ndt konferansen 2012 - sitegenndt.sitegen.no/customers/ndt/files/utmattingsforbed.pdf · et –...
TRANSCRIPT

Modige Åpne og ærlige
Lojale
Heinsa Mekaniske
Heggset Engineering
NDT konferansen 2012

Disposisjon
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
TEMA: Utmattingsforbedring av sveiseforbindelser for økt levetid på offshoreinstallasjoner 1. Kort presentasjon av SolidGroup 2. Joint Industry Project – LETS GLOBAL 3. ”Life extension” kort innføring i teori og problemstillinger 4. Inspeksjonsprogram og anvendte metode 5. NDT som aktiv bidragsyter 6. Inspektørens rolle

Lokalt forankret kompetanse med moderne fasiliteter i Kristiansund
Etablert med hovedkontor Kristiansund og representert i Bergen og Trondheim.
Inspeksjons- og vedlikeholdstjenester med spesiell kompetanse på riggenes levetidssyklus, og i henhold til enhver tid gjeldende regelverk
Sterk og tradisjonsrik fabrikasjons og engineering kompetanse
Fokus på multidisipline prosjekter og kort leveringstid
Samlet omsetning på nær 130 millioner og 100 årsverk
Egne fasiliteter, kaianlegg og utstyr bidrar til reduserte kostnader og økt kvalitet
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no

Vi har prosjekter og leveranser innenfor og på tvers av fire forretningsområder
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Non Destructive Testing
Periodisk kontroll
Skrog inspeksjoner
Positive Material
Identification (PMI)
Boretårn inspeksjoner
Kontroll av løfteutstyr
Last testing
Asset Integrity
Management
Fagpersonell kombinert
med tilkomstteknikk:
Ingeniører
Sveisere
NDT inspektører
Elektrikere
m.m.
Anleggstjenester
Løfteoperasjoner
Fallsikring
Operations
Produktutvikling
Konstruksjon
Utredning
Dimensjonering
Dokumentasjon
Maskinering
Stål / sveisearbeid
Sammenstilling
Test / Inspeksjon
Engineering and
Fabrication
Prosjektledelse
Planlegging
HMSK
Virksomhetsstyring
Risikostyring
Fasilitering
Management

Asset Integrity Management
Inspeksjonsprogrammer for Drilling og Subsea utstyr
Inspeksjonsprogrammer for HP og LP rørsystemer
Risiko Basert Inspeksjonsprogrammer (RBI)
Skrog inspeksjoner (SPS og IIP)
Boretårninspeksjoner og DROPS
Videoinspeksjoner (RVI)
Material analyser Positive Material Identification (PMI) Hardness Testing (HT) Strekkfasthet
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Non Destructive Testing (NS-EN473) MT – Magnetic Particle Testing PT – Penetrant Testing ET – Eddy-Current Testing UT – Ultrasonic Testing RT – Radiographic Testing VT – Visual Testing
Vi tilbyr inspeksjon- og integritetstjenester gjennom hele livssyklusen. Vi har også lang erfaring med periodisk kontroll og oppfølging av systemkritiske komponenter. Dette bidrar til forlenget oppe- og levetid og økt sikkerhet.

Joint Industry Project – LETS Global
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
“Structural Life Extension of Offshore Installations in the Norwegian Offshore Sector” Samarbeidspartner: Life Extension of Technical Structures (Nederland/Sverige/Brasil/USA) Inviterte medlemmer: DNV, Statoil, BP, Aker Solutions og Aibel PS ! Mange av sidene er hentet fra dette prosjektet og presentasjoenen er derfor på engelsk The aim of this joint industry project is to standardize the application and benefit of weld improvement methods.

LIFE EXTENSION
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Background Many offshore structures in the Norwegian offshore sector are approaching the end of their original designed service life. Operators are now looking at different alternatives which will enable them to extend the structural service life of their offshore installations. The main alternatives that operators have at hand can be categorized in three groups; 1. structural modification, weld improvement methods and modification of inspection regime.
Structural modification is when steel is added or removed to modify the structure’s stiffness and strength, in order to reduce or relocate fatigue hot-spots.
2. Weld improvement methods are methods that are used to reduce stress concentration, remove crack like flaws and induce compressive stresses in order to extend the fatigue life of welded details without altering the stiffness of the structure as a whole.
3. Modification of inspection regime can be applied when structural details have reached their original intended service life and are therefore subjected to a higher frequency of inspection. The new inspection regime is designed to ensure that fatigue issues are detected at an early stage in order to be able to minimize the damage and/or effect thereof.

