multilayer pipes with integrated leakage monitoring for trenchless technologies
TRANSCRIPT

MULTILAYER PIPES WITH INTEGRATED LEAKAGE MONITORING FOR TRENCHLESS TECHNOLOGIES Thorsten Späth, egeplast W. Strumann GmbH & Co. KG
INTRODUCTION Polyethylene is a modern, environmentally compatible material that displays major potential for the substitution of conventional pipe materials. In the field of underground pipelines, polyethylene has unequivocally asserted itself as the material of choice for pressurised pipe systems. The polyethylene pipe in general is ideal for installation in the ground as it is particularly flexible, allows long sections on account of its drum delivery form, among other forms, can be longitudinally force-lock welded and is permanently leak-proof. A major advantage of the HD-PE pipe is its ability to resist static overloading or soil settlement better than rigid pipe materials. The lasting integrity of the connections, its high operational reliability, low pressure losses due to the smoothness of the pipe wall and the proven long-term behaviour underline the positive attributes of polyethylene pipes, with simultaneously high cost-effectiveness. Since their introduction 50 years ago, compared with those of the first generation, the quality of polyethylene pipes has been consistently improved. The development of the materials in the past equally belongs to the success story of polyethylene pipes such as the improvement of the production procedures, which guarantee a permanent high level of quality. For the currently available polyethylene materials, a product lifespan of 100 years is ensured on account of tests of the long-term creep under internal pressure pursuant to DIN EN ISO 12162, and the standard extrapolation method pursuant to ISO/TR 9080 (1, 2). Next to the enhancement of the long term stability up to 10 MPa the materials were optimized concerning crack-resistance and stabilisation (3). Thanks to the enhanced creep strength, higher operating pressures are now possible. The majority of polyethylene pipes conform to the pertinent standards, such as DIN EN 12201 and DIN EN 1555-2. Installing techniques using a precisely defined pipeline zone and where the surrounding soil is prepared under appliance of the acknowledged rules of technology with a defined sandbed, the pipe is protected (acc. to DIN 4124, DVGW-W 400). Moreover, various trends and applications exist and are evolving that ask for solutions that go beyond the regular standards system and further are able to cope with the future requirements.

CHANGING REQUIREMENTS – A CHALLENGE FOR THE FUTURE The internationalisation and unification of standards, the reissuing of regulations and the changes in law and legislation demand a rethink of pipe manufacturers and a permanent adaptation to the market. The environmental awareness is rising, for instance, and thereby creating new requirements to the monitoring and documentation of existing and new projected pipeline networks. Furthermore, customers themselves have their own specifications and face their own problems concerning pipelines. The manufacturer has to bear this in mind also. Modern trenchless installation techniques yield new possibilities when it comes to renewing existing networks. Pipe installation methods like renovation and rehabilitation, especially through trenchless technologies, are obtaining a growing acceptance compared with the installation in new traces. These techniques are coupled with substantial time and cost savings. Approximately 80 to 90% of the costs of pipeline construction are dictated by the civil and underground engineering costs. Particularly in densely urbanised areas, these costs are dependent on the surface restoration, which not infrequently accounts for 50% of the overall costs (4). Compared with the installation in a protecting sandbed, trenchless technologies demand a greater deal from the applied pipe system. Exceptional properties are required of a pipe if, for example, the pipe is drawn through a drilling channel that is not precisely defined (black box) and in which the pipeline zone cannot be prepared. The soft surface of a polyethylene pipe can be weakened through scorings and notches. Additionally, stones surrounding the pipe lead to local stress concentrations. Next to the higher burden to which a pipe is exposed in alternative installation techniques, the requirements on pipe systems nowadays are rising and are actually quite different. Rising environmental pollution and thereby resulting contamination of ground represent a danger for transported liquids and therefore diffusion-resistant pipe systems are questioned. Moreover an adequate solution for the detection of trenchless installed pipes is also needed. Particularly if a pipe is used to transport sensitive media, the integrity of a pipe laid is often subject to discussion, either directly after installation at the building inspection or in operation later on. For sensible applications, the highest grade of safety like permanent monitoring could be required, e. g. to quickly detect leakage or partial damage. INTELLIGENT MULTILAYER PIPES – THE SOLUTION PROVIDER The growing acceptance of trenchless technologies and the need to cope with the varying customer and market needs forces manufacturers of polyethylene pipes to find different solutions for these changing requirements. The solution is founded in customised, intelligent multilayer pipes with an overall intelligent pipe construction. The combination or individual use of high-quality, crack-resistant materials and different layers or even layer build-ups enhances the anyway existent, excellent properties as well as applications of polyethylene pipes. This enables the adaptation of the pipe system to the

