reporte final juan josé
TRANSCRIPT

UNIVERSIDAD TECNOLÓGICA DE SAN JUAN DEL RÍO
INNOVACIÓN PARA EL DESARROLLO
REPORTE DE ESTADIA
“MONTAJE Y EVALUACIÓN DE UN MODULO
PILOTO PARA LA PRODUCCIÓN DE
HIPOCLORITO DE SODIO EN EL CIDETEQ”
QUE PARA OBTENER EL TÍTULO DE:
TÉCNICO SUPERIOR UNIVERSITARIO EN
QUÍMICA INDUSTRIAL
PRESENTA:
DORANTES VEGA JUAN JOSÉ
ASESOR CENTRO DE
INVESTIGACIÓN
IQ. JOSÉ ALFREDO RAMÍREZ
GUERRERO
ASESOR TÉCNICO
M. en. C HADA CONCEPCIÓN
OAXACA JIMÉNEZ
SAN JUAN DEL RÍO, QRO. AGOSTO DE 2012


DEDICATORIA Dios, gracias por permitirme llegar hasta aquí, ya que me diste fuerzas para seguir adelante
a pesar de los obstáculos que se me presentaban en el camino, tú me guiaste hasta esta etapa
de mi vida…
En especial quiero dedicarle este trabajo a toda mi familia, ya que sin su apoyo no lo
hubiera logrado. Gracias
A mis hermanas que nunca me exigieron nada, que me apoyaron y porque sé que ellas
también lograrán terminar una carrera…
A mis asesores de estadía, por su tiempo y dedicación durante mi estadía…
Gracias a todos.
AGRADECIMIENTOS
A los profesores de la Universidad Tecnológica de San Juan del Río, por su apoyo y por
transmitirme sus conocimientos para realizarme profesionalmente.
Al Centro de Investigación y Desarrollo Tecnológico en Electroquímica SC. (CIDETEQ)
San Fandila comunidad de Pedro Escobedo Qro. Por darme la oportunidad de realizar mi
estadía.
Y sobre todo agradezco a Dios y a mi familia por su apoyo incondicional y por creer en mí
en todo momento para terminar mi carrera.

INDICE
AGRADECIMIENTOS
DEDICATORIA Pag.
INTRODUCCION .................................................................................................................. 1
CAPITULO 1. ANTECEDETES DEL CENTRO DE INVESTIGACION .................... 2
1.1 ORIGENES ...................................................................................................................... 2
1.2 MISION ............................................................................................................................ 3
1.3 VISION ............................................................................................................................. 3
1.4 GIRO DE LA EMPRESA ................................................................................................ 3
1.5 AREA DE DESARROLLO DEL PROYECTO ............................................................... 3
1.5.1 ORGANIGRAMA DEL AREA DE TRABAJO ........................................................... 4
1.5.2 UBICACION ................................................................................................................. 4
CAPITULO 2. GENERALIDADES DEL PROYECTO .................................................. 5
2.1 TITULO ............................................................................................................................ 5
2.2 OBJETIVOS ..................................................................................................................... 5
2.3 JUSTIFICACION ............................................................................................................. 5
2.4 ALCANCES ..................................................................................................................... 7
CAPITULO 3. MARCO O REFERENCIA TEORICA FUNDAMENTAL .................. 9
3.1 ¿QUÉ ES? ........................................................................................................................ 9
3.2 ¿POR QUÉ PRODUCIR HIPOCLORITO DE SODIO? ............................................... 10
3.3 ¿PARA QUÉ? ................................................................................................................ 11
3.4 INDUSTRIA DEL CLORO-ALCALI ........................................................................... 11
3.5 PRODUCCION DE CLORO-ALCALI ......................................................................... 12
3.5.1 LA OBTENCION DE CLORO ................................................................................... 13
3.5.2 ELECTROSINTESIS .................................................................................................. 14

2
3.5.3 CELDAS DE MERCURIO ......................................................................................... 15
3.5.4 CELDAS DE DIAFRAGMA ...................................................................................... 17
3.5.5 CELDAS DE MEMBRANA ....................................................................................... 19
3.6.1 COMPARACION ENTRE LAS TRES TECNOLOGIAS ......................................... 21
3.6.2 APLICACIONES DEL CL2 ........................................................................................ 22
3.6.3 ESTUDIO DE LA ELECTROLISIS ........................................................................... 23
3.6.4 CELDA ELECTROLITICA ........................................................................................ 24
3.6.4 REACCIONES ELECTROQUIMICAS ..................................................................... 25
CAPITULO 4. METODOLOGIA Y PROCEDIMIENTO ........................................... 26
4.1 INVESTIGACIÓN SOBRE NORMATIVIDAD .......................................................... 26
4.2 ELABORAR MANUAL DE SEGURIDAD ................................................................. 32
4.3 ELABORAR MANUAL DE MANTENIMIENTO DE EQUIPOS .............................. 35
4.3.1 MANTENIMIENTO DE VALVULAS ...................................................................... 35
4.3.2 MANTENIMIETNO DE BOMBAS ........................................................................... 38
4.3.3 MANTENIMIENTO DE INSTRUMENATCION ..................................................... 40
4.3.4 MANTENIMIENTO DE EQUIPO EN GENERAL ................................................... 41
4.4 ELABORAR MANUAL DE OPERACIÓN DE PLANTA PILOTO. .......................... 43
4.5 ELABORAR ETIQUETAS PARA TANQUES Y TUBERÍAS ................................... 50
CAPITULO V. RESULTADOS ........................................................................................ 60
ACTIVIDADES REALIZADAS EN EL MODULLO DE HIPOCLORITO DE SODIO .. 67
CONCLUSIONES ................................................................................................................ 68
RECOMENDACIONES ...................................................................................................... 70
GLOSARIO .......................................................................................................................... 71
REFERENCIAS ................................................................................................................... 72
INTRODUCCION
El presente trabajo se compone de 5 capítulos en el capitulo I se presentan los antecedentes
de la empresa, el cual trata de los aspectos generales desde sus inicios, cómo se fue
formando, sus bases fundamentales como son políticas, valores y misión. Para lograr una
mejor comprensión y sustentar el reporte es necesario que en el capítulo II generalidades
del proyecto se describe mas afondo el contenido de este trabajo así como los objetivos que
se trazaron En el capitulo III marco o referencias teóricas, se definen algunos conceptos
sobre la producción de cloro-álcali que respalden este proyecto para una mejor
comprensión. En el capitulo IV se detalla la metodología y desarrollo del trabajo realizado
en esta estadía. Y para finalizar el capítulo V que nos muestra los resultados y conclusiones
obtenidas durante el desarrollo de este proyecto.
Las bases para el “montaje del Módulo prototipo para la producción de Hipoclorito de
sodio” se han tomado de la Ingeniería Básica y de Detalle derivada del proyecto “Diseño e
Ingeniería de una celda electrolítica de membrana para la producción de cloro-álcali”. En la
ingeniería básica del proyecto se dan los diagramas de flujo, los balances de masa, el
dimensionamiento de equipos, la distribución de los equipos y el DTI (Diagrama de
Tubería e Instrumentación).
En este proyecto de estadía se pretenden evaluar ciertos aspectos relacionados con el
módulo de producción de hipoclorito de sodio como son:
Revisión de normas aplicables
Equipo de protección personal
Pruebas hidráulicas e hidrostáticas de equipos
Procedimiento de arranque
Procedimiento de paro de emergencia
Instructivo de mantenimiento
Pruebas con el módulo de cloro

2
CAPITULO 1.
ANTECEDENTES DEL CENTRO DE INVESTIGACION
1.1 ORÍGENES
CIDETEQ, es el Centro de Investigación y Desarrollo Tecnológico en Electroquímica.
El 26 de septiembre de 1991, fue creado como una sociedad civil con el propósito de ser un
Centro Público de Investigación, con el reto de responder a la necesidad de vinculación
entre industriales e investigadores.
Desde sus inicios, el CIDETEQ ha sido líder en la investigación y el desarrollo de
tecnología en electroquímica, además proporciona diversos servicios a la industria; tales
como análisis de metales, análisis de aguas, caracterización de materiales y análisis de
fallas.
Actualmente, el CIDETEQ se especializa en desarrollar proyectos y servicios de alto valor
agregado a través de sus tres áreas estratégicas: Procesos, Ambiente y Materiales.
Como parte de los objetivos de creación del Centro, la Formación de Recursos Humanos es
una actividad que nos ocupa. Una vez que se consideró, que nuestros investigadores y el
propio CIDETEQ como institución, alcanzaban la madurez suficiente, en 1998 se iniciaron
los trabajos para que en abril de 1999 atendiéramos a la primera generación de Maestros en
Ciencias y Doctores en Electroquímica. Además, desde marzo de 2003, los estudiantes
mexicanos tienen una opción más de estudio para obtener su grado de maestría o doctorado
en ciencia y tecnología con orientación en Ingeniería Ambiental.
El CIDETEQ es un centro público de investigación coordinado por CONACYT, Desde
sus inicios, el CIDETEQ ha sido líder en la investigación y el desarrollo de tecnología en
electroquímica, además proporciona diversos servicios a la industria; tales como análisis de
metales, análisis de aguas, caracterización de materiales y análisis de fallas.

3
1.2 MISIÓN
Lograr el liderazgo en investigación y conocimientos tecnológicos, así como, en la
formación de talento humano en electroquímica y medio ambiente, para incrementar la
competitividad y productividad de nuestros clientes, dirigiendo nuestros esfuerzos a los
sectores público, privado y académico, con presencia a nivel nacional.
1.3 VISIÓN
Ser un Centro Público de Investigación reconocido por la pertinencia de sus soluciones
tecnológicas y la formación de sus egresados motivado por la vanguardia en las
investigaciones y mezcla de productos rentables, el crecimiento y mejora de sus procesos
de manera continúa que permiten cumplir totalmente con los requisitos de nuestros clientes.
1.4 GIRO DE LA EMPRESA
Brinda servicios tecnológicos y solución de problemas de electroquímica y medio
ambiente. Análisis de metales, análisis de fallas, corrosión. Cursos de actualización y
capacitación.
1.5 ÁREA DE DESARROLLO DEL PROYECTO
El trabajo realizado está a cargo de la subdirección de desarrollo tecnológico que a su vez
se divide en tres coordinaciones dentro de la coordinación de procesos electroquímicos y
energías alternas se encuentra el proyecto de “Montaje y evaluación de un módulo de
hipoclorito de sodio”.

4
1.5.1 ORGANIGRAMA DEL
ÁREA DE TRABAJO
CITEDEQ
Subdireccion de desarrollo teconologico
Coordinacion de tecnologia de
materiales
Coordinacion de procesos electroquimicos y energias
alternativas
Prototipos para la produccion de hipoclorito
de sodio
NaCl alta concentracion
Modulo piloto para la
produccion de hipoclorito de
sodio
NaCl baja concentracion
Albercas Pequeñas
comunidades
Industria urbano
Reactor comercial
Reactor con inversion de
polaridad
Reactor bipolar
Coordinacion de tecnologia ambiental
1.5.2 Ubicación: Parque
Tecnológico Querétaro San
Fandila, Pedro Escobedo, Qro.
C.P. 76703.
5
CAPITULO 2.
GENERALIDADES DEL PROYECTO
2.1 TÍTULO “Montaje y Evaluación de un Modulo Piloto para la Producción de
Hipoclorito de Sodio” Trabajo Realizado en el Centro de Investigación y Desarrollo
Tecnológico en Electroquímica SC. (CIDETEQ).
2.2 OBJETIVOS DEL PROYECTO
Montar el módulo de producción de hipoclorito de sodio con base en la Ingeniería.
básica y de detalle del proyecto “Diseño e Ingeniería de una celda electrolítica para
la producción de cloro-álcali.
Realizar pruebas hidrostáticas y las pruebas de funcionamiento del módulo de
producción de hipoclorito de sodio.
Elaborar el manual de operación del módulo de producción de hipoclorito de sodio.
Elaborar el manual de mantenimiento del módulo de producción de hipoclorito de
sodio.
Evaluar el módulo de producción de hipoclorito de sodio.
2.3 JUSTIFICACIÓN
La generación de hipoclorito de sodio en el propio sitio, no es nada nuevo. Es un proceso
simple que hasta en los últimos 10-15 años con el desarrollo de ánodos especiales de bajo
consumo eléctrico han hecho que el proceso sea económico y confiable. Típicamente el
consumo eléctrico de una celda moderna es de 2.5 KW/h.
La primera instalación de un generador de hipoclorito de sodio fue hecha en Brewster, New
York en el año 1893 y fue conocida como el proceso wool y era usada en el tratamiento de
aguas industriales.

6
En 1930 generados electrolíticos eran usados en desinfección de aguas de albercas pero el
alto consumo eléctrico de los electrodos hacia que el cloro equivalente generado fura
bastante más costoso que el gas cloro y consecuentemente fue desechado.
Durante la primera guerra mundial en 1914-1918 una solución obtenida por este método
electrolítico era usada como antiséptico en los hospitales para tratar heridas abiertas. Esta
solución se llamaba Carrel Dankin Solution. Mas tarde la primera celda electrolítica fue
desarrollada por Van Peursem pero el bajo costo del gas cloro impidió el desarrollo y
avance de esta tecnología.
La tecnología de los generadores de hipoclorito de sodio es muy sencilla y confiable por lo
que día con día toma un mayor auge en la desinfección de agua residual tratada, así como
en el proceso de potabilización. Parte del principio es la electrolisis del agua salada o el
paso de electricidad entre el ánodo y el cátodo a través dela agua salada el cual hace que el
H2O y el NaCl reaccionen y formen el NaClO liberando hidrogeno en su reacción en la
parte catódica.
La tecnología actual para la producción de hipoclorito de sodio mediante la electrolisis de
salmuera es muy variada, estos sistemas se emplean para la desinfección del agua los
equipos existentes utilizan diferentes arreglos entre las conexiones entre ánodos y cátodos,
diferentes recubrimientos, intensidad de corriente y voltaje, volumen de producción, etc.
Sin embargo toda esta tecnología proviene del extranjero lo que la hace muy cara e
inaccesible para algunos sectores de la población, como las poblaciones rurales las cuales
no tienen acceso a agua potable lo que los hace vulnerables a las enfermedades que causan
la guas contaminadas dado a esto CIDETEQ en los últimos años ha venido realizando
estudios para implementar y hacer disponible la tecnología adecuada para la producción de
hipoclorito de sodio por vía electrolítica en el sitio.

