research article effect of layer thickness in selective...
TRANSCRIPT

Research ArticleEffect of Layer Thickness in Selective Laser Melting onMicrostructure of Al5 wtFe2O3 Powder Consolidated Parts
Sasan Dadbakhsh12 and Liang Hao1
1 College of Engineering Mathematics and Physical Sciences University of Exeter Exeter EX4 4QF UK2Department of Mechanical Engineering KU Leuven Celestijnenlaan 300B PO Box 2420 3001 Leuven Belgium
Correspondence should be addressed to Sasan Dadbakhsh sasandadbakhshmechkuleuvenbe
Received 29 August 2013 Accepted 1 October 2013 Published 2 January 2014
Academic Editors V Calderon X Jia W Li and A Sanchez-Herencia
Copyright copy 2014 S Dadbakhsh and L Hao This is an open access article distributed under the Creative Commons AttributionLicense which permits unrestricted use distribution and reproduction in any medium provided the original work is properlycited
In situ reaction was activated in the powder mixture of Al5 wtFe2O3by using selective laser melting (SLM) to directly fabricate
aluminiummetal matrix composite partsThemicrostructural characteristics of these in situ consolidated parts through SLMwereinvestigated under the influence of thick powder bed 75120583m layer thickness and 50120583m layer thickness in various laser powersand scanning speeds It was found that the layer thickness has a strong influence on microstructural outcome mainly attributedto its impact on oxygen content of the matrix Various microstructural features (such as granular coralline-like and particulateappearance) were observed depending on the layer thickness laser power and scanning speed This was associated with variousmaterial combinations such as pure Al Al-Fe intermetallics and Al(-Fe) oxide phases formed after in situ reaction and laser rapidsolidification Uniformly distributed very fine particles could be consolidated in net-shape Al composite parts by using lower layerthickness higher laser power and lower scanning speed The findings contribute to the new development of advanced net-shapemanufacture of Al composites by combining SLM and in situ reaction process
1 Introduction
Laser beam provides a flexible and intense energy source formaterials processing [1] Over the last decade it is adoptedfor emerging metallic additive manufacturing applicationsin particular selective laser melting (SLM) process whichdirectly produces near net-shape or net-shape parts frommetallic powders The SLM process melts and rapidly solid-ifies a series of layers on top of each other from powdermaterials to form complex three-dimensional parts [2ndash4]SLM has been mostly used to process metals For exampleLouvis et al [5] have reported the SLM behaviour of Alalloys or Buchbinder et al [6] have succeeded to manu-facture dense Al alloy parts using a very high power SLMmachineHowever as a powder based process it also providesgreat opportunity to consolidate second or multiple materialparticles with metal powders to form novel metal matrixcomposites (MMCs)
There is a growing research to develop MMCs viaSLM process [7] In particular SLM is being developedto produce in situ composites from powder mixtures inwhich constituents react together at elevated temperature Inother words SLM ignites a chemical reaction in the powdermixture besides the melting of metallic powders The in situinteraction is considered to provide benefits in terms of fineand uniform distribution of compounds inherent interfacebetween reinforcement and matrix and exothermic energyto facilitate melting and densification These benefits havebeen reported in some pioneering research work on SLM ofin situ MMCs For instance Dadbakhsh and Hao [8] havestudied the SLM of AlFe
2O3powder mixture for the direct
fabrication of in situ Al MMCs The SLM process was foundto be capable of activating an exothermic reaction in thepowder mixture for the improved material melting and theformation of homogenously distributed fine alumina and Al-Fe(-O) particles showing a great promise for a novel in situ
Hindawi Publishing Corporatione Scientific World JournalVolume 2014 Article ID 106129 10 pageshttpdxdoiorg1011552014106129
2 The Scientific World Journal
consolidation approach to fabricate advanced Al MMCs andtheir net-shape components Despite the research worksexploring the SLM feasibility and processability of AlFe
2O3
powder mixtures [8 9] the in situ mechanisms with respectto various parameters such as layer thickness require furtherinvestigations
The SLM usually involves rapid solidification (due to theshort laser-material interaction time and quick movementof laser after melting) The SLM rapid solidification couldmodify the microstructure through microstructural refine-ment solid solubility extension and so forth This can beparticularly interesting for Al alloys where the equilibriumsolid solubility of many elements is very limited [10 11]Therefore the microstructural characteristic of Al MMCparts made by SLM (with a wide range of non-equilibriumphenomena) differs from those produced by conventionalcasting methods These specific microstructural characteris-tics could lead to advanced material properties for novel net-shape MMCs components made by SLM
The SLM process activates exothermic in situ reaction toform new constituents in the mixture of AlFe
2O3powders
and simultaneously leads to rapid solidificationmanipulatingthe microstructure The process parameters can play animportant role in between For example the powder layerthickness can affect the heat of in situ reaction and thesolidification (due to change in heat transfer condition) andsubsequently the microstructure In addition various laserprocessing parameters such as laser power and scanningspeed can influence the material melting and consolida-tion phenomena This work has been dedicated to inves-tigate the microstructural outcome of in situ reaction inAl5 wtFe
2O3powder mixture activated by SLM Effects of
laser power (119875) scanning speed (V) and also layer thickness(119905) on the microstructural evolution phase changes andmaterial microhardness are presented and discussed
2 Materials and Experiments
Pure Al (997 wt puritymdashmean particle size of 40 120583mmdashAlpoco Ltd UK) was mixed with 5wtFe
2O3powder
(mean particle size of 18 120583m Inoxia Ltd UK) as shown inFigure 1 A SLM machine (Realizer 250 MCP Ltd) was usedto process Al5 wtFe
2O3mixture Argon gas was pumped
into the build chamber to keep the O2level below 09
Single layer samples were made on a thick powder bed witha laser power of 51 (W) to demonstrate thick layer thicknessproperties Multilayer SLM samples with dimensions of10mm times 10mm times 6mm were fabricated onto the aluminiumsubstrates using spot size of 016mm scan line spacing of005mm and powder layer thicknesses of 75120583m and 50120583mA number of multilayer samples were produced in arrayformat with various laser powers in the range of 39ndash91Wand scanning speeds of 014ms and 05ms Each layer wasscanned twice The scanning was carried out in 119909 directionfor the first layer and in 119910 direction for the next layer and soon
The sample 119909-119910 cross-sections (ie in the plane of onelayer) were cut and polished To reveal the microstructure
50120583m
Figure 1 The pure Al5 wtFe2O3particle mixture
the specimens were chemically etched at room temperatureusing a solvent composed of 95mL water 25mL HNO
3
