scale-up & scale-down between the two worlds of shaken … aachen.pdf · 1.00e+01 1.00e+02...
TRANSCRIPT

www.avt.rwth-aachen.de
Prof. Dr.-Ing. Jochen Büchs
AVT - Biochemical Engineering, RWTH Aachen University
Sammelbau Biologie, D - 52074 Aachen, Germany
e-mail: [email protected]
www.avt.rwth-aachen.de
Scale-up & scale-down between the two
worlds of shaken and stirred bioreactors
CLIB-Forum Scale-Up & Scale-Down, Monheim 3. 4. 2014
www.avt.rwth-aachen.de
2
Traditional way of process development
Production scaleShake flaskculture systems
Bench scale
Screening Process development ProductionScreening Process development Production
Clearly separated tasksperformed by people with different educational background

www.avt.rwth-aachen.de
3
Current way of process development
Production scaleBench scale
Screening Process development Production(micro bioreactors) (mini bioreactors)
Screening Process development Production
Larger number of smaller parallel bioreactors
Micro titre plateculture systems
www.avt.rwth-aachen.de
4
Exp
erim
enta
l th
rou
gh
pu
t
On-line measurement, feeding and controloptions
M
Screening
Processdevelopment
High throughput high information content

www.avt.rwth-aachen.de
5
Exp
erim
enta
l th
rou
gh
pu
t
M
Scale-up &
Scale-down
Screening
Processdevelopment
On-line measurement, feeding and controloptions
High throughput high information content
www.avt.rwth-aachen.de
6
On-line measurement, feeding and controloptions
Exp
erim
enta
l th
rou
gh
pu
t
M
High throughput and (!) high information content
On-line monitoring
feeding
BioLector(Pro)
RAMOS
FeedBeads & FeedPlates

www.avt.rwth-aachen.de
7
M
Important engineering parameters of a bioprocess
L- and m3-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
It is in general only possible to keep one single
parameter constant during change of scale.
It is in general only possible to keep one single
parameter constant during change of scale.
The most relevant parameter has to be found
for each specific fermentation system.
It is in general only possible to keep one single
parameter constant during change of scale.
The most relevant parameter has to be found
for each specific fermentation system.
Well established methodology with the
exception of some specific fields
www.avt.rwth-aachen.de
8
M
Important engineering parameters of a bioprocess
L- and m3-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity

www.avt.rwth-aachen.de
9
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
www.avt.rwth-aachen.de
10
Quantification of specific power input (P/VL) [kW/m3]
based on torque measurement
Multi flask measuring device
One flask device
Büchs et al., Biotechnol. Bioeng. 68 (2000) 589-593

