obrada rezanjem
DESCRIPTION
Obrada rezanjem - skripta, Vladimir RadosavljevicTRANSCRIPT

1 OBRADA REZANJEM
OBRADA ČELIKA VELIKE ČVRSTOĆE I TVRDOĆE
1. PRIMENA I KARAKTERISTIKE PROCESA OBRADE ČELIKA VELIKE TVRDOĆE
Razvoj novih materijala za rezne alate na bazi kubnog bornitrida i alatne keramike poboljšanih karakteristika omogućio je efikasnu i ekonomičnu obradu konstrukcijskih i alatnih čelika u termički obrađenom stanju (tvrdoće 30-67 HRC i velike čvrstoće), kao i drugih materijala na bazi legura gvožđa velike tvrdoće (tvrdi i legirani liv).
Na ovaj način je moguće izvoditi završnu obradu struganjem, glodanjem (i drugim postupcima obrade), uz postizanje visoke tačnosti i male hrapavosti obrađene površine, kao zamena za skuplju obradu brušenjem.
Pri tome se postižu značajni tehno-ekonomski efekti, među kojima su najvažniji sledeći:
smanjenje vremena i troškova obrade (u odnosu na završnu obradu brušenjem),
izvodljiva je obrada struganjem više površina u jednom stezanju, što je pri brušenju retko moguće;
izbegavaju se defekti koji se javljaju pri obradi brušenjem (pojava strukturnih promena usled pregrevanja površinskog sloja, zaostali naponi i naprsline) i poboljšavaju eksploatacijske karakteristike delova.
Obradu rezanjem čelika velike čvrstoće i tvrdoće karakterišu sledeće osobenosti:
1. Mali stepen plastičnog deformisanja materijala pri formiranju strugotine, tako da se rad rezanja najvećim delom troši na elastično deformisanje i trenje po kontaktnim površinama alata;
2. Odsustvo naslage na grudnoj površini alata, tako da je intenzivnije habanje, po leđnoj površini no grudnoj površini alata.

2 OBRADA REZANJEM
3. Mala površina kontakta između strugotine i grudne površine alata, a zbog velike čvrstoće i tvrdoće materijala obratka javljaju se visoka mehanička i termička opterećenja alata (visoka temperatura i velike vrednosti otpora rezanja).
4. Otpor rezanja je oko 1,5 - 2 puta veći no pri obradi čelika u termički neobrađenom stanju, a pri tome je otpor prodiranja F2 veći od glavnog otpora rezanja F1. Radi toga se obrada kaljenih čelika može izvoditi efikasno samo na mašinama povećane krutosti (posebno u pravcu otpora prodiranja).
5. Obradu je potrebno izvoditi pri povećanoj brzini rezanja,koja uslovljava visoku temperaturu rezanja, dovoljnu da se obezbedi znatnije sniženje čvrstoće i tvrdoće materijala obratka u zoni smicanja (kao dokaz visoke temperature rezanja jeste formiranje usijane strugotine).
6. Radi vrlo velikog toplotnog i mehaničkog opterećenja alata obrada kaljenih čelika se može efikasno izvoditi samo koriščenjem vrlo kvalitetnih materijala alata.

3 OBRADA REZANJEM
2. IZBOR MATERIJALA I GEOMETRIJE ALATA
Visoki specifični pritisci i temperatura rezanja, intenzivno trenje i mali presek strugotine radi potrebe ostvarivanja visokog kvaliteta obrađene površine pri završnoj obradi kaljenih čelika, uslovljavaju da materijal alata treba da poseduje sledeća svojstva: visoku toplotnu otpornost, otpornost na habanje na temperaturi rezanja (posebno odsustvo difnznih procesa i hemijske reakcije sa materijalom obratka), visoku otpornost na pritisak i dobru žilavost, dobru čvrstoću sečiva i mogućnost ostvarivanja vrlo oštrog alata (sa malim poluprečnikom zaobljanja sečiva, radi mogućnosti zahvatanja male dubine rezanja).
Ove osobine na sadašnjem stadijumu razvoja zadovoljavaju sledeći materijali za rezane alate:
[1] Materijali na bazi kubnog bornitrida (CBN): kompaktne rezne pločice od CBN polikristalne strukture i rezne pločice od tvrdog metala sa slojem polikristalnog kubnog bornitrida (PKD). Pri tome se na tržištu nalaze različiti kvaliteti materijala za rezne alate na bazi kubnog bornitrida, u zavisnosti od sadržaja CBN i veziva kao i proizvođača (borazon, elbor, amborite, PKB, wurbon i sl.).
[2] Rezne pločice alatne keramike poboljšane žilavosti i dobre otpornosti na habanje (posebno mešana keramika -Al2O3+TiC i oksidna keramika armirana vlaknima silicijumkarbida- Al2O2 + ZrO2 + SiC).
[3] Tvrdi metali visoke otpornosti na habanje i žilavosti (finozrni tvrdi metali grupe K) kao i tvrdi metali bez bolframa (tj. cermet - na bazi TiC i TiN, sa Ni kao vezivom).
Pri tome efikasnost procesa obrade (postojanost alata, kvalitet obrađene površine) zavise od: vrste obrade (struganje, glodanje), tvrdoće i hemijskog sastava materijala obratka, uslova obrade (brzina rezanja, korak, dubina rezanja, uslovi hlađenja) i karakteristika materijala i geometrije alata.
Preporučena geometrija alata pri obradi kaljenih čelika i čelika velike čvrstoće je sa negativnim grudnim uglom i uglom nagiba sečiva (npr. kod primene kvadratnih reznih pločica γ0 = - 6o, λS = - 6o, α0 = 6o) sa postojanjem ruba na grudnoj površini pored sečiva (obavezno kod keramičkih reznih pločica). Sa povećanjem tvrdoće materijala obratka treba povećati i veličinu negativnog grudnog ugla, uz

