síntese enzimática de biodiesel acelerada por irradiação...
TRANSCRIPT

Universidade de São Paulo
Escola de Engenharia de Lorena
Síntese Enzimática de Biodiesel Acelerada
por Irradiação de Micro-Ondas
Márcio Garcia Giraldelli
Orientadora: Profa Dra Heizir Ferreira de Castro
Lorena
2014

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE
TRABALHO, POR QUALQUER MEIO CONVENCIONAL OU ELETRÔNICO,
PARA FINS DE ESTUDO DE ESTUDO E PESQUISA, DESDE QUE CITADA A
FONTE
Giraldelli, Marcio Garcia
Síntese Enzimática de Biodiesel Acelerada por
Irradiação de Micro-Ondas / Marcio Garcia Giraldelli;
orientadora Heizir Ferreira de Castro. - Lorena,
2014.
61 p.
Monografia apresentada como requisito parcial
para a conclusão de Graduação do Curso de Engenharia
Química - Escola de Engenharia de Lorena da
Universidade de São Paulo. 2014
Orientadora: Heizir Ferreira de Castro
1. Biodiesel. 2. Lipase. 3. Micro-ondas. 4. Etanol. 5. Estabilidade operacional . I. Título. II.
de Castro, Heizir Ferreira, orient.
Ficha catalográfica elaborada pelo Sistema Automatizado da Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
RESUMO
GIRALDELLI, M. G. Síntese Enzimática de Biodiesel Acelerada por Irradiação de Micro-Ondas. 2014. 61 p. Monografia de graduação em Engenharia Química – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
As limitadas reservas de combustíveis fósseis incentivam a busca de alternativas
viáveis para sua substituição, dentre as quais o biodiesel se destaca em função
dos benefícios gerados em termos ambientais, sociais e tecnológicos. Apesar
da catálise enzimática ser uma rota de grande potencial para síntese de
biodiesel, apresenta como limitação o longo tempo reacional, que deve ser
superado para tornar competitivo o processo enzimático, em relação a rota
química tradicional. Uma das estratégias que vem sendo aplicada para reduzir o
tempo das reações enzimáticas é a aplicação de irradiação de micro-ondas,
método que proporciona aumento na seletividade enzimática perante seus
substratos, tornando possível a obtenção de rendimentos mais elevados em
menores tempos reacionais, consequentemente fornecendo maior produtividade
produto de interesse. O presente trabalho teve como objetivo avaliar o
desempenho e estabilidade operacional de duas preparações enzimáticas,
lipase (EC 3.1.1.3) de Burkholderia cepacia imobilizada em suporte não
comercial (SiO2-PVA) e Lipase B de Candida antarctica imobilizada em suporte
acrílico disponível comercialmente sob a denominação Novozym®435. A rota
escolhida para a reação de transesterificação foi a etanólica, devido a
capacidade agrícola e industrial brasileira de produção de etanol, e a matéria-
prima lipídica o óleo de babaçu. Baseado em estudos anteriores do grupo de
Biocatálise da Escola de Engenharia de Lorena, verificou-se que a etanólise
enzimática conduzida em reator de micro-ondas foi de cinco a oito vezes mais
produtiva em comparação as reações realizadas sob aquecimento convencional
por condução/convecção. A possibilidade de reutilização do biocatalisador em
reator de micro-ondas pode trazer competitividade econômica ao diminuir o
custo operacional por batelada.
Palavras-Chave: Biodiesel; Lipase; Micro-ondas; Etanol; Estabilidade operacional

ABSTRACT
GIRALDELLI, M. G. Enhanced enzymatic synthesis of biodiesel by microwave irradiation. 2014. 61 p. Monograph for Chemical Engineering (Bachelor degree), Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2014.
The limits of fossil fuel reserves stimulate the search for viable substitutes,
amongst which biodiesel stands out in terms of the environmental, social, and
technological benefits generated. Although enzymatic catalysis is a route of
great potential for synthesis of biodiesel, the long reaction time
presents a limitation. To become competitive, the enzymatic reaction time must
be improved. One of the strategies that are being applied to reduce the reaction
time is the application of microwave irradiation, a method that provides an
increase in the enzyme selectivity for their substrates, making possible the
accomplishment of larger outputs in lesser reaction times, as consequence, a
higher productivity of the desired product. The objective of this work was to
evaluate the performance and operational stability of two lipase (EC 3.1.1.3)
preparations: 1) Burkholderia cepacia, lipase PS immobilized in non-commercial
support (SiO2-PVA), and 2) commercially available preparation of immobilized
lipase: Lipase B of Candida antarctica (Novozym®435) in consecutive batches
with the recycling of the biocatalyst. The route chosen for the transesterification
reaction was the ethanolysis of babassu oil, for which Brazil has a large
agricultural and industrial capacity of production. Based on previous studies
carried out by the Biocatalysis group from the Escola de Engenharia de Lorena,
it was verified that enzymatic ethanolysis assisted by microwave irradiations was
five to eight times more productive, when compared with conventional heating
using conduction/convection. The possibility of reutilization of the biocatalyst in a
microwave reactor could also improve economic competitiveness by diminishing
the batch operational cost.
Keywords: Biodiesel; Lipase; Microwave; Ethanol; Operational stability

LISTA DE FIGURAS
Figura 1: Produção de energia mundial em 2009 ........................................................ 9
Figura 2: Representação esquemática das etapas envolvidas na transesterificação . 12
Figura 3 : Matérias-primas utilizadas no Brasil para produção de Biodiesel............... 13
Figura 4: Produção enzimática de biodiesel em meio isento de solvente. ................. 21
Figura 5: Mecanismo cinético enzimático .................................................................. 22
Figura 6 : Ilustração da molécula da água nos instantes de rotação gerados pelas
ondas eletromagnéticas. ............................................................................................ 23
Figura 7: Superaquecimento causado pela água na camada de hidratação enzimatica
sob irradiação de micro-ondas ................................................................................... 26
Figura 8: Etanólise do óleo de babaçu em reator de micro-ondas utilizando
Novozym®435............................................................................................................ 33
Figura 9: Comparação entre os ácidos presentes no óleo de babaçu e rendimento em
ésteres obtidos nas reações sob aquecimento convencional e micro-ondas. ............. 35
Figura 10: Variação de rendimento em ésteres entre aquecimento convencional e
micro-ondas ............................................................................................................... 35
Figura 11: Bateladas consecutivas (1NH-5NH) com reciclo do biocatalisador ........... 36
Figura 12: Bateladas consecutivas (1NT-6NT) com reciclo do Biocatalisador. .......... 37
Figura 13: Atividade Residual da Novozym®435 ....................................................... 37
Figura 14: Recuperação comparativa de tratamento pós-reacional da Novozym 435®
utilizando hexano e terc-butanol ................................................................................. 38
Figura 15: Rendimento em ésteres nas bateladas consecutivas (1NT-6NT) com
reciclo do Biocatalisador ............................................................................................ 40
Figura 16: Micrografias da morfologia da Novozym®435 pré e pós- reacional. .......... 41
Figura 17: Bateladas consecutivas (1P-7P) com reciclo do Biocatalisador ................ 42
Figura 18: Atividade Residual da Lipase PS (SiO2-PVA) ........................................... 43
Figura 19: Variação de rendimento em ésteres entre aquecimento convencional e
micro-ondas ............................................................................................................... 44
Figura 20: Comparação entre os ácidos presentes no óleo de babaçu, rendimento em
ésteres na reação mediada pela lipase PS sob aquecimento convencional e micro-
ondas. ........................................................................................................................ 44
Figura 21: Rendimento por éster nas bateladas consecutivas (1P-7P) com reciclo do
Biocatalisador ............................................................................................................. 45
Figura 22: Bateladas consecutivas (1P-7P) com reciclo do Biocatalisador ................ 46
Figura 23: Micrografias da morfologia Lipase PS (SiO2-PVA) pré e pós reacional
Lipase PS. .................................................................................................................. 47
LISTA DE QUADROS
Quadro 1: Características físico-químicas do biodiesel de diferentes fontes e do óleo diesel convencional. ................................................................................................... 10
Quadro 2: Comparação dos principais métodos de preparação. ................................ 11
Quadro 3: Composição em ácidos graxos do óleo de babaçu. ................................... 13
Quadro 4: Comparação das vantagens e desvantagens do etanol e metanol como agente acilante na obtenção de biodiesel. .................................................................. 14
Quadro 5: Condições típicas de síntese de biodiesel utilizando catálise básica homogênea. ............................................................................................................... 15
Quadro 6: Condições típicas de síntese de biodiesel utilizando catálise ácida homogênea. ............................................................................................................... 16
Quadro 7: Catalisadores heterogêneos usados para transesterificação de óleos vegetais. ..................................................................................................................... 17
Quadro 8: Comparação entre diferentes tecnologias para produção de biodiesel. ..... 18
Quadro 9: Catalise enzimática com diferentes configurações. ................................... 20
Quadro 10: Reações enzimáticas assistidas por micro-ondas. .................................. 25
Quadro 11: Tipo de análise e equipamentos utilizados nos ensaios. .......................... 28
Quadro 12: Propriedades morfológicas do suporte SiO2-PVA quanto à área superficial, volume de poros e tamanho médio dos poros. ........................................................... 29
Quadro 13: Identificação das reações. ....................................................................... 32

SUMÁRIO
1. INTRODUÇÃO ..........................................................ERROR! BOOKMARK NOT DEFINED.
2. REVISÃO BIBLIOGRÁFICA ........................................ERROR! BOOKMARK NOT DEFINED.
2.1. BIODIESEL ............................................................ ERROR! BOOKMARK NOT DEFINED.
2.1.1. Métodos de obtenção ................................. Error! Bookmark not defined.
2.1.2. Matérias-primas para a produção de biodiesel ..... Error! Bookmark not
defined.
2.1.3 Vantagens da utilização de biodiesel ......... Error! Bookmark not defined.
2.2. CATALISADORES NA TRANSESTERIFICAÇÃO ............. ERROR! BOOKMARK NOT DEFINED.
2.2.1 Catálise enzimática ...................................... Error! Bookmark not defined.
2.3 REATORES DE MICRO-ONDAS .................................. ERROR! BOOKMARK NOT DEFINED.
2.3.1 Princípios de funcionamento ...................... Error! Bookmark not defined. 3. MATERIAIS E MÉTODOS ............................................ERROR! BOOKMARK NOT DEFINED.
3.1. MATERIAIS ............................................................ ERROR! BOOKMARK NOT DEFINED.
3.1.1. Fonte de lipases .......................................... Error! Bookmark not defined.
3.1.2. Substratos ................................................... Error! Bookmark not defined.
3.1.3. Suportes de imobilização ........................... Error! Bookmark not defined.
3.1.4. Outros reagentes ........................................ Error! Bookmark not defined.
3.2. EQUIPAMENTOS .................................................... ERROR! BOOKMARK NOT DEFINED.
3.3. METODOLOGIA EXPERIMENTAL ............................... ERROR! BOOKMARK NOT DEFINED.
3.3.1 Síntese do suporte híbrido .......................... Error! Bookmark not defined.
3.3.2. Imobilização da lipase PS no suporte ativado ....... Error! Bookmark not
defined.
3.3.3. Reação de transesterificação enzimática do óleo de babaçu e etanol
sob irradiação de micro-ondas ............................ Error! Bookmark not defined.
3.3.4. Separação dos produtos formados na reação de transesterificação
dos óleos de babaçu com etanol ......................... Error! Bookmark not defined.
3.3.5 Determinação dos ésteres formados e cálculo do rendimento de
transesterificação ................................................. Error! Bookmark not defined.
3.3.6. Reações de etanólise e tratamento pós-reacional Error! Bookmark not
defined.
4.0 RESULTADOS E DISCUSSÃO ..................................ERROR! BOOKMARK NOT DEFINED.
4.1 ETANÓLISE DO ÓLEO DE BABAÇU REATOR DE MICRO-ONDAS UTILIZANDO NOVOZYM®
435. ............................................................................ ERROR! BOOKMARK NOT DEFINED.
4.1.1. MUDANÇAS DO RENDIMENTO DOS ÉSTERES ETÍLICOS CONFORME O AQUECIMENTO
UTILIZADO. ................................................................... ERROR! BOOKMARK NOT DEFINED.
4.2 ETANÓLISE DO ÓLEO DE BABAÇU REATOR DE MICRO-ONDAS LIPASE PS IMOBILIZADA EM
(SIO2-PVA) ................................................................. ERROR! BOOKMARK NOT DEFINED. 4. CONCLUSÃO ...............................................................ERROR! BOOKMARK NOT DEFINED.
5. REFERÊNCIAS BIBLIOGRÁFICAS ............................ERROR! BOOKMARK NOT DEFINED.
APÊNDICE A: ...................................................................ERROR! BOOKMARK NOT DEFINED.
8
1. INTRODUÇÃO
A utilização de aquecimento por micro-ondas em síntese orgânica e
inorgânica vem ganhando destaque durante as últimas décadas, devido ao
encurtamento de tempo de reação necessário e a menor presença de gradiente de
temperatura no meio reacional quando comparado as técnicas de aquecimento
convencional (convecção e condução) (LIDSTROM et al., 2001). No campo da
biotecnologia, a utilização de irradiação de micro-ondas se mostra um método
promissor por aumentar a atividade e seletividade de diversas enzimas (ZHAO,
BAKER et al., 2009).
Enzimas, em particular, lipases (triacilglicerol acilhidrolase; EC 3.1.1.3), são
capazes de catalisar a reação de transesterificação para produção de biodiesel de
uma forma mais limpa, gerando glicerol isento de contaminantes comumente
encontrados pela catalise ácida/ básica. Por outro lado, os longos tempos
reacionais e o alto custo do biocatalisador tornam essa via pouco competitiva
industrialmente (NOGUEIRA et al., 2010). A utilização de aquecimento por micro-
onda na síntese enzimática de biodiesel pode tornar essa rota mais competitiva
industrialmente. A produtividade de biodiesel por via etanólica em meio isento de
solvente, empregando uma preparação de lipase Pseudomonas fluorescents
imobilizada, sob irradiação de micro-ondas, mostrou-se ser seis vezes maior que a
reação controle sob aquecimento convencional (DA RÓS et al., 2012). Do ponto de
vista energético, a produção enzimática de biodiesel assistida por irradiação de
micro-ondas gera 1.6596 kW/h a mais por quilo de biodiesel (MOTASEMI; ANI,
2012).
O presente trabalho tem como objetivo estudar a estabilidade operacional
de uma preparação enzimática de lipase de Burkholderia cepacia em bateladas
consecutivas na reação de etanólise do óleo de babaçu em meio isento de solvente
sob aquecimento por micro-ondas e comparar com o desempenho alcançado com
uma preparação enzimática comercial (Novozym®435), nas mesmas condições
reacionais. A atividade residual e o tempo de meia-vida dos biocatalisadores foram
avaliados após sete bateladas consecutivas com reciclo do biocatalisador.

