ottimizzazione della funzione di perdita dei costi totali
TRANSCRIPT
UNIVERSITÀ DEGLI STUDI DI CATANIAFACOLTÀ DI INGEGNERIA
CORSO DI LAUREA IN INGEGNERIA GESTIONALEDIPARTIMENTO DI INGEGNERIA INDUSTRIALE E
MECCANICA
LUIGI TORCITTO
OTTIMIZZAZIONE DELLA FUNZIONE DI PERDITA DEI COSTI TOTALI
Relatore
Ing. Prof. Sergio Fichera
LA RICERCA DEI VALORI OTTIMALI
IL LAVORO SVOLTO IN QUESTA TESI RIGUARDA LA RICERCA DEI VALORI OTTIMALI DEI PARAMETRI PER LA
MINIMIZZAZIONE DELLA FUNZIONE DI PERDITA DEI COSTI TOTALI NEI MODELLI
STATISTICO-ECONOMICI DEI DIAGRAMMI DI CONTROLLO AD X. VERRÀ DUNQUE
MOSTRATA L’IMPORTANZA ECONOMICA DEI DIAGRAMMI DI CONTROLLO AL FINE DI
PROVVEDERE UN PRODOTTO DI QUALITÀ, RISPETTANDO CERTE SPECIFICHE E LIVELLI