15mL HCl and 10mL HF The microstructure was viewedusing a Hitachi S-3200N scanning electron microscope(SEM) equipped with an energy dispersive spectrometry(EDS)microprobe system permitting a comparison study onalternation of chemical composition despite slight inaccuracywhich might occur due to etching
Phase identification of product was carried out usinga Bruker D8 Advance X-ray diffractometer (XRD) withcoupled 2ThetaTheta scan type andCu-K1205721 radiation (wave-length 015406 nm) The phases were identified using themachine software (DIFFRACSUITE) allowing the identi-fication of low percentage of secondary phases (ie weakpeaks) with a high accuracy The hardness was measuredusing Vickers microhardness test (100 g load was applied for30 s) from the average of at least 5 hardness readings inconjunction with a Future-Tech Microhardness Tester FMtesting machine
3 Results
31 Hardness Properties Microhardness tests were carriedout to investigate the evolution of microstructural hardnesswith various laser powers when the multilayer parts weremanufactured with layer thicknesses of 50 120583m and 75 120583m attwo different scanning speeds (V sim 014ms and 05ms)As shown in Figure 2 hardness usually increases with laserpower but it may reach a maximum value For examplethe hardness in the curve of V = 05ms and 119905 = 75 120583mincreases up to about 82W reaching a maximum value ofabout 53HV and then it starts to slightly decrease withfurther increase of laser power Scanning speed also affectsthe hardness that is lower scanning speed leads to higherhardness (cf hardness curveswith different scanning speeds)Moreover thinner layer thickness of 50120583m may only have avery slight effect to enhance hardness The highest hardnessobtained in this SLM operation window belongs to the partmanufactured by 119875 = 91W V = 014ms and 119905 =50 120583m which is about three times hardness value of purealuminium (no conventionally manufactured Al compositewith the comparable reinforcement characteristics was foundin the literature to be used as a basis of the comparison) [12]
The Scientific World Journal 3
30
40
50
60
70
80 90 100Laser power (W)
0
10
20
30 40 50 60 70
Pure AlMic
roha
rdne
ss (H
V)
= 014ms t = 75120583m = 05ms t = 75120583m
= 014ms t = 50120583m = 05ms t = 50120583m
Figure 2 Microhardness of the multilayer parts fabricated withlayer thicknesses of 50120583m and 75 120583m and scanning speeds of014ms and 05ms versus laser power
32 Microstructural Characterisation andPhase Identification Using XRD
321 Single Layer Specimens Made by SLM on aThick PowderBed The single layer specimens manufactured from a thickpowder bed can represent a very large thickness for com-parison study of various SLM layer thicknesses Figure 3(a)exhibits a granular and integrated matrix (grain size sim5ndash15 120583m) The EDS analysis implies that the oxygen has beenefficiently removed from the Almatrix Figure 3(b) shows theXRD pattern of the part demonstrating that the matrix is asingle Al phase
322 Multilayer Parts with LayerThickness of 75120583m Figures4 and 5 show the SEM microscopic graphs of the multilayerparts (built with 119905 = 75 120583m and 119875 = 39W) under differentlaser speeds of V = 05ms and V = 014ms respectivelyFigure 4(a) exhibits grains (smooth with a size of about30ndash50 120583m) surrounded by thick boundaries (appearing witha fuzzy appearance) The fuzzy appearance of boundariesmay look like a coralline-like feature (the coralline tipsare sim 05 120583m) as shown in Figure 4(b) The XRD results(Figure 4(c)) suggest that the part is composed of combi-nations such as Al Fe2+Al
2O4 and Al
13Fe4(weak peaks of
Al13Fe4indicate low content of this intermetallic) The lower
scanning speed (V = 014ms) leads to almost the same over-all microstructure (Figure 5(a)) though the thick boundariesappear coarser (the coralline tips are in an approximate rangeof 1-2120583m) as better demonstrated in Figure 5(b) The X-ray pattern (Figure 5(c)) showed Al and Al-Fe intermetallicssuch as Fe
3Al and Al
13Fe4intermetallics and Al-Fe(-O)
combinations such as Fe2+Al2O4(iron aluminium oxide)
while apparent presence of Al2O3was not identified
The part fabricated by 119875 = 61W V = 014ms and119905 = 75 120583m contains a porous and coralline-like featurepropagated throughout the sample while primary bound-aries in narrow lines are recognisable (Figures 6(a) and 6(b))The chemical composition (composing of Al and Fe withnegligible content of oxygen) is in confirmationwith theXRDresults demonstrating Al and Al
13Fe4(Figure 6(c)) However
higher scanning speed (V = 05ms) even in higher laserpower (119875 = 82W) and scanning speed (V = 05ms) leads tothe finer coralline-like features (in submicron sizes) as shownin Figures 7(a) and 7(b) These features are from Al
13Fe4and
Fe3Al with negligible amount of oxygen (Figures 7(b) and
7(c))
323 Multilayer Parts with Layer Thickness of 50 120583m Asshown in Figures 8(a) and 8(b) the microstructure of theparts fabricated at 119875 = 91W V = 05ms and 119905 = 50 120583mcontains grain with a semicoralline-like feature from Al ironaluminium oxides like AlFeO
3 and Al oxides like 120572-Al
2O3
(alumina) At low scanning speed (V = 014ms) the homo-geneous distribution of very fine particles (in nanosizes andsubmicron scales) within polygon grains is observed (Figures9(a) and 9(b)) The coarser particles (sim06ndash08120583m) formboundaries while finer particles (sim02-03120583m) are embeddedinside grains (Figure 9(b)) The XRD pattern (Figure 9(c))corresponds to Al Fe2+Al
2O4(iron aluminium oxide) and
120572-Al2O3(alumina)The diffraction peaks for Al
13Fe4are also
detected though the intensity is comparatively weakBy the inspection of Figures 3ndash9 the effect of layer
thickness and laser parameters on the microstructural char-acteristics and identified phases can be summarised as shownin Table 1 This will be discussed in Section 4
4 Discussion
41 In Situ Interaction Initiation Throughmechanical blend-ing the pure aluminium (Al) and iron oxide (Fe
2O3) powders
can be uniformly distributed and fully mixed together whilstthe particles tend to adhere randomly as seen from Figure 1This adherence is very helpful for SLM process to activatethe in situ reaction between Al and Fe
2O3particles In fact
in an initial stage of laser-material interaction the energy isabsorbed in a narrow layer of individual powder particlesleading to a high temperature of the surface of particlesduring the interaction [13 14] The meltingexothermic reac-tion starts from these interfaces between Al and iron oxideinterface and the thermite reaction progresses regarding thefollowing stoichiometric equation
8Al + 3Fe2O3997888rarr 2Fe
3Al + 3Al
2O3+ heat (1)
The final phases Al2O3and Fe
3Al intermetallics are formed
by an in situ chemical reaction in which Al reduces the ironoxide [15 16] The extra heat from in situ reaction facilitatesmelting during SLM process The mechanism of reactioninvolves reducing Fe
2O3to Fe3O4and FeO by releasing
the oxygen and Al oxidation interaction of Al with iron
4 The Scientific World Journal
Fe (wt)274972600
O (wt) Al (wt)
30120583m
(a)16
14
12
10
8
6
4
2
00 10 20 30 40 50 60 70
ln (c
ount
s)
2120579 (deg)
Al
(b)
Figure 3 (a) Typical SEM microstructural view showing a granular structure (overall chemical composition was acquired by EDS) and (b)XRD pattern of the part fabricated on a thick powder bed using 119875 = 51W and V = 014ms
(a)
30120583m
(b)
(c)
2589348394
10120583m
Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
Al Fe2+Al2O4Al13Fe4