7
2.4 ALCANCE
El presente trabajo de “Montaje y Evaluación de un Modulo Piloto para la Producción de
Hipoclorito de Sodio” se incluye dentro del proyecto “Diseño e Ingeniería de una celda
para la producción de cloro-álcali”. El montaje del módulo se realiza a partir de la
ingeniería básica y de detalle realizadas en el proyecto “Diseño e Ingeniería de una celda
para la producción de cloro-álcali”
El trabajo presentado se enfoca principalmente al montaje de un sistema de producción de
hipoclorito de sodio tomando como reactivos principales el cloro y el hidróxido de sodio
que se producen en la celda electrolítica. El modulo piloto para la producción de hipoclorito
de sodio incluye operaciones unitarias tales como el transporte de fluidos, reacciones
químicas por absorción, transferencia de calor, mezclado y evacuación de gases.
El montaje del módulo incluye, la instalación de tanques para el almacenamiento de fluidos
tales como Cloruro de sodio en solución, hidróxido de sodio, hipoclorito de sodio y algunos
reactivos utilizados como el metabisulfito de sodio. Se incluye también el montaje de
bombas centrifugas especiales para el manejo del cloruro de sodio, hidróxido de sodio,
hipoclorito de sodio y agua. El transporte de los fluidos se lleva a cabo por medio de
tuberías plásticas en su mayoría de CPVC y PVC. Se utilizan intercambiadores de calor de
Titanio y Acero Inoxidable para el enfriamiento de la salmuera, hidróxido de sodio e
hipoclorito de sodio. El fluido de enfriamiento es agua proveniente de una torre de
enfriamiento.
La energía eléctrica necesaria se suministra a través de un centro de carga y de un tablero
de control, el cual suministra corriente eléctrica del tipo alterna a cada uno de los equipos,
tal como, el rectificador de corriente (convierte energía eléctrica alterna en energía eléctrica
directa), a las bombas centrifugas y al sistema de control del modulo. El control del modulo
8
se realiza a través de un PLC que enlaza los instrumentos de medición de flujo,
temperatura, nivel, pH, ORP, válvulas de control proporcional y válvulas del tipo On-Off.
Se realiza también las pruebas hidrostáticas, prueba de funcionamiento de equipos e
instrumentos. El manual de funcionamiento y de mantenimiento se realizaron de acuerdo a
lo marcado en la ingeniería básica y del tipo de equipos instalados en el módulo.
Dentro de las actividades se incluyeron también el etiquetado de tanques, tuberías y avisos
de prevención de riesgos de acuerdo a lo marcado por la norma STPS-026-1996 y otras.
El presente proyecto tiene como alcances el montaje, pruebas de funcionamiento, manuales
de operación, mantenimiento y evaluación de un módulo de producción de hipoclorito de
sodio.

9
CAPITULO 3.
MARCO O REFERENCIA TEÓRICA FUNDAMENTAL
3.1 ¿Qué es? El cloro, es el decimoséptimo elemento químico aparecido en el universo;
antes que el hierro, cobre y zinc, por ejemplo, hace centenas de millones de años. Cuanto se
profundiza en el microcosmos con los modernos sistemas analíticos, más se confirma que la
naturaleza ha desarrollado procesos químicos con cloro mejor que lo hacemos los humanos.
El cloro se obtiene en el proceso de electrolisis de la sal, Conjuntamente con la sosa
cáustica (NaOH), y el hidrógeno. La sosa cáustica es un álcali importante para la industria
química, se utiliza en la producción de papel, aluminio, fibras textiles (rayón, fibrana),
jabones y detergentes, procesamientos de alimentos. El hidrógeno se utiliza en
hidrogenación de grasas, fabricación de vidrio plano, suavizantes y como combustible. Por
cada 1.7 toneladas de cloruro sódico se obtiene 1 tonelada de cloro, 1.13 tonelada de sosa
cáustica y 315 m³ de hidrógeno.
El cloro se prepara raramente en el laboratorio debido a que se comercializa en botellas de
presión de distintas capacidades. Se puede preparar a pequeña escala, mediante la adición
lenta de HCl concentrado y desoxigenado sobre dióxido de manganeso hidratado. El cloro
así generado se puede purificar pasándolo a través de agua, eliminándose el HCl y de
H2SO4, para eliminar el H2O. Por último se puede purificar más pasándolo por un tubo que
contiene CaO o P2O5.
( ) ( ) ( ) ( ) ( ) (1.)
La producción industrial de Cloro se lleva a cabo mediante la electrólisis de
disoluciones de NaCl: Las sales de NaCl empleadas suelen llevar impurezas que deben ser
eliminadas antes de efectuar la electrolisis, en particular los iones Ca2+
, Mg2+
y SO4.
( ) ( ) (1.1)
( ) .
Existen tres tipos de procesos para producir Cloro, el del mercurio, el de membrana y el de
diafragma.

10
3.2 ¿Por qué producir hipoclorito de sodio? La química del cloro es uno de los pilares
para el “desarrollo sostenible” y, por lo tanto, es útil y beneficiosa para la humanidad.
Alrededor del 60% de todas las actividades químicas utilizan cloro, ya sea de manera
directa o indirecta. Esto no es así por casualidad, si no por que en numerosos casos el cloro
actúa como fuente de energía, es un elemento muy reactivo que posibilita reacciones que de
otro modo utilizarían más energía, más recursos no renovables, producirían más residuos
peligrosos, más contaminación, seria menos seguro para los trabajadores y/o usuarios y
daría una calidad inferior a un precio más elevado.
El hipoclorito de sodio se utiliza a gran escala en la agricultura, industrias químicas,
pinturas, industrias de alimentación, industrias del cristal, papeleras y farmacéuticas,
industrias sintéticas e industrias de disposición de residuos.
En la industria textil se utiliza el hipoclorito de sodio como blanqueador. También se puede
añadir a aguas residuales industriales. Esto se hace para la eliminación de olores. El
hipoclorito neutraliza el gas de sulfuro de hidrogeno (H2S) y amonio (NH3).
También se puede utilizar para en la industrias del metal. El hipoclorito se puede utilizar
para la prevención de la formación de crecimiento biológico de algas en torres de
enfriamiento. En las aguas de tratamiento, el hipoclorito es utilizado como desinfectante del
agua. En las casas, el hipoclorito se usa frecuentemente para la purificación y desinfección
de la casa.1
3.3 ¿Para qué? El cloro, utilizado solo o en forma de hipoclorito sódico, actúa como un
potente desinfectante. Añadido al agua destruye rápidamente las bacterias y otros microbios
que ésta pueda contener, lo que garantiza su potabilidad y ayuda a eliminar sabores y
olores. Por lo que día con día toma un mayor auge en la desinfección de agua residual
tratada, así como en el proceso de potabilización. Dado a esto CIDETEQ en los últimos
años ha venido realizando estudios para implementar y hacer disponible la tecnología
adecuada para la producción de hipoclorito de sodio por vía electrolítica en el sitio.
1 Tesis Ingeniero Químico Alberto Barrios Valencia “Determinación de especies oxidantes generadas
electroquímicamente con electrodos de titanio recubiertos de óxidos de metales preciosos”.

11
3.4 INDUSTRIA DEL CLORO-ALCALI
Fuera de algunos metales, el cloro es uno de los pocos elementos químicos que tienen
importancia de tonelaje expedido en forma elemental. El cloro fue descubierto en 1774
por el químico Scheele y en 1779 se consiguió la primera patente de cloro como
agente de blanqueo, pero fue hasta mediados del siglo XIX que tuvo importancia para la
industria.
En la segunda mitad del siglo pasado se explotaron industrialmente los procedimientos
Weldom y Deacon para producir cloro por reacción química utilizando HCl como materia
prima. En el proceso Wealdon se efectuaba la oxidación con dióxido de manganeso, y en
el Deacon con aire y cloruro de cobre como catalizador. El gas que se obtenía de ambos
procedimientos estaba mezclado con gases del aire, lo cual servía para hacer hipoclorito
de calcio que era el principal medio para transporte del cloro. Sin embargo, no fue hasta
fines del siglo XIX cuando el cloro adquirió su máxima importancia industrialmente al
perfeccionamiento de aparatos generadores de corriente eléctrica continua que hicieron
posible la económica fabricación.
En la fabricación de cloro se obtienen como subproductos muchas sustancias químicas
importantes. El NaOH, KOH e H2 son subproductos de las electrolisis de las salmueras
respectivas. El Na y K metílicos resultan de la electrolisis de los cloruros fundidos. El
NaNO3 es un subproducto del tratamiento de sal común con HNO3 para obtener cloro. Pero
el más importante de todos es la sosa caustica, NaOH.

12
3.5 PRODUCCION DE CLORO-ALCALI
La industria del cloro-álcali produce cloro (Cl2) e hidróxido de sodio (NaOH) o hidróxido
de potasio (KOH), mediante la electrólisis de una solución salina. Las principales
tecnologías aplicadas en la fabricación del cloro son la electrólisis en celdas de mercurio,
diafragma y membrana, utilizando principalmente cloruro de sodio (NaCl) como materia
prima o, en menor grado, cloruro de potasio (KCl), cuando es para producir hidróxido de
potasio.
Iniciada la producción en 1890, actualmente cuenta con una capacidad de producción anual
próxima a 3,5.107 toneladas de cloro. El consumo energético necesario para tal capacidad
de producción es de 108 MWh. La distribución geográfica de los procesos cloro-álcali por
diversas partes del mundo difiere de una manera apreciable con respecto a la capacidad de
fabricación de cloro. El año 2001 era la siguiente:
- Europa Occidental, donde predomina el proceso de celda de mercurio: 54%,
- Estados Unidos, donde predomina el proceso de celda de diafragma: 75%
- Japón, donde predomina el proceso de celda de membrana: 90 % Véase (Figura 1.1)
Figura 1.1. Medios de producción de cloro en Europa occidental (2005).

13
3.5.1 LA OBTENCIÓN DEL CLORO
Partiendo de materias primas tan básicas como la sal común y la energía eléctrica, y
mediante un proceso de electrólisis, se obtienen una serie de productos fundamentales para
la industria: cloro, sosa cáustica, hidrógeno, hipoclorito sódico y ácido clorhídrico.
La sal llega de Suria en tren y se mezcla con salmuera en el interior de un saturador, luego,
sigue una serie de tratamientos antes de entrar en la sala de electrólisis.
El cloro se produce en una sala de cien electrolizadores donde globalmente se produce la
reacción ( 1.3 ):
(1.3)
A base de salmuera disuelta en agua y energía eléctrica se obtiene cloro, sosa cáustica e
hidrógeno a través las celdas de mercurio.
El cloro húmedo abandona la celda a 80ºC. Para su utilización posterior se procede a su
secado. El cloro seco y sin impurezas se envía en su mayor parte (95%) a la planta de
cloruro de vinilo. El 5% restante se utiliza para la fabricación de hipoclorito sódico.
La sosa cáustica (NaOH) obtenida se enfría a 75ºC. Luego pasa por un filtro de carbón
activo para retener el mercurio que haya podido arrastrar, y en una segunda etapa de
refrigeración. Se enfría a 40ºC para enviarla a los depósitos de almacenamiento.
El hidrógeno producido tiene una riqueza del 99,99%, pero está saturado de mercurio y
puede llevar algo de NaOH. Es preciso purificarlo, mediante un proceso de refrigeración y
lavado.2
2 Chlorine Production Processes Recent and Energy Saving Developments Edited by J.S. Robinson.

