multi-objective, integrated supply chain design and
TRANSCRIPT

The Pennsylvania State University
The Graduate School
Department of Industrial and Manufacturing Engineering
MULTI-OBJECTIVE, INTEGRATED SUPPLY CHAIN
DESIGN AND OPERATION UNDER UNCERTAINTY
A Dissertation in
Industrial Engineering and Operations Research
by
Christopher James Solo
2009 Christopher James Solo
Submitted in Partial Fulfillment of the Requirements
for the Degree of
Doctor of Philosophy
August 2009

The dissertation of Christopher James Solo was reviewed and approved* by the following:
A. Ravindran Professor of Industrial Engineering and Affiliate Professor of IST School Industrial and Manufacturing Engineering Dissertation Advisor Chair of Committee
Soundar R.T. Kumara Allen E. Pearce/Allen M. Pearce Chaired Professor Industrial and Manufacturing Engineering
M. Jeya Chandra Professor of Industrial and Manufacturing Engineering Industrial and Manufacturing Engineering
Susan H. Xu Professor of Management Science and Supply Chain Management Supply Chain and Information Systems
A. Ravindran Interim Department Head Industrial and Manufacturing Engineering
*Signatures are on file in the Graduate School

iii
ABSTRACT
This research involves the development of a flexible, multi-objective optimization
tool for use by supply chain managers in the design and operation of manufacturing-
distribution networks under uncertain demand conditions. The problem under
consideration consists of determining the supply chain infrastructure; raw material
purchases, shipments, and inventories; and finished product production quantities,
inventories, and shipments needed to achieve maximum profit while fulfilling demand
and minimizing supply chain response time. The development of the two-phase
mathematical model parallels the supply chain planning process through the formulation
of a strategic submodel for infrastructure design followed by a tactical submodel for
operational planning. The deterministic strategic submodel, formulated as a multi-period,
mixed integer linear programming model, considers an aggregate production planning
problem in which long-term decisions such as plant construction, production capacities,
and critical raw material supplier selections are optimized. These decisions are then used
as inputs in the operational planning portion of the problem. The deterministic tactical
submodel, formulated as a multi-period, mixed integer linear goal programming model,
uses higher resolution demand and cost data, newly acquired transit time information, and
the previously developed infrastructure to determine optimal non-critical raw material
supplier selections; revised purchasing, production, inventory, and shipment quantities;
and an optimal profit figure. The supply chain scenario is then modified to consider
uncertain, long-term demand forecasts in the form of discrete economic scenarios. In this
case, a multi-period, mixed integer robust optimization formulation of the strategic

iv
submodel is presented to account for the probabilistic demand data. Once the stochastic
strategic submodel is presented, short-term, uncertain demand data is assumed to be
available in the form of continuous probability distributions. By modifying decision
makers’ objectives regarding demand satisfaction, the distribution-based demand data is
accounted for through the development of a multi-period, mixed integer chance-
constrained goal programming formulation of the tactical submodel. In order to
demonstrate the flexibility of both the deterministic and stochastic versions of the overall
two-phase model, numerical examples are presented and solved. The resulting work
provides supply chain managers with a flexible tool that can aid in the design and
operation of real-world production-distribution networks, where uncertain demand data is
available at different times and in various forms.

v
TABLE OF CONTENTS
Chapter 1 INTRODUCTION, MOTIVATION, AND PROBLEM STATEMENT ...1
Chapter 2 LITERATURE REVIEW ...........................................................................13
2.1 Multi-echelon supply chain modeling.............................................................14 2.2 Multi-objective deterministic supply chain modeling ....................................16
2.2.1 Deterministic supply chain optimization using goal programming......19 2.3 Supplier selection techniques..........................................................................20 2.4 Handling uncertainty in supply chain problems .............................................22
2.4.1 Robust optimization for supply chain problems under uncertainty......24 2.4.2 Stochastic goal programming for supply chain problems under
uncertainty ..............................................................................................29 2.6 Summary .........................................................................................................33
Chapter 3 SINGLE PRODUCT, MULTI-OBJECTIVE, DETERMINISTIC SUPPLY CHAIN MODEL...................................................................................35
3.1 Problem and model overview .........................................................................35 3.2 Notation...........................................................................................................39 3.3 Strategic submodel..........................................................................................41
3.3.1 Strategic submodel objective function..................................................43 3.3.1.1 Plant construction costs ..............................................................44 3.3.1.2 Fixed operating costs for plants and warehouses .......................44 3.3.1.3 Raw material costs......................................................................45 3.3.1.4 Variable production costs ...........................................................46 3.3.1.5 Production quantity change costs ...............................................47 3.3.1.6 Shipping costs for raw materials and finished products .............48 3.3.1.7 Holding costs for raw materials / finished products at plants
and warehouses................................................................................49 3.3.2 Strategic submodel constraints .............................................................50
3.3.2.1 Raw materials supplier selection and availability ......................50 3.3.2.2 Plant construction decisions .......................................................52 3.3.2.3 Plant capacity..............................................................................52 3.3.2.4 Production quantity changes.......................................................53 3.3.2.5 Plant flow conservation (raw materials) .....................................53 3.3.2.6 Plant raw material storage capacity ............................................54 3.3.2.7 Plant flow conservation (finished products) ...............................55 3.3.2.8 Plant finished product storage capacity ......................................55 3.3.2.9 Warehouse flow conservation (finished products) .....................56 3.3.2.10 Warehouse capacity and selections ..........................................57 3.3.2.11 Ending inventory requirement ..................................................58 3.3.2.12 Demand.....................................................................................58
3.3.3 Strategic submodel summary................................................................61

