on-site remediation of pcb contamination using transportable incineration systems
TRANSCRIPT
On-Site Remediation of PCB Contamma tion Using Transportable Incineration Systems
Nancy Johnson
Nancy Johnson, P.E., is a project manager in the Treatment Systems Department of Roy F. Weston, Inc. She specialixes in advance plunning/pemritting for Weston transportable incineration systems.
Many Superfund or hazardous waste sites prove to be excellent candi- dates for remediation using transportable incineration. Transportable incineration has been selected as the alternative of choice to remediate numerous sites throughout the United States. There are a number offirms that provide mobile and transportable incineration equipment and ser- vices. A variety of treatment systems are available, including rotary kilns, fluidized beds, and infrared incinerators.
Roy F. Weston, Inc., has been instrumental in the development, design, permitting, construction, pe formance testing, and operation of hazardous and toxic waste thermal treatment systems. Weston owns and operates two high-temperature transportable incineration systems (77s~). The first sys- tem is Weston’s seven-ton-per-hour (tph) l7S-5. The second is the 77s-20, with a design capacity of up to 30 tph. These units are typical rotary kiln incinerators, the most flexible, adaptable type of incineration unit. This article discusses Weston’s use of these incinerators to remediate soils at sites contaminated with polychlorinated biphenyls (PCBs).
Although many sites are potential candidates for remediation using transportable incineration, careful evaluation is required to ensure that incineration is a good match for the selected site. Factors such as the volume of soil to be treated, the location of the site, and type of contaminants to be treated must be evaluated to determine whether incineration is a cost-effective remedial option.
As a rule of thumb, transportable incineration is cost-effective for sites containing more than 1,000 tons of soil. Various fixed costs associated with every site may operate to diminish the cost-effectiveness of using transport- able incineration at smaller sites. The fixed costs are, therefore, an important consideration in the site selection process. The fixed costs generally range from $1 million to $3 million per site and are associated with the following:
Site preparation Regulatory requirements
REMEDIATION/SPRING 1994 223
NANCY JOHNSON
Setup of the unit Demobilization of the system
Mobilization of the treatment system
The actual treatment costs for remediating a given site with a transportable incineration system will vary, depending on several factors. The costs of treatment generally range from $150 to $250 per ton, and are dependent on the following variables:
Contaminant levels Chemical characteristics
Moisture content
Media involved (e.g., soil, liquid, sludge) Safety considerations (e.g., unexploded ordnance)
For example, increased moisture content of the contaminated medium can significantly increase treatment costs because more time and heat are needed to remove the moisture during incineration.
The nature of the contaminants at a given site will, of course, also affect whether incineration is the most appropriate remedial technology. Al- though incinerators, especially rotary kilns, are very adaptable to waste feed matrices, high-temperature treatment is not applicable for all types of contaminants. For example, although incineration may volatilize heavy metal contaminants, the metals will not be broken down or destroyed. (Metals retained in the ash streams are stabilized to meet toxicity characteristic leaching procedure [TCLPI criteria prior to landfilling.)
Incineration has recently become a controversial treatment technology.
REGULATORY APPROVAL Incineration has recently become a controversial treatment technol-
ogy. Once selected, some degree of concern from the surrounding community can be expected. Effective communication with the public is critical, from the remedial investigation stage through selection of a remedy. This communication generally takes place through public meet- ings, distribution of fact sheets, and community interviews. Implementa- tion of the incineration alternative will proceed much more smoothly if the public feels it has been fully informed and made an active partner in the decision-making process.
After a record of decision (ROD) or consent agreement is finalized, the design phase can proceed at the sites for which incineration has been selected. During this time, design information is provided to the regulatory agencies and made available for review by the public. A rigorous review is completed by the regulatory agencies. Major areas of concern are the risks of exposure to the site workers and surrounding community. Design conditions are subject to approval prior to operation of the incineration system.
