉�� = 𝑘𝑣(𝑇, 𝑊)𝑐𝑡𝑜𝑙𝑢é𝑛𝑎 𝑐𝐻𝑁𝑂3
𝑎 (1.8)
Sila kyseliny vyjadruje ako koncentrovanú kyselinu sírovú používame. Vypočítať sa dá
z nasledovného vzťahu.
19
𝑊 =𝑤𝐻2𝑆𝑂4
𝑎
𝑤𝐻2𝑆𝑂4𝑎 +𝑤𝐻2𝑂
𝑎 (1.9)
Horný index a (z ang. aqueous) v rovnici znamená, že porovnávame len hmotnostné zlomky
v rámci „vodnej fázy“, teda nitračnej zmesi. Hodnota W veľmi ovplyvňuje rýchlosť reakcie, ako
aj jej selektivitu. Pri hodnotách tohto parametra vyšších ako 0,8 sa významne vyskytuje dinitrácia.
Trinitrácia prebieha v bezvodých systémoch (W = 1) [5].
1.1.3 Výroba nitrotoluénov v súčasnosti
Nitrotoluény sa vyrábajú podobne ako nitrobenzén, ale pri nižších teplotách. Proces môže
prebiehať vsádzkovým, polovsádzkovým aj prietokovým spôsobom. V súčasnosti sa najviac
používa kontinuálny proces, ktorý má oproti ostatným efektívnejšie miešanie a teda zvýšenú
bezpečnosť. [2]
1.2 Rúrový reaktor
Rúrový reaktor pracuje kontinuálne. To znamená neustály prívod suroviny na jednej strane
a zároveň aj odvod produktov na strane druhej. Pri konštantných prevádzkových parametroch je
reaktor v ustálenom stave. Základné charakteristiky takého reaktora predstavuje jeho objem,
dĺžka, priemer a zloženie reakčnej zmesi na výstupe. Anxionnaz vo svojom článku [3] naznačil,
že tekutina sa v doskových reaktoroch správa ako pri dokonalom piestovom toku. Nasledovné
rovnice sú preto odvodené pre tento stav. [12]
1.2.1 Materiálová bilancia
Z hľadiska materiálovej bilancie musí platiť, že to, čo do reaktora vojde spolu s tým, čo pri
reakcii vznikne, sa musí rovnať výstupu z reaktora plus akumulácii. To musí platiť aj pre
akýkoľvek objemový element.
∆𝑉 = 𝑆. ∆𝑧 (1.10)
Materiálovú bilanciu tohto objemového elementu môžeme zapísať nasledovne.
��𝑖|𝑧 + ∆𝑉. ∑ 𝜈𝑗𝑖 . 𝜉��𝑗𝑁𝑅𝑗=1 = ��𝑖|𝑧+Δz +
d𝑛𝑖
d𝜏 (1.11)
Po úprave rovnice platí.
d𝑛𝑖
𝑆Δ𝑧d𝜏+
��𝑖(𝑧+Δ𝑧)−��𝑖(𝑧)
𝑆Δ𝑧= ∑ 𝜈𝑗𝑖 . 𝜉��𝑗
𝑁𝑅𝑗=1 (1.12)
Pre nekonečne malú dĺžku elementu Δz môžeme druhý zlomok nahradiť diferenciou.

20
d𝑛𝑖
𝑆Δ𝑧d𝜏+
d��𝑖
𝑆d𝑧= ∑ 𝜈𝑗𝑖 . 𝜉��𝑗
𝑁𝑅𝑗=1 (1.13)
Koncentrácia látkového množstva je vyjadrená ako podiel látkového množstva látky
i a objemu zmesi, v tomto prípade objemovej diferencii.
d𝑛𝑖 = d𝑐𝑖Δ𝑉 = 𝑠Δ𝑧d𝑐𝑖 (1.14)
Tok látkového množstva F môžeme tiež vyjadriť pomocou koncentrácie látkového množstva:
��𝑖 = ��𝑐𝑖 (1.15)
d��𝑖 = d(��𝑐𝑖) = 𝑆d(𝑢𝑐𝑖) (1.16)
Lineárna rýchlosť prúdenia u je definovaná ako podiel objemového prietoku k prierezu rúry.
Dosadením rovníc 1.14 a 1.16 do rovnice 1.15 dostaneme parciálnu diferenciálnu rovnicu.
𝜕𝑐𝑖
𝜕𝜏+
𝜕(𝑢𝑐𝑖)
𝜕𝑧= ∑ 𝜈𝑗𝑖 . 𝜉��𝑗
𝑁𝑅𝑗=1 (1.17)
Keďže predmetom tejto práce je len ustálený chod reaktora, prvý člen sa bude rovnať nule.
Taktiež v ňom prebieha len jedna reakcia. Okrem toho ešte prijímame predpoklady, že sa
objemový tok reakčnej zmesi pozdĺž reaktora nemení a teda lineárna rýchlosť prúdenia je tiež
konštantná. Materiálovú bilanciu potom vyjadruje nasledovná diferenciálna rovnica.
d𝑐𝑖
d𝑧=
𝜈𝑖��𝑉
𝑢 (1.18)
Počiatočné podmienky sú 𝑧 = 0, 𝑐𝑖 = 𝑐𝑖𝑓. [12]
1.2.2 Entalpická bilancia
Nitrácia toluénu je exotermická reakcia, preto kvôli bezpečnosti musíme odoberať teplo
vzniknuté reakciou. Entalpickú bilanciu reaktora vyjadrujeme podobne ako materiálovú, teda
súčet entalpie vstupného prúdu a tepla vzniknutého reakciou sa musí rovnať odvedenému teplu
spolu s entalpiou odchádzajúceho prúdu. Matematicky túto bilanciu môžeme vyjadriť takto.
��|𝑧
+ ��Δ𝐴 = ��|𝑧+Δ𝑧
+d𝐻
d𝜏 (1.19)
Entalpie môžeme rozpísať na sumu súčinov mólového toku zložiek a ich mólových entalpií.
∑ ��𝑖ℎ𝑖𝑖 |𝑧 − ∑ ��𝑖ℎ𝑖𝑖 |𝑧+Δ𝑧 + ��Δ𝐴 = ∑ ℎ𝑖𝑖d𝑛𝑖
d𝜏+ ∑ 𝑛𝑖𝑖
dℎ𝑖
d𝜏 (1.20)
−∑ ��𝑖ℎ𝑖𝑖 |𝑧+Δ𝑧−∑ ��𝑖ℎ𝑖𝑖 |𝑧
Δ𝑉+ ��
Δ𝐴
Δ𝑉= ∑ ℎ𝑖𝑖
d𝑛𝑖
Δ𝑉d𝜏+ ∑
𝑛𝑖
Δ𝑉𝑖dℎ𝑖
d𝜏 (1.21)
Podiel ΔA/ΔV môžeme upraviť na 4/a, kde a je strana rúrky. Ak sa veľkosť objemového
elementu ΔV limitne blíži k nule, dostaneme parciálnu diferenciálnu rovnicu.
−𝜕 ∑ ��𝑖ℎ𝑖𝑖
𝜕𝑉+ ��
4
𝑎= ∑ ℎ𝑖𝑖
𝜕𝑛𝑖
Δ𝑉𝜕𝜏+ ∑
𝑛𝑖
Δ𝑉𝑖𝜕ℎ𝑖
𝜕𝜏 (1.22)
Vyjadrením koncentrácie látkového množstva dostaneme rovnicu.
−𝜕 ∑ ��𝑖ℎ𝑖𝑖
𝜕𝑉+ ��
4
𝑎= ∑ ℎ𝑖𝑖
𝜕𝑐𝑖
𝜕𝜏+ ∑ 𝑐𝑖𝑖
𝜕ℎ𝑖
𝜕𝜏 (1.23)

21
Deriváciu v prvom člene rovnice môžeme rozpísať.
−𝜕 ∑ ��𝑖ℎ𝑖𝑖
𝜕𝑉= − ∑ ��𝑖𝑖
𝜕ℎ𝑖
𝜕𝑉− ∑ ℎ𝑖𝑖
𝜕𝐹𝑖
𝜕𝑉 (1.24)
Dosadením rovnice 1.15 do rovnice 1.14 a následnými úpravami dostaneme vzťah.
− ∑ ��𝑖𝑖𝜕ℎ𝑖
𝜕𝑉− ∑ ℎ𝑖𝑖 (
𝜕��𝑖
𝜕𝑉+
𝜕𝑐𝑖
𝜕𝜏) + ��
4
𝑎= ∑ 𝑐𝑖𝑖
𝜕ℎ𝑖
𝜕𝜏 (1.25)
Výraz v zátvorke je zhodný s ľavou stranou materiálovej bilancie (1.17) (po určitých
úpravách). Celý druhý člen teda vyjadruje tepelný efekt reakcie. Keďže pri nitrácii uvažujeme
len jednu reakciu, budeme aj v nasledovných vzťahoch uvažovať len s jednou.
− ∑ ��𝑖𝑖𝜕ℎ𝑖
𝜕𝑉+ (−∆𝑟𝐻)𝜉�� + ��
4
𝑎= ∑ 𝑐𝑖𝑖
𝜕ℎ𝑖
𝜕𝜏 (1.26)
Pre deriváciu entalpie z definície vyplýva, že dhi = CPi dt. Dosadením tohto vzťahu do rovnice
1.26 a zároveň vyjadrením tepelného toku dostaneme vzťah 1.27, kde TC je teplota chladiacej
vody.
− ∑ ��𝑖𝑖 𝐶𝑃𝑖𝜕𝑇
𝜕𝑉+ (−∆𝑟𝐻)𝜉�� + 𝑈(𝑇𝐶 − 𝑇)
4
𝑎= ∑ 𝑐𝑖𝑖 𝐶𝑃𝑖
𝜕𝑇
𝜕𝜏 (1.27)
V ustálenom stave môžeme člen s deriváciou podľa času považovať za nulový.
(−∆𝑟𝐻)𝜉�� + 𝑈(𝑇𝐶 − 𝑇)4
𝑎= ∑ ��𝑖𝑖 𝐶𝑃𝑖
𝜕𝑇
𝜕𝑉 (1.28)
Tiež si vyjadríme deriváciu podľa objemu deriváciou podľa dĺžky z. Za predpokladu
konštantného objemového prietoku a fyzikálnochemických vlastností reakčnej zmesi môžeme
pravú stranu rovnice vyjadriť nasledovne.
∑ ��𝑖𝑖 𝐶𝑃𝑖𝜕𝑇
𝜕𝑉= 𝑢𝜌𝐶𝑃,𝑧𝑚𝑒𝑠
𝜕𝑇
𝜕𝑧 (1.29)
Potom zmenu teploty pozdĺž reaktora vypočítame.
𝜕𝑇
𝜕𝑧=
(−∆𝑟𝐻)𝜉��
𝑢𝜌𝐶𝑃,𝑧𝑚𝑒𝑠+
4𝑈(𝑇𝐶−𝑇)
𝑎𝑢𝜌𝐶𝑃,𝑧𝑚𝑒𝑠 (1.30)
Počiatočné podmienky sú z = 0, T = Tf. [12]
1.3 HEX reaktor
1.3.1 Intenzifikácia
Intenzifikácia procesov je postup dlho prítomný v priemysle, ale skutočne sa rozvinul až v
80-tych rokoch minulého storočia ako osobitná disciplína v chemickom inžinierstve. Stankiewicz
[15] navrhol nasledovnú definíciu:
„Intenzifikácia procesov pozostáva z vývoja nových zariadení a technológií, od ktorých,
v porovnaní s dnes bežne zaužívanými, očakávame dramatické zlepšenie vo výrobe a spracovaní,
22
podstatné zníženie pomeru veľkosť zariadenia/kapacita produkcie, energetickej náročnosti alebo
produkcie odpadu a v konečnom dôsledku lacnejšie a trvalo udržateľnejšie technológie.“
Zjednodušene sú to postupy, ktoré vedú k podstatne menším, bezpečnejším, čistejším
a energeticky efektívnejším technológiám.
Jednotlivé zlepšenia môžeme dosiahnuť nasledovne:
• Cena: väčšia kapacita rovnako veľkého zariadenia znižuje náklady na pozemok/prenájom
výrobného priestoru; menšie zariadenia šetria investičné náklady; vyššie výťažky a/alebo
selektivity spôsobujú nižšie prevádzkové náklady, ktoré sú nižšie aj vďaka menšej
energetickej náročnosti a zníženým nákladom na spracovanie odpadu.
• Bezpečnosť: menšie vo všeobecnosti znamená bezpečnejšie, napríklad v prípade
nebezpečných látok budú postačujúce nižšie skladové zásoby, ďalej bude jednoduchšie
procesy udržať pod kontrolou, najmä v prípade exotermických reakcií a to vďaka lepším
vlastnostiam prechodu tepla.
• Zdokonalená chémia: lepšia kontrola reakčných podmienok, z čoho vyplýva možnosť
zvýšenia výťažku, konverzie a čistoty produktu; dôsledkom toho môžu byť nižšie náklady
na čerstvé materiály, energie, purifikáciu produktov a spracovanie odpadov.
Napriek týmto benefitom, intenzifikácii stoja v ceste rôzne prekážky. V malotonážnych
chemických výrobách prebieha väčšina produkcie vo vsádzkových alebo polovsádzkových
reaktoroch. Dokonale miešané reaktory sú spoľahlivé aj flexibilné a máme o nich dôkladné
vedomosti. Ich najväčším problémom je však bezpečnosť, kvôli nedostatočnému odvodu tepla
z dôvodu nízkeho pomeru medzi objemom reaktora a teplovýmennou plochou. Riešenie tohto
problému tkvie v zintenzívnení prechodu tepla medzi chladiacim a reakčným médiom
kontinuálnou prevádzkou. Vývoj kontinuálnych multifunkčných reaktorov a najmä HEX
reaktorov sa uberá práve týmto smerom, keďže spájajú reaktor a doskový výmenník tepla do
jedného zariadenia. Jeho výhody sú podobné tým, ktoré plynú z intenzifikácie procesu.
Navyše, orientácia na prietokovú výrobu posilní flexibilitu priemyslu na zmeny v dopyte.
Taktiež sa očakáva prevádzka pri vyšších teplotách a väčšie výrobné objemy. [3]
1.3.2 Prechod tepla
Chemické reakcie závisia od teploty. Pre udržanie optimálnej reakčnej teploty je potrebné
odoberať teplo generované exotermickou reakciou. V opačnom prípade by sme čelili tzv.
runaway efektu alebo neželaným vedľajším reakciám. Bežné miešané reaktory riešia odvod tepla
duplikátorovým plášťom, vnútorným chladiacim hadom alebo externým výmenníkom tepla (obr.
2). Vzdialenosť medzi miestom, kde prebieha reakcia a teda aj generuje teplo a miestom,

