seam welded air-hardenable corrosion resistant steel tubing · seam welded air-hardenable corrosion...
TRANSCRIPT

KVA, Inc. Page 1 4/5/2005
Seam Welded Air-Hardenable Corrosion Resistant Steel Tubing:
Automotive Applications Overview
Danny Codd, P.E.
KVA Incorporated April 5, 2005
KVA, Inc. / 124 S. Market Place, Suite 200 / Escondido, CA. 92029 U.S.A.
(760) 489-5821 phone (760) 489-5823 fax 1-888-410-WELD
www.kvastainless.com

KVA, Inc. Page 2 4/5/2005
Automotive Applications Overview:
KVA has developed a proprietary method to produce welded tubular forms, and shelled structures, using martensitic corrosion-resistant steels. High strength structural shapes can now be integrated into high performance structural assemblies to reduce weight, increase strength and stiffness, without significant cost increases. Entire assemblies can be heat treated to uniform microstructures and hardness/strength levels tailored to the individual application. Tensile strengths in excess of 200 ksi (1400 Mpa) are capable from simple low-cost, air-hardening quench processes. Excellent mechanical properties, including specific strength and stiffness, toughness and fatigue performance, in addition to corrosion-resistance, can be achieved using martensitic stainless steels in place of other materials. KVA’s technology has overcome the conventional limitations of high-speed welding air-hardenable martensitic stainless steels. Previous production difficulties, such as cold-cracking of the heat-affected-zone under mechanical