www.avt.rwth-aachen.de
11
0
2
4
6
8
10
12
80 120 160 200 240 280 320
Shaking frequency (n) [rpm]
Sp
ec
. p
ow
er
inp
ut
(P/V
)
[kW
/m³]
95.6 mPas
59.3 mPas
34.3 mPas
17.4 mPas
4.4 mPas
0.8 mPas (water)
viscosity
Influence of viscosity on spec. power input1 l flask, 100 ml filling volume, 5 cm shaking diameter
Same order of magnitude as in larger
e.g. stirred tank reactors !!
Büchs et al., Biotechnol. Bioeng. 68 (2000) 594-601
www.avt.rwth-aachen.de
12
0
2
4
6
8
10
12
80 120 160 200 240 280 320
Shaking frequency (n) [rpm]
Sp
ec
. p
ow
er
inp
ut
(P/V
)
[kW
/m³]
95.6 mPas
59.3 mPas
34.3 mPas
17.4 mPas
4.4 mPas
0.8 mPas (water)
viscosity
Influence of viscosity on spec. power input1 l flask, 100 ml filling volume, 5 cm shaking diameter
Büchs et al., Biotechnol. Bioeng. 68 (2000) 594-601
www.avt.rwth-aachen.de
Büchs et al., Biotechnol. Bioeng. 68 (2000) 594-60113
0.01
0.1
1
10
1.00E+01 1.00E+02 1.00E+03 1.00E+04 1.00E+05 1.00E+06
Betriebspkt "außer Phase"
100 ml shaking flask
250 ml "
300 ml "
500 ml "
1000 ml "
2000 ml "
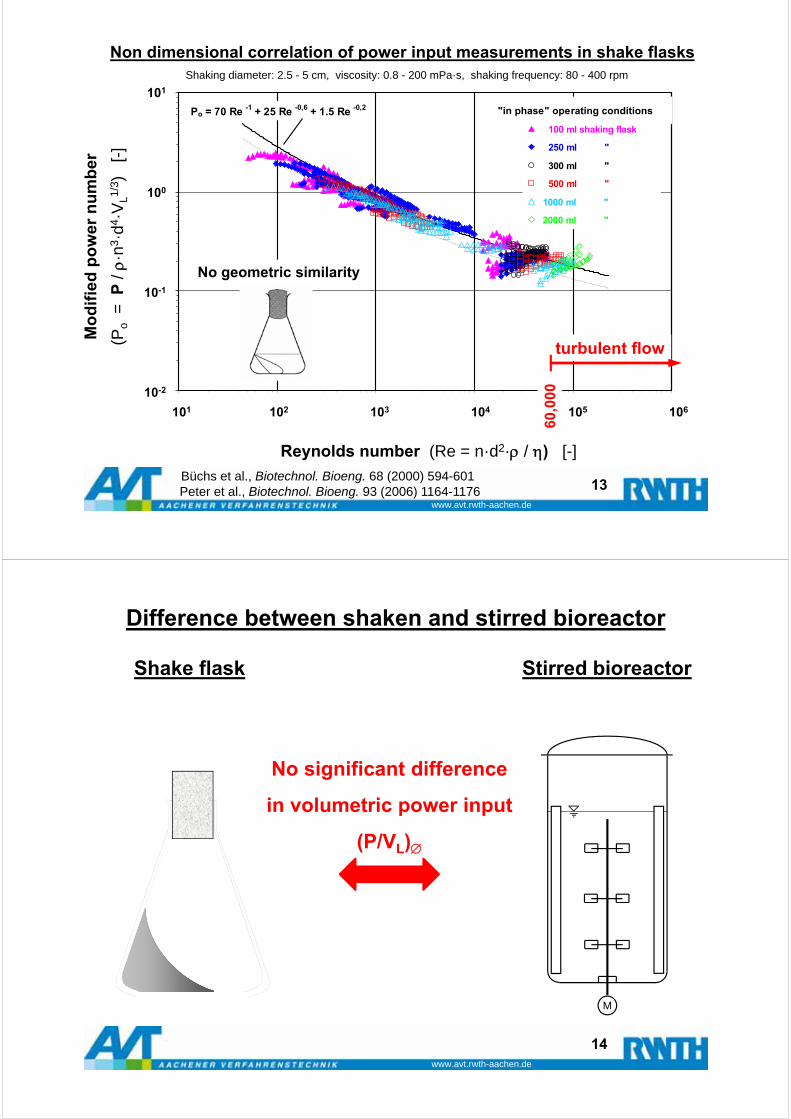
"in phase" operating conditionsPo = 70 Re -1 + 25 Re -0,6 + 1.5 Re -0,2
101 102 103 104 105 106
101
100
10-1
10-2
Shaking diameter: 2.5 - 5 cm, viscosity: 0.8 - 200 mPa·s, shaking frequency: 80 - 400 rpm
Ne‘
=
[
-]
P
·
n3
· d
4·
VL
1/3
Reynolds number (Re = n·d2· / ) [-]
Mo
dif
ied
po
wer
nu
mb
er
(Po
= P
/ ·n
3 ·d4
·VL1/
3 )
[-]
turbulent flow
60,0
00
Non dimensional correlation of power input measurements in shake flasks
Peter et al., Biotechnol. Bioeng. 93 (2006) 1164-1176
No geometric similarity
www.avt.rwth-aachen.de
14
Difference between shaken and stirred bioreactor
Shake flask Stirred bioreactor
M
No significant difference
in volumetric power input
(P/VL)