23
v ktorom dochádza k odvodu tepla, je značná. Jedným z možných riešení sú polovsádzkové
reaktory, kde sa nachádza relatívne viac rozpúšťadla, ktoré absorbuje reakčné teplo. Druhou
možnosťou je zníženie tejto vzdialenosti, teda spojenie reakcie a prechodu tepla do jedného
zariadenia, čím dospejeme k tzv. HEX reaktoru. Výsledkom je vyššia bezpečnosť (kvôli lepšej
kontrole teploty) a zlepšenie selektivity, prípadne zníženie rozsahu vedľajších reakcií (vďaka
väčšej stálosti teploty). [3]
Obr. 2: Porovnanie schopnosti prevodu tepla rôznych reaktorov [16]
1.3.3 Tok tekutín
Mŕtve zóny, miesta, kde sa hromadí reakčná zmes, znižujú selektivitu a výťažok z reakcie.
Horúce miesta, kde sa akumuluje teplo, zase predstavujú bezpečnostné riziko. Reaktor musí byť
navrhnutý tak, aby predišiel vzniku týchto miest. Môžeme to dosiahnuť reaktorom s dokonalým
piestovým tokom [3]. Ďalším dôležitým parametrom je premiešanie reakčnej zmesi, ktoré má
veľký vplyv na kvalitu produktu. Okrem toho má premiešanie vplyv aj na prestup tepla. Výskumy
ukázali, že napriek nízkym hodnotám Reynoldsovho čísla sa kvôli nízkej rýchlosti a priemeru rúr
v týchto reaktoroch vyskytujú víry v ohyboch rúrok. Tieto víry zvyšujú turbulentnosť toku a teda
tekutina neprúdi laminárne [5].
1.3.4 Dynamika reaktora
HEX reaktory majú malý objem, teda aj kvantita produktov je malá. To je jasná výhoda
z hľadiska bezpečnosti. Zaujímavý je aj operačný čas týchto reaktorov. V prípade zmeny výroby

24
sú vďaka menšiemu operačnému času flexibilnejšie a jednoduchšie sa s nimi manipuluje pri
nábehu a odstavovaní. [3]
1.3.5 Zdržný čas
Hlavným obmedzením HEX reaktorov je krátky zdržný čas. Kvôli tomu je potrebné
optimalizovať prestup tepla a látky v laminárnom režime, ktorý je často nutný pre dosiahnutie
postačujúceho zdržného času. Aj napriek tomu v tomto reaktore už za pár minút dosiahneme to,
čo by vo vsádzkovom alebo polovsádzkovom trvalo niekoľko hodín. [3]
1.3.6 Konštrukcia
Návrh HEX reaktora je založený najmä na doskových výmenníkoch tepla. Na zlepšenie
reakčných podmienok môžu byť pridané metalické peny, vostavby a pod. [3]
1.3.7 Scale-Up
Prenos HEX reaktora z laboratórnych podmienok do priemyslu vyžaduje dôsledný scale-up.
Pri podobných technológiách sa vykonáva zvyšovaním počtu v x-ovom aj y-ovom smere.
Kapacita sa zväčší skôr pridaním paralelných zariadení ako zmenou dôležitých parametrov, ako
sú rozmery rúrok alebo dosiek. Najprv pridáme viac zariadení vedľa seba (smer osi x) a potom,
ak naplníme kapacitu priestoru, môžeme pokračovať ukladaním ďalších jednotiek nad existujúce
zariadenia (smer osi y). Takéto opatrenia so sebou prinášajú viaceré problémy spojené najmä
s distribúciou toku, to však nie je predmetom mojej práce. [17]
1.4 Rektifikácia
Destilácia je proces, pri ktorom sa časť kvapalnej zmesi odparí a získaná kvapalina a para
majú rôzne zloženie. Pri jednoduchej destilácii sa para oddelí a následne skondenzuje. Pri
rektifikácii sa časť tohto kondenzátu vracia späť do destilačného zariadenia (obr. 3). Tento postup
je oproti jednoduchej destilácii účinnejší. [18]
Väčšinou sa predhriaty nástrek kontinuálne privádza na nástrekovú etáž. Všetky etáže nad
nástrekovou tvoria obohacovaciu časť kolóny a všetky etáže pod ňou tvoria ochudobňovaciu
časť. V spodnej časti kolóny sa nachádza varák, ktorý je vyhrievaný nasýtenou vodnou parou.
Destilát odchádzajúci z najvyššej etáže sa vedie do kondenzátora. Z neho sa časť vracia naspäť
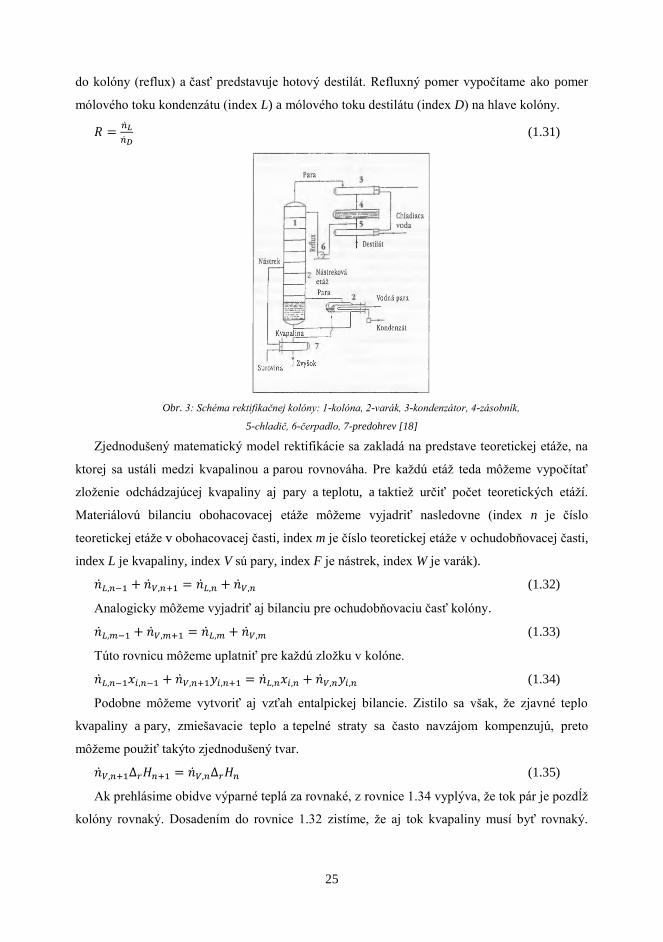
25
do kolóny (reflux) a časť predstavuje hotový destilát. Refluxný pomer vypočítame ako pomer
mólového toku kondenzátu (index L) a mólového toku destilátu (index D) na hlave kolóny.
𝑅 =��𝐿
��𝐷 (1.31)
Obr. 3: Schéma rektifikačnej kolóny: 1-kolóna, 2-varák, 3-kondenzátor, 4-zásobník,
5-chladič, 6-čerpadlo, 7-predohrev [18]
Zjednodušený matematický model rektifikácie sa zakladá na predstave teoretickej etáže, na
ktorej sa ustáli medzi kvapalinou a parou rovnováha. Pre každú etáž teda môžeme vypočítať
zloženie odchádzajúcej kvapaliny aj pary a teplotu, a taktiež určiť počet teoretických etáží.
Materiálovú bilanciu obohacovacej etáže môžeme vyjadriť nasledovne (index n je číslo
teoretickej etáže v obohacovacej časti, index m je číslo teoretickej etáže v ochudobňovacej časti,
index L je kvapaliny, index V sú pary, index F je nástrek, index W je varák).
��𝐿,𝑛−1 + ��𝑉,𝑛+1 = ��𝐿,𝑛 + ��𝑉,𝑛 (1.32)
Analogicky môžeme vyjadriť aj bilanciu pre ochudobňovaciu časť kolóny.
��𝐿,𝑚−1 + ��𝑉,𝑚+1 = ��𝐿,𝑚 + ��𝑉,𝑚 (1.33)
Túto rovnicu môžeme uplatniť pre každú zložku v kolóne.
��𝐿,𝑛−1𝑥𝑖,𝑛−1 + ��𝑉,𝑛+1𝑦𝑖,𝑛+1 = ��𝐿,𝑛𝑥𝑖,𝑛 + ��𝑉,𝑛𝑦𝑖,𝑛 (1.34)
Podobne môžeme vytvoriť aj vzťah entalpickej bilancie. Zistilo sa však, že zjavné teplo
kvapaliny a pary, zmiešavacie teplo a tepelné straty sa často navzájom kompenzujú, preto
môžeme použiť takýto zjednodušený tvar.
��𝑉,𝑛+1∆𝑟𝐻𝑛+1 = ��𝑉,𝑛∆𝑟𝐻𝑛 (1.35)
Ak prehlásime obidve výparné teplá za rovnaké, z rovnice 1.34 vyplýva, že tok pár je pozdĺž
kolóny rovnaký. Dosadením do rovnice 1.32 zistíme, že aj tok kvapaliny musí byť rovnaký.

26
V ochudobňovacej časti sú rýchlosti kvapaliny aj pary rovnaké, môžu však byť iné, ako
v obohacovacej časti.
Parameter q vyjadruje energetický stav nástreku do kolóny. Najčastejšie je rovný 1, čo
znamená vriaca kvapalina. Ak za referenčný stav zvolíme stav vriaceho nástreku, môžeme ho
vyjadriť nasledovne.
𝑞 =∆𝑣𝐻𝐹−ℎ𝐹
∆𝑣𝐻𝐹 (1.36)
Na základe parametra q a refluxného pomeru R môžeme vypočítať toky kvapaliny a pary
v obohacovacej aj ochudobňovacej časti kolóny.
��𝐿,𝑛 = ��𝐷𝑅 (1.37)
��𝐿,𝑚 = ��𝐿,𝑛 + 𝑞��𝐹 (1.38)
��𝑉,𝑛 = ��𝐷(𝑅 + 1) (1.39)
��𝑉,𝑚 = ��𝐷(𝑅 + 1) + ��𝐹(𝑞 − 1) (1.40)
Spotrebu tepla vo varáku môžeme vypočítať nasledovne.
��𝑃 = [��𝐷(𝑅 + 1) − ��𝐹(1 − 𝑞)]∆𝑣𝐻𝑊 (1.41)
Výpočet spotreby tepla v kondenzátore na hlave kolóny, kde skondenzujú všetky pary.
��𝐾 = ��𝐷(𝑅 + 1)∆𝑣𝐻𝐷 (1.42)
Na každej teoretickej etáži sa dosiahne rovnováha medzi kvapalnou a parnou fázou. Na
vyjadrenie tejto rovnováhy sa často používa Antoineova rovnica.
log 𝑃𝑜 = 𝐴 −𝐵
𝑡+𝐶 (1.43)
Pre ideálne roztoky platí, že súčet parciálnych tlakov nasýtených pár jednotlivých zložiek sa
musí rovnať celkovému tlaku.
𝑃 = ∑ 𝑃𝑖𝑁𝐼𝑖=1 = ∑ 𝑃𝑖
𝑜𝑥𝑖𝑁𝐼𝑖=1 (1.44)
Na určenie priemeru kolóny kruhového prierezu môžeme použiť nasledovný vzťah.
𝑑 = √4��𝑔
𝜋𝑤𝑔 (1.45)
Keďže prietok pár v obohacovacej a ochudobňovacej časti nemusí byť rovnaký, počíta sa tok
pár na hlave a na dne kolóny osobitne. Ak sa tieto priemery líšia o menej ako 50 %, navrhne sa
kolóna s konštantným priemerom. Objemový prietok pár sa za predpokladu ich ideálneho
správania vypočíta zo stavovej rovnice ideálneho plynu.
��𝑔 =��𝑉,1𝑅𝑇1
𝑃1 (1.46)
Maximálnu dovolenú rýchlosť pár vypočítame Souders-Brownovou rovnicou, kde koeficient
Ce je daný typom etáže, výškovým rozostupom etáží a parametrom destilácie (napr. klobúčikové
etáže pri atmosférickom tlaku).

27
𝑤𝑔 = 0,85×10−4𝐶𝑒√𝜌𝐿 𝜌𝑉⁄ (1.47)
Hustotu pár môžeme vypočítať zo stavovej rovnice ideálneho plynu.
𝑃𝑉 = 𝑛𝑅𝑔𝑇 ⟹ 𝑃𝑉 =𝑚
𝑀𝑅𝑔𝑇 ⟹ 𝜌 =
𝑚
𝑉=
𝑃𝑀
𝑅𝑔𝑇 (1.48)
28
2 Cieľ práce
Cieľom tejto práce je navrhnúť výrobu mononitrotoluénov s kapacitou 500 ton za rok
s využitím moderných HEX reaktorov.
Na jeho dosiahnutie je potrebné zostaviť matematický model reaktora. V prvom rade musíme
namodelovať kinetickú rovnicu zhodujúcu sa s laboratórnymi experimentálnymi dátami. Ďalej
prevedieme výpočty súvisiace so scale-up na požadovanú kapacitu výroby.
Potom navrhneme ostatné zariadenia súvisiace s výrobou a to najmä zariadenia slúžiace na
separáciu produktov a zariadenia na regeneráciu nezreagovaných reaktantov, prípadne
katalyzátora. V tomto kroku sa podrobnejšie budeme venovať dvom rektifikačným kolónam
určeným na separáciu produktov.
Nakoniec vykonáme základnú ekonomickú analýzu prevádzky a porovnáme jej výhody
oproti konvenčným spôsobom produkcie nitrotoluénov.