straining and forming, have been eliminated. The result is that martensitic stainless steels can now be used in a wide variety of structural applications, without major cost increases. Ideal applications of tubular/shelled welded martensitic structures in the automotive industry include:
• Removable chassis components (frame crossmembers, suspension control arms, etc.)
• Side impact intrusion beams • Vehicle seat frames and supports • Entire chassis frame rails • Entire vehicle spaceframes
KVA, Inc. Page 3 4/5/2005
Material Description and Properties: Stainless Steels
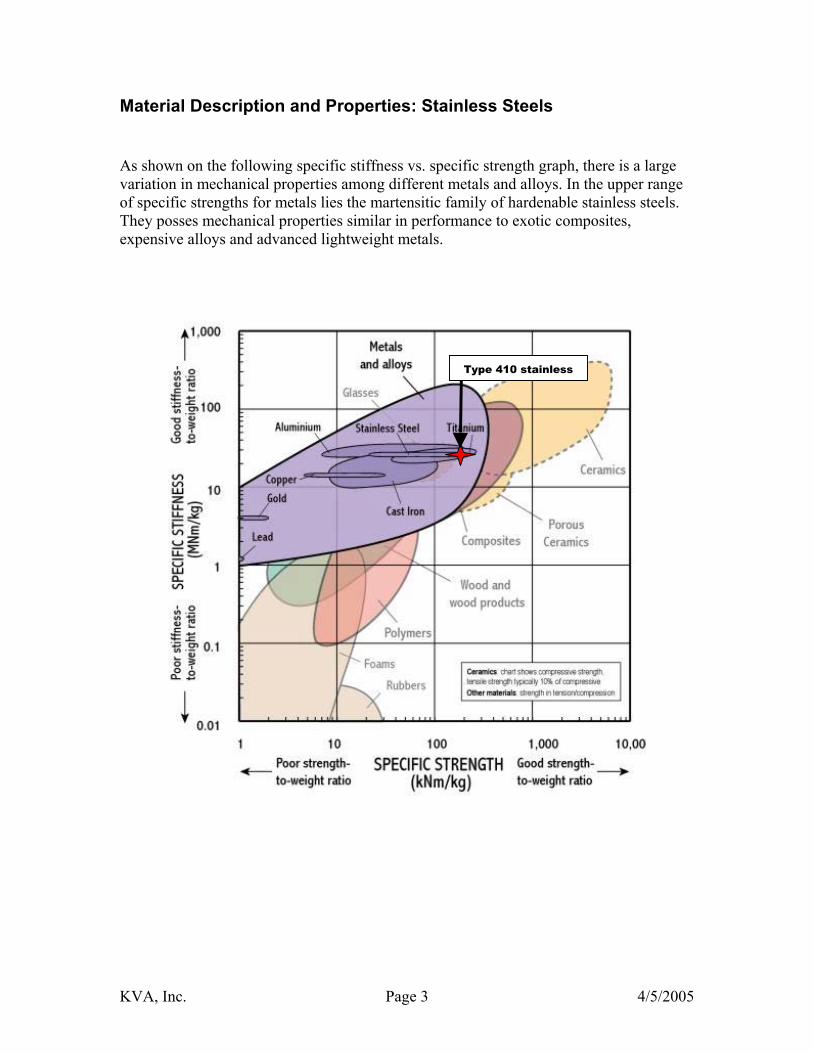
As shown on the following specific stiffness vs. specific strength graph, there is a large variation in mechanical properties among different metals and alloys. In the upper range of specific strengths for metals lies the martensitic family of hardenable stainless steels. They posses mechanical properties similar in performance to exotic composites, expensive alloys and advanced lightweight metals.
Type 410 stainless
KVA, Inc. Page 4 4/5/2005
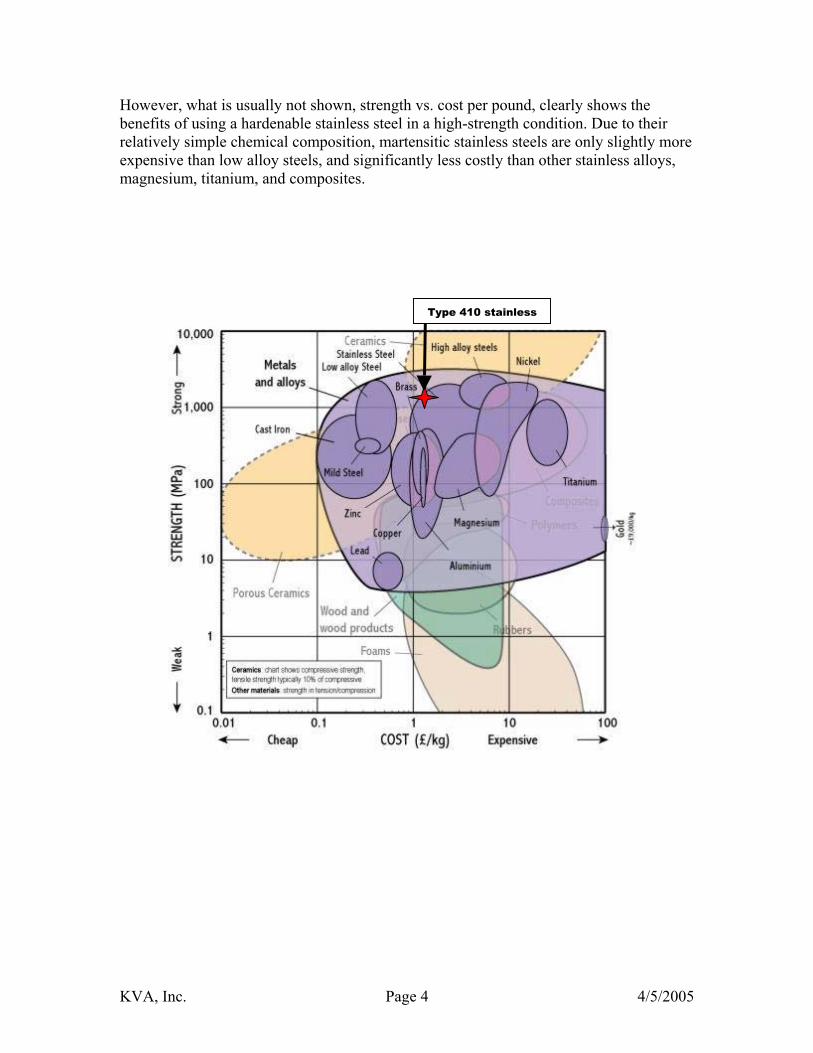
However, what is usually not shown, strength vs. cost per pound, clearly shows the benefits of using a hardenable stainless steel in a high-strength condition. Due to their relatively simple chemical composition, martensitic stainless steels are only slightly more expensive than low alloy steels, and significantly less costly than other stainless alloys, magnesium, titanium, and composites.
Type 410 stainless