www.avt.rwth-aachen.de
15
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
www.avt.rwth-aachen.de
16
Operating conditions:
flask volume: 250 mL
shaking diameter: 2.5 cm
shaking frequency: 200 rpm
filling volume: 26 mL
Liquid distribution
in shake flasks
x-axis [cm]
y-axis [cm]
0
1
2
3
4
5
6
Height [cm]
Maximalliquid height
(3.07 cm)
-4
-3
-2
-1
0
1
2
3
4
-4 -3 -2 -1 0 1 2 3 4
axis ofrotation
A B
View: A-B
1
2
3
4
0
1
2
3
4
5
6
hei
gh
t
[cm
]
maximum liquid height
(3.07 cm)
y-ax
is
[cm
]
x-axis [cm]
axis of rotation
sectional drawing A - B
-4
-3
-2
-1A B
-4 -3 -2 -1 0 1 2 3 4
Büchs et al., Bioproc. Biosystems Eng. 34 (2007), 200–208

www.avt.rwth-aachen.de
17
200 120010008006004000
bulk liquid surface - area
film + bulk liquid surface - area
0
200
400
600
800
1000
1200
Measured mass transfer area a [m2/m3]
250 ml- flask without baffles, 10 - 50 ml filling volume, 2.5 - 5 cm shaking diameter
Relevant specific mass transfer area in hydophilic shaking flasks
Cal
cula
ted
mas
s tr
ansf
er a
rea
a[m
2 /m
3 ]
Maier and Büchs, Biochem. Eng J. 7 (2001) 99-106
www.avt.rwth-aachen.de
18
Influence of the flask surface properties on the OTR
shaking diameter d0 = 4.2 cm, filling volume VL = 26mL
300250200150100500
5
10
15
20
Shaking frequency n [1/min]
normal hydrophilicflask
hydrophobic flaskOxy
gen
tra
nsf
er r
ate
OT
R[m
mo
l/l/h
]
normal hydrophilicflask
Max
imu
m o
xyg
en t
ran
sfer
cap
acit
y
(OT
Rm
ax)
[m
mo
l/L/h
]
Disposable plastic flasks (hydrophobic) have a
lower OTRmax than hydrophilic glass flasks!
Shaking frequency (n) [rpm]
Maier and Büchs, Biochem. Eng J. 7 (2001) 99-106

www.avt.rwth-aachen.de
Typ
ical
tre
nd
of
OT
Rm
ax in
a s
tirr
ed t
ank
[per
cen
tag
e o
f O
TR
ma
x,
1m
Pa
s]
Max
imu
m o
xyg
en t
ran
sfer
cap
acit
y(O
TR
max
) [
mm
ol/L
/h]
0 10 20 30 40 50 60 70 8020
25
30
35
40
45
0
20
30
35
40
100
Viscosity () [mPa·s]
Oxygen transfer in bioreactors as function of viscosity
80
60
40
250 mL shake flask20 mL filling volume
350 rpm
91 % of 1 mPa·s
4.7 % of 1 mPa·sstirred tank
bioreactor
19Giese et al., Biotechnol. Bioeng. 111 (2014), 295–308
www.avt.rwth-aachen.de
20
Difference between shaken and stirred bioreactor
M
Flask wall surface property
play a crucial role for OTRmax.
OTRmax (at 1 mPa·s) slightly
superior in stirred compared to
unbaffled shaken bioreactor.
Superior performance of shake
flask at elevated viscosities.
Shake flask Stirred bioreactor

www.avt.rwth-aachen.de
21
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
www.avt.rwth-aachen.de
22
with OTRmax maximum oxygen transfer capacity [mol/L/h]
kLa mass transfer coefficient [1/s]
(P/VL) specific power input [kW/m3]
ug superficial gas velocity [m/s]
a, b broth and reactor dependent empirical parameters [-]
bg
a
ØLLmax uV/P~ak~OTR
Oxygen mass transfer in a bubble aerated stirred tank bioreactorOxygen mass transfer in a bubble aerated stirred tank bioreactor

www.avt.rwth-aachen.de
kLa: mass transfer coefficient [1/s]
ug: superficial gas velocity [m/s]
Specific power input (P/VL)Ø [W/m3]
10
1
0.1
100 1000
k La
/ ug
0.55
4
airoxygen
0.5 M Na2SO4 solution
(after Moucha et al., 1995)
Strong correlation between oxygen mass transfer (kLa) and
power input (P/VL) in bubble aerated stirred tank bioreactors
23
www.avt.rwth-aachen.de
Cavity behind
a stirrer blade
Power input is required to disperse the
bubbles in the vicinity of the stirrer blades.
24
M
Strong correlation between oxygen mass transfer (kLa) and
power input (P/VL) in bubble aerated stirred tank bioreactors

