plasma nitriding of forming rolls in cold roll...
TRANSCRIPT
Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
PLASMA NITRIDING OF FORMING ROLLS IN COLD ROLL FORMING PROCESS TO IMPROVE THE SERVICE LIFE
Amin Poursafar *, 1 1. Faculty of Mechanical Engineering, Islamic Azad University, Dehaghan Branch,
Abstract Plasma nitriding is known to improve and rectify the service life of rolls; thus this amendment also depends on the type of the steel. AISI D2 tool steel is widely used in Cold Roll Forming (CRF). In this researches the structure and Wear properties of plasma nitrided D2 steel is evaluated. Plasma treatments are carried out using an industrial size furnace in appropriate nitrogen–hydrogen mixture and Pin-on-Disk Wear Tester Machine is employed to obtain the Wear behavior. The micro hardness profiles were used to demonstrate the case depth. The structures of surface layers and diffusion zone is examined by optical and X-ray diffraction (XRD). It is found that thermochemical processing significantly increased the micro hardness and improved wear behavior and service life of D2 steel rolls.
Keywords: Plasma nitriding – CRF - Pin-on-disc - Diffusion- XRD
1. Introduction Surface of engineering components are often nitrided to improve their corrosion, fatigue, and wear properties before use in different types of applications [1]. During nitriding process, nitrogen diffuse into the steel surface, then it is combined with alloying elements such as chromium and aluminum to form a fine dispersion of alloy nitrides [2]. Therefore the response of steel to the nitriding treatment depends principally on its composition, the process temperature and the time of nitriding [3]. A significant advantage of plasma nitriding is that it causes less distortion than hardening and carburizing, because of the relatively low processing temperature which is usually below 570°C. The minor probability of surface distortion and dimensional variations also makes it possible to reduce or even to eliminate the need for expensive finishing operations before the component is put into service [4]. Plasma nitriding is the most versatile nitriding process and has many advantages over conventional salt-bath and gas nitriding. The close control of the metallurgical properties of the nitrided surface is the most important advantage of the plasma nitriding process [5]. In this situation it is necessary to modify the structure and composition of the surface and subsurface of components to eliminate the adhesive wear problem. This requires the development of advanced surface engineering techniques to address the problem. For these purposes, various attempts have been made to engineer the surface of steels. [6, 7] The purpose of the present paper is to study the wear behavior and improvement of service life of AISI D2 tool steel rolls which are used in CRF process after plasma nitriding.
Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
1.1. Materials and methods The material which is used for CRF rolls is AISI D2 cold work tool steel. The chemical composition of AISI D2 tool steel is presented in Table 1.
Table 1. Chemical composition of steel. (wt.%)
C Mn S P Si Cr Mo V Co Fe
1.57 0.35 0.02 0.03 0.40 14 0.62 0.12 0.02 Rest
The specimens were cut from bars 500 mm in diameter and 5 mm thickness. The flat surfaces of disc were manually ground to 1200 grade to achieve a fine finish with Ra<0.1µm. The dimension of specimens are shown in Figure 1.
Figure 1. The speciment.
2. Experimental Procedures 2.1. Characterization Techniques A wide range of processing temperatures from 350 to 500°C at 5, 10, 20 and 30hr intervals were used. Plasma nitriding condition is presented in Table 2.
Table 2. Plasma nitriding treatments.
Temperature (°C) Time (hr) Gas Pressure (mbar)
350 5,10,20,30 30%N2+70%H2 5
370 5,10,20,30 30%N2+70%H2 5
390 5,10,20,30 30%N2+70%H2 5
420 5,10,20,30 30%N2+70%H2 5
460 5,10,20,30 30%N2+70%H2 5
500 5,10,20,30 30%N2+70%H2 5
After plasma nitriding, the specimens were characterized by a variety of analytical techniques, including metallography of the transverse sections for layer morphology and X-ray diffraction analysis to determine phase constituents. The plasma nitrided samples were sectioned, mounted and prepared for metallographic examination and hardness profile determination. The microstructure was revealed using 3-7% Nital. A Vickers microhardness tester was used to measure the hardness on the as-treated surface along the depth in cross-sections of the treated specimens. The tribological properties of the nitrided materials were evaluated using a pin-on-disk tritometer sliding against an 8mm tungsten carbide ball under a normal load of 10N at a sliding speed of 0.03m/s without lubrication and the ambient environment (35% relative humidity, 25°C). Before performing a test, pin-on-disk samples were cleaned with benzene.

Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
3. Results and Discussion 3.1. Nitrided case It was observed that the microstructure generated during plasma nitriding varied with the treatment temperature and time. As can be seen from Figure 2 The layer thickness varied from 4µm (350°C/5hr) to 97µm (500°C/30hr).