4 OBRADA REZANJEM
istovremeno povećanje i leđnog ugla.
Bolji rezultati se ostvaruju korišćenjem kružnih reznih pločica, u odnosu na rezne pločice kvadratnog oblika. Kod kružnih pločica pri istoj dubini rezanja veća je dužina sečiva u kontaktu sa materijalom obradtka, a radi toga je manje specifično opterećenje i veća postojanost. Pri tome je veća, kako pojedinačna postojanost, tako i ukupna postojanost kružnih reznih pločica (veći je broj mogućih zaokretanja).

5 OBRADA REZANJEM
3. OTPORI I TEMPERATURA REZANJA
Kako je već pomenuto, otpor rezanja pri obradi kaljenih čelika je znatno veći nego kod obrade čelika u termički neobrađenom stanju, s tim da kod završne obrade otpor prodiranja F2 veći no glavni otpor rezanja F1.
Kao primer, na sl. 1 prikazane su zavisnosti komponenti otpora rezanja F1 i F2
od brzine rezanja (a), koraka (b) i tvrdoće materijala (c) dobijene pri obradi na strugu brzoreznog čelika P18 (odgovara Č.6880) noževima sa reznim pločicama kubnog bor-nitrida PKB. Geometrija alata je bila: γ0 = 0o, α0 = 8o, æ = 45o. Sa povećanjem brzine rezanja smanjuju se komponente otpora rezanja radi porasta temperature i omekšanja materijala obratka, dok sa porastom koraka rastu i komponente otpora rezanja. Sa povećanjem tvrdoće materijala obratka komponenta otpora rezanja F1
ostaje približno konstantna dok se komponenta F2 znatnije povećava, i pri prekoračenju tvrdoće od oko 58 HRC postiže se F2 > F1.
SLIKA 1. Zavisnosti komponenti otpora rezanja F1 i F2 od brzine rezanja (a), koraka (b) i tvrdoće materijala obratka (c) pri obradi na strugu brzoreznog čelika alatom sa kubnim
bornitridom PKB
Veličine komponenti otpora rezanja zavise i od vrste materijala alata, sobzirom na razlike njihovih fizičko-mehaničkih osobina (posebno koeficijenta trenja na kontaktnim površinama alata).
Na sl. 2 date su veličine komponenti otpora rezanja F1, F2 i F3 dobijene pri obradi na strugu kaljenog čelika za cementaciju 16MnCrS5 (odgovara Č.4381) tvrdoće 62±2 HRC alatima sa reznim pločicama tvrdog metala K10, kubnog

6 OBRADA REZANJEM
bornitrida PKB i mešane keramike Al2O3 + TiC, i to: bez hlađenja (a) i pri hlađenju uljem za rezanje (b). Režim rezanja i geometrija alata u svim slučajevima su bili isti, i naznačeni su na slici.
SLIKA 2. Upoređenje komponenti otpora rezanja F1, F2 i F3 dobijenih pri obradi na strugu čelika za cementaciju u kaljenom stanju alatima sa pločicama tvrdog metala, kubnog bornitrida i mešane
keramike
Vidi se da su najmanje veličine komponenti otpora rezanja bile pri radu noževima sa raznim pločicama mešane keramike, a zatim kubnog bornitrida. Znatno veće komponente otpora rezanja dobijene pri obradi alatima sa tvrdim metalom K10 mogu se objasniti manjom brzinom rezanja. Pored toga, uočava se da je neznatan uticaj hlađenja na komponente otpora rezanja, u odnosu na obradu bez hlađenja.
Temperatura rezanja pri obradi kaljenih čelika zavisi od vrste materijala obratka i njegove tvrdoće, karakteristika alata i režim obrade. Temperatura rezanja dostiže vrlo velike vrednosti, o čemu svedoči formiranje usijane strugotine pri obradi ovih čelika.
Na sl. 3 prikazana je zavisnost temperature rezanja od tvrdoće materijala obratka, dobijena pri obradi na strugu ugljeničnog alatnog čelika (odgovara Č.1940) alatima sa reznim pločicama tvrdog metala P10, odnosno pri obradi tog čelika i čelika za cementaciju (odgovara Č.4720) alatima sa reznim ploćicama kubnog bornitrida CBN. Vidi se da je temperatura rezanja pri radu alatima sa CBN niža, i da se javljalo njeno smanjenje pri povećanju tvrdoće oba čelika preko 50HRC. Radi veće toplotne provodljivosti kubnog bornitrida λ = 60 – 120 W/m°K) u odnosu na tvrde

7 OBRADA REZANJEM
metale, manja je i temperatura rezanja pri obradi ovim alatima.
Takođe se uočava da je maksimalna temperatura rezanja pri obradi pomenute dve vrste kaljenih čelika alatima sa reznim ploćicama od kubnog borinitrida oko 800°C, dok se pri obradi ugljeničnog alatnog čelika alatom od tvrdog metala P10 već kod tvrdoće od 45-50HRC dostigla vrednost oko 1100°C. Takođe, i pri obradi brzoreznih čelika u kaljenom stanju alatima sa kubnim bornitridom dobijena je maksimalna temperatura rezanja oko 850°C.
SLIKA 3. Zavisnost temperature rezanja od tvrdoće materijala obratka i vrste materijala alata