Figure 4 (a) Overall view of microstructure (b) higher magnification of coralline-like and fuzzy appearance of boundaries in the previousimage and (c) XRD pattern of the SLM part fabricated when 119875 = 39W V = 05ms and 119905 = 75 120583m
oxides and formation of phases such as iron-aluminium-oxide alumina iron and Al-Fe intermetallics depending onreaction temperature and Fe
2O3Al ratios [17 18]
42 Effect of Layer Thickness Laser Power and ScanningSpeed on Oxide Formation The oxygen content as the main
factor for quantity of oxides is significantly altered accordingto the parameters used to manufacture parts This can beattributed to relation of oxide formation with temperatureThe increased reaction temperature (due to higher laserpower) and inert atmosphere lead to the decomposition ofFe2O3into FeO and Fe and oxygen which escapes from
The Scientific World Journal 5
(a)
30120583m
(b)
(c)
3120583m
107 9643 250Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlFe3Al
Fe2+Al2O4Al13Fe4
Figure 5 (a) Overall view of microstructure (b) boundaries seen in the previous image and (c) XRD pattern of the part fabricated when119875 = 39W V = 014ms and 119905 = 75 120583m
Table 1 Summary of microstructural evolution in the dependence of layer thickness laser power and scanning speed
Thick powder bed 119905 = 75 120583m 119905 = 50 120583mMorphology(appearance)
Single Al phase-granularstructure Predominantly coralline-like Semicoralline-likeparticulate
Oxygenoxidecontent Least oxygenoxide Medium oxygenoxide Highest oxygenoxide
Predominantphases Al
Al Al-Fe intermetallics such as Al13Fe4 andFe3Al some oxides (like Fe2+Al2O4) may also
be detected
Al aluminium oxide (Al2O3) plus ironaluminium oxides (eg Fe2+Al2O4 and
AlFeO3) Al-Fe intermetallics such as Al13Fe4
Increasing laserpower NA
Development of corallines (mainly Al-Feintermetallics) and oxide particles fromprimary AlFe2O3 interfacemdashreduction in
oxygenoxide
NA
Loweringscanning speed NA Coarsening of corallinesmdashreduction in
oxygenoxideBetter dispersion and placement of
secondary phases
the specimen [18] In a parallel manner the vaporisation ofthin oxide films to fume can occur on the top of the Almoltenpool in high temperatures of lasermaterial interaction [5]The released oxygen and oxide film fume can be carried awayby the inert gas flowing over the bed [19] The Marangoniforces can contribute to this oxygen removal by stirring
and breaking oxides [5] On this basis higher laser powerand lower scanning speed (leading to higher temperatures)should contribute to oxygen removal by intensifying themelting flow decomposition and evaporation [5 18] Forexample low scanning speed of 014ms in Figure 5 results inlower comparative oxygen than that of Figure 4 (V = 05ms)
6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

2 The Scientific World Journal
consolidation approach to fabricate advanced Al MMCs andtheir net-shape components Despite the research worksexploring the SLM feasibility and processability of AlFe
2O3
powder mixtures [8 9] the in situ mechanisms with respectto various parameters such as layer thickness require furtherinvestigations
The SLM usually involves rapid solidification (due to theshort laser-material interaction time and quick movementof laser after melting) The SLM rapid solidification couldmodify the microstructure through microstructural refine-ment solid solubility extension and so forth This can beparticularly interesting for Al alloys where the equilibriumsolid solubility of many elements is very limited [10 11]Therefore the microstructural characteristic of Al MMCparts made by SLM (with a wide range of non-equilibriumphenomena) differs from those produced by conventionalcasting methods These specific microstructural characteris-tics could lead to advanced material properties for novel net-shape MMCs components made by SLM
The SLM process activates exothermic in situ reaction toform new constituents in the mixture of AlFe
2O3powders
and simultaneously leads to rapid solidificationmanipulatingthe microstructure The process parameters can play animportant role in between For example the powder layerthickness can affect the heat of in situ reaction and thesolidification (due to change in heat transfer condition) andsubsequently the microstructure In addition various laserprocessing parameters such as laser power and scanningspeed can influence the material melting and consolida-tion phenomena This work has been dedicated to inves-tigate the microstructural outcome of in situ reaction inAl5 wtFe
2O3powder mixture activated by SLM Effects of
laser power (119875) scanning speed (V) and also layer thickness(119905) on the microstructural evolution phase changes andmaterial microhardness are presented and discussed
2 Materials and Experiments
Pure Al (997 wt puritymdashmean particle size of 40 120583mmdashAlpoco Ltd UK) was mixed with 5wtFe
2O3powder
(mean particle size of 18 120583m Inoxia Ltd UK) as shown inFigure 1 A SLM machine (Realizer 250 MCP Ltd) was usedto process Al5 wtFe
2O3mixture Argon gas was pumped
into the build chamber to keep the O2level below 09
Single layer samples were made on a thick powder bed witha laser power of 51 (W) to demonstrate thick layer thicknessproperties Multilayer SLM samples with dimensions of10mm times 10mm times 6mm were fabricated onto the aluminiumsubstrates using spot size of 016mm scan line spacing of005mm and powder layer thicknesses of 75120583m and 50120583mA number of multilayer samples were produced in arrayformat with various laser powers in the range of 39ndash91Wand scanning speeds of 014ms and 05ms Each layer wasscanned twice The scanning was carried out in 119909 directionfor the first layer and in 119910 direction for the next layer and soon
The sample 119909-119910 cross-sections (ie in the plane of onelayer) were cut and polished To reveal the microstructure
50120583m
Figure 1 The pure Al5 wtFe2O3particle mixture
the specimens were chemically etched at room temperatureusing a solvent composed of 95mL water 25mL HNO
3
15mL HCl and 10mL HF The microstructure was viewedusing a Hitachi S-3200N scanning electron microscope(SEM) equipped with an energy dispersive spectrometry(EDS)microprobe system permitting a comparison study onalternation of chemical composition despite slight inaccuracywhich might occur due to etching
Phase identification of product was carried out usinga Bruker D8 Advance X-ray diffractometer (XRD) withcoupled 2ThetaTheta scan type andCu-K1205721 radiation (wave-length 015406 nm) The phases were identified using themachine software (DIFFRACSUITE) allowing the identi-fication of low percentage of secondary phases (ie weakpeaks) with a high accuracy The hardness was measuredusing Vickers microhardness test (100 g load was applied for30 s) from the average of at least 5 hardness readings inconjunction with a Future-Tech Microhardness Tester FMtesting machine
3 Results