DI TOLLERANZA SULLA BASE DELLE ASPETTATIVE DEI CLIENTI, CHE POSSANO
ESSERE CONSUMATORI FINALI O LE STESSE AZIENDE NEL CASO DI PRODOTTI
INDUSTRIALI.
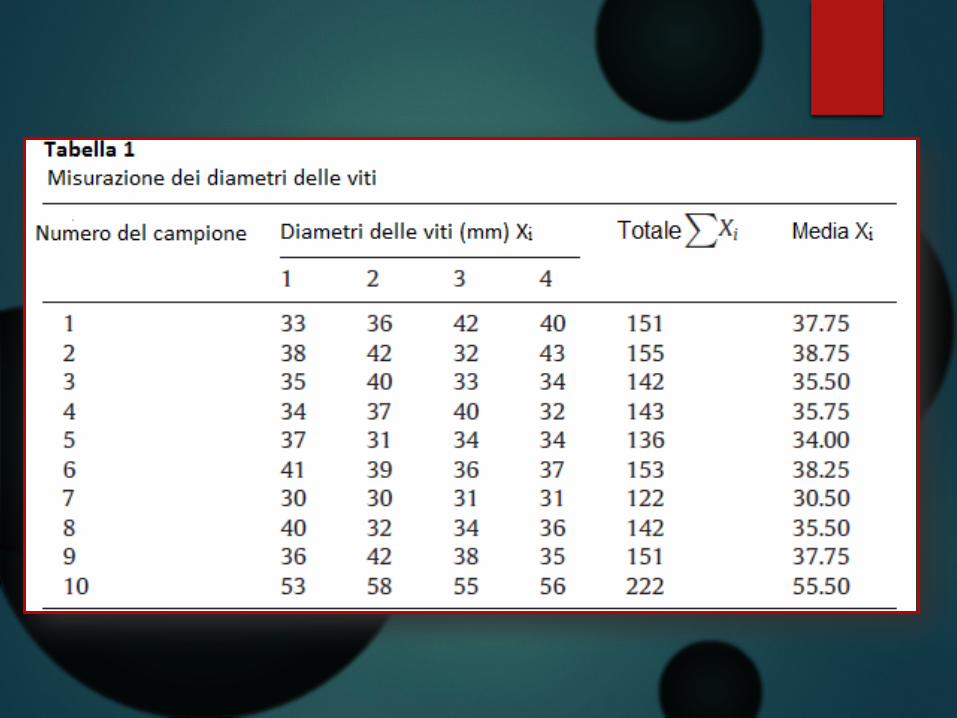
AL FINE DI PREVENIRE CHE UN AMPIO NUMERO DI ARTICOLI NON CONFORMI SIANO PRODOTTI SI
UTILIZZANO I DIAGRAMMI DI CONTROLLO PER:
Stabilire e mantenere il controllo statistico di un processo
Individuare il cambiamento del processo attraverso l’identificazione di due differenti
risorse di variazione dello stesso
Intervenire attraverso delle azioni correttive
1
2
3
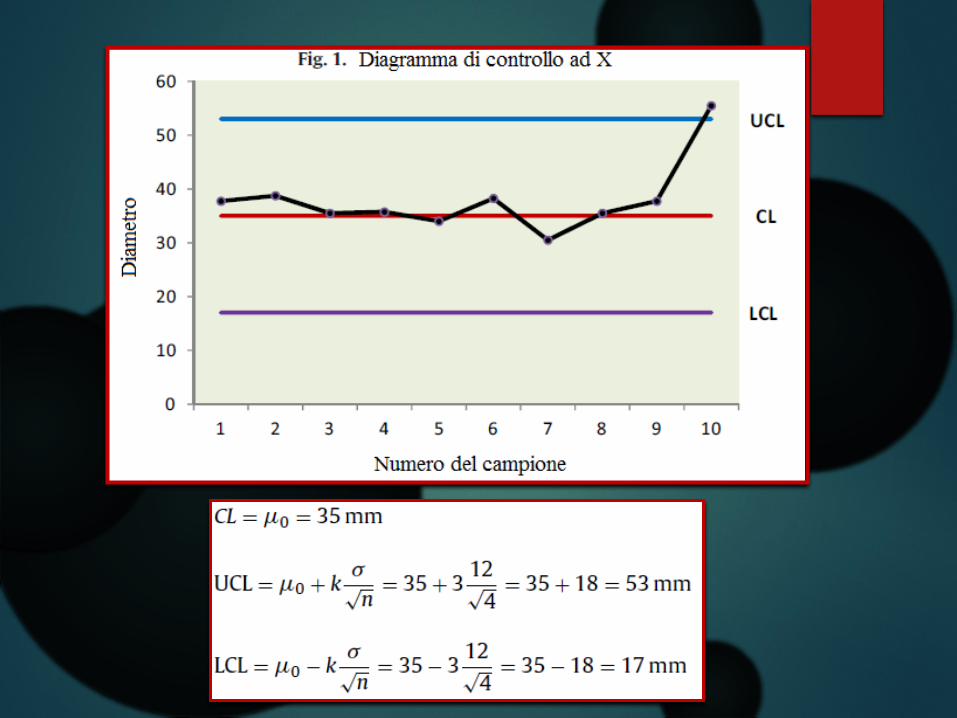
I DIAGRAMMI DI CONTROLLO SONO GENERALMENTE COMPOSTI DA TRE ELEMENTI:CL
La linea centrale
UCL
Limite di controllo superiore