29
3 Praktická časť
3.1 Model reaktora
3.1.1 Vlastnosti reaktora
Reaktor použitý v tejto práci (obr. 4) je doskový výmenník tepla vyrobený z karbidu uhlíka.
Hrúbka jednej dosky je 6 mm. Reaktor je uchytený na dvoch okrajových doskách
z nehrdzavejúcej ocele. Rúrky, vyryté v SiC doskách majú štvorcový prierez so stranou 2 mm
a dĺžka rúry na jednej doske je takmer 3 m, celkový objem jednej dosky je 11,3 mL. Pomer medzi
plochou kanálika a jeho objemom je až 2 000 m2 m-3. Procesné dosky, v ktorých prúdi reakčná
zmes, sa striedajú s pomocnými (utility) doskami, kde prúdi chladiaca voda.
Obr. 4: Schéma doskového reaktora [5]
Úhrnný koeficient prechodu tepla v HEX reaktoroch z karbidu uhlíka môže dosahovať
hodnoty rádovo v tisícoch W m-2 K-1. Raimondi [5] hovorí o maximálnej hodnote 10 000 W m-2
K-1, Ferrouillat [16] uvádza hodnoty v intervale 3 500-5 000 W m-2 K-1. Lee [19] skúmal prestup
tepla v mikrokanálikoch štvorcového prierezu. Z jeho výskumu je zrejmé, že so zväčšujúcou sa
stranou štvorca klesá hodnota U. Pri dĺžke strany 0,3 mm môže jeho hodnota dosiahnuť aj 20 000
W m-2 K-1, no pri dĺžke 0,9 mm klesne až na približne 6 000 W m-2 K-1. Keďže v našom reaktore
je dĺžka strany 2 mm, zvolili sme konzervatívny odhad úhrnného koeficienta prechodu tepla
1 000 W m-2 K-1.
Raimondi vo svojom článku [5] skúmala tento reaktor s troma doskami a celkovým objemom
33,9 ml. My sme sa v prvej fáze snažili modelom v programe MATLAB priblížiť jej
experimentálnym hodnotám.

30
3.1.2 Vlastnosti reakčnej zmesi a chladiaceho média
Do reaktora vstupuje nitračná zmes a toluén tak, aby kyselina dusičná a toluén boli
v molárnom pomere 1:1,5 z dôvodu nebezpečenstva kryštalizácie 4-nitrotoluénu [5]. Vybrané
vlastnosti látok sú uvedené v tab. 1.
Tab. 1: Vlastnosti látok [20, 21, 22]
Látka Číslo CAS M [g mol-1] Cp [J kg-1 K-1] ρ [kg m-3] cF [mol dm-3]
Voda 7732-18-5 18,02 4 183a 994,0c 15,385e
Kyselina dusičná 7697-37-2 63,01 1 744a 1 596,1c 4,000e
Kyselina sírová 7664-93-9 98,08 1 416a 1 838,3c 8,308e
Toluén 108-88-3 92,14 1 705a 855,3c 6,000f
2-nitrotoluén 88-72-2 137,14 1 476b 1 148,2c 0
3-nitrotoluén 99-08-1 137,14 1 473b 1 142,5c 0
4-nitrotoluén 99-99-0 137,14 1 256d 1 140,0c 0
a25°C; b30°C; c35°C; dstabilná a metastabilná kryštalická forma; eanorganická fáza; forganická fáza
Koncentrácie látkového množstva sú v tab. 1 uvedené buď v anorganickej (vodnej) alebo
organickej fáze, ktoré do reaktora privádzame samostatne. Pred reaktorom sa tieto dva prúdy
zmiešajú. Toluén prichádza s objemovým prietokom 2,78×10-7 m3 s-1 a nitračná zmes
s objemovým prietokom 3,89×10-7 m3 s-1 [5].
Hodnoty tepelnej kapacity aj hustoty sú závislé od teploty, no v danom rozsahu teplôt ich
môžeme považovať za konštantné. Pre vstupujúcu reakčnú zmes bolo potrebné vypočítať aj
zmesnú hustotu podľa nasledovného vzorca.
�� =1
∑𝑤𝑖��𝑖
𝑁𝐼𝑖=1
=1
𝑤H2O
��H2O+
𝑤HNO3��HNO3
+𝑤H2SO4��H2SO4
+𝑤C7H8��C7H8
(3.1)
Túto hodnotu hustoty sme použili aj v entalpickej bilancii. V entalpickej bilancii vystupuje aj
tepelná kapacita. V modeli nevystupujú jednotlivé nitrotoluény samostatne, ale ako jedna látka -
zmes, keďže väčšinu vlastností majú veľmi podobných. Jedine hodnotu tepelnej kapacity sme pre
zmes aproximovali ako aritmetický priemer hodnôt pre 2 a 4-nitrotoluén. Sú to hlavné produkty
vznikajúce približne v pomere 1:1 (viď kapitolu 1.2.2). Hodnotu zmesnej tepelnej kapacity sme
vypočítali podľa nasledovného vzťahu.
𝐶�� = ∑ 𝐶��,𝑖𝑤𝑖𝑁𝐼𝑖=1 = 𝐶��,H2O𝑤H2O + 𝐶��,𝐻𝑁𝑂3
𝑤𝐻𝑁𝑂3+ 𝐶��,H2SO4
𝑤H2SO4+ 𝐶��,𝑡𝑜𝑙𝑢é𝑛𝑤𝑡𝑜𝑙𝑢é𝑛 +
𝐶��,𝑛𝑖𝑡𝑟𝑜𝑡𝑜𝑙𝑢é𝑛𝑦𝑤𝑛𝑖𝑡𝑟𝑜𝑡𝑜𝑙𝑢é𝑛𝑦 (3.2)
31
Pre kinetiku reakcie (1.8) je dôležitý parameter W, ktorý sme vypočítali podľa rovnice 1.9.
Keďže voda je tiež jedným z produktov reakcie a jej množstvo ovplyvňuje hodnotu W, aj tento
parameter sa bude pozdĺž reaktora meniť.
Reakcia je exotermická, pričom v sledovanom teplotnom intervale môžeme uvažovať so
strednou hodnotou reakčnej entalpie -125 kJ mol-1. Reaktor musí byť chladený, aby sme predišli
výbuchu v dôsledku runaway efektu.
Teplotu chladiacej vody sme zvolili podľa experimentu uvedeného v článku na 23 °C, 30 °C
a 35 °C [5]. Pri týchto hodnotách sme potom testovali správnosť nášho modelu. Reakčná zmes
o teplote 35°C do reaktora prúdila s objemovým prietokom 6,67×10-7 m3 s-1 [5].
3.1.3 Kinetické parametre
Do rovníc materiálovej aj entalpickej bilancie (1.18, 1.30) potrebujeme poznať hodnotu
rýchlosti chemickej reakcie vyjadrenej podľa rovnice 1.6 veličinou 𝜉��, ktorú vypočítame podľa
rovnice 1.8.
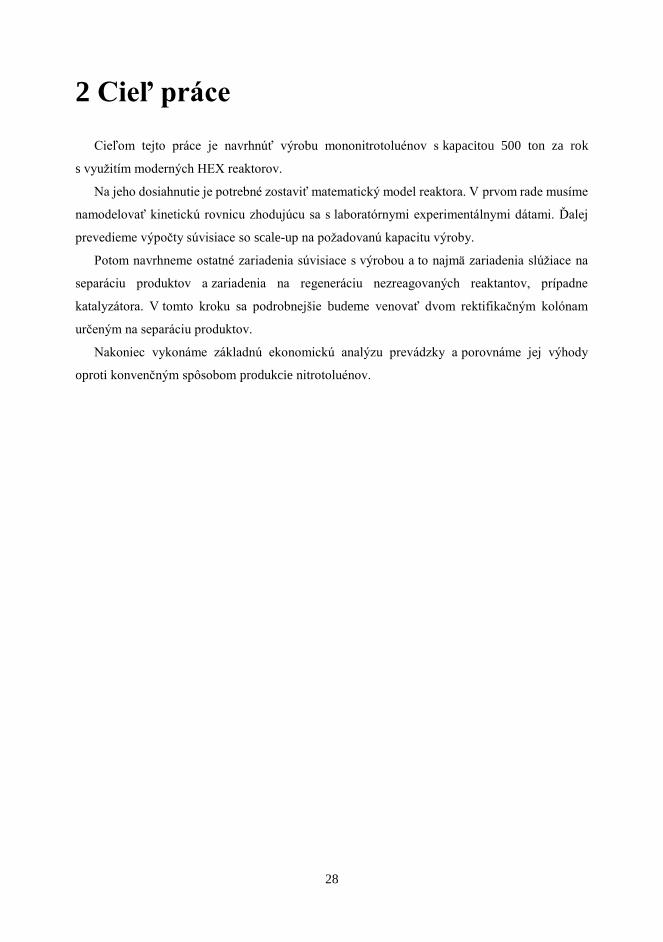
Rýchlostná konštanta kv pri nitrácii toluénu závisí od dvoch parametrov, sily kyseliny
a teploty. Coombes vo svojom článku [23] ukázal závislosť medzi silou kyseliny W a hodnotou
rýchlostnej konštanty (tab. 2) pri konštantnej teplote 25 °C. Túto závislosť sme zlinearizovali
(obr. 5).
Tab. 2: Závislosť kv od W [23]
W [%] kv [m3 mol-1 s-1]
63,2 2,1×10-5
35,5 1,1×10-4
68,3 1,0×10-3
75,3 2,1×10-1
77,5 1,9
77,7 1,6
79,7 1,3×101
80,0 1,2×101
Z hodnôt rýchlostných konštánt v závislosti od teploty [24] sme zistili, že pri konštantnej
hodnote sily kyseliny W nárast teploty o 1 °C znamená nárast hodnoty prirodzeného logaritmu
rýchlostnej konštanty približne o 1 %, vzhľadom na hodnotu pri teplote 25 °C. Na základe týchto
závislostí sme mohli vypočítať hodnotu ln(kv) a následne aj rýchlostnej konštanty kv.
32
Obr. 5: Závislosť prirodzeného logaritmu zdanlivej rýchlostnej koštanty kx od sily kyseliny W
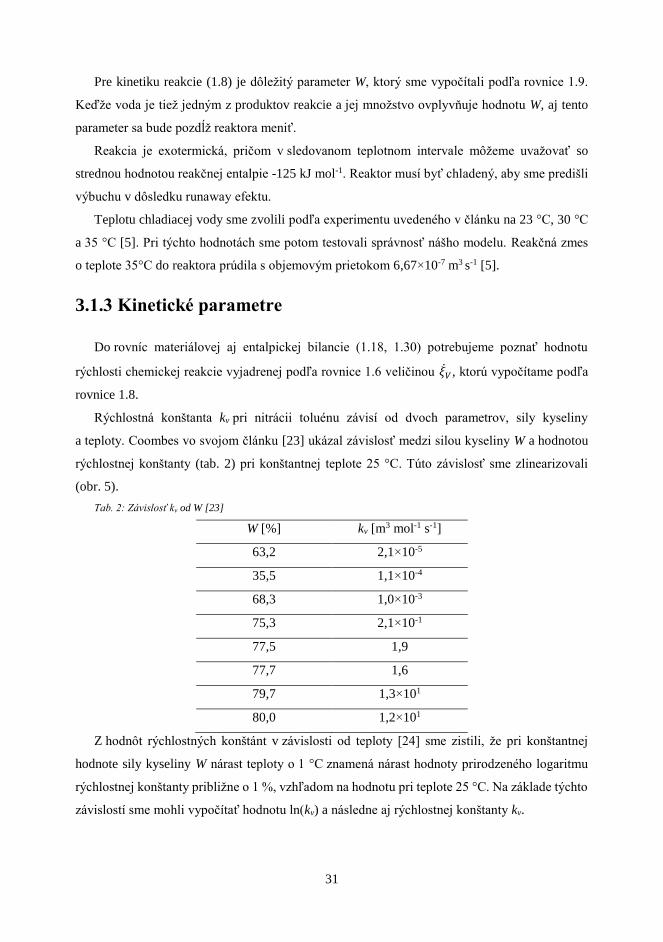
3.1.4 Overenie správnosti modelu
Zvolením rovnakých reakčných podmienok ako Raimondi sme sa snažili priblížiť
experimentálnym hodnotám v jej článku [5]. Kontrolným parametrom bola konverzia kyseliny
dusičnej vypočítaná podľa rovnice 1.4. Výsledky sú uvedené v tabuľke 3.
Tab. 3: Porovnanie experimentu a modelu
W [-] tc [°C] XRaimondi [-] Xmodel [-]
0,75 23 0,085 0,082
0,75 30 0,099 0,100
0,75 35 0,119 0,114
Z teplotných profilov pozdĺž reaktora (obr. 6) vyplýva vynikajúca schopnosť chladiacej vody
pohltiť reakčné teplo vďaka vysokej hodnote úhrnného koeficientu prechodu tepla. Teplota
reakčnej zmesi sa veľmi rýchlo ustáli na teplote blízkej chladiacej vode. Do ďalších výpočtov
uvažujeme s teplotou chladiacej vody 35 °C, pretože pri tejto teplote dosiahneme najvyššiu
konverziu a zároveň je potlačená tvorba vedľajších produktov (viď kapitolu 1.2.2).
Obr. 6: Grafy teplotného profilu v reaktore
y = 0,7989x - 54,505
R² = 0,9987
-5,00E+00
0,00E+00
5,00E+00
1,00E+01
1,50E+01
60 65 70 75 80 85
ln (
kv)
[-]
W [-]
ln(kv) = f(W)
0 2 4 6 8 1022
24
26
28
30
32
34
36
Tc = 23°C
z [m]
T [
°C]
0 2 4 6 8 1030
30.5
31
31.5
32
32.5
33
33.5
34
34.5
35
Tc = 30°C
z [m]
T [
°C]
0 2 4 6 8 1035
35.1
35.2
35.3
35.4
35.5
35.6
35.7
35.8
Tc = 35°C
z [m]
T [
°C]
33
3.1.5 Scale-Up a optimalizácia
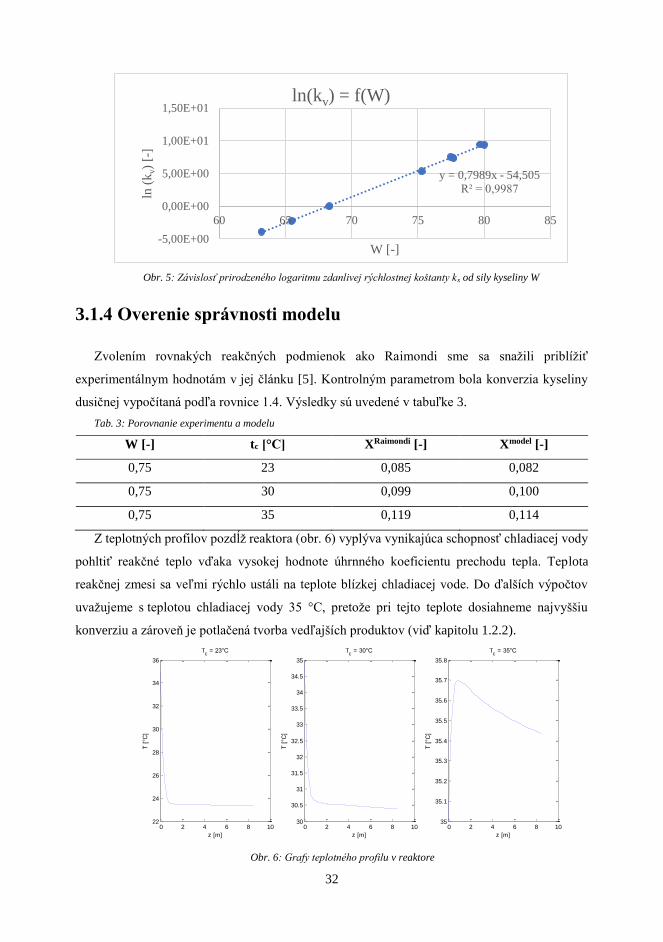
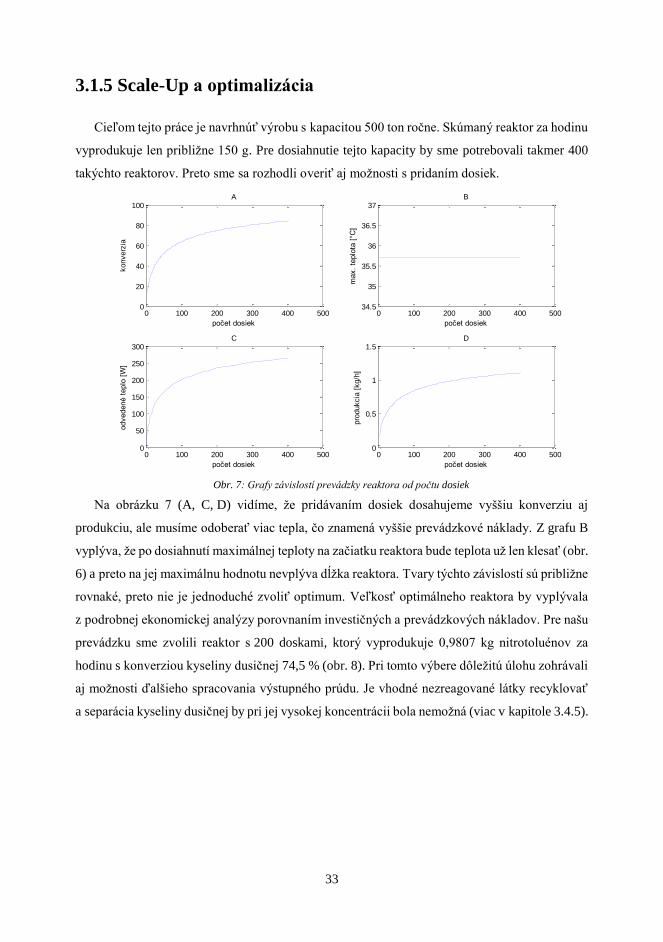
Cieľom tejto práce je navrhnúť výrobu s kapacitou 500 ton ročne. Skúmaný reaktor za hodinu
vyprodukuje len približne 150 g. Pre dosiahnutie tejto kapacity by sme potrebovali takmer 400
takýchto reaktorov. Preto sme sa rozhodli overiť aj možnosti s pridaním dosiek.
Obr. 7: Grafy závislostí prevádzky reaktora od počtu dosiek
Na obrázku 7 (A, C, D) vidíme, že pridávaním dosiek dosahujeme vyššiu konverziu aj
produkciu, ale musíme odoberať viac tepla, čo znamená vyššie prevádzkové náklady. Z grafu B
vyplýva, že po dosiahnutí maximálnej teploty na začiatku reaktora bude teplota už len klesať (obr.
6) a preto na jej maximálnu hodnotu nevplýva dĺžka reaktora. Tvary týchto závislostí sú približne
rovnaké, preto nie je jednoduché zvoliť optimum. Veľkosť optimálneho reaktora by vyplývala
z podrobnej ekonomickej analýzy porovnaním investičných a prevádzkových nákladov. Pre našu
prevádzku sme zvolili reaktor s 200 doskami, ktorý vyprodukuje 0,9807 kg nitrotoluénov za
hodinu s konverziou kyseliny dusičnej 74,5 % (obr. 8). Pri tomto výbere dôležitú úlohu zohrávali
aj možnosti ďalšieho spracovania výstupného prúdu. Je vhodné nezreagované látky recyklovať
a separácia kyseliny dusičnej by pri jej vysokej koncentrácii bola nemožná (viac v kapitole 3.4.5).
0 100 200 300 400 5000
20
40
60
80
100A
počet dosiek
konverz
ia
0 100 200 300 400 50034.5
35
35.5
36
36.5
37B
počet dosiek
max.
teplo
ta [
°C]
0 100 200 300 400 5000
50
100
150
200
250
300C
počet dosiek
odvedené t
eplo
[W
]
0 100 200 300 400 5000
0.5
1
1.5D
počet dosiek
pro
dukcia
[kg/h
]