8 OBRADA REZANJEM
4. HABANJE I POSTOJANOST ALATA
4.1 Karakter habanja alata pri obradi kaljenih čelika
Pri završenoj obradi kaljenih čelika intenzivnije je habanje po leđnoj no po grudnoj površini alata. Ukupno habanje je pri tome posledica abrazivnog habanja i habanja usled krzanja delića alatnog materijala u oblasti sečiva i vrha alata. Usled male dužine kontakta strugotine i grudne površine alata, habanje na grudnoj površini je uz samo sećivo (sl. 4), tako da se duže vreme zadržava dobra oštrina sečiva što je vrlo važno za završnu obradu,
Kao kriterijum za tupljenja alata pri završnoj obradi kaljenih ćelika uglavnom se usvaja dozvoljena širina pojasa habanja na leđnoj površini alata u granicama BL = 0,2 - 0,3 mm.
Intenzitet habanja i postojanost alata znatno zavise od vrste i karakteristika materijala alata i obratka i elemenata režima obrade.
SLIKA 4. Šematski prikaz pohabanosti alata posle vremena obrade od 5, 10 i 15 min. i izgled habanja po grudnoj površini alata posle 15 min. rezanja, dobijeni pri obradi na strugu brzoreznog
čelika S6-5-2-5 tvrdoće 65 HRC alatom od CBN (v=120m/min, s = 0,1 mm/o, a = 0,2 mm)

9 OBRADA REZANJEM
4.2 Uticaj elemenata režima obrade
Sa povećanjem elemenata režima obrade (v, s, a) povećava se temperatura rezanja,što prouzrokuje povećanje intenziteta habanja alata i smanjenje njegove postojanosti.
Na sl. 5 prikazane su krive habanja po leđnoj površini u zavisnosti od brzine rezanja v(a) i T/v prave u zavisnosti od koraka s(b), dobijene pri obradi na strugu kaljenog čelika za poboljšanje 50CrMo4 (odgovara Č.4733) tvrdoće 55 HRC noževima sa reznim ploćicama PKB kvadratnog oblika γ0 = - 6o, λS = 6o, α0 = 6o, r = 0,8 mm). Uočava se da je relativno veliko početno (inicijalno) habanje, a takođe da nije izražena pojava naglog gubitka rezne sposobnosti alata (koje je karakteristično kod alata od tvrdog metala).
Kod obrade nekih kaljenih čelika alatima sa reznim pločicama mešane keramike habanje alata se neznatno menja pri povećanju brzine rezanja od 100 - 200 m/min, ali je postojanost različita radi pojave loma alata.
Na sl. 6 date su krive habanja pri obradi na strugu kaljenog čelika 100Cr6 (odgovara Č.4146) tvrdoće 62 HRC, noževima sa reznim pločicama alatne keramike Al2O3 + TiC kvadratnog oblika SNGN 120816T (sa zaštitnim rubom na grudnoj površini). Vidi se da je intenzitet habanja po leđnoj površini približno isti za brzine rezanja v = 100, 150 i 200 m/min, ali je postojanost alata bila različita, i iznosila: pri brzini rezanja 100 m/min izvedeno je 12 prolaza obrade, dok je kod brzine rezanja od 200 m/min izvedeno samo 6 prolaza jer je zatupljenje alata nastupilo usled krzanja sečiva (kao posledica povećanog habanja po grudnoj površini alata).
SLIKA 5. Krive habanja (a) i T/v prave (b) za obradu na strugu kaljenog čelika 50CrMo4 alatima sa reznim pločicama PKB

10 OBRADA REZANJEM
SLIKA 6. Krive habanja pri obradi na strugu kaljenog čelika 100Cr6 noževima sa reznim pločicama alatne keremike Al2O3 + TiC
Kako je već rečeno, kružne rezne pločice imaju veću pojedinačnu postojanost (kao i ukupnu postojanost) radi manjeg specifičnog mehaničkog i termičkog opterećenja, jer je pri istoj dubini rezanja i koraku kod kružnih reznih pločica veća dužina sečiva u zahvatu sa materijalom obratka u odnosu na kvadratne rezne pločice.
Na sl. 7 uporedno je prikazano habanje po leđnoj (a) i grudnoj površini (b) kružnih reznih pločica prećnika 12,7 mm i kvadratnih reznih pločica (poluprečnik vrha r = 0,8 mm) za dve veličine dubine rezanja (a = 0,5 i 1 mm), dobijeno pri obradi na strugu kaljenog čelika 50CrMo4 tvrdoće 55HRC alatima sa reznim pločicama PKB posle vremena obrade od 16 min. Vidi se da je kod kružnih reznih pločica bilo manje habanje (posebno po grudnoj površini).
SLIKA 7. Upoređenje habanja po leđnoj (a) i grudnoj površini (b) kružnih reznih pločica PKB pri obradi na strugu kaljenog čelika.