KVA, Inc. Page 5 4/5/2005
Schaeffler constitution diagram for stainless steels
The above Schaeffler diagram plots nickel vs. chromium equivalents to depict the relationship between composition and microstructure for stainless steels. The five main groups are: martensitic, austenitic, ferritic, duplex, and precipitation-hardening stainless steels. Descriptions of the most common groups are given below: Ferritic stainless steels are chromium-containing alloys with body-centered-cubic (BCC) crystal structures. They are magnetic, have good ductility and formability, but have relatively poor strengths due to limited carbon content. As a result, they are not hardenable by heat treatment. Corrosion resistance is fair in most environments. Type 409 (exhaust systems) and type 434 (trim) have been used in the automotive industry for non-structural applications. Austenitc alloys have a face-centered-cubic (FCC) crystal structure, through the liberal use of austenitizing elements such as nickel, manganese and nitrogen. These steels are non-magnetic and can be hardened only by cold working. Due to their high alloy content, they possess excellent corrosion resistance, but they are expensive and not typically used in automobiles. Martensitic stainless steels are essentially alloys of chromium and sufficient carbon content that transform into a distorted BCC martensite structure after hardening. They are magnetic, and are formulated to respond well to heat treatment. Similar to non-stainless hardenable steels, the maximum attainable hardness, and strength, is in direct proportion to the amount of carbon present in the alloy. However, the chromium present in the alloy alloys for maximum hardness to be reached in all but the thickest sections by

KVA, Inc. Page 6 4/5/2005
austenitizing, and quenching in air (air-cooling). Corrosion resistance in common environments is good; many times better than mild steel, but not to the level of austenitic stainless grades. Martensitic stainless steels are specified when the application requires good tensile strength, creep, and fatigue strength properties, in combination with moderate corrosion resistance and heat resistance up to approx. 1200 °F. Typical uses of this grade include cutlery, turbine engines, petrochemical equipment, surgical and dental instruments, scissors, valves, gears, cams and ball bearings.
Family relationships for austenitic stainless steels

KVA, Inc. Page 7 4/5/2005
Family relationships for ferritic stainless steels
Family relationships for martensitic stainless steels
KVA, Inc. Page 8 4/5/2005
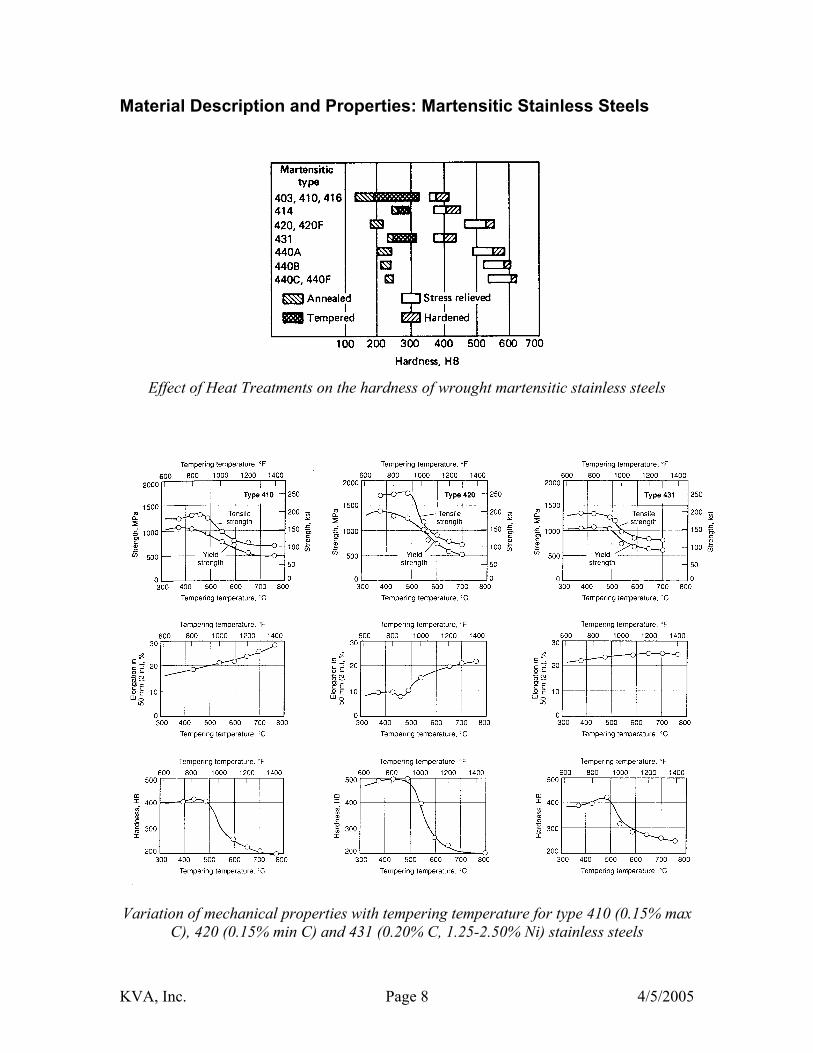
Material Description and Properties: Martensitic Stainless Steels
Effect of Heat Treatments on the hardness of wrought martensitic stainless steels
Variation of mechanical properties with tempering temperature for type 410 (0.15% max C), 420 (0.15% min C) and 431 (0.20% C, 1.25-2.50% Ni) stainless steels