LIFE EXTENSION – INSPECTION PROGRAMS
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Typical SIMP (Aker Solutions) programs for mobile offshore units to be a combination of these three categories: It is the intention to implement SIMP (Structural Inspection and Maintenance Program) for the rig to maintain DNV’s approval for operation in 5 years from RS without extended inshore intermediate inspection. SIMP focuses on the fatigue sensitive hot spots of the bracing and columns of the structure. The main strategy is, based on as-is survey and crack/repair history, to use structure reliability analysis for identification of improvements required. Hence, improvements that secures the target reliability level to be maintained during the next 5-year service period without required inshore inspection and maintenance. FEA Analysis - AS-IS Survey – Inspection scope (Hot spots) – Modification scope – Painting scope

LIFE EXTENSION – INSPECTION PROGRAMS
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Method in general: Fatigue Assesment (FEA – Reliability analysis) to locate hot spot areas Inspections (ET, MT, VT & UT) including AS-IS surveys Modifications scope including weld improvements (burr grinding/ ultrasonic peening)
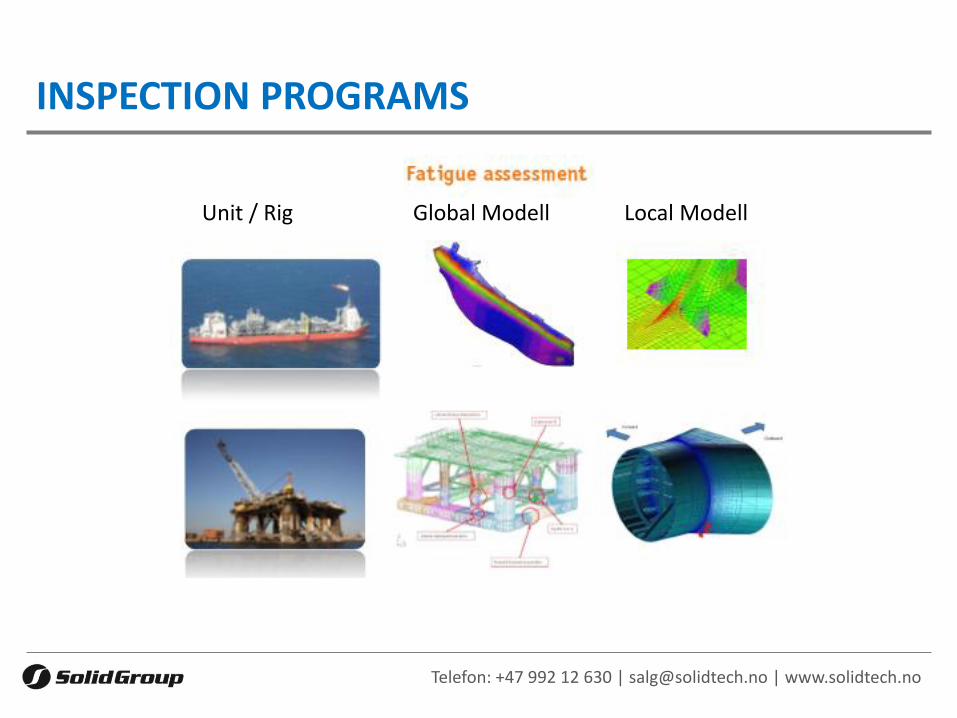
INSPECTION PROGRAMS
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Unit / Rig Global Modell Local Modell

WELD IMPROVEMENTS – BURR GRINDING
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
The method is based upon removing material with a grinder, to create a groove between the plate and the weld, and thereby reducing the stress concentration at the weld toe. The minimum allowed turning speed of the burr is 15 000 RPM variety of burrs, a collection of different shapes and sizes is illustrated by the image below. A smaller burr is often used to create the initial groove into the weld toe. By using a smaller burr the friction between the metal and burr is less, and the initial groove is thereby easier to form.

WELD IMPROVEMENTS – BURR GRINDING
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
The final groove parameters are 0.5-1 mm in depth and a 6mm in radius (see image below)

WELD IMPROVEMENTS – PEENING
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
The ultrasonic peening treated surface will have induced compressive stresses penetrating at least 1mm into the steel. The weld-toe groove created by ultrasonic peening is very much like the one created by burr grinding, the only difference being that there is more material being compressed than removed. The image below illustrates a weld parameters of the groove.