9
2. REVISÃO BIBLIOGRÁFICA
A presente revisão aborda os temas pertinentes ao estudo proposto.
Primeiramente serão descritos aspectos do produto de interesse nesse estudo
(biodiesel), definição, matérias-primas e métodos de obtenção. Na sequência serão
abordados temas referentes a utilização de biocatalisadores, lipases em sua forma
imobilizada, na reação de transesterificação. O último tópico será direcionado aos
conceitos fundamentais de aplicação de irradiação de micro-ondas, bem como o
mecanismo das reações enzimáticas de síntese de biodiesel em meio isento de
solvente.
2.1. Biodiesel
Desde o final da revolução industrial, energia se tornou um recurso
indispensável para a manutenção e crescimento da humanidade. A maior parte
dessa energia é gerada a partir de fontes não renováveis, 88% dessa energia
consumida é oriunda de petróleo (35%), carvão (24%) e gás natural (24%) (LIN et
al., 2010).
Figura 1: Produção de energia mundial em 2009
Fonte: (LIN et al., 2010)
Com a redução das reservas de petróleo e gás natural, fontes alternativas
têm sido buscadas para garantir segurança energética, dentre essas, a pesquisa
em biocombustíveis renováveis tem ganhado destaque nos últimos anos. Biodiesel
Óleo 35%
Carvão29%
Gás natural24%
Nuclear5%
Hidroelétrico6%
Outros1%

10
se encaixa nesse contexto por poder ser produzido a partir de óleo vegetal, gordura
animal com álcoois de cadeia curta, metanol ou etanol (FEOFILOVA; SERGEEVA;
IVASHECHKIN, 2010). Bioetanol (produzido pela fermentação de açúcares por
micro-organismos), biobutanol (fermentação butílica) e biogás, também são
alternativas renováveis a combustíveis fosseis.
Biodiesel, é definido como uma mistura de ésteres alquílicos de ácidos
graxos que podem ser obtidos pela reação de transesterificação de qualquer
triglicerídeo (óleos e gorduras vegetais ou animais) com álcool de cadeia curta
(KNOTHE, 2005). As propriedades individuais dos ésteres componentes da
matéria-prima lipídica (tamanho da cadeia, grau de saturação, ramificação) e tipo
de álcool utilizado, determinam as propriedades da mistura biodiesel (KNOTHE,
2005). O Quadro 1 compara as características do biodiesel produzido por diferentes
oleaginosas com o diesel fóssil.
Quadro 1: Características físico-químicas do biodiesel de diferentes fontes e do óleo diesel convencional.
Características Origem do Biodiesel Óleo
diesel Mamona Babaçu Palma Algodão Pequi
Poder Calorífico (Kcal/kg) 9046 9440 9530 9520 9590 10824
Ponto de névoa (° C) -6 -6 6 - 8 1
Índice de Cetano - 65 - 57,5 60 45,8
Densidade a 20 °C 0,9190 0,8865 0,8597 0,8750 0,8650 0,8497
Viscosidade a 37,8 °C (cSt) 21,6 3,9 6,4 6,0 5,2 3,04
Inflamabilidade (° C) 208 - - 184 186 55
Ponto de fluidez (°C) -30 - - -3 5 -
Teor de cinzas (%) 0,01 0,03 0,01 0,01 0,01 0,014
Cor (ASTM) 1 0 0,5 1,0 1,0 2,0
Resíduo de Carbono 0,09 0,03 0,02 - 0,01 0,35
Fonte: (Da Rós, 2009)
2.1.1. Métodos de obtenção
Como os atuais motores a diesel não estão prontos para operar diretamente
com óleos vegetais (alta viscosidade e baixa volatilidade), processamento e refino
são necessários para torna-los em combustível de qualidade. Métodos físicos,
mistura direta e micro emulsão, reduzem a viscosidade do óleo vegetal mas não
resolvem os problemas de volatilidade e resíduo de carbono da combustão.
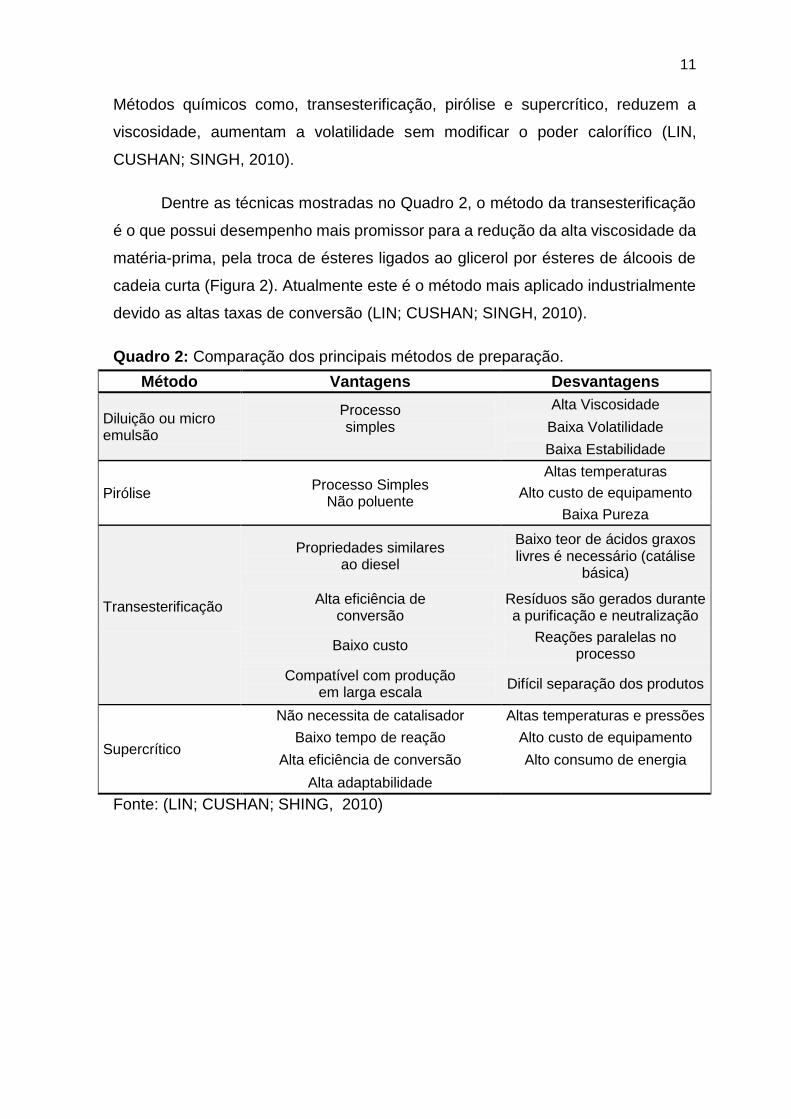
11
Métodos químicos como, transesterificação, pirólise e supercrítico, reduzem a
viscosidade, aumentam a volatilidade sem modificar o poder calorífico (LIN,
CUSHAN; SINGH, 2010).
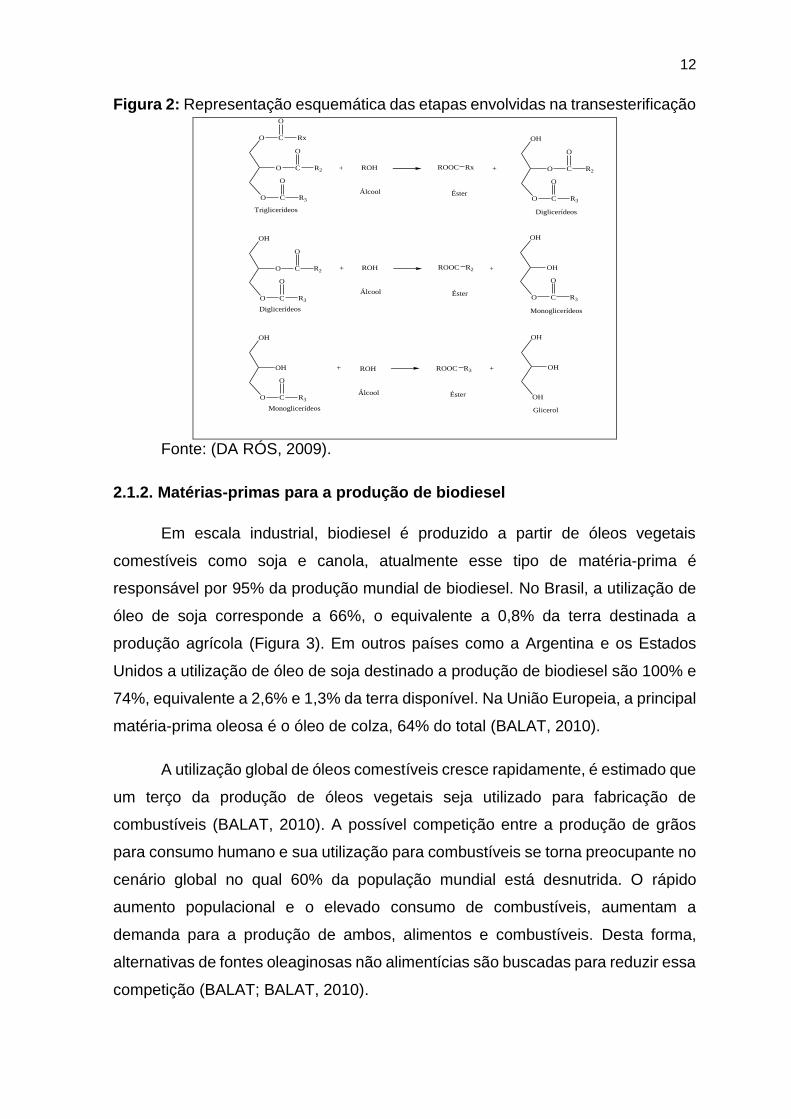
Dentre as técnicas mostradas no Quadro 2, o método da transesterificação
é o que possui desempenho mais promissor para a redução da alta viscosidade da
matéria-prima, pela troca de ésteres ligados ao glicerol por ésteres de álcoois de
cadeia curta (Figura 2). Atualmente este é o método mais aplicado industrialmente
devido as altas taxas de conversão (LIN; CUSHAN; SINGH, 2010).
Quadro 2: Comparação dos principais métodos de preparação.
Método Vantagens Desvantagens
Diluição ou micro emulsão
Processo simples
Alta Viscosidade
Baixa Volatilidade
Baixa Estabilidade
Pirólise Processo Simples
Não poluente
Altas temperaturas
Alto custo de equipamento
Baixa Pureza
Transesterificação
Propriedades similares ao diesel
Baixo teor de ácidos graxos livres é necessário (catálise
básica)
Alta eficiência de conversão
Resíduos são gerados durante a purificação e neutralização
Baixo custo Reações paralelas no
processo
Compatível com produção em larga escala
Difícil separação dos produtos
Supercrítico
Não necessita de catalisador Altas temperaturas e pressões
Baixo tempo de reação Alto custo de equipamento
Alta eficiência de conversão Alto consumo de energia
Alta adaptabilidade
Fonte: (LIN; CUSHAN; SHING, 2010)
12
Figura 2: Representação esquemática das etapas envolvidas na transesterificação
+ ROH
Álcool
ROOC Rx
Éster
+ ROH
Álcool
ROOC R2
Éster
+ ROH
Álcool
ROOC R3
Éster
Triglicerídeos
Monoglicerídeos
Diglicerídeos
Diglicerídeos Monoglicerídeos
Glicerol
O
O
O
C
O
Rx
C R2
O
C
O
R3
O
OH
O
C R2
O
C
O
R3
O
OH
O
C R2
O
C
O
R3
OH
OH
O C
O
R3
OH
OH
O C
O
R3
OH
OH
OH
+
+
+
Fonte: (DA RÓS, 2009).
2.1.2. Matérias-primas para a produção de biodiesel
Em escala industrial, biodiesel é produzido a partir de óleos vegetais
comestíveis como soja e canola, atualmente esse tipo de matéria-prima é
responsável por 95% da produção mundial de biodiesel. No Brasil, a utilização de
óleo de soja corresponde a 66%, o equivalente a 0,8% da terra destinada a
produção agrícola (Figura 3). Em outros países como a Argentina e os Estados
Unidos a utilização de óleo de soja destinado a produção de biodiesel são 100% e
74%, equivalente a 2,6% e 1,3% da terra disponível. Na União Europeia, a principal
matéria-prima oleosa é o óleo de colza, 64% do total (BALAT, 2010).
A utilização global de óleos comestíveis cresce rapidamente, é estimado que
um terço da produção de óleos vegetais seja utilizado para fabricação de
combustíveis (BALAT, 2010). A possível competição entre a produção de grãos
para consumo humano e sua utilização para combustíveis se torna preocupante no
cenário global no qual 60% da população mundial está desnutrida. O rápido
aumento populacional e o elevado consumo de combustíveis, aumentam a
demanda para a produção de ambos, alimentos e combustíveis. Desta forma,
alternativas de fontes oleaginosas não alimentícias são buscadas para reduzir essa
competição (BALAT; BALAT, 2010).

13
As principais fontes renováveis de matéria-prima para produção de biodiesel
que não competem diretamente com a cadeia alimentícia são: Sebo bovino;
Gordura de frango; Microalgas; Óleo extraído das amêndoas de coco de babaçu;
Óleo de mamona, colza e Pinhão manso (BALAT, 2010).
Figura 3 – Matérias-primas utilizadas no Brasil para produção de Biodiesel
Fonte: (SOARES; PINTO, 2014).
O coco de babaçu possui em média 7% de amêndoas, com 62% de óleo,
considerando os 17 milhões de hectares de florestas onde predomina a palmeira
do babaçu. Com o aproveitamento integral do coco, o babaçu possui potencial para
ser uma extraordinária matéria-prima para a produção de óleo e apresenta
composição em ácidos graxos adequada para produção de biodiesel de elevada
qualidade e estabilidade oxidativa, conforme mostrado no quadro 3 (PARENTE,
2008).
Quadro 3: Composição em ácidos graxos do óleo de babaçu.
Ácido graxo Valores (m/m %)
C8:0 - Octanóico 3,50
C10:0 – Decanóico 4,50
C12:0 - Láurico 44,70
C14:0 - Mirístico 17,50
C16:0- Palmítico 9,70
C18:0- Esteárico 3,10
C18:1- Oléico 15,20
C18:2- Linoleico 1,80
Fonte: (DA RÓS, 2009)

14
Tipicamente, a reação de transesterificação faz uso de álcoois de cadeia
curta, metanol, etanol, propanol, butanol e pentanol. Dentre esses, metanol é o
mais utilizado devido sua alta polaridade e baixo custo. Entretanto, o metanol não
é oriundo de fontes renováveis e apresenta toxicidade elevada. O etanol pode ser
produzido a partir de fontes renováveis, é biodegradável, e o Brasil possui elevada
capacidade agroindustrial para a produção e etanol (SINGH; SINGH, 2010). O
Quadro 4 compara as vantagens e desvantagens da utilização de metanol e etanol.
Quadro 4: Comparação das vantagens e desvantagens do etanol e metanol como agente acilante na obtenção de biodiesel.
Etanol Metanol
Origem renovável Derivado do petróleo
Produto nacional O Brasil é importador do produto
Não tóxico Tóxico
Separação complexa da glicerina Separação imediata da glicerina
Maior investimento na unidade Menor custo
Fonte: (DA RÓS, 2009).
2.1.3 Vantagens da utilização de biodiesel
O biodiesel, assim como o etanol, é denominado de biocombustível, por
serem derivados de biomassa (Biodieselbr, 2014). Em comparação com o diesel
fóssil, o biodiesel tem expressivas vantagens ambientais. Diminuição nas principais
emissões presentes nos gases de exaustão (exceto NOx), está livre de enxofre e
de compostos aromáticos, menor índice de particulados, como HC, CO e CO2;
Elevado ponto de fulgor, manejo e estocagem mais segura; Excelente lubricidade
(KNOTHE, 2005). Outro efeito, indireto, é o incremento a economias locais e
regionais principalmente agricultores do semiárido brasileiro (PARENTE, 2008).

15
2.2. Catalisadores na transesterificação
A reação de transesterificação pode ser catalisada por bases, ácidos,
enzimas, que podem estar diluídas no meio (catalise homogênea) ou na forma
sólida (catálise heterogênea). Industrialmente, a catalise básica homogênea é a
mais utilizada, alcóxidos (CH3ONa, CH3CH2ONa) e hidróxidos (KOH e NaOH) de
metais alcalinos (Quadro 5). Essa categoria de catalisadores apresenta elevado
desempenho quando se utilizam matérias-primas de alta qualidade (óleos vegetais
refinados). Rendimentos superiores a 98% são obtidos em curtos períodos de
reação (30 min). Caso a matéria-prima contenha uma quantidade elevada de
ácidos graxos livres, reações paralelas podem ocorrer (como a saponificação dos
ácidos graxos livres), tornando a mistura resultante (biodiesel, sabão, glicerina e
água de lavagem) de difícil separação (HELWANI et al., 2009).
Quadro 5: Condições típicas de síntese de biodiesel utilizando catálise básica homogênea.
Síntese biodiesel utilizando catálise básica
Matéria-prima Triglicerídeos com baixa acidez (<0,5%).
Óleos Refinados
Razão molar álcool - óleo 6:1
Temperatura (°C) 60-65
Pressão (atm.) 1,4 - 4,1
Catalisador NaOH (mais comum)
Concentração do catalisador (%
da massa de triglicerídeo) 0,5 - 2%
Conversão >95%
Tempo (min) 60
Fonte: Adaptado (HELWANI et al., 2009)
A reação também pode ser conduzida utilizando catálise ácida homogênea
(H2SO4), o desempenho desse catalisador não é afetado pela presença de ácidos
graxos livres, pois neste caso ocorre simultaneamente a reação de esterificação
dos ácidos livres com o álcool presente no meio reacional. A presença de água,
mesmo em pequenas quantidades (0.1% em massa de óleo), afeta de maneira
marcante o rendimento da reação (Quadro 6).

16
Quadro 6: Condições típicas de síntese de biodiesel utilizando catálise ácida homogênea.
Síntese biodiesel utilizando catálise ácida
Matéria-prima Misturas de triglicerídeos com alta quantidade de ácidos graxos livres
(>4%). Óleos residuais
Razão molar álcool - óleo 50:1
Temperatura (°C) 80
Pressão (atm.) 4
Catalisador H2SO4
Concentração do catalisador (razão molar ácido: óleo)
1,3:1
Conversão > 97%
Tempo (min) 240
Fonte: Adaptado (HELWANI et al., 2009)
O elevado consumo de energia e o custo associado a separação do
catalisador homogêneo, tem motivado pesquisas visando o desenvolvimento de
catalisadores heterogêneos. Comparado a catálise homogênea, os catalisadores
sólidos podem tolerar condições mais extremas de reação (temperatura e pressão).
O quadro 7 resume os principais catalisadores sólidos, e as condições de operação
(SHARMA; SINGH; KORSTAD, 2009).