11 OBRADA REZANJEM
4.3 Zavisnost habanja i postojanosti alata od vrste materijala i karakteristika alata
Intenzitet habanja i postojanost alata od pojedinih vrsta materijala alata razlikuju se međusobno kod obrade kaljenih čelika, a zavise i od tvrdoće i hemijskog sastava materijala obratka.
Na sl. 8 prikazane su zavisnosti habanja alata po leđnoj površini posle 5 min od tvrdoće ugljeničnog alatnog čelika (odgovara Č. 1940), dobijene pri obradi na strugu noževima sa reznim pločicama od različitih materijala alata: dve vrste CBN različitog sastava kubonog bornitrida i veziva (CBN 1-90%+10%, odnosno CBN2 - 60%+40%), oksidne alatne keramike Al2O3 i tvrdog metala P10. Vidi se da habanje alata sa reznim pločicama CBN2 i Al2O3 opada sa povećanjem tvrdoće materijala obratka (radi opadanja intenziteta adhezivnog habanja zbog smanjenja pojave naslage sa povećanjem tvrdoće materijala), dok se intenzitet habanja reznih pločica CBN1 ne menja se povećanjem tvrdoće do oko 50 HRC. To govori da je nerentabilno koristiti rezne alate sa kubnim bornitridom kod obrade čelika manje tvrdoće, tj. u slučajevima kada se obrada efikasno izvodi alatom od tvrdog metala.
SLIKA 8, Upoređenje habanja po leđnoj površini alata od različitih alatnih materijala u zavisnosti od tvrdoće materijala pri obradi ugljeničnog alatnog čelika u kaljenom stanju
Radi veće čvrstoće i toplotne otpornosti kao i bolje stabilnosti sečiva, alati na bazi kubnog bornitrida imaju prednost u odnosu na alatnu keramiku kod obrade visokolegiranih čelika u kaljenom stanju (posebno brzoreznih čelika), zbog izraženijeg abra.zivnog dejstva materijala obratka u drugom slučaju.

12 OBRADA REZANJEM
Na sl. 9 prikazane su krive habanja po leđnoj površini za rezne pločice CBN (bez ruba na grudnoj površini) i rezne pločice mešane keramike Al2O3 + TiC sa rubom 0,05/20°, dobijene pri završnoj obradi brzoreznog čelika S6-5-2 tvrdoće 66-67 HRC pri hlađenju emulzijom koncentracije 5%. Vidi se da je kod širine pojasa habanja BL=0,3mm postojanost noža sa reznom pločicom CBN bila oko 100 min a sa reznom pločicom alatne keramike oko 30 min.
Sa povećanjem širine zaštitnog ruba na grudnoj površini kod keramičkih reznih pločica raste postojanost alata u većem stepenu, no kod reznih pločica od CBN. Na sl. 10 uporedno su prikazane ostvarene postojanosti alata pri obradi na strugu kaljenog čelika 100Cr6 noževima sa reznim pločicama CBN (bez i sa rubom) i reznim pločicama alatne keramike sa različitom širinom ruba na grudnoj površini, odakle je vidljivo da se povećanjem širine ruba od 0,05 na 0,2 mm kod keramičkih reznih pločica obezbeđuje povećanje postojanosti alata za oko 2 puta.
SLIKA 9. Krive habanja alata sa reznim pločicama CBN i alatne keramike Al2O3+ +TiC dobijene pri obradi kaljenog brzoreznog čelika S6-5-2 na strugu
SLIKA 10. Uticaj zaštitnog ruba na grudnoj površini reznih pločica CBN i Al2O3 + TiC na postojanost pri obradi kaljenog čelika 100Cr6

13 OBRADA REZANJEM
Rezne pločice CBN omogućavaju obradu i drugih vrsta legiranih alatnih čelika u kaljenom stanju, i to pri većim brzinama rezanja u odnosu na alate sa reznim pločicama mešane keramike. Pri tome rezne pločice kružnog oblika kao i pločice sa zaštitnim rubom na grudnoj površini imaju prednost, u odnosu na rezne pločice kvadratnog oblika i bez zaštitnog ruba,
Na sl. 11 uporedno su prikazane T/s prave u zavisnosti od brzine rezanja,za slučaj završne obrade na strugu legiranog alatnog čelika (odgovara Č.4650) tvrdoće 58HRC alatima sa reznim pločicama CBN (kompaktne rezne pločice od polikristalnog kubnog bornitrida-amborite) i mešane keramike Al2O3TiC, i to: kružnog (a) i kvadratnog oblika (b). U oba slučaja rezne pločice su bile sa zaštitnim rubom na grudnoj površini. Na sl. 11c date su T/s prave u zavisnosti od brzine rezanja pri obradi istog čelika kružnim reznim pločicama CBN, i to sa i bez zaštitnog ruba na grudnoj površini.
SLIKA 11. T/s prave u zavisnosti od brzine rezanja dobijene pri obradi na strugu kaljenog alatnog čelika (Č.4650) noževima sa reznim pločicama CBN i Al2O3 + TiC kružnog (a, c) i
kvadratnog oblika (b).
Uočava se da je moguća brzina rezanja kao i postojanost alata pri radu reznim pločicama CBN znatno veća, u odnosu na obradu alatima sa reznim pločicama alatne keramike. Veća moguća brzina rezanja i veća veličina koraka,pri obradi reznim pločicama CBN obezbeđuju postizanje znatno veće proizvodnosti obrade. Npr. za postojanost od 100 min (sl. 11a), reznom pločicom CBN može da se izvodi obrada pri v = 30 m/min i s = 0,25 mm/o a keramičkom reznom pločicom pri v = 15 m/min i