WELD IMPROVEMENTS – PEENING TEST RESULTS
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
The fatigue strenght increased with minimum fourfold:

STRUCTURAL IMPROVEMENTS - EXAMPLE
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Modification details, typical knee plates to be grinded flush/smooth, to soften the transition zones:

INSPECTION SCOPE – HULL INPSPECTION
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Typical inspection scope for IIP & SIMP projects for DNV classified units: • Verification of full pen welds (AS-IS survey) • UT inspection (embedded defects) prior to weld improvements • 100% MT & VT inspection of weld improved areas • Dimensional control and documentation (radius and depth)
• ET/MT/VT inspection of hot spot areas by use of RAT in areas with difficult access • UTM (girth belts) of pontoons and columns
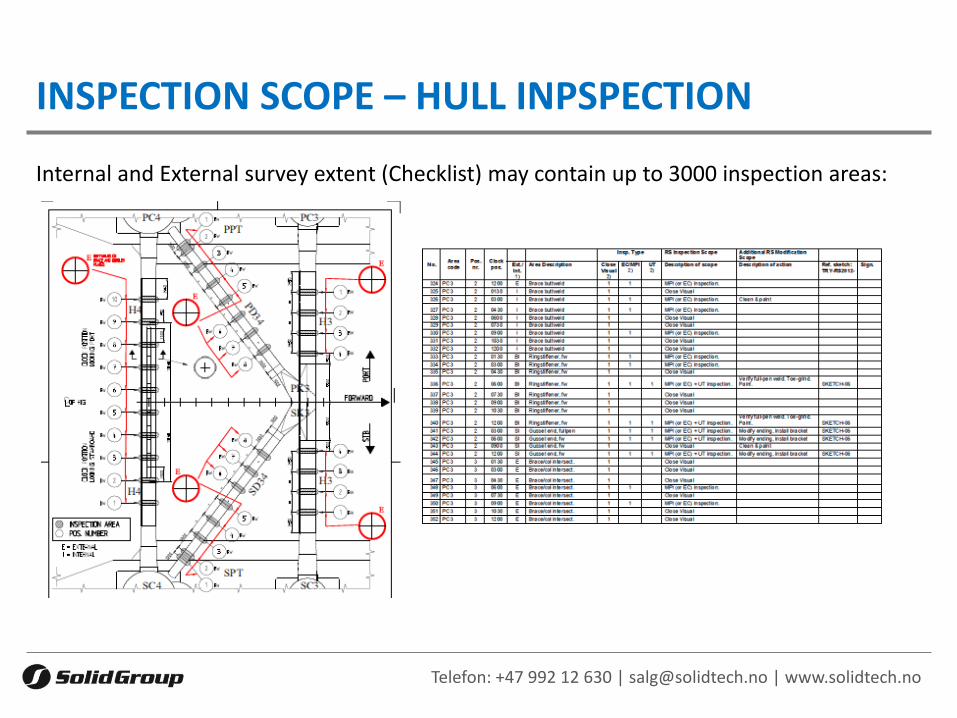
INSPECTION SCOPE – HULL INPSPECTION
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
Internal and External survey extent (Checklist) may contain up to 3000 inspection areas:

INSPECTORS ROLE
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
As the survey may contain up to 3000 inspection areas the inspector needs to navigate in the complex predefined inspections reporting systems and locate the different locations in the lower hull. Some of the external areas need to be inspected with rope access teams, and some of internal areas are in confined spaces and access is through manholes and tanks. The inspection scope also includes inspections as a result of structural modifications and the inspection activities needs to be coordinate and performed in the right sequence. Paint check is also vital to the fatigue life and is included in the inspectors scope of work. Documentations also required picture logs, and signed checklists. All inspectors performing inspection/modification according to SIMP also need a trainig course to familiarize with the intensions and the project requirements and acceptance criteria's. PS! All drawings and clock positions are seen from the CL of the rig.
Takk for oppmerksomheten!
Telefon: +47 992 12 630 | [email protected] | www.solidtech.no
God Plass?? Å ja da.. Inget problem for en lykkelig svenske Født på nytt - Jaja mensann.. Er det ingen som har lite tvættmeddel…