17
Quadro 7: Catalisadores heterogêneos usados para transesterificação de óleos vegetais.
Matéria-prima
Catalisador Razão molar (MeOH:Óleo)
Tempo reacional
(h)
Temperatura (°C)
Conversão (%)
Mistura de óleos
Sílica mesoporosa impregnada com MgO
8 5 220 96
Soja
WO3/ZrO2, zircônia - alumina, óxido de estanho sulfatado
40 20 200 a 300
90
Soja Li - Al Calcinado
15 1 a 6 65 72
Soja La/Zeolita beta 14,5 4 160 49
Soja MgO MgAl2O4 3 10 65 57
Soja NaOH /Alumina
6 a 48 1 50 99
Girassol MgO, ZnO, Al2O3
55 7 70, 100,
130 82
Soja Cu Co 5 3 70 95
Soja CaO/SBA-14 12 5 160 93
Pinhão manso
CaO 9 2.5 70 93
Soja CaO, SrO 12 0,5 a 3 65 95
Soja ETS-10* 6 24 120 95
Algodão Mg-Al-CO3HT 6 12 180 a 210 87
Fonte: Adaptado (SHARMA; SINGH; KORSTAD, 2009). *Titâniosilicato macroporoso - ETS-10
A catálise enzimática para a etanólise ou metanólise de óleos e gorduras é
uma alternativa potencial que tem como principal vantagem a facilidade de
separação e recuperação dos produtos, evitando os processos complexos que
envolvem os outros tipos de catalisadores anteriormente descritos. O custo elevado
de enzimas purificadas faz com que sua utilização aconteça em maior parte na
forma imobilizada, a imobilização permite que a lipase seja reutilizada, opere com
18
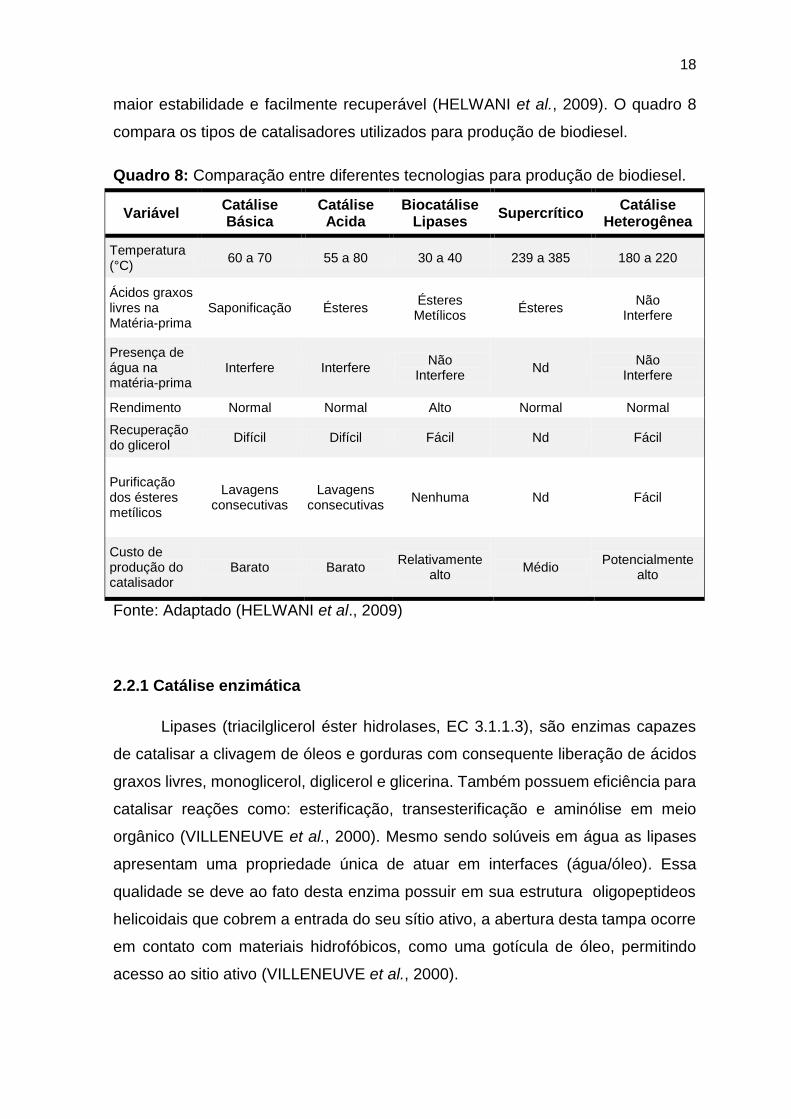
maior estabilidade e facilmente recuperável (HELWANI et al., 2009). O quadro 8
compara os tipos de catalisadores utilizados para produção de biodiesel.
Quadro 8: Comparação entre diferentes tecnologias para produção de biodiesel.
Variável Catálise Básica
Catálise Acida
Biocatálise Lipases
Supercrítico Catálise
Heterogênea
Temperatura (°C)
60 a 70 55 a 80 30 a 40 239 a 385 180 a 220
Ácidos graxos livres na Matéria-prima
Saponificação Ésteres Ésteres
Metílicos Ésteres
Não Interfere
Presença de água na matéria-prima
Interfere Interfere Não
Interfere Nd
Não Interfere
Rendimento Normal Normal Alto Normal Normal
Recuperação do glicerol
Difícil Difícil Fácil Nd Fácil
Purificação dos ésteres metílicos
Lavagens consecutivas
Lavagens consecutivas
Nenhuma Nd Fácil
Custo de produção do catalisador
Barato Barato Relativamente
alto Médio
Potencialmente alto
Fonte: Adaptado (HELWANI et al., 2009)
2.2.1 Catálise enzimática
Lipases (triacilglicerol éster hidrolases, EC 3.1.1.3), são enzimas capazes
de catalisar a clivagem de óleos e gorduras com consequente liberação de ácidos
graxos livres, monoglicerol, diglicerol e glicerina. Também possuem eficiência para
catalisar reações como: esterificação, transesterificação e aminólise em meio
orgânico (VILLENEUVE et al., 2000). Mesmo sendo solúveis em água as lipases
apresentam uma propriedade única de atuar em interfaces (água/óleo). Essa
qualidade se deve ao fato desta enzima possuir em sua estrutura oligopeptideos
helicoidais que cobrem a entrada do seu sítio ativo, a abertura desta tampa ocorre
em contato com materiais hidrofóbicos, como uma gotícula de óleo, permitindo
acesso ao sitio ativo (VILLENEUVE et al., 2000).

19
O custo elevado de obtenção de lipases purificadas torna necessário
modificar esse biocatalisador para torná-lo mais eficiente e competitivo em meio
aquoso ou orgânico. As modificações podem ser físicas (imobilização por
adsorção, encapsulação ou ligação covalente em uma matriz) ou químicas
(modificação dos aminos ácidos residuais, ligação da enzima em materiais
hidrofóbicos, formação de matriz reticulada pela utilização de agentes bifuncionais).
O método de imobilização em suportes permite que o biocatalisador seja
reutilizado, facilmente removido do meio reacional, permite a configuração de
sistemas contínuos de produção, aumento da atividade catalítica. Salah et al (2007)
publicaram um estudo comparando o desempenho de uma preparação de lipase
livre e imobilizada na reação de butanólise do ácido acético, a conversão foi de 3%
para a lipase livre e 25% para mesma lipase na forma imobilizada (VILLENEUVE,
et al 2000; GHALY et al, 2010; SALAH et al, 2007).
Para a produção de biodiesel, lipases são viáveis pois além de catalisar a
reação de transesterificação, também são capazes de atuar na reação de
esterificação (GHALY et al., 2010). Entretanto, somente algumas fontes de lipases
são capazes de atuar na síntese de biodiesel com eficiência em sistemas isentos
de solvente, a especificidade (região e tamanho de cadeia), é um dos fatores a ser
considerado na seleção da lipase. As lipases podem ser divididas em 3 grupos: sn-
1,3-especifica (hidrolisa ligação éster nas posições R1 e R3 dos triglicerídeos), sn-
2-especifica (hidrolisa ligação éster na posição R2 dos triglicerídeos), não
especifica (não diferencia a posição da ligação éster). (ANTCZAK et al., 2009). O
quadro 9 resume resultados de transesterificação enzimática descritos em alguns
trabalhos publicados na literatura.

20
Quadro 9: Catálise enzimática com diferentes configurações.
Álcool Fonte
lipídica Lipase Sistema
Tempo (h)
Conversão (%)
Me
tan
ol
Sebo bovino Mucor miehei
Sem solvente
5 19
Hexano 5 74
8 95
Girassol Pseudomonas fluorescens
Sem solvente
21 3
Éter de petróleo
21 79
Algodão Candida antartica
Sem solvente
7 92
terc-butanol 10 90
Palma Pseudomonas cepacia
Sem solvente
48 94
8 15
Coco 8 0
Eta
no
l
Sebo bovino Mucor miehei
Sem solvente
5 65
Hexano 5 98
Sem solvente
5 83
Girassol Pseudomonas fluorescens
24 82
Palma Pseudomonas cepacia
8 72
Coco 8 35
Iso
pro
pa
no
l Sebo bovino Candida antartica
Sem solvente
16 90
Hexano 16 52
Palma
Pseudomonas cepacia
Sem solvente
8 24
Girassol 8 16
Iso
bu
tan
ol
Sebo bovino Candida antartica
Sem solvente
5 97
Hexano 5 98
Palma Pseudomonas
cepacia Sem
solvente
8 42
Coco 8 40
Fonte: Adaptado (ANTCZAK et al., 2009).
A figura 4 compara os rendimentos obtidos e os tempos reacionais para
diferentes matérias-primas na produção enzimática de biodiesel.

21
Figura 4: Produção enzimática de biodiesel em meio isento de solvente.
Fonte: Adaptado (ANTCZAK et al., 2009).
A concentração de álcool no meio reacional é um fator importante,
principalmente em meio isento de solvente. Em razões molares 3:1 (álcool: óleo),
a conversão é aumentada, quando metanol é o agente acilante, e diminui com o
aumento da concentração de álcool. Isso se deve ao fato que altos volumes de
álcool agem como solvente no meio, excedendo os limites de solubilidade do
metanol em óleo e causando inibição na lipase pelo metanol livre. Um possível
mecanismo de reação foi descrito como Ping-Pong Bi Bi, com inibição competitiva
dos dois reagentes (AL-ZUHAIR, LING; JUN, 2007), como ilustrado na Figura 5.
0
20
40
60
80
100
120
0
10
20
30
40
50
60
Se
bo
bovin
o
Gir
assol
Alg
od
ão
Pa
lma
Se
bo
bovin
o
Se
bo
bovin
o
Pa
lma
Se
bo
bovin
o
Pa
lma
Metanol Etanol Isopropanol Isobutanol
Co
nve
rsã
o (
%)
Te
mp
o (
h)
Tempo (h) Conversão (%)

22
Fonte: (AL-ZUHAIR, LING, JUN, 2007).
Figura 5: Mecanismo cinético enzimático

23
2.3 Reatores de micro-ondas
2.3.1 Princípios de funcionamento
Aquecimento por micro-ondas é seletivo e depende do material que recebe
as ondas e algumas de suas propriedades como constante dielétrica, frequência
de relaxação do material. No magnetron, dispositivo responsável pelas micro-
ondas, a aplicação de uma diferença de potencial acelera os elétrons na presença
de um eletro imã que curva sua trajetória em forma espiral produzindo
radiofrequência (Figura 6). Essas ondas eletromagnéticas são transmitidas por
uma antena no anodo (BARBOZA et al., 2001).
O aquecimento dielétrico pode ocorrer por rotação de dipolo, relaciona-se
com o alinhamento das moléculas (dipolos) com o campo elétrico aplicado. Quando
o campo é retirado as moléculas regressam a uma situação menos alinhada, e a
energia que foi absorvida nestes dipolos é dissipada na forma de calor. O segundo
mecanismo, condução iônica, o calor é gerado por perdas por fricção, que
acontecem pela migração de íons dissolvidos sob ação de um campo magnético
(DA RÓS, 2009). Quanto maior for o dipolo, mais intenso será o alinhamento
causado pelo campo eletromagnético. O tamanho das moléculas e a viscosidade
do meio determinarão o tempo de relaxação necessário para que as moléculas
retornem ao estado desalinhado (BARBOZA et al., 2001).
Fonte: (DA RÓS, 2009).
Figura 6 : Ilustração da molécula da água nos instantes de rotação gerados pelas ondas eletromagnéticas.
Fonte: DA RÓS, 2009

24
2.3.2 Transesterificação enzimática assistida por micro-ondas
A baixa velocidade da reação enzimática para produção de biodiesel pode
ser superada pela utilização de irradiação de micro-ondas (NOGUEIRA et al,
2010). O efeito de superaquecimento (aquecimento da substância acima de seu
ponto de ebulição) é atribuído como responsável pelo efeito acelerado em reações
assistidas por micro-ondas (LIDSTROM et al., 2001).
A equação de Arrhenius (𝑘 = 𝐴𝑒−𝐸𝑎
𝑅𝑇 , em que k = constante de velocidade; A
= constante pré-exponencial; Ea = Energia de ativação; R= constante dos gases
= Temperatura), descreve a constante de velocidade para um sistema qualquer.
Desta forma, as micro-ondas poderiam atuar de três formas diferentes para
aumentar a constante de velocidade de uma reação: 1) pelo aumento da frequência
vibratória, elevando dessa forma a mobilidade molecular, que está relacionada com
o fator pré- exponencial A (dependente da frequência vibratória); 2) pela alteração
no fator exponencial o que causaria alteração da energia de ativação e 3) as causas
térmicas são as aplicáveis de maneira mais geral para o aumento da velocidade de
reações em micro-ondas.
O rápido aquecimento e a distribuição de energia que não pode ser
alcançada por aquecimento convencional pode alterar a seletividade de reagentes
(LIDSTROM et al., 2001)
A irradiação de micro-ondas causa o aumento da enantiosseletividade e da
atividade enzimática. Este aumento pode ser explicado em função do
superaquecimento da camada de água próxima a enzima. Em ambiente hidrofóbico
a enzima estará envolta por pelo menos uma camada de água, e quando o solvente
é hidrofóbico, a remoção da camada de água pode ser evitada. Esse
microambiente terá uma constante dielétrica maior que o restante do todo sistema
em função da constante dielétrica da água ser maior do que as outras espécies
presentes no meio reacional. Dessa forma, a superfície enzimática tende a ser alvo
de superaquecimento da camada de água. Isso foi observado pela maior
velocidade reacional quando a preparação enzimática não era completamente seca
em pentóxido de fósforo, mas os outros reagentes sim. Alguns exemplos de

25
reações enzimáticas aceleradas por irradiação de micro-ondas são apresentados
no quadro 10.
Quadro 10: Reações enzimáticas assistidas por micro-ondas.
Tipo de reação Substrato Enzima (Potência/
temperatura)
Hidrólise Triolina Lipase de
Aspergillus carneus 175W/
38-40°C
Transesterificação Óleo vegetal Lipase de
Aspergillus carneus 800W/ 90°C
Esterificação n-Acetil-L-
fenilalanina e etanol
α-Quimotripsina Condições não Especificadas
Transesterificação n-Acetil-L-fenilanina Etil éster e propanol
Subtilisina Carlsberg
Condições não Especificadas
(Solvente orgânico)
Síntese p-nitrofenil-β-D-galatopiranoside
e lactose
-galatosidase de Kluyveromyces lactis
12W/ 40°C
Acilação a) 1,2,3,4-
Tetrahidro-1-naftol
Lipase de pâncreas de porco (LPP)
700W/ 25-35o C
(Solvente orgânico)
b) Mentol e ácido palmítico
Interesterificação
Butanol Fusarium solani 2,45 Ghz / 50o C
Etilbutirato Cutinase
Hidrólise p-nitrofenil poliéster e
carboidratos Celulase
750W / 75o C
Transesterificação Feniletanol Novozym®435
e Pseudomonas cepacia 30-90W/
70-100o C
Fonte: (DA RÓS, 2009).
26
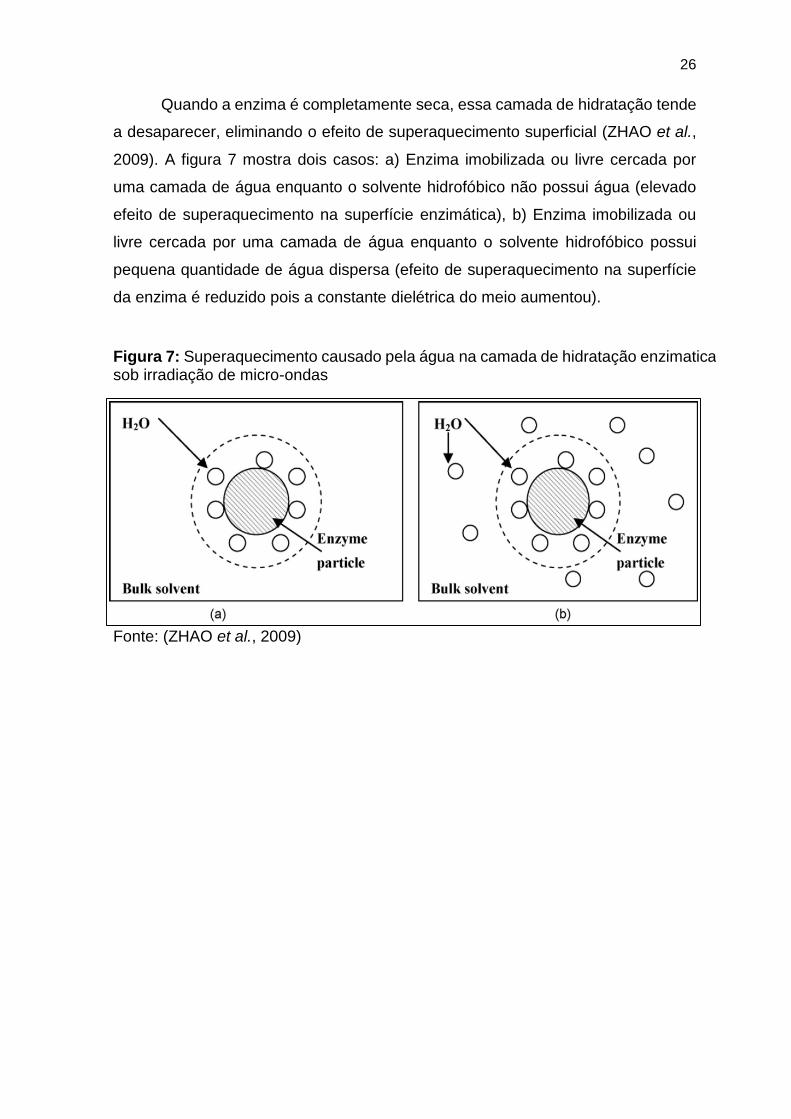
Quando a enzima é completamente seca, essa camada de hidratação tende
a desaparecer, eliminando o efeito de superaquecimento superficial (ZHAO et al.,
2009). A figura 7 mostra dois casos: a) Enzima imobilizada ou livre cercada por
uma camada de água enquanto o solvente hidrofóbico não possui água (elevado
efeito de superaquecimento na superfície enzimática), b) Enzima imobilizada ou
livre cercada por uma camada de água enquanto o solvente hidrofóbico possui
pequena quantidade de água dispersa (efeito de superaquecimento na superfície
da enzima é reduzido pois a constante dielétrica do meio aumentou).
Fonte: (ZHAO et al., 2009)
Figura 7: Superaquecimento causado pela água na camada de hidratação enzimatica sob irradiação de micro-ondas