31 Hardness Properties Microhardness tests were carriedout to investigate the evolution of microstructural hardnesswith various laser powers when the multilayer parts weremanufactured with layer thicknesses of 50 120583m and 75 120583m attwo different scanning speeds (V sim 014ms and 05ms)As shown in Figure 2 hardness usually increases with laserpower but it may reach a maximum value For examplethe hardness in the curve of V = 05ms and 119905 = 75 120583mincreases up to about 82W reaching a maximum value ofabout 53HV and then it starts to slightly decrease withfurther increase of laser power Scanning speed also affectsthe hardness that is lower scanning speed leads to higherhardness (cf hardness curveswith different scanning speeds)Moreover thinner layer thickness of 50120583m may only have avery slight effect to enhance hardness The highest hardnessobtained in this SLM operation window belongs to the partmanufactured by 119875 = 91W V = 014ms and 119905 =50 120583m which is about three times hardness value of purealuminium (no conventionally manufactured Al compositewith the comparable reinforcement characteristics was foundin the literature to be used as a basis of the comparison) [12]
The Scientific World Journal 3
30
40
50
60
70
80 90 100Laser power (W)
0
10
20
30 40 50 60 70
Pure AlMic
roha
rdne
ss (H
V)
= 014ms t = 75120583m = 05ms t = 75120583m
= 014ms t = 50120583m = 05ms t = 50120583m
Figure 2 Microhardness of the multilayer parts fabricated withlayer thicknesses of 50120583m and 75 120583m and scanning speeds of014ms and 05ms versus laser power
32 Microstructural Characterisation andPhase Identification Using XRD
321 Single Layer Specimens Made by SLM on aThick PowderBed The single layer specimens manufactured from a thickpowder bed can represent a very large thickness for com-parison study of various SLM layer thicknesses Figure 3(a)exhibits a granular and integrated matrix (grain size sim5ndash15 120583m) The EDS analysis implies that the oxygen has beenefficiently removed from the Almatrix Figure 3(b) shows theXRD pattern of the part demonstrating that the matrix is asingle Al phase
322 Multilayer Parts with LayerThickness of 75120583m Figures4 and 5 show the SEM microscopic graphs of the multilayerparts (built with 119905 = 75 120583m and 119875 = 39W) under differentlaser speeds of V = 05ms and V = 014ms respectivelyFigure 4(a) exhibits grains (smooth with a size of about30ndash50 120583m) surrounded by thick boundaries (appearing witha fuzzy appearance) The fuzzy appearance of boundariesmay look like a coralline-like feature (the coralline tipsare sim 05 120583m) as shown in Figure 4(b) The XRD results(Figure 4(c)) suggest that the part is composed of combi-nations such as Al Fe2+Al
2O4 and Al
13Fe4(weak peaks of
Al13Fe4indicate low content of this intermetallic) The lower
scanning speed (V = 014ms) leads to almost the same over-all microstructure (Figure 5(a)) though the thick boundariesappear coarser (the coralline tips are in an approximate rangeof 1-2120583m) as better demonstrated in Figure 5(b) The X-ray pattern (Figure 5(c)) showed Al and Al-Fe intermetallicssuch as Fe
3Al and Al
13Fe4intermetallics and Al-Fe(-O)
combinations such as Fe2+Al2O4(iron aluminium oxide)
while apparent presence of Al2O3was not identified
The part fabricated by 119875 = 61W V = 014ms and119905 = 75 120583m contains a porous and coralline-like featurepropagated throughout the sample while primary bound-aries in narrow lines are recognisable (Figures 6(a) and 6(b))The chemical composition (composing of Al and Fe withnegligible content of oxygen) is in confirmationwith theXRDresults demonstrating Al and Al
13Fe4(Figure 6(c)) However
higher scanning speed (V = 05ms) even in higher laserpower (119875 = 82W) and scanning speed (V = 05ms) leads tothe finer coralline-like features (in submicron sizes) as shownin Figures 7(a) and 7(b) These features are from Al
13Fe4and
Fe3Al with negligible amount of oxygen (Figures 7(b) and
7(c))
323 Multilayer Parts with Layer Thickness of 50 120583m Asshown in Figures 8(a) and 8(b) the microstructure of theparts fabricated at 119875 = 91W V = 05ms and 119905 = 50 120583mcontains grain with a semicoralline-like feature from Al ironaluminium oxides like AlFeO
3 and Al oxides like 120572-Al
2O3
(alumina) At low scanning speed (V = 014ms) the homo-geneous distribution of very fine particles (in nanosizes andsubmicron scales) within polygon grains is observed (Figures9(a) and 9(b)) The coarser particles (sim06ndash08120583m) formboundaries while finer particles (sim02-03120583m) are embeddedinside grains (Figure 9(b)) The XRD pattern (Figure 9(c))corresponds to Al Fe2+Al
2O4(iron aluminium oxide) and
120572-Al2O3(alumina)The diffraction peaks for Al
13Fe4are also
detected though the intensity is comparatively weakBy the inspection of Figures 3ndash9 the effect of layer
thickness and laser parameters on the microstructural char-acteristics and identified phases can be summarised as shownin Table 1 This will be discussed in Section 4
4 Discussion
41 In Situ Interaction Initiation Throughmechanical blend-ing the pure aluminium (Al) and iron oxide (Fe
2O3) powders
can be uniformly distributed and fully mixed together whilstthe particles tend to adhere randomly as seen from Figure 1This adherence is very helpful for SLM process to activatethe in situ reaction between Al and Fe
2O3particles In fact
in an initial stage of laser-material interaction the energy isabsorbed in a narrow layer of individual powder particlesleading to a high temperature of the surface of particlesduring the interaction [13 14] The meltingexothermic reac-tion starts from these interfaces between Al and iron oxideinterface and the thermite reaction progresses regarding thefollowing stoichiometric equation
8Al + 3Fe2O3997888rarr 2Fe
3Al + 3Al
2O3+ heat (1)
The final phases Al2O3and Fe
3Al intermetallics are formed
by an in situ chemical reaction in which Al reduces the ironoxide [15 16] The extra heat from in situ reaction facilitatesmelting during SLM process The mechanism of reactioninvolves reducing Fe
2O3to Fe3O4and FeO by releasing
the oxygen and Al oxidation interaction of Al with iron
4 The Scientific World Journal
Fe (wt)274972600
O (wt) Al (wt)
30120583m
(a)16
14
12
10
8
6
4
2
00 10 20 30 40 50 60 70
ln (c
ount
s)
2120579 (deg)
Al
(b)
Figure 3 (a) Typical SEM microstructural view showing a granular structure (overall chemical composition was acquired by EDS) and (b)XRD pattern of the part fabricated on a thick powder bed using 119875 = 51W and V = 014ms
(a)
30120583m
(b)
(c)
2589348394
10120583m
Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
Al Fe2+Al2O4Al13Fe4
Figure 4 (a) Overall view of microstructure (b) higher magnification of coralline-like and fuzzy appearance of boundaries in the previousimage and (c) XRD pattern of the SLM part fabricated when 119875 = 39W V = 05ms and 119905 = 75 120583m
oxides and formation of phases such as iron-aluminium-oxide alumina iron and Al-Fe intermetallics depending onreaction temperature and Fe
2O3Al ratios [17 18]
42 Effect of Layer Thickness Laser Power and ScanningSpeed on Oxide Formation The oxygen content as the main
factor for quantity of oxides is significantly altered accordingto the parameters used to manufacture parts This can beattributed to relation of oxide formation with temperatureThe increased reaction temperature (due to higher laserpower) and inert atmosphere lead to the decomposition ofFe2O3into FeO and Fe and oxygen which escapes from
The Scientific World Journal 5
(a)
30120583m
(b)
(c)
3120583m
107 9643 250Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlFe3Al
Fe2+Al2O4Al13Fe4
Figure 5 (a) Overall view of microstructure (b) boundaries seen in the previous image and (c) XRD pattern of the part fabricated when119875 = 39W V = 014ms and 119905 = 75 120583m
Table 1 Summary of microstructural evolution in the dependence of layer thickness laser power and scanning speed
