process and characterization of composite by rtm - ipt process and characterization of composite by...
TRANSCRIPT

1
Process and Characterization
of Composite by RTM
Maria Odila Hilário Cioffi
Fatigue and Aeronautic Materials Research Group

2 2
Fatigue and Aeronautic Materials Research Group

3 3
Fatigue and Aeronautic Materials Research Group
18 Researchers
21 Students
1 Technician

Fatigue and Aeronautic Materials Research Group
4
Project
General Objectives:
– Development of an
experimental
methodology to
produce aeronautical
components by resin
transfer molding
process;
– Substitution of Al7050-
T7451 alloy by non-
crimp fabric
(NCF)/epoxy system
(RTM6) composites;
Fatigue and Aeronautic Materials Research Group
EMBRAER Landing Gear
HYDRAULICCYLINDERS
SHOCKABSORBER
SHAFT
STALK

Fatigue and Aeronautic Materials Research Group
5
Project
General Objectives:
– Development of an
experimental
methodology to
produce aeronautical
components by resin
transfer molding
process;
– Substitution of Al7050-
T7451 alloy by non-
crimp fabric
(NCF)/epoxy system
(RTM6) composites;
Fatigue and Aeronautic Materials Research Group
EMBRAER Landing Gear
HYDRAULICCYLINDERS
SHOCKABSORBER
SHAFT
STALK

Fatigue and Aeronautic Materials Research Group
6
Project
General Objectives:
– Development of an
experimental
methodology to
produce aeronautical
components by resin
transfer molding
process;
– Substitution of Al7050-
T7451 alloy by non-
crimp fabric
(NCF)/epoxy system
(RTM6) composites;
Fatigue and Aeronautic Materials Research Group
EMBRAER Landing Gear
HYDRAULICCYLINDERS
SHOCKABSORBER
SHAFT
STALK
Properties
Materials
Al 7050-T7451 NC2/RTM6
Elastic Modulus 65 GPa 60 GPa
Yield Strength 429 MPa 530 MPa
Ultimate Tensile Strength 502 MPa 665 MPa
Elongation 10 % 2 %

Fatigue and Aeronautic Materials Research Group
7
Project
General Objectives:
– Development of an
experimental
methodology to
produce aeronautical
components by resin
transfer molding
process;
– Substitution of Al7050-
T7451 alloy by non-
crimp fabric
(NCF)/epoxy system
(RTM6) composites;
Fatigue and Aeronautic Materials Research Group
EMBRAER Landing Gear
HYDRAULICCYLINDERS
SHOCKABSORBER
SHAFT
STALK
Properties
Materials
Al 7050-T7451 NC2/RTM6
Elastic Modulus 65 GPa 60 GPa
Yield Strength 429 MPa 530 MPa
Ultimate Tensile Strength 502 MPa 665 MPa
Elongation 10 % 2 %
Materials change will provide a reduction
of 59% weight for the component.

Fatigue and Aeronautic Materials Research Group
8
400
420
440
460
480
500
10000 100000 1000000
Delamination
Rupture
N (cycles)
Str
ess (
MP
a)
Fatigue Tests
SxN Curve. NC2/RTM6Composite.
Results

Fatigue and Aeronautic Materials Research Group
9
400
420
440
460
480
500
10000 100000 1000000
Delamination
Rupture
N (cycles)
Str
ess (
MP
a)
Fatigue Tests
SxN Curve. NC2/RTM6Composite.
Results
hackles
cusps
Fatigue and Aeronautic Materials Research Group
10
Process
Matrix
• Toughness
• Kinetic Study
Reinforcement
• Stitching
• Drapability
• Permeability
Process
• Process Parameters influence
• Cure cycle
Composites
• Acoustic inspection Microscopy

Fatigue and Aeronautic Materials Research Group
11
Matrix Toughness:
Impregnation Map of NCF/RTM6 composite
3-D construction C-scan Map:
NCF/RTM6 composite

Fatigue and Aeronautic Materials Research Group
12
Matrix Toughness:
Impregnation Map of NCF/RTM6 composite
3-D construction C-scan Map:
NCF/RTM6 composite

Fatigue and Aeronautic Materials Research Group
13
Toughness:
Matrix
HPBA polymer was more
efficient due to molecule
higher free volume and
suitable physical interaction
with epoxy system
Sea-island