KVA, Inc. Page 9 4/5/2005
Depending on the carbon content, martensitic alloys can be capable of tensile strengths approaching 300 ksi (2000 Mpa). The most common type, 410, can be hardened to approximately 210 ksi (1400 Mpa) in an as quenched-state. However, a tempering operation is usually performed to increase ductility and reduce brittleness. It should be noted, like all BCC steels, martensitic stainless steels exhibit a decreasing resistance to impact with decreasing temperature. The temperature range to which the ductile-to-brittle transition temperature (DBTT) appears is affected by heat treatment, composition, and cold work. The following DBTT curve shows the effect of tempering temperature on fracture toughness.
Typical Transition behavior of type 410 martensitic stainless steel.
KVA, Inc. Page 10 4/5/2005
Martensitic Stainless Steels: Welding Behavior
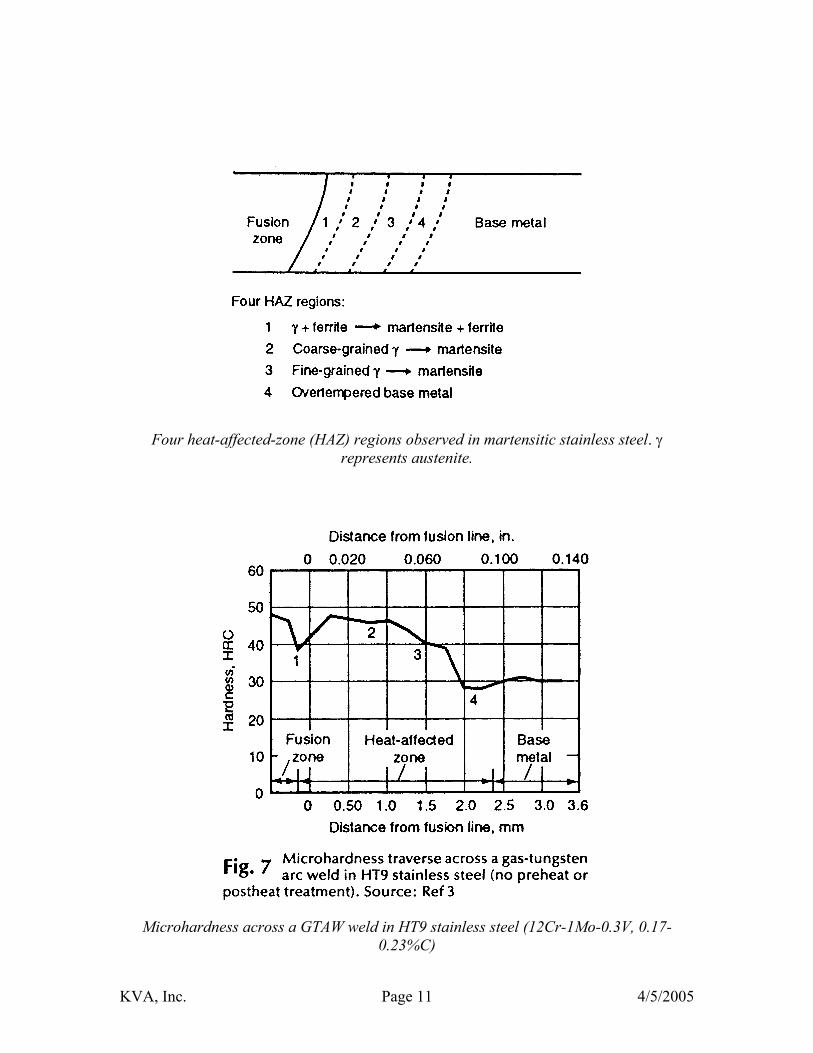
Due martensitic stainless steel’s composition being specially formulated to render it heat treatable by a quench and temper process, it presents some unique problems during welding. The thermal cycle of heating and cooling, which occurs within the confined heat-affected-zone (HAZ) during welding, is equivalent to a quenching cycle. The resulting high carbon martensitic structure produced is extremely brittle in the untempered condition. Cracking of the weld zone can occur for several reasons, including:
• Hydrogen induced cold-cracking, due to trapped hydrogen in the distorted BCC martensite crystal structure. Tensile stress applied to the weld increases the risk of cracking.
• Thermal induced stresses, due to the heat input during welding, degree of joint restraint, and the volume change upon martensite transformation.
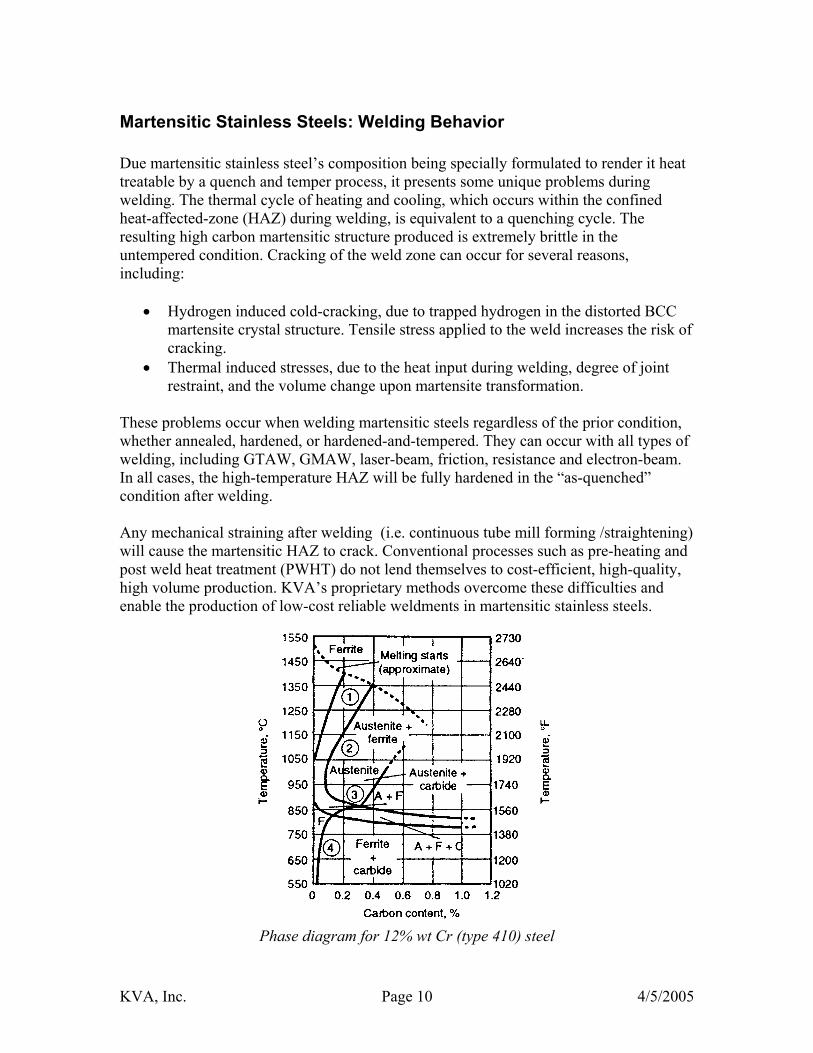
These problems occur when welding martensitic steels regardless of the prior condition, whether annealed, hardened, or hardened-and-tempered. They can occur with all types of welding, including GTAW, GMAW, laser-beam, friction, resistance and electron-beam. In all cases, the high-temperature HAZ will be fully hardened in the “as-quenched” condition after welding. Any mechanical straining after welding (i.e. continuous tube mill forming /straightening) will cause the martensitic HAZ to crack. Conventional processes such as pre-heating and post weld heat treatment (PWHT) do not lend themselves to cost-efficient, high-quality, high volume production. KVA’s proprietary methods overcome these difficulties and enable the production of low-cost reliable weldments in martensitic stainless steels.
Phase diagram for 12% wt Cr (type 410) steel
KVA, Inc. Page 11 4/5/2005
Four heat-affected-zone (HAZ) regions observed in martensitic stainless steel. γ represents austenite.
Microhardness across a GTAW weld in HT9 stainless steel (12Cr-1Mo-0.3V, 0.17-
0.23%C)