Thick powder bed 119905 = 75 120583m 119905 = 50 120583mMorphology(appearance)
Single Al phase-granularstructure Predominantly coralline-like Semicoralline-likeparticulate
Oxygenoxidecontent Least oxygenoxide Medium oxygenoxide Highest oxygenoxide
Predominantphases Al
Al Al-Fe intermetallics such as Al13Fe4 andFe3Al some oxides (like Fe2+Al2O4) may also
be detected
Al aluminium oxide (Al2O3) plus ironaluminium oxides (eg Fe2+Al2O4 and
AlFeO3) Al-Fe intermetallics such as Al13Fe4
Increasing laserpower NA
Development of corallines (mainly Al-Feintermetallics) and oxide particles fromprimary AlFe2O3 interfacemdashreduction in
oxygenoxide
NA
Loweringscanning speed NA Coarsening of corallinesmdashreduction in
oxygenoxideBetter dispersion and placement of
secondary phases
the specimen [18] In a parallel manner the vaporisation ofthin oxide films to fume can occur on the top of the Almoltenpool in high temperatures of lasermaterial interaction [5]The released oxygen and oxide film fume can be carried awayby the inert gas flowing over the bed [19] The Marangoniforces can contribute to this oxygen removal by stirring
and breaking oxides [5] On this basis higher laser powerand lower scanning speed (leading to higher temperatures)should contribute to oxygen removal by intensifying themelting flow decomposition and evaporation [5 18] Forexample low scanning speed of 014ms in Figure 5 results inlower comparative oxygen than that of Figure 4 (V = 05ms)
6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

The Scientific World Journal 3
30
40
50
60
70
80 90 100Laser power (W)
0
10
20
30 40 50 60 70
Pure AlMic
roha
rdne
ss (H
V)
= 014ms t = 75120583m = 05ms t = 75120583m
= 014ms t = 50120583m = 05ms t = 50120583m
Figure 2 Microhardness of the multilayer parts fabricated withlayer thicknesses of 50120583m and 75 120583m and scanning speeds of014ms and 05ms versus laser power
32 Microstructural Characterisation andPhase Identification Using XRD
321 Single Layer Specimens Made by SLM on aThick PowderBed The single layer specimens manufactured from a thickpowder bed can represent a very large thickness for com-parison study of various SLM layer thicknesses Figure 3(a)exhibits a granular and integrated matrix (grain size sim5ndash15 120583m) The EDS analysis implies that the oxygen has beenefficiently removed from the Almatrix Figure 3(b) shows theXRD pattern of the part demonstrating that the matrix is asingle Al phase
322 Multilayer Parts with LayerThickness of 75120583m Figures4 and 5 show the SEM microscopic graphs of the multilayerparts (built with 119905 = 75 120583m and 119875 = 39W) under differentlaser speeds of V = 05ms and V = 014ms respectivelyFigure 4(a) exhibits grains (smooth with a size of about30ndash50 120583m) surrounded by thick boundaries (appearing witha fuzzy appearance) The fuzzy appearance of boundariesmay look like a coralline-like feature (the coralline tipsare sim 05 120583m) as shown in Figure 4(b) The XRD results(Figure 4(c)) suggest that the part is composed of combi-nations such as Al Fe2+Al
2O4 and Al
13Fe4(weak peaks of
Al13Fe4indicate low content of this intermetallic) The lower
scanning speed (V = 014ms) leads to almost the same over-all microstructure (Figure 5(a)) though the thick boundariesappear coarser (the coralline tips are in an approximate rangeof 1-2120583m) as better demonstrated in Figure 5(b) The X-ray pattern (Figure 5(c)) showed Al and Al-Fe intermetallicssuch as Fe
3Al and Al
13Fe4intermetallics and Al-Fe(-O)
combinations such as Fe2+Al2O4(iron aluminium oxide)
while apparent presence of Al2O3was not identified
The part fabricated by 119875 = 61W V = 014ms and119905 = 75 120583m contains a porous and coralline-like featurepropagated throughout the sample while primary bound-aries in narrow lines are recognisable (Figures 6(a) and 6(b))The chemical composition (composing of Al and Fe withnegligible content of oxygen) is in confirmationwith theXRDresults demonstrating Al and Al
13Fe4(Figure 6(c)) However
higher scanning speed (V = 05ms) even in higher laserpower (119875 = 82W) and scanning speed (V = 05ms) leads tothe finer coralline-like features (in submicron sizes) as shownin Figures 7(a) and 7(b) These features are from Al
13Fe4and
Fe3Al with negligible amount of oxygen (Figures 7(b) and
7(c))
323 Multilayer Parts with Layer Thickness of 50 120583m Asshown in Figures 8(a) and 8(b) the microstructure of theparts fabricated at 119875 = 91W V = 05ms and 119905 = 50 120583mcontains grain with a semicoralline-like feature from Al ironaluminium oxides like AlFeO
3 and Al oxides like 120572-Al
2O3
(alumina) At low scanning speed (V = 014ms) the homo-geneous distribution of very fine particles (in nanosizes andsubmicron scales) within polygon grains is observed (Figures9(a) and 9(b)) The coarser particles (sim06ndash08120583m) formboundaries while finer particles (sim02-03120583m) are embeddedinside grains (Figure 9(b)) The XRD pattern (Figure 9(c))corresponds to Al Fe2+Al
2O4(iron aluminium oxide) and
120572-Al2O3(alumina)The diffraction peaks for Al
13Fe4are also
detected though the intensity is comparatively weakBy the inspection of Figures 3ndash9 the effect of layer
thickness and laser parameters on the microstructural char-acteristics and identified phases can be summarised as shownin Table 1 This will be discussed in Section 4
4 Discussion
41 In Situ Interaction Initiation Throughmechanical blend-ing the pure aluminium (Al) and iron oxide (Fe
2O3) powders
can be uniformly distributed and fully mixed together whilstthe particles tend to adhere randomly as seen from Figure 1This adherence is very helpful for SLM process to activatethe in situ reaction between Al and Fe
2O3particles In fact
in an initial stage of laser-material interaction the energy isabsorbed in a narrow layer of individual powder particlesleading to a high temperature of the surface of particlesduring the interaction [13 14] The meltingexothermic reac-tion starts from these interfaces between Al and iron oxideinterface and the thermite reaction progresses regarding thefollowing stoichiometric equation
8Al + 3Fe2O3997888rarr 2Fe
3Al + 3Al
2O3+ heat (1)
The final phases Al2O3and Fe
3Al intermetallics are formed
by an in situ chemical reaction in which Al reduces the ironoxide [15 16] The extra heat from in situ reaction facilitatesmelting during SLM process The mechanism of reactioninvolves reducing Fe
2O3to Fe3O4and FeO by releasing
the oxygen and Al oxidation interaction of Al with iron
4 The Scientific World Journal
Fe (wt)274972600
O (wt) Al (wt)
30120583m
(a)16
14
12
10
8
6
4
2
00 10 20 30 40 50 60 70
ln (c
ount
s)
2120579 (deg)
Al
(b)
Figure 3 (a) Typical SEM microstructural view showing a granular structure (overall chemical composition was acquired by EDS) and (b)XRD pattern of the part fabricated on a thick powder bed using 119875 = 51W and V = 014ms
(a)
30120583m
(b)
(c)
2589348394
10120583m
Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
Al Fe2+Al2O4Al13Fe4
Figure 4 (a) Overall view of microstructure (b) higher magnification of coralline-like and fuzzy appearance of boundaries in the previousimage and (c) XRD pattern of the SLM part fabricated when 119875 = 39W V = 05ms and 119905 = 75 120583m
oxides and formation of phases such as iron-aluminium-oxide alumina iron and Al-Fe intermetallics depending onreaction temperature and Fe
2O3Al ratios [17 18]
42 Effect of Layer Thickness Laser Power and ScanningSpeed on Oxide Formation The oxygen content as the main