14 OBRADA REZANJEM
s = 0,12 mm/o, tako da se u prvom slučaju ostvaruje veća proizvodnost za oko 4 puta. Takođe, rezne pločice sa zaštitnim rubom na grudnoj površini obezbeđuju veću postojanost za oko 2 - 3 puta u odnosu na rezne pločice bez zaštitnog ruba, a razlika se povećava sa porastom brzine rezanja.
Otpornost na habanje i postojanost alata na bazi CBN pri obradi istog materijala varira u relativno širokim granicama, u zavisnosti od sastava (odnos CBN i veziva) i proizvođača, a jedan primer za to je već dat na sl. 8.
U literaturi se mogu naći informacije da se obrada kaljenih čelika takođe uspešno izvodi alatima sa reznim pločicama oksidne keramike armirane vlaknima silicijumkarbida (Al2O3+ +Zr02+SiC), koju oblikuje veća žilavost i otpornost prema kr-zanju i lomu u odnosu na mešanu keramiku. Na sl. 12 uporedno je prikazana postojanost alata pri obradi na strugu legiranog čelika X200CrW12 (odgovara Č.4650) tvrdoće 60 HRC, reznim ploćicama mešane keramike i okisdne keramike armirane vlaknima SiC. Vidi se da je postojanost reznih pločica Al2O3 + ZrO2 + SiC za 2,5 - 5 puta veća, u odnosu na rezne pločice mešane keramike. Naime, pri obradi alatima sa pločicama mešane keramike otkaz alata je .nastajalo usled loma i krzanja reznih pločica.
SLIKA 12. Upoređenje postojanosti reznih pločica mešane keramike i oksidne keramike armirane vlaknima SiC

15 OBRADA REZANJEM
4.5. Uticaj karakteristika materijala obratka
Mada se u literaturi mogu naći informacije da pri obradi kaljenih čelika postojanost alata zavisi samo od tvrdoće materijala obratka, detaljnija ispitivanja su pokazala da na postojanost alata znatan uticaj ima i hemijski sastav materijala (tj. struktura) pošto intezitet habanja zavisi od abrazivnog dejstva tvrdih karbida u materijalu obratka.
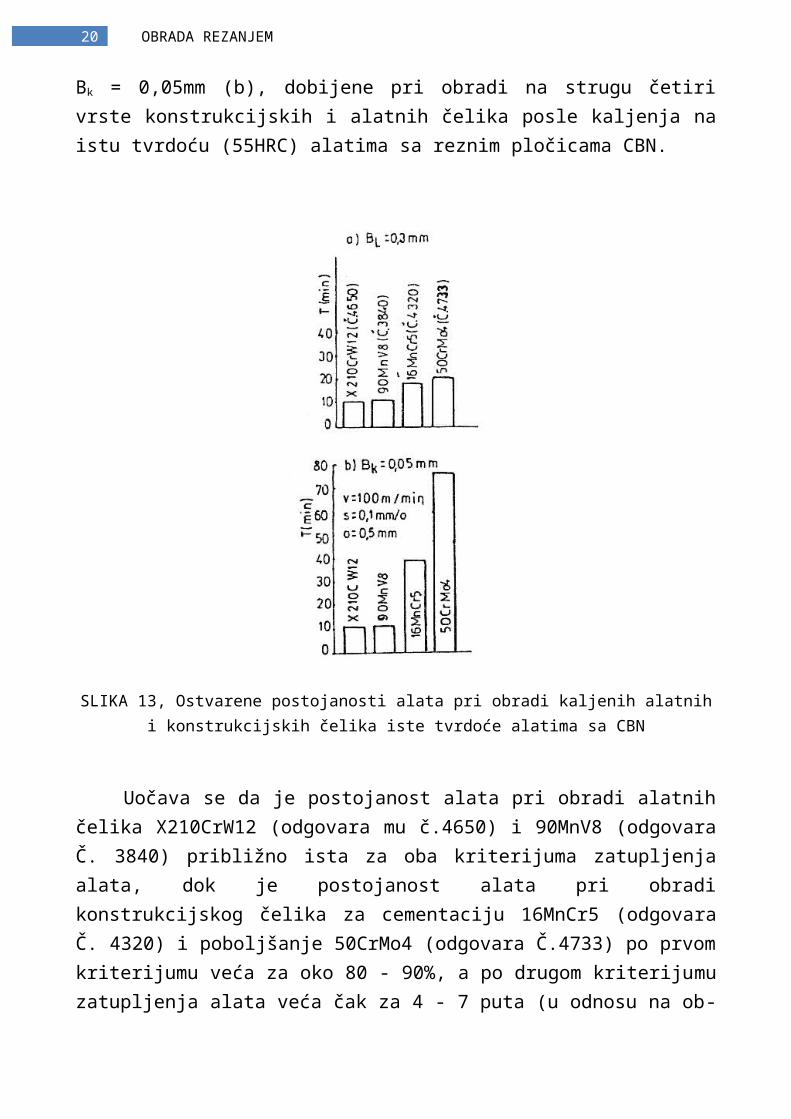
Na sl. 13 date su ostvarene postojanosti alata kod širine pojasa habanja na leđnoj površini B1 = 0,3 mm (a), odnosno pri dubini kratera na grudnoj površini od Bk = 0,05mm (b), dobijene pri obradi na strugu četiri vrste konstrukcijskih i alatnih čelika posle kaljenja na istu tvrdoću (55HRC) alatima sa reznim pločicama CBN.
SLIKA 13, Ostvarene postojanosti alata pri obradi kaljenih alatnih i konstrukcijskih čelika iste tvrdoće alatima sa CBN