34
Obr. 8: Koncentračný a teplotný profil zvoleného reaktora
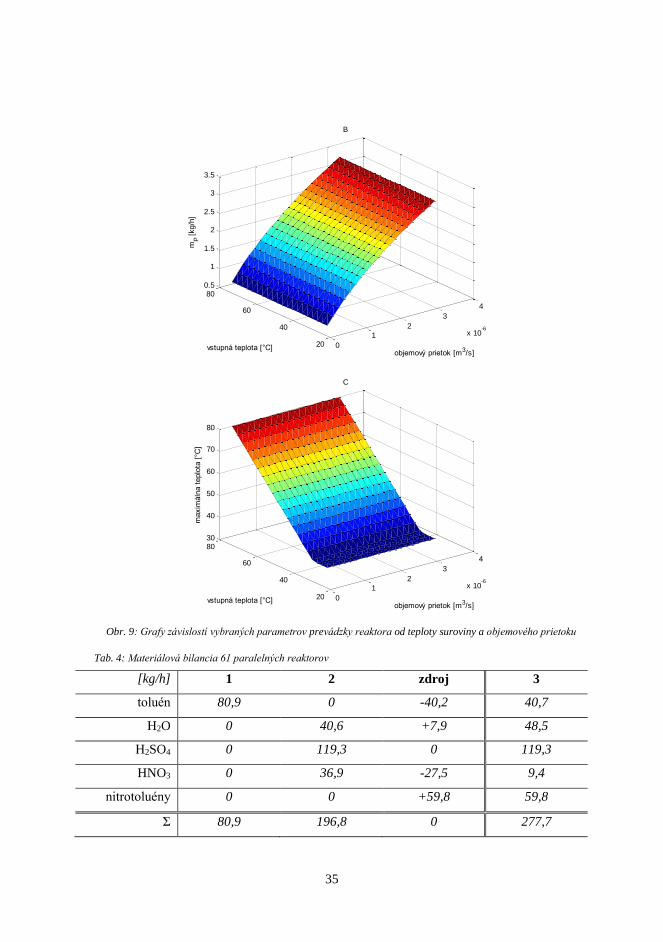
V ďalšom kroku sledujeme vplyv teploty a objemového prietoku na výkon reaktora (obr. 9).
Nárastom teploty suroviny dosiahneme vyššiu produkciu, pričom reaktor má schopnosť toto teplo
odobrať. Avšak maximálna teplota v reaktore presiahne teplotu 45 °C, nad ktorou dochádza
k zvýšenej tvorbe nežiaducich produktov. Z bezpečnostných dôvodov, v prípade poruchy
chladenia, ponecháme vstupnú teplotu suroviny 35 °C (obr. 9B).
Zvyšovaním objemového prietoku suroviny by sme získali viac produktov, museli by sme
však odoberať aj viac tepla (obr. 9A, B). V podrobnejšej analýze by bolo potrebné porovnať cenu
chladu s cenou produktov, my sme preto ponechali pôvodný prietok 6,67×10-7 m3 s-1 [5].
V jednom zvolenom reaktore ročne (350 dní × 24 hodín za deň = 8 400 hodín prevádzky)
vyrobíme 8 236,8 kg nitrotoluénov. Aby sme dosiahli výrobnú kapacitu 500 ton ročne, musíme
zapojiť vedľa seba 61 reaktorov. Materiálová bilancia systému 61 reaktorov je zapísaná v tab. 4.
Do reaktora privádzame suroviny aj chladiacu vodu o teplote 35 °C.
0 100 200 300 400 500 6000
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
0.018
0.02
z [m]
ci [
mol/m
3]
toluén
HNO3
nitrotoluény
H2O
0 100 200 300 400 500 60035
35.1
35.2
35.3
35.4
35.5
35.6
35.7
35.8
z [m]
T [
°C]
0
1
2
3
4
x 10-6
20
40
60
800
200
400
600
800
1000
1200
objemový prietok [m3/s]
A
vstupná teplota [°C]
odobra
né t
eplo
[W
]
35
Obr. 9: Grafy závislostí vybraných parametrov prevádzky reaktora od teploty suroviny a objemového prietoku
Tab. 4: Materiálová bilancia 61 paralelných reaktorov
[kg/h] 1 2 zdroj 3
toluén 80,9 0 -40,2 40,7
H2O 0 40,6 +7,9 48,5
H2SO4 0 119,3 0 119,3
HNO3 0 36,9 -27,5 9,4
nitrotoluény 0 0 +59,8 59,8
Σ 80,9 196,8 0 277,7
0
1
2
3
4
x 10-6
20
40
60
800.5
1
1.5
2
2.5
3
3.5
objemový prietok [m3/s]
B
vstupná teplota [°C]
mP [
kg/h
]
0
1
2
3
4
x 10-6
20
40
60
8030
40
50
60
70
80
objemový prietok [m3/s]
C
vstupná teplota [°C]
maxim
áln
a t
eplo
ta [
°C]
36
3.2 Návrh výroby
Nami navrhnutá výroba znázornená na obr. 10 sa dá rozdeliť na 3 časti: reakčnú, recyklačnú
a separačnú.
Do reakčnej časti vstupujú suroviny, ktoré spolu reagujú za vzniku produktov. Následne sa
v usadzovači rozdelia na vodnú a organickú fázu. Organická fáza obsahuje malé množstvo vody
a kyseliny sírovej, ktoré odstránime reakciou s NaOH a CaSO4 (viac v kapitole 3.4.1).
Keďže v reaktore nezreagujú všetky látky úplne, je z ekonomického aj ekologického hľadiska
výhodné nezreagované reaktanty recyklovať. Najprv z vodnej fázy odparíme roztok kyseliny
dusičnej (viac v kapitole 3.4.5), potom zo zvyšného roztoku kyseliny sírovej odparíme vodu,
ktorá predstavuje takmer jediný odpad (viac v kapitole 3.4.6). Z organickej fázy musíme
odstrániť nezreagovaný toluén rektifikáciou v prvej kolóne (viac v kapitole 3.3.1). Tieto prúdy
vraciame späť na začiatok, kde sa zmiešajú s čerstvými surovinami. Predtým ich ešte musíme
schladiť, aby po zmiešaní mali suroviny teplotu 35 °C (viď kapitolu 3.1.5).
Zmes nitrotoluénov putuje do separačnej časti, kde sa v druhej rektifikačnej kolóne najprv
odstráni 2-nitrotoluén (viac v kapitole 3.3.2). Následne sa dvojstupňovou kryštalizáciou odstráni
najprv neoddestilovaný 2-nitrotoluén a v druhom kroku kryštalizácie oddelíme zvyšné dva
mononitrotoluény (viac v kapitole 3.4.9).
Popis jednotlivých prúdov na obr. 10: 1 – toluén; 2 – nitračná zmes; 3 – výstup z reaktora; 4
– odseparovaná anorganická fáza; 5 – odseparovaná organická fáza; 6 – recyklovaný roztok
HNO3; 7 – roztok H2SO4; 8 – odpadová voda znečistená H2SO4; 9 – recyklovaný roztok H2SO4;
10 – recyklovaný toluén; 11 – čerstvý toluén; 12 – čerstvý roztok HNO3; 13 – čerstvý roztok
H2SO4; 14 – zvyšok, zmes nitrotoluénov; 15 – 95 %-ný 2-nitrotoluén; 16 – zmes mono-
nitrotoluénov; 17 – 2-nitrotoluén; 18 – 4-nitrotoluén; 19 – 3-nitrotoluén.

