production improvements of ald vacuum carburizing vs conventional atmosphere carburizing
TRANSCRIPT

LPC Loads & ResultsLPC Loads & Results
Production Improvements of ALD Vacuum Carburizing
vs Conventional Atmosphere Carburizing
(with various Load Examples and Results)

LPC Loads & ResultsLPC Loads & Results
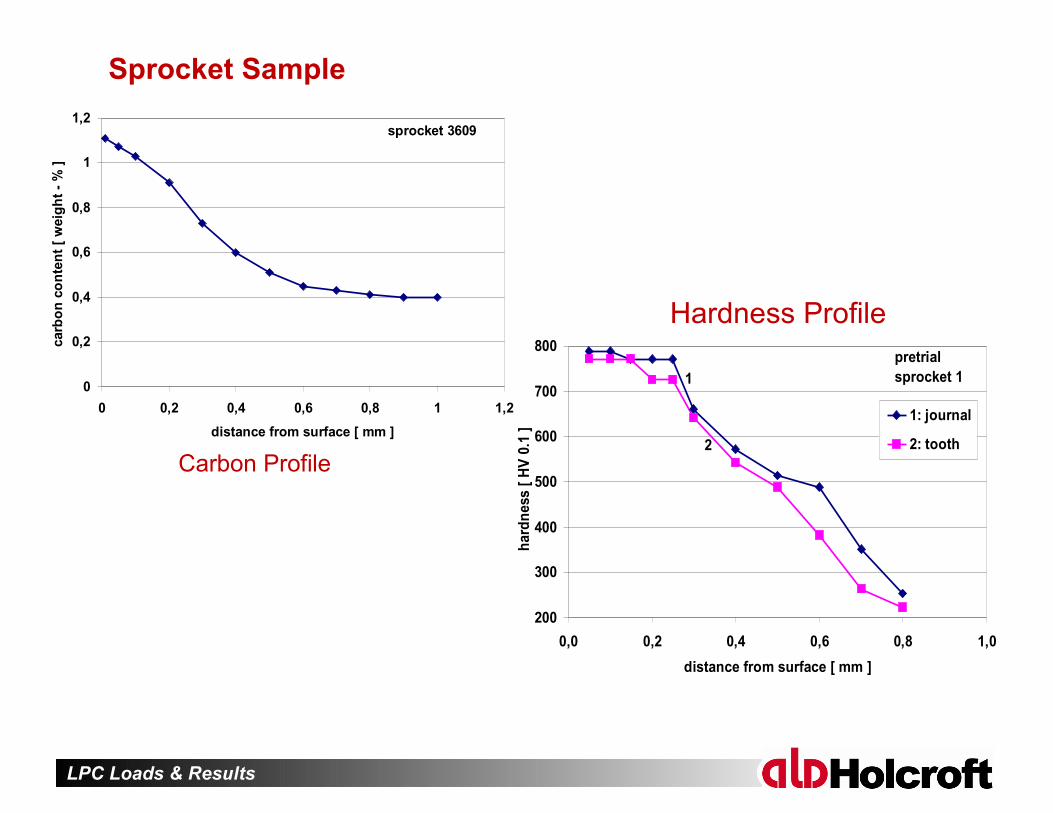
Sprocket Sample
Material: Powdered Metal0.4%C, 0.5%Cr, 0.5%Mn, 0.5%Mo (AISI 4142 Equivalent)
Number of parts: 288Total Weight: 440kg (970 lbs)Quench media: HeliumQuench pressure: 20 BarCase Depth: 0.35 mm (min)Surface Carbon: 1.0%(wt)Surface Hardness: 700 HV1 (min)
LPC Loads & ResultsLPC Loads & Results
Sprocket Sample
0
0,2
0,4
0,6
0,8
1
1,2
0 0,2 0,4 0,6 0,8 1 1,2
distance from surface [ mm ]
carb
on
co
nte
nt
[ w
eig
ht
- %
]
sprocket 3609
200
300
400
500
600
700
800
0,0 0,2 0,4 0,6 0,8 1,0
distance from surface [ mm ]
hard
nes
s [
HV
0.1
]
1: journal
2: tooth
pretrialsprocket 11
2Carbon Profile
Hardness Profile

LPC Loads & ResultsLPC Loads & Results
Bevel Gear Sample
Material: 16MnCr5Number of Parts: 198Weight per part: 1.39 kgTotal Weight: 410 kg (900 lbs)Quench Media: HeliumQuench Pressure: 20 BarCase Depth: 0.40mm (min)Core Hardness: 311 HV1Surface Hardness: 700 HV1 (min)

LPC Loads & ResultsLPC Loads & Results
Bevel Gear Sample
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0 0,2 0,4 0,6 0,8 1 1,2 1,4distance from surface [ mm ]
carb
on
co
nte
nt
[ w
eig
ht
- %
]
1: cd = 0,4 - 0,6 mm
2: cd = 0,6 - 0,8 mm
C2H2
T = 930 °C16MnCr51
2
200
300
400
500
600
700
800
0,00 0,20 0,40 0,60 0,80 1,00 1,20 1,40
distance from surface [ mm ]
har
dn
ess
[ H
V 1
]
1: root
2: flank
3: tip
1
23
T = 930 °Ct = 98 min20 bar He16MnCr5
Carbon Profile
Hardness Profile

