new viscosity modifier technology (controlled architecture ...klc.kstle.or.kr/upload/board/(3)...
TRANSCRIPT

© The Lubrizol Corporation 2007, all rights reserved
Presented to
KSTLE Lube SymposiumJeju Island Korea
September 2007
New Viscosity Modifier Technology(Controlled Architecture PMA) for High VIDriveline and Hydraulic Fluids

© The Lubrizol Corporation 2007, all rights reserved
Controlled Architecture PMAPerformance in High VI Driveline Fluids

© The Lubrizol Corporation 2007, all rights reserved3
Viscosity modifiers are in fluidsacross transportation and industrial markets

© The Lubrizol Corporation 2007, all rights reserved4
ATF Trends Affecting VM
• Balance: Improve fuel economy andefficiency with durability
• Move to 5- to 8-step transmissions• Reduce number of clutches in
clutch-pack (higher torque capacity)• Longer service interval - fill for life• Incorporate more thermally stable
plate materials• Higher operating sump
temperatures• Lower viscosity fluids without loss of
film thickness capacity
• Better low-temperatureperformance
• Higher viscosity index• Greater shear stability
extended KRL 40 to 192 hrs.• Improved wear protection(thinner fluids increasedurability challenges)
• Better oxidation and thermalstability
© The Lubrizol Corporation 2007, all rights reserved5
Gear Oil Trends Affecting VM
• Greater energy efficiency• Reduced operating temperatures• Move to wide span multigrade fluids• Increased use of lower viscosity fluids
– SAE 75W-80; 75W-85; 70W-XX
• Increased use of Group III oils in place of PAO• Greater retention of fluid performance• Greater shear stability/resistance to viscosity loss• Improved thermal stability and cleanliness

© The Lubrizol Corporation 2007, all rights reserved6
Viscosity Modifiers for Driveline Fluids Affect TheseViscosity-related Performance Parameters
High-temperature viscosity forwear protection and performance
Low-temperature fluidityfor smoother cold weather start-ups
Rate of change in viscosityas fluid temperature changes (VI)
Viscosity loss during serviceMaintenance of shift feel and behavior
Mechanical efficiency

© The Lubrizol Corporation 2007, all rights reserved7
Balancing Viscosity Modifier Performance
Conventional VMs have fundamental performance trade-offs• Conventional PMA VMs allow control over average composition and
average molecular weight• Changing composition can increase thickening efficiency and viscosity
index at the expense of compatibility and low-temperature fluidity• Changing molecular weight can also increase thickening efficiency and
viscosity index but at the expense of shear stability
Thickening EfficiencyShear Stability
Low-temperature Fluidity
Viscosity Index Increase
© The Lubrizol Corporation 2007, all rights reserved8
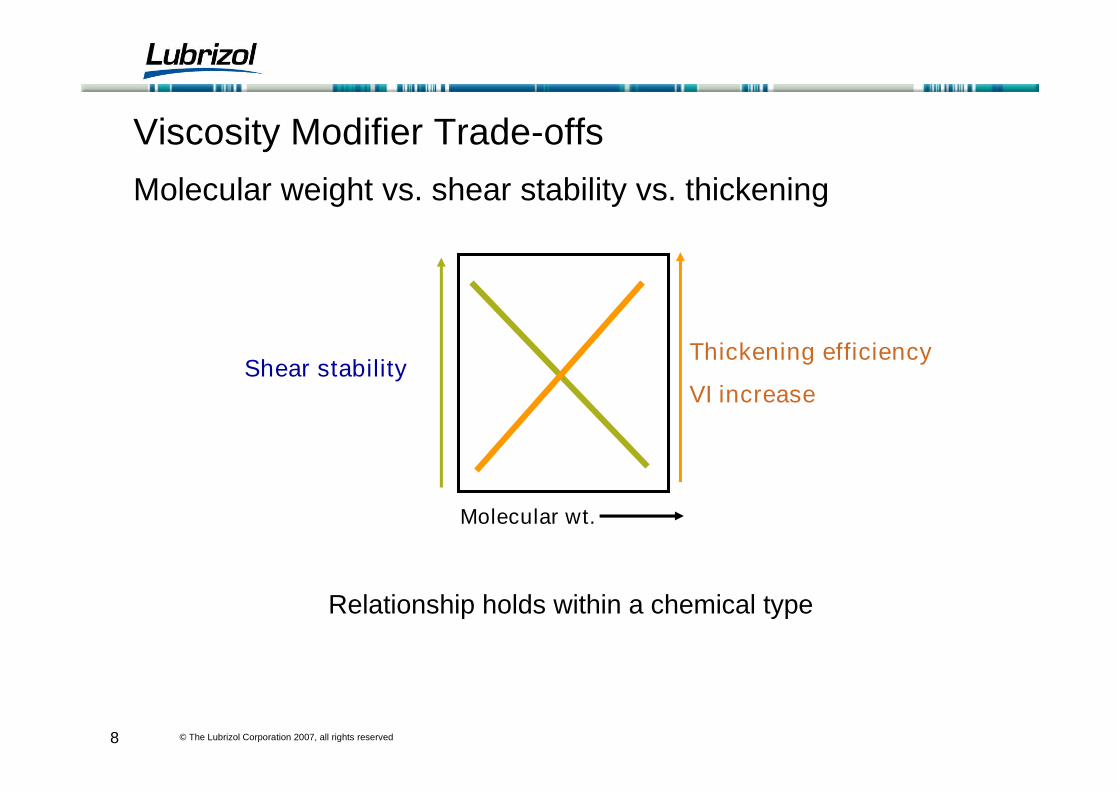
Viscosity Modifier Trade-offs
Molecular wt.
Shear stability
Relationship holds within a chemical type
Molecular weight vs. shear stability vs. thickening
VI 2 7
Thickening efficiency
VI increase