14
3.5.2 ELECTROSINTEIS
Se puede definir una electrosíntesis, como la tecnología mediante la que es posible producir
una reacción química en una disolución en la que existen sustancias, inorgánicas u
orgánicas, susceptibles de reducirse y oxidarse. Por eso, se necesita la aplicación, por
medio de una fuente de alimentación de corriente continua, de una diferencia de potencial
que genere un paso neto de corriente eléctrica entre dos conductores, llamados electrodos,
en contacto con dicha disolución.
Dada la enorme importancia económica del proceso se han invertido grandes sumas en I+D
lo que ha permitido desarrollar electrodos y membranas que han facilitado la aplicación de
la electrosíntesis en otros campos y la mejora de los procesos existentes. Seguir las
innovaciones en este proceso es importante para cualquier profesional involucrado en
electrosíntesis.
La producción del cloro junto con el hidrógeno implica tecnologías avanzadas para evitar la
formación de la mezcla de ambos que produciría una reacción explosiva. Así existen tres
tecnologías, que difieren en el tipo de celda empleada:
Celdas de mercurio,
Celdas de diafragma,
Celdas de membrana.
En las celdas de mercurio no existe una separación física entre el anolito y el catolito, al
contrario de las de diafragma y las de membrana. A grandes rasgos el proceso de obtención
de cloro, sosa e hidrógeno es el mismo en las tres tecnologías y puede dividirse en tres
grandes etapas:
Purificación de la salmuera formada por disolución del cloruro sódico procedente de
yacimientos o depósitos naturales, o directamente tomada del mar, Electrólisis, Purificación
de los productos obtenidos. La etapa de purificación de la salmuera es necesaria, pues la
disolución de cloruro sódico no es pura.
15
3.5.3 CELDAS DE MERCURIO
La electrólisis con celdas de amalgama de mercurio fue el primer método empleado para
producir cloro a escala industrial.
Se emplea un cátodo de mercurio y un ánodo de titanio recubierto de platino u óxido de
platino. El cátodo está depositado en el fondo de la celda de electrólisis y el ánodo sobre
éste, a poca distancia. La celda se alimenta con cloruro de sodio y, con la diferencia de
potencial adecuada, se produce la electrólisis ( 1.4 y 1.5 ):
- .
- ( ) .
A continuación se procede a la descomposición de la amalgama de sodio ( 0,5% en peso de
sodio ) formada para recuperar el mercurio. La base sobre la que está la amalgama está
ligeramente inclinada y de esta forma va saliendo de la celda de electrólisis y se pasa a un
descomponedor relleno con grafito en donde se añade agua a contracorriente,
produciéndose la reacción ( 1.6 ):
( ) .
Al pasar por el descomponedor, se recupera el mercurio para su reutilización en el circuito.
Regulando la cantidad de agua que alimenta el reactor es posible obtener directamente la
sosa a su concentración de comercialización, 50% en peso.
Método de purificación de la salmuera: eliminación de los metales alcalinotérreos
por precipitación en forma de hidróxidos por adición de hidróxido sódico, sosa
cáustica.
Concentración de salmuera de entrada a 25% en peso.
16
Temperatura de electrólisis 60oC. En algunos casos, la salmuera se calienta usando
el calor liberado en el reactor.
La salmuera se acidifica para evitar la descomposición del cloro a hipoclorito
sódico.
Concentración de la salmuera de salida: 19% en peso.
Concentración de la disolución acuosa de NaOH obtenida: 50% en peso.
El mercurio del reactor se recicla a la celda.
Las características generales del sistema electroquímico son:
Celdas con el fondo de acero ligeramente inclinado para que el mercurio se desplace
a lo largo de su longitud.
DSAs ( Ánodo Dimensionalmente Estable ) expandidos depositados sobre titanio de
30 × 30 cm como ánodos.
Cada celda está dotada de 250 ánodos.
Densidad de corriente entre 8.000 y 14.000 A · m-2
.
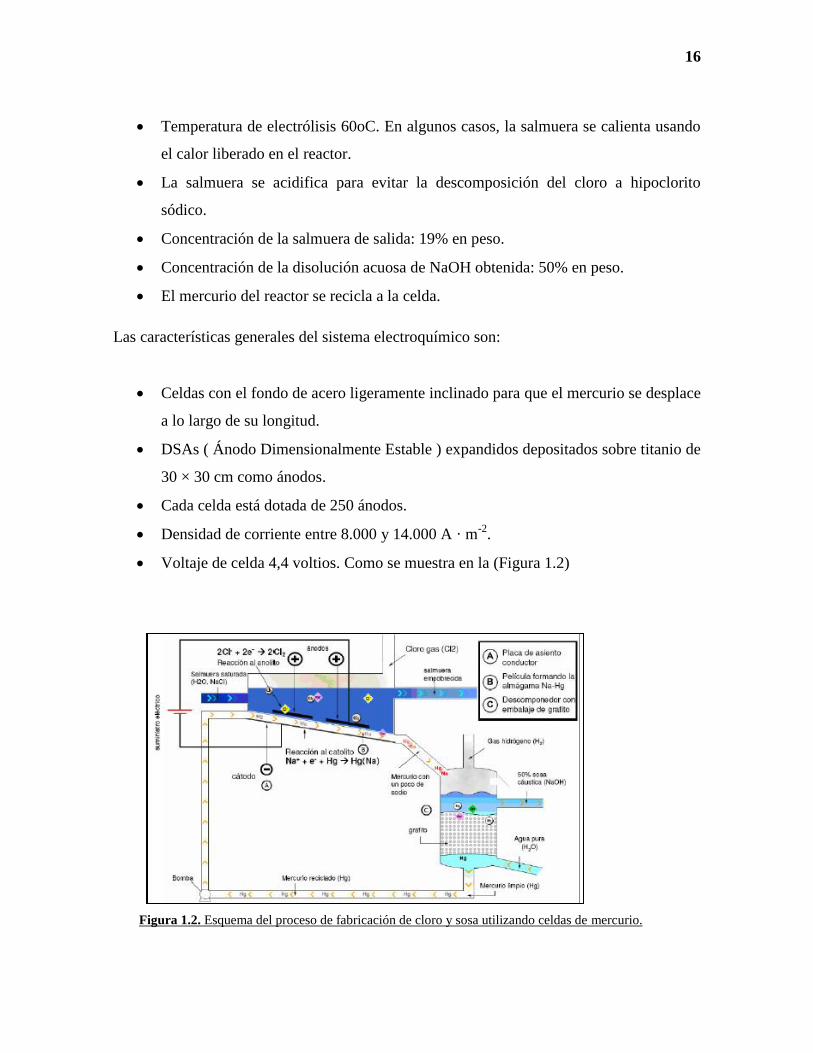
Voltaje de celda 4,4 voltios. Como se muestra en la (Figura 1.2)
CELDAS DE DIAFRAGMA
Figura 1.2. Esquema del proceso de fabricación de cloro y sosa utilizando celdas de mercurio.
17
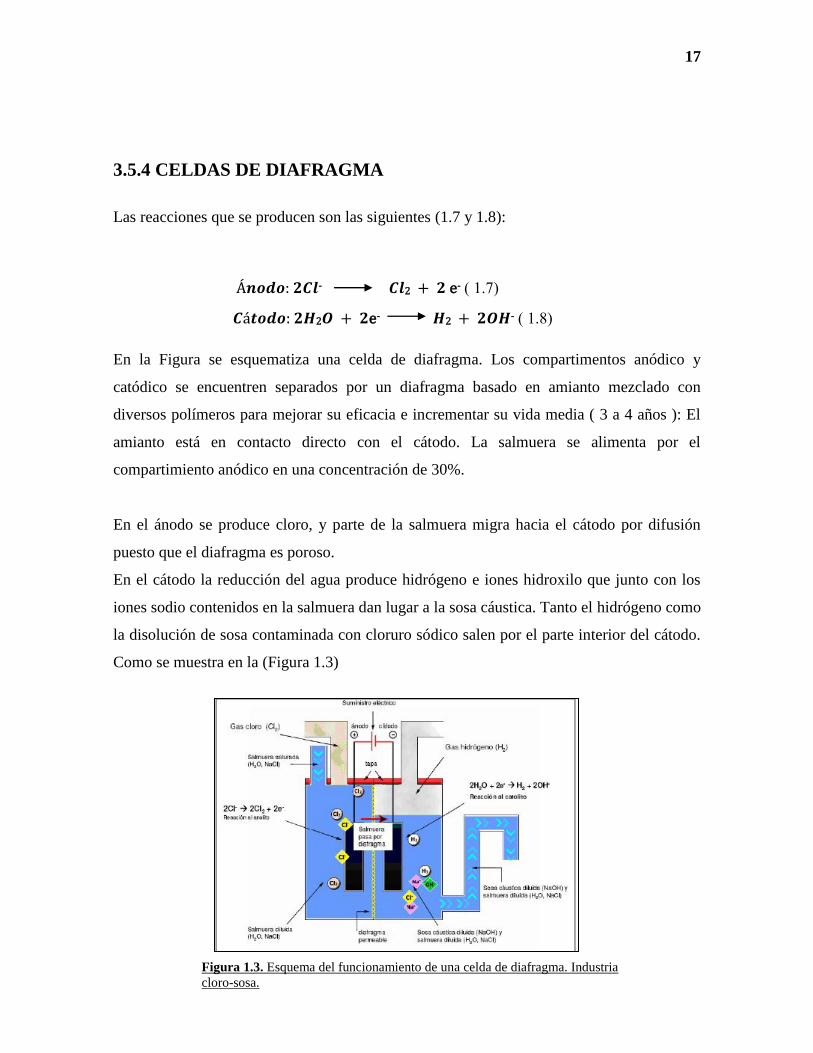
3.5.4 CELDAS DE DIAFRAGMA
Las reacciones que se producen son las siguientes (1.7 y 1.8):
- - .
- - .
En la Figura se esquematiza una celda de diafragma. Los compartimentos anódico y
catódico se encuentren separados por un diafragma basado en amianto mezclado con
diversos polímeros para mejorar su eficacia e incrementar su vida media ( 3 a 4 años ): El
amianto está en contacto directo con el cátodo. La salmuera se alimenta por el
compartimiento anódico en una concentración de 30%.
En el ánodo se produce cloro, y parte de la salmuera migra hacia el cátodo por difusión
puesto que el diafragma es poroso.
En el cátodo la reducción del agua produce hidrógeno e iones hidroxilo que junto con los
iones sodio contenidos en la salmuera dan lugar a la sosa cáustica. Tanto el hidrógeno como
la disolución de sosa contaminada con cloruro sódico salen por el parte interior del cátodo.
Como se muestra en la (Figura 1.3)
Figura 1.3. Esquema del funcionamiento de una celda de diafragma. Industria
cloro-sosa.

18
El ánodo es un DSA mientras que el cátodo es una tela metálica de acero inoxidable
recubierta con ciertos catalizadores como níquel expandido para minimizar el sobre voltaje
de desprendimiento de hidrógeno.
Los inconvenientes de este tipo de celdas están relacionados con el uso de un diafragma de
amianto:
No es una barrera selectiva de iones. Con el ión sodio, migra el ión cloruro hacia el
catolito. Por tanto, la sosa cáustica está contaminada con cloruro sódico ( 1% al
50% en la sosa ) lo que la inutiliza para muchas aplicaciones ( aumenta la corrosión
de los metales en contacto con la sosa ).
La concentración máxima de sosa obtenible en el cátodo es de 12% en peso para
evitar su migración al anolito lo que originaría una pérdida de la eficacia de la
corriente tanto respecto a la sosa como al cloro. Su presencia en el anolito
favorecería la oxidación del agua a oxígeno que contaminaría al cloro. Asimismo, la
gasificación del anolito daría lugar una pérdida de cloro por formación de
hipoclorito sódico.
La limitación de la concentración de sosa al 12% en peso exige eliminar por
evaporación aproximadamente el 80% del agua para obtener la concentración de
comercialización, 50% en peso. Esta etapa incrementa mucho el consumo específico
de energía del proceso global.
La resistencia eléctrica del diafragma es alta lo que obliga a trabajar a densidades de
corriente de 1.500 - 2.000 A · m-2, pues valores superiores son económicamente
inaceptables.