Figure 2. Surface layer thickness of treated AISI D2 samples.
Some typical optical micrographs for AISI D2 tool steel samples are depicted in Figure 3. As can be seen in Figure 3 (a) white layer about 17µm thick was formed on the 390°C/20hr samples. When the treatment temperature or time was increased, a slightly darker sub layer was formed. Also this result can be seen in Figure 3 (b).
(a) (b) Figure 3. Optical micrographs of plasma nitrided samples
(a) 390°C/20hr (b) 420°C/20hr. 3.2. Phase analysis XRD was used to identify the phase present in the plasma nitrided materials. In AISI D2 tool steel, alloying elements with a higher affinity for nitrogen than iron from
Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
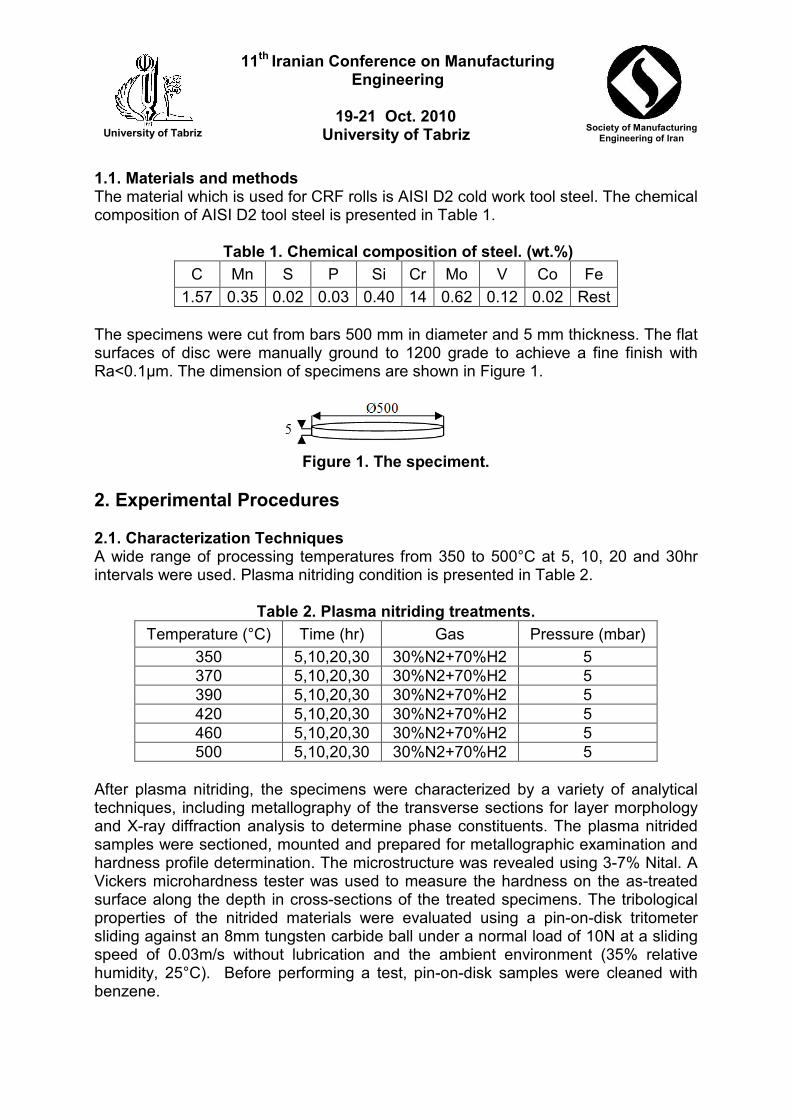
precipitates in this region. The extent of nitrogen diffusion is not very clear from the optical micrographs, but could be made visible by an adequate etching technique. The result of X-ray diffraction proved that the compound layer contained both ԑ
( NFe32− ) and γ'( NFe
4 ) phases together with some iron oxide ( 32OFe ) and chrome
nitride (CrN ). These characteristics of the surface layers are usually observed in gas nitriding of steels [2]. The XRD result is shown in Figure 4.
Figure 4. XRD result.