Following construction and prior to introduction of contaminated soil, public tours of the incineration facility can be conducted. These tours allow the community to see the system u p close and ask questions.
224 REMEDIATION/!~PRING 1994

ON-SITE REMEDIATION OF PCB CONTAMINATION USING TRANSPORTABLE INCINERATION SYSTEMS
Openness and cooperative attitudes are eseential to avoiding fear of the unknown.
An operating approval is generally issued based on successful comple- tion of a performance test or ”trial burn.” During these periods, the incinerator is operated at the maximum anticipated waste feed rate using the operational conditions expected during routine operation. Samples of all influent streams (waste feed) and effluent streams (treated soil, fly ash, scrubber blowdown, and stack gases) are analyzed. To supplement this testing period, ambient air sampling can also be conducted to determine the concentrations of contaminants in the breathing zone of site workers and at the site boundaries.
Evaluation of the emissions from the incinerator, in conjunction with review of results of ambient air monitoring, allows the regulatory agencies and public to confirm that exposures are within acceptable ranges, as established by the Environmental Protection Agency (EPA).
Once the incinerator is operational, remote personal computers can be used to allow the public to “view” the incineration process and remain in contact with on-site activities. A modem link at an easily accessible location, such as a library or school, provides an off-site, real-time, noninteractive window on the process. Openness and cooperative atti- tudes are essential to avoiding fear of the unknown.
TRANSPORTABLE TREATMENT SYSTEMS Two transportable incineration systems (TISs) with state-of-the-art
rotary kiln technology are currently being used by Weston to remediate sites contaminated by PCBs and explosives. The first system is the seven- ton-per-hour (tph) TIS-5. The second is the larger TIS-20, with a maximum design capacity of 30 tph. The two systems are discussed below, with particular emphasis on the newer, larger-capacity TIS-20.
THE TIS-5 In November 1988, Weston’s TIS-5 was one of the first fully transport-
able thermal systems to be awarded a Toxic Substances Control Act (TSCA) permit to treat PCB-contaminated soils, liquids, and sediments. In April 1993, the TIS-5 became the first transportable incineration system to be issued a five-year TSCA permit renewal by EPA. Site-specific Resource Conservation and Recovery Act (RCRA) waste disposal approvals were also obtained for the TIS-5. The unit has completed thermal remediation at four sites, is currently operational at a fifth site, and is contracted to begin operations at a sixth site later in 1994.
At a formal EPA trial burn in January 1992, conducted for an industrial Superfund assignment in Northern Ohio, the TSCA permit for the TIS-5 was expanded to include discrete and concurrent processing of liquid wastes through a liquid injection lance in the kiln. Previous procedures required combining liquids with solid wastes, severely restricting throughput rates, volume, and operating efficiencies for treating liquid waste streams.
During the test program, the TIS-5 obtained contaminant destruction and removal efficiencies exceeding 99.9999 percent for PCBs and 99.99 percent for other hazardous organic substances. Over a ten-month period on site, the TIS-5 successfully destroyed 290,000 gallons of liquid sludges
REMEDIATION/SPRING 1994 225
NANCY JOHNSON
The larger capacity unit...can process more than 20 tons of contaminated soils per hour.
and oils, 2,600 cubic yards of petroleum and paint sludges, 800 tons of shredded concrete, 4,000 tons of contaminated soils and gravels, and 700 tons of dioxin-laden building debris and soils.
The unit is transported from site to site on tractor trailers, and takes approximately eight weeks to construct. It operates at a nominal through- put rate of 7 tph and incorporates State-of-the-art emissions controls. Its computerized control system with remote data access by telephone modem enables twenty-four-hour, real-time performance and stack emis- sions tracking by operating personnel, regulatory agencies, and concerned community interests.