factor for quantity of oxides is significantly altered accordingto the parameters used to manufacture parts This can beattributed to relation of oxide formation with temperatureThe increased reaction temperature (due to higher laserpower) and inert atmosphere lead to the decomposition ofFe2O3into FeO and Fe and oxygen which escapes from
The Scientific World Journal 5
(a)
30120583m
(b)
(c)
3120583m
107 9643 250Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlFe3Al
Fe2+Al2O4Al13Fe4
Figure 5 (a) Overall view of microstructure (b) boundaries seen in the previous image and (c) XRD pattern of the part fabricated when119875 = 39W V = 014ms and 119905 = 75 120583m
Table 1 Summary of microstructural evolution in the dependence of layer thickness laser power and scanning speed
Thick powder bed 119905 = 75 120583m 119905 = 50 120583mMorphology(appearance)
Single Al phase-granularstructure Predominantly coralline-like Semicoralline-likeparticulate
Oxygenoxidecontent Least oxygenoxide Medium oxygenoxide Highest oxygenoxide
Predominantphases Al
Al Al-Fe intermetallics such as Al13Fe4 andFe3Al some oxides (like Fe2+Al2O4) may also
be detected
Al aluminium oxide (Al2O3) plus ironaluminium oxides (eg Fe2+Al2O4 and
AlFeO3) Al-Fe intermetallics such as Al13Fe4
Increasing laserpower NA
Development of corallines (mainly Al-Feintermetallics) and oxide particles fromprimary AlFe2O3 interfacemdashreduction in
oxygenoxide
NA
Loweringscanning speed NA Coarsening of corallinesmdashreduction in
oxygenoxideBetter dispersion and placement of
secondary phases
the specimen [18] In a parallel manner the vaporisation ofthin oxide films to fume can occur on the top of the Almoltenpool in high temperatures of lasermaterial interaction [5]The released oxygen and oxide film fume can be carried awayby the inert gas flowing over the bed [19] The Marangoniforces can contribute to this oxygen removal by stirring
and breaking oxides [5] On this basis higher laser powerand lower scanning speed (leading to higher temperatures)should contribute to oxygen removal by intensifying themelting flow decomposition and evaporation [5 18] Forexample low scanning speed of 014ms in Figure 5 results inlower comparative oxygen than that of Figure 4 (V = 05ms)
6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

4 The Scientific World Journal
Fe (wt)274972600
O (wt) Al (wt)
30120583m
(a)16
14
12
10
8
6
4
2
00 10 20 30 40 50 60 70
ln (c
ount
s)
2120579 (deg)
Al
(b)
Figure 3 (a) Typical SEM microstructural view showing a granular structure (overall chemical composition was acquired by EDS) and (b)XRD pattern of the part fabricated on a thick powder bed using 119875 = 51W and V = 014ms
(a)
30120583m
(b)
(c)
2589348394
10120583m
Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
Al Fe2+Al2O4Al13Fe4
Figure 4 (a) Overall view of microstructure (b) higher magnification of coralline-like and fuzzy appearance of boundaries in the previousimage and (c) XRD pattern of the SLM part fabricated when 119875 = 39W V = 05ms and 119905 = 75 120583m
oxides and formation of phases such as iron-aluminium-oxide alumina iron and Al-Fe intermetallics depending onreaction temperature and Fe
2O3Al ratios [17 18]
42 Effect of Layer Thickness Laser Power and ScanningSpeed on Oxide Formation The oxygen content as the main
factor for quantity of oxides is significantly altered accordingto the parameters used to manufacture parts This can beattributed to relation of oxide formation with temperatureThe increased reaction temperature (due to higher laserpower) and inert atmosphere lead to the decomposition ofFe2O3into FeO and Fe and oxygen which escapes from
The Scientific World Journal 5
(a)
30120583m
(b)
(c)
3120583m
107 9643 250Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlFe3Al
Fe2+Al2O4Al13Fe4
Figure 5 (a) Overall view of microstructure (b) boundaries seen in the previous image and (c) XRD pattern of the part fabricated when119875 = 39W V = 014ms and 119905 = 75 120583m
Table 1 Summary of microstructural evolution in the dependence of layer thickness laser power and scanning speed
Thick powder bed 119905 = 75 120583m 119905 = 50 120583mMorphology(appearance)
Single Al phase-granularstructure Predominantly coralline-like Semicoralline-likeparticulate
Oxygenoxidecontent Least oxygenoxide Medium oxygenoxide Highest oxygenoxide
Predominantphases Al
Al Al-Fe intermetallics such as Al13Fe4 andFe3Al some oxides (like Fe2+Al2O4) may also
be detected
Al aluminium oxide (Al2O3) plus ironaluminium oxides (eg Fe2+Al2O4 and
AlFeO3) Al-Fe intermetallics such as Al13Fe4
Increasing laserpower NA
Development of corallines (mainly Al-Feintermetallics) and oxide particles fromprimary AlFe2O3 interfacemdashreduction in
oxygenoxide
NA
Loweringscanning speed NA Coarsening of corallinesmdashreduction in
oxygenoxideBetter dispersion and placement of
secondary phases
the specimen [18] In a parallel manner the vaporisation ofthin oxide films to fume can occur on the top of the Almoltenpool in high temperatures of lasermaterial interaction [5]The released oxygen and oxide film fume can be carried awayby the inert gas flowing over the bed [19] The Marangoniforces can contribute to this oxygen removal by stirring
and breaking oxides [5] On this basis higher laser powerand lower scanning speed (leading to higher temperatures)should contribute to oxygen removal by intensifying themelting flow decomposition and evaporation [5 18] Forexample low scanning speed of 014ms in Figure 5 results inlower comparative oxygen than that of Figure 4 (V = 05ms)
6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
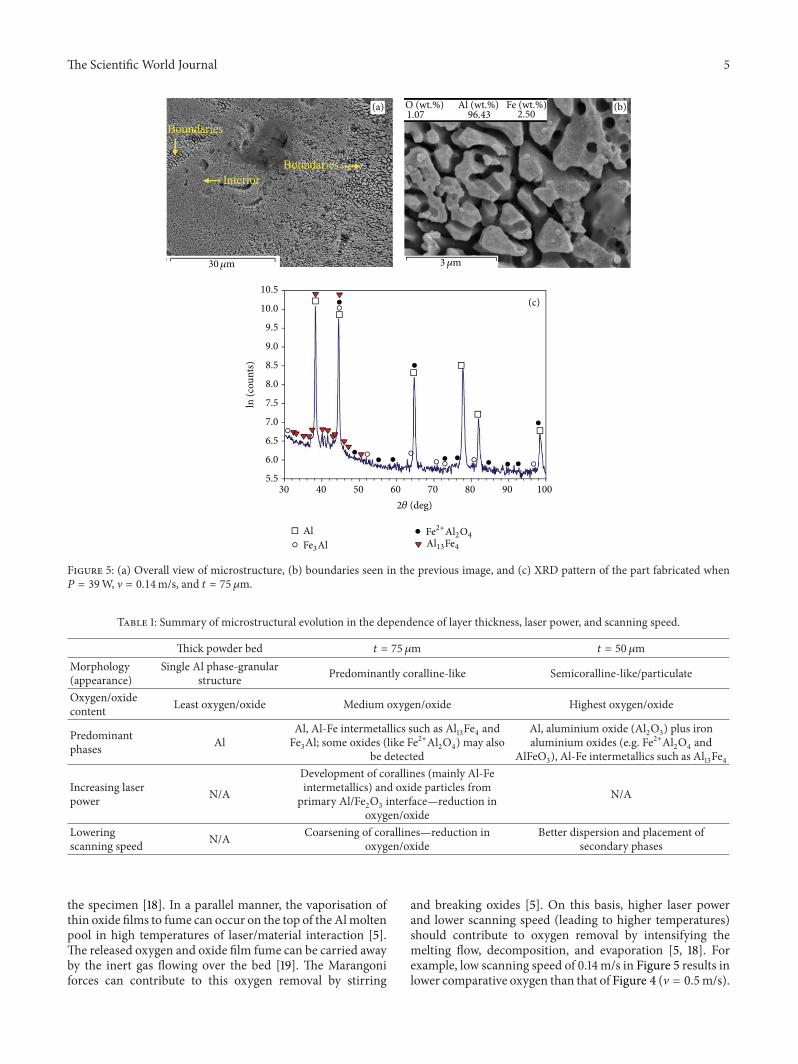
The Scientific World Journal 5
(a)
30120583m
(b)
(c)
3120583m
107 9643 250Fe (wt)O (wt) Al (wt)
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlFe3Al
Fe2+Al2O4Al13Fe4
Figure 5 (a) Overall view of microstructure (b) boundaries seen in the previous image and (c) XRD pattern of the part fabricated when119875 = 39W V = 014ms and 119905 = 75 120583m
Table 1 Summary of microstructural evolution in the dependence of layer thickness laser power and scanning speed
Thick powder bed 119905 = 75 120583m 119905 = 50 120583mMorphology(appearance)
Single Al phase-granularstructure Predominantly coralline-like Semicoralline-likeparticulate
Oxygenoxidecontent Least oxygenoxide Medium oxygenoxide Highest oxygenoxide
Predominantphases Al
Al Al-Fe intermetallics such as Al13Fe4 andFe3Al some oxides (like Fe2+Al2O4) may also
be detected
Al aluminium oxide (Al2O3) plus ironaluminium oxides (eg Fe2+Al2O4 and
AlFeO3) Al-Fe intermetallics such as Al13Fe4
Increasing laserpower NA
Development of corallines (mainly Al-Feintermetallics) and oxide particles fromprimary AlFe2O3 interfacemdashreduction in
oxygenoxide
NA
Loweringscanning speed NA Coarsening of corallinesmdashreduction in
oxygenoxideBetter dispersion and placement of
secondary phases
the specimen [18] In a parallel manner the vaporisation ofthin oxide films to fume can occur on the top of the Almoltenpool in high temperatures of lasermaterial interaction [5]The released oxygen and oxide film fume can be carried awayby the inert gas flowing over the bed [19] The Marangoniforces can contribute to this oxygen removal by stirring
and breaking oxides [5] On this basis higher laser powerand lower scanning speed (leading to higher temperatures)should contribute to oxygen removal by intensifying themelting flow decomposition and evaporation [5 18] Forexample low scanning speed of 014ms in Figure 5 results inlower comparative oxygen than that of Figure 4 (V = 05ms)