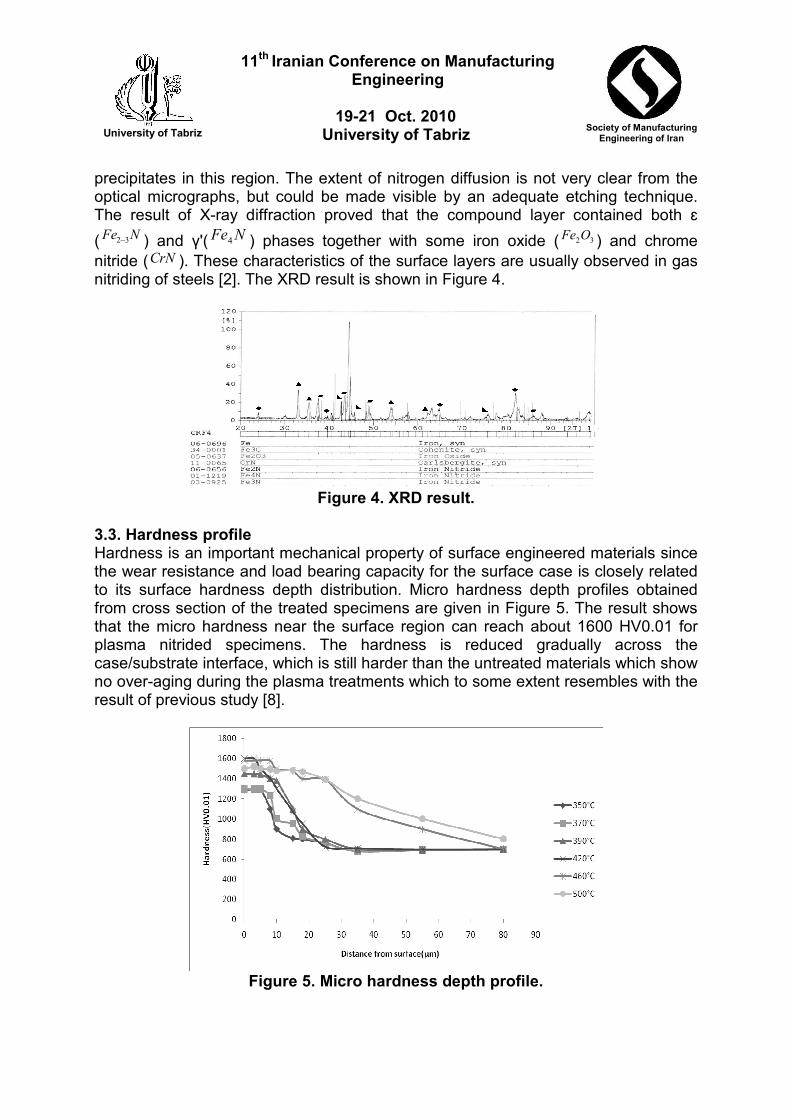
3.3. Hardness profile Hardness is an important mechanical property of surface engineered materials since the wear resistance and load bearing capacity for the surface case is closely related to its surface hardness depth distribution. Micro hardness depth profiles obtained from cross section of the treated specimens are given in Figure 5. The result shows that the micro hardness near the surface region can reach about 1600 HV0.01 for plasma nitrided specimens. The hardness is reduced gradually across the case/substrate interface, which is still harder than the untreated materials which show no over-aging during the plasma treatments which to some extent resembles with the result of previous study [8].
Figure 5. Micro hardness depth profile.
Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
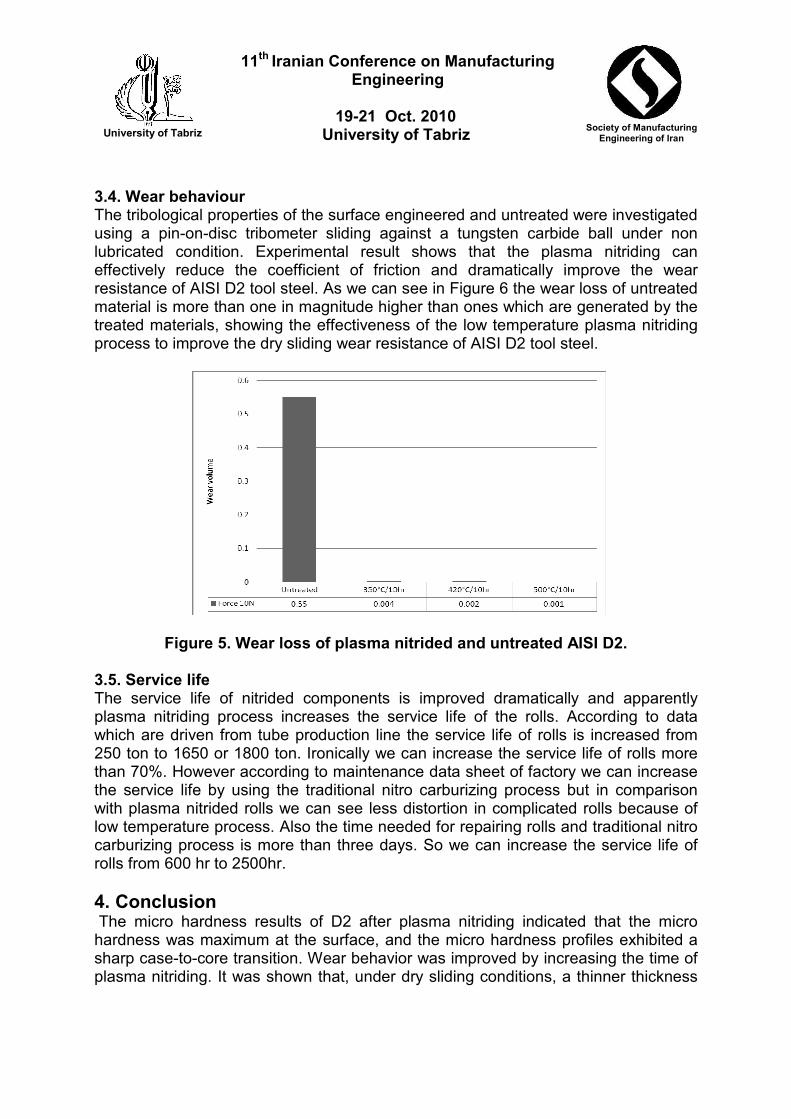
3.4. Wear behaviour The tribological properties of the surface engineered and untreated were investigated using a pin-on-disc tribometer sliding against a tungsten carbide ball under non lubricated condition. Experimental result shows that the plasma nitriding can effectively reduce the coefficient of friction and dramatically improve the wear resistance of AISI D2 tool steel. As we can see in Figure 6 the wear loss of untreated material is more than one in magnitude higher than ones which are generated by the treated materials, showing the effectiveness of the low temperature plasma nitriding process to improve the dry sliding wear resistance of AISI D2 tool steel.
Figure 5. Wear loss of plasma nitrided and untreated AISI D2. 3.5. Service life The service life of nitrided components is improved dramatically and apparently plasma nitriding process increases the service life of the rolls. According to data which are driven from tube production line the service life of rolls is increased from 250 ton to 1650 or 1800 ton. Ironically we can increase the service life of rolls more than 70%. However according to maintenance data sheet of factory we can increase the service life by using the traditional nitro carburizing process but in comparison with plasma nitrided rolls we can see less distortion in complicated rolls because of low temperature process. Also the time needed for repairing rolls and traditional nitro carburizing process is more than three days. So we can increase the service life of rolls from 600 hr to 2500hr.