16 OBRADA REZANJEM
Uočava se da je postojanost alata pri obradi alatnih čelika X210CrW12 (odgovara mu č.4650) i 90MnV8 (odgovara Č. 3840) približno ista za oba kriterijuma zatupljenja alata, dok je postojanost alata pri obradi konstrukcijskog čelika za cementaciju 16MnCr5 (odgovara Č. 4320) i poboljšanje 50CrMo4 (odgovara Č.4733) po prvom kriterijumu veća za oko 80 - 90%, a po drugom kriterijumu zatupljenja alata veća čak za 4 - 7 puta (u odnosu na obradu alatnih čelika).
Kao drugi primer, na sl, 14 prikazana je zavisnost habanja na leđnoj površini alata od tvrdoće brzoreznih čelika S6-5-2 (a), S6-5-2-5 (b) i S6-5-4 (c) pri njihovoj obradi na strugu alatima sa reznim pločicama tvrdog metala P10 i kubnog bornitrida CBN1 i CBN2 (različitog sastava CBN i veziva). Dok se habanje alata od tvrdog metala naglo povećava sa porastom tvrdoće materijala obratka, dotle se kod obrade prve dve vrste brzoreznih čelika habanje alata na bazi CBN smanjuje do tvrdoće oko 50-55HRC a kod obrade treće vrste brzoreznog čelika najveće habanje je bilo pri tvrdoći oko 45 HRC, a zatim je opadalo sa daljim porastom tvrdoće materijala obratka. Pri tome, intenzitet habanja reznih pločica CBN1 i CBN2 u većini slučajeva nije se mnogo razlikovao, kao u slučaju obrade ugljenićnog alatnog čelika (sl. 8).
Pri obradi glodanjem poboljšanih čelika i sivog liva (vođice postolja mašina alatki, delovi alata i dr.) alatima sa reznim pločicama CBN, mešane keramike i tvrdog metala bez volframa (cement)ostvaruje se vrlo mala hrapavost obrađene površine, tako da se glodanjem takođe može uspešno zameniti skuplje brušenje.
SLIKA 14. Zavisnost habanja po leđnoj površini alat, sa reznim pločicama P10, CBN1 i CBN2 od tvrdoće brzoreznih čelika S6-5-2 (a), S6-5-2-5 (b) i S6-5-4 (c).

17 OBRADA REZANJEM
Kao primer, na sl. 15 date su moguće brzine rezanja pri obradi čeličnih i livenih vođica postolja mašina alatki, u zavisnosti od tvrdoće posle poboljšanja (postupkom plamenog ili induktivnog zagrevanja), odnosno kaljenja. Dubina rezanja je varirala u granicama 0,05 – 1 mm a korak po zubu sz = 0,2 - 0,5 mm/z, a korišćene su rezne pločice CBN kružnog oblika sa zaštitnim rubom na grudnoj površini (RNMN 0903T) geometrije γp = -7o i γf = 8o
SLIKA 15. Zavisnost brzine rezanja od tvrdoće vođica od čelika i sivog liva pri glodanju alatima sa reznim pločicama CBN.
Takođe je dobijeno da se dobri rezultati pri završnoj obrađi glodanjem (umesto brušenjem) vođica postolja mašina alatki ostvaruju primenom glodala sa reznim pločicama cermet-a (TiC/TiN+Ni kao vezivo). Tako je pri obradi glodanjem vođica od legiranog čelika 58CrMoV4 ostvaren znatno veći broj obrađenih delova (vođica) uz manju hrapavost obrađene površine kod korišćenja glodala sa reznim pločicama cermet-a, u odnosu na glodala sa reznim pločicama tvrdog metala. Upoređenje uslova obrade i ostvarenih rezultata za ovaj slučaj prikazano je u tablici 1.
TABLICA 1

18 OBRADA REZANJEM
5. KVALITET OBRAĐENE POVRŠINE PRI OBRADI KALJENIH ČELIKA
Pri završnoj obradi kaljenih čelika alatima sa reznim pločicama kubnog bornitrida i alatne keramike ostvaruje se vrlo mala hrapavost obrađene površine, koja se inače može postići samo brušenjem.
Naime, pošto se u ovom slučaju ne javlja habanje na pomoćnoj leđnoj površini u vidu ravnomerno raspoređenih žlebova kao kod završne obrade čelika alatima od tvrdog metala, hrapavost obrađene površine pri obradi kaljenih čelika alatima sa reznim pločicama od kubnog bornitrida i alatne keramike se ne menja znatnije u toku vremena obrade.
Pri tome hrapavost obrađene površine zavisi od elemenata režima rezanja, kao i od karakteristika alata (materijal, geometrija) i materijala obratka.
Na sl. 16 prikazana je promena parametara hrapavosti obrađene površine Ra i Rz u toku vremena, dobijena pri završnoj obradi na strugu kaljenog čelika 50CrMo4 (odgovara Č.4733) tvrdoće 55 HRC noževima sa reznim pločicama CBN (γ0 = λS = - 6o, α0 = 6o, r = 0,8 mm). Vidi se da je ostvarena hrapavost obrađene površine u granicama Ra = 0,5 – 1 μm, što znači da je u toku dužeg vremena obrade habanje alata bilo neznatno, odnosno održavana je dobra oštrina alata.
Kao drugi primer, na sl. 17 je data promena hrapavosti obrađene površine Ra u zavisnosti od broja obrađenih delova, pri obradi na strugu otvora zupčanika od čelika za cementaciju 16MnCr5 (odgovara Č.4720) tvrdoće 62HRC. Obrada je izvođena nožem sa reznom pločicom mešane keramike (SNGN 120416T-sa zaštitnim rubom na grudnoj površini), a režim rezanja je tio: v = 200 m/min, a = 0,15 mm i s = 0,08 mm/o. U početku procesa obrade prisutna je veća varijacija hrapavosti obrađene površine (Ra = 0,2 - 0,51 μm) kao posledica povećanog početnog habanja i krzanja, stim da se kasnije njena veličina ustaljuje na vrednosti Ra = 0,4 μm, radi stabilizacije procesa habanja alata.
SLIKA 16. Promena parametara hrapavosti obrađene površine u toku vremena pri obradi na strugu kaljenog čelika 50CrMo4 alatom sa reznim pločicama CBN