6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

6 The Scientific World Journal
112 9397 491Fe (wt)O (wt) Al (wt) (a)
70120583m
056 9469 475Fe (wt)O (wt) Al (wt) (b)
(c)
6120583m
2120579 (deg)30 40 50 60 70 80 90 100
55
60
65
70
75
80
85
90
95
100
105
ln (c
ount
s)
AlAl13Fe4
Figure 6 (a) Microstructure (b) the interior seen in the previous image and (c) XRD pattern of the part fabricated when 119875 = 61WV = 014ms and 119905 = 75 120583m
As observed from Figures 8 and 9 (119905 = 50 120583m) toFigures 4ndash7 (119905 = 75 120583m) and Figure 3 (thick powder bed)the higher oxygen appears in lower layer thickness This isbecause the thicker layer thickness reduces the oxygen byenhancing temperature and stirring (since a thicker layerreduces the cooling rate activates more exothermic reactionand produces a larger melting pool) The higher oxygen con-tributes to the formation of hard oxides such as aluminiumoxide (Al
2O3) or iron aluminium oxides (like Fe2+Al
2O4and
AlFeO3) reinforcing the matrix
43 Microstructures Phases and Microhardness The singleAl phase granular feature (Figure 3) formed in the SLMspecimen built on a thick AlFe
2O3powder bed can be
attributed to enhanced oxygen removal at large layer thick-ness This leads to an Al matrix saturated by Fe (SLM rapidsolidification from high temperatures assists saturation of Alby other elements [11 20]) This contributes to strengtheningby solution hardening
The multilayer parts exhibit higher microhardness thanthat of the conventional pure aluminium (Figure 2) Thelowest hardness belongs to Figure 4 in which fuzzy andcoralline-like boundaries have just started to develop into
interior These phases are Al-Fe intermetallics and Al(-Fe) oxides demanded for hardeningstrengthening purposes(eg Al oxide has been used as reinforcement in Al alloys[21] or Al
13Fe4has been recognised as major hardening
phase in surface hardening of Al by Fe-ion implantation[22]) Therefore they start to enhance the hardness ofAl matrix compared to pure Al Considering the detectedcombinations Al
13Fe4(equilibrium) is a result of transition
from Fe3Al (the ordinary production of (1)) due to excessive
Al [23] Also Fe2+Al2O4has been formed due to its lower
activation energy than that of Al2O3[15] though it tends to
transform into Al2O3and Al-Fe intermetallics [18]
The average particle size of Al powders (about 40 120583m)results in a similar range of grain size in Figure 4(a) Higherlaser power of 82W develops coralline-like feature (Figure 7)from ultrafine intermetallics such as Al
13Fe4and Fe
3Al
(Figure 7(c)) This is accompanied with removing oxidesfrom matrix and lowering the oxygen content (Figures 7(b)and 7(c)) Despite the absence of oxides the fine and hard Al-Fe intermetallics enhance the hardness (see the correspond-ing microhardness curve in Figure 2)
Both Figures 4 and 5 contain coralline-like features inboundaries however the corallines in Figure 5 are slightly
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
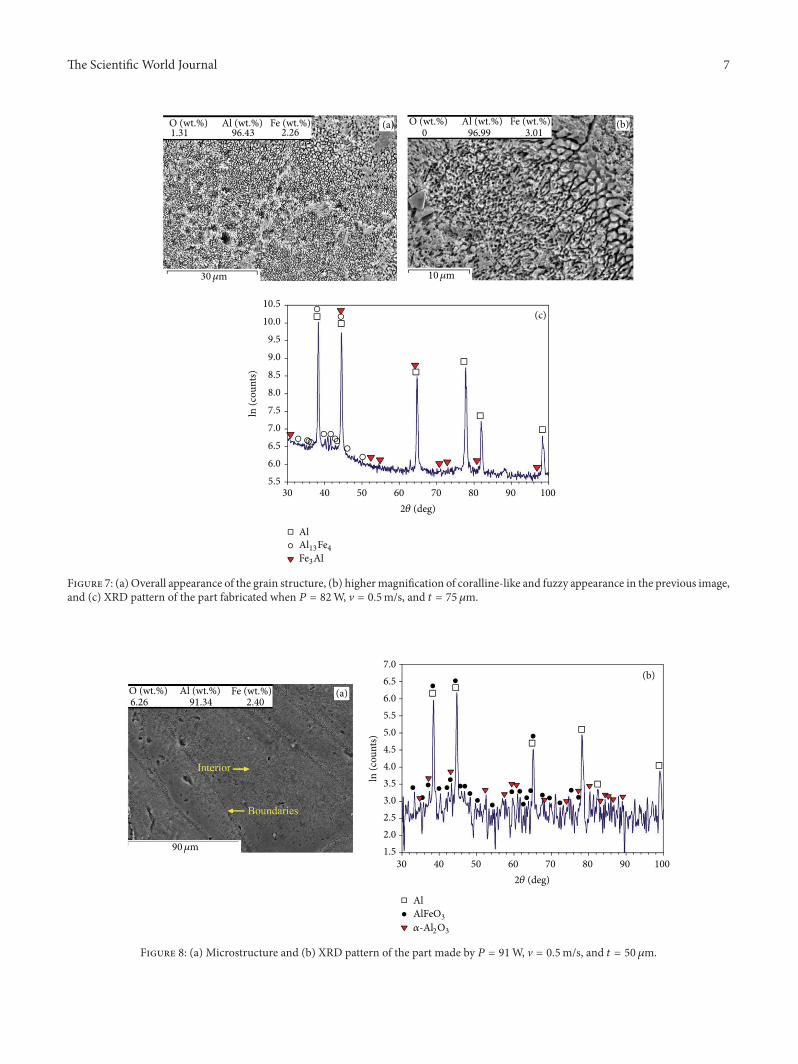
The Scientific World Journal 7
131 9643 226Fe (wt)O (wt) Al (wt) (a)
30120583m
0 9699 301Fe (wt)O (wt) Al (wt) (b)
(c)
10120583m
2120579 (deg)30 40 50 60 70 80 90 100
Al
Fe3AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Figure 7 (a) Overall appearance of the grain structure (b) highermagnification of coralline-like and fuzzy appearance in the previous imageand (c) XRD pattern of the part fabricated when 119875 = 82W V = 05ms and 119905 = 75 120583m
626 9134 240Fe (wt)O (wt) Al (wt) (a)
(b)
90120583m
2120579 (deg)30 40 50 60 70 80 90 100
50454035
252015
30
55606570
ln (c
ount
s)
AlAlFeO3
120572-Al2O3
Figure 8 (a) Microstructure and (b) XRD pattern of the part made by 119875 = 91W V = 05ms and 119905 = 50 120583m
8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

8 The Scientific World Journal
778 8950 272Fe (wt)O (wt) Al (wt)
70120583m
(a)575 2659160
Fe (wt)O (wt) Al (wt)
10120583m
(b)
(c)
2120579 (deg)30 40 50 60 70 80 90 100
AlAl13Fe4
556065707580859095
100105
ln (c
ount
s)
Fe2+Al2O4
120572-Al2O3
Figure 9 (a) Grain structure (b) fine particles formed inside grains and boundaries (closeup of the previous image) and (c) XRD pattern ofthe part made by 119875 = 91W V = 014ms and 119905 = 50 120583m
further developed due to lower scanning speed In factlower laser speed enhances the laser input and decreases thecooling rate leading to coarser corallines (the coralline tipsare sim1-2120583m in Figure 5 but sim05 120583m in Figure 4) Despitethe coarsening effect enhancing the melting (by increasinglaser input) results in further propagation of these Al-Feintermetallics into interior a more uniform microstructureand a higher hardness This completes in higher laser powers(Figure 6) leading to the highest hardness of the relevantcurve (treated at 119875 = 61W V = 014ms and 119905 =75 120583mmdashFigure 2) After this the hardness may fall despitethe bonding improvement perhaps due to the excessivecoarsening or formation of other softer in situ products
Decreasing the layer thickness of the parts to 50120583mchanges the sharp-pointed coralline-like appearance ofmicrostructure (Figure 7) into semicorallines and particles(Figures 8 and 9) The oxygen content is considerably higherthan what was observed in higher layer thickness (eg cfFigures 8 to 7) increasing the oxide particles
Reducing the laser speed in conjunction with lowerlayer thickness of 50120583m (Figures 9(a) and 9(b)) leads touniform distribution of very fine particles (in nanosize andsubmicron scale) with strong bondingwithin thematrixThisresults in the highest hardness (Figure 2) Formation of these
reinforcing particles can be attributed to the used parametersIn fact the lower layer thickness intensifies fragmentation ofcorallines (by remelting the ex-layers) refines themicrostruc-ture (by increasing the cooling rate) and increases the oxideparticles (by restricting the oxygen removal) Besides thelower laser speed contributes to making particles by assistingthe oxide fragmentation
44 In Situ Combined SLM Phenomena The Al-Fe equilib-rium binary diagram shows a eutectic point around 18 wtiron which is composed of Al and Al
3Fe (Al
13Fe4) [23 24]
The eutectics usually tend to form with a lath-like morphol-ogy but here the rapid solidification restricts their growthThus these incomplete Al-Fe lath-like eutectics appear witha coralline-likemorphology in areas with low oxygen content(eg Figure 7(b)) The existence of coralline-like phases hasrarely been reported by other researchers For exampleWonget al [20] observed that the eutectic silicon in Al-Si alloys wasstrongly modified during laser treatment in such a mannerthat silicon crystal in eutectic was changed morphologicallyfrom lath-like into coralline-like
As summarised in Table 1 the SLM of single layerspecimens on a thick powder bed forms an Al granularfeature saturated by Fe When the 75 120583m layer thickness is
The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

The Scientific World Journal 9
used low laser energies form the coralline-like phases (beingin fact rapidly solidified Al-Fe eutectics) though Al oxide(mainly in the form of particles) may also be found fromsurface oxide fragmentations or in situ products Higher laserpower develops the in situ reaction leading to incorporationof Al into Fe2+Al