© The Lubrizol Corporation 2007, all rights reserved9
Lubrizol Polymer Breakthrough
• Lubrizol has developed new polymertechnology for transmission fluids
• This new technology is a result of synergywith our Lubrizol Advanced Materialsbusiness unit (former Noveon) and usesleading-edge polymerization controllertechnology
• The new technology offers significantperformance benefits over conventional VMpolymers
© The Lubrizol Corporation 2007, all rights reserved10
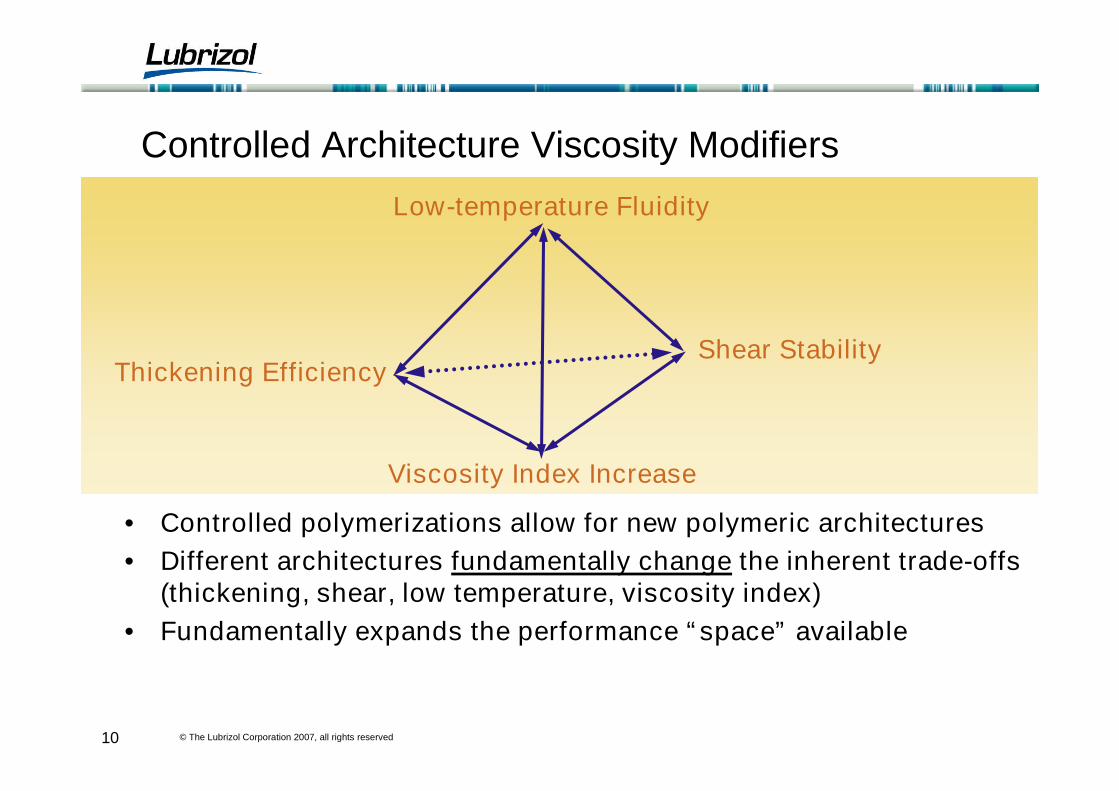
Controlled Architecture Viscosity Modifiers
• Controlled polymerizations allow for new polymeric architectures• Different architectures fundamentally change the inherent trade-offs
(thickening, shear, low temperature, viscosity index)• Fundamentally expands the performance “space” available
Thickening EfficiencyShear Stability
Low-temperature Fluidity
Viscosity Index Increase
© The Lubrizol Corporation 2007, all rights reserved11
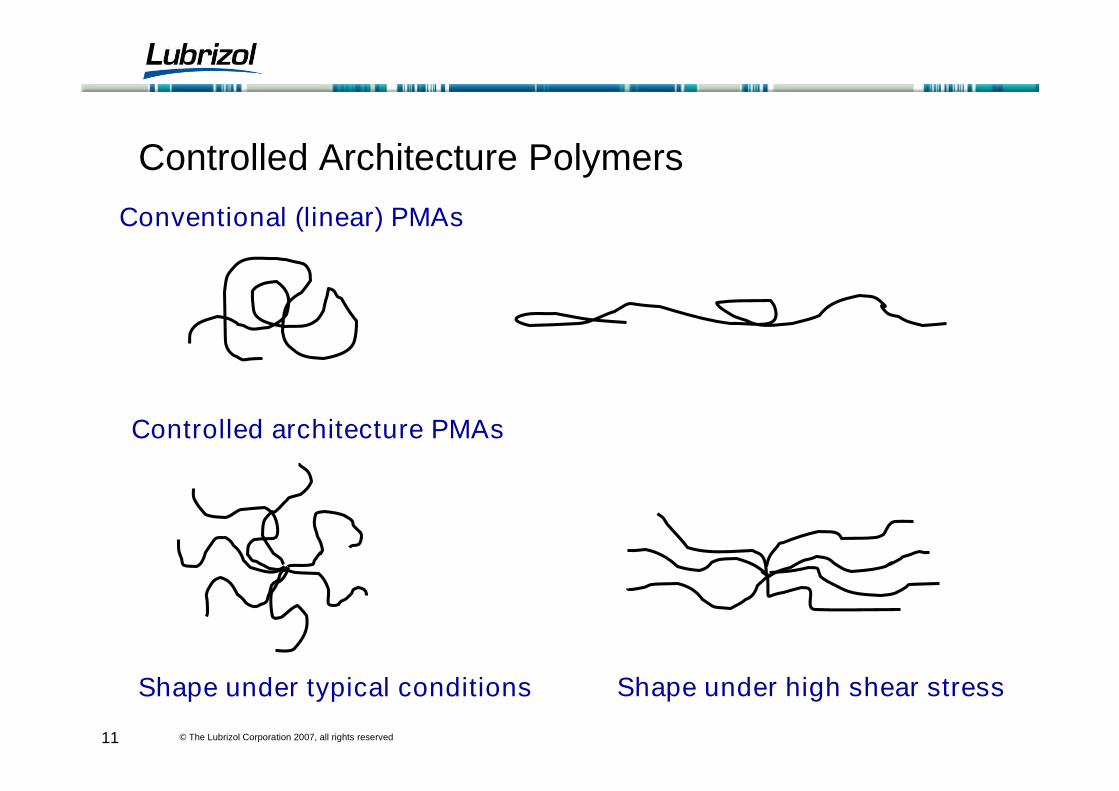
Controlled Architecture PolymersConventional (linear) PMAs
Controlled architecture PMAs
Shape under typical conditions Shape under high shear stress
© The Lubrizol Corporation 2007, all rights reserved12
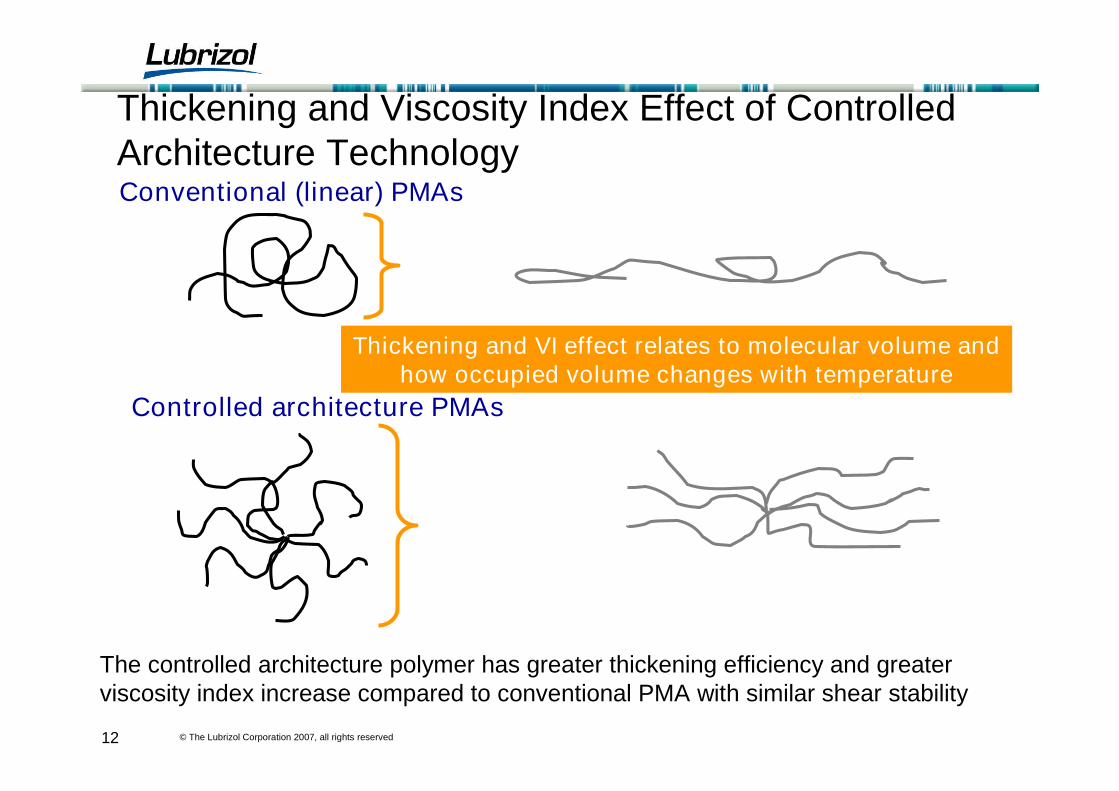
Thickening and Viscosity Index Effect of ControlledArchitecture TechnologyConventional (linear) PMAs
Controlled architecture PMAs
Thickening and VI effect relates to molecular volume andhow occupied volume changes with temperature
The controlled architecture polymer has greater thickening efficiency and greaterviscosity index increase compared to conventional PMA with similar shear stability
© The Lubrizol Corporation 2007, all rights reserved13
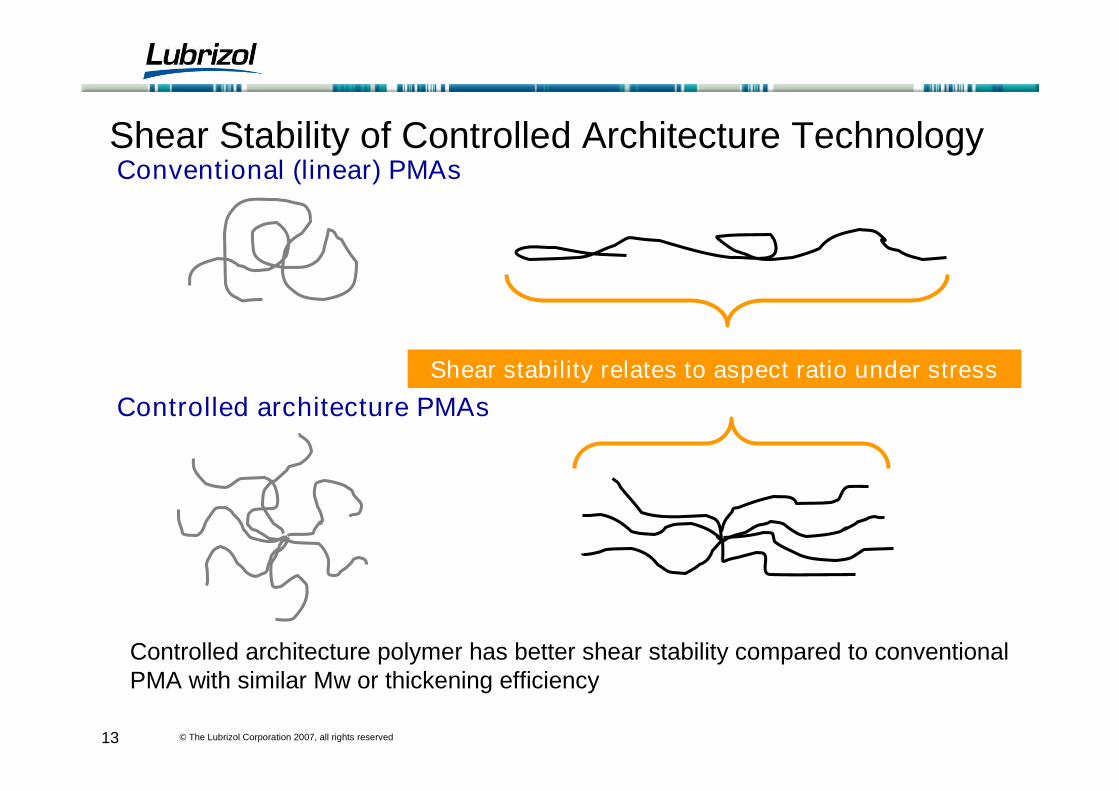
Shear Stability of Controlled Architecture TechnologyConventional (linear) PMAs
Controlled architecture PMAsShear stability relates to aspect ratio under stress
Controlled architecture polymer has better shear stability compared to conventionalPMA with similar Mw or thickening efficiency

© The Lubrizol Corporation 2007, all rights reserved14
Controlled Architecture VMs Offer Advantages forDriveline Fluids• Greater thickening efficiency – require lower polymer levels to
achieve required viscosity
• Greater viscosity index boost – capable of significantly higherfinished fluid VI
• Better low-temperature fluidity – have better low-temperatureproperties and achieve lower Brookfield -40º C viscosity
• Greater formulating flexibility – allow higher base oil viscosity forsimilar performance - they can reduce the need for low-viscosity trimstocks and PAO to achieve required performance
Controlled architecture VMs break the relationship betweenthickening efficiency, shear stability, low-temperature fluidity andviscosity index that limits conventional VM technology

© The Lubrizol Corporation 2007, all rights reserved15
Comparison of Viscosity Modifying Polymers
Controlled architecture polymers have greater VI increase for equivalentSSI compared to other polymer chemistries
Viscosity Index as a Function of Shear Stability
0
10
20
30
40
50
60
70
80
90
100
125 150 175 200 225 250Viscosity Index (VI)
(Sh
ear
Sta
bili
tyIn
dex
(SS
I)
Poly(alpha-olefin) (PAO)
Polyisobutylene (PIB)Polymethacrylates (PMA)
ControlledArchitecture PMA
Poly(styrene-co-maleicanhydride), ester
Poly(ethylene-co-propylene)

© The Lubrizol Corporation 2007, all rights reserved16
Thickening Efficiency per SSI on a Solid VM Basis
0
1
2
3
4
5
6
7
8
9
0 10 20 30 40 50 60 70 80 90
Shear Stability Index (20 hr. KRL)
Th
icke
nin
gE
ffic
ien
cyat
100C
Conventional PMA Controlled Architecture PMA
• Conventional PMAs exhibit a nearly linear relationship between thickeningefficiency and shear stability
• Controlled architecture PMAs had much greater thickening efficiencycompared to conventional at all shear stabilities
Thickening Efficiency of PMAs
© The Lubrizol Corporation 2007, all rights reserved17
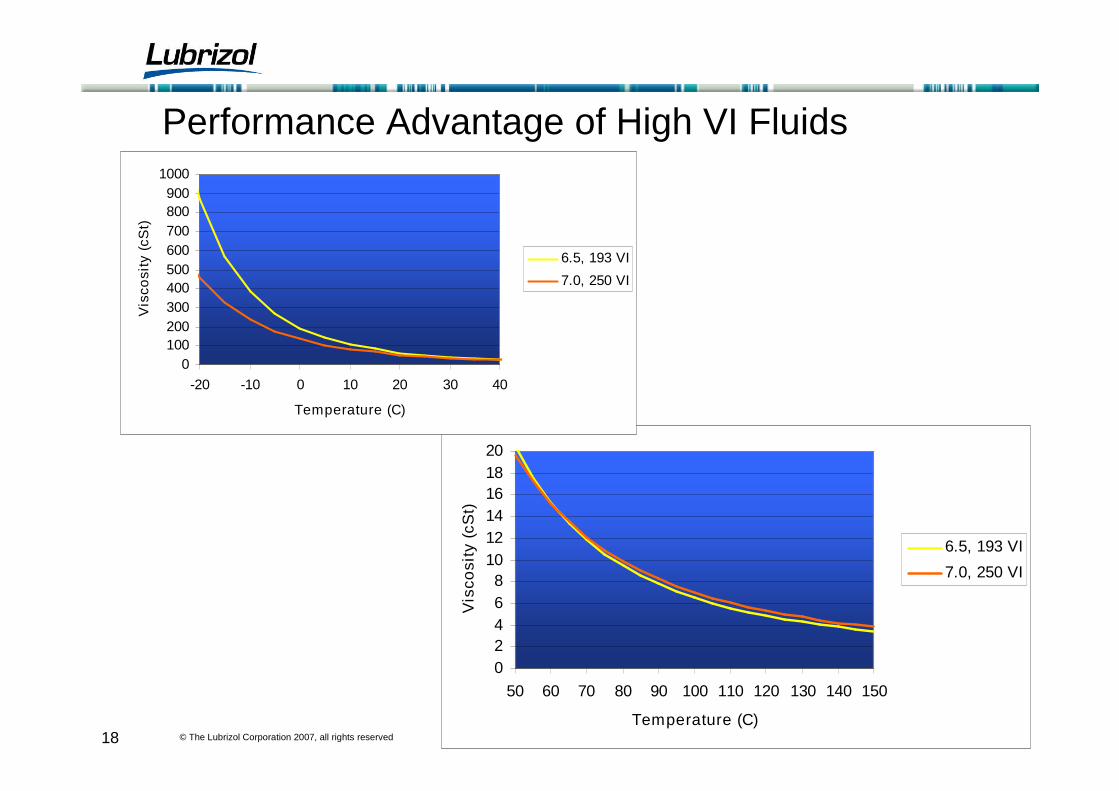
Controlled Architecture PMAs Enable the Formulationof Very High VI FluidsHigh VI fluids have inherent performance advantages for
power transmission fluids•Has lower viscosity at cold start and at moderate operating
temperatures for smoother operation, better shiftperformance and less running losses
•Maintains viscosity at high temperatures under severeoperating conditions to protect against wear and maintaingood shift performance
High VI fluids provide better fuel efficiency and low-temperature fluidity while maintaining high-temperatureviscosity and performance
© The Lubrizol Corporation 2007, all rights reserved18
02468
101214161820
50 60 70 80 90 100 110 120 130 140 150
Temperature (C)
Vis
cosi
ty(c
St)
6.5, 193 VI
7.0, 250 VI
0100200300400500600700800900
1000
-20 -10 0 10 20 30 40
Temperature (C)
Vis
cosi
ty(c
St)
6.5, 193 VI
7.0, 250 VI
Performance Advantage of High VI Fluids
© The Lubrizol Corporation 2007, all rights reserved19
Controlled Architecture PMA VM PerformanceAdvantage
• Gives the formulator flexibility to dial in the viscometricperformance
• PAO-like performance with very high VI and low Brookfieldviscosity is possible with Group III formulation
• Much reduced treat level is possible for conventionalperformance by increasing starting base oil viscosity

© The Lubrizol Corporation 2007, all rights reserved20
Comparison in North American OEM FormulationCurrent
FormulationGroup III 3 cSt 70 70Group III 4 cSt 30 30
DI 7.7 7.7PPD 0.15 0.15Conventional PMA 12.5ControlledArchitecture PMA 9.4
KV40 cSt 33.97 27.64KV 100 cSt 7.53 7.48VI 199 260D2983 (-40C) 9,920 7,090
AstericFormulation
© The Lubrizol Corporation 2007, all rights reserved21
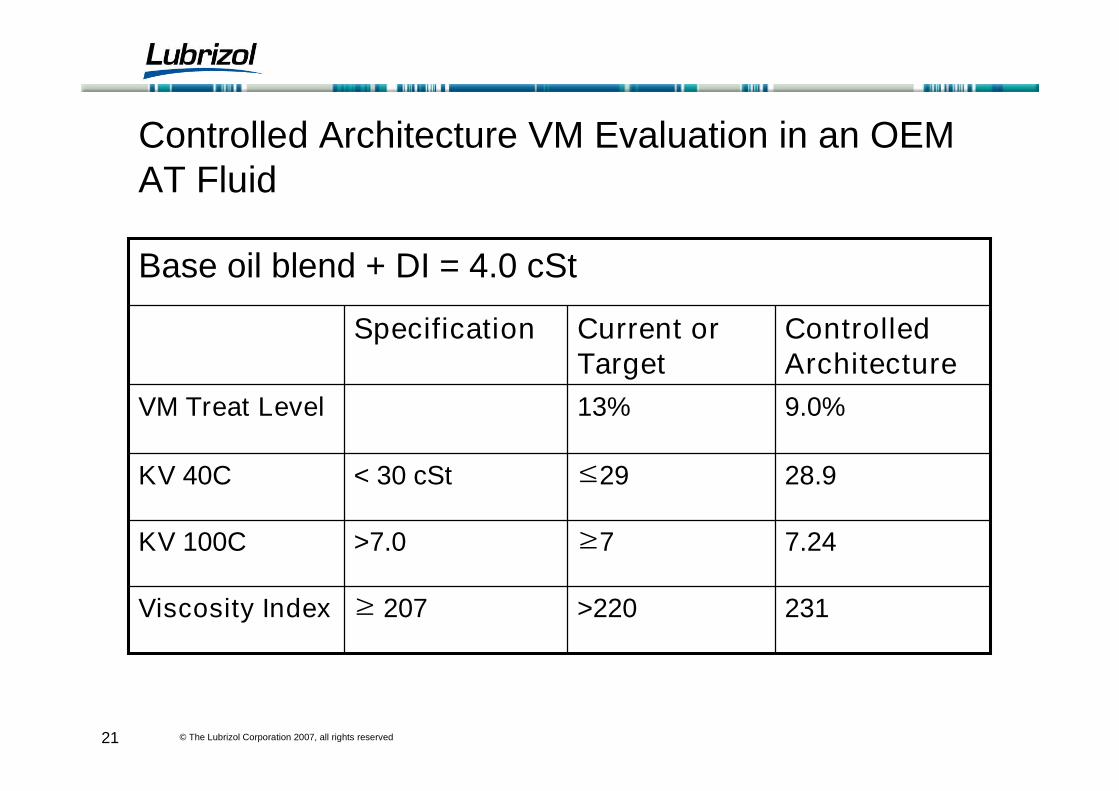
Controlled Architecture VM Evaluation in an OEMAT Fluid
9.0%13%VM Treat Level
231>220≥ 207Viscosity Index
7.24≥7>7.0KV 100C
28.9≤29< 30 cStKV 40C
ControlledArchitecture
Current orTarget
Specification
Base oil blend + DI = 4.0 cSt
© The Lubrizol Corporation 2007, all rights reserved22
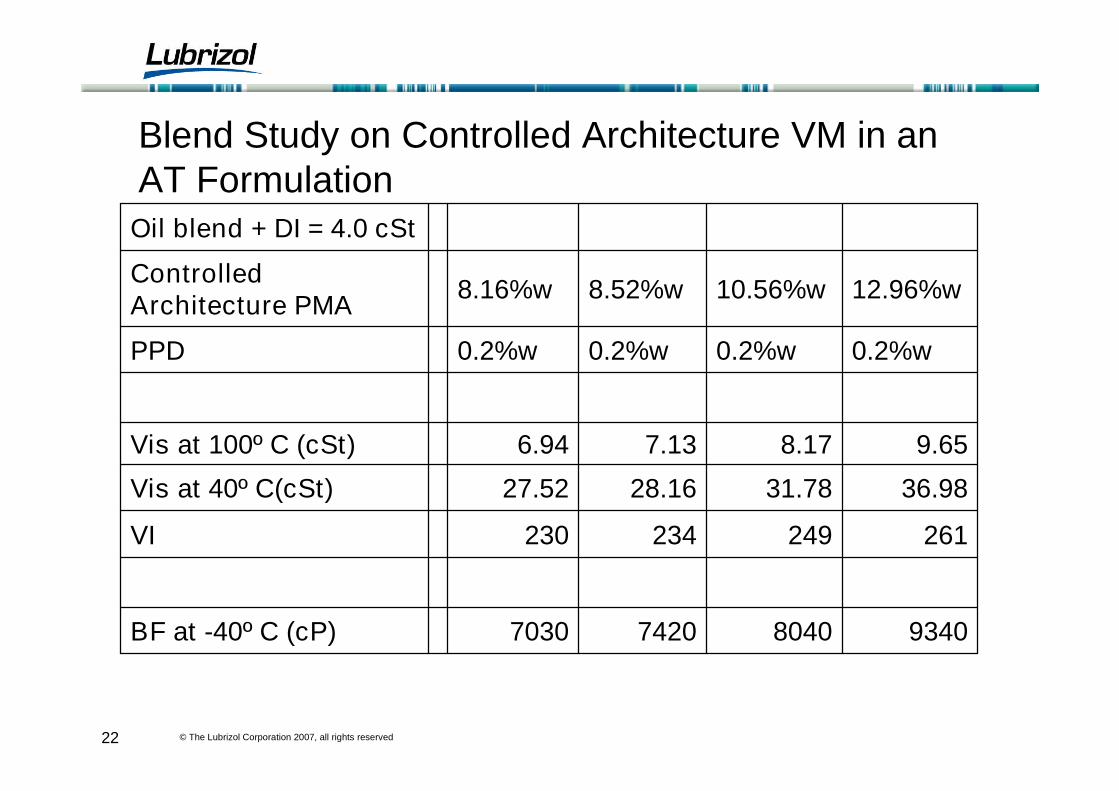
Blend Study on Controlled Architecture VM in anAT Formulation
9340804074207030BF at -40ºC (cP)
261249234230VI
36.9831.7828.1627.52Vis at 40º C(cSt)
9.658.177.136.94Vis at 100º C (cSt)
0.2%w0.2%w0.2%w0.2%wPPD
12.96%w10.56%w8.52%w8.16%wControlledArchitecture PMA
Oil blend + DI = 4.0 cSt
© The Lubrizol Corporation 2007, all rights reserved23
Controlled Architecture PMA VM Summary
• Lubrizol has developed and commercialized controlledarchitecture PMA VM technology for power transmissionfluids
• Controlled architecture VMs demonstrate a performanceadvantage compared to conventional PMAs– Greater thickening, higher VI, better low-temperature viscosity
• Controlled architecture VMs offer formulating flexibilityfor driveline fluids– Can achieve PAO-like performance in Group III formulations– Can be down treated for performance comparable to
conventional VMs

© The Lubrizol Corporation 2007, all rights reserved
Controlled Architecture PMAPerformance in High Viscosity IndexHydraulic Fluids
© The Lubrizol Corporation 2007, all rights reserved25
• Better shear stability/resistance to viscosity loss:– <15% viscosity loss in 20-hr KRL test represents >2000 hours in field
service• Viscosity Index > 150
– High VI hydraulic fluids have greater energy efficiency and widertemperature operating range compared to standard fluids
• Better low-temperature fluidity• Improved cleanliness and filterability• Multigrade OEM approvals
– Parker Denison HF-0 600 hr.T6H20C hybrid pump test
– Eaton Vickers– Komatsu– Kawasaki
High VI Hydraulic Oil Trends Affecting VM

© The Lubrizol Corporation 2007, all rights reserved26
Controlled Architecture PMAs –Advantages for Formulating Multigrade Hydraulic Fluids
• Greater viscosity index boost per thickening and shear stabilityControlled architecture VMs give higher VI increase per unit treat rateand can more easily achieve very high finished fluid VI thanconventional VMs of similar shear stability
• Greater formulating flexibility Controlled architecture VMs allowhigher starting base oil viscosity in formulating a range of high VIfluids
• Excellent wear protection the controlled architecture VMdemonstrated significantly less pump wear in severe service testingin the Denison HF-0 test compared to fluids containing conventionalVM technology
• Excellent wet and dry filterability in the Denison and AFNORfiltration tests
• Good performance in the full range of hydraulic fluid tests, such asoxidation, thermal stability, rust and corrosion, etc.

© The Lubrizol Corporation 2007, all rights reserved27
Formulating Advantage of Controlled Architecture PMA
Controlled architecture PMA required a lower treat rate to formulate a range of ISO 46high VI fluids; had excellent low-temperature viscosity; and allowed heavier startingbase oil blends, which can help improve durability and volatility
Light Neutral (75N) 39.7Group I 100N 65.71 86.2 71.0 42.6Group I 150N 81.1 91.05Group I 600N 12.8 25.7 17.8Hydraulic DI 0.85 0.85 0.85 0.85 0.85 0.85
Controlled Architecture PMA 5.3 7.74 10.4Conventional PMA 8.1 12.95 16.8
PPD 0.2 0.2 0.2 0.2 0.2 0.2KV cSt @ 40C 46.0 48.1 43.5 44.13 46.4 46.2
KV cSt @ 100C 8.0 8.24 8.46 8.64 9.6 9.51Viscosity Index 147 146 175 178 198 196
Brkfld Vis. -30C (cP) 13,000 12,600Brkfld Vis. -40C (cP) 98,000 95,000 62,000 45,500 61,000 58,000
KRL Shear StabilityKV cSt @ 100C after shear 6.86 7.14 6.79 7.05 7.34 7.37
% Viscosity Loss 14.2% 13.4% 19.7% 18.1% 23.5% 22.5%
ISO 46150 VI 175 VI 200 VI

© The Lubrizol Corporation 2007, all rights reserved28
Hydraulic Pump Performance

© The Lubrizol Corporation 2007, all rights reserved29
Denison HF-0 Requirements
T6H20C Hybrid Pump Test– Vane and piston cartridges– 300-hr dry phase/300-hr wet
phase with 1% water– Pass criteria:
• Vane and push-out pin weightloss
• Cam ring inspection• Piston cartridge inspection• No filter blockage, especially
during wet phase
Hydraulic Bench Tests– Foaming tendency– Air release tendency– Filterability– Demulsibility– Thermal stability– Oxidative stability– Hydrolytic stability– Steel corrosion– Cu corrosion– Anti-scuffing– Shear stability
© The Lubrizol Corporation 2007, all rights reserved30
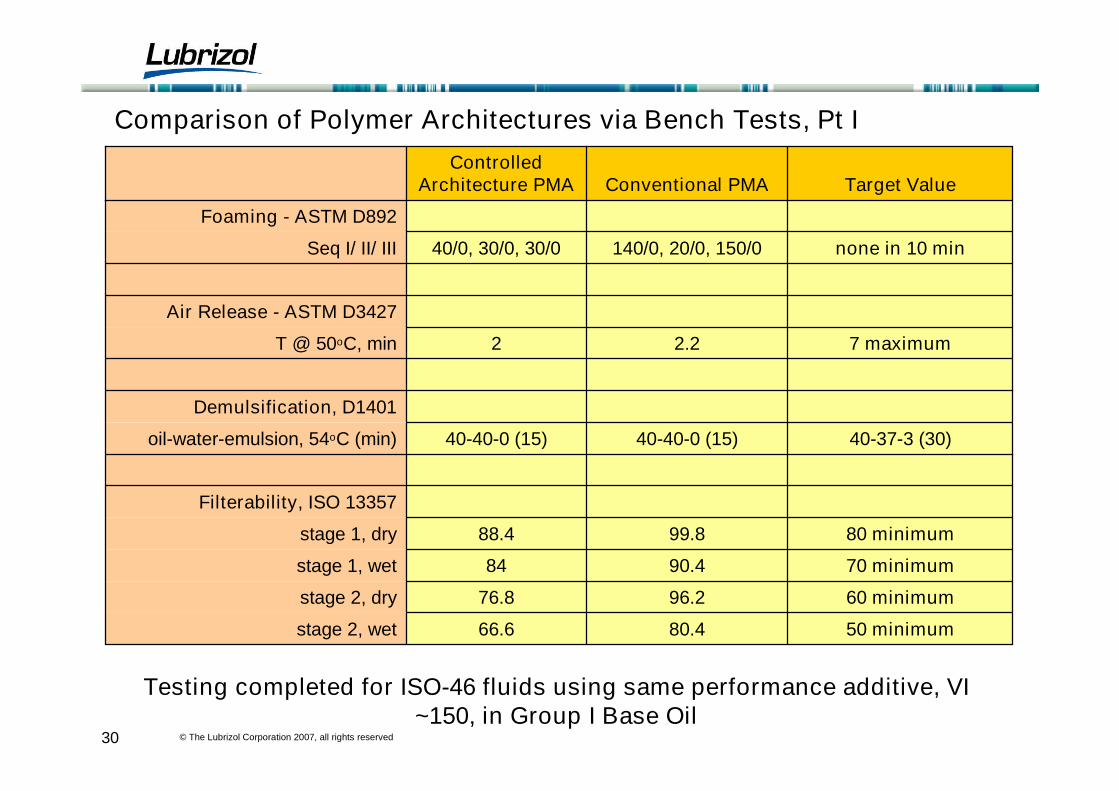
Comparison of Polymer Architectures via Bench Tests, Pt I
Testing completed for ISO-46 fluids using same performance additive, VI~150, in Group I Base Oil
50 minimum80.466.6stage 2, wet
60 minimum96.276.8stage 2, dry
70 minimum90.484stage 1, wet
80 minimum99.888.4stage 1, dry
Filterability, ISO 13357
40-37-3 (30)40-40-0 (15)40-40-0 (15)oil-water-emulsion, 54oC (min)
Demulsification, D1401
7 maximum2.22T @ 50oC, min
Air Release - ASTM D3427
none in 10 min140/0, 20/0, 150/040/0, 30/0, 30/0Seq I/ II/ III
Foaming - ASTM D892
Target ValueConventional PMAControlled
Architecture PMA

© The Lubrizol Corporation 2007, all rights reserved31
Comparison of Polymer Architectures via Bench Tests, Pt II
200 max151182.95Total Cu, mg
100 max4880.8Sludge, mg
1.0 max0.20.26Acid number, mg KOH/g
1000 Hour TOST- ASTM D4310
3A or better1A1BCu appearance
0.20 max0.150.01Cu weight loss, mg/cm2
4.0 max0.28nilWater layer acidity, mg KOH/g
Hydrolytic Stability - ASTM D2619
passpasspassCincinnati Machine rating
2 max11Fe appearance
4 max11Cu appearance
10 max0.40.1Cu weight loss, mg
100 max13.514.3Sludge, mg/100mL
5 max3.32.1Viscosity change %
Thermal Stability (Cincinnati Machine)
Target ValueConventional PMAControlled
Architecture PMA
Performance is similar between the two PMA architectures

© The Lubrizol Corporation 2007, all rights reserved32
Comparison of Polymer Architectures via Bench Tests, Pt III
10 min1112Failure Load Stage
FZG Visual
3A or better1A1BRating – 3h/ 100oC
Copper Strip ASTM D130
passpasspassResult – 24 hours
Rust ASTM D665_B
passpasspassResult – 24hours
Rust ASTM D665_A
Target ValueConventional PMAControlled
Architecture PMA
Bench test conclusion: The two architectures givesimilar, very good results

© The Lubrizol Corporation 2007, all rights reserved33
HFRR Experiments
• HFRR = High FrequencyReciprocating Rig
• Friction and Wear Test• Reciprocating Contact• Ball-on-Flat: Point Contact = Very
High Contact Stresses (~1 GPa)• Stroke: 1mm• Load: 500 grams• Duration: 75 min• Temperature: 15 minutes at 40° C
then ramp to 160° C at 2° C/min• Run on new oil and oil after 20-hr.
KRL shear test simulating used oil
Does polymer architecture affect friction and wear?
© The Lubrizol Corporation 2007, all rights reserved34
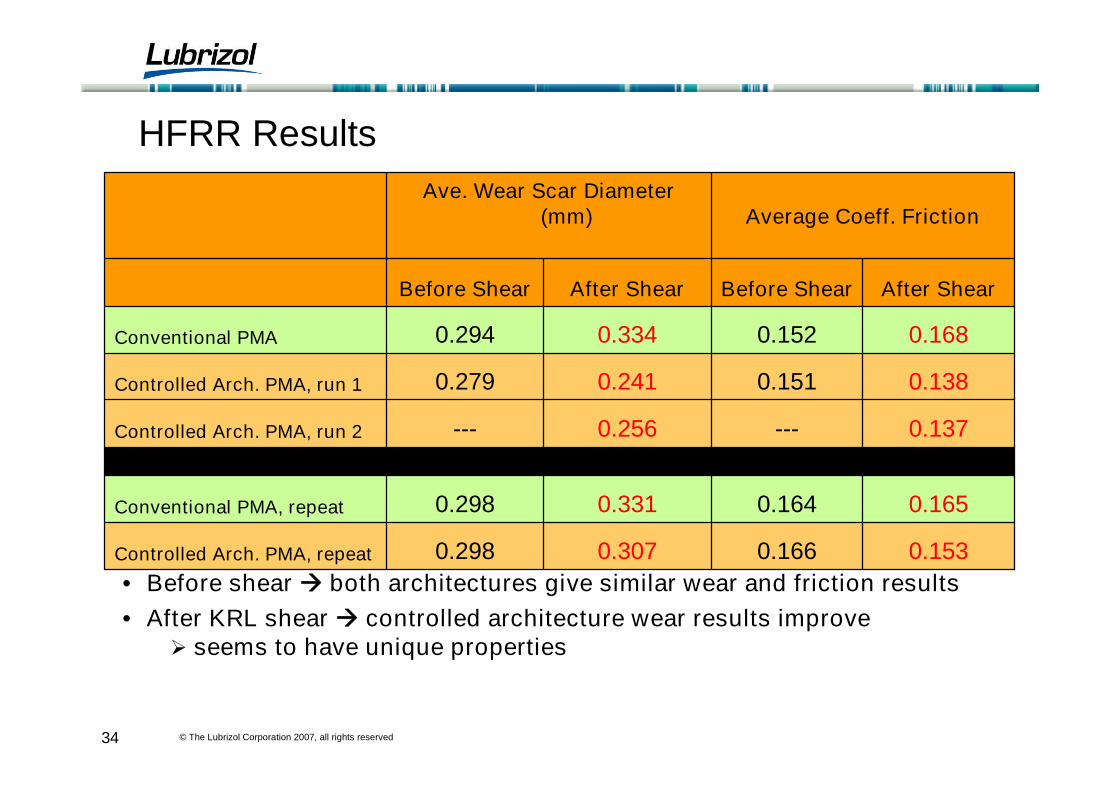
HFRR Results
0.1530.1660.3070.298Controlled Arch. PMA, repeat
0.1650.1640.3310.298Conventional PMA, repeat
0.137---0.256---Controlled Arch. PMA, run 2
0.1380.1510.2410.279Controlled Arch. PMA, run 1
0.1680.1520.3340.294Conventional PMA
After ShearBefore ShearAfter ShearBefore Shear
Average Coeff. FrictionAve. Wear Scar Diameter
(mm)
• Before shear both architectures give similar wear and friction results• After KRL shear controlled architecture wear results improve
seems to have unique properties