27
3. MATERIAIS E MÉTODOS
3.1. Materiais
3.1.1. Fonte de lipases
Os experimentos foram realizados com a preparação de lipase microbiana
de Burkholderia cepacia (Lipase PS), manufaturada pela Amano Pharmaceuticals
e adquirida comercialmente da Sigma Co. (St. Louis, MO, USA) na forma livre e
posteriormente imobilizada em suporte não comercial (SiO2-PVA). Candida
antarctica lipase imobilizada em suporte acrílico (Novozym®435) foi gentilmente
doada pela empresa Novozymes Latin America Ltda – Araucária/PR e utilizada
como parâmetro de referência.
3.1.2. Substratos
Como substratos na síntese de biodiesel foram utilizados: etanol anidro
Cromoline 99,8%, (São Paulo, Brasil), óleo de babaçu refinado doado pela BASF
(Jacareí, São Paulo, Brasil).
3.1.3. Suportes de imobilização
Composto híbrido de polissiloxano-álcool polivinílico (SiO2-PVA) preparado
pela técnica sol-gel, conforme descrito por Paula et al, 2008, empregando como
precursor tetraetilortossilicato (TEOS) adquirido da Aldrich (EUA).
3.1.4. Outros reagentes
Outros reagentes utilizados foram: solventes (acetona - Cromoline, etanol
95% - Reagen, hexano - Cromoline), hidróxido de potássio (Merck), indicador
ácido-base (fenolftaleína - Colleman), álcool polivinílico (MM 72.000, Reagen), HCl
(mínimo 36%, Isofar), epicloridrina (Sigma), polietilenoglicol (MM 1500, Synth),
goma arábica em pó pura (Synth) e óleo de oliva comercial baixo teor de acidez
(Carbonell). Padrões cromatográficos (ésteres etílicos) previamente sintetizados
por via química (URIOSTE et al., 2008).
28
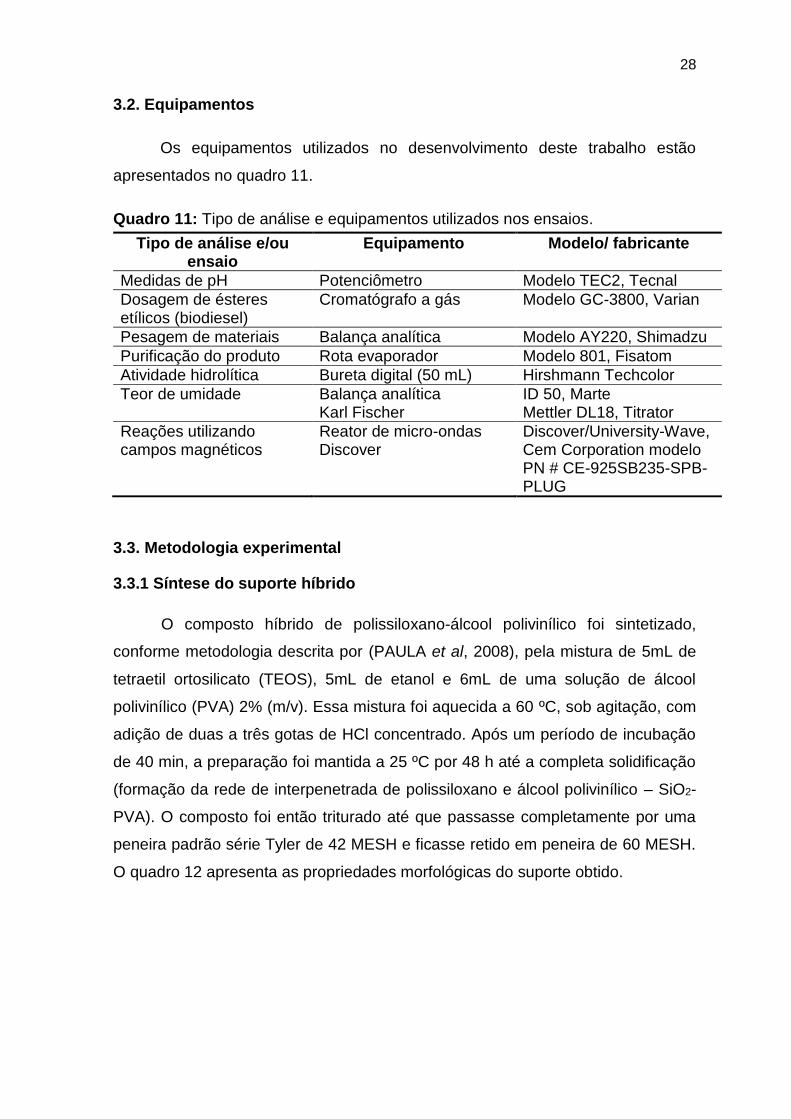
3.2. Equipamentos
Os equipamentos utilizados no desenvolvimento deste trabalho estão
apresentados no quadro 11.
Quadro 11: Tipo de análise e equipamentos utilizados nos ensaios.
Tipo de análise e/ou ensaio
Equipamento Modelo/ fabricante
Medidas de pH Potenciômetro Modelo TEC2, Tecnal
Dosagem de ésteres etílicos (biodiesel)
Cromatógrafo a gás Modelo GC-3800, Varian
Pesagem de materiais Balança analítica Modelo AY220, Shimadzu
Purificação do produto Rota evaporador Modelo 801, Fisatom
Atividade hidrolítica Bureta digital (50 mL) Hirshmann Techcolor
Teor de umidade Balança analítica ID 50, Marte Karl Fischer Mettler DL18, Titrator
Reações utilizando campos magnéticos
Reator de micro-ondas Discover
Discover/University-Wave, Cem Corporation modelo PN # CE-925SB235-SPB-PLUG
3.3. Metodologia experimental
3.3.1 Síntese do suporte híbrido
O composto híbrido de polissiloxano-álcool polivinílico foi sintetizado,
conforme metodologia descrita por (PAULA et al, 2008), pela mistura de 5mL de
tetraetil ortosilicato (TEOS), 5mL de etanol e 6mL de uma solução de álcool
polivinílico (PVA) 2% (m/v). Essa mistura foi aquecida a 60 ºC, sob agitação, com
adição de duas a três gotas de HCl concentrado. Após um período de incubação
de 40 min, a preparação foi mantida a 25 ºC por 48 h até a completa solidificação
(formação da rede de interpenetrada de polissiloxano e álcool polivinílico – SiO2-
PVA). O composto foi então triturado até que passasse completamente por uma
peneira padrão série Tyler de 42 MESH e ficasse retido em peneira de 60 MESH.
O quadro 12 apresenta as propriedades morfológicas do suporte obtido.

29
Quadro 12: Propriedades morfológicas do suporte SiO2-PVA quanto à área superficial, volume de poros e tamanho médio dos poros.
Área superficial específica (m²/g)
Volume de poros (cm³/g)
Tamanho médio dos poros (Å)
461 0,275 22,9
Fonte: (DA RÓS, 2009)
Em seguida, o suporte foi embebido em solução de agente de ativação
epicloridrina 2,5% (v/v) em tampão fosfato de sódio (0,1 M e pH 7), na proporção
massa de suporte: volume de solução de 1:10, sendo esta mistura mantida sob
agitação por 1 h à temperatura ambiente. Após este período, o suporte foi lavado
exaustivamente com água destilada e solução tampão de fosfato, e em seguida
levado à estufa (60 ºC) por 24 h.
3.3.2. Imobilização da lipase PS no suporte ativado
O suporte ativado (SiO2-PVA) foi embebido em hexano numa relação sólido:
líquido de 1:10 e mantido sob agitação branda por 2 h. Após este período, para
cada grama de suporte ativado (matéria seca), foram adicionados 200 mg de lipase
PS na sua forma livre e 100 L de solução aquosa contendo 5 mg/mL de
polietilenoglicol (PEG-1500). As suspensões contendo enzima e suporte foram
mantidas sob suave agitação a 30°C por 2 h, seguido de contato estático por um
período adicional de 18h a 4 ºC. A recuperação dos derivados imobilizados foi
efetuada por filtração a vácuo, com lavagens sucessivas com hexano até a redução
da umidade dos derivados imobilizados em valores não superiores a 15%.
3.3.3. Reação de transesterificação enzimática do óleo de babaçu e etanol sob
irradiação de micro-ondas
As sínteses foram realizadas no reator de micro-ondas Discover. Um frasco
de vidro esférico (100 mL), acoplado com condensador de refluxo, contendo óleo
de babaçu e etanol numa razão molar 1:7 (óleo de babaçu: Etanol), foi inserido na
câmara de micro-ondas do reator, sendo irradiada determinada potência de micro-
ondas para manter a temperatura 40 °C do meio reacional praticamente constante
durante todo o experimento. As misturas foram incubadas com lipase PS

30
imobilizada em SiO2-PVA e Novozym®435 na proporção, respectivamente de 20%
e 10% (m/m) de meio reacional. As reações foram conduzidas por um período
máximo de 8 h, com agitação magnética no nível alto para todos os experimentos.
O progresso da síntese foi acompanhado pela retirada de alíquotas, ao longo da
reação, para quantificação da formação dos ésteres de etila por cromatografia em
fase gasosa.
3.3.4. Separação dos produtos formados na reação de transesterificação dos óleos de babaçu com etanol
Para a separação da glicerina liberada na síntese do biodiesel, o meio
reacional foi submetido a uma etapa de purificação, constituída basicamente de
uma lavagem com água destilada. O volume da amostra recolhido foi medido e em
seguida adicionado o mesmo volume de água destilada. A mistura foi transferida
para um funil de decantação, efetuando-se uma agitação e deixando a mistura em
repouso por 30 min para a separação das fases. A fase superior era composta
pelos ésteres de etila (biodiesel) e a fase inferior por glicerol e água de lavagem. A
fase inferior foi descartada e a fase superior submetida à evaporação em rota-
evaporador.
3.3.5. Determinação dos ésteres formados e cálculo do rendimento de transesterificação
Para a análise dos monoésteres de ácido graxo empregou-se um
Cromatógrafo de fase gasosa Varian – Modelo CG 3800 equipado com uma coluna
de aço inoxidável empacotada (5%DEGS CHR-WHP 80/100 6ft 2.0mmID 1/8inOD,
RESTEK 80/100) e detector de ionização em chama (FID). A temperatura do
detector foi fixada em 230 °C e a do injetor em 190°C. Nitrogênio foi usado como
gás de arraste num fluxo de 25 mL/min. Os fluxos dos gases de arraste para
alimentação do detector foram: 30 mL/min de H2 e 300 mL/min de ar sintético. A
temperatura da coluna inicialmente foi mantida a 120°C por 15 min e em seguida
aquecida numa taxa de 25°C/min, até 170 °C, permanecendo nessas condições
por 26 min.
O rendimento (R) das reações de síntese de biodiesel foi definido como o
valor que expressa a massa total obtida de ésteres de etila (Mt) em relação à massa
teórica esperada de ésteres de etila (Me). Me foi determinada a partir da massa de
31
ácidos graxos presente na massa inicial do óleo de babaçu (M0), da massa
molecular correspondente a cada ácido (MMa) e do éster correspondente (MMe).
Este cálculo é representado pela equação 1a, em que M0 corresponde ao produto
da concentração mássica de cada ácido graxo (Ca), com a massa inicial de óleo
utilizada (Mi) equação 1b. O rendimento foi calculado dividindo a massa total de
ésteres determinada pela análise de cromatografia gasosa (Mt) pela massa teórica
de ésteres de etila (Me), conforme mostrado na equação 1c.
MMa
MMeMoMe
).( (a) MiCaMo . (b) (c) 100
Me
MtR
Equação 1 – Rendimento e conversão
3.3.6. Reações de etanólise e tratamento pós-reacional
O quadro 13 lista as condições reacionais, bem como o pós-tratamento
realizado no biocatalisador. Após cada ciclo de 8 horas o conteúdo a fase liquida
presente no reator foi removido por sucção, deixando o biocatalisador dentro do
reator para evitar a perda de massa do mesmo. Os produtos foram submetidos a
separação e tratamento como descrito em 3.3.4.
O biocatalisador a ser reutilizado foi tratado com o solvente adequado de
acordo com o Quadro 13, deixando em contato por 12 horas com o solvente de
recuperação. Após esse período, uma solução de acetona: hexano (2:1) foi
utilizada para enxague e remoção da solução de tratamento. O reator com o
biocatalisador foi colocado a vácuo na presença de pentóxido de fósforo para
secagem por 3 horas, após esse período o biocatalisador foi considerado como
recuperado, sendo reutilizado nas bateladas seguintes.

32
Quadro 13: Identificação das reações
Reação Biocatalisador % m/m
catalisador/meio Massa
catalisador Tratamento pós
reacional
1NH
Novozym®435 10% 1,2g
Hexano
2NH
3NH
4NH
5NH
1NT
Terc-Butanol
2NT
3NT
4NT
5NT
6NT
1P
Lipase PS imobilizada em
( SiO2-PVA) 20% 2,4g
2P
3P
4P
5P
6P
7P
Fonte: Autor, 2014
33
4. RESULTADOS E DISCUSSÃO
4.1 Etanólise do óleo de babaçu reator em de micro-ondas utilizando Novozym® 435.
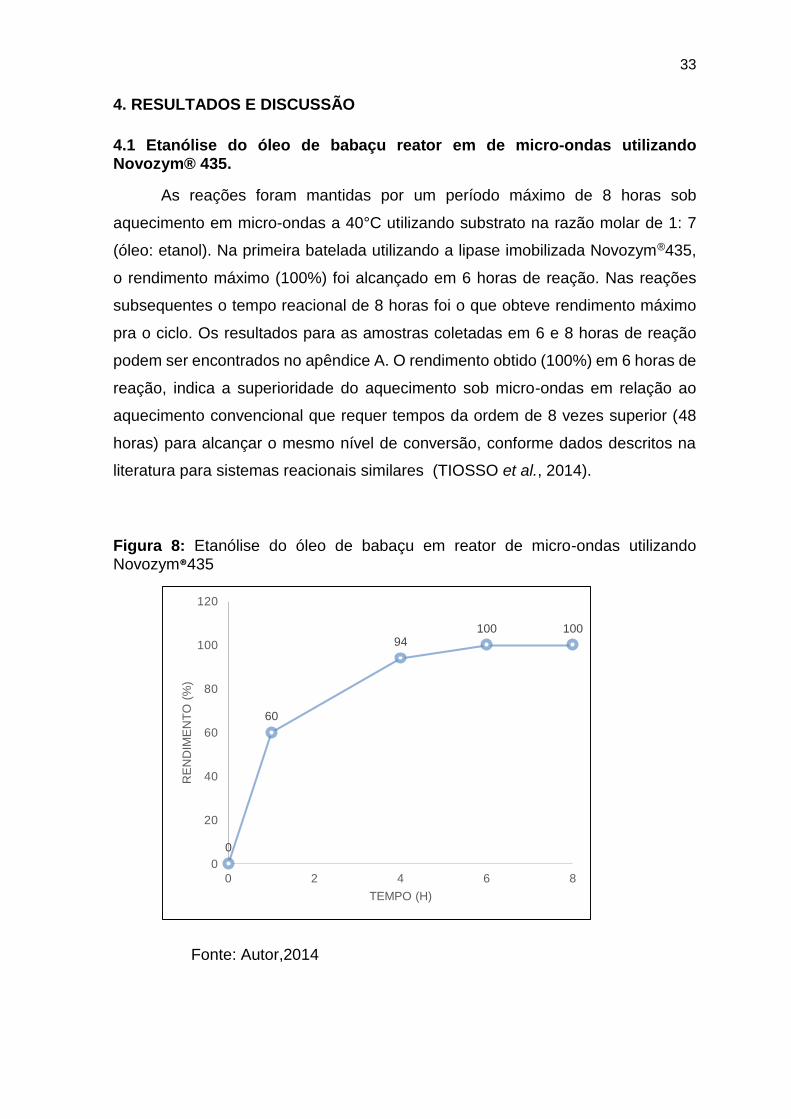
As reações foram mantidas por um período máximo de 8 horas sob
aquecimento em micro-ondas a 40°C utilizando substrato na razão molar de 1: 7
(óleo: etanol). Na primeira batelada utilizando a lipase imobilizada Novozym®435,
o rendimento máximo (100%) foi alcançado em 6 horas de reação. Nas reações
subsequentes o tempo reacional de 8 horas foi o que obteve rendimento máximo
pra o ciclo. Os resultados para as amostras coletadas em 6 e 8 horas de reação
podem ser encontrados no apêndice A. O rendimento obtido (100%) em 6 horas de
reação, indica a superioridade do aquecimento sob micro-ondas em relação ao
aquecimento convencional que requer tempos da ordem de 8 vezes superior (48
horas) para alcançar o mesmo nível de conversão, conforme dados descritos na
literatura para sistemas reacionais similares (TIOSSO et al., 2014).
Figura 8: Etanólise do óleo de babaçu em reator de micro-ondas utilizando Novozym®435
Fonte: Autor,2014
0
60
94100 100
0
20
40
60
80
100
120
0 2 4 6 8
RE
ND
IME
NT
O (
%)
TEMPO (H)