Fatigue and Aeronautic Materials Research Group
14
Matrix • Kinetic reaction – Prism EP2400
Dynamic DSC for 2, 5 e 10°C Isothermal coversion Curve
• Dynamic DSC for different heating rates;
• Simulation of isothermals by isoconversional method;
• The difference between the theoretic and experimental method is associated
by autocatalytic and n order kinetic reactions

Fatigue and Aeronautic Materials Research Group
15
Matrix • kinetic study – Prism EP2400
Experimental curves of rate and isothermal
conversion at 170, 175 e 180ºC.
Time function fitting experimental curve
• Conversion rates by DSC – autocatalytic model until 50 min for Tcura.
• As the cure progress – n order model .

Fatigue and Aeronautic Materials Research Group
16
Stitching
Tricot Stitching
Chain Stitching
• Stitching influence
•Chain showed a fatigue behavior more uniforme due to the homogeneous stitching
•Higher fatigue behavior was observed when the stitching was tricot but with
premature delaminatin process

Fatigue and Aeronautic Materials Research Group
17
Stitching
Tricot Stitching
Chain Stitching
• Stitching influence
•Chain showed a fatigue behavior more uniforme due to the homogeneous stitching
•Higher fatigue behavior was observed when the stitching was tricot but with
premature delaminatin process

Fatigue and Aeronautic Materials Research Group
18
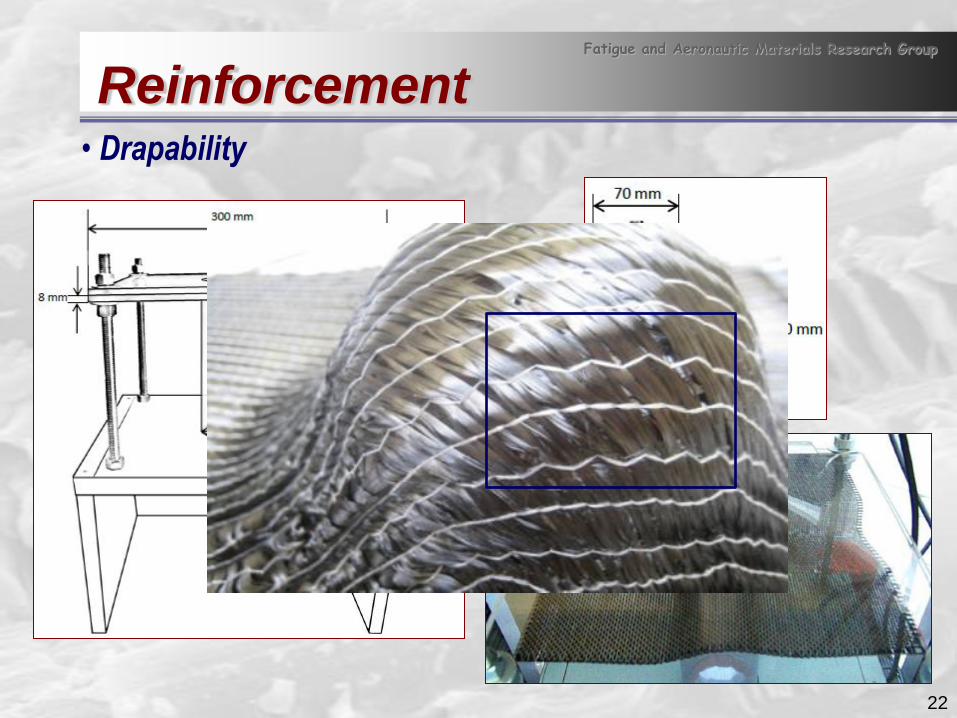
Reinforcement • Drapability