© The Lubrizol Corporation 2007, all rights reserved35
An
tiw
ear
Per
form
ance
Borderline
Excellent
• Historically, have seen a range of very good to marginal wear performancewith multigrade fluid PMAs (Polymers A-C)
• Controlled architecture PMA (Polymer D) has given a very good wear resultin Denison vane pump
Denison Vane Pump - Wear Results
0
50
100
150
200
250
300
Polymer A Polymer A Polymer A Polymer B Polymer B Polymer B Polymer C Polymer D
polymer
Wea
r(v
anes
/pin
s/ri
ng
)(m
g)
© The Lubrizol Corporation 2007, all rights reserved36
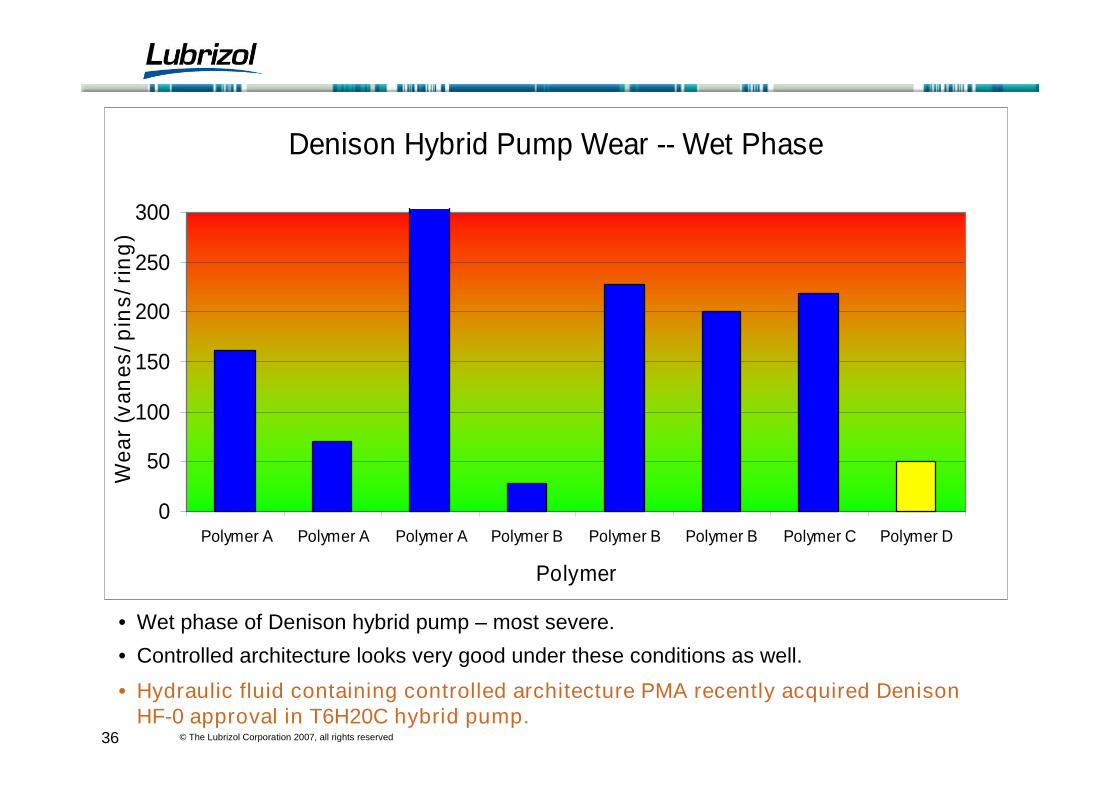
• Wet phase of Denison hybrid pump – most severe.
• Controlled architecture looks very good under these conditions as well.
• Hydraulic fluid containing controlled architecture PMA recently acquired DenisonHF-0 approval in T6H20C hybrid pump.
Denison Hybrid Pump Wear -- Wet Phase
0
50
100
150
200
250
300
Polymer A Polymer A Polymer A Polymer B Polymer B Polymer B Polymer C Polymer D
Polymer
Wea
r(v
anes
/pin
s/ri
ng
)
© The Lubrizol Corporation 2007, all rights reserved37
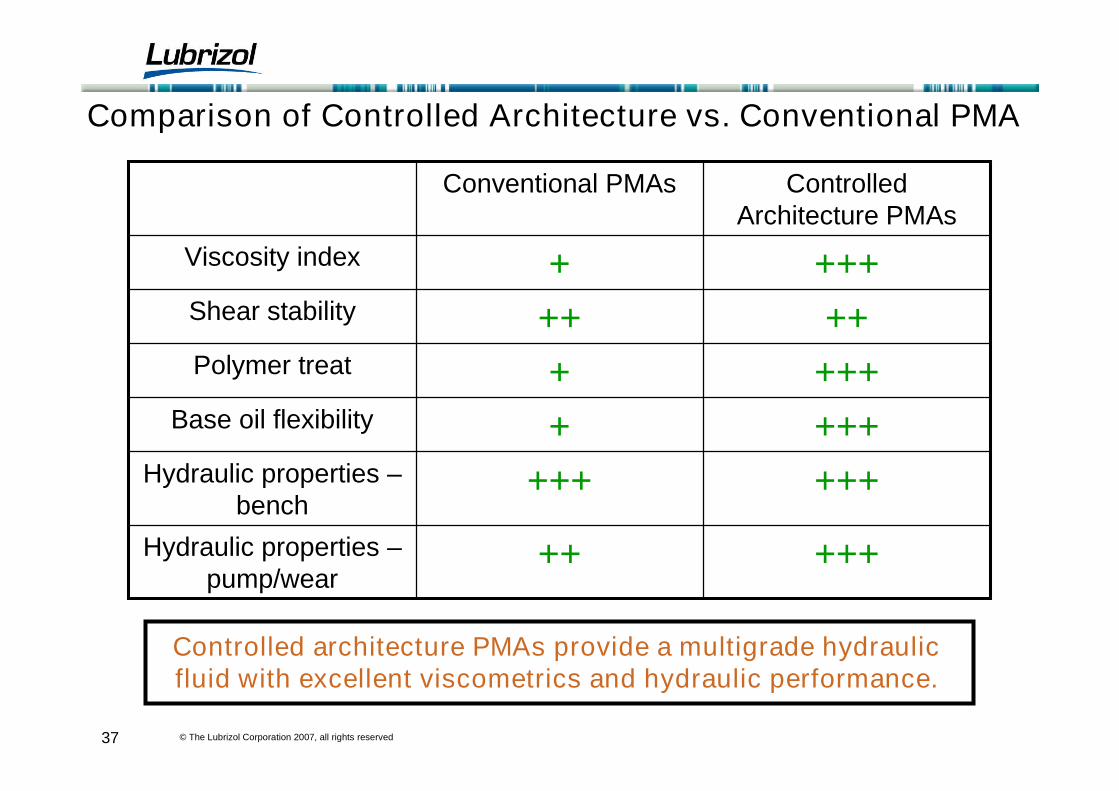
Comparison of Controlled Architecture vs. Conventional PMA
++++Polymer treat
+++++Hydraulic properties –pump/wear
++++++Hydraulic properties –bench
++++Base oil flexibility
++++Shear stability
++++Viscosity index
ControlledArchitecture PMAs
Conventional PMAs
Controlled architecture PMAs provide a multigrade hydraulicfluid with excellent viscometrics and hydraulic performance.
© The Lubrizol Corporation 2007, all rights reserved38
Questions & Answers
Thank you