34
No trabalho publicado por (DAHAI et al., 2010) rendimento de 94% foi obtido
em 12 horas de reação para um sistema reacional utilizando óleo de soja,
Novozym®435 e metanol. A maior velocidade de reação para o sistema similar
utilizando etanol, como no presente trabalho, foi justificada pelo comportamento
dos diferentes solventes sob micro-ondas. O etanol possui uma taxa de
aquecimento de 1.2 (∆𝑇
𝑡)/(℃ 𝑠−1) enquanto o metanol 0.9 (
∆𝑇
𝑡)/(℃ 𝑠−1) (BARBOZA
et al., 2001). No sistema isento de solvente, o álcool em excesso age como solvente
do meio reacional e sua propriedade em relação as micro-ondas pode afetar o
rendimento geral da reação.
4.1.1. Mudanças do rendimento dos ésteres etílicos conforme o aquecimento
utilizado.
A figura 9 mostra o padrão de rendimento em ésteres para Novozym®435.
Comparando com resultados obtidos em estudos anteriores realizados pelo grupo
de Biocatálise da EEL-USP na etanólise do óleo de babaçu sob aquecimento
convencional verifica-se que o padrão de rendimento em ésteres sofreu uma
mudança quando o aquecimento foi realizado sob irradiação de micro-ondas. A
figura 10, mostra que ocorreu uma redução marcante, da ordem de 20% no
rendimento alcançado nas reações sob aquecimento convencional e micro-ondas.
De acordo com a figura 10, os ésteres com 8 e 16 carbonos obtiveram um
rendimento maior que 20% quando a reação foi conduzida em reator de micro-
ondas. Por outro lado houve redução marcante do rendimento dos ésteres com 18
carbonos.
Uma possível explicação para esse comportamento é o mecanismo da
reação de transesterificação enzimática em meio isento de solvente, descrita na
literatura como um processo de duas etapas, hidrólise seguida de esterificação. A
polaridade dos ácidos graxos hidrolisados apresenta influência na síntese do éster,
sendo que quanto menor a polaridade do ácido graxo, menor sua solubilidade no
meio em que o etanol age não somente como reagente mas também como solvente
do meio. Essa menor solubilidade pode ocasionar menor difusão dos ésteres de
cadeia longa, diminuindo dessa forma a formação dos ésteres (JINGCAN et al.,
2013).

35
Figura 9: Comparação entre os ácidos presentes no óleo de babaçu e rendimento
em ésteres obtidos nas reações sob aquecimento convencional e micro-ondas.
Fonte: Autor, 2014.
Figura 10: Variação de rendimento em ésteres entre aquecimento convencional e micro-ondas
Fonte: Autor,2014
3.5% 3.2% 4.3%4.5% 3.5% 4.2%
44.7% 45.4%49.6%
17.5%12.3%
13.9%
9.7%
5.8%
8.1%3.1%
4.2%
2.1%
15.2%22.7%
14.9%
1.8% 2.8% 2.8%
Ó L E O D E B A B A Ç U N O V O Z Y M 4 3 5A Q U E C I M E N T O
C O N V E N C I O N A L
N O V O Z Y M 4 3 5A Q U E C I M E N T O M I C R O -
O N D A S
C8 C10 C12 C14 C16 C18 C18:1 C18:2
-120%
-100%
-80%
-60%
-40%
-20%
0%
20%
40%
C8 C10 C12 C14 C16 C18 C18:1 C18:2
Novozym435®
36
O aquecimento em micro-ondas é seletivo e dependente da polaridade das
espécies envolvidas, ácidos graxos de cadeia longa como oleico e linoleico
(presentes em baixa concentração no óleo de babaçu), os quais seriam menos
sensíveis ao aquecimento. Desta forma, a redução do rendimento desses ésteres
pode ser explicada pela menor polaridade e solubilidade no meio. O mesmo efeito
pode explicar o maior rendimento dos ácidos de cadeia mais polar como o ácido
caprico (C8).
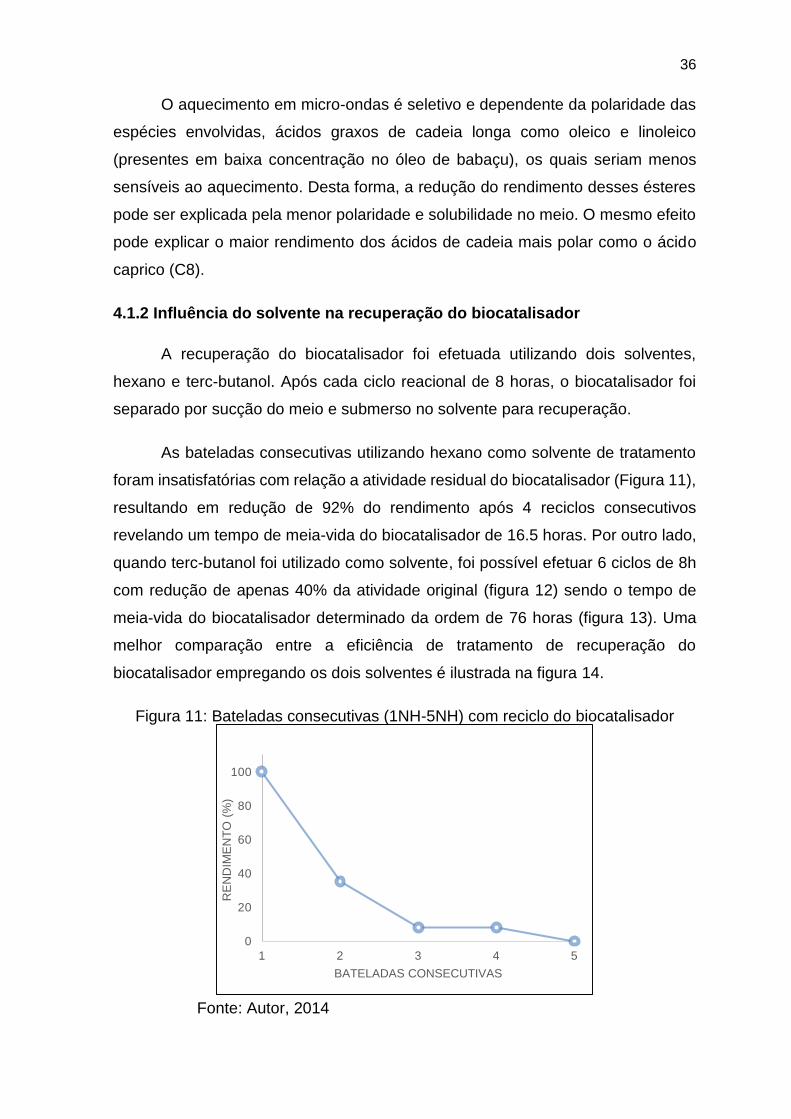
4.1.2 Influência do solvente na recuperação do biocatalisador
A recuperação do biocatalisador foi efetuada utilizando dois solventes,
hexano e terc-butanol. Após cada ciclo reacional de 8 horas, o biocatalisador foi
separado por sucção do meio e submerso no solvente para recuperação.
As bateladas consecutivas utilizando hexano como solvente de tratamento
foram insatisfatórias com relação a atividade residual do biocatalisador (Figura 11),
resultando em redução de 92% do rendimento após 4 reciclos consecutivos
revelando um tempo de meia-vida do biocatalisador de 16.5 horas. Por outro lado,
quando terc-butanol foi utilizado como solvente, foi possível efetuar 6 ciclos de 8h
com redução de apenas 40% da atividade original (figura 12) sendo o tempo de
meia-vida do biocatalisador determinado da ordem de 76 horas (figura 13). Uma
melhor comparação entre a eficiência de tratamento de recuperação do
biocatalisador empregando os dois solventes é ilustrada na figura 14.
Figura 11: Bateladas consecutivas (1NH-5NH) com reciclo do biocatalisador
Fonte: Autor, 2014
0
20
40
60
80
100
1 2 3 4 5
RE
ND
IME
NT
O (
%)
BATELADAS CONSECUTIVAS

37
Figura 12: Bateladas consecutivas (1NT-6NT) com reciclo do Biocatalisador.
Fonte: Autor, 2014
Figura 13: Atividade Residual da Novozym®435
Fonte: Autor, 2014
100
7783
70 68
60
0
20
40
60
80
100
1 2 3 4 5 6
RE
ND
IME
NT
O (
%)
BATELADAS CONSECUTIVAS
y = -0.8214x + 107.14R² = 0.9888
0
20
40
60
80
100
5 15 25 35 45 55
AT
IVID
AD
E R
ES
IDU
AL (
%)
TEMPO (H)

38
Fonte: Autor, 2014
No meio isento de solvente, as seguintes espécies químicas são
encontradas após o início da síntese: triglicerídeos, diglicerídeos, monoglicerídeos,
álcool etílico, ésteres etílicos e glicerol. A produção de biodiesel em sistemas
catalisados por lipases em meio isento de solvente é descrita por (JINGCAN et al.,
2013) como sendo um processo de duas etapas; a) hidrólise do triglicerídeo, b)
esterificação dos ácidos liberados. Essas duas etapas ocorrem praticamente em
maneira simultânea com a produção de glicerina como subproduto reacional. A
glicerina, coproduto da síntese de biodiesel, é hidrofílica e insolúvel no óleo de
babaçu, características que podem levar a sua adsorção ao suporte de
imobilização, pois ambos são hidrofílicos (AZÓCAR et al., 2011). A absorção do
produto polar no suporte enzimático foi demonstrada como responsável pela
elevada perda da atividade enzimática. A adsorção de uma camada hidrofílica de
glicerol no suporte, reduz a difusão do substrato apolar do meio reacional para o
sitio ativo, ocasionando uma redução da atividade (DOSSATA; COMBES; MARTY,
1999).
35
8 8
0
7783
70 68
0
20
40
60
80
100
1 2 3 4 5
Re
nd
ime
nto
(%
)
BATELADAS CONSECUTIVAS
Recuperação com Hexano Recuperação com Terc-Butanol
Figura 14: Recuperação comparativa de tratamento pós-reacional da Novozym 435® utilizando hexano e terc-butanol

39
No trabalho publicado em 1999 por Dossata e colaboradores, foi
demonstrado que para um sistema reacional utilizando Lipozyme RM® (lipase de
Rhizomucor meihei 1,3-específica imobilizada em resina de troca iônica a base de
sílica) como biocatalisador para a síntese de biodiesel, após 14 horas de reação, o
suporte havia absorvido 73% de sua massa inicial seca, em massa de glicerina. Os
autores também investigaram o motivo pelo qual a adsorção de glicerol no suporte
reduz drasticamente a atividade enzimática. A primeira hipótese sugere que o
acúmulo de moléculas de glicerina produz uma barreira ao redor do catalisador
imobilizado, levando a limitação dos processos de difusão do substrato hidrofóbico
(óleo vegetal), quanto maior a barreira maior foi o efeito de desativação (AL-
ZUHAIR; LING; JUN, 2007). Essa mesma hipótese foi confirmada por outros
autores para o caso da formação de água durante a reação de esterificação
(DOSSATA; COMBES; MARTY, 1999).
Uma segunda hipótese sugere que o glicerol absorvido leva a redução da
atividade termodinâmica da água, tal atividade é crucial para a conformação e
relaciona-se diretamente com a atividade catalítica (KULSCHEWSKIA et al., 2013),
(DAHAI et al., 2010).
Tomando por base essas hipóteses, pode ser considerado que a utilização
de hexano, um solvente polar, nas bateladas de 1NH a 5NH, foi ineficiente para
remover o glicerol adsorvido no suporte devido a diferença de polaridade entre as
espécies, sendo o glicerol insolúvel em hexano. Partindo da suposição que o
processo de adsorção de glicerol é um processo reversível, a utilização de um
solvente mais polar (que possa dissolver o etanol e o glicerol do meio) como o terc-
butanol seria mais eficaz na recuperação da atividade enzimática (LIN et al., 2010).
Os resultados apresentados no presente estudo sugerem que o terc-butanol
restabeleceu de forma mais eficiente a atividade enzimática do biocatalisador,
aumentando o tempo de meia-vida do biocatalisador em 60 horas. Quando hexano
foi utilizado para a recuperação catalítica, o tempo de meia-vida determinado
experimentalmente foi de 16 horas, relativamente baixo, quando comparado às 76
horas obtidas com o terc-butanol.
40
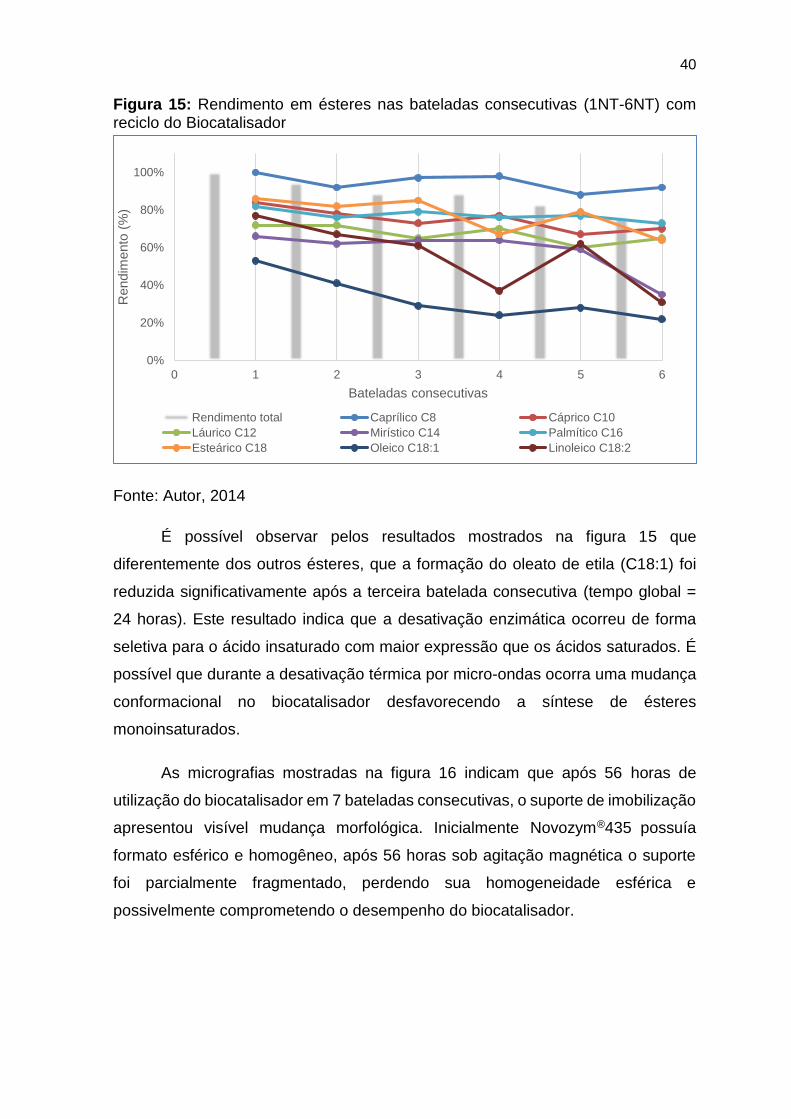
Figura 15: Rendimento em ésteres nas bateladas consecutivas (1NT-6NT) com reciclo do Biocatalisador
Fonte: Autor, 2014
É possível observar pelos resultados mostrados na figura 15 que
diferentemente dos outros ésteres, que a formação do oleato de etila (C18:1) foi
reduzida significativamente após a terceira batelada consecutiva (tempo global =
24 horas). Este resultado indica que a desativação enzimática ocorreu de forma
seletiva para o ácido insaturado com maior expressão que os ácidos saturados. É
possível que durante a desativação térmica por micro-ondas ocorra uma mudança
conformacional no biocatalisador desfavorecendo a síntese de ésteres
monoinsaturados.
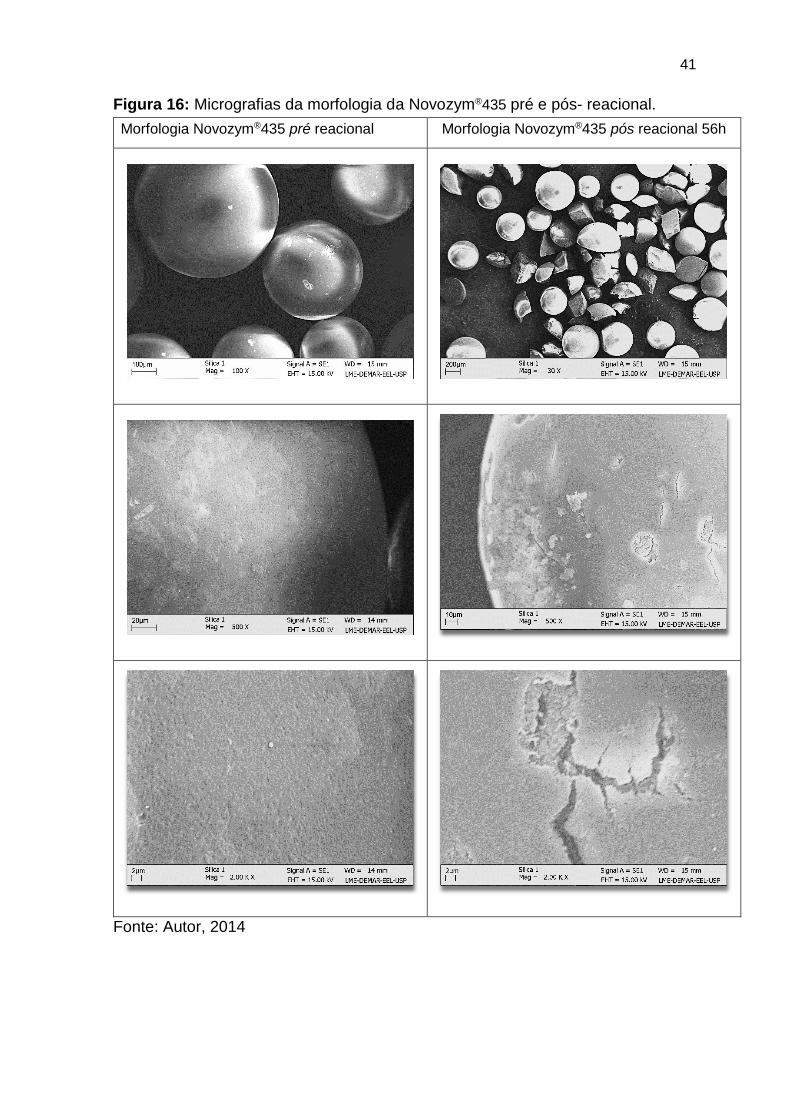
As micrografias mostradas na figura 16 indicam que após 56 horas de
utilização do biocatalisador em 7 bateladas consecutivas, o suporte de imobilização
apresentou visível mudança morfológica. Inicialmente Novozym®435 possuía
formato esférico e homogêneo, após 56 horas sob agitação magnética o suporte
foi parcialmente fragmentado, perdendo sua homogeneidade esférica e
possivelmente comprometendo o desempenho do biocatalisador.
0%
20%
40%
60%
80%
100%
0 1 2 3 4 5 6
Rendim
ento
(%
)
Bateladas consecutivas
Rendimento total Caprílico C8 Cáprico C10
Láurico C12 Mirístico C14 Palmítico C16
Esteárico C18 Oleico C18:1 Linoleico C18:2
41
Figura 16: Micrografias da morfologia da Novozym®435 pré e pós- reacional.
Morfologia Novozym®435 pré reacional Morfologia Novozym®435 pós reacional 56h
Fonte: Autor, 2014