www.avt.rwth-aachen.de
25
Is oxygen mass transfer (kLa) a strict function of power
input (P/VL)Ø in shake flask bioreactors ?
Shaking frequency (n) = const.
Shaking diameter (d0) = const.
Relative filling volume (VL/d3) = const. kLa
d - 0.57
d
d d
(P/VL)Ø
d 1.6
Shake flasks are surface aerated, not bubble aerated !
www.avt.rwth-aachen.de
Relation between oxygen transfer and spec. power input
Oxygen transfer (OTRmax, kLa) and spec. power input (P/VL)Ø
of shake flask bioreactors are not directly related (!), in
contrast to bubble aerated bioreactors like stirred tanks.
OTRmax ~ kLa ≠ f (P/VL)Ø
Interfacial area for momentum transfer
(power input and hydromechanical stress)
Interfacial area for gas/liquid mass transfer
Oxygen transfer and power input are locally
separated in shake flask bioreactors !
26

www.avt.rwth-aachen.de
27
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
www.avt.rwth-aachen.de
28
0,000
0.005
0.010
0.015
0.020
0.025
0.030
0.035
0 200 400 600 800 1000
Shaking frequency (n) [rpm]
50 mm
25 mm
12.5 mm
6 mm
3 mm
Shaking diameter
Maximum oxygen transfer capacities in 96 well micro titre plates
200 µl filling volume
Max
imu
m o
xyg
en t
ran
sfer
cap
acit
y (O
TR
max
)
[mo
l/L/h
]
It is impossible to supply
bacterial and yeast sufficiently
with oxygen in 96 well MTPs !
Hermann et al., Biotechnol. Bioeng. 81 (2003) 178-186

www.avt.rwth-aachen.de
29
Introduction of Baffles – Sets of Geometries
Reference: 48-well micro titer plate with round well geometryAlternative prototypes: constant cross sectional area (of 112 mm2) per well
constant filling height
Increasing number of edges
Rounding of edges from square to circle
Rounding of edges from pentagon to circle
Funke et al., Biotechnol. Bioeng. 103 (2009) 1118-1128
www.avt.rwth-aachen.de
30
Introduction of Baffles – Multiform Baffles
Funke et al., Biotechnol. Bioeng. 103 (2009) 1118-1128

www.avt.rwth-aachen.de
31
Commercialized by
m2p-labs,
Aachen
“Flower plates”48 well design with optodes at the bottom for pH and DOT measurement
Funke et al., Biotechnol. Bioeng. 103 (2009) 1118-1128
www.avt.rwth-aachen.de
32Culture time [h]
Oxy
gen
tra
nsf
er r
ate
[m
mo
l/L/h
]
E. coli K12, mineral medium with 20 g/L glucose, 200 mM MOPS, 37°C, 1000 rpm
Sufficient oxygen supply by novel MTP design
OTRmax for 200 µL in normal 96 well MTP
Funke et al., Biotechnol. Bioeng. 103 (2009) 1118-1128

www.avt.rwth-aachen.de
33
Difference between shaken and stirred bioreactor
Shaken bioreactor Stirred bioreactor
M
With carefully designed
baffles shaken bioreactors
can reach OTRmax similar to
stirred bioreactors.
www.avt.rwth-aachen.de
34
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity

www.avt.rwth-aachen.de
35
(P/V)max
(P/V)Ø 2 - 7
M
(P/V)max
(P/V)Ø 50 - 100
M
Hydromechanical stress in shake flasks and stirred tanks
(P/VL)max
(P/VL)Ø
2 - 7?
Using the larges possible geometric element
(reactor wall and bottom) for power input results in
its most even introduction into the culture liquid.
Peter et al., Biotechnol. Bioeng. 93 (2006) 1164-1176
(P/VL)max
(P/VL)Ø
50 - 100(P/VL)max
(P/VL)Ø
50 - 100
www.avt.rwth-aachen.de
36
(P/V)max
(P/V)Ø 2 - 7
M
(P/V)max
(P/V)Ø 50 - 100
Hydromechanical stress in shake flasks and stirred tanks
This significant difference is unavoidable and
may cause major scale-up problems !
(P/VL)max
(P/VL)Ø
50 - 100(P/VL)max
(P/VL)Ø
2 - 7Same order of magnitude
Peter et al., Biotechnol. Bioeng. 93 (2006) 1164-1176