19
3.5.5 CELDAS DE MEMBRANA
Se introdujeron en el mercado a partir de 1970. Las reacciones redox son las mismas que en
las de diafragma. La diferencia fundamental y crucial con éstas es que en las celdas de
membrana ( Figura 1.4 ) el material que separa el anolito del catolito es una membrana de
intercambio catiónico perfluorada, selectiva a los iones sodio. Por lo tanto, el catolito no
está constituido por la salmuera que difunde del anolito, sino por una disolución acuosa
diluida de hidróxido sódico que se alimenta independientemente.
Se obtiene así una disolución de sosa cáustica prácticamente exenta de iones cloruro. Como
se muestra en la (Figura 1.4)
Figura 1.4. Esquema del funcionamiento de una celda de membrana. Industria cloro-sosa.
La salmuera se alimenta por el compartimiento anódico a una concentración del 25% en
peso y a una temperatura de 80 – 95 oC. La membrana de intercambio catiónico es el tipo
bicapa ( Figura 1.5 ), y está diseñada para impedir el paso de iones cloruro del anolito.
20
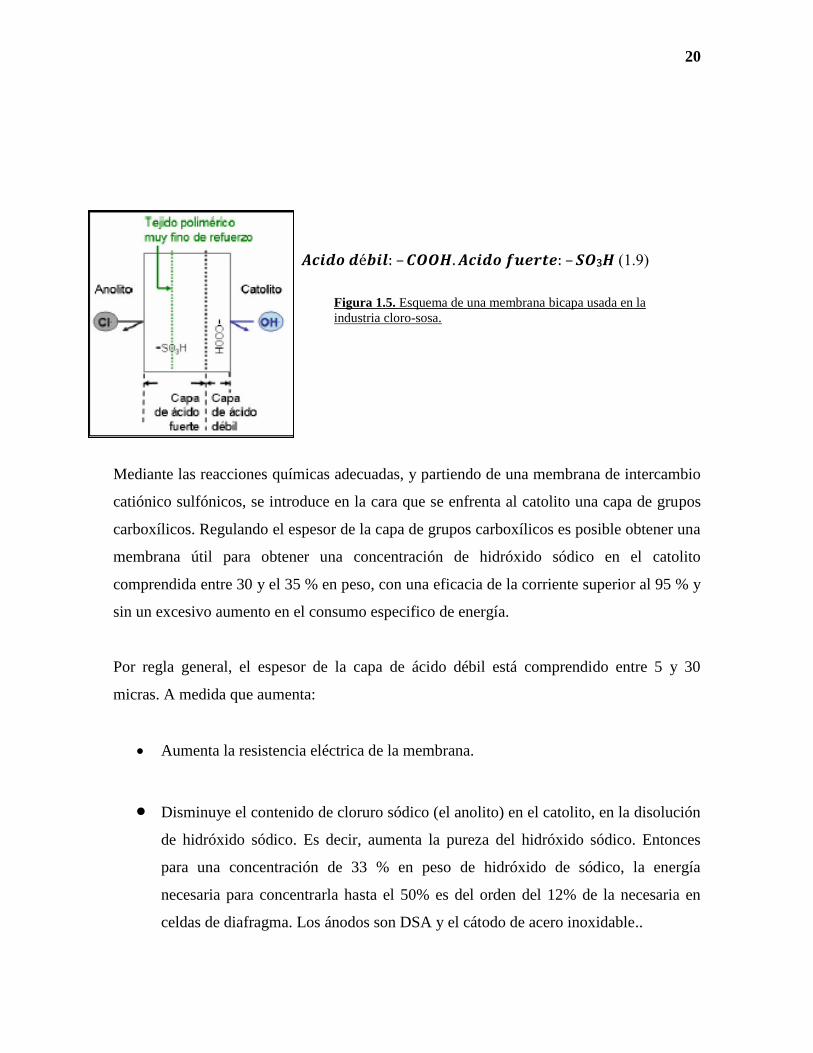
– – .
Mediante las reacciones químicas adecuadas, y partiendo de una membrana de intercambio
catiónico sulfónicos, se introduce en la cara que se enfrenta al catolito una capa de grupos
carboxílicos. Regulando el espesor de la capa de grupos carboxílicos es posible obtener una
membrana útil para obtener una concentración de hidróxido sódico en el catolito
comprendida entre 30 y el 35 % en peso, con una eficacia de la corriente superior al 95 % y
sin un excesivo aumento en el consumo especifico de energía.
Por regla general, el espesor de la capa de ácido débil está comprendido entre 5 y 30
micras. A medida que aumenta:
Aumenta la resistencia eléctrica de la membrana.
Disminuye el contenido de cloruro sódico (el anolito) en el catolito, en la disolución
de hidróxido sódico. Es decir, aumenta la pureza del hidróxido sódico. Entonces
para una concentración de 33 % en peso de hidróxido de sódico, la energía
necesaria para concentrarla hasta el 50% es del orden del 12% de la necesaria en
celdas de diafragma. Los ánodos son DSA y el cátodo de acero inoxidable..
Figura 1.5. Esquema de una membrana bicapa usada en la
industria cloro-sosa.
21
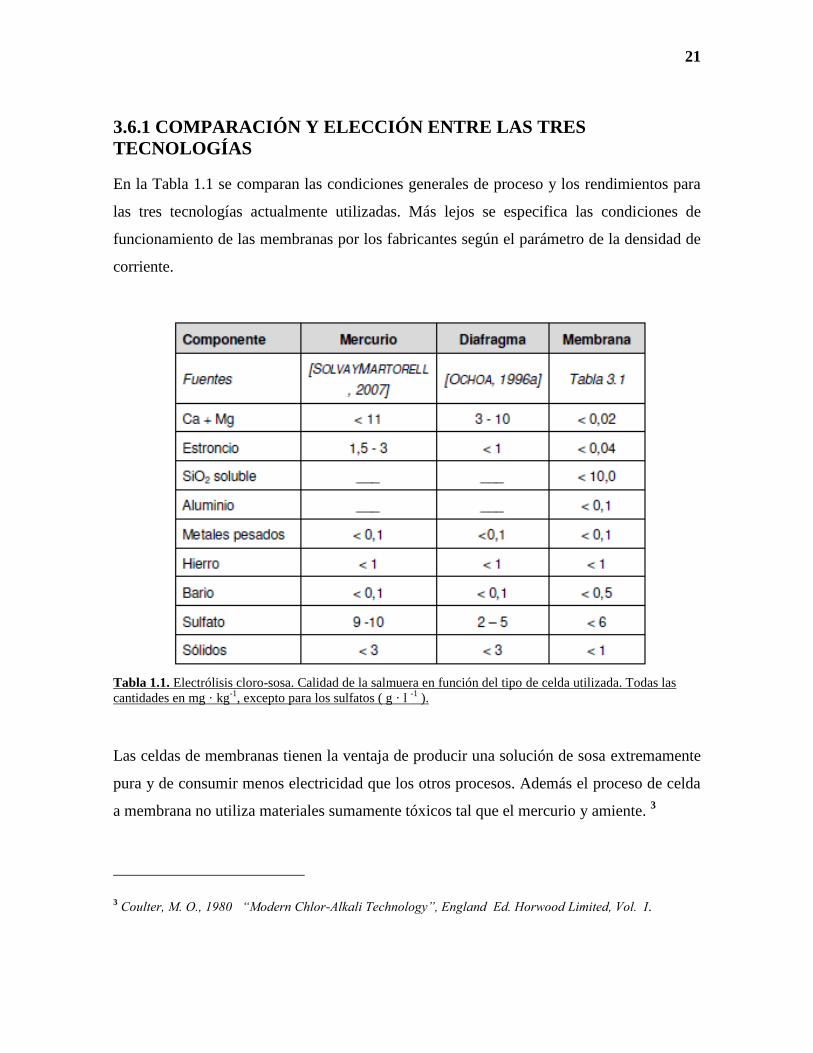
3.6.1 COMPARACIÓN Y ELECCIÓN ENTRE LAS TRES
TECNOLOGÍAS
En la Tabla 1.1 se comparan las condiciones generales de proceso y los rendimientos para
las tres tecnologías actualmente utilizadas. Más lejos se especifica las condiciones de
funcionamiento de las membranas por los fabricantes según el parámetro de la densidad de
corriente.
Tabla 1.1. Electrólisis cloro-sosa. Calidad de la salmuera en función del tipo de celda utilizada. Todas las
cantidades en mg · kg-1
, excepto para los sulfatos ( g · l -1
).
Las celdas de membranas tienen la ventaja de producir una solución de sosa extremamente
pura y de consumir menos electricidad que los otros procesos. Además el proceso de celda
a membrana no utiliza materiales sumamente tóxicos tal que el mercurio y amiente. 3
3 Coulter, M. O., 1980 “Modern Chlor-Alkali Technology”, England Ed. Horwood Limited, Vol. I.

22
3.6.2 APLICACIONES DEL CL2
Las tres aplicaciones más importantes del cloro son:
a) Producción de compuestos orgánicos clorados como clorometano, cloroetano, etc., y
sobre todo el cloruro de vinilo, monómero del PVC. El 70% de la producción del Cl2 se
emplea con este fin.
(1.10)
(1.11)
b) Como blanqueante en las industrias del papel y textil; para la desinfección sanitaria de
aguas, piscinas y en el tratamiento de aguas residuales. El 20% de la producción del Cl2 se
emplea para este uso.
c) En la fabricación con compuestos inorgánicos como el HCl, Cl2O, HClO, NaClO3, PCl3,
PCl5, etc. El 10% de la producción del Cl2 se emplea en esta síntesis de productos
inorgánicos.4
4 S Bagotsky A. N Frumkin Institute of physical chemistry and electrochemistry. Fundamentals of
electrochemistry second edition U.

23
3.6.3 ESTUDIO DE LA ELECTRODIALISIS
La electrodiálisis es una tecnología de membrana que bajo la influencia de un campo
eléctrico continuo, permite extraer sustancias ionizadas disueltas en una disolución acuosa a
través de membranas selectivas de intercambio iónico.
Así, una celda de electrodiálisis está formada por membranas catiónicas y aniónicas
selectivas dispuestas alternativamente, tal como se muestra en la figura. Entre ellas se
forman corrientes debido a la diferencia de potencial que provoca la movilidad de los iones
a través de las membranas: los cationes se mueven hacia el cátodo y los iones hacia el
ánodo. En el transporte, los aniones pueden cruzar las membranas selectivas de aniones
pero no las de cationes. (Figura 1.6).
Lo contrario ocurre con los cationes. Como resultado se forman dos soluciones entre las
membranas: una más diluida (el permeado) y otra más concentrada que la disolución de
alimentación.5
Fig. 1.6. Esquema del funcionamiento de las celdas de electrólisis.
5 Wellington, T.C., 1992 “Modern Chlor-Alkali Technology”, England, Ed. SCI, Elsevier Applied Science,
Vol. V.

24
3.6.4 CELDA ELECTROLÍTICA
Una celda electrolítica consiste esencialmente de dos conductores eléctricos llamados
electrodos inmersos en un baño de un líquido conductor de la electricidad llamado
electrolito o solución electrolítica. Los electrodos son conectados fuera del baño a las
terminales de una fuente de poder de corriente directa, cuando la magnitud del voltaje
aplicado es suficiente, ocurre la transferencia de electrones entre cada electrodo y el
líquido, resultando con esto un flujo de electricidad en el circuito externo y una reacción
química en cada electrodo.(Figura 1.)
Las celdas electroquímicas se usan principalmente con fines de:
a) Conversión de energía química en energía eléctrica (pila galvánica)
b) Convertir la energía eléctrica en química
El uso de los principios termodinámicos en las pilas electroquímicas se encuentra sujeto a
restricciones como la reversibilidad de las reacciones. Una reacción es reversible si:
a) Las fuerzas motrices y de oposición difieren en forma infinitesimal
b) Al aplicarse una fuerza mayor en forma infinitesimal provoque un cambio en la reacción
Si se satisfacen estos requisitos, la celda es reversible, y la diferencia de potencial
medido bajo condiciones adecuadas puede reemplazarse en las ecuaciones
termodinámicas fundamentales.

25
3.6.5 REACCIONES ELECTROQUIMICAS
Las posibles reacciones que se llevan a cabo durante la electrolisis de cloruro de sodio se
pueden dividir en dos grupos: las que suceden en el ánodo y las que suceden en el cátodo y
a su vez en reacciones químicas y electroquímicas.
El cloro se genera en el ánodo y el hidrogeno en el cátodo de acuerdo a las siguientes
reacciones:
- - (1.12)
- - (1.13)
(1.14)
3.7.1 REACCIONES QUIMICAS:
Una reacción química, cambio químico o fenómeno químico, es todo proceso
termodinámico en el cual una o más sustancias (llamadas reactantes), por efecto de un
factor energético, se transforman en otras sustancias llamadas productos. Esas sustancias
pueden ser elementos o compuestos, une ejemplo de reacción química es la formación de
hipoclorito de sodio al neutralizar el Cl2 producido en la celda con Hidróxido de Sodio
(NaOH).
(1.15)
Esta reacción se utilizará para la neutralización del cloro que se produce en la celda para la
disminución del riesgo potencial de Cl2 como elemento toxico.6
6 John O´M Bockris Amulya K.N Reddy Electroquímica moderna Editorial Reverte S.A. Volumen 2.

26
CAPITULO 4.
METODOLOGIA Y PROCEDIMIENTO
En el presente trabajo se pretende hacer una investigación exhaustiva en primera instancia
la cual implica conocer las normas mexicanas aplicables a este tipo de plantas piloto las
cuales serán descritas en breve, posteriormente conociendo estas normas se procede a la
realización de “Etiquetas” para tanques y tuberías que son parte de este módulo piloto
siendo estos objetivos del proyecto en sí mismo antes mencionados teniendo un parámetro
de investigación y conociendo más a fondo de que se trata este proyecto se dio a la tarea de
continuar con el montaje de esta planta piloto. Las actividades realizadas en “campo” se
describen más adelante. Como complemento de este proyecto se realizó el manual de
mantenimiento de los equipos, así como una guía de seguridad y finalmente se elaboró el
manual de operación del módulo de hipoclorito de sodio ubicado en CIDETEQ Pedro
Escobedo.
4.1 INVESTIGACIÓN SOBRE NORMAS.
Dentro de este proyecto también se tomo en cuenta la investigación de las normas
mexicanas aplicadas a este tipo de proyectos a continuación se muestra un extracto de las
normas que aplican a este proyecto.
4.1.1 NORMA Oficial Mexicana NOM-004-STPS-1999, Sistemas de
protección y dispositivos de seguridad en la maquinaria y equipo que se
utilice en los centros de trabajo.
Extracto

27
7. Programa Específico de Seguridad para la Operación y Mantenimiento de la
Maquinaria y Equipo
7.1 Operación de la maquinaria y equipo.
El programa debe contener procedimientos para que:
a) los protectores y dispositivos de seguridad se instalen en el lugar requerido y se utilicen
durante la operación;
b) se mantenga limpia y ordenada el área de trabajo;
c) la maquinaria y equipo estén ajustados para prevenir un riesgo;
d) las conexiones de la maquinaria y equipo y sus contactos eléctricos estén protegidos y no
sean un factor de riesgo;
e) el cambio y uso de la herramienta y el herramental se realice en forma segura;
f) el desarrollo de las actividades de operación se efectúe en forma segura;
g) el sistema de alimentación y retiro de la materia prima, subproducto y producto
terminado no sean un factor de riesgo.
7.2 Mantenimiento de la maquinaria y equipo El programa debe contener:
7.2.1 La capacitación que se debe otorgar a los trabajadores que realicen las actividades de
mantenimiento.
7.2.2 La periodicidad y el procedimiento para realizar el mantenimiento preventivo y, en su
caso, el correctivo, a fin de garantizar que todos los componentes de la maquinaria y equipo
estén en condiciones seguras de operación, y se debe cumplir, al menos, con las siguientes
condiciones:
a) al concluir el mantenimiento, los protectores y dispositivos deben estar en su lugar y en
condiciones de funcionamiento;
b) cuando se modifique o reconstruya una maquinaria o equipo, se deben preservar las
condiciones de seguridad;

28
8. Protectores y dispositivos de seguridad
8.1 Protectores de seguridad en la maquinaria y equipo. Los protectores son elementos que
cubren a la maquinaria y equipo para evitar el acceso al punto de operación y evitar un
riesgo al trabajador.
8.1.1 Se debe verificar que los protectores cumplan con las siguientes condiciones:
a) proporcionar una protección total al trabajador;
b) permitir los ajustes necesarios en el punto de operación;
c) permitir el movimiento libre del trabajador;
d) impedir el acceso a la zona de riesgo a los trabajadores no autorizados;
e) evitar que interfieran con la operación de la maquinaria y equipo;
f) no ser un factor de riesgo por sí mismos;
g) permitir la visibilidad necesaria para efectuar la operación;
h) señalarse cuando su funcionamiento no sea evidente por sí mismo, de acuerdo a lo
establecido en la NOM-026-STPS-1998;
i) de ser posible estar integrados a la maquinaria y equipo;
j) estar fijos y ser resistentes para hacer su función segura;
k) no obstaculizar el desalojo del material de desperdicio
4.1.2 NORMA Oficial Mexicana NOM-018-STPS-2000, Sistema
para la identificación y comunicación de peligros y riesgos por
sustancias químicas peligrosas en los centros de trabajo.
Extracto
Objetivo
Establecer los requisitos mínimos de un sistema para la identificación y comunicación de
peligros y riesgos por sustancias químicas peligrosas, que de acuerdo a sus características
físicas, químicas, de toxicidad, concentración y tiempo de exposición, puedan afectar la
salud de los trabajadores o dañar el centro de trabajo.