The TIS-5 is now operating at an eight-acre site in the Coal Creek Valley, near Chehalis, Washington, which has been designated a Superfund site by EPA. The site is a former electrical equipment scrap, salvage, and repair facility. The TIS-5 is being used for on-site remediation of 10,000 tons of soils contaminated with PCBs and lead. As necessary, treated soils will be stabilized to meet regulatory criteria for TCLP metals.
THE TIS-20 The larger capacity unit, the TIS-20, is the second-generation system,
designed and built to remediate sites with over 20,000 tons of hazardous waste. The unit can process more than 20 tons of contaminated soils per hour. (See Figure 1.)
Design Improvements Design improvements that enhance on-line availability have been
incorporated into the second-generation system. These design improve- ments include the following:
A feed system to prevent buildup of volatile contaminants and to mitigate fugitive emissions. Unique kiln seals designed with graphite seal blocks to prevent any potential fugitive emissions from the kiln. Replacement of kiln fire brick with a combination of insulating fire brick and a phosphate-bonded plastic. This modification reduces unscheduled shutdowns caused by refractory failures (e.g., falling bricks). Use of a cyclone for the kiln exhaust gas to minimize dust entrainment in the gases to the secondary combustion chamber (SCC), resulting in reduced slagging in the downstream equipment. Relocation of the SCC to eliminate hot slag from falling into the wet ash system, thereby preventing steam releases. Two complete and separate fabric filter systems (baghouses) to allow for on-line maintenance. A state-of-the-art continuous emission monitoring (CEM) system, and a user-friendly computerized control and data acquisition system. This system is equipped with real-time modem access for remote monitoring. System is designed for use of oxygen-enriched combustion,
226 REMEDIATION/SPRING 1994
O N - S ~ REMEDIATION OF PCB CONTAMINATION USING TRANSPORTABLE INCINERATION SYSTEMS
Area Fuel
Air Feed Staging
Area
. Combuslion
- I I
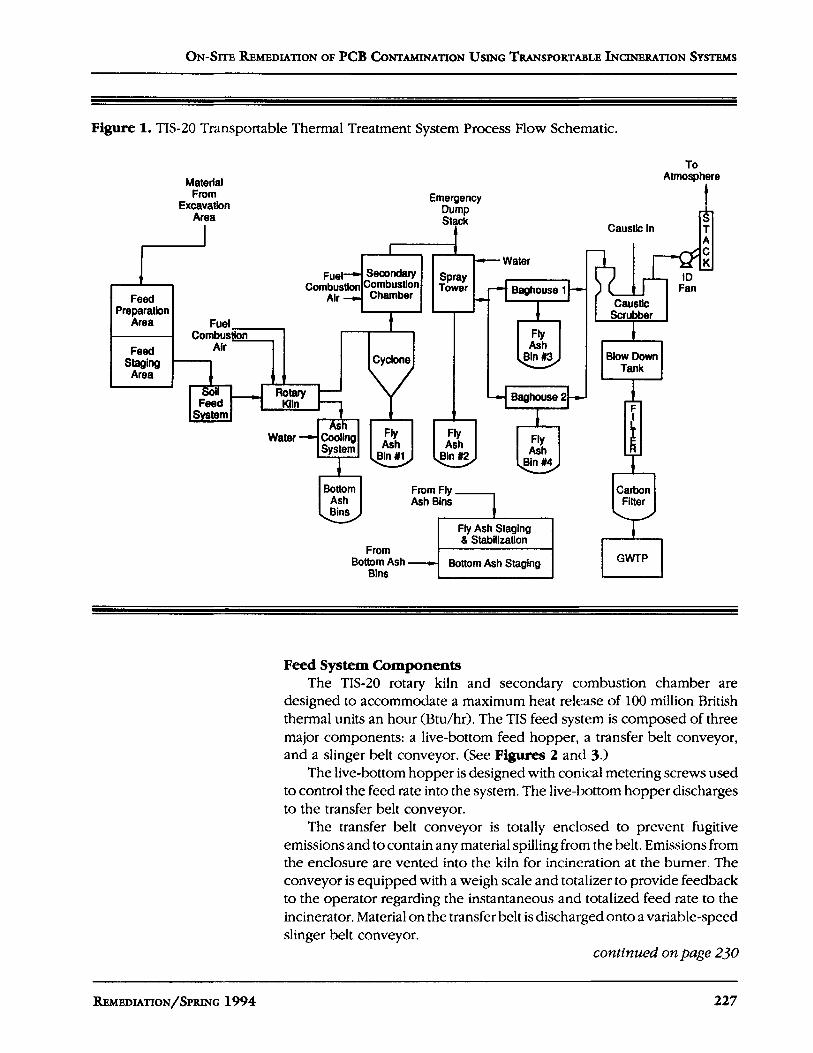
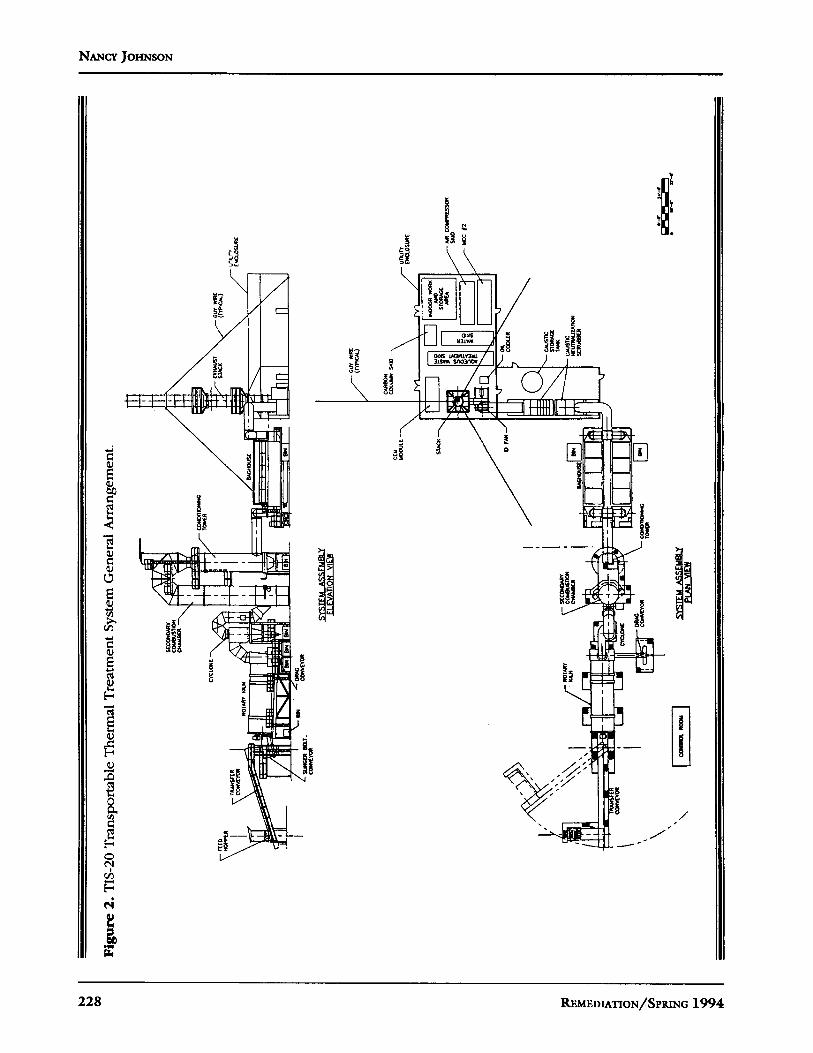
Figure 1. TIS-20 Transportable Thermal Treatment System Process Flow Schematic.