LCL
Limite di controllo inferiore
Se il punto rientra tra i limiti di controllo il processo sarà considerato sotto
controllo, altrimenti sarà considerato fuori controllo.
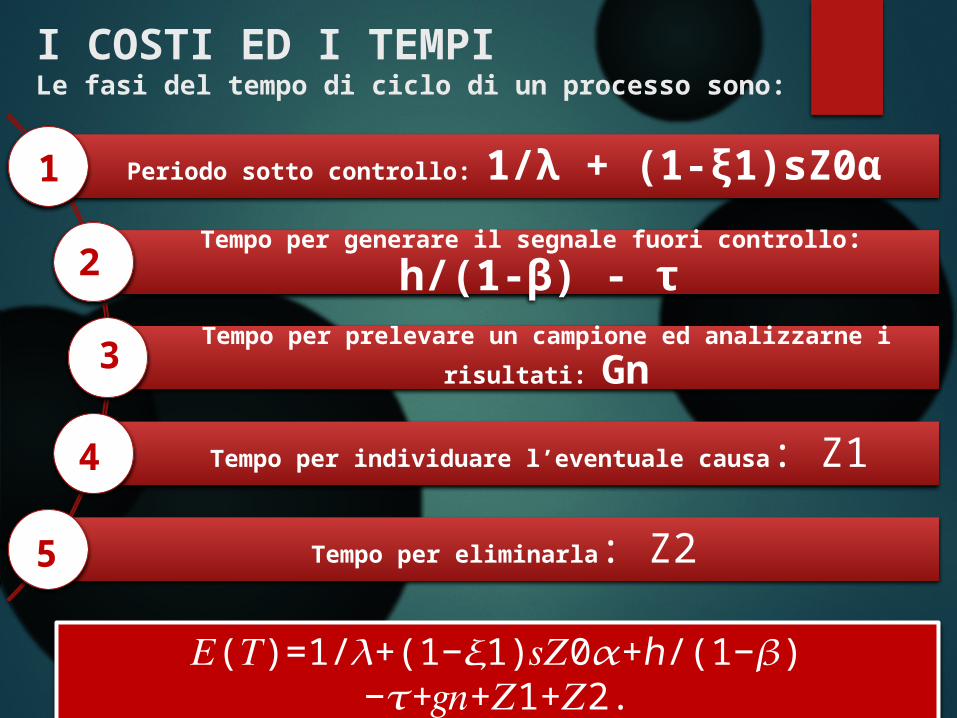
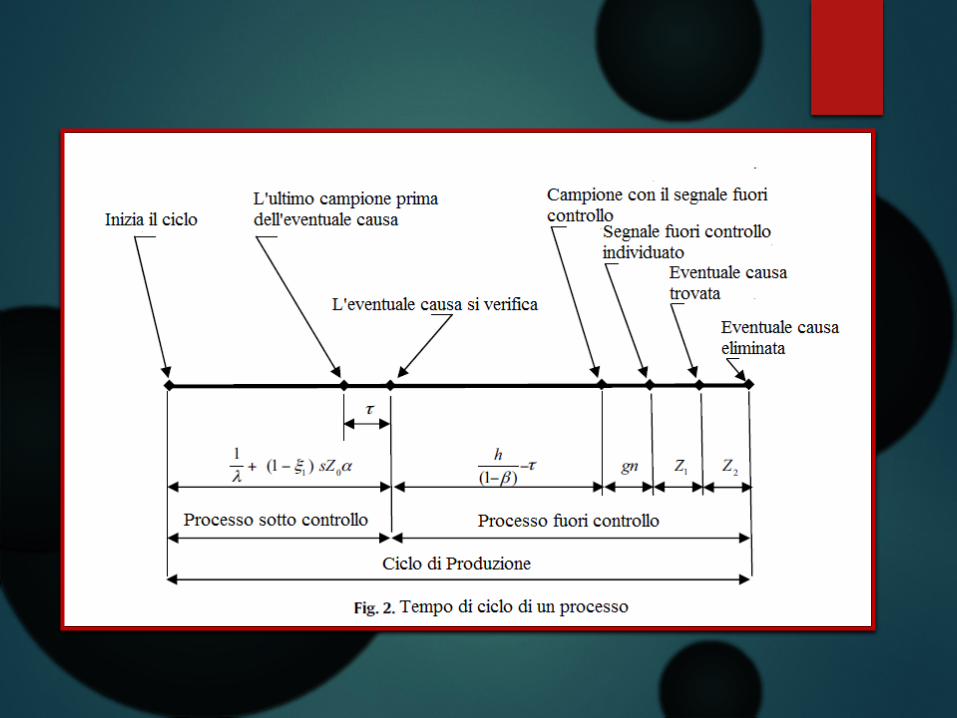
I COSTI ED I TEMPILe fasi del tempo di ciclo di un processo sono:
Periodo sotto controllo: 1/λ + (1-ξ1)sZ0α
Tempo per generare il segnale fuori controllo: h/(1-β) - τ
Tempo per prelevare un campione ed analizzarne i
risultati: Gn
Tempo per individuare l’eventuale causa: Z1
Tempo per eliminarla: Z2
𝐸( )=1/ +(1− 1) 0 +ℎ/(1− )𝑇 𝜆 𝜉 𝑠𝑍 𝛼 𝛽− + + 1+ 2.𝜏 𝑔𝑛 𝑍 𝑍
1
2
3
4
5
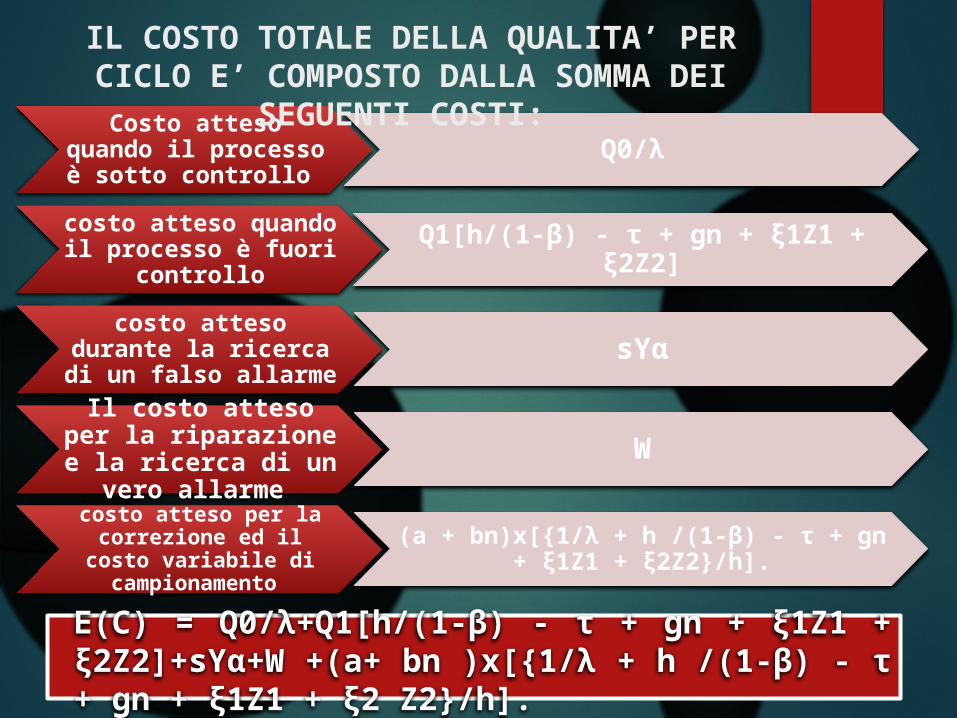
Costo atteso quando il processo è sotto controllo
Q0/λ
costo atteso quando il processo è fuori
controllo
Q1[h/(1-β) - τ + gn + ξ1Z1 + ξ2Z2]
costo atteso durante la ricerca di
un falso allarme sYα
Il costo atteso per la riparazione e la ricerca di un vero
allarme
W
costo atteso per la correzione ed il costo
variabile di campionamento
(a + bn)x[{1/λ + h /(1-β) - τ + gn + ξ1Z1 + ξ2Z2}/h].
IL COSTO TOTALE DELLA QUALITA’ PER CICLO E’ COMPOSTO DALLA SOMMA DEI
SEGUENTI COSTI:
E(C) = Q0/λ+Q1[h/(1-β) - τ + gn + ξ1Z1 + ξ2Z2]+sYα+W +(a+ bn )x[{1/λ + h /(1-β) - τ + gn + ξ1Z1 + ξ2 Z2}/h].
MINIMIZZAZIONE DELLA FUNZIONE DI PERDITA DEI
COSTI
La funzione E(L) è stata minimizzata attraverso un
algoritmo implementato in un foglio di calcolo Excel utilizzando i valori della seguente tabella.