19 OBRADA REZANJEM
SLIKA 17. Promena hrapavosti obrađene površine u zavisnosti od broja obrađenih delova pri unutrašnjem struganju kaljenog ćelika 16MnCr5 noževima sa reznom pločicom
mešane keramike
Sa povećanjem brzine rezanja pri obradi kaljenih čelika hrapavost obrađene površine se smanjuje, kao što je slučaj i pri obradi većine drugih metala i legura. Kao primer, na sl. 18 prikazana je promena hrapavsoti obrađene površine u zavisnosti od brzine rezanja dobijena pri glodanju žleba na obradcima od legiranog čelika za cementaciju 17CrNiMo6 (odgovara Č.4520) tvrdoće 60 - 62 HRC vretenastim glodalom sa pločicom tvrdog metala K10 γ0 = - 4o, α0 = 15o, æ = 90o. r = 0,4 mm). Ostali elementi režima obrade su bili: dubina žleba b = 5 mm, dubina rezanja a = 0,5 mm i korak sz = 0,04 mm/z, a prečink glodala D = 16 mm (sa jednom mehanički pričvršćenom reznom pločicom).
SLIKA 18. Zavisnost hrapavosti obrađene površine od brzine rezanja pri glodanju kaljenog čelika
Vidi se da je ostvareni kvalitet obrađene površine na nivou, koji se postiže finim brušenjem.
Kako je već pomenuto, pri završnoj obradi kaljenih čelika alatima definisane geometrije i visoke rezne sposobnosti (kubni bornitrid, alatna keramika), ostvaruje
20 OBRADA REZANJEM
se kvalitetan površinski sloj, bez defekata koji su karakteristični za obradu bruše-nejm. Pri tome se u površinskom sloju obrađene površine povećava tvrdoća a zaostali naponi su najvećim delom pritisni, što se povoljno odražava na povećanje eksploatacijskih svojstava delova.
Na sl. 19 dat je uticaj brzine rezanja (v = 50, 75 i 100 m/min) na promenu tvrdoće (a) i zaostalih napona (b) u površinskom sloju obrađene površine, pri završnoj obradi na strugu kaljenog čelika za kotrljajuće ležajeve 100Cr6 (odgovara Č.4146) tvrdoće 61-62HRC noževima sa reznim pločicama kubnog bornitrida (γ0 = - 10°, α0 = 10°, r = 0,8 mm).
Vidi se da je povećanje tvrdoće u površinskom sloju bilo do dubine od 120 μm, i da su prisutni zaostali naponi pritiska do dubine od oko 100 μm (pri najmanjoj brzini rezanja javlja se zaostali napon istezanja u površinskom sloju male dubine).
SLIKA 19. Karakter promene tvrdoće (a) i zaostalih napona (b) u površinskom sloju u zavisnosti od brzine rezanja pri završnoj obradi kaljenog čelika 100Cr6