Fatigue and Aeronautic Materials Research Group
19
Reinforcement • Drapability

Fatigue and Aeronautic Materials Research Group
20
Reinforcement • Drapability

Fatigue and Aeronautic Materials Research Group
21
Reinforcement • Drapability
Fatigue and Aeronautic Materials Research Group
22
Reinforcement • Drapability
Fatigue and Aeronautic Materials Research Group
23
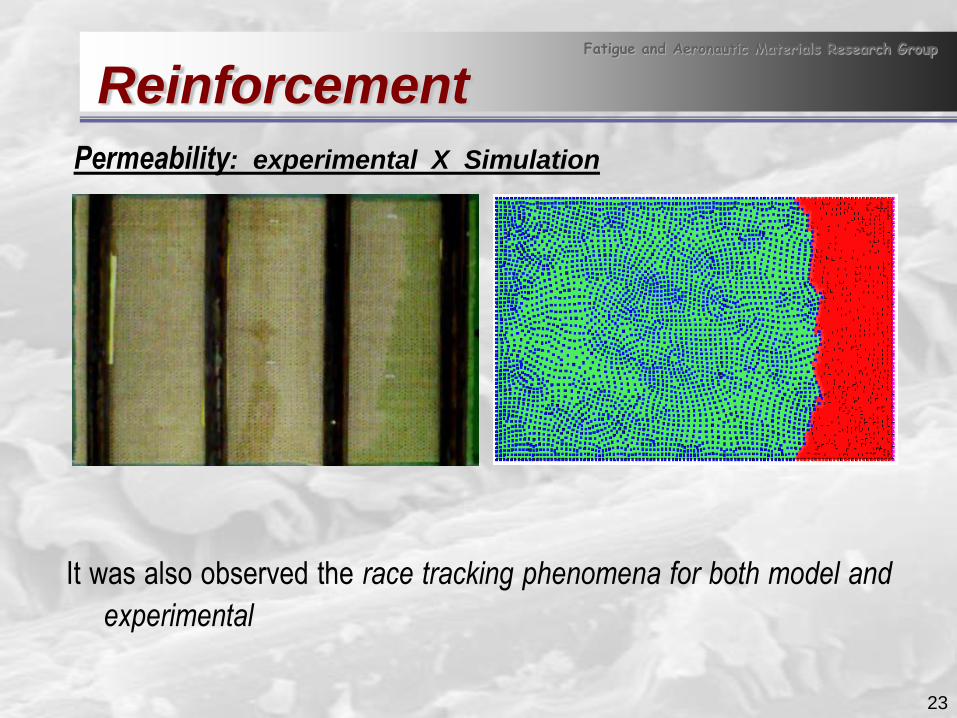
Permeability: experimental X Simulation
Reinforcement
It was also observed the race tracking phenomena for both model and
experimental

Fatigue and Aeronautic Materials Research Group
The same resin front behavior was observed for both until 2/3 fabric
length.
24
Permeability: experimental X Simulation
Reinforcement

Fatigue and Aeronautic Materials Research Group
From this point the fluid become different.
25
Permeability: experimental X Simulation
Reinforcement

Fatigue and Aeronautic Materials Research Group
26
Permeability: experimental X Simulation
Reinforcement
At the end of the fabric length the front is equal again.
The simulation and the mesh model are suitable

Fatigue and Aeronautic Materials Research Group
Total time of injection t = 2342 s (model 4747 elements).
Permeability study → t = 1137 s.
27
Permeability: experimental X Simulation
Reinforcement

Fatigue and Aeronautic Materials Research Group
28
RTM Process
FAPESP processo número 2006/02121-6 - JP

Fatigue and Aeronautic Materials Research Group
29
Process RTM Process parameter influence:
Temperature:
Enough to reduce the resin viscosity in order to promote high
volume fiber impregnation;
High Viscosity produce fiber misalignment.
Pressure:
Enough to improve the impregnation (1.5 – 4.0 bar);
Excessive pressure produce fiber misalignment.
Fiber volume fraction:
Constant throughout the laminate in order to avoid preferential
resin path, which cause dry spots.

Fatigue and Aeronautic Materials Research Group
30
RTM Process Cure cycle:
Set by kinetic study ;
low temperature rate improves the fabric impregnation;
longer periods of low viscosity resin within the first 25 min 50 mPa.s

Fatigue and Aeronautic Materials Research Group
31
Composite Procedure for acoustic microscopy inspection - MIScan
• Ultrasonic inspection
• A-scan and C-scan method
• Transducer 10 MHz probe
• Pulse-echo mode
Equipment Model PSS-600, MUIS32 manufactured by MATEC
A-scan graphic aided to calibrate the patterns of typical composite peaks

Fatigue and Aeronautic Materials Research Group
32
Composite Procedure for acoustic microscopy inspection - MIScan
• Ultrasonic inspection
• A-scan and C-scan method
• Transducer 10 MHz probe
• Pulse-echo mode
Equipment Model PSS-600, MUIS32 manufactured by MATEC
A-scan graphic aided to calibrate the patterns of typical composite peaks
INJEÇÃO
a)
INJEÇÃO
b)
Figura 6.23 – Efeito de race-tracking detectado no ultrassom: a) gate 1; b) gate 2