LPC Loads & ResultsLPC Loads & Results
Hardness ProfileDiesel Nozzle Sample
Material: 16MnCr5Number of Parts: 4000
Total Weight 480kg (1060 lbs)Quench Medium: NitrogenQuench Pressure: 20 BarCase Depth: .060mm (min)Core Hardness: 450 HV1Surface Hardness: 770 HV1 (min)
Injector Detailed Presentation

LPC Loads & ResultsLPC Loads & Results
Hardness profiles of a nozzle
400
450
500
550
600
650
700
750
800
0 0,2 0,4 0,6 0,8 1
distance from the surface [ mm ]
hard
ness
[ H
V 1
]
1: seat inside
2: shaft inside
3: shaft outside
1
2
3
Hardness Profile - Diesel Nozzle Sample

LPC Loads & ResultsLPC Loads & Results
Blind Hole PerformanceBlind Hole Performance

LPC Loads & ResultsLPC Loads & Results
Material: 25MoCr4Largest Size: 16“Dia x6“ HWeight: ~90 lb/ea. (maximum)Heat Treating Process: LPC with 20-Bar Helium Quench
Mixed Load Sample

LPC Loads & ResultsLPC Loads & Results
200
300
400
500
600
700
800
900
0.0 0.5 1.0 1.5 2.0 2.5depth in mm
Har
dnes
s in
HV
10
sample #1(top) flank
sample #1 root
sample #2 (bottom) flank
sample #2 root
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0 0.25 0.5 0.75 1 1.25 1.5 1.75 2
depth in mm
carb
on c
onte
nt in
%
C-Profile
Case Hardness: 60-63 HRC
Core Hardness: 34-38 HRC
Case Depth: 1.40 mm (flank)
Mixed Load Sample
Hardness Profile

LPC Loads & ResultsLPC Loads & Results
Hardness Comparison ofOil-quenched vs. Helium-quenched Samples
Mixed Load Sample
Hardness in HRC Oil QuenchBefore tempering
Oil QuenchAfter Tempering
Helium QuenchedAfter Tempering
Core hardness 33.2 - 34.0 29.5 - 33.2 34.0 – 35.0
Hardness at root 35.4 – 37.1 34.5 – 37.7 35.0 – 38.3

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 25 to 35 per load (4/tray conventional)
• 7.6 hrs LPC vs. 9.75 hrs conventional
• To get acceptable distortion Modified loading pattern
Modified quench parameters Changed part temperature before quench
010203040506070
0 50 100 150 200 250Depth (0.001")
HR
C
Pitch (LPC) Root (LPC)Pitch (conventional) root (conventional)
Hub Gears

LPC Loads & Results
• Effective Case: 0.045/0.065"• 55 to 84 per load (20/tray conventional)• 5.25 hrs LPC vs. 9.75 hrs conventional carburizing
0
10
20
30
40
50
60
70
0 50 100 150 200
Depth (0.001")
HR
C
Pitch Root
Helical Side Gears

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 128 pieces per load (25/tray conventional
carburizing)• 5.25 hrs LPC vs. 9.75 hrs conventional carburizing
0
10
20
30
40
50
60
70
0 50 100 150
Depth (0.001")
HR
C
Pitch Root
Drive Pinions

LPC Loads & Results
• Effective Case Depth: 0.045/0.065"• 365 / load (80/tray conventional)• 5.0 hrs LPC vs. 9.75 hrs conventional carburizing• To get acceptable spider arm distortion
loading pattern had to be modified
0
10
20
30
40
50
60
70
0 50 100 150Depth (0.001")
HR
C
Pitch Root
Differential Spiders

LPC Loads & Results
Product
#of parts / fixture Carburizing time (hours)
ALD Vacuum Carburizing
Conventional atmosphere Carburizing
ALD Vacuum Carburizing
Conventional Atmosphere Carburizing
Hub Gears 25 to 35 4 7.6 9.75
Diff Spiders 365 80 5.0 9.75
Drive Pinion
128 25 5.25 9.75
Helical Gears
55 to 84 20 5.25 9.75
Production Improvement

LPC Loads & Results
Parts: Chain for Conveyors
Material: 21Mn5 (carburizing)
15CrNi6 (case hardening)
Spec.: ECD (550 HV) / CD (0,35%C) =
1,0 to 3,0 mm
Surface-C: 0,75-0,80 %C (21Mn5)
Surface Hardness: min. 800 HV (15CrNi6)
Process: HT-Vacuum Carburizing: 1050°C
Gas quenching: 20 bar He
Load: 600x750x1000 (WxHxL in mm)
600 - 1000 kg gross
System: ModulTherm 3 + 2(2008)
Capacity: 7.000 kg per day in average
SOP: October 2007
High-Temp LPC of Chains

LPC Loads & Results
0
6
12
18
24
30
36
42
0 0,5 1 1,5 2 2,5 3
EHT (550HV) in mm
Be
ha
nd
lun
gs
da
ue
r in
h
950°C - Direkthärtung
1050°C - Einfachhärtung
1050°C - Direkthärtung
Tot
al t
rea
tmen
t tim
e in
hr
Effective case depth (550HV) in mm
1740F direct hardening
1920F single hardening
1920F direct hardening
High-Temp LPC of Chains