4. Conclusion The micro hardness results of D2 after plasma nitriding indicated that the micro hardness was maximum at the surface, and the micro hardness profiles exhibited a sharp case-to-core transition. Wear behavior was improved by increasing the time of plasma nitriding. It was shown that, under dry sliding conditions, a thinner thickness
Society of Manufacturing
Engineering of Iran
11th Iranian Conference on Manufacturing Engineering
19-21 Oct. 2010 University of Tabriz
University of Tabriz
compound layer increased the wear because of the porous and brittle structure of this layer. Also we can see that the service life of the rolls were improved dramatically.
Acknowledgment The author is grateful to SEPAFIL CO. and PLASMA TECH.CO. and young researcher society of Islamic Azad University. The data are resulted from the research plan entitled "Effect of plasma nitriding on wear behavior of AISI D2 and AISI 01 tool steel ".
References 1. Bourithis.L., " comparison of wear properties of tool steels AISI D2 and O1 with the
same hardness", " Tribology International", Vol. 39, pp. 479-489, 2006. 2. Ashrafizade.F., " Effect of Plasma Nitriding on Tribological Behavior of 1.1740
Carbon Tool Steel ", Proc. of 5th world Conf. heat treatment and surface engineering, pp. 130-137, 2000.
3. Podgornik.B., Vizintin.J., Leskovesk.V., " comparison Tribological Properties of plasma and pulse plasma nitrided AISI 4140 steel ", "Surface and coating Technology ", Vol. 108, pp. 454-460, 1997.
4. Datta. P.K., Burnell Gray. J.S., Project surface engineering casebook solution to corrosion and wear related failures, Wood Head publishing provided by www.googlebook.com, (2000).
5. E Pinedo. C., A Monteiro.W., " comparison Surface Hardening by plasma nitriding on high chromium alloy steel ", " Journal of Material Science Letters ", Vol. 20, pp. 147-149, 2001.
6. Y.Sun, T.Bell, G.Wood, " Wear behaviour of plasma nitrided martensitic stainless steel", " Wear ", Vol. 178, pp. 131-138, 1994.
7. Y.Sun, T.Bell, " Dry sliding wear resistance of low temperature plasma carburized austenitic stainless steel ", " Wear ", Vol. 253, pp. 689-693, 2002.
8. Poursafar.A, Sabet.M, Pesteei.S.M, Zarifkar.B, " Influence of plasma nitriding on wear behavior of AISI D2 tool steel ", Proc. AMPT2006 (Advance In Material and Processing Technology) Conf., pp. 150, 2006.