37
Ob
r. 10
: Prú
do
vý dia
gra
m n
avrh
nutej výro
by
38
3.3 Model rektifikačných kolón
3.3.1 Rektifikačná kolóna 1
Do prvej rektifikačnej kolóny vstupuje predohriaty nástrek o teplote varu, zmes toluénu
a mononitrotoluénov zbavená nečistôt. Rozdelenie jednotlivých mononitrotoluénov sme prevzali
od Raimondi [5], pre prípad teploty chladiacej vody 35 °C, tak ako sme zvolili aj my. Chceli sme
dosiahnuť úplné rozdelenie toluénu od nitrotoluénov. Predpokladali sme, že to bude možné
dosiahnuť vďaka veľkému rozdielu teplôt varu. V tab. 5 je vypočítaná materiálová bilancia tejto
kolóny.
Tab. 5: Materiálová bilancia rektifikačnej kolóny 1
[kg/h] 5 10 14
toluén 40,7 40,7 0
2-nitrotoluén 34,5 0 34,5
3-nitrotoluén 2,5 0 2,5
4-nitrotoluén 23,0 0 23,0
Σ 100,7 40,7 60,0
Tab. 6: Vybrané vlastnosti látok [22, 25]
[P] = mm Hg A B C ΔvH [kJ mol-1]
toluén 7,13657 1457,287 231,827 33,18a
2-nitrotoluén 6,99543 1499,139 141,495 51,00b
3-nitrotoluén 7,91347 2490,4849 264,314 52,80c
4-nitrotoluén 8,12745 2724,4073 281,417 49,80d
a111 °C; b144 °C; c140 °C; d165 °C
Pre matematický model rektifikačnej kolóny je potrebné poznať rovnováhu medzi kvapalinou
a parou na každej teoretickej etáži. Na vyjadrenie tejto rovnováhy sme použili rovnice 1.43
a 1.44. V tab. 6 sú uvedené koeficienty Antoineovej rovnice (1.43) pre vystupujúce zložky a ich
stredné výparné teplá.
Jednotlivé hmotnostné toky bolo potrebné prepočítať na mólové toky. Pomocou funkcie fsolve
v MATLAB-e sme vypočítali zloženie a teplotu využitím rovnováhy a materiálových bilancií pre
každú etáž (1.32-34).
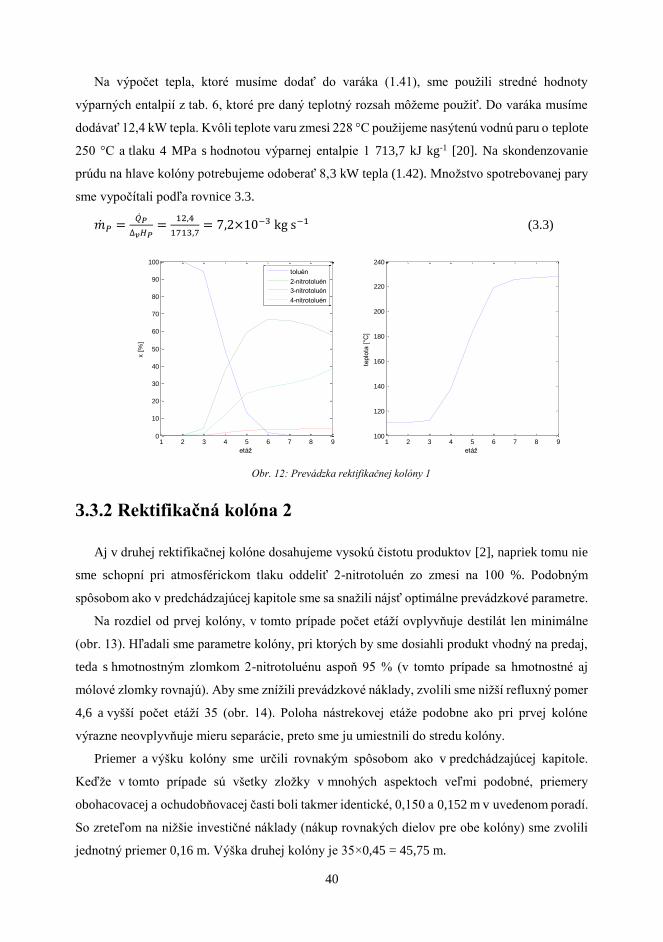
Najprv sme sledovali vplyv refluxného pomeru na zloženie destilátu (obr. 11A). Zistili sme,
že s väčším počtom etáží klesá jeho vplyv na destilát. Poloha nástrekovej etáže má na separáciu
takmer nebadateľný vplyv (obr. 11B – 9 etáží, R = 1), pričom najlepšie je umiestniť ju približne
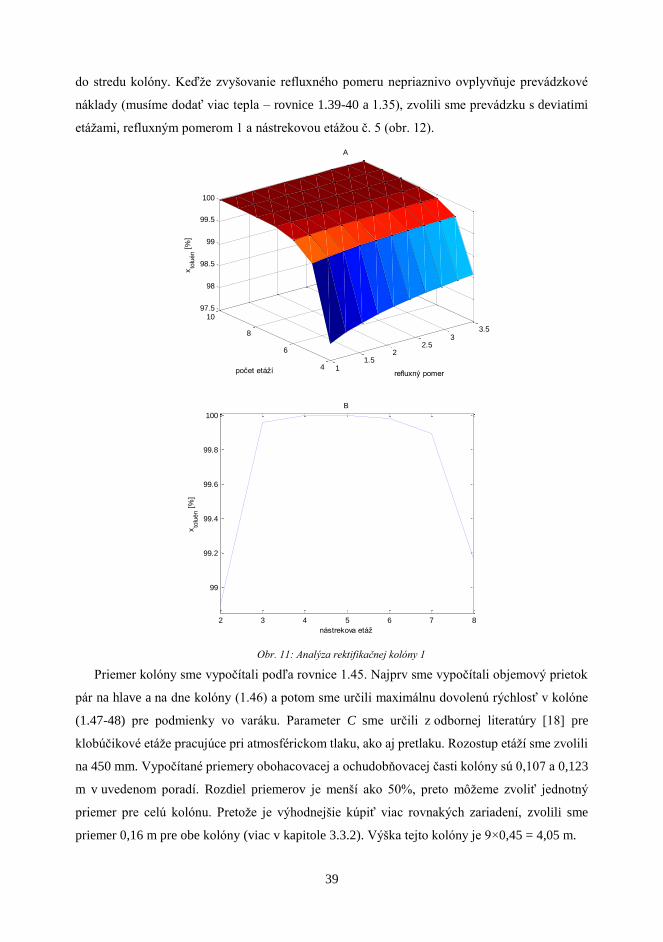
39
do stredu kolóny. Keďže zvyšovanie refluxného pomeru nepriaznivo ovplyvňuje prevádzkové
náklady (musíme dodať viac tepla – rovnice 1.39-40 a 1.35), zvolili sme prevádzku s deviatimi
etážami, refluxným pomerom 1 a nástrekovou etážou č. 5 (obr. 12).
Obr. 11: Analýza rektifikačnej kolóny 1
Priemer kolóny sme vypočítali podľa rovnice 1.45. Najprv sme vypočítali objemový prietok
pár na hlave a na dne kolóny (1.46) a potom sme určili maximálnu dovolenú rýchlosť v kolóne
(1.47-48) pre podmienky vo varáku. Parameter C sme určili z odbornej literatúry [18] pre
klobúčikové etáže pracujúce pri atmosférickom tlaku, ako aj pretlaku. Rozostup etáží sme zvolili
na 450 mm. Vypočítané priemery obohacovacej a ochudobňovacej časti kolóny sú 0,107 a 0,123
m v uvedenom poradí. Rozdiel priemerov je menší ako 50%, preto môžeme zvoliť jednotný
priemer pre celú kolónu. Pretože je výhodnejšie kúpiť viac rovnakých zariadení, zvolili sme
priemer 0,16 m pre obe kolóny (viac v kapitole 3.3.2). Výška tejto kolóny je 9×0,45 = 4,05 m.
11.5
22.5
33.5
4
6
8
1097.5
98
98.5
99
99.5
100
refluxný pomer
A
počet etáží
xto
luén [
%]
2 3 4 5 6 7 8
99
99.2
99.4
99.6
99.8
100
B
nástrekova etáž
xto
luén [
%]
40
Na výpočet tepla, ktoré musíme dodať do varáka (1.41), sme použili stredné hodnoty
výparných entalpií z tab. 6, ktoré pre daný teplotný rozsah môžeme použiť. Do varáka musíme
dodávať 12,4 kW tepla. Kvôli teplote varu zmesi 228 °C použijeme nasýtenú vodnú paru o teplote
250 °C a tlaku 4 MPa s hodnotou výparnej entalpie 1 713,7 kJ kg-1 [20]. Na skondenzovanie
prúdu na hlave kolóny potrebujeme odoberať 8,3 kW tepla (1.42). Množstvo spotrebovanej pary
sme vypočítali podľa rovnice 3.3.
��𝑃 =��𝑃
∆𝑣𝐻𝑃=
12,4
1713,7= 7,2×10−3 kg s−1 (3.3)
Obr. 12: Prevádzka rektifikačnej kolóny 1
3.3.2 Rektifikačná kolóna 2
Aj v druhej rektifikačnej kolóne dosahujeme vysokú čistotu produktov [2], napriek tomu nie
sme schopní pri atmosférickom tlaku oddeliť 2-nitrotoluén zo zmesi na 100 %. Podobným
spôsobom ako v predchádzajúcej kapitole sme sa snažili nájsť optimálne prevádzkové parametre.
Na rozdiel od prvej kolóny, v tomto prípade počet etáží ovplyvňuje destilát len minimálne
(obr. 13). Hľadali sme parametre kolóny, pri ktorých by sme dosiahli produkt vhodný na predaj,
teda s hmotnostným zlomkom 2-nitrotoluénu aspoň 95 % (v tomto prípade sa hmotnostné aj
mólové zlomky rovnajú). Aby sme znížili prevádzkové náklady, zvolili sme nižší refluxný pomer
4,6 a vyšší počet etáží 35 (obr. 14). Poloha nástrekovej etáže podobne ako pri prvej kolóne
výrazne neovplyvňuje mieru separácie, preto sme ju umiestnili do stredu kolóny.
Priemer a výšku kolóny sme určili rovnakým spôsobom ako v predchádzajúcej kapitole.
Keďže v tomto prípade sú všetky zložky v mnohých aspektoch veľmi podobné, priemery
obohacovacej a ochudobňovacej časti boli takmer identické, 0,150 a 0,152 m v uvedenom poradí.
So zreteľom na nižšie investičné náklady (nákup rovnakých dielov pre obe kolóny) sme zvolili
jednotný priemer 0,16 m. Výška druhej kolóny je 35×0,45 = 45,75 m.
1 2 3 4 5 6 7 8 90
10
20
30
40
50
60
70
80
90
100
etáž
x [
%]
toluén
2-nitrotoluén
3-nitrotoluén
4-nitrotoluén
1 2 3 4 5 6 7 8 9100
120
140
160
180
200
220
240
etáž
teplo
ta [
°C]

41
Obr. 13: Analýza rektifikačnej kolóny 2
Obr. 14: Prevádzka rektifikačnej kolóny 2
Tab. 7: Materiálová bilancia rektifikačnej kolóny 2
[kg/h] 14 15 16
2-nitrotoluén 34,5 31,1 3,4
3-nitrotoluén 2,5 0,8 1,7
4-nitrotoluén 23,0 0,8 22,1
Σ 60,0 32,7 27,2
Podobne ako pri predchádzajúcej kolóne sme pristupovali aj k energetickej stránke. Do varáka
treba dodávať 18,6 kW tepla. Teplota varu v tomto varáku je 235 °C, preto môžeme na ohrev
použiť ten istý zdroj ako pri prvej kolóne. Na kondenzáciu výstupu z vrchnej časti kolóny musíme
odoberať 18,9 kW tepla. Podľa rovnice 3.3 spotrebujeme 10,9×10-3 kg s-1 pary.
02
46
810
25
30
35
40
4570
75
80
85
90
95
100
refluxný pomerpočet etáží
x2-n
itroto
luén [
%]
5 10 15 20 25 300
10
20
30
40
50
60
70
80
90
100
etáž
x [
%]
2-nitrotoluén
3-nitrotoluén
4-nitrotoluén
5 10 15 20 25 30222
224
226
228
230
232
234
236
etáž
teplo
ta [
°C]

42
3.4 Ostatné zariadenia
3.4.1 Separácia a čistenie prúdu produktov
Anorganickú a organickú fázu je možné takmer dokonale rozdeliť vďaka vzájomnej
nemiešateľnosti. Preto sme za reaktor umiestnili usadzovač, v ktorom oddelíme tieto fázy.
Predpokladáme však, že do prúdu 5 prejde 1 % H2SO4 z prúdu 3 (obr. 10). Do organickej fázy
prejde aj 1 % H2O kvôli hygroskopickým vlastnostiam kyseliny (viď kapitolu 1.1.1).
V materiálových bilanciách (tab. 8-10) vystupujú prúdy, ktoré nie sú vyznačené v schéme. Sú to
vnútorné prúdy. Prúd pred čistením 1 predstavuje organickú fázu predtým, ako je očistená od
anorganických zvyškov. Prúdy hydroxid a síran dokopy predstavujú v schéme prúd Čistiace látky
a prúdy odpad 1 a odpad 2 spolu predstavujú Produkty čistenia. Entalpickú bilanciu nie je
potrebné riešiť, keďže sa v usadzovači nenachádza žiaden ohrev ani chladenie.
Tab. 8: Materiálová bilancia usadzovača
[kg/h] 3 4 pred čistením 1
toluén 40,7 0 40,7
H2O 48,5 48,0 0,5
H2SO4 119,3 118,1 1,2
HNO3 9,4 9,4 0
nitrotoluény 59,8 0 59,8
Σ 277,7 175,5 102,2
Organickú fázu následne zbavíme anorganických zlúčenín v dvoch krokoch. Najprv reakciou
s hydroxidom sodným odstránime kyselinu sírovú podľa reakcie 3.4. Síran sodný je soľ
nerozpustná v organických zlúčeninách. Materiálovú bilanciu sme vyjadrili tab. 9, v ktorej sme
vynechali riadky s látkami, ktoré sa na reakcii nezúčastňujú.
H2SO4 + 2 NaOH → Na2SO4 + 2 H2O (3.4)
Vodu zo zmesi odstránime reakciou so síranom vápenatým podľa reakcie 3.5. Vzniknutý
dihydrát síranu vápenatého je taktiež nerozpustný v organických zlúčeninách. Materiálová
bilancia, opäť zbavená prebytočných riadkov, je v tab. 10.
2 H2O + Ca2SO4 → Ca2SO4.2H2O (3.5)
Priebeh reakcií určite sprevádza aj tepelný efekt a teda by sme mali počítať aj entalpickú
bilanciu. Z dôvodu malého množstva reagujúcich látok vzhľadom na ostatné látky budeme však
tento jav zanedbávať.