29
IDENTIFICACION Y SEÑALIZACION
El presente Apéndice tiene como objetivo establecer el sistema de identificación y
señalización de peligros y riesgos de las sustancias químicas peligrosas, a fin de
proporcionar a los trabajadores información visual inmediata para prevenir daños a su salud
y al centro de trabajo.
A.1 Contenido del sistema de identificación:
a) en la parte superior del modelo rectángulo el nombre común, el nombre químico o el
código de la sustancia química peligrosa y en el modelo rombo de acuerdo a lo establecido
en F.5, inciso a);
b) esquematización del modelo utilizado con sus componentes, de acuerdo a los Apéndices
E o F, según sea el caso;
c) en la parte inferior del modelo rectángulo, los símbolos o letras del equipo de protección
personal a usar de acuerdo al peligro o riesgo de la sustancia química peligrosa y al proceso
utilizado, y en el modelo rombo de acuerdo a lo establecido en F.5, inciso b);
d) puede ser incluida información complementaria en el entorno del modelo, mientras no
genere una inadecuada interpretación del sistema.
A.2 La señalización debe cumplir con:
a) estar marcada, impresa, pintada o adherida al recipiente o colocada en el área a señalar;
b) que las letras, números y símbolos que se utilicen, sean en los colores establecidos en la
Tabla A.1;

30
4.1.3 NORMA Oficial Mexicana NOM-022-STPS-2008,
Electricidad estática en los centros de trabajo Condiciones de
seguridad.
Extracto
Objetivo
Establecer las condiciones de seguridad en los centros de trabajo para prevenir los riesgos
por electricidad estática.
7.2 Controlar la generación o acumulación de electricidad estática instalando, entre otros,
sistemas de puesta a tierra, equipos (eliminadores de alta tensión eléctrica), dispositivos con
conexión a tierra (barra estática electrónica, material conductivo en la banda, cepillos
conectados a tierra o mediante la aplicación de tratamientos a bandas, entre otros), sistemas
de pararrayos y pisos antiestáticos o conductivos o, en su caso, mantener la humedad
relativa entre 60 y 70%.
7.3 En las áreas de trabajo cerradas donde la humedad relativa sea un factor de acumulación
de electricidad estática, ésta debe mantenerse entre el 60 y 70%. La humedad relativa debe
medirse y registrarse al menos cada doce meses. Esta disposición no aplica para aquellos
casos en que por la naturaleza de las sustancias la humedad del aire represente un riesgo, en
cuyo caso el control de la acumulación de la electricidad estática se debe realizar por otros
medios.
7.4 En las áreas de trabajo donde exista la presencia de electricidad estática, se deben
colocar materiales antiestáticos o conductivos, o dispositivos para drenar a tierra las
corrientes que se hayan acumulado en el cuerpo del trabajador.
7.5 En las zonas en donde se manejen, almacenen o transporten sustancias inflamables o
explosivas, deben conectarse a tierra las partes metálicas que no estén destinadas a conducir
energía eléctrica, tales como cercas perimetrales, estructuras metálicas, tanques metálicos,
cajas metálicas de equipos y maquinaria o tuberías (excepto las de gas).
7.6 Las zonas donde se almacenen, manejen o transporten sustancias inflamables o
explosivas, deben estar protegidas con sistemas de pararrayos.

31
4.1.4 NORMA Oficial Mexicana NOM-026-STPS-2008, Colores y
señales de seguridad e higiene, e identificación de riesgos por
fluidos conducidos en tuberías.
Extracto
Objetivo
Establecer los requerimientos en cuanto a los colores y señales de seguridad e higiene y la
identificación de riesgos por fluidos conducidos en tuberías.
Las tuberías deben ser identificadas con el color de seguridad de la tabla 4 de la NOM-026-
STPS-1998. Para definir si un fluido es peligroso se deberán consultar las hojas de datos de
seguridad conforme a lo establecido en la NOM-114-STPS-1994.
6.1.1 El color de seguridad debe aplicarse en cualquiera de las formas siguientes:
a) pintar la tubería a todo lo largo con el color de seguridad correspondiente;
b) pintar la tubería con bandas de identificación de 100 mm de ancho como mínimo,
incrementándolas en proporción al diámetro de la tubería de acuerdo a la tabla 5; de tal
forma que sean claramente visibles;
c) colocación de etiquetas indelebles con las dimensiones mínimas que se indican en
la tabla 5 para las bandas de identificación; las etiquetas de color de seguridad deben
cubrir toda la circunferencia de la tubería.
6.1.2 La disposición del color amarillo para la identificación de fluidos peligrosos,
6.1.3 Las bandas de identificación se ubicarán de forma que sean visibles desde cualquier
punto de la zona

32
4.2 MANUAL DE SEGURIDAD.
Continuando con el desarrollo de este proyecto se elaboro un manual de seguridad que
servirá para la operación de este modulo piloto.
4.2.1 EQUIPOS DE PROTECCION PERSONAL
Todo el personal que labora en instalaciones en las cuales se maneja cloro en cualquiera de
sus formas, debe ser protegido contra contactos eventuales con el cloro. Generalmente es
suficiente contar con mascaras individuales, (véase ilustración), aprobado para el servicio
de cloro. (Ilustración 1.)
Ilustración1. Mascarilla individual.
Esta mascara debe ser utilizada para un período de exposición relativamente corta; no es
útil para usos en casos de emergencia, debido a que la concentración de cloro pudiera
exceder de su limite de seguridad que es de 1.0% en volumen. (Ilustración 2.)
Ilustración 2. Equipo de emergencia.

33
Los aparatos respiratorios de cloro del tipo cartucho o máscaras de gas de cobertura total
del rostro ofrecen protección temporaria adecuada, con tal que la cantidad de oxígeno
presente en la atmósfera sea mayor que el 19,5% y que la concentración de cloro no exceda
la capacidad certificada del respirador. La necesidad de protección de los ojos contra el
cloro deberá formar parte de la evaluación del equipo de respiración apropiado.
El equipo respiratorio autónomo de presión (SCBA) de cobertura total del rostro es
necesario para la ejecución de tareas en las que cloro pueda estar presente, sin que un
muestreo del aire certifique que el cloro se encuentra en una concentración tal que un nivel
más bajo de protección respiratoria ofrezca protección.
4.2.2 Otros Equipos de Protección Personal.
No se requiere equipo de protección personal especializado para el desarrollo de
operaciones de rutina en la fábrica. Sin embargo, la práctica en las instalaciones podrá
exigir protección para los ojos y la cabeza, así como pantalones largos, camisas y zapatos
de seguridad.
4.2.3 Monitoreo de Exposición Personal.
El olor característico del cloro denuncia su presencia en concentraciones muy inferiores al
nivel admisible de exposición (PEL). Ya que solamente el olor del cloro es inadecuado
como indicador de la concentración, es esencial que alguna medida cuantitativa de
exposición sea determinada. Eso se hace necesario para asegurar que la salud de los
trabajadores no sea dañada y para determinar la observación de los reglamentos apropiados.
4.2.4 Primeros Auxilios.
Los primeros auxilios son los tratamientos temporales inmediatos prestados a un individuo
expuesto antes de obtener la atención o recomendaciones de un médico. La atención rápida
es esencial. La firmeza y confianza ayudarán a aliviar la ansiedad.
34
4.2.5 EFECTOS DEL CLORO SOBRE LA SALUD
El cloro es un gas altamente reactivo. Es un elemento que se da de forma natural. Los
mayores consumidores de cloro son las compañías que producen dicloruro de etileno y
otros disolventes clorinados, resinas de cloruro de polivinilo (PVC), clorofluorocarbonos
(CFCs) y óxido de propileno. Las compañías papeleras utilizan cloro para blanquear el
papel. Las plantas de tratamiento de agua y de aguas residuales utilizan cloro para reducir
los niveles de microorganismos que pueden propagar enfermedades entre los humanos
(desinfección).
La exposición al cloro puede ocurrir en el lugar de trabajo o en el medio ambiente a causa
de escapes en el aire, el agua o el suelo. Las personas que utilizan lejía en la colada y
productos químicos que contienen cloro no suelen estar expuestas a cloro en sí.
Generalmente el cloro se encuentra solamente en instalaciones industriales.
El cloro entra en el cuerpo al ser respirado el aire contaminado o al ser consumido con
comida o agua contaminadas. No permanece en el cuerpo, debido a su reactividad.
Los efectos del cloro en la salud humana dependen de la cantidad de cloro presente, y del
tiempo y la frecuencia de exposición. Los efectos también dependen de la salud de la
persona y de las condiciones del medio cuando la exposición tuvo lugar.
La respiración de pequeñas cantidades de cloro durante cortos periodos de tiempo afecta
negativamente al sistema respiratorio humano. Los efectos van desde tos y dolor pectoral
hasta retención de agua en los pulmones. El cloro irrita la piel, los ojos y el sistema
respiratorio. No es probable que estos efectos tengan lugar a niveles de cloro encontrados
normalmente en la naturaleza.

35
4.3 MANUAL DE MANTENIMIENTO DE EQUIPOS EN MODULO
PILOTO DE HIPOCLORITO DE SODIO (CIDETEQ).
A continuación se muestran diferentes manuales de mantenimiento en los equipos del
modulo piloto siendo esto uno de los objetivos antes trazados y que es parte fundamental
para este proyecto.
4.3.1 MANTENIMIENTO DE VALVULAS
FALLOS
a) VÁLVULA NO ABRE
Comprobar voltaje y consumo de la bobina.
Bobina quemada.
Bobina no recibe tensión.
Taladro en la junta del cabezal mal alineado con los taladros del cuerpo.
Suciedad ó daños en el interior de las líneas piloto ó el asiento principal.
b) VÁLVULA NO CIERRA
Comprobar que llega la orden de cerrar. Se corta la alimentación eléctrica.
Vástago de apertura manual abierto.
Sentido de circulación erróneo.
Taladros de paso inferiores obstruidos.
Pistón bloqueado
Las válvulas deben ser revisadas durante su uso en inspecciones programadas y durante
paros de la planta para comprobar que no existen signos de desgaste o deterioro, como
grietas, rayaduras, etc. sobre diafragmas, cuerpos y revestimientos.
36
Las válvulas pueden ser desmontadas in-situ. Los diafragmas pueden cambiarse en línea
sin desmontar la válvula.
Reemplazar los cuerpos y diafragmas dañados con repuestos genuinos.
Antes de cualquier trabajo de mantenimiento, esperar a que la línea esté despresurizada y
fría. En caso de fluidos peligrosos purgar totalmente la línea y lavar la válvula.
En períodos largos de inactividad es conveniente operar la válvula regularmente para
comprobar su correcto funcionamiento.
Usar equipos de protección adecuados y seguir las instrucciones de seguridad de la planta.
Antes de desmontar actuadores neumáticos, el operario debe estar al corriente del tipo de
actuador instalado y seguir en todo momento el Manual de Instalación del propio actuador.
El mantenimiento y sus intervalos deben ser definidos por el usuario de planta de acuerdo a
las condiciones particulares del servicio.
Es altamente recomendable operar la válvula al menos una vez al mes y en general con la
mayor frecuencia posible para evitar depósitos en las superficies de cierre. Para cualquier
trabajo de desmontaje de la válvula o de su parte superior, esperar a que el fluido se enfríe y
que el sistema se haya despresurizado, drenar la línea y purgar las tuberías en caso de
medios tóxicos, agresivos, inflamables o cáusticos.
Asientos, estopada, juntas del cuerpo, junta tórica del eje, bola y eje son fácilmente
desmontables mediante herramientas comunes.
Siempre que se desmonten válvulas de cuerpo partido, marcar el cuerpo y tapa para
asegurar una correcta alineación al montar de nuevo. Se separan los cuerpos, se retira el

37
mecanismo de accionamiento (maneta, reductor o actuador), y a continuación tuercas,
arandelas y juntas tóricas del eje. Se aflojan los tornillos de la empaquetadura.
Se retiran asientos y juntas. Estando en posición cerrada, la bola debe salir a través del
cuerpo central con un empuje suave.
Ilustración 3. Mantenimiento de Válvula.
Si el eje (8) presenta fugas, apriete gradualmente la estopada con los tornillos del prense
hasta que la fuga desaparezca mientras exista juego. Si no es posible, hay que cambiar la
estopada tras comprobar que las superficies del alojamiento están en buen estado,
desmontando la maneta, aflojando los tornillos tapa, tuerca eje(14), arandela (12) y juntas
tóricas.
En caso de fuga por los asientos, abrir y cerrar la válvula para barrer posibles impurezas
atrapadas entre bola y asiento. Si el problema persiste, con la válvula cerrada separar el
lateral (2) del cuerpo (1) para inspeccionar la bola (6) y los asientos (5). Extraer la bola (si
es necesario empujar suavemente) y comprobar los daños por erosión u otros defectos,
sustituyéndolos si es necesario. Montar de nuevo las piezas. Asegúrese de la estanqueidad
en un banco hidráulico con agua antes de colocar la válvula en el proceso de nuevo.
Si la válvula fuga por la unión de cuerpo lateral, comprobar el apriete de los tornillos de
unión. Si es necesario, aflojar los tornillos del cuerpo, desmontar el lateral, cambiar las
juntas y volver a ensamblar.

38
4.3.2 MANTENIMIENTO DE BOMBAS
Mantenimiento Preventivo-Inspección Periódica. Se recomienda que se efectúe inspección
periódica de todas las bombas. La frecuencia de estas inspecciones puede variar,
dependiendo de la severidad del servicio y la frecuencia de operación de las mismas.
Como mínimo, todas las bombas deberían ser chequeadas trimestralmente para asegurar su
operación correcta y evitar los daños relacionados con los efectos de fugas. La lista en la
próxima página detalla los tipos específicos de bombas y las áreas que requieren inspección
y mantenimiento.
La bomba debe ser capaz de operar libremente en todo momento. Si no puede hacerlo
debido a fuerza excesiva del empaquetado, la empaquetadura se ha desgastado y debe ser
reemplazada durante uno de los cierres del sistema. Si se desarrollan fugas en la unión del
cuerpo y bonete/tapa de una bomba abulonada, las tuercas de espárragos deben ser
ajustadas uniformemente.
Si la inspección normal revela que partes operativas de la bomba se bloquean u funcionan
constreñidas, es recomendable desensamblarla e inspeccionar estas partes durante un cierre
del sistema.
Ilustración 4. Lista de comprobación de problemas.

39
Los problemas irreales suelen ser hidráulicos y por lo general son el resultado de diseño y
colocación incorrectos de la tubería y de procedimientos deficientes para pruebas. Pero, la
corrección de estos problemas suele ser más costosa que la de las dos primeras clases, por
la dificultad para diagnosticarlas.
a) Golpe en una pieza de la bomba.
Cuando se golpea un metal liso contra un objeto duro, por caer en un piso de concreto,
golpearlo con un martillo, etc., se produce una abolladura y el metal alrededor de ella se
desplaza y eleva sobre la superficie. Si se coloca esa superficie metálica contra otra, no
podrán quedar en posición paralela.
Esas abolladuras no son raras en las piezas de las bombas. Si ocurren en lugares como el
cubo del impulsor o el reborde contra el que apoya, el impulsor no girará escuadrado en su
eje. Una abolladura en las camisas o manguitos de un eje largo puede ocasionar que se
doble el eje al apretarlos entre sí. Una abolladura en un reborde contra el cual apoya un
cojinete, hará que se sobrecaliente.
b) Montaje incorrecto.
Dos tuercas colocadas en el eje de muchos tipos de bombas determinan la posición axial del
impulsor; hay que armarlas cuidando que la línea de centros de la descarga del impulsor
coincida con la línea de centros de la carga.

40
4.3.2 MANTENIMIENTO DE INSTRUMENTACION
Dado que la mayoría de instrumentos utilizados en una planta de cloración no tienen partes
mecánicas, requieren muy poco mantenimiento preventivo.
Sin embargo, muchas condiciones de proceso pueden influir en el tiempo de vida útil o la
exactitud de los caudalímetros: productos abrasivos, suciedad en los electrodos, efectos
debidos a altas temperaturas o a ciclos de altas temperaturas (por ejemplo, CIP),
vibraciones, productos químicos agresivos, etc.
a) Calibración.
La frecuencia de las calibraciones debería estar en consonancia con las condiciones
operativas. Los procedimientos y los intervalos para la calibración de los equipos dependen
de los factores siguientes:
• la precisión requerida para el control de fugas,
• la criticidad de la calibración para el proceso y las limitaciones legislativas
impuestas.
Por este motivo, es importante definir los intervalos de calibración y el error máximo
tolerable para un punto de medida. Los factores principales que influyen en las
desviaciones de medición de un caudalimetro son las siguientes:
• las condiciones de proceso (tipo de fluido, temperatura del producto, etc.)
• las condiciones ambientales en que están imbuidos los sensores
(temperatura ambiente, humedad).
Siempre que la frecuencia de calibraciones debe optimizarse con el tiempo en función del
historial operativo de cada equipo, es necesario determinar una frecuencia de calibración
inicial

41
4.3.4 MANTENIMIENTO DE EQUIPOS EN GENERAL
General.
El mantenimiento del equipo y de los tanques de cloro deberá estar bajo la dirección de
personal entrenado. Todas las precauciones pertinentes a la educación sobre seguridad, el
equipo de protección, riesgos para la salud y de incendio, se deberán revisar y comprender.
Los trabajadores no deberán intentar reparar las cañerías de cloro u otros equipos mientras
estén en uso.
a) Limpieza de Cañerías y Otros Equipos.
Si la humedad penetra en un sistema de cloro que contiene componentes metálicos, tal
como cuando se realizan conexiones, o desconexiones en un envase de cloro, o cuando se
está realizando el mantenimiento, el cloruro férrico ya presente en pequeñas cantidades,
absorberá la humedad y se transformará en un líquido marrón viscoso y corrosivo. Si no se
retira, ese líquido viscoso continuará corroyendo el metal y podrá sellar rápidamente las
líneas de cloro y los equipos, tales como los vaporizadores. Ese hidrato de cloruro férrico es
corrosivo para muchos metales.
El vapor y el agua caliente disuelven rápidamente el cloruro férrico. Sin embargo, las líneas
o equipos que se limpian de esta forma se deberán secar cuidadosamente antes de ser
colocados nuevamente en servicio. El vapor no se podrá emplear en el equipo plástico a no
ser que ese material plástico específico pueda soportar la temperatura del vapor. Cualquier
instrumentación en la línea se deberá proteger durante el proceso de limpieza.
b) Ingreso en Tanques.
Toda la cañería del tanque se deberá desconectar y cerrar antes de ingresar en el mismo
c) Neutralización del Cloro.
Si un proceso que consume cloro involucra la remoción de residuos conteniendo cloro,
podrá ser necesario realizar procesos especiales. Se deberán seguir todos los reglamentos
42
gubernamentales referentes a la salud y seguridad, o la contaminación de recursos
naturales.
Se deberá establecer un sistema para neutralizar cloro venteado por eventual preparación de
mantenimiento o falla de proceso, tales como una súbita falla del compresor de cloro,
problemas durante la puesta en marcha de un circuito o falla en el sistema de manipulación
del gas residual.
La neutralización generalmente se obtiene haciendo que el cloro reaccione con una solución
de hidróxido de sodio o, en ciertas circunstancias, con otro compuesto alcalino. La
neutralización podrá ocurrir en un tanque apropiado para esa finalidad o en un scrubber.
d) Limpieza.
Todas las partes de un nuevo sistema de cañerías se deberán limpiar antes del uso porque el
cloro podrá reaccionar violentamente con el aceite de corte, grasa y otros materiales
extraños. La limpieza no se deberá realizar con hidrocarburos o alcoholes, ya que el cloro
podrá reaccionar violentamente con muchos solventes.
Las válvulas nuevas u otros equipos recibidos recubiertos con aceite se deberán desarmar y
limpiar antes del uso.
e) Intercambiadores de Calor.
Los intercambiadores metálicos de calor del tipo “tubo y carcasa” se deberán proyectar y
fabricar de acuerdo con las normas TEMA y con los códigos y clasificaciones de materiales
ASM pertinentes. Generalmente, se elige al titanio para el “cloro húmedo”
f) Bombas
Las bombas para soluciones acuosas que contengan cloro se fabrican usando una extensa
gama de materiales, tales como ciertos tipos de acero recubiertos con plástico y de goma,
poliéster reforzado y titanio. Las bombas para el cloro líquido.
43
4.4 MANUAL DE OPERACIÓN DEL MODULO DE PRODUCCION
DE HIPOCLORITO DE SODIO.
Uno de los objetivos primordiales de este proyecto fue elaborar un manual de operación
para el modulo piloto a continuación se muestra este manual.
a) Preparación de salmueras:
La salmuera saturada a 300 gpl de NaCl, pasa por bombeo a un banco de tres reactores,
instalados en serie que cuentan con un sistema de agitación mecánica. A la salida del tercer
reactor la salmuera es vertida a un tanque decantador donde se inicia la precipitación de las
partículas aglomeradas, este tanque cuenta con un sistema de rastras que permite conducir
las partículas formadas hasta el centro del tanque, los sedimentos son automáticamente
descargados, la salmuera sobrenadante que cae por rebose en una canaleta que circunda el
tanque es posteriormente pulida mediante una filtración.
b) Precipitación:
La etapa inicial de la purificación utiliza carbonato de sodio y hidróxido de sodio para
precipitar los iones calcio y magnesio en forma de carbonato de calcio (CaCO3 ) y de
hidróxido de magnesio ( Mg(OH)2 ). Es posible que metales (hierro, titanio, molibdeno,
níquel, cromo, vanadio, tungsteno ) precipiten también durante la operación en forma de
hidróxido. El método clásico para evitar los metales, consiste en especificar su exclusión
dentro de las condiciones de compra y de transporte especificadas para la sal.
c) Purificación:
El procedimiento de purificación de las salmueras consiste en un sistema de intercambio
iónico. Esa operación es necesaria para evitar los componentes indeseables (aniones de
sulfatos, cationes de Ca, Mg, Ba y metales) y susceptibles de tener influencia sobre la
electrólisis.
44
d) Almacenamiento y manejo de salmuera purificada:
Una de las materias primas a utilizar es una disolución de cloruro de sodio purificado al
26% (300 g/l), que de aquí en adelante llamaremos simplemente salmuera, la salmuera
proviene de minas. La salmuera se almacena en el tanque de almacenamiento de salmuera
purificada T-202 y se envía por medio de la bomba B-202 hacia el tanque de día T-203. El
tanque T-203 cuenta con un sensor de nivel que envía la señala al PLC para el monitoreo de
nivel continuo del tanque. Cuenta con 2 interruptores de nivel en el mismo, para el alto y
bajo nivel, que ayudan al arranque y paro de la B-100. El tanque tiene una capacidad de
100 litros, la bomba B-100 tiene una capacidad de 41 lpm (11 gpm).
El tanque T-203 cuenta con un sistema de calentamiento por resistencia eléctrica que
permite mantener la temperatura de la salmuera en 80°C. Cuenta a su vez, con un sensor
que controla e indica la temperatura del tanque a partir del encendido y el apagado de la
resistencia eléctrica RE-200. Esta temperatura se registra en el PLC.
El pH de la salmuera se mantendrá en el rango de 2 a 3 por medio de una bomba
dosificadora de ácido clorhídrico que bombeará a razón de 1 lph.
e) Almacenamiento y manejo de la sosa:
Otra de las materias primas que se manejan, es el hidróxido de sodio (sosa) al 30% de
concentración. El tanque T-204 inicialmente se llena con sosa al 30% de concentración y
que servirá para alimentar la celda electrolítica. El tanque T-204 cuenta con un sensor de
nivel que envía la señala al PLC para el monitoreo de nivel continuo del tanque. Cuenta con
2 interruptores de nivel en el mismo, para el alto y bajo nivel, que ayudan al arranque y
paro de la B-204. El tanque tiene una capacidad de 100 litros, la bomba B-204 tiene una
capacidad de 94 lpm (25 gpm). Al igual que el tanque T-203, cuenta con un sistema de
calentamiento por resistencia eléctrica que permite mantener la temperatura de la sosa en
80°C. Cuenta a su vez con un sensor que controla e indica la temperatura del tanque a partir
del encendido y el apagado de la resistencia eléctrica RE-201. Esta temperatura se registra
en el PLC.

45
f) Electrolisis:
La salmuera proveniente del tanque T-203 y la sosa proveniente del tanque T-204, se
alimentan a la celda electrolítica a razón de 118.2 lph (2 lpm) con una concentración de 300
g/l y 94.4 lph (1.57 lpm) con una concentración de 30% y a una temperatura de 80°C. La
salmuera que sale de la celda electrolítica sale con una concentración de 270 g/l y la sosa
sale con una concentración de 32%. Las temperaturas tanto de la salmuera como de la sosa
se incrementan en 1 a 2 °C. Es decir, las temperaturas esperadas son de 82°C.
g) Desalojo de gases:
El cloro gas 2.15 kg/h y el hidrogeno 0.06 kg/h, que se generan en la celda electrolítica son
evacuados por medio de los eyectores EY-200 y EY-201. El eyector EY-200 tiene como
fluido motriz hidróxido de sodio al 18% y el eyector EY-201 tiene como fluido motriz sosa
al 32%. La descarga del producto formado entre el cloro y la sosa se descargan en los
tanques T-208 y T-209. La descarga del producto de la sosa y el hidrogeno se descargan en
el tanque T-205.
h) Sello de agua:
Existe un sello de agua entre la celda electrolítica y los eyectores EY-200 y Ey-201. La
presión se debe de mantener en 2 Pa. La altura del agua en los tanques debe ser de 0.15 cm.
El nivel de los mismos se mantendrá a través de la inyección de agua.
i) Declorinación:
La salmuera que sale de la celda llega al primer tanque de declorinación T-206, en este
tanque se le inyecta aire para desprender el cloro restante. El cloro que se desprende de la
salmuera es arrastrado por el eyector de cloro EY-201 hacia los tanques de neutralización
T-208 y T-209. El tanque T-206 tiene dos interruptores de nivel máximo y mínimo, cuando
llega al nivel máximo, enciende la bomba B-206 y transfiere la salmuera hacia el tanque T-
207 con un caudal de 18 lpm (5 gpm). Cuando llega al nivel mínimo apaga la bomba B-
206.

46
La salmuera que sale del primer tanque de declorinación T-206 entra al segundo tanque de
declorinación T-207, donde se le agrega bisulfito de sodio a razón de 1 lph, para eliminar
completamente los restos de cloro. Los gases que se desprende de este tanque también son
arrastrados por el eyector EY-201 hacia los tanques de neutralización T-208 y T-209. El
tanque T-207 tiene dos interruptores de nivel máximo y mínimo, cuando llega al nivel
máximo, enciende la bomba B-207 y transfiere la salmuera hacia el tanque T-211 con un
caudal de 18 lpm (5 gpm). La salmuera se hace pasar por un intercambiador de calor IC-
201para enfriar la salmuera hasta los 25°C. El gasto de agua que se hace pasar por el
mismo depende de la temperatura de la salmuera y está controlado por una válvula
solenoide, a la entrada del agua de enfriamiento del intercambiador de calor. Cuando el
tanque T-207 llega al nivel mínimo, el interruptor de bajo nivel apaga la bomba B-207.
j) Recirculación y acondicionamiento de la sosa:
La sosa que sale de la celda electrolítica se recibe en tanque T-205 a razón de 94.4 lph (0.41
gpm) y a 82°C, en este tanque se ventea el hidrógeno que se desprende de la celda hacia la
atmósfera.
Una parte de la sosa concentrada (89 lph) se recircula al tanque T-204 y se le agrega agua
(5.15 lph) para regresar la concentración al 30%. El resto de la sosa 5.79 lph se envía hacia
los tanques de neutralización T-208 y T-209. Para controlar la temperatura de la sosa a
80°C, la corriente de sosa se hace pasar por un intercambiador de calor IC-200, el sensor de
temperatura se encarga de enviar la señal al PLC para abrir o cerrar la válvula solenoide
para la entrada de agua fría al intercambiador de calor.
Una corriente continua de sosa de 94.4 lpm (25 gpm) de la bomba B-205 se emplea para
generar el vacio con la ayuda del eyector EY-200. El tanque T-205 cuenta con dos
interruptores de nivel, uno para el mínimo y otro para el máximo.
Cuando está en el máximo envía parte de la sosa al tanque T-204 y a los tanques T-208 y T-
209. Cuando está en el mínimo apaga la bomba B-204.
La corriente de sosa 7.58 kg/h, que se envía a los tanques T-208 y T-209 se mezcla con
agua suavizada 5.89 kg/h para diluir la sosa al 18%.

47
k) Neutralización del cloro:
La corriente que llega de cloro proveniente de los tanques de declorinación a partir del
vacío que genera el eyector EY-201 se hace reacción con sosa la 18% para formar
hipoclorito de sodio. El vacio es generado por una corriente de sosa al 18% a razón de 94.6
lpm (25 gpm). La corriente de cloro gas y sosa al 20% se hacen pasar a través de un
mezclador MZ-200 para eficientar el contacto gas líquido y favorecer la reacción entre la
sosa y el cloro. El hipoclorito de sodio formado se hace pasar a través de un intercambiador
de calor IC-203. El control de la temperatura se realiza a partir del sensor de temperatura y
la válvula solenoide que deja pasar el agua de enfriamiento hacia el intercambiador de calor
IC-203. La temperatura a la que se debe de mantener es de 28°C.
La neutralización del cloro se hace por lotes en los tanques T-208 y T-209. La sosa
acondicionada proveniente del tanque T-205 por medio de la bomba B-204 se almacena en
cualquiera de los tanques T-208 y T-209. Los tanques T-208 y T-209 cuentan con
interruptores de nivel que abren y cierran las válvulas solenoides y al mismo tiempo
arrancan las bombas B-206 o B-207. Si se emplea el tanque T-
208 primero se revisa que su nivel de operación sea el máximo y se cierra la válvula
solenoide que descarga la sosa en el tanque T-208 y se abren las válvulas solenoide de
descarga de la sosa al tanque T-209. La válvula solenoide en la descarga del tanque T-208
se abre y se cierra la válvula solenoide de la descarga del tanque T-209. La bomba B-206 se
enciende y comienza a recircular la sosa al tanque T-208, pasando por el eyector EY-200.
Cuando la concentración de hipoclorito de sodio es la adecuada, se abre la válvula
solenoide de la descarga del tanque T-208 y enciende la bomba B-208 y se envía el
hipoclorito de sodio hacia el tanque de almacenamiento T-210.En el momento que el
tanque 208 queda vacio. El PLC está listo para hacer el cambio para el almacenamiento de
la sosa del tanque T-209 al tanque T-208. En el momentos en que se realiza el cambio, las
válvulas solenoide se activan y hacen el cambio para comenzare a trabajar con el T-209.
Nuevamente cuando la concentración de hipoclorito de sodio es la adecuada, se abre la
válvula solenoide de la descarga del tanque T-209 y se enciende la bomba B-208 y se envía

48
al tanque de almacenamiento T-210 a razón de 18.9 lpm (5 gpm). En el momento que el
tanque 209 queda vacio. El PLC está listo para hacer el cambio para el almacenamiento de
la sosa del tanque T-208 al tanque T-209.
l) Almacenamiento del hipoclorito de sodio:
El hipoclorito de sodio formado se almacena en el tanque T-211 de 5000 l a razón de 18.9
lpm (5 gpm). Conforme se vaya llenando el tanque se irá extrayendo el mismo. En caso de
que el tanque T-211 este lleno, la fabricación de hipoclorito de sodio se detiene.
m) Almacenamiento y manejo de la salmuera gastada:
La salmuera gastada proveniente del tanque T-207 se almacena en el tanque T-213 a
temperatura ambiente. La salmuera gastada puede ser bombeada hacia un contenedor por
medio de la bomba B-213.
Esta salmuera tiene una concentración aproximada de 270 g/l y puede ser re-saturada y
reenviada nuevamente al tanque de almacenamiento de salmuera purificada T-202 para
comenzar nuevamente con el ciclo.
n) Sistema de enfriamiento:
La torre de enfriamiento opera a razón de 90 lpm (23.7 gpm) con una temperatura de 24°C.
Suministra agua a los tres intercambiadores de calor IC-200, IC-201 e IC-202. Las
necesidades de agua de enfriamiento de los intercambiadores de calor son como sigue:
1C-201 3.28 lpm a 24°C
IC-202 0.5 lpm a 24°C
IC-203 1.25 lpm a 24°C
El control de temperatura se llevará a cabo por medio de los sensores de temperatura RTD
y del paso del agua de enfriamiento a cada intercambiador por medio de la válvula
solenoide. Como el gasto del agua de enfriamiento en muy pequeño, la temperatura se
mantendrá en rango.

49
Ilustración 5.

50
4.5 ELABORAR ETIQUETAS PARA TANQUES DE
REACTIVOS Y PRODUCTOS.
De igual manera uno de los objetivos importantes fue elaborar el etiquetado para tanques y
tuberías del modulo piloto para la producción de hipoclorito de sodio ubicado en CIDETEQ
Pedro Escobedo. A continuación se muestran algunos bocetos de las etiquetas elaboradas
conforme a las normas mexicanas aplicables.
A
a
A
A
a
A
B
a
A
B
a
A
A = 20 X 20 cm
B= 10 X 10 cm
REACTIVO
10 cm
25 cm
CLORURO DE
SODIO
(SALMUERA)
NaCl
Al 26%
25 cm
25 cm
Tamaño de letra 10 cm

51
A
A
A
B
B
B
B
A= 20 X 20 cm
B= 10 X 10 cm
CORROSIVO
25 cm
10 cm
REACTIVO
25 cm
10 cm
HIDROXIDO DE
SODIO
NaOH
(SOSA)
Al 30% 25 cm
25 cm A A
A= 20 X 20 cm
Tamaño de letra 10 cm

52
A A
B B
A= 20 X 20 cm
B= 10 x 10 cm
PRODUCTO
25 cm
10 cm
BISULFITO DE
SODIO
Na2S2O5
25 cm
25 cm
Tamaño de letra 10 cm

53
A
A A
B B
A= 20 X 20 cm
B= 10 x 10 cm
OXIDANTE
25 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
10 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
PRODUCTO
25 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
10 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A
A= 20 X 20 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
HIPOCLORITO
DE SODIO
Al 13%
25 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
25 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
Tamaño de letra 10 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
25 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m

54
Nota: Todos los cuadros en donde se encuentran encerrados los rombos de seguridad tienen
una medida de 25 x 25 cm cada uno.
A A
B B
A= 20 X 20 cm
B= 10 X 10 cm
B= 10 X 10 cm
CORROSIVO
25 cm
B= 10 X 10 cm
10 cm
ACIDO
CLORHIDRICO
25 cm
B= 10 X 10 cm
10 cm
A A
A= 20 cm
Tamaño de letra 10 cm B= 10 X 10 cm

55
SALMUERA GASTADA
5000 lts
30 cm
B= 10 X 10 cm
30 cm
B= 10 X 10 cm
SALMUERA
PURIFICADA
5000 lts
30 cm
B= 10 X 10 cm
30 cm
B= 10 X 10 cm
Tamaño de letra 15 cm
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m
A A = 2 0 X 2 0 c m
A B = 1 0 x 1 0 c m

56
4.5.1 ETIQUETAS PARA TUBERIAS
Diam. de Tubería Requerido
Pulg Mm Ancho Largo
½” 13 mm 10 cm 4 cm
1” 25 mm 10 cm 8 cm
1-1/ ” 38 mm 10 cm 12 cm
” 51 mm 20 cm 16 cm
2-1/ ” 63 mm 30 cm 20 cm
3” 76 mm 30 cm 24 cm
” 102 mm 30 cm 32 cm
6” 152 mm 60 cm 48 cm
8” 203 mm 60 cm 64 cm
Todos los parámetros en cuestión de medidas y tolerancias para elaborar las
etiquetas fueron tomados de la norma NOM-026-STPS-2008 .
HIDROXIDO DE SODIO
SALMUERA

57
HIPOCLORITO DE SODIO
CORROSIVO
REACTIVO
AAGGUUAA
HH22OO
TTOORRRREE DDEE
EENNFFRRIIAAMMIIEENNTTOO 25 cm
B= 10 X 10 cm
25 cm
B= 10 X 10 cm
25 cm
B= 10 X 10 cm
25 cm
B= 10 X 10 cm

58
4.5.2 ETIQUETAS PARA
TANQUES INDIVIDUALES

59

60
CAPITULO 5.
RESULTADOS
Imagen 1.
Montaje de la estructura del
modulo de Hipoclorito de sodio.
Imagen 2.
La estructura cuenta con una capa de pintura
epóxica para su protección.
Imagen 4.
El montaje de la estructura fue llevado a
cabo en una zona techada para evitar
deterioro del material y de igual manera
evitar condiciones adversas de lluvia.
Imagen 3.
La estructura del módulo consta de PTR
de ” para mayor resistencia.
5.1 A CONTINUACIÓN SE MUESTRA LA ESTRUCTURA DEL MODULO DE
HIPOCLORITO DE SODIO Y COMO FUE MONTADA.

61
Imagen 5.
Para este modulo se diseñaron tanques de fibra
de vidrio dado que este material por sus
características físicas y químicas es ideal para
almacenar este tipo de producto.
Imagen 6.
Los tanques fueron colocados de forma
estratégica y siguiendo estrictamente el
diagrama de distribución diseñado por
CIDETEQ.
Imagen 7.
Los tanques de fibra de vidrio fueron
colocados sobre una base de metal que sirve
de anclaje y queden fijos en su sitio.
Imagen 8.
Estos tanques cuentan con boquillas y
bridas para la colocación de instrumentos
de medición y tuberías para su óptimo
funcionamiento.
5.2 A CONTINUACION SE MUESTRA EL MONTAJE DE TANQUES EN EL
MODULO DE HIPOCLORITO DE SODIO.

62
Imagen 9.
Para esta planta piloto fue necesario contar
con tanques de grandes dimensiones, en este
caso, tanques de 10,000 lts para el almacenaje
de salmuera.
Imagen 10.
Siguiendo el diagrama de proceso fue
necesario montar un tanque (cónico) para
el suministro de agua del modulo con una
capacidad de 1,500 lts.
Imagen 11.
La planta piloto cuenta con un sistema de
control (PLC) instalado en la estructura de la
misma.
Imagen 12.
Este módulo piloto cuenta un sistema de
agua de enfriamiento (torre de
enfriamiento) de material resistente
(metal) y recubrimiento de pintura para
protección de la misma la cual se encarga
de suministrar agua de enfriamiento al
módulo.

63
5.3 A CONTINUACION SE MUESTRA LA INSTRUMENTACION y
EQUIPOS QUE FUERON INSTALADOS EN EL MODULO.
Imagen 13. Para el funcionamiento óptimo
de la planta fue necesario el uso de bombas
centrifugas magnéticas de 3/4 hp de fuerza.
Imagen 14. En la imagen se muestra una
bomba marca Emerson las especificaciones
y uso se explican en la sección “bombas”.
Imagen 15. Para el óptimo funcionamiento
y mejora en procesos similares o
convencionales de producción de
hipoclorito de sodio por medio de celda de
membrana se decidió realizar una mejora en
este proceso el cual fue implementar o
instalar un eductor o comúnmente llamado
“tubo venturi”.
Imagen 16. Fue necesario montar una serie
de intercambiadores (3) por que el proceso
lo exige ya que la salmuera está a una cierta
temperatura la cual debe ser removida por
los intercambiadores de calor en este caso
intercambiadores de carcasa de titanio
diseñados especialmente para este proyecto.
Imagen 17. La parte fundamental o central
en este proceso es llevada a cabo en la celda
en este caso una celda de membrana
diseñada y patentada por CIDETEQ.
Estudios y diseños realizados durante años
de investigación.

64
5.4 A CONTINUACION SE MUESTRAN LOS INSTRUMENTOS DE
MEDICION Y FLUJO QUE FUE NECESARIO INSTALAR.
Imagen 18. En la imagen se muestra un
sensor de flujo digital para medir flujo de
caudales marca sick en el modulo piloto.
Imagen 19. Para medir el nivel en tanques
específicos del módulo es necesario instalar
sensor inteligente digital marca sick para
llevar a cabo este propósito.
Imagen 20. Para el óptimo control de
nivel, presión, flujo, temperatura etc., es
necesario montar instrumentos
especializados en mediciones en este caso
rotámetros para controlar la prion del flojo
en cada tanque del módulo.

65
5.5 A CONTINUACION SE MUESTRA COMO FUE ELMONTAJE DE
BOMBASN PARA ESTE MODULO PILOTO.
Imagen 21. En esta imagen se muestra la
bomba Anclada necesaria para suministrar
agua al Sistema de enfriamiento (torre de
enfriamiento).
Imagen 22. Como se mencionó antes para
el óptimo y necesario funcionamiento se
montaron bombas centrifugas magnéticas
como se muestra en la imagen anclaje de un
para de bombas marca Emerson de 4 Hp.
Imagen 23. En esta imagen se muestra el
montaje de bombas e instrumentos de
medición junto con tubería de CPVC para
un óptimo funcionamiento.
Imagen 24. Como se mencionó antes fue
necesario montar un par de anques de uso
industrial con capacidad de 10,000 lts para
el almacenaje de salmuera en este caso es
necesario montar una bomba para bombear l
salmuera hacia los tanques de alimentación
en la imagen se muestra una bomba.

66
5.5.1 A CONTINUACION SE MUESTRA EL MONTAJE DE
INSTRUMENTOS DE MEDICION PARA EL MODULO DE
HIPOCLORITO.
Imagen 25. Es necesario tener un control
de nivel en cada tanque de almacenamiento
para eso fue necesario instalar sensores de
nivel en los tanques de fibra de vidrio los
cuales son controlados por el PLC.
Imagen 26. En la imagen se muestran dos
tanques los cuales son respectivamente el
tanque de sosa y tanque de salmuera para
alimentar al módulo los cuales fueron
provistos de unas resistencias bifásicas ya
que los reactivos estarán a una temperatura
de 80° a 90° C y es necesario que exista un
dispositivo que controle este nivel de
temperatura.
Imagen 27. El modulo es provisto de un
sistema eléctrico de control PLC el cual está
montado alrededor de todo el modulo con
tuberías de PVC como se puede observar en
la imagen.
Imagen 28. Para llevar un control correcto
de cada sensor de nivel fue necesario
instalar una red de tubos de PVC por el cual
pasara la línea de cables dirigidos al PLC
montado en el modulo piloto.

67
5.5.2 ACTIVIDADES REALIZADAS EN EL MODULO DE
HIPOCLORITO DE SODIO
Pintura y soportaría en general
Tuberías en general PVC y CPVC
Instalación de bombas
Instalación de válvulas
Instrumentación
Modificaciones en general
Bases y soportes para tuberías
Soldadura en general
Pruebas hidráulicas para detectar mal funcionamiento o fugas en las tuberías
Acoplamiento de tanques de fibra de vidrio
Instalación de centro de carga para rectificador de modulo de hipoclorito de sodio
Instalación de resistencias en tanques de alimentación de salmuera y sosa
Instalación de sensores de flujo en tanques
Instalación de flujometros e instrumentos de medición para caudales
Bases para bombas en tanques de salmuera y tanque de agua
Elaborar etiquetas conforme a norma oficial mexicana para tanques y tuberías
Montar tuberías, codos, niples, accesorios de PVC y CPVC
Instalación de tuberías para cableado de equipos
Montar equipo en general
Tubería y accesorios
Pintura en general

68
CONCLUSIONES
En el presente trabajo se logró llevar a cabo los objetivos antes planteados, los cuales
fueron realizar un manual de operación para el modulo de hipoclorito de sodio, manual de
mantenimiento de equipos, etc. Este módulo estará operando en las instalaciones del
CIDETEQ Pedro Escobedo. A continuación daré una breve descripción de lo que se
pretendía dar a conocer con este trabajo.
La primera etapa fue de entender el proceso de fabricación del cloro en este caso la mejor
opción fue por medio de una celda de membrana. El proceso mediante membrana es una
técnica “limpia” que depende de muchos parámetros, como la densidad de corriente, el pH
y la pureza de la salmuera. De manera general, la definición de las etapas de tratamientos
para la producción de cloro con membranas es bastante clara, dado que sus especificaciones
y sus características son conocidas. En el presente trabajo se explica de manera breve y
clara el funcionamiento de este módulo de cloro, desde el armazón hasta el proceso de
obtención de hipoclorito de sodio, materiales usados, tuberías, bombas, válvulas etc. Se da
también a conocer el ¿Por qué? De cierto material o cierto instrumento utilizado en este
módulo piloto. Para concluir expondré mi conclusión personal.
El cloro, como otros elementos, tiene ciertos riesgos que la industria asume y actúa
consecuentemente, reduciéndolos al mínimo. Pero también proporciona beneficios. El
balance riesgo/beneficio de la industria del cloro es claramente positivo:
Protege nuestra salud
Protege los alimentos
Proporciona bienestar y calidad de vida
El impacto sobre el medio ambiente es mínimo
Es una de las industrias que más se preocupa en seguridad
Es necesario e insustituible en muchos casos
Genera riqueza y empleo
69
La química del cloro es uno de los pilares para el desarrollo sostenible y, por tanto, es útil
y beneficioso para la humanidad.
Uno de los objetivos antes trazados en este proyecto fue La determinación del manual de
operación de la planta el cual fue elaborado los mas exacto posible a continuación daré mis
conclusiones acerca de este objetivo. El primer aspecto ha sido diferenciar y clasificar los
diferentes modos en los que podrá trabajar la planta dibujando sus correspondientes planos.
A continuación, se estableció el orden de apertura/cierre de las válvulas, la puesta en
marcha de las bombas (concretando caudal y presión) y la duración de cada modo. Lo que
permitió ver los puntos críticos de la instalación y asociarles una alarma visual y una de
paro gobernada por el autómata.
La planta piloto deberá seguir creciendo y evolucionando por lo que a corto plazo se
deberán tratar aspectos como concretar el producto a dosificar o la disolución más adecuada
para la limpieza. Mientras que a largo plazo algunos de los posibles puntos a tratar pueden
ser: la eficiencia energética, la regulación y la alimentación del grupo impulsor.
La información presentada aquí, se basa en nuestro estado actual de conocimiento y
pretende describir el producto desde el punto de vista de los requisitos para la producción a
nivel piloto y manejo del producto final. Para finalizar el proyecto llevado a cabo en las
instalaciones del CIDETEQ personalmente me dejo muchos conocimientos y sobre todo
experiencia en este tipo de proyectos y A título personal me ha servido para afrontar un
nuevo reto en cuanto a temática, descubrir nuevas tecnologías y realizar un proyecto
multidisciplinar en la medida de lo posible aplicando muchos de los conocimientos
adquiridos a lo largo de mi educación.

70
RECOMENDACIONES
Las siguientes recomendaciones son en general para el manejo de Hipoclorito de Sodio y
los gases generados durante la reacción en la cual se libera hidrogeno y gas cloro los cuales
son muy toxicos y dañinos para la salud.
Evitar el contacto de piel y ojos con el cloro
Saber donde y en que lugares se conserva el equipo de emergencia y como
utilizarlo
Conocer a fondo su trabajo, su equipo y lo que tiene que hacer en el caso de una
emergencia
PRIMEROS AUXILIOS
La atención inmediata es esencial.
Remueva a la persona expuesta.
Quite cualquier ropa contaminada y lave las partes contaminadas del cuerpo.
No se suministra nada por vía oral a un paciente inconsciente.
Llame a un médico tan pronto sea posible.
INHALACIÓN DE GAS CLORO.
“SI LA RESPIRACIÓN HA CESADO “
Lleve al paciente al aire fresco.
Inicie inmediatamente la respiración artificial. Como se muestra en la figura 64.
Administre oxígeno humidificado tan pronto sea posible.
CONTACTO EN LOS OJOS CON HIPOCLORITO DE SODIO
Enjuague los ojos inmediatamente con cantidades copiosas de agua corriente por
15 minutos.
Lave vigorosamente los párpados para asegurar una irrigación completa de todo el
ojo y tejido de los parpados.
No intente ningún tipo de neutralización química.

71
GLOSARIO
Ánodo: Es un electrodo en el que se produce una reacción de oxidación, mediante la cual
un material aumenta su estado de oxidación al perder electrones.
Catalizador: Es una sustancia que se utiliza para modificar la velocidad de las reacciones
químicas, tanto para que la reacción ocurra más rápido o más despacio; cada reacción tiene
un catalizador específico.
Cátodo: Es un electrodo en el que se produce una reacción de reducción, mediante la cual
un material reduce su estado de oxidación al aportarle electrones.
Celda electrolítica: Es un dispositivo simple de dos electrodos, sumergido en un electrolito
capaz de originar energía eléctrica por medio de una reacción química.
Cloruro de vinilo: El cloruro de vinilo o cloroetileno (H2C=CHCl) es un gas incoloro. Se
incendia fácilmente y no es estable a altas temperaturas.
CPVC: La definición técnica de CPVC es un termoplástico producido por la cloración de
resina de polivinilo. CPVC se utiliza en construcción.
Declorinación: Es la Eliminación parcial o total del cloro residual del agua por algún
proceso físico o químico.
Electrolisis: Es el proceso que separa los elementos de un compuesto por medio de la
electricidad.
Electrosíntesis: Es la síntesis de compuestos químicos en una celda electroquímica.
Pila galvánica: Es un dispositivo que convierte la energía libre de un proceso redox
espontáneo (energía química) en energía eléctrica.

72
BIBLIOGRAFIA
Coulter, M. O., 1980 “Modern Chlor-Alkali Technology”, England
Ed. Horwood Limited, Vol. I.
Christie J., 1999 Geankoplis, “Procesos de Transporte y Operaciones Unitarias”,
México Ed. CECSA, Tercera Edición.
Jackson C., 1983 “Modern Chlor-Alkali Technology”, England Ed. Horwood
Limited, Vol. II.
Schmittinger Peter, 2000 “Chlorine: Principles and Industrial Practice”, Germany
Ed. Wiley-VCH.
Wellington, T.C., 1992 “Modern Chlor-Alkali Technology”, England,
Ed. SCI, Elsevier Applied Science, Vol. V.
John O´M Bockris Amulya K.N Reddy Electroquímica moderna Editorial Reverte
S.A. Volumen 2.
S Bagotsky A. N Frumkin Institute of physical chemistry and electrochemistry.
Fundamentals of electrochemistry second edition U.
Tesis Ingeniero Químico Alberto Barrios Valencia “Determinación de especies
oxidantes generadas electroquímicamente con electrodos de titanio recubiertos de
óxidos de metales preciosos”.
Tesis del IBQ Johan Estrada Juarez “Caracterización de electrodos bifuncionales
para la generación de hipoclorito en un sistema de inversión de polaridad”.

73
Clifford White Handbook of chlorination and alternative disinfectants interscience
publication united states of america Ed.Wiley 4ª ed.
Gribble G. W.: (Febrero 1995).The Diversity of Natural Organochlorines in Living
Organisms.
G.W. Gribble: (1992) Naturally Occurring Organohalogen Compounds - A Survey.
J.Nat. Prod.55 No.10 p. 1353-1395.
Gron Christian(Febrero 1995). (Riso National Laboratory, Dinamarca): Natural
Organochlorines in Groundwater.
Eddo Hoekstra 24/10/94 The Natural Chlorine Cycle. Simposio"El Cloro y la
Vida", en la Universitat Politécnica de Catalunya,Barcelona Ed W. de Leer, (TNO).
Peña Díaz, A. . “Criterios generales para el diseño de sistemas de
cloración”. Copias del Curso Internacional CEPIS/OPS de Procesos
Unitarios y Anteproyectos de Plantas Potabilizadoras. Guadalajara.
Rodríguez Araya, V (1992). Manual V, Diseño. Tomo IV, “Criterios de diseño para
estaciones de cloración”. Programa Regional HPE/CEPIS/OPS de Mejoramiento de
la Calidad del Agua para Consumo Humano. Lima,CEPIS.
Arboleda Valencia, J. “Estaciones de cloración”, capítulo VIII del Manual de
desinfección del agua. Memorias del Seminario Internacional sobre Tecnología
Simplificada para Potabilización del Agua. Cali, Acodal.
Kirk-Othomer
Enciclopedia de Tecnologías Química 1a. Edición en Español Vol. 1.

74
Kirk-Othomer Enciclopedia de Tecnologías Química 3a. Edición en Inglés Vol. 1.
Maron y Prutto., Fundamentos de Fisicoquímica Editorial Limusa.
Richard M. Stephenson Introducción a los Procesos Químicos industriales
Editorial C.E.C.S.A.
Diamond Shanirock, 1976 Chlorine Handbook.
Chlorine Production Processes Recent and Energy Saving Developments Edited by
J.S. Robinson.
M.O. Coulter Modern Chlor—alkali Technology 1 Editor: Published for the
Society of Chemical lndustry London By Ellis Horwood .
Ochoa J - R., Electrosíntesis y Electrodiálisis, Fundamentos, aplicaciones
tecnológicas y tendencias, Madrid.
Ed W. de Leer, Eddo Hoekstra24/10/94 (TNO): The Natural Chlorine Cycle.
Simposio"El Cloro y la Vida", en la Universitat Politécnica de Catalunya,Barcelona.
Clifford White wiley Handbook of chlorination and alternative disinfectants.
interscience publication united states of america 4ª ed.
John O´M Bockris Amulya K.N Reddy Electroquímica moderna Editorial Reverte
S.A. Volumen 2.
Wellington, T.C., 1992 “Modern Chlor-Alkali Technology”, England,
Ed. SCI, Elsevier Applied Science, Vol. V.

75
Thornton Morrison Robert Neilson Boyd Quimica Organica New York University
Quinta edición Robert Versión en español.
Robert E. Treybal Operaciones de Transferencia de Masa, Editorial Mcgraw-Hill.
Segunda Edicion.
Unit OperationS of Chemical Engineering 5th Ed. McGraw-Hili Chemical
Engineering Series.
Diamond Shanirock, 1976 ,Chlorine Handbook.
Chlorine Production Processes Recent and Energy Saving Developments Edited by
J.S. Robinson.
Modern Chlor—alkali Technology 1 Editor: M.O. Coulter Published for the
Society of Chemical lndustry London By Ellis Horwood Lirnited.
Warren L. McCabe North Carolina State University Julian C. Smith Cornell
University Peter Harriott Cornell University. Operaciones Unitarias en Ingeniería
Química Cuarta edición.
Richard M. Felder Departamento de Ingeniería Química
Universidad Estatal de Carolina del Norte Raleigh, Carolina del Norte
Ronald W. Rousseau Escuela de Ingeniería Química
Instituto de Tecnología de Georgia Principios Elementales de los Procesos
Químicos Tercera edición Editorial LIMUSA WILEY.
76
Hoyer, Hans (enero 1978) “Membrane-cell chlor-alcali system proves successfull at
maratón mil”, pulp processing pags. 144-145.
Jeffery, Thomas C., Dana, Peter A., Stuart Holden, H., (New York, 1974)
“Chlorine Bicentennial Symposium”, The Electrochem. Soc., pags 1-19,133-144.
Kuhn, A.T. (1970). “The chlor-Alcali Industry”, Chem. Eng. Progress. Cap. 3, pags.
106-108.
Mac Mullin, R.B. (1962) “Electrolysis of Brine in Mercury Cells”, Amer. Chem.
Soc. Monogrph, No. 154, pgs.- 127-181.
Mantell, C.L., (Barcelona, Esp., 1962), “Electrolisis de Haluros y Sulfuros
Alcalinos”, Ingeniería Electroquímica, pags. 243-292.- 4ª ed. (trad.), Editorial
Reverte, S.A.
Kirk-Othmer (1978) “Alkali and Chlorine Products-Chlorine and Sodium
Hydroxide”, Encyclopedy of Chemical Technology, pags. 799-848, Vol. 1,3ª ed.