vi
3.4 Tactical submodel ...........................................................................................62 3.4.1 Additional notation ...............................................................................65 3.4.2 Tactical submodel goal constraints.......................................................66
3.4.2.1 Profit optimization goal constraint .............................................66 3.4.2.2 Construction costs.......................................................................67 3.4.2.3 Fixed operating costs for plants and warehouses .......................68 3.4.2.4 Raw material costs......................................................................68 3.4.2.5 Variable production costs ...........................................................69 3.4.2.6 Production quantity change costs ...............................................69 3.4.2.7 Shipping costs for raw materials and finished products .............69 3.4.2.8 Holding costs for raw materials / finished products at plants
and warehouses................................................................................70 3.4.3 Total weighted transit time goal constraint...........................................71 3.4.4 Customer demand non-traditional goal constraint................................72 3.4.5 Tactical submodel regular constraints ..................................................73
3.4.5.1 Raw materials supplier selection and availability ......................73 3.4.5.2 Production capacity ....................................................................75 3.4.5.3 Production quantity changes.......................................................76 3.4.5.4 Plant flow conservation (raw materials) .....................................77 3.4.5.5 Plant raw material storage capacity ............................................77 3.4.5.6 Plant flow conservation (finished products) ...............................78 3.4.5.7 Plant finished product storage capacity ......................................78 3.4.5.8 Warehouse flow conservation (finished products) .....................79 3.4.5.9 Warehouse capacity....................................................................80 3.4.5.10 Ending inventory requirement ..................................................81
3.4.6 Tactical submodel objective function ...................................................81 3.4.7 Tactical submodel summary .................................................................86
3.5 Numerical example .........................................................................................87 3.5.1 Input data ..............................................................................................89 3.5.2 Preemptive goal programming solution technique ...............................92 3.5.3 Results...................................................................................................93
3.6 Deterministic model summary ........................................................................100
Chapter 4 SCENARIO-BASED, MULTI-OBJECTIVE, STOCHASTIC STRATEGIC SUBMODEL........................................................102
4.1 Introduction.....................................................................................................102 4.2 Stochastic optimization review .......................................................................104 4.3 Robust optimization review ............................................................................106 4.4 Notation...........................................................................................................111 4.5 Constraints ......................................................................................................114
4.5.1 Warehouse flow conservation (finished products) ...............................114 4.5.2 Warehouse capacity and selections.......................................................115 4.5.3 Ending inventory requirement ..............................................................116 4.5.4 Customer demand non-traditional goal constraint................................116

vii
4.6 Objective function formulation.......................................................................117 4.6.1 Profit terms ...........................................................................................118
4.6.1.1 Shipping costs for raw materials and finished products ............119 4.6.1.2 Holding costs for raw materials / finished products at plants
and warehouses................................................................................120 4.6.1.3 Expected total profit ...................................................................121 4.6.1.4 Weighted profit variance term....................................................121
4.6.2 Infeasibility penalty term ......................................................................122 4.6.3 Overall objective function formulation.................................................123
4.7 Overall formulation.........................................................................................124 4.8 Numerical example .........................................................................................127
4.8.1 Input data ..............................................................................................128 4.8.2 Results...................................................................................................129 4.8.3 Comparison with the deterministic strategic submodel solution ..........132
4.9 Stochastic strategic submodel summary .........................................................135
Chapter 5 DISTRIBUTION-BASED, MULTI-OBJECTIVE, STOCHASTIC TACTICAL SUBMODEL ..........................................................137
5.1 Introduction.....................................................................................................137 5.2 Chance-constrained goal programming review ..............................................139 5.3 Notation...........................................................................................................142 5.4 Goal constraints...............................................................................................143
5.4.1 Customer demand goal constraint.........................................................144 5.4.2 Profit optimization goal constraint .......................................................149 5.4.3 Total weighted transit time goal constraint...........................................150
5.5 Ending inventory chance constraint ................................................................150 5.6 Regular constraints..........................................................................................154 5.7 Objective function and overall formulation ....................................................154 5.8 Numerical example .........................................................................................157
5.8.1 Input data ..............................................................................................158 5.8.2 Results...................................................................................................163
5.9 Stochastic tactical submodel summary ...........................................................170
Chapter 6 CONCLUSIONS AND FUTURE WORK.................................................172
6.1 Summary .........................................................................................................172 6.2 Future research................................................................................................176
Bibliography.................................................................................................................179