43
Tab. 9: Materiálová bilancia čistenia 1
[kg/h] pred čistením 1 hydroxid zdroj pred čistením 2 odpad 1
H2O 0,5 0 +0,4 0,9 0
H2SO4 1,2 0 -1,2 0 0
NaOH 0 0,9 -0,9 0 0
Na2SO4 0 0 +1,7 0 1,7
Σ 1,7 0,9 0 0,9 1,7
Tab. 10: Materiálová bilancia čistenia 2
[kg/h] pred čistením 2 síran zdroj odpad 2
H2O 0,9 0 -0,9 0
CaSO4 0 3,5 -3,5 0
CaSO4.2H2O 0 0 +4,4 4,4
Σ 0,9 3,5 0 4,4
3.4.2 Predohrev nástreku do rektifikačnej kolóny 1
Nástrek vstupuje do prvej rektifikačnej kolóny pri teplote varu. Tú sme vypočítali pomocou
nástroja Solver v programe MS Excel podľa rovníc 1.43-44 a koeficientov z tab. 6. Suma
parciálnych tlakov sa pri teplote varu musí rovnať celkovému tlaku a keďže kolóna pracuje pri
atmosférickom tlaku, jeho hodnota je 101 325 Pa. Teplota varu tejto zmesi vystupujúcej do
kolóny je 108,7 °C. Teplota zmesi odchádzajúca z čistenia je 35 °C. Vo výmenníku tepla podľa
rovnice 3.6 potrebujeme zmesi odovzdať 3,1 kW tepla. Hodnotu jej tepelnej kapacity sme
vypočítali podľa rovnice 3.2.
�� = ��𝐶��∆𝑡 (3.6)
Ak by sme na ohrev použili nasýtenú paru o teplote 120 °C, tlaku 0,2 MPa a s hodnotou
výparnej entalpie 2 202,9 kJ kg-1 [20], podľa rovnice 3.3 spotrebujeme 1,4×10-3 kg s-1 pary.
Teplovýmennú plochu tohto výmenníka sme vypočítali podľa rovnice 3.7. Na základe
skutočnosti, že organické látky sú ohrievané kondenzujúcou vodnou parou, úhrnný koeficient
prechodu tepla sme odhadli na 500 W m-2 K-1 [26].
�� = 𝑈𝐴∆𝑡𝑙𝑠 ⟹ 𝐴 =��
𝑈∆𝑡𝑙𝑠=
3,1×103
500[(120−108,7)−(120−35)
ln120−108,7
120−35
]
= 0,17 m2 (3.7)
44
3.4.3 Kondenzátory rektifikačných kolón a schladenie toluénu
Z hlavy prvej kolóny odchádzajú horúce pary toluénu o teplote 110,6 °C. Tie najprv
skondenzujú v kondenzátore a potom sa časť z nich vráti späť do kolóny ako reflux a časť sa
vracia späť na začiatok procesu. V tomto zariadení musíme odoberať 8,3 kW tepla (viď kapitolu
3.3.1). Ak sa chladiaca voda ohreje zo vstupnej teploty 10 °C na 20 °C, na kondenzáciu toluénu
jej podľa rovnice 3.6 budeme potrebovať 0,20 kg s-1. V tomto výmenníku naopak kondenzuje
organická zlúčenina a teplo odovzdáva vode, preto sme U odhadli na 700 W m-2 K-1 [26].
Teplovýmennú plochu kondenzátora sme určili rovnicou 3.7 na 0,12 m2.
V druhom kondenzátore potrebujeme parám o teplote 223,3 °C odoberať 18,9 kW tepla (viď
kapitolu 3.3.2). Pri použití rovnakej chladiacej vody, ktorá sa ohreje z 10 °C tentokrát na 35 °C
jej budeme potrebovať 0,18 kg s-1. Z hľadiska výmeny tepla sa jedná o podobné podmienky ako
v prvej kolóne, preto sme použili rovnaký odhad U. Veľkosť teplovýmennej plochy je v tomto
prípade 0,13 m2.
Horúci toluén musíme pred vrátením na začiatok procesu schladiť tak, aby sme po zmiešaní
s čerstvým toluénom o teplote 10 °C dosiahli teplotu suroviny 35 °C. Teplotu, na ktorú musíme
chladiť toluén, sme určili na 59,7 °C (viac v kapitole 3.4.4). Schladenie si podľa rovnice 3.6
vyžaduje odobranie 1,0 kW tepla. Použijeme 0,02 kg s-1 rovnakej chladiacej vody ako
v kondenzátore (3.6). Hodnotu U sme odhadli na 250 W m-2 K-1 [26], pretože vo výmenníku
chladíme kvapalnú organickú látku vodou. Teplovýmennú plochu protiprúdneho výmenníka
tepla sme vypočítali podľa rovnice 3.7. Jej veľkosť je 0,06 m2.
3.4.4 Mix 1
V zariadení Mix 1 sa zmiešava regenerovaný toluén s čerstvým toluénom. Z rektifikačnej
kolóny sa vracia 40,7 kg h-1 toluénu (tab. 5) a do reaktora potrebujeme 80,9 kg h-1 (tab. 4). Do
systému teda musíme dodávať 40,2 kg čerstvého toluénu za hodinu.
Teplota čerstvého toluénu je 10 °C a teplota toluénu vstupujúceho do reaktorov je 35 °C.
Teplotu regenerovaného toluénu sme vypočítali z jednoduchej entalpickej bilancie (3.8-10)
s referenčnou teplotou 10 °C.
��1 = ��10 + ��11 ⟹ ��1ℎ1 = ��10ℎ10 + ��11ℎ11 (3.8)
ℎ𝑖 = 𝐶𝑝,𝑖(𝑡𝑖 − 𝑡𝑟𝑒𝑓) (3.9)
80,9×1705×(35 − 10) = 40,7×1705×(𝑡10 − 10) + 0 ⟹ 𝑡10 = 59,7 °C (3.10)

