quality engineering - cecscourses.cecs.anu.edu.au/courses/engn8101/quality... · 2011-02-02 · the...
TRANSCRIPT

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 11
QUALITY ENGINEERINGQuality engineering – robust design
In the West….- separate from development, design and manufacturing- responsibility of staff engineers
who are not on product development team- tasks include statistical analysis of data
+ maintaining servers
In Japan….- responsibility of all engineers and management

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 22
Chapter ObjectivesChapter Objectives
Basically understand what Basically understand what ““QualityQuality”” meansmeansGain a sense of the importance of quality in business and Gain a sense of the importance of quality in business and manufacturingmanufacturingUnderstand that quality can be measured, controlled, and Understand that quality can be measured, controlled, and improvedimproved

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 33
The Meaning of Quality
A quality product or service is one
that meets or exceeds customer
expectations.
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 44
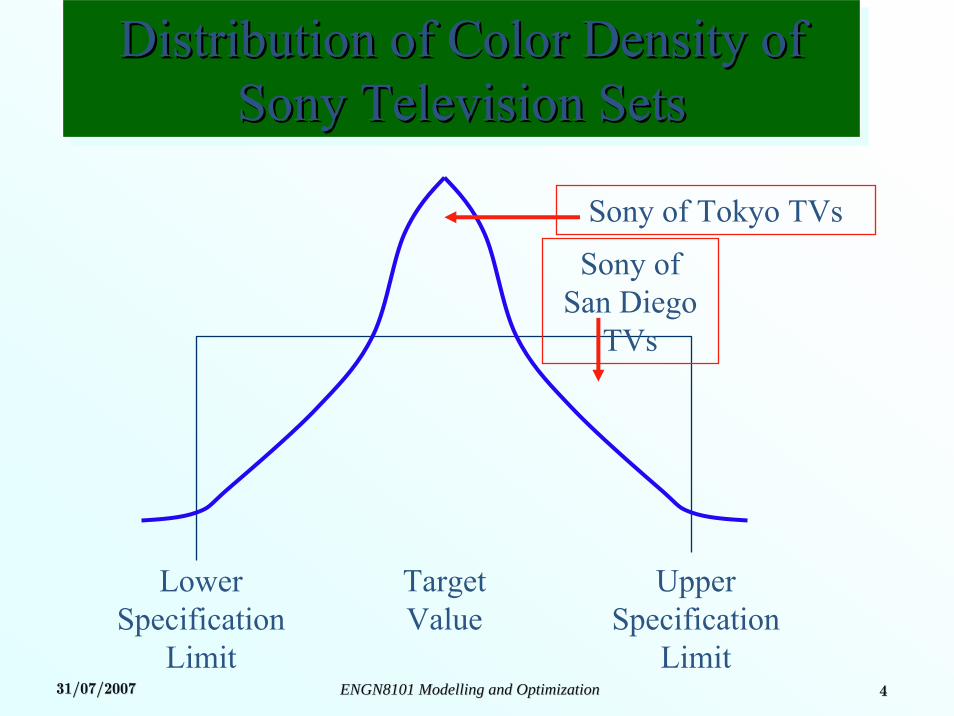
Distribution of Color Density of Sony Television Sets
Distribution of Color Density of Distribution of Color Density of Sony Television SetsSony Television Sets
Sony of Tokyo TVs
Sony of San Diego
TVs
Lower Specification
Limit
Upper Specification
Limit
Target Value

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 55
Measuring the Costs of QualityMeasuring the Costs of QualityMeasuring the Costs of Quality
Prevention costs
Appraisal costs
Internal failure costs
External failure costs

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 66
Quality Cost MeasurementQuality Cost MeasurementQuality Cost Measurement
Prevention Costs Appraisal (Detection) CostsQuality engineering Inspection of materialsQuality training Packaging inspectionRecruiting Product acceptanceQuality audits Process acceptanceDesign reviews Field testingQuality circles Continuing supplier
verificationMarketing research Prototype inspectionVendor certification

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 77
Internal Failure Costs External Failure CostsScrap Lost sales (performance-
related)Rework Returns/allowancesDowntime (defect-related) WarrantiesReinspection Discounts and defectsRetesting Product liabilityDesign changes Complaint adjustmentRepairs Recalls
Quality Cost MeasurementQuality Cost MeasurementQuality Cost Measurement

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 88
Estimating Hidden Quality CostsEstimating Hidden Quality CostsEstimating Hidden Quality Costs
The Multiplier MethodThe Multiplier MethodThe Market Research The Market Research MethodMethodThe Taguchi Quality Loss The Taguchi Quality Loss FunctionFunction
Hidden Quality Costs are opportunity costs resulting from poor quality.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 99
The Multiplier MethodThe Multiplier MethodThe multiplier method assumes that the total failure cost is simply some multiple of measured failure costs:
Total external failure cost = k(Measured external failure costs)
where k is the multiplier effect
If k = 4, and the measured external failure costs are $3 million, then the actual external failure costs are estimated to be $12 million.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1010
The The market research methodmarket research method uses formal market uses formal market research methods to assess the effect of poor research methods to assess the effect of poor quality on sales and market share.quality on sales and market share.
Customer surveys and interviews with members of a Customer surveys and interviews with members of a companycompany’’s sales force can provide significant insights s sales force can provide significant insights into the magnitude of a companyinto the magnitude of a company’’s hidden costs.s hidden costs.
The Market Research MethodThe Market Research Method
Market research results can be used to project future profit losses attributable to poor quality.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1111
The Taguchi Quality Loss FunctionThe Taguchi Quality Loss Function
The Taguchi loss function assumes any variation from the target value of a quality characteristic causes hidden quality costs.
Furthermore, the hidden quality costs increase quadratically as the actual value deviates from the target value.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1212
Dimensions of QualityDimensions of Quality
PerformancePerformanceReliabilityReliabilityDurabilityDurabilityServiceabilityServiceability
FeaturesFeaturesPerceived QualityPerceived QualityConformance to Conformance to standardsstandards
Definitions of QualityDefinitions of Quality
QualityQuality means fitness for usemeans fitness for use-- quality of designquality of design-- quality of conformancequality of conformance
QualityQuality is inversely proportional to variability.is inversely proportional to variability.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1313
Dimensions of QualityDimensions of Quality
Quality ImprovementQuality ImprovementQuality improvementQuality improvement is the reduction of is the reduction of variability in processes and products.variability in processes and products.
Alternatively, Alternatively, quality improvementquality improvement is also seen as is also seen as ““waste reductionwaste reduction””..

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1414
Quality Engineering TerminologyQuality Engineering Terminology
Quality CharacteristicsQuality Characteristics
PhysicalPhysical -- length, weight, voltage, viscositylength, weight, voltage, viscositySensorySensory -- taste, appearance, colortaste, appearance, colorTime Orientation Time Orientation -- reliability, durability, reliability, durability, serviceabilityserviceability
Quality engineeringQuality engineering is the set of operational, managerial, is the set of operational, managerial, and engineering activities that a company uses to ensure and engineering activities that a company uses to ensure that the that the quality characteristics quality characteristics of a product are at the of a product are at the nominal or required levels.nominal or required levels.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1515
SpecificationsSpecificationsQuality characteristics being measured are often Quality characteristics being measured are often compared to standards or compared to standards or specificationsspecifications..Nominal or target valueNominal or target valueUpper Specification Limit (USL)Upper Specification Limit (USL)Lower Specification Limit (LSL)Lower Specification Limit (LSL)

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1616
SpecificationsSpecifications
Remember their originRemember their originSpecifications are not targets!!Specifications are not targets!!When we make them targets:When we make them targets:
LS US
Uniform Distribution
Zero Defects!

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1717
How does this happen?How does this happen?
During manufacture and assembly outliers are During manufacture and assembly outliers are adjusted to fall within the specs.adjusted to fall within the specs.Targets are forgotten!Targets are forgotten!Before final assembly all units have been either Before final assembly all units have been either scraped or reworked to provide complete adherence scraped or reworked to provide complete adherence to specifications.to specifications.Zero defectsZero defects
uniform dissatisfaction!uniform dissatisfaction!
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1818
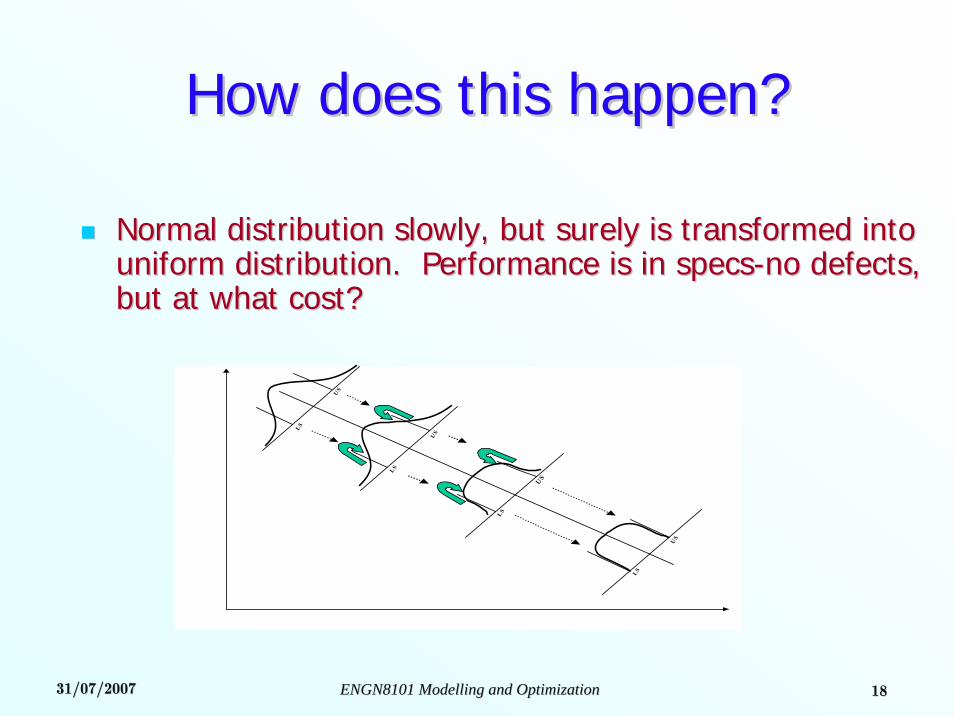
How does this happen?How does this happen?
Normal distribution slowly, but surely is transformed into Normal distribution slowly, but surely is transformed into uniform distribution. Performance is in specsuniform distribution. Performance is in specs--no defects, no defects, but at what cost?but at what cost?
LS
US
LS
US
US
LS
LS
US

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 1919
Uniform DistributionUniform Distribution
LS USUniform Distribution
Target(customer preference)
AB A BC C
Do we really want as much “C” grade performance as “A” grade performance? Customers want grade “A”performance. Why do we insist on providing products that just pass with a grade of “C”?

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2020
AdjustAdjust to Targetto Target
Target and small normally distributed Target and small normally distributed variation about the target produce customer variation about the target produce customer satisfaction.satisfaction.
Normal Distribution
Target

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2121
Use Specifications, butUse Specifications, but……..
Think small variationThink small variationmake performance consistentmake performance consistentreduce sensitivity to all forms of variationreduce sensitivity to all forms of variation
Think targetThink targetbring average performance to customer bring average performance to customer preferencepreference

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2222
Traditional Quality MetricTraditional Quality Metric
All products within specifications equality good.All products within specifications equality good.All products outside specifications equally bad.All products outside specifications equally bad.
US
All products equally good
Equallyunacceptable
LS

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2323
Continuous ImprovementContinuous Improvement
Move specifications closerMove specifications closerIncrease costIncrease costQuality and cost tradeQuality and cost trade--off!off!
LS US
tightertolerances

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2424
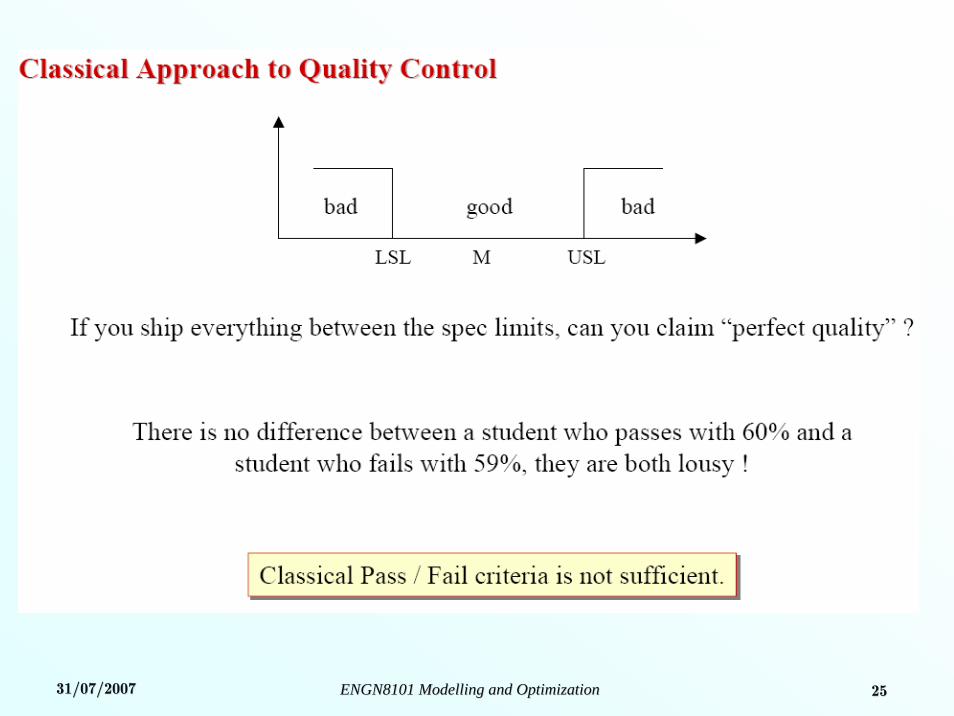
Traditional Quality MetricTraditional Quality Metric
TradeTrade--off quality and costoff quality and cost
Cost
Qua
li ty
How much quality can we afford?
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2525

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2626
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2727
The Quadratic Loss FunctionThe Quadratic Loss Function
Rewards onRewards on--target performancetarget performanceFacilitate continuous improvementFacilitate continuous improvementContinuous functionContinuous functionEasy to useEasy to use

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2828
The Quadratic Loss FunctionThe Quadratic Loss Function
A0=cost of corrective actionΔ0=point of intolerancem=target valuey=quality characteristicL=loss ($) Δ0m
A0
L
y
k =
L=k(y-m)2
A0
Δ02

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 2929
“main man” = Dr. Dr. GenichiGenichi TaguchiTaguchi
An engineer who has developed an approach An engineer who has developed an approach (Taguchi Methods) involving statistical planned (Taguchi Methods) involving statistical planned experiments to reduce variationexperiments to reduce variation19501950’’s: applied his approach in Japans: applied his approach in Japan19801980’’s: introduced his ideas to US s: introduced his ideas to US

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3030
Dr. Genichi TaguchiDr. Genichi TaguchiBorn in Japan, 1924; Electrical EngineerBorn in Japan, 1924; Electrical Engineer
Widely acknowledged leader in the U.S. industrial quality movemeWidely acknowledged leader in the U.S. industrial quality movement.nt.
Worked during 1950Worked during 1950’’s to improve Japans to improve Japan’’s posts post--WWII telephone WWII telephone communication systemcommunication system. .
Credited for starting the Credited for starting the ““Robust DesignRobust Design”” movement in Japan in 1950movement in Japan in 1950’’s.s.
1980 introduced Taguchi method to AT&T.1980 introduced Taguchi method to AT&T.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3131
DonDon’’t run away!t run away!
Not a mathematician? Not a mathematician?
You can still successfully apply Taguchi You can still successfully apply Taguchi Method concepts to your service business.Method concepts to your service business.
Basic concepts are simple.Basic concepts are simple.
Just keep reading.Just keep reading.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3232
Taguchi TechniquesTaguchi TechniquesExperimental design methods to Experimental design methods to improve product & process designimprove product & process design
Identify key component & process Identify key component & process variables affecting product variationvariables affecting product variation
TaguchiTaguchi ConceptsConceptsQuality robustnessQuality robustnessQuality loss functionQuality loss functionTarget specificationsTarget specifications

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3333
Ability to produce Ability to produce products uniformly products uniformly regardless of regardless of manufacturing manufacturing conditionsconditionsPut robustness in Put robustness in House of Quality House of Quality matrices besides matrices besides functionalityfunctionality
© 1984-1994 T/Maker Co.
© 1995 Corel Corp.
Quality RobustnessQuality Robustness
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3434
Robust DesignRobust Design
““An Engineering methodology for improving An Engineering methodology for improving productivity during research and development productivity during research and development so that highso that high--quality products can be produced quality products can be produced quickly and at low costquickly and at low cost”” (1).(1).Products and services designed defect free Products and services designed defect free and of high qualityand of high qualityA design with minimum sensitivity to A design with minimum sensitivity to variations in uncontrollable factors.variations in uncontrollable factors.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3535
DefinedDefined--economical and societal penalties incurred as a result economical and societal penalties incurred as a result of purchasing a nonconforming product.of purchasing a nonconforming product.Shows social cost ($) of deviation from target valueShows social cost ($) of deviation from target valueAssumptionsAssumptions
Most measurable quality characteristics (e.g., Most measurable quality characteristics (e.g., length, weight) have a target valuelength, weight) have a target valueDeviations from target value are undesirableDeviations from target value are undesirable
Equation: L = DEquation: L = D22CCL = Loss ($); D = Deviation; C = CostL = Loss ($); D = Deviation; C = Cost
Quality Loss FunctionQuality Loss Function

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3636
DeterminingDeterminingQuality Loss FunctionQuality Loss Function
Specifications are setSpecifications are setSpecify a target with minimal Specify a target with minimal variationvariationIncrease in variation cause loss to Increase in variation cause loss to societysociety

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3737
Set SpecificationsSet Specifications
Loss to societyLoss to society--Product rejectionProduct rejection--Product reworkProduct rework--PollutionPollution

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3838

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 3939
Specify a target withSpecify a target with minimal minimal variationvariation

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4040
Quality Loss FunctionQuality Loss FunctionFr
eque
ncy
Target UpperLower
Target-oriented quality yields more product in the "best" category
Distribution of Specifications for Products Produced
Conformance-oriented quality keeps products within 3 standard deviations
Los
s
High Loss
Low Loss
Unacceptable
Poor
Fair
Good
Best

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4141
A study found U.S. consumers preferred Sony TV’s made in Japan to those made in the U.S. Both factories used the same designs & specifications. The difference in quality goals made the difference in consumer preferences.
Freq.
XTarget USLLSL
Japanese factory (Target-oriented)
U.S. factory (Conformance-oriented)
Target Specification ExampleTarget Specification Example

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4242
The specifications for The specifications for the diameter of a gear the diameter of a gear areare 25.00 25.00 ±± 0.25 mm0.25 mm..If the diameter is out If the diameter is out of specification, the of specification, the gear must be scrapped gear must be scrapped at a cost ofat a cost of $4.00$4.00. . What is theWhat is the loss loss functionfunction??
© 1984-1994 T/Maker Co.
Quality Loss Function Quality Loss Function ExampleExample

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4343
Involves examining items to see if Involves examining items to see if an item is good or defectivean item is good or defectiveDetect a defective productDetect a defective product
Does not correct deficiencies in Does not correct deficiencies in process or productprocess or product
IssuesIssuesWhen to inspectWhen to inspectWhere in process to inspectWhere in process to inspect
InspectionInspection

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4444
When and Where to InspectWhen and Where to Inspect
At the supplierAt the supplier’’s plant while the supplier is producings plant while the supplier is producingAt your facility upon receipt of goods from the supplierAt your facility upon receipt of goods from the supplierBefore costly or irreversible processesBefore costly or irreversible processesDuring the stepDuring the step--byby--step production processesstep production processesWhen production or service is completeWhen production or service is completeBefore delivery from your facilityBefore delivery from your facilityAt the point of customer contactAt the point of customer contact

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4545
Service quality is more difficult to measure than Service quality is more difficult to measure than for goodsfor goodsService quality perceptions depend on Service quality perceptions depend on
Expectations versus realityExpectations versus realityProcess and outcomeProcess and outcome
Types of service qualityTypes of service qualityNormal: Routine service deliveryNormal: Routine service deliveryExceptional: How problems are handledExceptional: How problems are handled
TQM In ServicesTQM In Services

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4646
Under-standing
Tangibles
Reliability
CommunicationCredibility
Security
Responsiveness
Competence
Courtesy
Access
© 1995 Corel Corp.
Service Quality AttributesService Quality Attributes

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4747
Determinants of Service QualityDeterminants of Service Quality
Reliability Reliability –– consistency and dependabilityconsistency and dependabilityResponsiveness Responsiveness –– willingness/readiness of employees to willingness/readiness of employees to provide service; timelinessprovide service; timelinessCompetence Competence –– possession of skills and knowledge possession of skills and knowledge required to perform servicerequired to perform serviceAccess Access –– approachability and ease of contactapproachability and ease of contactCourtesy Courtesy –– politeness, respect, consideration, friendliness politeness, respect, consideration, friendliness of contact personnelof contact personnel

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4848
Determinants of Service Quality Determinants of Service Quality --ContinuedContinued
Communication Communication –– keeping customers informed in keeping customers informed in languages they understandlanguages they understandCredibility Credibility –– trustworthiness, believability, honestytrustworthiness, believability, honestySecurity Security –– freedom from danger, risk or doubtfreedom from danger, risk or doubtUnderstanding/knowing the customer Understanding/knowing the customer –– making the making the effort to understands the customereffort to understands the customer’’s needss needsTangibles Tangibles –– the physical evidence of the servicethe physical evidence of the service

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 4949
The Design Process is DividedThe Design Process is Divided
System DesignSystem DesignChoose the subChoose the sub--systems, mechanisms, form of the systems, mechanisms, form of the prototype.prototype.
Parameter DesignParameter DesignOptimize the design, set up the design so that it Optimize the design, set up the design so that it improves quality and reduces costimproves quality and reduces cost
Tolerance DesignTolerance DesignStudy the tradeoffs that must be made and determine Study the tradeoffs that must be made and determine what tolerances and grades of materials are necessarywhat tolerances and grades of materials are necessary

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5050
Parameter Design (Robust Design)Parameter Design (Robust Design)
Optimize the settings of the design to minimize Optimize the settings of the design to minimize its sensitivity to noise its sensitivity to noise –– ROBUSTNESS.ROBUSTNESS.Taguchi really opened a whole area that Taguchi really opened a whole area that previously had been talked about only by a few previously had been talked about only by a few very applied people.very applied people.His methodology is heavily dependent on design His methodology is heavily dependent on design of experiments, but he wanted to look at not just of experiments, but he wanted to look at not just the mean but also the variance.the mean but also the variance.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5151
Classification of FactorsClassification of FactorsControl FactorsControl Factors––Design factorsDesign factors that are to be set at optimal that are to be set at optimal levels to improve quality and reduce sensitivity to noiselevels to improve quality and reduce sensitivity to noise
Dimensions of parts, type of material, etcDimensions of parts, type of material, etcNoise FactorsNoise Factors––Factors that represent the noise that is Factors that represent the noise that is expected in production or in useexpected in production or in use
Dimensional variationDimensional variationOperating Temperature Operating Temperature
Adjustment Factor Adjustment Factor –– Affects the mean but not the variance Affects the mean but not the variance of a responseof a response
Deposition time in silicon wafer fabricationDeposition time in silicon wafer fabricationSignal Factors Signal Factors –– Set by the user to communicate desires of Set by the user to communicate desires of the userthe user
Position of the gas pedalPosition of the gas pedal

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5252
AnalysisAnalysis
Taguchi uses signal to noise ratios as response variables.Taguchi uses signal to noise ratios as response variables.e.g.,e.g.,
It is often more informative to analyze mean and It is often more informative to analyze mean and standard deviation separately (standard deviation separately (sdsd), rather than combine ), rather than combine into a signal to noise ratiointo a signal to noise ratio
analyze analyze sdsd in the same manner that we have in the same manner that we have previously analyzed the mean.previously analyzed the mean.
Taguchi analysis techniques are often inefficientTaguchi analysis techniques are often inefficient……
SNt = −10logy 2
s2⎛ ⎝ ⎜ ⎞
⎠ ⎟

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5353
We should support TaguchiWe should support Taguchi’’ss philosophy of quality philosophy of quality engineering. However, we must rely on simpler, more engineering. However, we must rely on simpler, more efficient methods that are easier to learn and apply to efficient methods that are easier to learn and apply to
carry this philosophy into practicecarry this philosophy into practice……
You can use the techniques presented thus far in class You can use the techniques presented thus far in class to analyze to analyze
Taguchi Designs.Taguchi Designs.

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5454
Taguchi’s method
Created quality engineering as a disciplined engineering process to find best expression of product design
What is ‘best’?
Best = lowest-cost solution based on customer needs:- to the product design specification- include manufacturing, life-cycle costs and losses to society- Reduce the variation but more importantly make the system
insensitive to variation
Holistic approach to minimizing cost and maximizing quality
High quality products minimize costs by performing consistently

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5555
High-quality system = insensitive to variationwhilst maintaining target values
Signal-to-noise again!
Costing of a design – equally important as actual design
To define system quality in terms of control of insensitivityto variability…
…Focal point must be signal-to-noise ratios

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5656
Quality – defined using performance measures
i.e. random variables
Random variables – have a target value and scattersignal noise
Primary aim – to reduce noise whilst increasing the signal- defined as ‘robustness’
i.e. make the signal as immune as possible to unforseen aspects of system changes
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5757
NOISENOISENoise factor = anything that causes a characteristic to
deviate from the target value
Examples:high power transmission lines on AM radio signalwater in petrolwear on a punch press dieimpurity on a hard disk driveetc…
3 types: External noisesources of variability outside the productUnit-to-unit noisevariability within a productDeteoration noiseageing of a product when with customer

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5858
Nature of noiseNature of noise
External factorsExternal factorsElectromagnetic interferenceElectromagnetic interferenceTemperature and humidityTemperature and humidityInput voltage variationsInput voltage variations
UnitUnit--toto--Unit noise factorsUnit noise factorsResistance of electrical resistorsResistance of electrical resistorsAmount of lubricant used Amount of lubricant used Dimensional variation due to machiningDimensional variation due to machining
Deterioration noise factorsDeterioration noise factorsTotal current passed through a car batteryTotal current passed through a car batteryWear of brake padsWear of brake padsWeathering of paint on a houseWeathering of paint on a house

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 5959
Noise → reliability problem → failure of product
Early life failure – normal design life failure – end of life failure
Exponential?
Failure duringNormal designLife should berare
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6060
RobustnessRobustness
- Sensitivity of the design to noise
- minimize variability = maximize robustness
“A product or process is said to be robust when it is insensitiveto the effects of sources of variability, even though the sources
themselves have not been eliminated”
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6161
Cost-based design
Unit manufacturing cost = costs directly associated with production
e.g. material, labour etc.very backward and retrogressive
Life-cycle cost = costs due to operation of producte.g. consumables and repair
Quality loss cost = e.g. less tangible costslost profit due to malfunction (customer loss)return, recall, lawsuits (server loss)pollution, injury, transportation (society loss)

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6262
Different loss costsDifferent loss costs
Losses to customerLosses to customerTime and effort to work around minor repairsTime and effort to work around minor repairsRental costs to replace a machine being repairedRental costs to replace a machine being repairedNonwarranty service costs & service contract costsNonwarranty service costs & service contract costs
Losses to manufacturerLosses to manufacturerInspection, scrap, and reworkInspection, scrap, and reworkWarranty costsWarranty costsLost sales and customersLost sales and customersLawsuitsLawsuits
Losses to societyLosses to societyPollution and wastePollution and wasteInjury, loss of lifeInjury, loss of lifeDisruption of communications and transportationDisruption of communications and transportation
31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6363
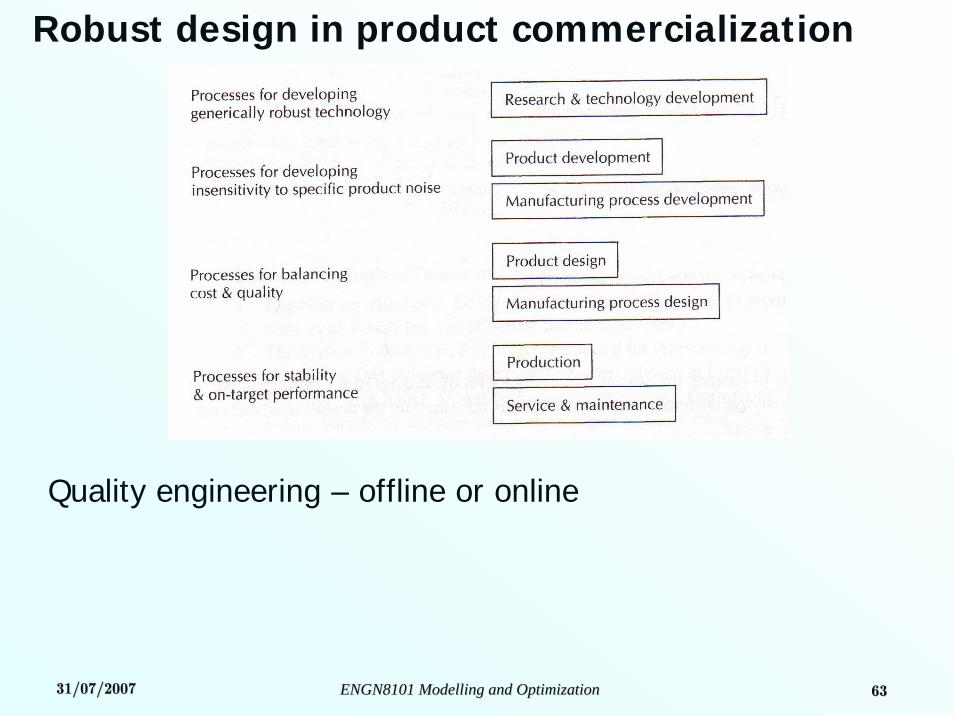
Robust design in product commercialization
Quality engineering – offline or online

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6464
OfflineOffline
= quality engineering during development and design

31/07/200731/07/2007 ENGN8101 Modelling and OptimizationENGN8101 Modelling and Optimization 6565
OnlineOnline= quality engineering taking place during actual production
Statistical process control- identify random variation v. assignable variation
Static S/N optimization- e.g. reduce noise whilst maintaining signal
define an optimal S/N ratio
Loss-function-based process control- Taguchi approach equating variation to cost
Most effective method – EXPERIMENTAL DESIGN!EXPERIMENTAL DESIGN!