appropriate, differential needs of the customers or even installation methods. Thus, it is possible to find the optimal solution for his specific demand regarding function and purpose of the pipe or the intended installation technology by either adjusting the materials quality or adapting the layer build-up or both. PROTECTIVE COATINGS The solution to the increased requirements concerning the protection of the pipe, especially in trenchless installation, is provided by an additional protective layer. An inner core pipe of polyethylene acc. DIN EN 12201/1555, made of modern PE 100 materials, forms the actual product pipe. This is enclosed in an additional, extremely resistant protective layer made of mineral-reinforced polypropylene. The outer protective layer is colour-coded according to the purpose of the pipe: blue for drinking water, yellow for gas and brown for wastewater (Fig. I).
Such pipes have already been used successfully in trenchless pipeline installation for more than 15 years. The protective coating protects the pressure-bearing pipe against scratches and scoring from external sources. The hardness of the protective coating results from a special blend of materials, mineral microparticles are incorporated in the polypropylene. This permits substantially less abrasion and attrition (Fig. II).
Fig. I: Safety coated pipe
Dep
th o
f sco
re in
mm
Fig. II: Mineral microparticles incorporated in the polypropylene
Fig. III: Abrasion testing of coated pipes
Dep
th o
f sco
re in
mm

The protective coating is more than three times harder than the inner pipe from PE 100 (Fig. III). Thanks to their "hard" shell, coated pipes are particularly suited for renovation or trenchless installation techniques like pipe bursting or directional drilling under hazardous soil conditions, in which severe damage to the soft, unprotected PE pipe would have to be feared.
POINT LOAD RESISTANCE BY MEANS OF CRACK-RESISTANT MATERIALS One thing that all trenchless installation methods have in common is that the new pipe cannot be embedded in sand. When installing a pipe without a sand bed, which is intended to protect the installed pipe from possible damage, the danger arises from point loads in the form of stones, inducing local stress concentration. As the pipe is only designed to resist internal pressure, plastic deformation can occur locally, resulting