www.avt.rwth-aachen.de
37
Important engineering parameters of a bioprocess
µL- and mL-scale1) specific power consumption, (P/VL)
2) O2 - supply, OTRmax or kLa
3) ventilation (stripping of CO2, H2O,
alcohols etc.)
4) degree of mixing and homogeneity
5) hydromechanical stress (damage of
cells, control of morphology), (P/VL)max
6) foam generation and its impact
7) dispersion of an organic liquid phase
8) suspension (homogeneity) of solids
9) non-Newtonian shear rate dependent
viscosity
www.avt.rwth-aachen.de
Flow curves for
fermentation-broths of
Streptomyces tendae
at different times
Dyn
amic
vis
cosi
ty
[Pa·
s]
Shear rate [1/s]10 100 1000
1
0.1
0.01
0.001
200 L stirred tank, 24°C
agitation rate 400 – 800 1/min
Time[h]
38
Viscous fermentation
broths in general show
non-Newtonian
pseudo-plastic or
shear-thinning
flow behaviour !

www.avt.rwth-aachen.de
Shear thinning results in reduced viscosity
(pseudo-plastic flow behaviour)
Static sample
vSample subjected to a flow field
Polymer molecules or hyphae of a filamentous microorganism
The polymer molecules or hype align in parallel according to the flow field,
thereby, reducing the flow resistance.
39
www.avt.rwth-aachen.de
Flow curves for
fermentation-broths of
Streptomyces tendae
at different times
1mK
Power law (or Oswand‘s law)
model for the viscosity of
fermentation broths (valid for
typical shear rates applied):
dynamic viscosity [mPa·s]
K consistency factor [mPa·sm]
m flow behaviour index [-]
shear rate [1/s]
Dyn
amic
vis
cosi
ty
[Pa·
s]
Shear rate [1/s]10 100 1000
1
0.1
0.01
0.001
200 L stirred tank, 24°C
agitation rate 400 – 800 1/min
Time[h]
40

www.avt.rwth-aachen.de
Apparent viscosity for non-Newtonian fluids
To calculate the apparent viscosity in a stirred tank reactor, the
average shear rate ( ) as function of the operating conditions of
the reactor is absolutely (!) essential.
The Metzner-Otto concept has been developed for the laminar flow
regime.
It has also been used for the turbulent flow regime, although the
justification of this approach has never been proven:
dynamic viscosity Pa·s
shear stress Pa
shear rate 1/s
K consistency factor Pa·sm
m flow behaviour index -
n agitation rate 1/s
A coefficient -
nA with A 11
41
However, this is not justified any
more, according to the newest
findings!
www.avt.rwth-aachen.de
1000
Measured and calculated shear rates after the Metzner-Otto
concept for a non-Newtonian liquid in the turbulent flow regime
Shear rates calculated from heat transfer measurements (Henzler, 2007)
Agitation rate (n) [rpm]
Sh
ear
rate
()
[1/s
]
10
100
0,1 1 10101
102
VL= 0.92 L DR= 0.114 m
VL= 2.5 m3
DR= 1.59 m
0.1 1 10
Metzner-Otto concept
n

www.avt.rwth-aachen.de
L
53
L V
dnPo
V
P
Why is it not plausible to use the Metzner-Otto concept
to calculate the shear rate for turbulent flow conditions
If we assume for scale-up and -down:
1) Turbulent conditions power number (Po) = const.
2) Geometric similarity (VL DR3 and d DR)
3) Constant volumetric power input; (P/VL) = const.
Po power number -
VL filling volume m3
d stirrer diameter m
DR vessel diameter m
P/VL volumetric power input kW/m3
n agitation rate 1/s
n ~ DR-2/3 ~ VL
-2/9
43
www.avt.rwth-aachen.de
0
500
1000
1500
2000
2500
3000
3500
4000
0 50 100 150 200 250 300
Operating points calculated by the Metzner-Otto concept3 Rushton turbine (Po= 4.9) standard configuration, d/DR = 0.4, 2 kW/m3
Xanthan fermentation broth with pseudo-plastic flow behaviour:
K = 30,000 mPa·sm, m = 0.18 (Galindo et al., 1989)
Shear rate [1/s] 44www.avt.rwth-aachen.de
Vis
cosi
ty
[mP
a·s]
100 m3 50 L 1 L stirred tank
These large changes of viscosity
(100m3/1L = 8.2) over the scales
don’t make sense at all !
~ n ~ VL-2/9
for (P/VL) = const.
9/2-LV~n~