viii
LIST OF FIGURES
Figure 1-1: Notional supply chain configuration. ........................................................4
Figure 3-1: Inputs and outputs of strategic and tactical submodels. ............................38
Figure 3-2: Example supply chain scenario. ................................................................88
Figure 3-3: Profit goal achievement as a percentage of goal target. ............................97
Figure 3-4: Demand goal achievement as a percentage of goal target........................99
Figure 4-1: Total demand satisfaction by scenario and market. ..................................131
Figure 4-2: Tradeoff between expected total profit and expected unsatisfied demand. .................................................................................................................132
Figure 5-1: Standard normal plot for demand chance constraint. ................................146
Figure 5-2: Standard normal plot for ending inventory chance constraint. .................153
Figure 5-3: Profit goal achievement as a percentage of goal target. ............................165
Figure 5-4: Notional demand goal achievement as a percentage of goal target. .........166

ix
LIST OF TABLES
Table 2-1: Multi-objective and stochastic characteristics of selected supply chain papers. ...................................................................................................................33
Table 3-1: Strategic submodel cost ranges...................................................................90
Table 3-2: Plant costs and capacities............................................................................90
Table 3-3: Warehouse costs and capacities..................................................................91
Table 3-4: Market demand (units)................................................................................91
Table 3-5: Numerical example model size (profit first)...............................................93
Table 3-6: Critical raw material supplier selections.....................................................94
Table 3-7: Warehouse operating schedule. ..................................................................94
Table 3-8: Strategic submodel optimal production quantities. ....................................95
Table 3-9: Tactical submodel production capacities....................................................95
Table 3-10: Tactical submodel optimal production (profit first). ................................96
Table 3-11: Tactical submodel optimal production (demand first)..............................97
Table 3-12: Production change as demand goal replaces profit goal as top priority. ..98
Table 3-13: Demand shortages (profit first/demand first.) ..........................................99
Table 4-1: Market demand (units)................................................................................128
Table 4-2: Critical raw material supplier selections.....................................................129
Table 4-3: Warehouse operating schedule. ..................................................................129
Table 4-4: Stochastic strategic submodel optimal production quantities.....................130
Table 4-5: Stochastic strategic submodel demand shortages. ......................................130
Table 4-6: Shortages/excess deliveries relative to stochastic demand.........................133
Table 5-1: Market demand (units)................................................................................159
Table 5-2: Confidence levels for meeting demand (chance-constrained goals.) .........160

x
Table 5-3: Tactical submodel production capacities....................................................162
Table 5-4: Numerical example model size (profit first)...............................................163
Table 5-5: Tactical submodel optimal production (profit first). ..................................164
Table 5-6: Tactical submodel optimal production (demand first)...............................165
Table 5-7: Demand shortages (profit first/demand first.) ............................................167
Table 5-8: Actual probabilities of meeting demand goals. ..........................................169

xi
ACKNOWLEDGMENTS
Penn State’s legendary football coach Joe Paterno once said, “Believe deep down
in your heart that you’re destined to do great things.” Such confidence in one’s own self,
coupled with guidance from those who have gone before you and the support of those
who go alongside you, can indeed lead to great things. A few words can hardly express
my gratitude to those people who made this accomplishment possible. First, I thank
those who have travelled this road before me. Without the guiding wisdom and academic
expertise of my research advisor, Dr. A. Ravi Ravindran, along with the insightfulness
and support of the research committee members, I am certain I would have lacked the
knowledge and focus necessary to successfully complete this research. Next, I thank
those who travelled this road alongside me. Enduring the late nights, odd schedule, and
(surely) uninteresting dinner conversations regarding coding errors and formulation
difficulties, my wife and children provided more support and encouragement than I could
have ever hoped for. I am truly humbled by the selflessness and love they’ve shown
throughout this adventure. Thank you—Susie, Michael, and Molly—for helping me
believe in myself and achieve a great thing.
Christopher J. Solo
The views expressed in this dissertation are those of the author and do not
reflect the official policy or position of the United States Air Force,
Department of Defense, or the United States Government.