45
3.4.5 Regenerácia kyseliny dusičnej
Prúd 4 je zmes kyselín sírovej, dusičnej a vody. V prvom kroku ich regenerácie z roztoku
odstránime kyselinu dusičnú. Bežne komerčne predávaný vodný roztok HNO3 obsahuje približne
60 % hm. kyseliny. Je to spôsobené vznikom azeotropu pri destilácii. Vlastnosti kysliny dusičnej
pri destilácii však môžeme upraviť pridaním kyseliny sírovej. Na odstránenie azeotropu je
potrebná koncentrácia H2SO4 aspoň 50 % hm., avšak pri priemyselnom spracovaní sa snažíme
dosiahnuť okolo 70 % hm. [29]. V prúde 4 je 67,3 % hm. H2SO4 (tab. 8).
V prúde 6 potrebujeme získať 80 %-ný roztok HNO3 (viac v kapitole 3.4.8). Materiálová
bilancia procesu je v tab. 11. V danom zariadení ohrejeme zmes na 100 °C. Na výpočet
entalpickej bilancie sme použili hodnoty tepelných kapacít, ktoré v danom teplotnom rozsahu
môžeme považovať za konštantné. Hodnoty výparných entalpií sú taktiež v danom teplotnom
rozsahu použiteľné.
Tab. 11: Materiálová bilancia regenerácie kys. dusičnej a vybrané vlastnosti látok [20, 22]
[kg/h] 4 6 7 Cp [kJ kg-1 K-1] ΔvH [kJ kg-1]
H2O 48,0 2,4 45,6 4,19a 2358,4a
H2SO4 118,1 0 118,1 1,57a ---
HNO3 9,4 9,4 0 1,80a 612,6b
Σ 175,5 11,8 163,7
a60 °C; b40 °C
Ak zvolíme za referenčný stav parametre prúdu 4, jeho entalpia bude v bilancii nulová.
Entalpiu prúdu 6 sme vypočítali ako súčet ohrevu zmesi z 35 °C na 100 °C a vyparenia H2O
a HNO3 (3.11).
��6 = ��6[(𝑤6,𝐻2𝑂𝐶��,𝐻2𝑂 + 𝑤6,𝐻𝑁𝑂3𝐶��,𝐻𝑁𝑂3
)(𝑡6 − 𝑡𝑟𝑒𝑓) + (𝑤6,𝐻2𝑂∆𝑣𝐻𝐻2𝑂 +
𝑤6,𝐻𝑁𝑂3∆𝑣𝐻𝐻𝑁𝑂3
)] = 13 172kJ
h (3.11)
Entalpia 7. prúdu bola vypočítaná podobne, ale v tomto prúde nedochádza k vyparovaniu,
preto tento člen z nej vypadne.
��7 = ��7(𝑤7,𝐻2𝑂𝐶��,𝐻2𝑂 + 𝑤7,𝐻2𝑆𝑂4𝐶��,𝐻2𝑆𝑂4
)(𝑡7 − 𝑡𝑟𝑒𝑓) = 24 515kJ
h (3.12)
Teplo, ktoré je potrebné do zariadenia dodávať vypočítame sčítaním týchto dvoch entalpií
(3.11-12). Jeho hodnota je 10,47 kW. Na ohrev môžeme použiť nasýtenú vodnú paru o teplote
120 °C (rovnako ako v kapitole 3.4.2). Potrebujeme jej 4,8×10-3 kg/s (3.3).
Pre potreby ekonomickej bilancie budeme s týmto zariadením počítať ako s výmenníkom
tepla. Vodný roztok kyselín sa najprv ohreje z teploty 35 °C na 100 °C (odhadli sme hodnotu
koeficienta U = 1500 W m-2 K-1 [26]) a potom sa časť roztoku odparí (odhadli sme hodnotu
46
koeficienta U = 1000 W m-2 K-1 [26]). Celková teplovýmenná plocha tohto výmenníka (3.7) bude
0,09 m2.
3.4.6 Regenerácia kyseliny sírovej
Prúd 7 je vodný roztok kyseliny sírovej. Keďže kyselina v reakcii vystupuje len ako
katalyzátor, celé jej množstvo by sme mali vrátiť na začiatok procesu. Pri reakcii (1.1) však
vzniká voda, ktorú musíme odstrániť. Pri jej vyparovaní predpokladáme, že malá časť kyseliny
bude spolu s touto vodou vyparená tiež, odparí sa teda 1 %-ný vodný roztok H2SO4 (tab. 12).
Tab. 12: Materiálová bilancia regenerácie kys. sírovej a vybrané vlastnosti látok [20, 27]
[kg/h] 7 8 9 Cp [kJ kg-1 K-1] ΔvH [kJ kg-1]
H2O 45,6 19,2 26,4 4,23a 2230,5a
H2SO4 118,1 0,19 117,9 1,71a 571,0b
Σ 163,7 19,4 144,3
a110 °C; bneznáma teplota
Predpokladáme, že zmes v prúde 7 potrebujeme ohriať na teplotu 110 °C. Zvolili sme teda
referenčný stav podľa prúdu 7 a potom vypočítali entalpie ostatných prúdov podobne ako
v predchádzajúcej kapitole (3.11-12). Ich súčet 13,0 kW predstavuje množstvo tepla, ktoré
musíme do zariadenia dodávať. Použijeme rovnakú paru ako v predchádzajúcom zariadení
o hmotnostnom prietoku 5,9×10-3 kg/s (3.3).
Aj s týmto zariadením budeme pre potreby ekonomickej analýzy rátať ako s výmenníkom
tepla. Postupom naznačeným v predchádzajúcej kapitole sme zistili, že potrebujeme celkovú
teplovýmennú plochu 1,24 m2.
3.4.7 Chladenie regenerovaných kyselín
Prúd 2 má teplotu 35 °C. Prúdy čerstvých roztokov kyselín majú teplotu 10 °C. Preto musíme
teplotu prúdov 6 a 9 upraviť tak, aby sme dosiahli požadovanú teplotu suroviny. Prúd 6 okrem
toho obsahuje látky v plynnej fáze, ktoré je najprv potrebné skondenzovať. Zistili sme, že prúd 6
pred vstupom do zariadenia mix 2 musí mať teplotu 49,3 °C a prúd 9 teplotu 42,6 °C (viac
v kapitole 3.4.8).
�� = ��∆𝑣�� (3.13)
Výmenník tepla pre prúd 6 pomyselne rozdelíme na 2 časti, v prvej bude vodný roztok
kondenzovať (odhadli sme hodnotu koeficienta U = 1 000 W m-2 K-1 [26]) a v druhej sa bude
chladiť (odhadli sme hodnotu koeficienta U = 800 W m-2 K-1 [26]). Chladiacim médiom je voda.
47
Najprv sme vypočítali množstvo tepla, ktoré musíme odoberať z kondenzačnej časti podľa
rovnice 3.13 a potom teplo z chladiacej časti podľa rovnice 3.6 s použitím parametrov v tab. 11.
Teplovýmennú plochu protiprúdnej druhej časti sme vypočítali rovnicou 3.7, kde sa voda ohreje
z teploty 10 °C na 12 °C. V kondenzačnej časti, ktorej teplovýmennú plochu sme vypočítali podľa
rovnakého vzťahu, sa voda ohreje z 12 °C na 20 °C. V tab. 13 sú zaznamenané výsledky našich
výpočtov. Celková plocha tohto výmenníka tepla je 0,05 m2. Na chladenie budeme podľa rovnice
3.6 potrebovať 0,14 kg/s chladiacej vody.
Tab. 13: Vybrané výsledky výpočtov pre chladenie regenerovaných kyselín
kondenzátor chladič
t6 [°C] 100 → 100 100 → 49,3
tC [°C] 20 ← 12 12 ← 10
�� [kW] 3,17 0,38
A [m2] 0,04 0,01
Roztok H2SO4 musíme vychladiť na teplotu 49,3 °C, aby sme dosiahli vhodnú teplotu
nitračnej zmesi (viac v kapitole 3.4.8). Veľkosť výmenníka tepla pre prúd 9 sme počítali podobne
s tým rozdielom, že tam nedochádza ku kondenzácii. Teda najprv sme pomocou parametrov z tab.
12 rovnicou 3.6 vypočítali, že z výmenníka musíme odoberať 6,7 kW tepla. Roztok je kvapalný
a budeme ho chladiť vodou, preto sme odhadli hodnotu U na 800 W m-2 K-1 [26]. Ak sa chladiaca
voda ohreje z teploty 10 °C na 20 °C, protiprúdny výmenník tepla musí mať teplovýmennú
plochu 0,14 m2 (3.7). Na chladenie potrebujeme 0,16 kg/s vody (3.6).
3.4.8 Mix 2
Prúdy regenerovaných roztokov kyselín sa v tomto zariadení zmiešajú s čerstvými roztokmi.
Uvažujeme so 70 %-ným roztokom HNO3 a 95 %-ným roztokom H2SO4. Pomocou nástroja
Solver sme určili zloženie regenerovaných roztokov (tab. 14) tak, aby sme zmiešaním s čerstvými
roztokmi dostali potrebnú nitračnú zmes (tab. 4 – prúd 2).
Tab. 14: Materiálová bilancia zariadenia mix 2
[kg/h] 6 9 12 13 2
H2O 2,4 26,4 11,7 0,07 40,6
H2SO4 0 117,9 0 1,43 119,3
HNO3 9,4 0 27,5 0 36,9
Σ 11,8 144,3 39,2 1,5 196,8
Spôsobom znázorneným v kapitole Mix 1 sme vypočítali aj teploty prúdov 6 a 9 (viď kapitolu
3.4.7). Opäť sme počítali s teplotou čerstvých roztokov 10 °C (prúdy 12 a 13).
48
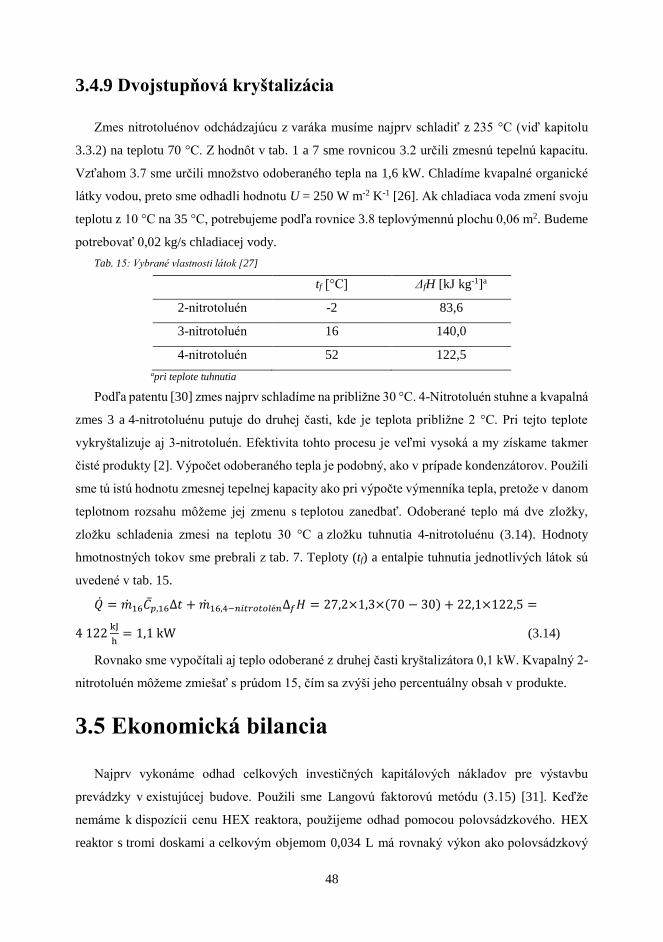
3.4.9 Dvojstupňová kryštalizácia
Zmes nitrotoluénov odchádzajúcu z varáka musíme najprv schladiť z 235 °C (viď kapitolu
3.3.2) na teplotu 70 °C. Z hodnôt v tab. 1 a 7 sme rovnicou 3.2 určili zmesnú tepelnú kapacitu.
Vzťahom 3.7 sme určili množstvo odoberaného tepla na 1,6 kW. Chladíme kvapalné organické
látky vodou, preto sme odhadli hodnotu U = 250 W m-2 K-1 [26]. Ak chladiaca voda zmení svoju
teplotu z 10 °C na 35 °C, potrebujeme podľa rovnice 3.8 teplovýmennú plochu 0,06 m2. Budeme
potrebovať 0,02 kg/s chladiacej vody.
Tab. 15: Vybrané vlastnosti látok [27]
tf [°C] ΔfH [kJ kg-1]a
2-nitrotoluén -2 83,6
3-nitrotoluén 16 140,0
4-nitrotoluén 52 122,5
apri teplote tuhnutia
Podľa patentu [30] zmes najprv schladíme na približne 30 °C. 4-Nitrotoluén stuhne a kvapalná
zmes 3 a 4-nitrotoluénu putuje do druhej časti, kde je teplota približne 2 °C. Pri tejto teplote
vykryštalizuje aj 3-nitrotoluén. Efektivita tohto procesu je veľmi vysoká a my získame takmer
čisté produkty [2]. Výpočet odoberaného tepla je podobný, ako v prípade kondenzátorov. Použili
sme tú istú hodnotu zmesnej tepelnej kapacity ako pri výpočte výmenníka tepla, pretože v danom
teplotnom rozsahu môžeme jej zmenu s teplotou zanedbať. Odoberané teplo má dve zložky,
zložku schladenia zmesi na teplotu 30 °C a zložku tuhnutia 4-nitrotoluénu (3.14). Hodnoty
hmotnostných tokov sme prebrali z tab. 7. Teploty (tf) a entalpie tuhnutia jednotlivých látok sú
uvedené v tab. 15.
�� = ��16𝐶��,16∆𝑡 + ��16,4−𝑛𝑖𝑡𝑟𝑜𝑡𝑜𝑙é𝑛∆𝑓𝐻 = 27,2×1,3×(70 − 30) + 22,1×122,5 =
4 122kJ
h= 1,1 kW (3.14)
Rovnako sme vypočítali aj teplo odoberané z druhej časti kryštalizátora 0,1 kW. Kvapalný 2-
nitrotoluén môžeme zmiešať s prúdom 15, čím sa zvýši jeho percentuálny obsah v produkte.
3.5 Ekonomická bilancia
Najprv vykonáme odhad celkových investičných kapitálových nákladov pre výstavbu
prevádzky v existujúcej budove. Použili sme Langovú faktorovú metódu (3.15) [31]. Keďže
nemáme k dispozícii cenu HEX reaktora, použijeme odhad pomocou polovsádzkového. HEX
reaktor s tromi doskami a celkovým objemom 0,034 L má rovnaký výkon ako polovsádzkový

49
reaktor o objeme 7,1 L [5]. Celkový objem vo všetkých reaktoroch v nami navrhnutej výrobe je
61×200×0,034/3 = 138,3 L. Polovsádzkový reaktor s ekvivaletným výkonom by mal mať objem
28 880 L.
𝐶𝑇𝐶 = 4,3× ∑ 𝐶𝐷𝐸𝐿 (3.15)
Na odhad ceny jednotlivých zariadení sme použili tabelované hodnoty [32]. Cena zariadenia
„naloženého na loď“ (CFOB – free on board) nezahŕňa dopravu, ktorá predstavuje približne 5 %
z uvedenej hodnoty (cena s dopravou – CDEL). Na výpočet ceny zariadenia potrebujeme poznať
koeficient CEPCI (Chemical Engineering Plant Cost Index), ktorý zohľadňuje meniace sa ceny
v čase. Jeho hodnota pre február 2016 bola 533,9. Ceny jednotlivých zariadení sme získali
pomocou údajov v tab. 16 a vzťahu 3.16. Na prepočet do tunajšej meny sme použili konverzný
kurz Národnej banky Slovenska z 5. mája 2017: 1€ = 1,0961$ [33].
𝐶𝐹𝑂𝐵 = 𝐶𝐹𝑂𝐵,𝑟𝑒𝑓𝐶𝐸𝑃𝐶𝐼
1000(
veľkosť
veľkosťref)
𝑟
(3.16)
Tab. 16: Vzorové výpočty pri ekonomickej analýze
reaktor
polovsádzkový
výmenník teplaa
rúrka v rúrke
rektifikačná
kolónab kryštalizátor
𝐶𝐹𝑂𝐵,𝑟𝑒𝑓 [$] 37 500 30 000 545 000 1 000 000
veľkosťref 3 m3 3 m2 100 m2,5 1 kg/s
r 0,53 0,14 0,53 0,62
veľkosť 28,9 m3 1,24 m2 2,93 m2,5 0,007c kg/s
𝐶𝐹𝑂𝐵 [$] 66 500 14 200 44 800 24 600
𝐶𝐷𝐸𝐿 [$] 69 800 14 900 47 000 25 900
𝐶𝐷𝐸𝐿 [€] 63 700 13 600 42 900 23 600
achladenie prúdu 9; brektifikačná kolóna 2, (veľkosť / m2,5) = (výška / m)×(priemer / m)1,5; cvznik kryštálov
Odhadujeme redukciu nákladov na HEX reaktor oproti polovsádzkovému o približne 20 %
[3]. Jeho cena aj s dopravou potom bude 51 000 €. Spôsobom znázorneným v tab. 16 sme
vypočítali aj ceny ostatných výmenníkov tepla a rektifikačných kolón. Celkové fixné kapitálové
náklady (3.15), ktoré zahŕňajú aj úpravu výrobnej haly, potrubia, elektrické zariadenia, izolácie,
nátery a všetky potrebné záležitosti ako aj cenu inštalácie zariadení sú 902 000 €.
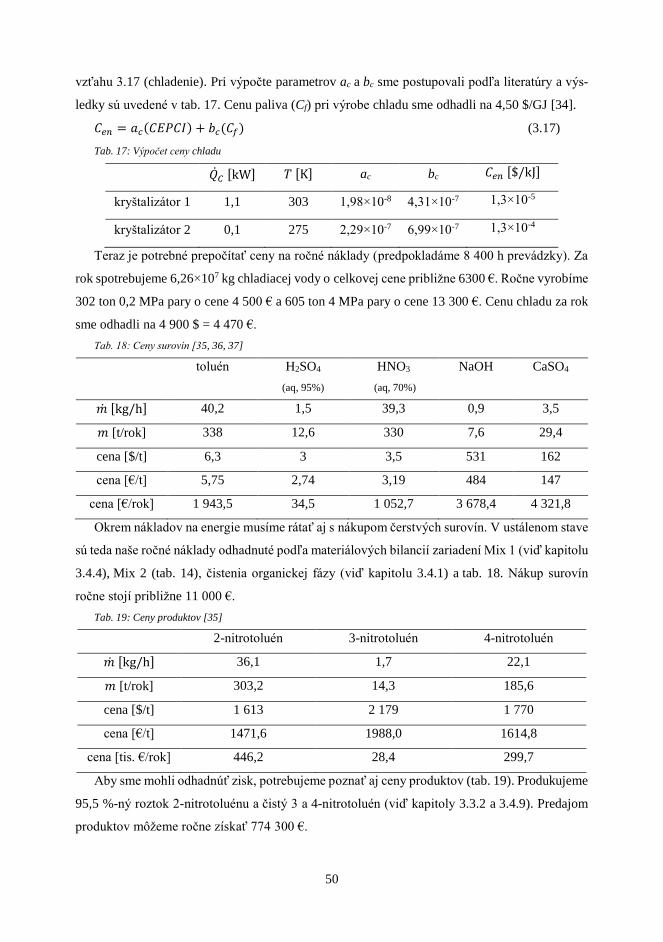
Ďalej je dôležité poznať prevádzkové náklady, ktoré sa skladajú z ceny surovín a energií.
Podľa predchádzajúcich výpočtov potrebujeme 0,72 kg/s chladiacej vody do všetkých
chladiacich zariadení. Do jedného reaktora potrebujeme 80 L/h chladiacej vody, teda do všetkých
reaktorov 1,35 kg/s. Jej cena je 0,1 €/t. Na ohrev použijeme 0,02 kg/s pary o tlaku 4 MPa (22 €/t)
a 0,01 kg/s pary o tlaku 0,2 MPa (15 €/t). Na kryštalizáciu budeme potrebovať strojné chladenie
s výkonom 1,2 kW. Ceny energií (Cen) sme odhadli (para, chladiaca voda) alebo určili podľa
50
vzťahu 3.17 (chladenie). Pri výpočte parametrov ac a bc sme postupovali podľa literatúry a výs-
ledky sú uvedené v tab. 17. Cenu paliva (Cf) pri výrobe chladu sme odhadli na 4,50 $/GJ [34].
𝐶𝑒𝑛 = 𝑎𝑐(𝐶𝐸𝑃𝐶𝐼) + 𝑏𝑐(𝐶𝑓) (3.17)
Tab. 17: Výpočet ceny chladu
��𝐶 [kW] 𝑇 [K] ac bc 𝐶𝑒𝑛 [$/kJ]
kryštalizátor 1 1,1 303 1,98×10-8 4,31×10-7 1,3×10-5
kryštalizátor 2 0,1 275 2,29×10-7 6,99×10-7 1,3×10-4
Teraz je potrebné prepočítať ceny na ročné náklady (predpokladáme 8 400 h prevádzky). Za
rok spotrebujeme 6,26×107 kg chladiacej vody o celkovej cene približne 6300 €. Ročne vyrobíme
302 ton 0,2 MPa pary o cene 4 500 € a 605 ton 4 MPa pary o cene 13 300 €. Cenu chladu za rok
sme odhadli na 4 900 $ = 4 470 €.
Tab. 18: Ceny surovín [35, 36, 37]
toluén H2SO4
(aq, 95%)
HNO3
(aq, 70%)
NaOH CaSO4
�� [kg/h] 40,2 1,5 39,3 0,9 3,5
𝑚 [t/rok] 338 12,6 330 7,6 29,4
cena [$/t] 6,3 3 3,5 531 162
cena [€/t] 5,75 2,74 3,19 484 147
cena [€/rok] 1 943,5 34,5 1 052,7 3 678,4 4 321,8
Okrem nákladov na energie musíme rátať aj s nákupom čerstvých surovín. V ustálenom stave
sú teda naše ročné náklady odhadnuté podľa materiálových bilancií zariadení Mix 1 (viď kapitolu
3.4.4), Mix 2 (tab. 14), čistenia organickej fázy (viď kapitolu 3.4.1) a tab. 18. Nákup surovín
ročne stojí približne 11 000 €.
Tab. 19: Ceny produktov [35]
2-nitrotoluén 3-nitrotoluén 4-nitrotoluén
�� [kg/h] 36,1 1,7 22,1
𝑚 [t/rok] 303,2 14,3 185,6
cena [$/t] 1 613 2 179 1 770
cena [€/t] 1471,6 1988,0 1614,8
cena [tis. €/rok] 446,2 28,4 299,7
Aby sme mohli odhadnúť zisk, potrebujeme poznať aj ceny produktov (tab. 19). Produkujeme
95,5 %-ný roztok 2-nitrotoluénu a čistý 3 a 4-nitrotoluén (viď kapitoly 3.3.2 a 3.4.9). Predajom
produktov môžeme ročne získať 774 300 €.