42
4.2. Etanólise do óleo de babaçu em reator de micro-ondas utilizando Lipase
PS imobilizada em (SiO2-PVA)
A estabilidade operacional é um parâmetro de essencial importância para
possível aplicação industrial. A lipase PS imobilizada em SiO2-PVA, possui
atividade e estabilidade térmica na etanólise do óleo de babaçu como descrito por
(DA RÓS et al., 2014).Fornecendo rendimento total em 48 horas sob aquecimento
convencional e 10 horas quando irradiação de micro-ondas foi utilizada, reduzindo
desta forma, 5 vezes o tempo reacional para completar a conversão.
A figura 17 mostra o desempenho deste biocatalisador em 7 bateladas
consecutivas de 8 horas cada, sendo o derivado imobilizado tratado com terc
butanol ao final de cada ciclo de 8 horas. Terc-butanol foi o solvente utilizado para
a recuperação da atividade enzimática devido aos resultados satisfatórios obtidos
com a Novozym®435, como descrito anteriormente (4.1.2).
Figura 17: Bateladas consecutivas (1P-7P) com reciclo do Biocatalisador
Fonte: Autor, 2014
71
59
6763
54
63
51
0
20
40
60
80
100
1 2 3 4 5 6 7
RE
ND
IME
NT
O (
%)
BATELADAS CONSECUTIVAS
Bateladas consecutivas (1P-7P) com reciclo Lipase PS - Terc-Butanol

43
Verifica-se (Figura 17) que houve redução da atividade de transesterificação
do biocatalisador de 20 %, revelando um tempo de meia-vida do derivado
imobilizado da ordem de 89 horas (figura 18), valor superior ao determinado (76h)
para Novozym®435.
Figura 18: Atividade Residual da Lipase PS (SiO2-PVA)
Fonte: Autor, 2014
O efeito das micro-ondas no padrão de conversão dos ésteres, como
mostrado na figura 19, não foi tão expressivo quando comparado a Novozym®435
(figura 10). Somente o ácido caprilico apresentou conversão maior de 20% (figura
19) quando a reação foi conduzida sob micro-ondas (figura 20). Esse efeito pode
ter sido ocasionado pela maior polaridade do ácido com oito carbonos quando
comparado aos demais ácidos presentes no óleo de babaçu. Discussão sobre a
polaridade e sua influência foi previamente apresentada.
Considerando que as lipases estudadas são de origens diferentes e
imobilizadas em suportes distintos empregando diferentes técnicas,
comportamentos distintos já eram esperados para cada sistema.
A figura 21, mostra que durante as bateladas consecutivas foi possível
observar que diferentemente dos outros ésteres, que a formação do oleato de etila
(C18:1) foi reduzida significativamente após a primeira bateada de 8 horas. Este
y = -0.611x + 104.28R² = 0.9312
t 1/2 = 89h
0
20
40
60
80
100
5 15 25 35 45 55
AT
IVID
AD
E R
ES
IDU
AL (
%)
TEMPO (H)

44
resultado sugere que a desativação enzimática ocorreu de forma seletiva para o
ácido insaturado com maior expressão que os ácidos saturados, como descrito
anteriormente 4.1.2.
Fonte: Autor,2014
Figura 20: Comparação entre os ácidos presentes no óleo de babaçu, rendimento em ésteres na reação mediada pela lipase PS sob aquecimento convencional e micro-ondas.
Fonte: Autor,2014
3.5% 4.1% 5.6%4.5% 4.8% 5.5%
44.7%48.7% 45.6%
17.5%15.5% 16.3%
9.7%10.0% 10.9%
3.1%3.0% 3.6%
15.2% 12.0% 11.0%
1.8% 1.9% 1.9%
Ó L E O D E B A B A Ç U P SA Q U E C I ME N T O
C O N V E N C I O N A L
P SA Q U E C I ME N T O M I C R O -
O N D A S
C8 C10 C12 C14 C16 C18 C18:1 C18:2
-15%
-10%
-5%
0%
5%
10%
15%
20%
25%
30%
C8 C10 C12 C14 C16 C18 C18:1 C18:2
Lipase PS
Figura 19: Variação de rendimento em ésteres entre aquecimento convencional e micro-ondas
45
Fonte: Autor,2014
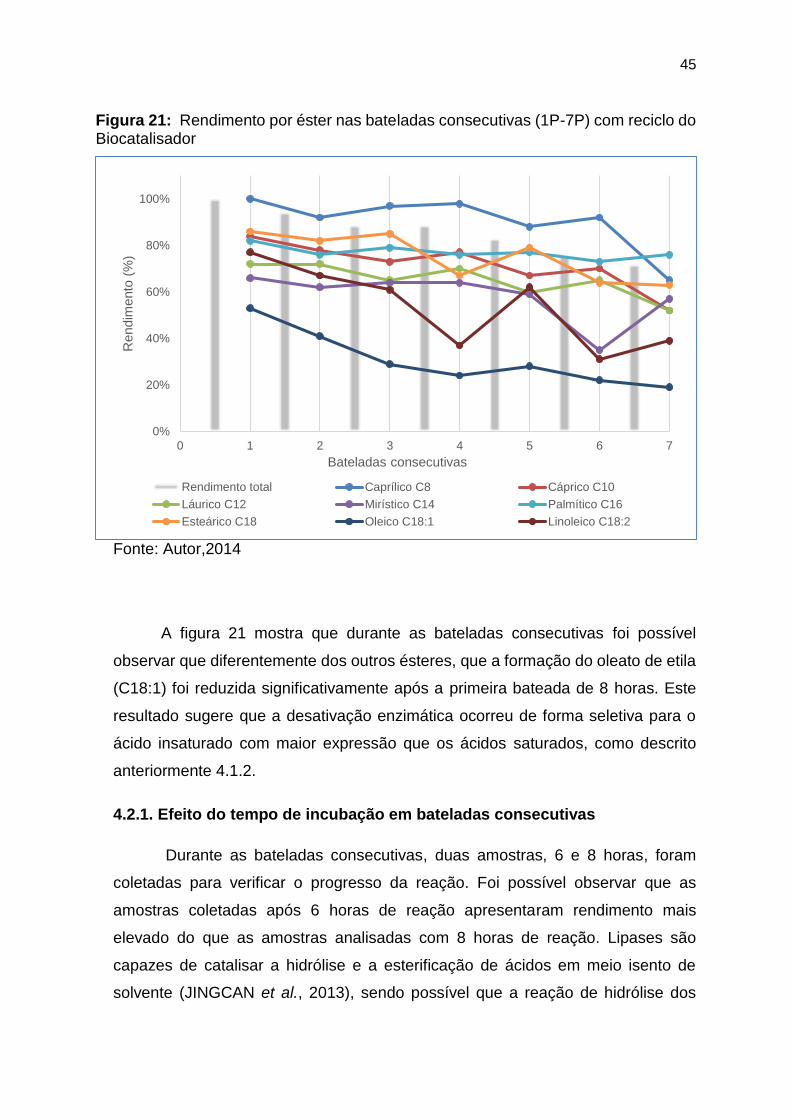
A figura 21 mostra que durante as bateladas consecutivas foi possível
observar que diferentemente dos outros ésteres, que a formação do oleato de etila
(C18:1) foi reduzida significativamente após a primeira bateada de 8 horas. Este
resultado sugere que a desativação enzimática ocorreu de forma seletiva para o
ácido insaturado com maior expressão que os ácidos saturados, como descrito
anteriormente 4.1.2.
4.2.1. Efeito do tempo de incubação em bateladas consecutivas
Durante as bateladas consecutivas, duas amostras, 6 e 8 horas, foram
coletadas para verificar o progresso da reação. Foi possível observar que as
amostras coletadas após 6 horas de reação apresentaram rendimento mais
elevado do que as amostras analisadas com 8 horas de reação. Lipases são
capazes de catalisar a hidrólise e a esterificação de ácidos em meio isento de
solvente (JINGCAN et al., 2013), sendo possível que a reação de hidrólise dos
0%
20%
40%
60%
80%
100%
0 1 2 3 4 5 6 7
Rendim
ento
(%
)
Bateladas consecutivas
Rendimento total Caprílico C8 Cáprico C10
Láurico C12 Mirístico C14 Palmítico C16
Esteárico C18 Oleico C18:1 Linoleico C18:2
Figura 21: Rendimento por éster nas bateladas consecutivas (1P-7P) com reciclo do Biocatalisador
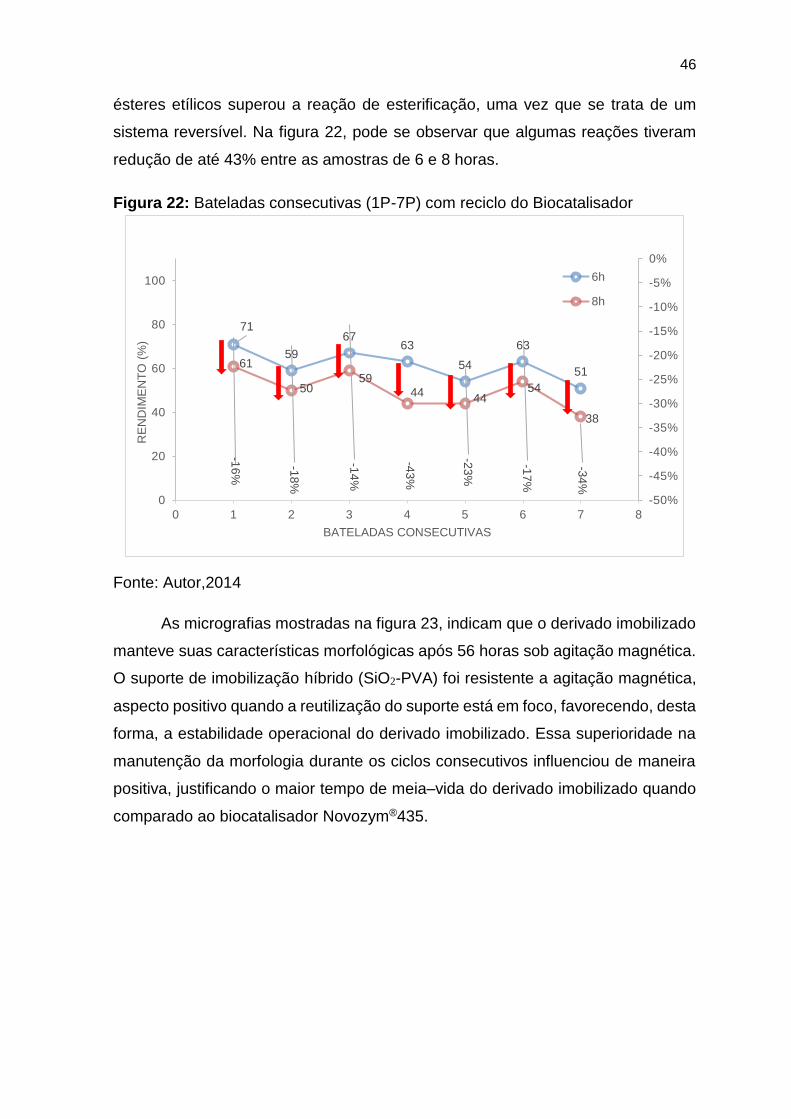
46
ésteres etílicos superou a reação de esterificação, uma vez que se trata de um
sistema reversível. Na figura 22, pode se observar que algumas reações tiveram
redução de até 43% entre as amostras de 6 e 8 horas.
Figura 22: Bateladas consecutivas (1P-7P) com reciclo do Biocatalisador
Fonte: Autor,2014
As micrografias mostradas na figura 23, indicam que o derivado imobilizado
manteve suas características morfológicas após 56 horas sob agitação magnética.
O suporte de imobilização híbrido (SiO2-PVA) foi resistente a agitação magnética,
aspecto positivo quando a reutilização do suporte está em foco, favorecendo, desta
forma, a estabilidade operacional do derivado imobilizado. Essa superioridade na
manutenção da morfologia durante os ciclos consecutivos influenciou de maneira
positiva, justificando o maior tempo de meia–vida do derivado imobilizado quando
comparado ao biocatalisador Novozym®435.
71
59
6763
54
63
5161
5059
4444
54
38
-16
%
-18
%
-14
%
-43
%
-23
%
-17
%
-34
%
-50%
-45%
-40%
-35%
-30%
-25%
-20%
-15%
-10%
-5%
0%
0
20
40
60
80
100
0 1 2 3 4 5 6 7 8
RE
ND
IME
NT
O (
%)
BATELADAS CONSECUTIVAS
6h
8h

47
Figura 23: Micrografias da morfologia Lipase PS (SiO2-PVA) pré e pós reacional Lipase PS.
Morfologia Lipase PS (SiO2-PVA) pré reacional
Morfologia Lipase PS (SiO2-PVA) pós reacional 56h
Fonte: Autor,2014
48
4. CONCLUSÃO
A reutilização do catalisador é fundamental para tornar a rota bioquímica
mais competitiva financeiramente, a partir dos dados apresentados e discutidos
podemos concluir que:
A utilização de micro-ondas mostrou-se benéfica em todos os casos
apresentados, aumentando a velocidade reacional em até cinco vezes quando
comparado ao aquecimento convencional por convecção/condução.
O solvente utilizado para a recuperação do biocatalisador foi de fundamental
importância na estabilidade operacional, sendo o hexano não qualificado para
esse propósito devido sua baixa capacidade de dissolver o glicerol. Álcool
butílico terciário foi satisfatório na recuperação da atividade catalítica
eliminando o glicerol adsorvido no suporte de imobilização.
Em meio isento de solvente a polaridade e as taxas de aquecimento das
espécies envolvidas sofreram maior influência nas reações em micro-ondas.
O biocatalisador Novozym®435 sofreu maior alteração em seu padrão de
rendimento em ésteres sob irradiação de micro-ondas do que derivado
imobilizado de lipase PS.
Foi possível verificar que no sistema reacional utilizando a lipase PS, a reação
inversa (hidrólise dos ésteres etílicos) foi presente em todos os ciclos.
Sob agitação magnética, o derivado imobilizado em suporte hibrido manteve
sua morfologia enquanto o biocatalisador Novozym®435 foi parcialmente
fragmentado pela agitação magnética.
A lipase PS imobilizada em SiO2-PVA foi mais estável (maior tempo de meia-
vida) que Novozym®435, possivelmente pela maior resistência do suporte de
imobilização.