E(L) = E(C)/E(T)
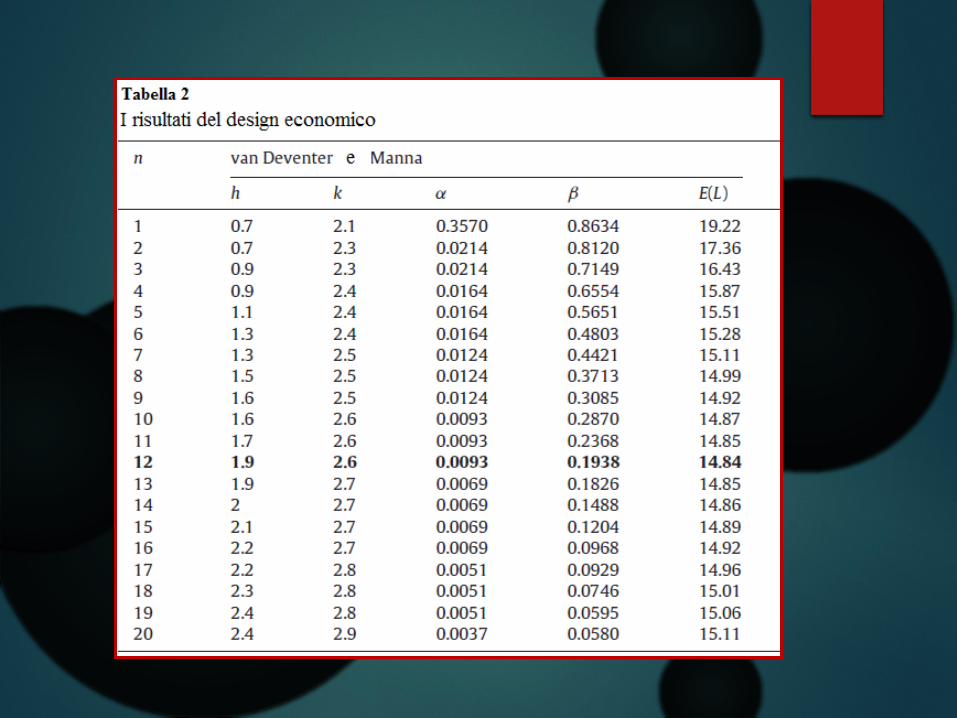
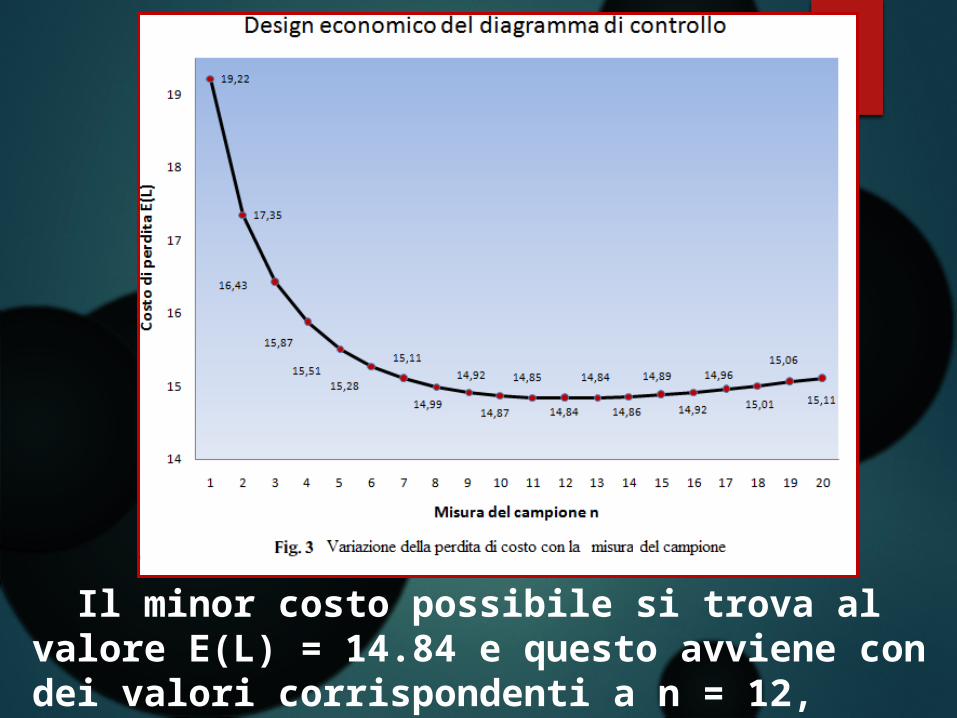
Il minor costo possibile si trova al valore E(L) = 14.84 e questo avviene con dei
valori corrispondenti a n = 12, h = 1.9 e k = 2.6.
CONCLUSIONI
Concludendo con questo modello si è voluta dimostrare la relazione tra i tre parametri del diagramma di controllo e i tre tipi di costo espressi attraverso la funzione di perdita dei costi totali. La procedura di
ottimizzazione implementata attraverso il foglio di calcolo è semplice da utilizzare per
trovare le soluzioni ottimali per i design economici dei diagrammi di controllo ad X,
infatti questo modello è facile da comprendere ed implica bassi costi poiché
non è richiesto alcun software costoso.

GRAZIE PER L'ATTENZIONE