www.avt.rwth-aachen.de
45
Is there an alternative to describe the
apparent viscosity for non-Newtonian fluids ?
www.avt.rwth-aachen.de
“Power concept“ from Henzler (1985, 2007) for stirred fermenters :
K consistency factor [Pa·sm]
L empirical coefficient [-]
m flow behaviour index [-]
P power [W]
VL filling volume [m3]
dynamic viscosity [Pa·s]
shear rate [1/s]
(with L = 1 for mass transfer correlations)
General expression for apparent viscosity of non-Newtonian fluids
46
1m1
L1m2
K
VPL
Developed and proven for stirred tanks from 50 L to 80 m3 in size.
This correlation could also be verified for bubble columns.

www.avt.rwth-aachen.de
47
Scale-up and -down of viscous fermentations
Technical scalestirred tank fermentor
Shake flask
culture systems
www.avt.rwth-aachen.de
48
1m
x3/1
L1m
1
L1m
1
d
V
K
VPL
Development of a correlation for the effective shear rate
in shake flasks
From dimensional analysis follows for shake flasks:
d flask diameter [m]
K consistency factor [Pa·sm]
L empirical coefficient [-]
m flow behaviour index [-]
P power [W]
VL filling volume [m3]
x empirical factor [-]
shear rate [1/s]
1m
1
L1m
2
K
VPL
It was promising to find an
equation similar to that for stirred
tanks and bubble columns:
L
x
d flask diameter [m]
K consistency factor [Pa·sm]
L empirical coefficient [-]
m flow behaviour index [-]
P power [W]
VL filling volume [m3]
x empirical factor [-]
shear rate [1/s]
Giese et al., Chem. Eng. Sci. (submitted)

www.avt.rwth-aachen.de
0.2 0.4 0.6 0.8 1.00.5
0.6
0.7
0.8
0.9
1.0
Flow behavior index m [-]
5% 20% 40%
relative filling volume:
(P/VL) = const.
Flask: L = 2.06, x = - 0.331
Stirred tank: L = 1
Comparison of shake flask and stirred tank
49
1mx
3/1L
1m
1
L1m
1
d
V
K
VPL
1m1
L1m2
K
VPL
Shake flasks: Stirred tanks:
Increasing pseudo-plastic flow behaviour
shak
e fl
ask
stir
red
tan
kV
isco
sity
in
[-]
www.avt.rwth-aachen.de
0.2 0.4 0.6 0.8 1.00.5
0.6
0.7
0.8
0.9
1.0
Flow behavior index m [-]
5% 20% 40%
relative filling volume:
(P/VL) = const.
Flask: L = 2.06, x = - 0.331
Stirred tank: L = 1
Comparison of shake flask and stirred tank
50
1mx
3/1L
1m
1
L1m
1
d
V
K
VPL
1m1
L1m2
K
VPL
Shake flasks: Stirred tanks:
Increasing pseudo-plastic flow behaviour
shak
e fl
ask
stir
red
tan
kV
isco
sity
in
[-]
For highly pseudo-plastic fermentation broths the
apparent viscosity will be smaller (1/2) in shake flasks
than in stirred tanks. Taking into account the much larger
negative impact of apparent viscosity on the gas/liquid
mass transfer in stirred tanks, scale-up of processes from
shake flasks is very challenging !

www.avt.rwth-aachen.de
51
Empirical process development and scale-up
Production scaleShake flaskculture systems
Bench scale
Screening Process development ProductionScreening Process development Production
www.avt.rwth-aachen.de
52
Production scaleShake flaskculture systems
Bench scale
Screening Process development ProductionScreening Process development Production
We are looking forward to cooperating with you.
Knowledge based process development and scale-up

www.avt.rwth-aachen.de
Thank you for your
attention !!!53