KVA, Inc. Page 12 4/5/2005
Microhardness across a Electron-Beam weld in HT9 stainless steel (12Cr-1Mo-0.3V,
0.17-0.23%C)
Hardness across a Laser weld in HT9 stainless steel (12Cr-1Mo-0.3V, 0.17-0.23%C)
Microhardness across a Friction weld in type 440C stainless steel
KVA, Inc. Page 13 4/5/2005
Test results: KVA processing technology
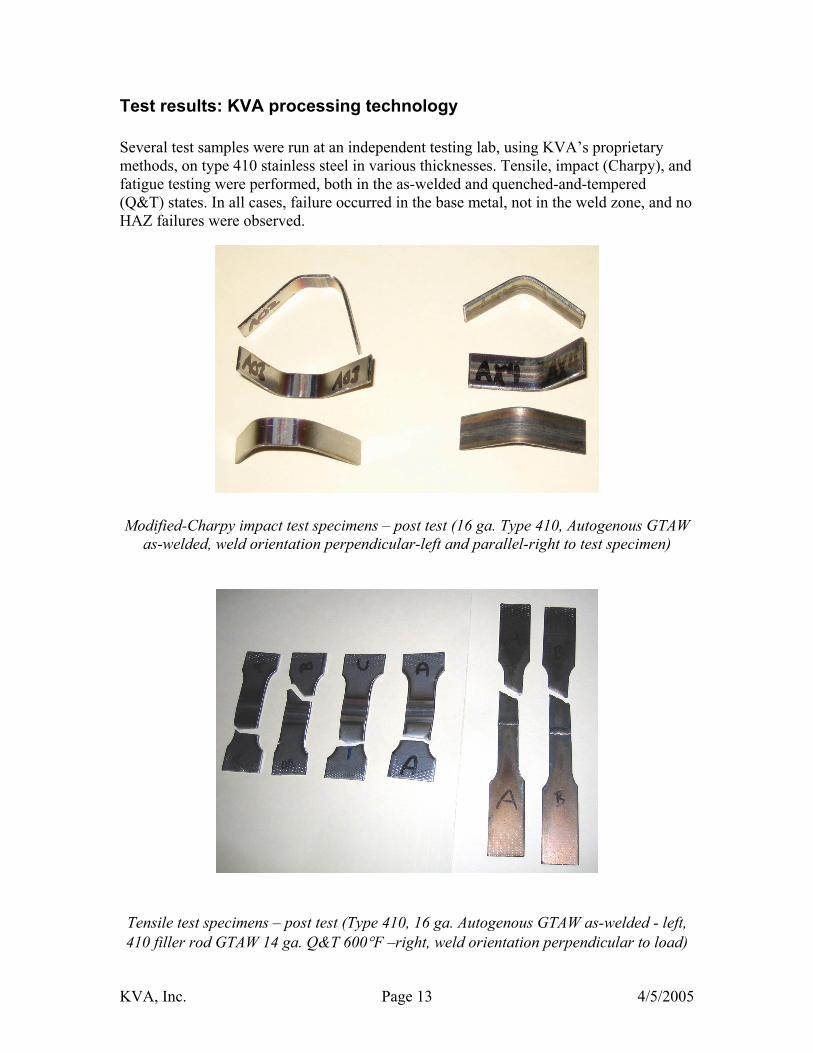
Several test samples were run at an independent testing lab, using KVA’s proprietary methods, on type 410 stainless steel in various thicknesses. Tensile, impact (Charpy), and fatigue testing were performed, both in the as-welded and quenched-and-tempered (Q&T) states. In all cases, failure occurred in the base metal, not in the weld zone, and no HAZ failures were observed.
Modified-Charpy impact test specimens – post test (16 ga. Type 410, Autogenous GTAW
as-welded, weld orientation perpendicular-left and parallel-right to test specimen)
Tensile test specimens – post test (Type 410, 16 ga. Autogenous GTAW as-welded - left, 410 filler rod GTAW 14 ga. Q&T 600°F –right, weld orientation perpendicular to load)
KVA, Inc. Page 14 4/5/2005
Potential Applications: Automotive chassis/structural components
Chassis Crossmembers (Ford F150 prototype 1B Crossmember)
Seat Frames and Support Structures