in cracks on the inner surface of the pipe. For this reason, the pressure-bearing inner pipes need to be made of selected polyethylene materials with extremely high crack resistance – today’s used PE 100 qualities are reaching a crack resistance close to the values of PE-X. This guarantees the full service life of a polyethylene pipe, even without a sand bed. In order to forecast the lifespan of pipes exposed to additional point loads, HESSEL Ingenieurtechnik performed various tests: • In the point load test pursuant to Dr. Hessel, a pipe under internal pressure is additionally
bulged inwards by a point load generated with a ten-millimetre surface stamp. The test temperature amounts to 80 °C in a two-percent aqueous wetting agent solution (Arkopal N100). The test is performed until the specimen reaches the most extreme yield stress and fractures.
Pipe with protective coating Pipe without protective coating
Fig. IV: Comparison of depth of scoring in the pipe surface of PE 100 and coated pipes
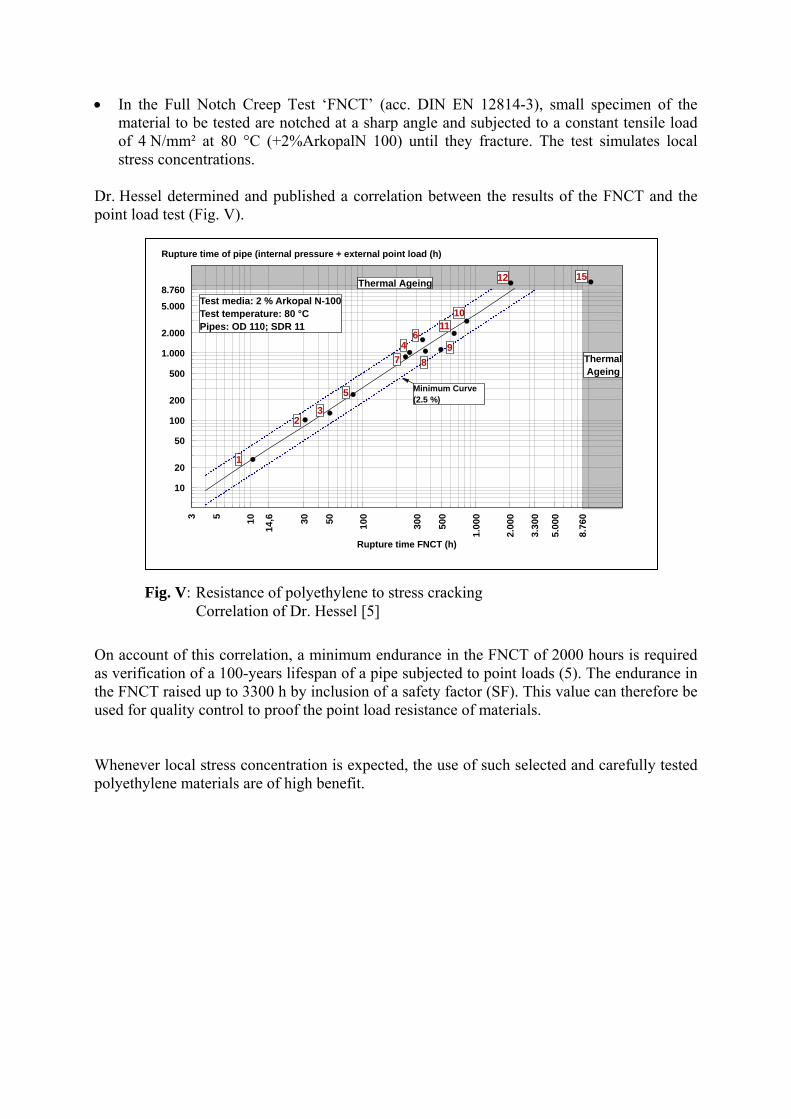
• In the Full Notch Creep Test ‘FNCT’ (acc. DIN EN 12814-3), small specimen of the material to be tested are notched at a sharp angle and subjected to a constant tensile load of 4 N/mm² at 80 °C (+2%ArkopalN 100) until they fracture. The test simulates local stress concentrations.
Dr. Hessel determined and published a correlation between the results of the FNCT and the point load test (Fig. V). On account of this correlation, a minimum endurance in the FNCT of 2000 hours is required as verification of a 100-years lifespan of a pipe subjected to point loads (5). The endurance in the FNCT raised up to 3300 h by inclusion of a safety factor (SF). This value can therefore be used for quality control to proof the point load resistance of materials. Whenever local stress concentration is expected, the use of such selected and carefully tested polyethylene materials are of high benefit.
3 5 10
14,6 30 50 100
300
500
1.00
0
2.00
0
3.30
0
5.00
0
8.76
0
10
20
50
100
200
500
1.000
2.000
5.000
8.760
Rupture time FNCT (h)
Rupture time of pipe (internal pressure + external point load (h)
1
23
47
6
89
1011
12
5
Test media: 2 % Arkopal N-100Test temperature: 80 °CPipes: OD 110; SDR 11
15
Minimum Curve(2.5 %)
Thermal Ageing
Thermal Ageing
Fig. V: Resistance of polyethylene to stress cracking Correlation of Dr. Hessel [5]