49
5. REFERÊNCIAS BIBLIOGRÁFICAS
AL-ZUHAIR, S., LING, F. W., JUN, L. S. (2007). Proposed kinetic mechanism of the production of biodiesel from palm oil using lipase. Process Biochemistry, 42, 951-960.
ANTCZAK, M. S., KUBIAK, A., ANTCZAK, T., BIELECKI, S. (2009). Enzymatic biodiesel synthesis - Key factors affecting efficiency of the process. Renewable Energy, 34, 1185-1194.
AZÓCAR, L., CIUDAD, G., HEIPIEPER, H. J., MUÑOZ, R., NAVIA, R. (2011). Lipase-catalyzed process in an anhydrous medium with enzyme reutilization to produce biodiesel with low acid value. Journal of Bioscience and Bioengineering, 112 (6), 583-589.
BALAT, M. (2010). Potential alternatives to edible oils for biodiesel production - A review of current work. Energy Conversion and Management, 52 (2), 1479-1492.
BALAT, M., BALAT, H. (2010). Progress in biodiesel processing. Applied Energy, 87 (2), 1815-1835.
BARBOSA, A. R., CRUZ, C. V., GRAZIANI, M. B., LORENZETTI, M. C., SABADINI, E. (2001). Aquecimento em forno de microondas/ desenvolvimento de alguns conceitos fundamentais. Química Nova, 24 (6), 901-904.
Biodieselbr. (2014). Retrieved Agosto 19, 2014, from Biodieselbr o maior portal sobre biodiesel no mundo: http://www.biodieselbr.com/estudos/biodiesel/biodiesel-transesterificacao-enzimatica-energia-alternativa-desenvolvimento-1.htm
DA RÓS, P. C. M (2009). Etanólise de óleos vegetais por catálise enzimática acelerada por irradiação de micro-ondas, Dissertação de mestrado, pp 128, Programa de Pós-graduação de Engenharia Química, EEL-USP, Lorena-SP.
DA RÓS, P. C. M, FREITAS, L., PEREZ, V. H., DE CASTRO, H. F. (2012). Enzymatic synthesis of biodiesel from palm oil assisted by microwave irradiation. Bioprocess Biosystem and Engineering, 36 (4), 443-451.
DAHAI, Y., LI, T., DONGXIAO, M., HAO, W., ZHI, W., LEI, W., XUEXUN, F. (2010). Microwave-assisted fatty acid methyl ester production from soybean oil by Novozym 435. The Royal Society of Chemistry 12, 844-850.
DOSSATA, V., COMBES, D., MARTY, A. (1999). Continuous enzymatic transesterification of high oleic sunflower oil in apacked bed reactor: influence of the glycerol production. Enzyme and Microbial Technology, 25, 194-200.
FEOFILOVA, E., SERGEEVA, Y., IVASHECHKIN, A. (2010). Biodiesel-fuel: content, production, producers, contemporary biotechnology (review). Applied Biochemistry and Microbiology, 40 (4), 369-378.

50
FREITAS, L., DA RÓS, P. C M., SANTOS, J., DE CASTRO, H. F. (2009). An integrated approach to produce biodiesel and monoglycerides by enzymatic interestification of babassu oil (Orbinya sp). Process Biochemistry, 44, 1068-1074.
GHALY, A. E., DAVE, D., BROOKS, M. S., BRUDGE, S. (2010). Production of biodiesel by enzymatic transesterification: Review. American Journal of Biochemistry and Biotechnology, 6 (2), 54-76.
HELWANI, Z., OTHMAN, M. R., AZIZ, N., FERNANDO, W. J., KIM, J. (2009). Technologies for production of biodiesel focusing on green catalytic techniques: A review. Fuel Processing Technology, 90 (12), 1502-1514.
JINGCAN, S., BIN, Y., PHILIP, C., SHAO, Q. (2013). Lipase-catalysed ester synthesis in solvent-free oil system: Is it esterification or transesterification? Food Chemistry, 141, 2828-2832.
KNOTHE, G. (2005). Dependece of biodiesel fuel properties on the structure of fatty acid alkyl esters. Fuel Processing Technology, 86, 1059-1070.
KULSCHEWSKIA, T., SASSO, F., SECUNDO, F., LOTTI, M., PLEISS, J. (2013). Molecular mechanism of deactivation of C. antarctica lipase lipase B by methanol. Journal of Biotechnology, 168, 462-469.
LI, L., DU, W., LIU, D., WANG, L., LI, Z. (2006). Lipase-catalyzed transesterification of rapeseed oils for biodiesel production with a novel organic solvent as the reaction medium. Journal of Molecular Catalysis B: Enzymatic, 43, 58-62.
LIDSTROM, P., TIERNEY, J., WATHEY, B., WESTMAN, J. (2001). Microwave assited organic synthesis - a review. Tetrahedrom, 57(589), 9225-9283.
LIN, L., CUSHAN, Z., VITTAYAPADUNG, S., XIANGQIAN, S., MINGDONG, D. (2010). Opportunities and challanges for biodiesel fuel. Applied Energy, 88(4), 1020-1031.
MOTASEMI, F., ANI, F. (2012). A review on microwave-assisted production of biodiesel. Renewable and Sustaintable Energy Reviews, 16 (7), 4719-47733.
NOGUEIRA, B. M., CARRETONI, C., CRUZ, R., FREITAS, S., MELO JR, P. A., COSTA-FÉLIX, R. NELE, M. (2010). Microwave activation of enzymatic catalyts for biodiesel production. Journal of Molecular Catalysis B: Enzymatic, 67(1-2), 117-121.
PARENTE, E. J. (2008). Biodiesel: Uma aventura tecnológica num país engraçado. Retrieved August 16, 2014, from www.xitizap.com/Livro-Biodiesel
PAULA, A. V., MOREIRA, A. B., BRAGA, L. V., DE CASTRO, H. F. (2008). Comparação do desempenho da lipase de Candida rugosa imobilizada em suporte híbrido de polissiloxano-polivinilálcool empregando diferentes metodologias. Quimica Nova, 31, 35-40.
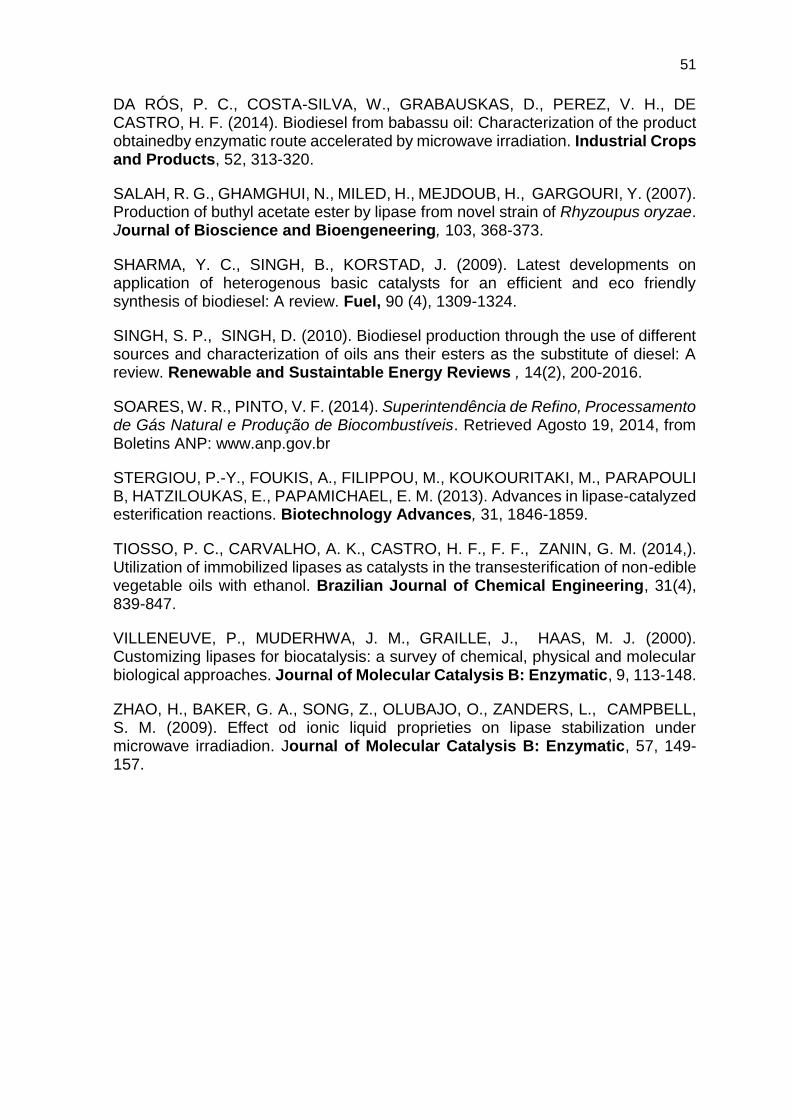
51
DA RÓS, P. C., COSTA-SILVA, W., GRABAUSKAS, D., PEREZ, V. H., DE CASTRO, H. F. (2014). Biodiesel from babassu oil: Characterization of the product obtainedby enzymatic route accelerated by microwave irradiation. Industrial Crops and Products, 52, 313-320.
SALAH, R. G., GHAMGHUI, N., MILED, H., MEJDOUB, H., GARGOURI, Y. (2007). Production of buthyl acetate ester by lipase from novel strain of Rhyzoupus oryzae. Journal of Bioscience and Bioengeneering, 103, 368-373.
SHARMA, Y. C., SINGH, B., KORSTAD, J. (2009). Latest developments on application of heterogenous basic catalysts for an efficient and eco friendly synthesis of biodiesel: A review. Fuel, 90 (4), 1309-1324.
SINGH, S. P., SINGH, D. (2010). Biodiesel production through the use of different sources and characterization of oils ans their esters as the substitute of diesel: A review. Renewable and Sustaintable Energy Reviews , 14(2), 200-2016.
SOARES, W. R., PINTO, V. F. (2014). Superintendência de Refino, Processamento de Gás Natural e Produção de Biocombustíveis. Retrieved Agosto 19, 2014, from Boletins ANP: www.anp.gov.br
STERGIOU, P.-Y., FOUKIS, A., FILIPPOU, M., KOUKOURITAKI, M., PARAPOULI B, HATZILOUKAS, E., PAPAMICHAEL, E. M. (2013). Advances in lipase-catalyzed esterification reactions. Biotechnology Advances, 31, 1846-1859.
TIOSSO, P. C., CARVALHO, A. K., CASTRO, H. F., F. F., ZANIN, G. M. (2014,). Utilization of immobilized lipases as catalysts in the transesterification of non-edible vegetable oils with ethanol. Brazilian Journal of Chemical Engineering, 31(4), 839-847.
VILLENEUVE, P., MUDERHWA, J. M., GRAILLE, J., HAAS, M. J. (2000). Customizing lipases for biocatalysis: a survey of chemical, physical and molecular biological approaches. Journal of Molecular Catalysis B: Enzymatic, 9, 113-148.
ZHAO, H., BAKER, G. A., SONG, Z., OLUBAJO, O., ZANDERS, L., CAMPBELL, S. M. (2009). Effect od ionic liquid proprieties on lipase stabilization under microwave irradiadion. Journal of Molecular Catalysis B: Enzymatic, 57, 149-157.
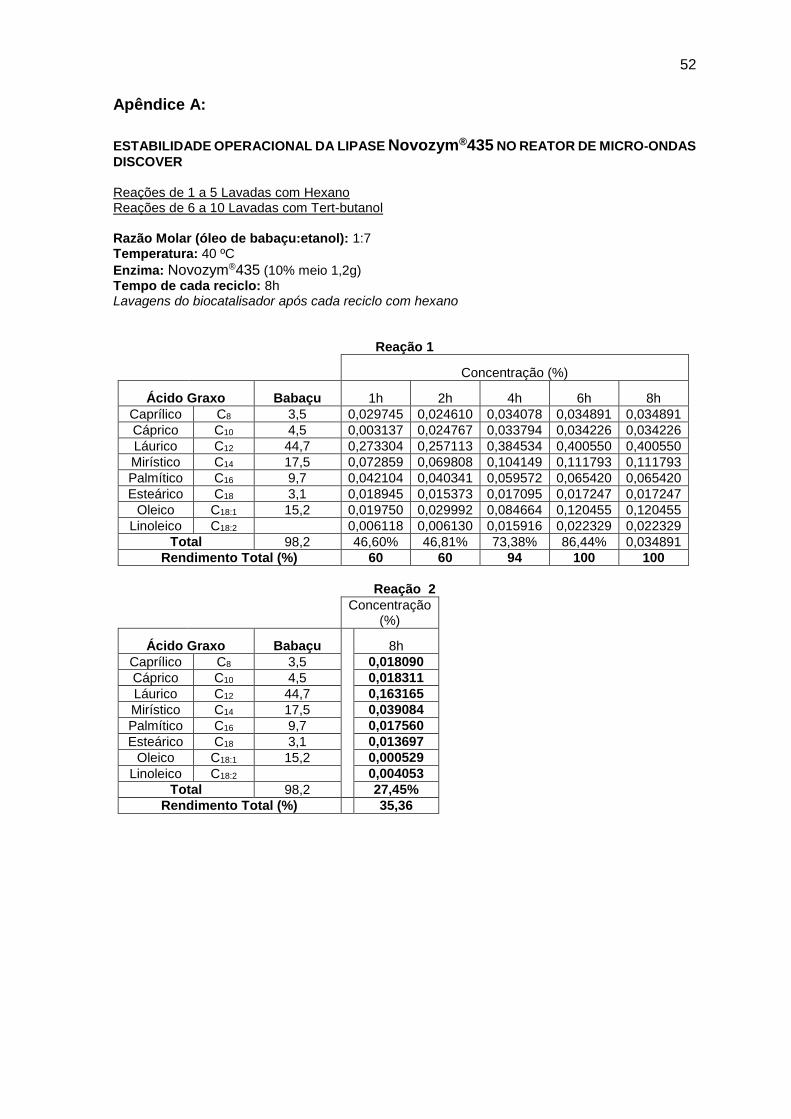
52
Apêndice A:
ESTABILIDADE OPERACIONAL DA LIPASE Novozym®435 NO REATOR DE MICRO-ONDAS
DISCOVER Reações de 1 a 5 Lavadas com Hexano Reações de 6 a 10 Lavadas com Tert-butanol Razão Molar (óleo de babaçu:etanol): 1:7 Temperatura: 40 ºC
Enzima: Novozym®435 (10% meio 1,2g) Tempo de cada reciclo: 8h Lavagens do biocatalisador após cada reciclo com hexano
Reação 1
Concentração (%)
Ácido Graxo Babaçu 1h 2h 4h 6h 8h
Caprílico C8 3,5 0,029745 0,024610 0,034078 0,034891 0,034891
Cáprico C10 4,5 0,003137 0,024767 0,033794 0,034226 0,034226
Láurico C12 44,7 0,273304 0,257113 0,384534 0,400550 0,400550
Mirístico C14 17,5 0,072859 0,069808 0,104149 0,111793 0,111793
Palmítico C16 9,7 0,042104 0,040341 0,059572 0,065420 0,065420
Esteárico C18 3,1 0,018945 0,015373 0,017095 0,017247 0,017247
Oleico C18:1 15,2 0,019750 0,029992 0,084664 0,120455 0,120455
Linoleico C18:2 0,006118 0,006130 0,015916 0,022329 0,022329
Total 98,2 46,60% 46,81% 73,38% 86,44% 0,034891
Rendimento Total (%) 60 60 94 100 100
Reação 2
Concentração
(%)
Ácido Graxo Babaçu
8h
Caprílico C8 3,5 0,018090
Cáprico C10 4,5 0,018311
Láurico C12 44,7 0,163165
Mirístico C14 17,5 0,039084
Palmítico C16 9,7 0,017560
Esteárico C18 3,1 0,013697
Oleico C18:1 15,2 0,000529
Linoleico C18:2 0,004053
Total 98,2 27,45%
Rendimento Total (%) 35,36