KVA, Inc. Page 15 4/5/2005
Intrusion Protection Structures (side impact protection beam)
Suspension Components (“TRUGGY” control arms)

KVA, Inc. Page 16 4/5/2005
Complete Vehicle Chassis
Complete Vehicle Spaceframes
KVA, Inc. Page 17 4/5/2005
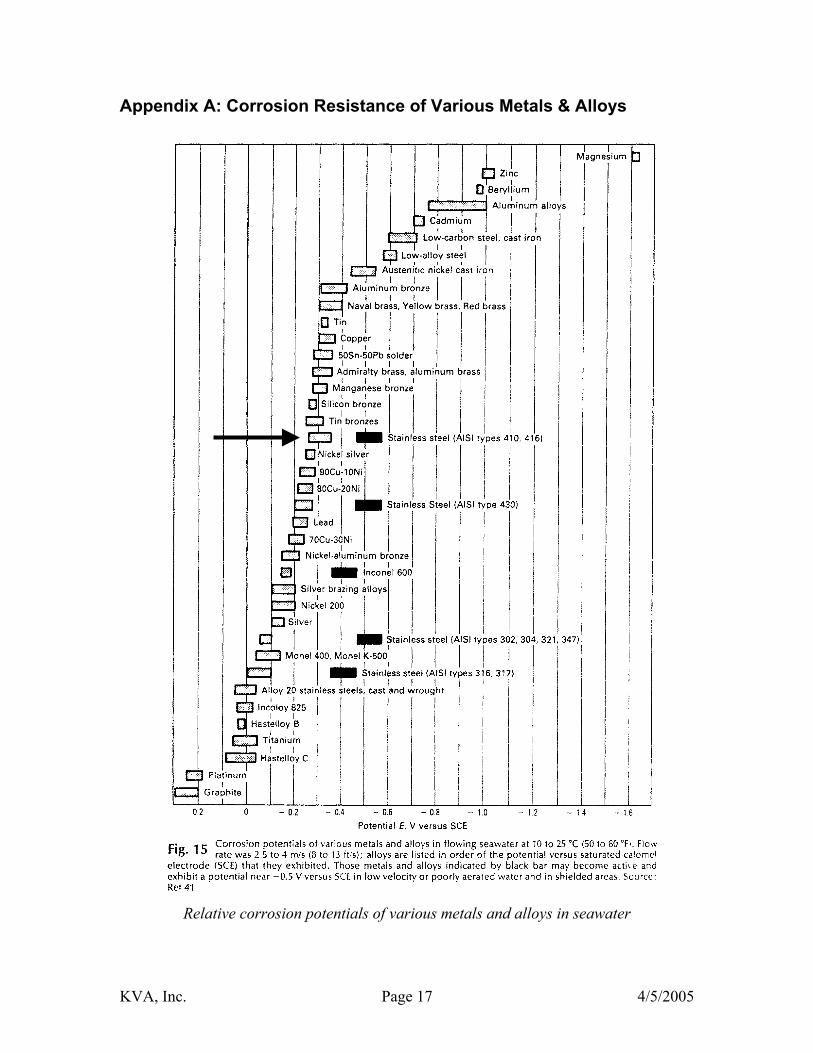
Appendix A: Corrosion Resistance of Various Metals & Alloys
Relative corrosion potentials of various metals and alloys in seawater

KVA, Inc. Page 18 4/5/2005
General corrosion resistance of stainless steel in various environments

KVA, Inc. Page 19 4/5/2005
Appendix B: Fabrication Process Suitability of Various Stainless Steels
Relative ease of fabrication methods for various stainless steels

KVA, Inc. Page 20 4/5/2005
Comparison of ductility for deep drawing of various stainless steels

KVA, Inc. Page 21 4/5/2005
Comparative dynamic hot hardness vs. temperature (forgeability) for various ferrous alloys

KVA, Inc. Page 22 4/5/2005
General comparison of machinability of stainless steels compared to AISI B1112 using high-speed tools.
KVA, Inc. Page 23 4/5/2005
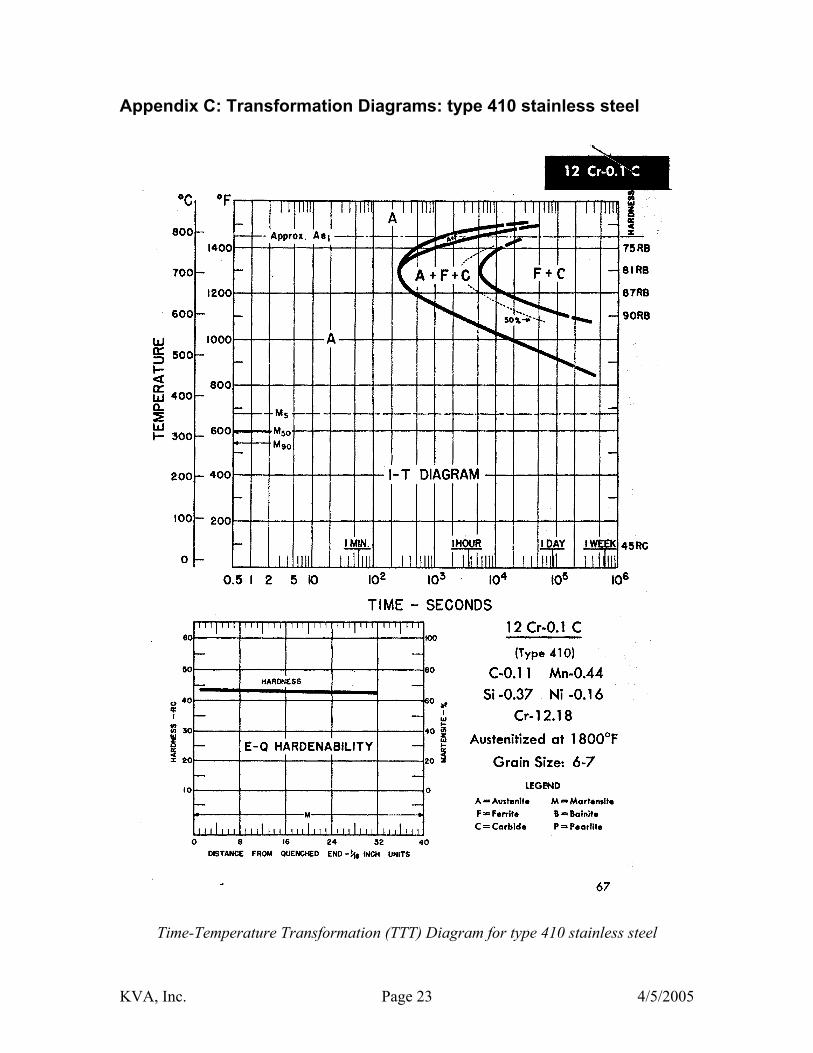
Appendix C: Transformation Diagrams: type 410 stainless steel
Time-Temperature Transformation (TTT) Diagram for type 410 stainless steel

KVA, Inc. Page 24 4/5/2005
Continuous Cooling Transformation (CCT) Diagram for type 410 stainless steel

KVA, Inc. Page 25 4/5/2005
Appendix D: References
Atlas of Isothermal Transformation Diagrams, 2nd edition, US Steel Corp., 1951 Atlas of Isothermal Transformation and Cooling Diagrams, American Society for Metals, 1977 M. Atkins, Atlas of Continuous Cooling Transformation Diagrams for Engineering Steels, American Society for Metals, 1980 ASM Handbook, Volume 1, 10th edition, Properties & Selection: Irons, Steels, and High Performance Alloys, American Society for Metals, 1991 ASM Handbook, Volume 4, 10th edition, Heat Treating, American Society for Metals, 1991 ASM Handbook, Volume 6, 10th edition, Welding, Brazing and Soldering, American Society for Metals, 1993 SAE/AMS 2759C, Heat Treatment of Steel Parts: General Requirements, Society of Automotive Engineers, rev. June 2000 SAE/AMS 2759/5D, Heat Treatment: Martensitic Corrosion Resistant Steel Parts, Society of Automotive Engineers, rev. June 2004 MIL-H-6875, Military Specification: Heat Treatment of Steel, Process for, US Department of Defense, rev. Feb 1999