2O4and transforming it into Fe
3Al and
then equilibrium Al13Fe4(as much as possible depending
on the condition) Simultaneously oxygen removal is ade-quate to mitigate the oxides leaving mainly Al and Al-Fe intermetallics Thus coralline-like features propagate allover the samples in these conditions A decrease in layerthickness into 50120583m suppresses the oxygen removal andincreases the stable and particulate Al
2O3 It also increases
the solidification rate which decreases the transformationof iron aluminium oxides (like Fe2+Al
2O4and AlFeO
3)
into intermetallics The lower scanning speed may increasethe fragmentation of oxide layers This collaborates withthe ex-layer remelting which breaks the corallines formedin previous layers Consequently coralline-like appearancemay disappear and particulate reinforced Al matrix may berevealed
5 Conclusions
(i) In situ reaction was successfully activated by usingSLM process in a powder mixture of Al5 wtFe
2O3
The microstructural evolution of SLM parts wasinvestigated in the dependence of various parameterssuch as powder layer thickness laser power andscanning speed
(ii) Thicker layers lead to more efficient oxygen removalduring SLM This can be considered as the mainreason for the large microstructural differences withchanging the layer thickness
(iii) The microstructure after SLM of a thick powderbed 75120583m layer thickness and 50 120583m layer thicknessappeared with dominantly granular coralline-like(being in fact rapidly laser solidified Al-Fe eutec-tics) and coralline-particulate and particulate fea-tures respectively These microstructures representmainly pure Al Al-Fe intermetallics (such as Fe
3Al
and Al13Fe4) and Al(-Fe)-O oxides (such as Al
2O3
Fe2+Al2O4 and AlFeO
3) after rapid solidification
(iv) The earliest in situ products are phases such as Fe3Al
and Al(-Fe)-O oxides (eg Fe2+Al2O4) but they tend
to transform into more stable combinations such asAl13Fe4and 120572-Al
2O3
(v) Higher laser power also contributes to more efficientoxygen removal during SLM Higher scanning speedleads to finer Al-Fe coralline-like features and it mayrestrict the in situ progress and transformation ofproducts
(vi) A very promising result (useful to manufacture Almatrix composites) was achieved by using low layerthickness high laser power and low scanning speedThis led to well-bonded and uniform distributionof fine hard and stable particles in Al matrix and
consequently resulted in the highest comparativemicrohardness
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this article
References
[1] P S Mohanty and J Mazumder ldquoSolidification behavior andmicrostructural evolution during laser beam-material interac-tionrdquoMetallurgical and Materials Transactions B vol 29 no 6pp 1269ndash1279 1998
[2] S Dadbakhsh L Hao and N Sewell ldquoEffect of selective lasermelting layout on the quality of stainless steel partsrdquo RapidPrototyping Journal vol 18 no 3 pp 241ndash249 2012
[3] J-P Kruth G Levy F Klocke and T H C Childs ldquoCon-solidation phenomena in laser and powder-bed based layeredmanufacturingrdquo CIRP Annals vol 56 no 2 pp 730ndash759 2007
[4] E C Santos M Shiomi K Osakada and T Laoui ldquoRapidman-ufacturing ofmetal components by laser formingrdquo InternationalJournal of Machine Tools andManufacture vol 46 no 12-13 pp1459ndash1468 2006
[5] E Louvis P Fox and C J Sutcliffe ldquoSelective laser meltingof aluminium componentsrdquo Journal of Materials ProcessingTechnology vol 211 no 2 pp 275ndash284 2011
[6] D Buchbinder H Schleifenbaum S HeidrichWMeiners andJ Bultmann ldquoHigh power selective laser melting (HP SLM) ofaluminum partsrdquo Physics Procedia A vol 12 pp 271ndash278 2011
[7] L Hao and S Dadbakhsh ldquoMaterials and process aspects ofselective laser melting of metals andmetal matrix composites areviewrdquo Chinese Journal of Lasers vol 36 no 12 pp 3192ndash32032009
[8] S Dadbakhsh and L Hao ldquoIn situ formation of particlereinforced Al matrix composite by selective laser melting ofAlFe
2O3powder mixturerdquo Advanced Engineering Materials
vol 14 no 1-2 pp 45ndash48 2012[9] S Dadbakhsh L Hao P G E Jerrard and D Z Zhang ldquoExper-
imental investigation on selective laser melting behaviour andprocessing windows of in situ reacted AlFe
2O3powder mix-
turerdquo Powder Technology vol 231 pp 112ndash121 2012[10] E J Lavernia and T S Srivatsan ldquoThe rapid solidification pro-
cessing of materials science principles technology advancesand applicationsrdquo Journal of Materials Science vol 45 no 2 pp287ndash325 2010
[11] M Rajabi M Vahidi A Simchi and P Davami ldquoEffect of rapidsolidification on the microstructure and mechanical propertiesof hot-pressed Al-20Si-5Fe alloysrdquo Materials Characterizationvol 60 no 11 pp 1370ndash1381 2009
[12] ASM International Handbook Committee vol 2 of Propertiesand Selection Nonferrous Alloys and Special-Purpose MaterialsAmerican Society for Metals (ASM) International Metals ParkOhio USA 1992
[13] P Fischer V Romano H P Weber N P Karapatis E Boillatand R Glardon ldquoSintering of commercially pure titaniumpowder with a NdYAG laser sourcerdquo Acta Materialia vol 51no 6 pp 1651ndash1662 2003
[14] D Gu Z Wang Y Shen Q Li and Y Li ldquoIn-situ TiC particlereinforced Ti-Al matrix composites powder preparation by
10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

10 The Scientific World Journal
mechanical alloying and Selective Laser Melting behaviorrdquoApplied Surface Science vol 255 no 22 pp 9230ndash9240 2009
[15] R-H Fan H-L Lu K-N Sun W-X Wang and X-B YildquoKinetics of thermite reaction in Al-Fe
2O3systemrdquo Ther-
mochimica Acta vol 440 no 2 pp 129ndash131 2006[16] J Yang P La W Liu and Y Hao ldquoMicrostructure and
properties of Fe3Al-Fe
3AlC05
composites prepared by self-propagating high temperature synthesis castingrdquo MaterialsScience and Engineering A vol 382 no 1-2 pp 8ndash14 2004
[17] L Duraes B F O Costa R Santos A Correia J Campos andA Portugal ldquoFe
2O3aluminum thermite reaction intermediate
and final products characterizationrdquo Materials Science andEngineering A vol 465 no 1-2 pp 199ndash210 2007
[18] J Mei R D Halldearn and P Xiao ldquoMechanisms of thealuminium-iron oxide thermite reactionrdquo Scripta Materialiavol 41 no 5 pp 541ndash548 1999
[19] F Verhaeghe T Craeghs J Heulens and L Pandelaers ldquoApragmatic model for selective laser melting with evaporationrdquoActa Materialia vol 57 no 20 pp 6006ndash6012 2009
[20] T T Wong G Y Liang and C Y Tang ldquoThe surface characterand substructure of aluminium alloys by laser-melting treat-mentrdquo Journal of Materials Processing Technology vol 66 no1ndash3 pp 172ndash178 1997
[21] G Dirras J Gubicza D Tingaud and S Billard ldquoMicrostruc-ture of Al-Al
2O3nanocomposite formed by in situ phase trans-
formation during Al nanopowder consolidationrdquo MaterialsChemistry and Physics vol 129 no 3 pp 846ndash852 2011
[22] K YGao andB X Liu ldquoSurface hardening ofAl by high currentFe-ion implantationrdquo Journal of Applied Physics vol 82 no 5pp 2209ndash2214 1997
[23] A Griger and V Stefaniay ldquoEquilibrium and non-equilibriumintermetallic phases in Al-Fe and Al-Fe-Si Alloysrdquo Journal ofMaterials Science vol 31 no 24 pp 6645ndash6652 1996
[24] CMAllen K AQOrsquoReilly andB Cantor ldquoEffect of semisolidmicrostructure on solidified phase content in 1xxx Al alloysrdquoActa Materialia vol 49 no 9 pp 1549ndash1563 2001
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials