programación de cuello de botella
DESCRIPTION
Programación de Cuello de BotellaTRANSCRIPT

Fernando Hinostroza
PROGRAMACION CUELLO DE BOTELLA

Programación Cuello de Botella
Primero diferenciemos entre planeamiento y programación
Planeamiento: Horizonte de tiempo es a largo plazo y determina cuando y como se puede hacer una fabricación en lineas generales y se asume una carga infinita
Programación: el horizonte de tiempo es de corto plazo, se determina donde y cuando se hace la fabricación al detalle y se asume la carga es finita.

¿Por donde empezamos?
Programar las tareas que debe realizar una organización, ¿por donde empezamos?
- ¿Que pedidos empezamos primero? - ¿El de mayor facturación? - ¿El que representa una carga mayor ? - ¿El que estamos sospechando que vamos a
entregar tarde ?

Primero necesitamos un programa
¿Que tipo de programa queremos construir? Criterios para construir un programa1.- Debe ser realista un programa realista debe empezar por reconocer
las limitaciones de un sistema ( reconocer que la capacidad es finita ) 2.- Debe ser inmune a las perturbaciones Si cualquier acción de Murphy (Perturbación)
provoca una reprogramación, es la mejor indicación de que el programa que se ha generado no es, en absoluto realista
El programa una vez que sea realista debe juzgarse con las mismas medidas que usamos para Juzgar los resultados.
• Valor generado• Inventario• Gasto operativo El programa se juzga con respecto a su
consecución del máximo valor generado ( Máximo en términos de explotación de las
limitaciones de la empresa)

- El nivel de inventario debe tener la cantidad suficiente para garantizar el valor generado
- Con respecto al gasto operativo del mismo modo la única razón valida para emplear horas extras personal adicional es proteger al valor generado, los programas se deberán juzgar de acuerdo a estos parámetros

La ley de Murphy“Si algo tiene la posibilidad de salir mal, saldrá mal”
Cuenta la historia que en 1949 la Fuerza Aérea norteamericana estaba investigando los efectos de la desaceleración en los pilotos. Un voluntario viajaba en un vehículo impulsado por cohetes que corría sobre rieles y tras alcanzar alta velocidad era frenado bruscamente. Un sistema de sensores monitoreaba sus reacciones.Al efectuarse las primeras pruebas, los instrumentos no registraron nada. El capitán que había diseñado el equipo descubrió entonces que, inexplicablemente, todos y cada uno de los electrodos habían sido conectados mal. En una conferencia de prensa, declaró al otro día que “si hay dos o más maneras de hacer algo y una de ellas conduce al desastre, es seguro que alguien hará eso”.El autor de la frase se llamaba Edward A. Murphy. Su frase se hizo famosa con el nombre de Ley de Murphy y se incorporó al folklore empresarial junto a otras “leyes”, como las de Parkinson y Peter
Introducción al DBR
En primer lugar es conveniente situar históricamente el nacimiento de la teoría de las limitaciones para entender el éxito puntual que supuso ( y hoy en día sigue teniendo en algunos sectores)
A finales de los 70, en Japón triunfan las herramientas del Just in Time
Desarrollada por Taiichi Ohno ( Toyota )

En la época del Just in Time japonés, en Europa, el MRP estaba implantado pero no funcionaba como se esperaba. Se creía que eran las empresas los culpables de los fracasos de la implantación ya que el método se consideraba correcto, en las empresas se producía el síndrome del final de mes ( o fenómeno del palo de Hockey)
Según este fenómeno, el ritmo de la producción de las empresas evoluciona siguiendo la silueta de un palo de Hockey, haciéndose, en la parte final del mes, auténticos esfuerzos para poder cumplir con la fabricación de las unidades prometidas

En ese momento aparece Eliyahu Goldratt, una figura que pasara, al igual que Taiichi Ohno y Shingo, A la historia como uno de los artífices de la revoluciones en la forma de trabajo del siglo XX
Entre 1985 y 1988 , Goldratt escribe la Meta y la Carrera, El primer libro esta escrito en forma de novela, y se aprovecha el hilo argumental para desgranar los puntos fundamentales de la teoría de las limitaciones
PROGRAMACION CON DBR
La solución que propone la TOC a través del DBR, es que la producción vaya al ritmo de un tambor el cual será tocado por el cuello de botella, para esto se tiene que analizar cuál es el cuello de botella, el mercado, centros de trabajo, etc., asegurando que aquellos que no son cuellos de botella no vayan a producir más, para ello se coloca una cuerda, que debe amarrarse entre el cuello de botella y la primera operación.
Fundamentos del DBR
En la formación el tamaño del soldado refleja su capacidad para caminar. Lógicamente, la forma física de algunos soldados
es superior a la de otros y, aunque el ritmo sea constante, la distancia entre ellos variará
Si, por algún motivo, uno de los soldados se retrasa, los que están después de él en la fila también lo harán, abriéndose un hueco entre el soldado anterior a la parada y el resto del pelotón. Si el soldado retrasado tiene fuerza suficiente será capaz de cerrar el hueco abierto, pero ¿podrán todos los soldados retrasados unirse al grupo de cabeza
Lo mismo sucede en las fábricas. Algunos recursos sufren variaciones en su ritmo de trabajo debido, por ejemplo, a la falta de material, a una avería, a desviaciones en el tiempo de producción,… La mayoría de estas fluctuaciones no pueden eliminarse por completo y, por tanto, se debe buscar la solución de otra forma.
Identificar el cuello de botella (CDB)
El cuello de botella es el recurso con capacidad limitada. Según Goldratt sólo existe un recurso con la capacidad más pequeña.

Protegiendo el sistema
Para evitar que se pare el cuello de botella, hay que protegerlo, y para ello se recurre a un Buffer de tiempo, es decir, ¿cuánto
antes se quiere que el material llegue a la máquina?

El Buffer y el tiempo de procesamiento de las piezas en las máquinas anteriores al cuello de botella fija el tamaño de la cuerda (Rope) que se lanza al primer punto de la línea.
La determinación del tamaño del buffer es compleja, ya que no existe una fórmula matemática para calcularlo. Su valor depende de numerosas variables, algunas difíciles de cuantificar
Tiempo de procesamiento, Averías, Flexibilidad

Elevar el cuello de botella
Si se quiere aumentar la producción de todo el sistema es necesario aumentar la capacidad del cuello de botella
• Mejorar la eficiencia global del equipo • Evitar que se procesen en el cuello de botella artículos defectuosos. • Buscar otra máquina similar dentro de la fábrica o comprar una nueva. • Reajustar los tamaños de lotes de procesamiento. • Subcontratar parte de los pedidos (sólo la operación crítica). • Puede ser conveniente comprar, en lugar de producir, algún artículo para aliviar el cuello de botella.
El último paso del DBR
En el supuesto de que se haya conseguido aumentar la capacidad del cuello de botella, mediante cualquiera de los métodos descritos, ya no será necesario seguir mejorando la misma máquina. No hay que dejarse llevar por la inercia y se debe buscar el siguiente cuello de botella. Esta etapa de la metodología DBR busca la mejora continua en
los métodos de trabajo.
Ejemplo 1
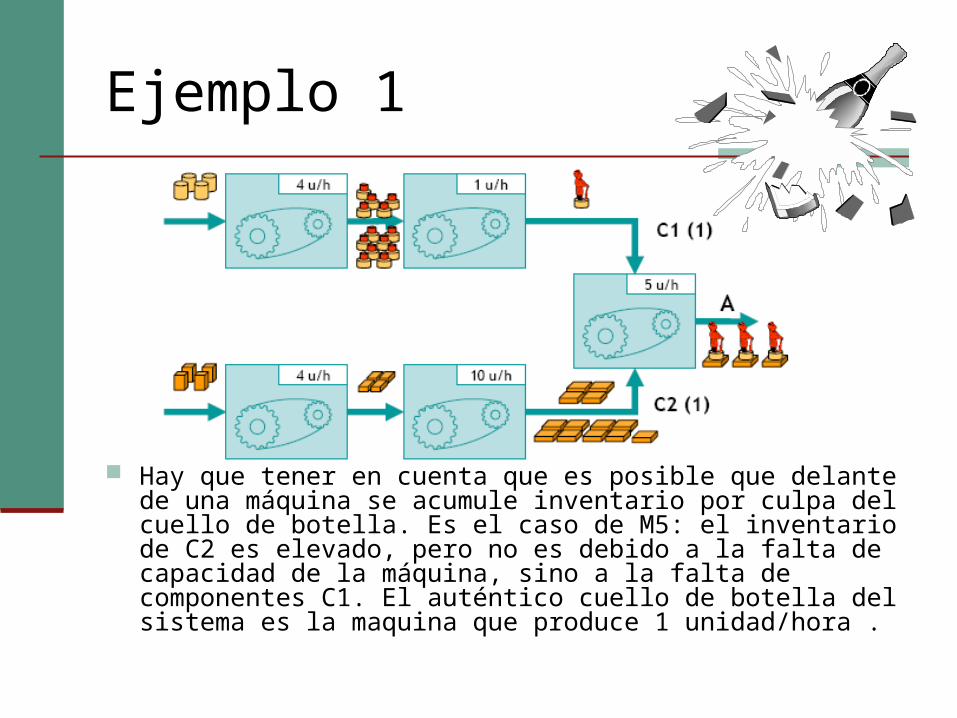
Hay que tener en cuenta que es posible que delante de una máquina se acumule inventario por culpa del cuello de botella. Es el caso de M5: el inventario de C2 es elevado, pero no es debido a la falta de capacidad de la máquina, sino a la falta de componentes C1. El auténtico cuello de botella del sistema es la maquina que produce 1 unidad/hora .

PROGRAMACION CON DBR
.
Montaje
Sub Montaje B
CT1 CT6
CT2 CT7
CT8CT3CT4CT5
PEDIDO B
Buffer De envíos
Buffer De
ensamblaje
Buffer De CB
Cuello de Botella
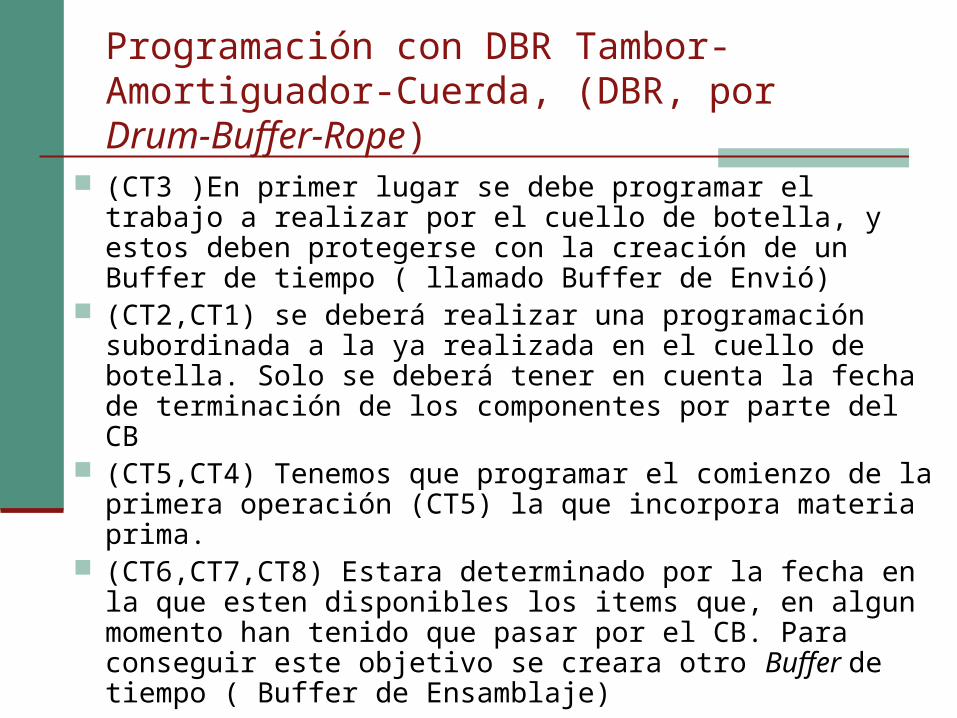
(CT3 )En primer lugar se debe programar el trabajo a realizar por el cuello de botella, y estos deben protegerse con la creación de un Buffer de tiempo ( llamado Buffer de Envió)
(CT2,CT1) se deberá realizar una programación subordinada a la ya realizada en el cuello de botella. Solo se deberá tener en cuenta la fecha de terminación de los componentes por parte del CB
(CT5,CT4) Tenemos que programar el comienzo de la primera operación (CT5) la que incorpora materia prima.
(CT6,CT7,CT8) Estara determinado por la fecha en la que esten disponibles los items que, en algun momento han tenido que pasar por el CB. Para conseguir este objetivo se creara otro Buffer de tiempo ( Buffer de Ensamblaje)
Programación con DBR Tambor-Amortiguador-Cuerda, (DBR, por Drum-Buffer-Rope)

DBR ¿ Pull & Push?
Maquina 1 Maquina 6Maquina 5Maquina 2 Maquina 3 Maquina 4
Buffer 01 Buffer 02 Buffer 03 Buffer 04 Buffer 05
TIEMPO PROMEDIO DE OPERACIÓN
MAQUINA1 MAQUINA 2 MAQUINA 3 MAQUINA 4 MAQUINA 5 MAQUINA 6
9 minutos 9 minutos 9 minutos 15 minutos 9 minutos 9 minutos
Las operaciones que se desencadenan hasta el cuello de botella estan dentro Las operaciones que se desencadenan hasta el cuello de botella estan dentro del entorno del sistema del entorno del sistema PULLPULL, y las operaciones posteriores al cuello de botella , y las operaciones posteriores al cuello de botella el mecanismo es claramente el mecanismo es claramente PUSHPUSH hasta el final de la linea . Esta situación hasta el final de la linea . Esta situación refleja de manera clara el enfoque propuesto por Goldratt para su sistema refleja de manera clara el enfoque propuesto por Goldratt para su sistema DBRDBR

INCONVENIENTES DE OPT / DBR
DBR, requiere de una gran cantidad de datos. No sólo necesita los concernientes al proceso,
si no que además necesita set-up exactos, tamaños de lotes de proceso, etc.
En OPT el procedimiento para secuenciar órdenes de producción bajo DBR es un algoritmo secreto y muy complejo, que no ha resultado siempre exitoso.

INCONVENIENTES DE OPT / DBR Necesita conocer cuales son los cuellos de
botella ya que son fundamentales para su programación
No obstante estos pueden cambiar con la mezcla de producto o con el tiempo, lo que dificulta más su programación y ejecución.

SISTEMA INFORMATICO O.P.T
Plan Maestro
De ProducciónGrafo de
Fabricación
Descripción de los recursos
Rutas de TrabajoLista
de Materiales
Cargas deTrabajo
Identificación de lasEstaciones criticas
Reparación del Grafo
Programación de lasOperaciones criticas
Programación de lasOperaciones no criticas
Ordenes deFabricación
Ordenes de Aprovisamiento
BUILNET
SERVE
BRAIN
SPLIT
SERVE 2
Creative Output Inc
Goldratt, Pazgal
Año 1979

SOFTWARE OPT ( Creative Output Inc. )
MODULO BUILD NET- Describe el sistema Productivo- Modelado del sistema como una red que incluye los
pedidos, la lista de materiales, descripción de los recursos,herramientas, rutas de trabajo
MODULO SERVE Explosión de necesidades analoga a la del MRP y
obtención para cada recurso de perfil de carga.- Identificar los cuellos de botella y estudio de
alternativas- Repetición del analisis hasta estabilización de perfiles
de carga ( verdaderos cuellos de botella )
MODULO SPLIT- Separar la red de producción en dos partes * Parte Critica.- Formada por el cuello de botella y todos los procesos que que siguen hasta el producto final. * Parte no Critica.- Recursos no saturados despues del cuello de botella

MODULO BRAIN- Programación de la producción de la parte
critica- Metodo Clave del OPT (patentado y en
secreto)- Utiliza el algoritmo de programación hacia
delante con capacidad finita y no considera criterios de costes, sino la tasa de producción.

MODULO SERVE 2- Programación de la producción de la parte no
critica- Se utiliza como punto de partida de la parte
critica- Uniformar el exceso de capacidad de
secciones no saturadas.- Fortalecimiento del programa de producción
para absorver los imprevistos.
ERP que trabajan en entorno DBRSoftware ERP LISA ( Chile )

Scheduling Technologies Group (STG) USA

Algunas Conclusiones La Existencia de fluctuaciones estadísticas ya sea en la
demanda en la fabricación o recepción de insumos limita fuertemente la capacidad de un sistema.
Para evitar la congestión y lograr un adecuado balance entre el flujo real y la demanda, las capacidades de los equipos con fluctuaciones deben ser superiores a la demanda promedio.
La mejor estrategia para las plantas en la gestión moderna de la cadena de abastecimiento es un adecuado manejo de cuellos de botella.
Disminuir el tamaño de los lotes por debajo del tradicional lote económico es hoy en día económicamente justificable.
El mensaje de fondo es que la variabilidad cuesta dinero y es la fuente de mayores problemas en la gestión de operaciones.
GRACIAS