PIPE DETECTION In trenchless pipelaying, the parallel installation of a detector strip is virtually impossible. Yet subsequent detection and localisation of a pipeline laid by trenchless installation is often essential for later construction work, especially in inner-city areas where lots of different pipe systems are laid in a close meshed network.
Multilayer pipes with integrated electrical conductors permit the subsequent detection under the ground and can therefore be accurately located for subsequent construction work. The electrical conductors are flown through by an alternating current what constitutes a magnetic field. The detection can take place using standard tracking systems which can be used to locate the pipeline in depth as well as in horizontal position.
PROOF OF INTEGRITY A common feature of all trenchless methods is that, unlike in open trench installation, the pipeline zone cannot be prepared. The pipe is therefore frequently inserted through stony ground or building rubble and, in pipe bursting, through the displaced shards of the old pipe. However, the genuine extent of damage to the pipe surface cannot be assessed and is neither measurable nor visible. Soonest if the pipe passes through an intermediate inspection pit one can imagine to what degree the pipe suffered damages at its overall length. A risk thus exists. To verify during or after pipe insertion, e. g. for building inspection, that the new pipe has not been damaged, pipes with an integrated, electrical conductive damage indicator make it possible to check the integrity of new pressure pipes laid by trenchless installation (6). If during or after pipe insertion the protective outer layer of the pipe is scored right through, the integrated electrical conductive strip under the protective layer will be severed. Applying a test current to the conductive layer and measuring the flow of electricity, a simple continuity checker can provide evidence of the integrity of the new pressure pipe. If the pipe is damaged the electric circuit is disconnected and no current will be registered.
Fig. VI: Detection with standard tracking systems

To summarise, the integrity of a pipeline can be checked using a simple continuity checker. The safety of an installation procedure is improved through a 100%-proof of integrity. A maximum level of safety, even under adverse soil conditions, is provided for both the customer and the contractor. DIFFUSION BARRIER In areas with a high grade of industrial or agricultural activities, in the vicinity of landfills or filling stations, at and around abandoned military sites as well as at river crossing-points, only to cite some examples, the danger of contamination of drinking-water carried in pipelines is obvious. To prevent the ingress of pollutants into the medium, special multilayer pipes combining the advantages of thermoplastic materials and metal materials have been developed. These pipes incorporate a diffusion-resistant barrier layer that is able to prevent permeation of pollutants. Thus it is providing dependable protection of human drinking water against pollution. A useful option opened up by these pipes is to install drinking water and sewage pipes together in a combined line. A further application is the use of such pipes in waste water disposal applications to ensure that groundwater pollutants will be safety contained in the pipe.
Fig. VII: Proof of integrity with a continuity checker

The core is made from polyethylene materials and is enhanced by the incorporation of a layer made from aluminium. This is wrapped around the core pipe and serves as a diffusion barrier. The core pipe and the aluminium layer are protected in turn by a patented outer layer from mineral-reinforced polyethylene (Fig. VIII). The long-term permeation and diffusion measurements and the proof of barrier properties were carried out using bottle tests (Fig. VIII). The pipe was filled with ultra-clean water and immersed in a saturated solution of solvents which were representative for potential contamination. Furthermore, helium diffusion experiments have been accomplished. These serve for the determination of diffusion ways and process through a specific component. Verification of diffusion resistance was carried out by the KIWA Institute, which is an internationally recognised institute for the certification of drinking water systems in the Netherlands. The results of both test prove that the aluminium layer will be a reliable barrier against diffusion for more than 100 years. REINFORCED PIPES FOR HIGH PRESSURE APPLICATIONS The operating pressure of plastic pipes is limited by the long term strength of the materials. Although the minimum required strength (MRS) of polyethylene was increased from 5 to 10 MPa during the last 50 year of use, the maximum operating pressure of today’s PE 100 pipes is 25 bars (SDR 7,4, safety factor 1,25). Multilayer pipes with reinforcing layers of polyester or Kevlar fibres are able to increase the strength of plastic pipes and therefore raise the pressure level up to more than 100 bars (Fig. X).
l h hl h hFig. VIII: Bottle test Fig. IX: Multilayer pipe with diffusion barrier