53
Reação 3
Concentração (%)
Ácido Graxo Babaçu
8h
Caprílico C8 3,5 0,003484
Cáprico C10 4,5 0,003095
Láurico C12 44,7 0,027580
Mirístico C14 17,5 0,009253
Palmítico C16 9,7 0,003822
Esteárico C18 3,1 0,012227
Oleico C18:1 15,2 0,000000
Linoleico C18:2 0,002639
Total 98,2 27,45%
Rendimento Total (%) 8,0
Reação 4
Concentração (%)
Ácido Graxo Babaçu
8h
Caprílico C8 3,5 0,003379
Cáprico C10 4,5 0,003108
Láurico C12 44,7 0,025737
Mirístico C14 17,5 0,007858
Palmítico C16 9,7 0,003394
Esteárico C18 3,1 0,009381
Oleico C18:1 15,2 0,000000
Linoleico C18:2 0,002119
Total 98,2 27,45%
Rendimento Total (%) 7,0
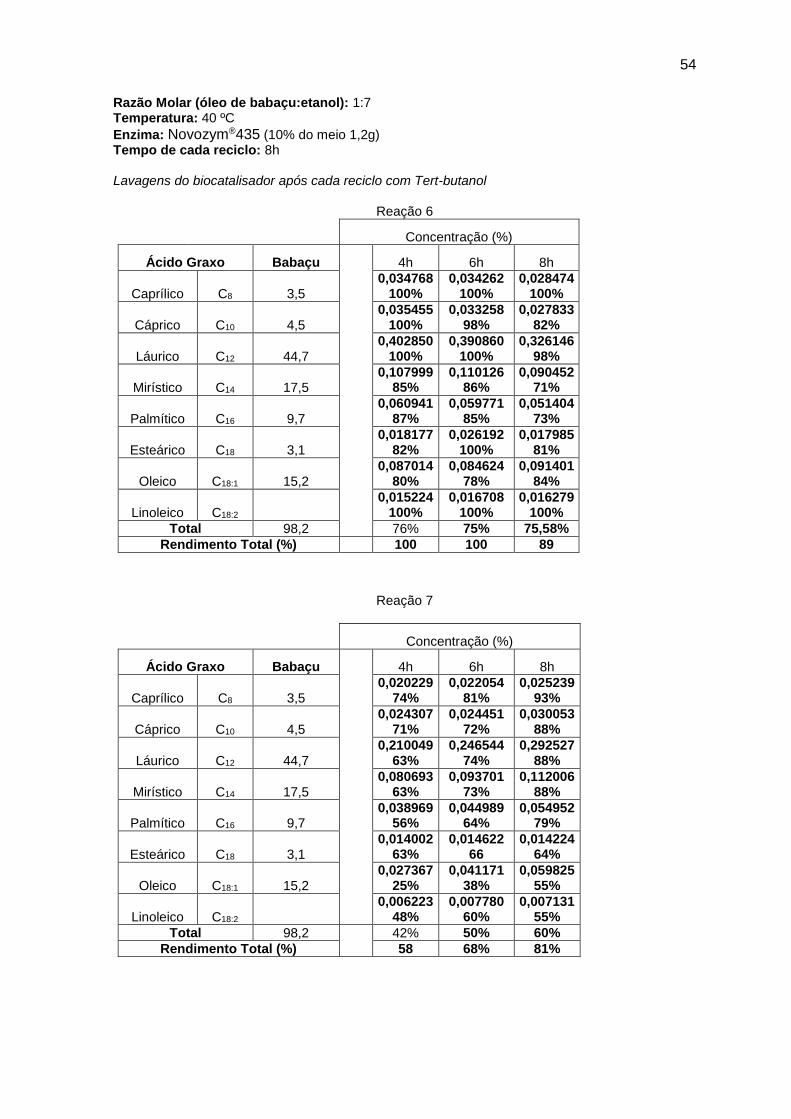
54
Razão Molar (óleo de babaçu:etanol): 1:7 Temperatura: 40 ºC
Enzima: Novozym®435 (10% do meio 1,2g) Tempo de cada reciclo: 8h Lavagens do biocatalisador após cada reciclo com Tert-butanol
Reação 6
Concentração (%)
Ácido Graxo Babaçu
4h 6h 8h
Caprílico C8 3,5 0,034768
100% 0,034262
100% 0,028474
100%
Cáprico C10 4,5 0,035455
100% 0,033258
98% 0,027833
82%
Láurico C12 44,7 0,402850
100% 0,390860
100% 0,326146
98%
Mirístico C14 17,5 0,107999
85% 0,110126
86% 0,090452
71%
Palmítico C16 9,7 0,060941
87% 0,059771
85% 0,051404
73%
Esteárico C18 3,1 0,018177
82% 0,026192
100% 0,017985
81%
Oleico C18:1 15,2 0,087014
80% 0,084624
78% 0,091401
84%
Linoleico C18:2 0,015224
100% 0,016708
100% 0,016279
100%
Total 98,2 76% 75% 75,58%
Rendimento Total (%) 100 100 89
Reação 7
Concentração (%)
Ácido Graxo Babaçu
4h 6h 8h
Caprílico C8 3,5 0,020229
74% 0,022054
81% 0,025239
93%
Cáprico C10 4,5 0,024307
71% 0,024451
72% 0,030053
88%
Láurico C12 44,7 0,210049
63% 0,246544
74% 0,292527
88%
Mirístico C14 17,5 0,080693
63% 0,093701
73% 0,112006
88%
Palmítico C16 9,7 0,038969
56% 0,044989
64% 0,054952
79%
Esteárico C18 3,1 0,014002
63% 0,014622
66 0,014224
64%
Oleico C18:1 15,2 0,027367
25% 0,041171
38% 0,059825
55%
Linoleico C18:2 0,006223
48% 0,007780
60% 0,007131
55%
Total 98,2
42% 50% 60%
Rendimento Total (%) 58 68% 81%
55
Reação 8
Concentração (%)
Ácido Graxo Babaçu
4h 6h 8h
Caprílico C8 3,5 0,024252
89% 0,023321
86% 0,028070
100%
Cáprico C10 4,5 0,026524
78% 0,025210
74% 0,030477
90%
Láurico C12 44,7 0,255137
77% 0,260336
78% 0,326848
99%
Mirístico C14 17,5 0,083502
65% 0,085669
67% 0,108887
85%
Palmítico C16 9,7 0,043431
62% 0,044880
64% 0,057120
82%
Esteárico C18 3,1 0,012929
58% 0,010590
48% 0,014719
66%
Oleico C18:1 15,2 0,041257
38% 0,055009
51% 0,074402
69%
Linoleico C18:2 0,007588
58% 0,008615
67% 0,010510
82%
Total 98,2
49% 51% 65%
Rendimento Total (%) 67 70 89
Reação 9
Concentração (%)
Ácido Graxo Babaçu
4h 6h 8h
Caprílico C8 3,5 0,021927
81% 0,022257
82% 0,022119
81%
Cáprico C10 4,5 0,028197
83% 0,028169
83% 0,028180
83%
Láurico C12 44,7 0,22387
68% 0,236567
71% 0,250501
76%
Mirístico C14 17,5 0,099670
78% 0,108796
85% 0,114657
90%
Palmítico C16 9,7 0,059228
85% 0,051277
73% 0,053603
77%
Esteárico C18 3,1 0,016699
75% 0,015012
68% 0,015982
72%
Oleico C18:1 15,2 0,032445
30% 0,041279
38% 0,047093
43%
Linoleico C18:2 0,007838
61% 0,007177
56% 0,008308
65%
Total 98,2
49% 51% 54%
Rendimento Total (%) 67 70 74

56
Reação 10
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,023308
86% 0,017812
66%
Cáprico C10 4,5 0,028668
84% 0,021797
64%
Láurico C12 44,7 0,247684
75% 0,200973
61%
Mirístico C14 17,5 0,105737
83% 0,087077
68%
Palmítico C16 9,7 0,051596
74% 0,042888
61%
Esteárico C18 3,1 0,014266
64% 0,012496
56%
Oleico C18:1 15,2 0,038652
36% 0,034930
32%
Linoleico C18:2 0,006456
50% 0,005612
43%
Total 98,2
52% 42%
Rendimento Total (%) 70 68
Reação 11
Concentração
(%)
Ácido Graxo Babaçu
8h
Caprílico C8 3,5 0,020312
75%
Cáprico C10 4,5 0,021089
62%
Láurico C12 44,7 0,222252
67%
Mirístico C14 17,5 0,081760
64%
Palmítico C16 9,7 0,038075
54%
Esteárico C18 3,1 0,013264
60%
Oleico C18:1 15,2 0,026193
24%
Linoleico C18:2 0,007927
62%
Total 98,2
43%
Rendimento Total (%) 59

57
Reação 12
Concentração (%)
Ácido Graxo Babaçu
8h
Caprílico C8 3,5 0,030289
100%
Cáprico C10 4,5 0,031758
93%
Láurico C12 44,7 0,339160
100%
Mirístico C14 17,5 0,130404
100%
Palmítico C16 9,7 0,062778
90%
Esteárico C18 3,1 0,017259
78%
Oleico C18:1 15,2 0,054784
50%
Linoleico C18:2 0,013413
100%
Total 98,2
42%
Rendimento Total (%) 58

58
ESTABILIDADE OPERACIONAL DA LIPASE PS IMOBILIZADA NA MATRIZ DE SiO2-PVA NO REATOR DE MICRO-ONDAS DISCOVER Razão Molar (óleo de babaçu: etanol): 1:7 Temperatura: 40 ºC Enzima: PS imobilizada em (SiO2-PVA) 20% em relação ao meio 2,4g Tempo de cada reciclo: 8h Após cada reciclo o biocatalisador foi deixado submerso em terc-butanol durante uma noite na geladeira e em seguida lavado com uma mistura de acetona-hexano(1:1). A enzima imobilizada foi deixada em um dessecador sob vácuo (pentóxido de fósforo) por uma hora.
Reação 1
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,029314
100% 0,025067
92%
Cáprico C10 4,5 0,028491
84% 0,023980
71%
Láurico C12 44,7 0,238017
72% 0,206541
62%
Mirístico C14 17,5 0,084809
66% 0,075134
59%
Palmítico C16 9,7 0,057119
82% 0,048636
70%
Esteárico C18 3,1 0,019001
86% 0,017749
80%
Oleico C18:1 15,2 0,057464
53% 0,037638
35%
Linoleico C18:2 0,009968
77% 0,008757
68%
Total 98,2
52% 44%
Rendimento Total (%) 71 61
Reação 2
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,023828
88% 0,021624
80%
Cáprico C10 4,5 0,022685
67% 0,020392
60%
Láurico C12 44,7 0,197562
60% 0,179263
54%
Mirístico C14 17,5 0,075441
59% 0,059709
47%
Palmítico C16 9,7 0,053602
77% 0,039790
57%
Esteárico C18 3,1 0,017450
79% 0,016026
72%
Oleico C18:1 15,2 0,030473
28% 0,023404
22%
Linoleico C18:2 0,007966
62% 0,008343
65%
Total 98,2
43% 37%
Rendimento Total (%) 59 50

59
Reação 3
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,027142
92% 0,023867
88%
Cáprico C10 4,5 0,026672
78% 0,023378
69%
Láurico C12 44,7 0,238076
72% 0,207245
63%
Mirístico C14 17,5 0,078962
62% 0,071318
56%
Palmítico C16 9,7 0,053152
76% 0,047962
69%
Esteárico C18 3,1 0,018135
82% 0,019390
88%
Oleico C18:1 15,2 0,044180
41% 0,031689
29%
Linoleico C18:2 0,008603
67% 0,008729
68%
Total 98,2 50% 43%
Rendimento Total (%) 67 59
Reação 4
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,026342
97% 0,016597
61%
Cáprico C10 4,5 0,024946
73% 0,016241
48%
Láurico C12 44,7 0,214909
65% 0,148302
45%
Mirístico C14 17,5 0,081177
64% 0,060310
47%
Palmítico C16 9,7 0,055247
79% 0,042206
60%
Esteárico C18 3,1 0,018821
85% 0,015599
70%
Oleico C18:1 15,2 0,031321
29% 0,017350
16%
Linoleico C18:2 0,007847
61% 0,006545
51%
Total 98,2 46% 32%
Rendimento Total (%) 63 44

60
Reação 5
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,024858
92% 0,016159
59%
Cáprico C10 4,5 0,023737
70% 0,015744
46%
Láurico C12 44,7 0,214427
65% 0,153789
46%
Mirístico C14 17,5 0,045333
35% 0,060979
48%
Palmítico C16 9,7 0,050672
73% 0,044891
64%
Esteárico C18 3,1 0,014164
64% 0,015534
70%
Oleico C18:1 15,2 0,024213
22% 0,010986
10%
Linoleico C18:2 0,003980
31% 0,005417
42%
Total 98,2 40% 32%
Rendimento Total (%) 54 44
Reação 6
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,026605
98% 0,020512
76%
Cáprico C10 4,5 0,026279
77% 0,020163
59%
Láurico C12 44,7 0,230784
70% 0,187190
57%
Mirístico C14 17,5 0,082142
64% 0,077217
60%
Palmítico C16 9,7 0,053224
76% 0,053733
77%
Esteárico C18 3,1 0,014923
67% 0,017107
77%
Oleico C18:1 15,2 0,026478
24% 0,019853
18%
Linoleico C18:2 0,004781
37% 0,006043
47%
Total 98,2
46% 0,026605
Rendimento Total (%) 63 54
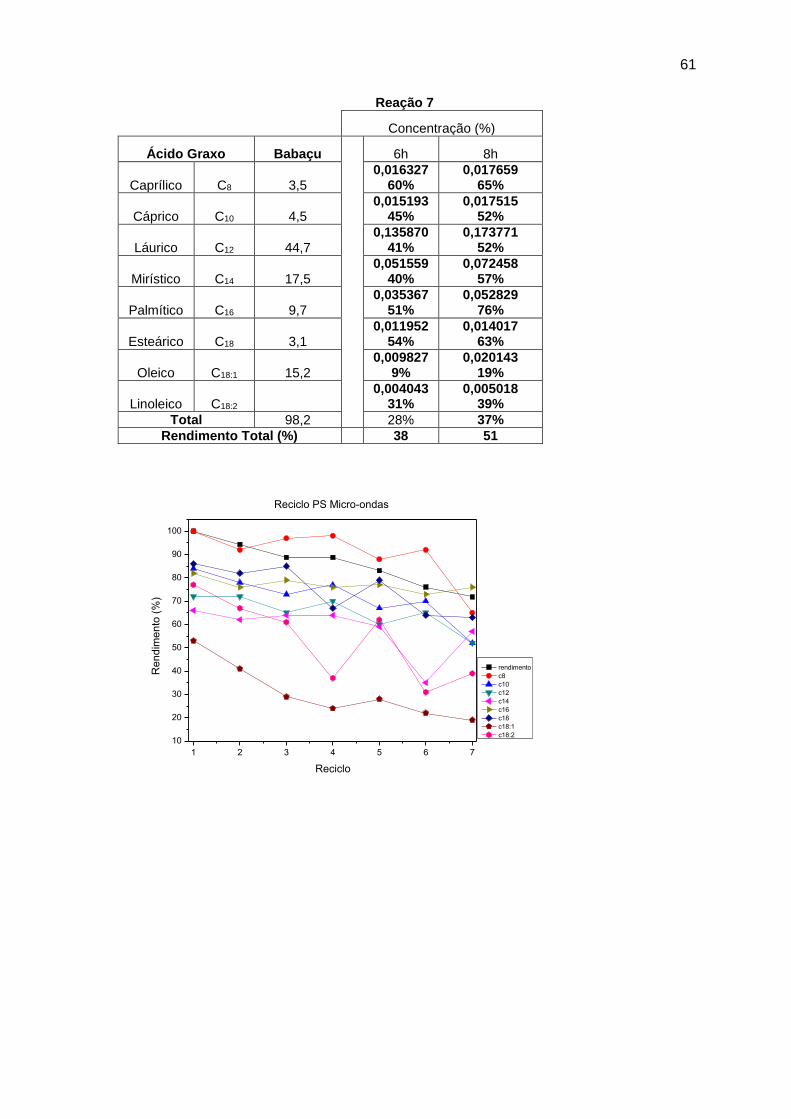
61
Reação 7
Concentração (%)
Ácido Graxo Babaçu
6h 8h
Caprílico C8 3,5 0,016327
60% 0,017659
65%
Cáprico C10 4,5 0,015193
45% 0,017515
52%
Láurico C12 44,7 0,135870
41% 0,173771
52%
Mirístico C14 17,5 0,051559
40% 0,072458
57%
Palmítico C16 9,7 0,035367
51% 0,052829
76%
Esteárico C18 3,1 0,011952
54% 0,014017
63%
Oleico C18:1 15,2 0,009827
9% 0,020143
19%
Linoleico C18:2 0,004043
31% 0,005018
39%
Total 98,2 28% 37%
Rendimento Total (%) 38 51
1 2 3 4 5 6 7
10
20
30
40
50
60
70
80
90
100
Re
nd
ime
nto
(%
)
Reciclo PS Micro-ondas
Reciclo
rendimento
c8
c10
c12
c14
c16
c18
c18:1
c18:2