21 OBRADA REZANJEM
6. UTICAJ SHP NA KARAKTERISTIKE PROCESA OBRADE KALJENIH ČELIKA
Najčešće se preporučuje da se obrada kaljenih čelika izvodi bez primene sredstva za hlađenje. To se čini uglavnom radi toga, jer se smatra da SHP u dodiru sa usijanom strugotinom naglo ispari pre nego što dopre u zonu smicanja i na kontaktne površine alata. Povoljno dejstvo SHP se sastoji u tome, što izaziva naglo hlađenje usijane strugotine i njeno efikasno sitnjenje i odvođenje iz zone rezanja.
Najnovija ispitivanja pokazuju da se kod obrade na strugu kaljenih čelika noževima sa reznim pločicama CBN hlađenjem emulzijom koncentracije 20% ostvaruje veća postojanost alata, u odnosu na obradu bez hlađenja i pri hlađenju uljem za rezanje. Međutim, pri obradi ovih čelika alatima od tvrdog metala najveća postojanost se ostvaruje pri hlađenju emulzijom koncentracije 5 - 10%.
Na sl. 20 uporedno je prikazana ostvarena postojanost alata pri obradi na strugu kaljenog čelika za cementaciju 16MnCrS5 (odgovara Č. 4381) tvrdoće 60±2 HRC noževima sa reznim pločicama K10, polikristalnog kubnog bornitrida (CBN) i mešane keramike Al2O3 + TiC, i to: bez primene SHP, pri hlađenju emulzijom (20%) i hlađenjem uljem za rezanje. Najveću postojanost pri obradi ovog čelika imali su svi pomenuti alati pri hlađenju emulzijom koncentracije 20%, a pri tome je postojanost mešane keramike bila u svim slučajevima veća za oko 6 puta od postojanosti CBN, i 10 - 20 puta od postojanosti tvrdog metala K10 (mada je pri obradi alatom sa tvrdim metalom brzina rezanja bila oko 4 puta manja). Takođe, najveći porast postojanosti pri hlađenju emulzijom u odnosu na rad bez hlađenja, bio je ostvaren kod obrade reznim pločicama mešane keramike.
Pri obradi istog kaljenog čelika alatima sa reznim pločicama CBN,dobijeno je da hrapavost obrađene površine neznatno zavisi od vrste SHP. Pri hlađenju emulzijom različite koncentracije (5, 10 i 20%) i uljem za rezanje, ostvarena je približno ista hrapavost obrađene površine kao i pri radu bez hlađenja (sl. 21).
Kod obrade kaljenih čelika glodanjem primenom SHP povećava se varijacija temperature alata, u odnosu na rad bez hlađenja. Radi toga se povećava i termičko opterećenje alata, postoji vaća opasnost za nastanak nepovoljnih zaostalih napona i naprslina, a time i za pojavu krzanja reznih elemenata alata i smanjenje njihove postojanosti. Međutim, hlađenjem uljem za rezanje pri obradi kaljenih čelika glodanjem smanjuje se otpor rezanja u odnosu na rad bez hlađenja. To znaći da u

22 OBRADA REZANJEM
ovom slučaju utiče povoljno podmazujuće dejstvo SHP, koje izaziva smanjenje trenja na radnim površinama alata radi čega se snižava otpor rezanja.
SLIKA 20. Postojanost alata ostvarena pri obradi na strugu kaljenog čelika 16MnCrS5 noževima sa reznim pločicama mešane keramike, CBN i K10 u zavisnosti od vrste SHP
SLIKA 21. Hrapavost obrađene površine Rz pri obradi na strugu kaljenog čelika 16MnCrS5 nožem sa reznim pločicama CBN pri radu bez hlađenja i sa hlađenjem emulzijom i uljem za rezanje
Na sl. 22 data je zavisnost maksimalnog otpora rezanja (a) i postojanosti alata (b) od brzine rezanja pri glodanju kaljenog alatnog čelika X32CrMoV33 tvrdoće 570 HV (tj. oko 54 HRC) vretenastim glodalima sa reznim pločicama tvrdog metala K10, i to: pri hlađenju emulzijom (5%), uljem za rezanje i pri obradi bez hlađenja. Vidi se da

23 OBRADA REZANJEM
je najveća postojanost alata ostvarena pri obradi bez hlađenja, dok je najmanji otpor rezanja bio pri obradi sa hlađenjem uljem za rezanje.
Slični rezultati su dobijeni i pri glodanju istog čelika glodalima sa reznim pločicama CBN. Pri tome je najmanja postojanost alata bila pri hlđenju čistom vodom, rasla je sa povećanjem koncentracije emulzije, i bila najveća pri hlađenju uljem za rezanje i kod obrade bez hlađenja (sl. 22a). Međutim, postojanost glodala sa pločicom kubnog bornitrida bila je oko 5 puta veća, u odnosu na postojanost alata sa tvrdim metalom K10 za iste uslove obrade i hlađenja (sl. 22b).
SLIKA 22. Zavisnost maksimalnog otpora rezanja (a) i postojanosti alata (b) od brzine rezanja i vrste SHP pri obradi glodanjem kaljenog čelika X32CrMoV33 vretenastim glodalima
sa tvrdim metalom K10
Hrapavost obrađene površine se takođe ne poboljšava pri obradi sa hlađenjem, u odnosu na obradu bez primene SHP. Kao primer za to, na sl. 23b data je ostvarena hrapavosti obrađene površine Rz dobijena pri glodanju vretenastim glodalom sa reznim pločicama CBN kaljenog alatnog čelika X32CrMoV33, primenom različitih vrsta SHP (voda, emulzija koncentracije 5, 10 i 20%, ulje za rezanje) i pri obradi bez hlađenja.
SLIKA 23, Zavisnost postojanosti alata (a) i hrapavosti obrađene površine (b) od vrste sredstva za hlađenje pri obradi glodanjem kaljenog alatnog čelika X32CrMoV33

24 OBRADA REZANJEM
Najveća hrapavost obrađene površine ostvarena je pri hlađenju čistom vodom, nešto niža pri hlađenju emulzijom različite koncentracije a najmanja pri hlađenju uljem za rezanje i pri obradi bez hlađenja.
Kao zaključak se može reći: pri obradi na strugu kaljenih čelika hlađenjem emulzijom (20%) ostvaruje se znatnije povećanje postojanosti alata, a nešto manje pri hlađenju uljem za rezanje (u odnosu na rad bez hlađenja). Pri tome se najmanja hrapavost obrađene površine ostvaruje kod obrade bez hlađenja,
Međutim, pri obradi kaljenih čelika glodanjem ne preporučuje se primena SHP, sobzirom na negativan uticaj na postojanost alata radi povećanja varijacije temperature alata i porasta termičkog opterećenja alata.
Treba naglasiti da postoje mogućnosti efikasne obrade kaljenih čelika i bušenjem, o čemu ima takođe dosta preporuka u literaturi.