However, not only reinforcing layers can be used to increase the strength of a pipe. The polymer itself can make it possible to optimise the strength and stability of a pipe by an intelligent integration of oriented structures. PERMANENT MONITORING Sewage and other critical media are mostly transported in underground pipelines. The condition of a buried pipeline can neither be visually assessed nor permanently monitored for leaks. Determining whether such a pipe is undamaged and able to fulfil its function without restriction is no simple task. Beyond this, searching for leaks in an already damaged pipeline is a very expensive business in practice. In most cases, the pipe trench has to be re-excavated with heavy equipment, what often occurs at the wrong position at first. Beyond this, this method is very time-consuming and ultimately incurs enormous costs. In addition, depending on the medium being transported, a serious risk may be posed to the environment. Special triple-layer coated pipes with an electrically conductive layer of aluminium, integrated between a polyethylene pressure pipe and a protective coating, can be permanently monitored for leaks and, in the case of damage; the location of the leakage can take place. This provides a highly cost efficient method and extreme reliability to customers and contractors, required for example in industrial plants where environmentally hazardous materials are transported, but also for the draining of wastewater from drinking water extraction areas. It can also be used for the safe installation of critical pipelines, such as high-pressure gas pipelines using trenchless installation.
Fig. X: Soluforce RTP (Source: Pipelife)

An electrical current is applied to the aluminium layer and the resistance to a measuring contact inserted in the soil is measured (Fig. XI). If the pipe will be damaged, the change in the electrical resistance can be used to permanently monitor the pipeline upon a leakage. The subsequent location is performed under use of soil spikes with sensors. If a cable with sensors is laid alongside the pipeline, the location of any damage can be indicated to the nearest 10 cm as soon as it occurs. A method like this is appropriate where the surface of the ground above the pipeline is completely sealed and it is not possible to insert soil spikes afterwards. To sum up, the system enables a continuous pipe monitoring besides the possibility to locate the damage. PROJECTS Directional drilling of a gas pipeline in Prague, Czech Republic PRAZSKA PLYNARENSKA, a.s. (gas works Prague) 632 m of egeplast SLM® 2.0 DCT, OD 160, SDR 17
Fig. XI: Permanent pipeline monitoring
Fig. XII: Multilayer pipe with integrated monitoring system

Renovation of a glass reinforced plastic pipeline with burstlining Fővárosi Vízművek Rt. (water works Budapest), Hungary 572 m of egeplast SLM® 2.0, OD 315, SDR 17
Relining of a legacy grey cast-iron pipeline with SLM®2.0 safety coated pipes 200 m of egeplast SLM® 2.0, OD 280, SDR 11, Germany
SUMMARY Modern plastic materials and multilayer pipe structures make it possible to design and adapt pipes to the most challenging requirements. Considerable cost savings with an additional gain in safety can be realised with no-dig technologies. Integrity proof gives assurance to the pipeline operator. The possibility for permanent monitoring opens the road for plastic pipes in new high sensible and demanding applications. Therefore new applications are conquered by intelligent pipe structures and establish new markets. One of the last domains reserved for traditional materials, high pressure applications are opened for plastics by using intelligent reinforcements with highly oriented polymer fibres like Kevlar. Certainly, a lot of new reinforced thermoplastic pipes (RTP) are in development. Several new applications are imaginable in the future. LITERATURE 1. U. Schulte, Kunststoffe, 1997, 203-206 2. K. Wernicke, „100 Jahre Nutzungsdauer für Rohre aus PE-HD“, 2000, Vortrag
Kunststoffrohrtage Wiesbaden 3. U. Schulte: Kunststoffe, 2006, 46-49 4. A. Hügging in: 3R international, 2000, Issue 9-10, 602-607 5. 3R international 40 (2001) Special Plastic Pipes, Pages 4-12 6. M. Rameil, R. Kotzur, T. Späth, J. Hessel in: 3R international, 5/2004, Issue 4, 226-231