51
Našou analýzou sme dospeli k odhadu ročného zisku 739 000 €. Tu je dôležité poznamenať,
že skutočný ročný zisk by bol znížený hlavne o mzdy pracovníkov a napr. cenu elektriny. Ak by
sme dosiahli ročný čistý zisk 400-500 tis. €, návratnosť investície by bola približne 2 roky.
52
4 Záver
Cieľom tejto bakalárskej práce bolo navrhnúť kontinuálnu výrobu nitrotoluénov pomocou
moderného HEX reaktora. V súčasnosti sa nitrácia toluénu vykonáva vo vsádzkových,
polovsádzkových alebo prietokových reaktoroch. Kontinuálna výroba má sama o sebe veľké
výhody najmä na zníženie prevádzkových nákladov, keďže reaktor pracuje bez prestávky a na
zvýšenie bezpečnosti kvôli zlepšeným vlastnostiam prechodu tepla. HEX reaktor v sebe spája
reaktor s doskovým výmenníkom tepla, čím ešte viac zlepšuje odvod tepla. Menšie rozmery
a celkovo zlepšené vlastnosti prinášajú výhody aj z ekonomickej stránky. Vo výrobách je často
viacero takýchto reaktorov zapojených paralelne. Z toho vyplýva aj väčšia flexibilita v prípade
zmeny požiadaviek na výrobu.
Podľa experimentálnych hodnôt sme zostavili kinetickú rovnicu reakcie. Zistili sme, že
rýchlostná konštanta chemickej reakcie závisí od sily kyseliny W a od teploty. Túto rovnicu sme
použili pri zostavovaní matematického modelu reaktora. Použili sme aj predstavu piestového
toku. Správnosť modelu sme overili porovnaním s experimentom. Potom sme sledovali možnosti
zvýšenia kapacity pridaním dosiek. Na zvolenie optima by sme museli vykonať podrobnú
ekonomickú analýzu, preto sme zvolili reaktor s 200 reakčnými doskami. Aby sme dosiahli cieľ
vyrobiť 500 ton nitrotoluénov ročne, potrebujeme paralelne zapojiť 61 takýchto reaktorov.
Návrh výroby zahŕňa aj zariadenia na regeneráciu nezreagovaných zlúčenín. Najprv sa celá
reakčná zmes oddelí na vodnú a organickú fázu. Prvá spomínaná obsahuje vodu, kyselinu sírovú
a kyselinu dusičnú. V zariadení na regeneráciu HNO3 z roztoku odparíme kyselinu dusičnú a časť
vody. Tieto pary sa vedú do výmenníka tepla, v ktorom skondenzujú a zmiešajú sa s čerstvou
surovinou. Kvapalný zvyšok sa vedie do zariadenia na regeneráciu H2SO4, v ktorom sa odparí
odpadná voda znečistená kyselinou. Zahustený roztok sa vedie opäť do výmenníka tepla,
v ktorom je schladený a privedený na začiatok procesu, kde sa zmieša s čerstvou surovinou.
Organická fáza oddelená v usadzovači sa musí očistiť od zvyškov vody a kyseliny sírovej
pridaním NaOH a CaSO4. Vzniknú zrazeniny, ktoré môžeme jednoducho odstrániť. Zmes
toluénu a mononitrotoluénov vedieme do výmenníka tepla, kde sa predohreje na teplotu varu
a destiluje v prvej rektifikačnej kolóne. Tam z roztoku odstránime toluén, ktorý po vychladení
tiež vraciame na začiatok procesu, kde sa zmieša s čerstvou surovinou. Zmes nitrotoluénov
separujeme v druhej rektifikačnej kolóne, kde na hlave získavame 95 %-ný roztok 2-nitrotoluénu.
Zmes z dna kolóny vedieme do chladiča, kde znížime jej teplotu a následne kryštalizujeme
v dvoch krokoch. V prvom vykryštalizuje čistý 4-nitrotoluén a v druhom čistý 3-nitrotoluén.

53
Kvapalný zvyšok, 2-nitrotoluén, pridáme k destilátu, čím mierne zvýšime jeho obsah vo finálnom
produkte (získame 95,5 %-ný roztok).
Jednoduchou ekonomickou analýzou sme odhadli cenu výstavby navrhnutej výroby. Určili
sme taktiež aj približné prevádzkové náklady a zisky plynúce z predaja produktov. 95,5 %-ný
roztok 2-nitrotoluénu je bežne predávaný. Rozdiel ziskov a prevádzkových nákladov predstavuje
čistý zisk. Je dôležité poznamenať, že sme vôbec nerátali so mzdami zamestnancov a napr.
elektrickou energiou. Reálny čistý zisk by teda bol podstatne nižší. Napriek tomu sme odhadli
návratnosť investície na približne 2 roky.
Technológia HEX reaktorov sa do praxe ešte len zavádza ale aj výsledky tejto práce
naznačujú, že sa jedná o veľmi sľubnú technológiu.
54
Použitá literatúra
[1] Mononitrotoluene. https://en.wikipedia.org/wiki/Mononitrotoluene (citované dňa 10.
mája 2017)
[2] FRANCK H.-G. (1988) Industrial Aromatic Chemistry. Springer-Verlag, Berlin
Heidelberg
[3] ANXIONNAZ Z. (2008) Heat Exchanger/Reactors (HEX Reactors): Concepts,
technologies: State-of-the-Art. Chemical Engineering and Processing 47, str. 2029 - 2050
[4] Fine chemical. https://en.wikipedia.org/wiki/Fine_chemical (citované dňa 10. mája 2017)
[5] DI MICELI RAIMONDI N. (2015) Safety Enhancement by Transposition of the Nitration
of Toluene from Semi-Batch Reactor to Continuous Intensified Heat Exchanger Reactor.
Chemical Engineering Research and Design 94, str. 182 - 193
[6] Sulfuric acid. https://en.wikipedia.org/wiki/Sulfuric_acid (citované dňa 10. mája 2017)
[7] Nitric acid. https://en.wikipedia.org/wiki/Nitric_acid (citované dňa 10. mája 2017)
[8] Toluene. https://en.wikipedia.org/wiki/Toluene (citované dňa 10. mája 2017)
[9] Sodium hydroxide. https://en.wikipedia.org/wiki/Sodium_hydroxide (citované dňa 10.
mája 2017)
[10] Calcium sulfate. https://en.wikipedia.org/wiki/Calcium_sulfate (citované dňa 10. mája
2017)
[11] ZALDÍVAR J. M. (1995) Aromatic Nitrations by Mixed Acid. Slow Liquid – Liquid
Reaction Regime. Chemical Engineering and Processing 34, str. 543 - 559
[12] MARKOŠ J. (2013) Reaktorové inžinierstvo I. Nakladateľstvo STU, Bratislava
[13] STOCK L. M. (2007) A Classic Mechanism for Aromatic Nitration. Progress in Physical
Organic Chemistry 12
[14] LÁSIKOVÁ A. (2016) Prednášky z Organickej chémie I. FCHPT STU, Bratislava
[15] STANKIEWICZ A. (2000) Process Intensification: Transforming Chemical
Engineering. Chemical Engineering Progress 96, str. 22 - 34
[16] FERROUILLAT S. (2006) Open Loop Thermal Control of Exothermal Chemical
Reaction in Multifunctional Heat Exchangers. International Journal of Heat and Mass Transfer
49, str. 2479 - 2490.
[17] TONKOVICH A. (2005) Microchannel Technology Scale-Up to Commercial Capacity.
Chemical Engineering Research and Design 83 (A6), str. 634 - 639
[18] DOJČANSKÝ J. (2000) Chemické inžinierstvo II. Vydavateľstvo Malé centrum,
Bratislava

55
[19] LEE P.-S. (2005) Investigation of Heat Transfer in Rectangular Microchannels.
International Journal of Heat and Mass Transfer 48, str. 1688 - 1704
[20] BAFRNCOVÁ S. (2004) Chemické inžinierstvo tabuľky a grafy. Nakladateľstvo STU,
Bratislava
[21] YAWS, C. L. (2011) Yaws' Handbook of Properties of the Chemical Elements. Knovel.
Online verzia dostupná na: http://app.knovel.com/hotlink/toc/id:kpYHPCE007/yaws-handbook-
properties/yaws-handbook-properties (citované dňa 10. mája 2017)
[22] Online databáza NIST (National Institute of Standards and Technology). Dostupná na:
http://webbook.nist.gov/chemistry/ (citované dňa 10. mája 2017)
[23] COOMBES R. G. (1968) Elecrophilic Aromatic Substitution. Part I. The Nitration of
Some Reactive Aromatic Compounds in Concentrated Sulphuric and Prechloric Acids. Journal
of Chemical Society (B), str. 800 - 804
[24] SHEATS G. F. (1978) Rates and activation energies of nitronium ion formation and
reaction in the nitration of toluene in ~78% sulphuric acid. Canadian Journal of Chemistry 56,
str. 1280 - 1283
[25] COKER, A. K. (2007) Ludwig's Applied Process Design for Chemical and
Petrochemical Plants, Volume 1 (4th Edition). Elsevier. Online verzia dostupná na:
http://app.knovel.com/hotlink/toc/id:kpLAPDCPP1/ludwigs-applied-process/ludwigs-applied-
process (citované dňa 10. mája 2017)
[26] Typical Overall Heat Transfer Coefficients. Dostupné online na:
http://www.engineeringpage.com/technology/thermal/transfer.html (citované dňa 10. mája 2017)
[27] Databáza PubChem. Dostupné online na: https://pubchem.ncbi.nlm.nih.gov/ (citované
dňa 10. mája 2017)
[28] YAWS, C. L. (2003) Yaws' Handbook of Thermodynamic and Physical Properties of
Chemical Compounds. Knovel. Dostupné online na:
http://app.knovel.com/hotlink/toc/id:kpYHTPPCC4/yaws-handbook-thermodynamic/yaws-
handbook-thermodynamic (citované dňa 10. mája 2017)
[29] http://www.ddpsinc.com/de-dietrich-services/engineered-systems/recovery-
concentration-purification#nitric-acid-concentration-with-sulfuric-acid-1285698255953
(citované dňa 10. mája 2017)
[30] WEILAND H. J. (1931) Patent 1,836,212: Purification of p-nitro-toluene
[31] MIERKA O. (2016) Prednášky z Nákladového inžinierstva. FCHPT STU, Bratislava
[32] WOODS D. R. (2007) Rules of Thumb in Engineering Practice. WILEY-VCH Verlag
GmbH & Co. KGaA, Weinheim
56
[33] Kalkulačka NBS, dostupné online na: http://www.nbs.sk/sk/statisticke-udaje/kurzovy-
listok/kalkulacka (kurz z dňa 5. máj 2017, citované dňa 8. mája 2017)
[34] GAEL D. U. (2006) How to Estimate Utility Costs. Dostupné online na:
https://terpconnect.umd.edu/~nsw/chbe446/HowToEstimateUtilityCosts-
UlrichVasudevan2006.pdf (citované dňa 10. mája 2017)
[35] Obchodná databáza Molbase, dostupné online: http://www.molbase.com/ (citované dňa
8. mája 2017)
[36] Obchodná databáza Alibaba, dostupné online: https://www.alibaba.com/ (citované dňa
9. mája 2017)
[37] Toluene price. https://www.intratec.us/chemical-markets/toluene-price (citované dňa 10.
mája 2017)