I I*[ Preparatbn
Feed System Components The TIS-20 rotary kiln and secondary combustion chamber are
designed to accommodate a maximum heat release of 100 million British thermal units an hour (Btu/hr). The TIS feed system is composed of three major components: a live-bottom feed hopper, a transfer belt conveyor, and a slinger belt conveyor. (See Figures 2 and 3.)
The live-bottom hopper is designed with conical metering screws used to control the feed rate into the system. The live-bottom hopper discharges to the transfer belt conveyor.
The transfer belt conveyor is totally enclosed to prevent fugitive emissions and to contain any material spilling from the belt. Emissions from the enclosure are vented into the kiln for incineration at the burner. The conveyor is equipped with a weigh scale and totalizer to provide feedback to the operator regarding the instantaneous and totalized feed rate to the incinerator. Material on the transfer belt is discharged onto a variable-speed slinget belt conveyor.
continued on page 2.30
REMEDIATION/~PRING 1994 227
NANCY JOHNSON
228 REMEDIATION/SPIUNG 1994
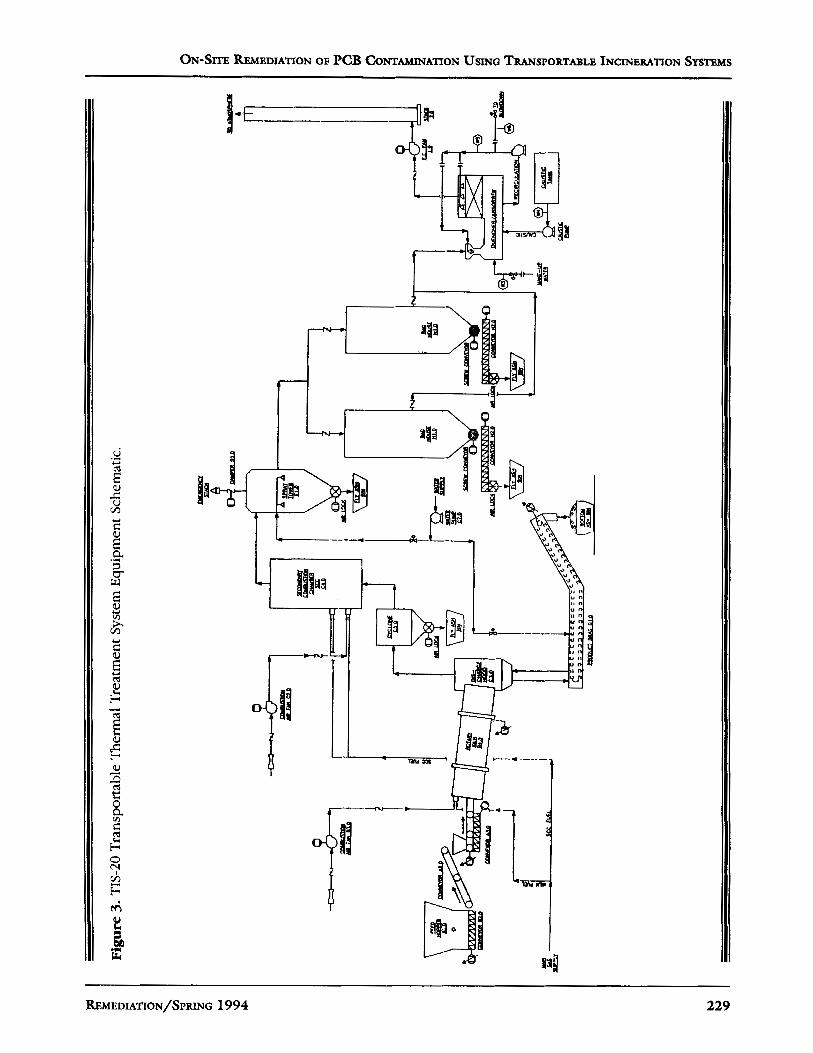
Fig
ure
3. T
IS-2
0 T
rans
port
able
The
rmal
Tre
atm
ent S
yste
m E
quip
men
t Sch
emat
ic.