Fatigue and Aeronautic Materials Research Group
33
Composite Procedure for acoustic microscopy inspection - MIScan
• Ultrasonic inspection
• A-scan and C-scan method
• Transducer 10 MHz probe
• Pulse-echo mode
Equipment Model PSS-600, MUIS32 manufactured by MATEC
A-scan graphic aided to calibrate the patterns of typical composite peaks
INJEÇÃO
a)
INJEÇÃO
b)
a)

Fatigue and Aeronautic Materials Research Group
Developments
Advanced Composites
Crack propagation in 5HS carbon/epoxy composites
Interlaminar Fracture Toughness Study
Structural composite fatigue life prediction considering
DMA results
Natural composite
Thermoplastics composites obtained by injection
Thermossseting composites by RTM process
Nanobiodegradable composites by electrospinning
Composites development to historic edification application
34
Research

Fatigue and Aeronautic Materials Research Group
RTM linked projects
Projects

Fatigue and Aeronautic Materials Research Group
Projetos
Aquisição dos seguintes equipamentos:
Injetora Radius 2100cc RTM
Molde fechado em aço
Sistema de aquecimento via resistências elétricas
Bomba de vácuo
Microscópio de varredura acústica (MIScan)
Estufa a vácuo, agitadores e balança analítica
CNPq n° 472570/2006-4
FAPESP nº 2006/02121-6

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: Sistema de processamento de compósitos por RTM locado no DMT/FEG/UNESP

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: Detalhes do molde em aço usando no processamento via RTM

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: : Equipamento de ultrassom por imersão em água locado no DMT/FEG/UNESP

Fatigue and Aeronautic Materials Research Group
Projetos
Aquisição dos seguintes equipamentos:
Porosímetro Automático de Mercúrio, modelo Poremaster 33 GT
(Quantachrome Instruments)
Descrição: Realiza medições de tamanho de poros de distribuição em
duas amostras de geração de pressão contínua ou gradual de vácuo
para 33.000 psi.
CNPq n° 483308/2010-2 Titulo do Projeto: PROCESSAMENTO DE COMPÓSITOS VIA RTM:
CONTROLE DE VAZIOS POR DIFERENTES METODOLOGIAS

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: Porosímetro Automático de Mercúrio locado no DMT/FEG/UNESP

Fatigue and Aeronautic Materials Research Group
Projetos
Aquisição dos seguintes equipamentos:
Analisador de Densidade Real, Modelo UltraFoam 1200e
(Quantachrome Instruments)
Descrição: Determina o volume real/densidade de sólidos.
CNPq n° 483308/2010-2 Titulo do Projeto: PROCESSAMENTO DE COMPÓSITOS VIA RTM:
CONTROLE DE VAZIOS POR DIFERENTES METODOLOGIAS

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: Analisador de Densidade Real locado no DMT/FEG/UNESP

Fatigue and Aeronautic Materials Research Group
Projetos
Aquisição dos seguintes equipamentos:
Cortadeira Metalográfica TechCut-5 (Allied High Tech Products)
Descrição: Cortadeira metalográfica com avanço automático.
CNPq n° 483308/2010-2 Titulo do Projeto: PROCESSAMENTO DE COMPÓSITOS VIA RTM:
CONTROLE DE VAZIOS POR DIFERENTES METODOLOGIAS

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: Cortadeira metalográfica locada no DMT/FEG/UNESP

Fatigue and Aeronautic Materials Research Group
Projetos
Aquisição do seguinte equipamento:
Equipamento de Calorimetria Exploratória Diferencial (DSC) com
compensação de potência, modelo DSC 8000 (PerkinElmer)
Descrição: Esse equipamento tem a capacidade de operar em uma
faixa de temperatura de trabalho de -180ºC até 750ºC com taxas de
aquecimento e resfriamento de 1 a 750ºC/min.
CNPq n° 486083/2012-8 Titulo do Projeto: PROCESSAMENTO DE COMPÓSITOS VIA RTM:
CARACTERIZAÇÃO TÉRMICA

Fatigue and Aeronautic Materials Research Group
Projetos
Figura XX: DSC 8000 (equipamento em fase de importação)