NANCY JOHNSON
The kiln was deaigned with a combination of insulating fire brick and phosphate- bonded plastic refract0 ry... to reduce unscheduled shutdowns caused by catastrophic failures ...
continued from page 22 7 The variable-speed slinger belt is a high-temperature, high-speed belt
conveyor designed to “throw” the material into the rotary kiln. The speed is varied depending on the consistency of the material and the desired discharge distance into the kiln. Below the slinger belt is a spillage screw conveyor to capture material that may stick to the slinger belt or fall off the belt. The collected material is back-conveyed to a container so that it may be re-fed into the rotary kiln.
Rotary Kiln Design The concurrently fired rotary kiln is designed to process between 4 and
30 tph of material. The rotary kiln is lined with phosphate-bonded plastic castable with an insulating refractory brick backing. The kiln was designed with a combination of insulating fire brick and phosphate-bonded plastic refractory (instead of only fire brick) to reduce unscheduled shutdowns caused by catastrophic failures (e.g., falling bricks).
Material Residence Time The material residence time in the rotary kiln (for a given mass feed
rate) is established by adjusting the rotational speed of the kiln. The nominal speed is 0.5 revolutions per minute (rprn). The maximum rotational speed is 1 .O rpm. The material residence time may be varied from approximately fifteen to sixty minutes. The ash discharging from the rotary kiln is cooled using an immersed wet drag conveyor.
Discharge Drag Conveyor The discharge drag conveyor consists of a wet bottom drag chain
conveyor with an integral treated ash quench sump mounted below the treated soil discharge chute of the incinerator. The water in the bottom of the conveyor is used to cool the ash and act as a seal to prevent air from entering the incinerator system. The quenched ash discharges from the treated soil cooling system at approximately 1250 F with a moisture content of approximately 25 percent (by weight). The wet ash can be discharged directly into a collection bin or a series of conveyor belts can be used to transmit the ash into the appropriate treated soil storage bay. Water for cooling is provided from treated scrubber blowdown and makeup water.
Discharge Gases Discharge gases from the rotary kiln are directed to a cyclone. The
cyclone removes larger particles from the flue gas. The solids discharge from the cyclone through a rotary airlock valve to the fly ash storage bin. Fly ash from the cyclone (spray tower and baghouse) is segregated from the treated soil. Gases exiting the cyclone enter the secondary combustion chamber for destruction of organic contaminants.
Secondary Combustion Chamber The SCC is a vertical, cylindrical, side-fired vessel designed to provide
a minimum gas retention time of two seconds. It is constructed of carbon
230 REMEDIATION/SPRING 1994

ON-SITE REMEDIATION OF PCB CONTAMINATION USING TRANSPORTABLE INCINERATION SYSTEMS
In the event o fa preset particulate amount (failure of one bag) being exceeded, audio and visual local and remote alarms are automatically activated.
R.EMEDIATION/SPRING 1994
steel and is lined with insulating block covered with castable lining. Gases exiting the SCC enter the exhaust gas conditioning section (spray tower).
Spray Quench Tower The spray quench tower is eleven feet in diameter by sixty-five feet in
overall height. The spray tower incorporates three stages of water injection, each consisting of four mechanically atomized spray nozzles for exhaust gas conditioning. The spray tower is designed to cool the exhaust gases to 450°F. The nozzles are automatically controlled to deliver the amount of quench water required for flue gas conditioning. The spray tower is designed with a conical hopper at the bottom to collect and remove any particulate collected in this section. The collected particulate material is discharged through a rotary airlock valve into the fly ash bin. When full, the bin is transported and discharged into the appropriate fly ash storage bay.
Baghouse System The cooled gases from the spray tower are drawn through the fabric
filter (baghouse) to remove remaining dust. The baghouse system configu- ration consists of two parallel units (side by side) connected with common ducting and isolation dampers. This configuration allows for on-line maintenance of one unit while the other is operational. The baghouse system is fully automatic. Bags are cleaned by a manifold pulse-jet cleaning system, which removes accumulated particulate from a row of bags with one blast of air. The frequency and timing of the pulse are controlled by the desired pressure drop across the bags.
This control maximizes operating efficiency by avoiding the overclean- ing of bags to improve filtration and reduce air usage. Each baghouse unit has a fully dedicated air compressor installed on the trailer to provide the required air. The baghouse system is also designed with a broken-bag detector downstream of the baghouse that is sufficiently sensitive to detect levels of particulate emissions. In the event of a preset particulate amount (failure of one bag) being exceeded, audio and visual local and remote alarms are automatically activated. Fly ash is collected in the bottom of the baghouse where a series of screw conveyors transmit the material to a fly ash bin.
Scrubber The TIS was designed to allow for the installation of a scrubber to
facilitate conversion of acidic gases. A description of the scrubber design is provided below.
Flue gases exiting the baghouse may contain undesirable levels of acids, such as hydrochloric acid (HCl), that result from the combustion of chlorinated compounds. These acids are removed from the gas stream by neutralization to a salt in the caustic scrubber.
The scrubber inlet uses a wetted Venturi quencher to cool the gases to saturation. The Venturi quencher is equipped with an independent liquid recirculation system. Fresh water makeup is added to replace
231

NANCY JOHNSON
To verifjt that performance standards are being met, a continuous emissions monitoring (CEM) syatem is used.
evaporative losses in the Venturi quencher and packed tower that occur while reducing the gas to its adiabatic saturation temperature. The quencher liquids then discharge into a flooded quencher sump, which serves as a blowdown reservoir and an emergency solids collection device. The gases exit the Venturi quencher and pass to the cross-flow packed-bed absorber sections that use a wetted film packing medium. The packing medium is irrigated using multiple low-pressure liquid distribution head- ers. The makeup liquid, a 25 percent sodium hydroxide (NaOH) solution of pH > 11, is fed to the system and recirculated through the absorber sections to reduce HCl emissions to below 4 lbshr (or less than 1 percent of the HC1 in the stack gas prior to entering any air pollution control device, whichever number is larger). The pH of the recirculated liquid is maintained between 7.2 and 10.0 for optimum absorption.
As acid gas is neutralized, there is a buildup of salts (sodium chloride, or NaCl) in the scrubber solution. The recirculating scrubber liquor is purged by removal of a blowdown stream. The blowdown water is directed to the aqueous waste treatment system (AWTS).
Induced Draft Fan Gases are pulled through the scrubber (and remainder of the incinera-
tor system) by an induced draft (ID) fan. The ID fan is a heavy-duty centrifugal fan driven by an electric motor and skid-mounted on an inertia base. Exhaust gases from the ID fan are directed to the exhaust stack. The exhaust stack is a freestanding, flanged, coated carbon steel cylindrical stack five feet in diameter by ninety-five feet high. The stack uses a guy wire support system to reduce sway in heavy winds.
Operational Monitoring To verify that performance standards are being met, a continuous
emissions monitoring (CEM) system is used. Stack gases are continually monitored for pertinent parameters such as carbon monoxide, carbon dioxide, oxygen, total hydrocarbons, and nitrogen oxides. The CEM measurements are generally integrated with the data management system to measure, display, and record these stack gas concentrations. The monitoring data are also interfaced with the waste feed cutoff system so that the incineration system is shut down when emissions exceed the operational range established in the permit or operating approval.
System Transportability Design and fabrication of both systems were based on the requirement
that the systems be transportable. Both systems can be disassembled into a number of modular sections, relocated, and reassembled. All of these activities may be executed in a reasonable amount of time (e.g., several weeks) .
To the extent possible, equipment is designed to be skid-mounted with all process, instrument, electrical, and utility connections to be made at predetermined locations by standardized connections at the boundary limits of each skid. Interconnecting pipe, cables, and wire harnesses are
232 REMEDIATION/SPRING 1994
ON-SITE REMEDIATION OF PCB CONTAMINATION USING TRANSPORTABLE INCINEWITON SYSTEMS
Transportable incineration systems are generally operated on a continuous basis (twenty-four hours a day, seven days a week, 366 days a year).
shop-fabricated with suitable flexible connections incorporated to facili- tate easy assembly and disassembly.
Site Operation Transportable incineration systems are generally operated on a con-
tinuous basis (twenty-four hours a day, seven days a week, 365 days a year). Following system startup, the following activities are generally conducted:
Startup operations using clean soils. Shakedown operations using contaminated soil. Current regula- tions allow for a maximum of 720 hours of operation. Shakedown testing is conducted to make any adjustments required to optimize the operating conditions and to demonstrate the overall reliability and performance of the system. Mini-bums can be conducted to verify performance of the air pollution control equipment. Apeformance test ortrial burnusing contaminated soils. Soils may be spiked with a surrogate solution to demonstrate an appropriate destruction and removal efficiency (DRE). Interim operations. Depending on contractual obligations and agreements with regulatory agencies, the incineration system may continue to operate using contaminated soils. The operational parameters to be maintained during interim operations are gener- ally those established during the performance test or trial bum. Routine operations. Following receipt of an operating permit or approval, routine operations commence and include treatment of the remaining materials identified for remediation.
Project Summary The TIS-20 has been used to remediate a U.S. Army site in Illinois. The
remediation involved excavation and treatment of more than 45,000 cubic yards of soil from lagoons previously used as settling basins for explosives washout operations. Between the mid-1940s and the late 1960s, ammuni- tion washout operations produced wastewater containing explosive contaminants, principally trinitrotoluene (TNT). The wastewater filtered (percolated) through the site soils, thereby removing the residual explo- sives in the wastewater.
Prior to excavation of soil, it was necessary to manually and mechani- cally blend the soils to reduce the TNT concentrations below 10 percent (by weight). Previous investigations conducted by the Army determined that this level of explosives ensures safety during material handling. The TIS-20 was successfully used to remediate the contaminated soils at the site. Following verification that the treatment standards had been satisfied, treated soil was backfilled on-site. The TIS-20 was then demobilized and transported for remediation at an Army facility in Alabama.
The Alabama facility produced propellants and explosives during World War 11. As a result of manufacturing operations, portions of the facility were contaminated with explosives. Following investigative
~
REMEDIATION/~PRING 1994 233
NANCY JOHNSON
nunsportable incineration remains a viable, economical, eafe solution for remediating hazardous waste sites.
studies, site cleanup activities included excavation and stockpiling of soils contaminated with TNT and lead.
Remedial activities will be conducted at the soil stockpile area using the TIS-20. A performance test will be conducted to venfy proper operation of the incineration system. Treated bottom ash and fly ash will be tested to ensure that treatment and backfill standards are met for explosives and metals. During the project, about 23,000 cubic yards of soil will be treated. Treated materials will be stabilized, as necessary, to meet TCLP limits for metals.
CONCLUSION Transportable incineration remains a viable, economical, safe solution
for remediating hazardous waste sites. This technology is repeatedly selected as the preferred remedial option at many sites for the following reasons:
It has the capability to remove and destroy contaminants without creating long-term impacts on the surrounding community. It can be effectively used to process different waste streams (e.g., solids, liquids, sludges) and achieve low treatment levels (often below the analytical detection level). It requires a short time frame for remediation. It allows wastes to be treated on-site, thereby reducing the hazards associated with off-site transport. It has the capability to destroy wastes, which is preferable to relocation or dilution.
234 REMEDIATION/SPRING 1994