1
Chapter 1
INTRODUCTION, MOTIVATION, AND PROBLEM STATEMENT
With the ongoing evolution of a truly global marketplace, firms continue to find
that designing and operating an efficient supply chain are essential to meeting customer
demands and maximizing profits in today’s competitive and often uncertain business
environment. Clearly, firms that provide products of similar type and quality can gain a
significant business advantage in satisfying those needs by way of faster, cheaper, and
more reliable manufacturing and distribution networks. While there have been many
advancements in the field of supply chain management (SCM) over the past 25 years,
businesses continually seek better ways to deliver products and improve profitability.
In this dissertation, the optimal design and operation of a multi-period, multi-
echelon supply chain, consisting of suppliers, manufacturing facilities, warehouses, and
retailers, and responsible for the manufacture, storage, and distribution of a single
product, is considered. The objective of this research is to develop and optimize a
mathematical model representing the design and operation of this manufacturing and
distribution network when multiple objectives and uncertain/random parameters are taken
into consideration. The problem considered here is further characterized by the need to
make important supply chain decisions as additional or more detailed information
becomes available. The resulting model and solution methodology will provide supply
chain managers with a flexible tool that can be customized to particular supply chain
scenarios, giving both supply chain designers and operators a framework for developing

2
and managing supply chains that realistically reflect the many goals and uncertainties
inherent in far-reaching logistics networks.
The following paragraphs introduce the reader to basic supply chain management
concepts, describe the general makeup of the supply chain under study in this research
effort, discuss the advantages and drawbacks of supply chain managers’ consideration of
multiple objectives, and detail the necessity of and difficulties involved with
incorporating uncertainty into supply chain design and operation. The plan for model
development and solution is then discussed, and the organization of the remaining
chapters is outlined.
A supply chain has been defined as an integrated process, with both a forward
flow of materials and a backward flow of information, that involves suppliers,
manufacturers, distributors, and retailers working together to acquire raw materials,
convert them into final products, and deliver the final products to retailers (Beamon,
1998). Beamon (1998) further describes a supply chain as the combination of two basic,
integrated processes. The first, called the Production Planning and Inventory Control
Process, involves manufacturing and storage processes for raw materials, work-in-
process, and finished products. The second, called the Distribution and Logistics
Process, includes inventory retrieval, transportation to distribution centers and/or
retailers, and final product delivery. Clearly, these two processes are closely connected,
and careful planning for and execution of one process can have a profound effect on the
other. It follows that supply chain management includes planning for both the design and
operation of a production-distribution network, with the length of the time horizon
distinguishing the three generally agreed upon levels of planning. Strategic planning

3
refers to supply chain design decisions with time horizons of one or more years, while
operational planning involves short-term (e.g., hours or days) production and
transportation decision-making. Tactical planning typically refers to those decisions
corresponding to a time horizon falling between that of strategic and operational planning
(Vidal and Goetschalckx, 1997). Harrison (2001) defines supply chain design as “the
process of determining the supply chain infrastructure—the plants, distribution centers,
transportation modes and lanes, production processes, etc. that will be used to satisfy
customer demands.” In a more detailed description by Vidal and Goetschalckx (1997),
the strategic design of a supply chain includes the determination of the number, location,
capacity and type of manufacturing plants and warehouses to use; the set of suppliers to
select; the transportation channels to use; the amount of raw materials and products to
produce and ship among suppliers, plants, warehouses, and customers; and the amounts
of raw materials, intermediate products, and finished goods to hold at various locations in
inventory. Once strategic design decisions have been made, planners can focus on the
shorter term aspects of a supply chain.
Tactical and operational planning, or supply chain execution, includes the
determination of inventory policies, manufacturing schedules, and transportation plans
(Harrison, 2001). These shorter term aspects of supply chain planning are more
associated with day-to-day operations and are likely to involve less uncertainty than that
found in strategic design.
While it is important to consider the strategic, tactical, and operational levels of
supply chain planning, the integration of the various stages of a supply chain is another
key ingredient to overall supply chain success. Tan (2001), citing several references on

4
the subject, describes an integrated supply chain as one that seamlessly incorporates
manufacturing processes and logistics functions and coordinates information and material
flows between suppliers, manufacturers, and customers. Despite the apparent importance
of evaluating the performance of an integrated supply chain, most studies focus on only
one aspect of a supply-production-distribution system, such as procurement, production,
transportation, or scheduling (Sabri and Beamon, 2000). In order to provide decision
makers with an end-to-end view of the supply chain, this research effort will integrate the
full spectrum of supply chain entities, from raw material suppliers to customer markets
(i.e., retailers).
S
P
WHM
S = supplierP = plantWH = warehouseM = market
S
S
S
…
P
P
…
WH
WH
WH
…
M
M
M
…
Figure 1-1: Notional supply chain configuration.

5
Figure 1-1 provides the basic layout of the supply chain under consideration in
this research effort. The information flow in the supply chain originates at the retailers,
where known or forecasted customer demand is translated into order quantities sent to the
distribution centers. This information may be shared throughout the supply chain, as
opposed to remaining solely between the retailers and distribution centers.The material
flow in the supply chain originates at the suppliers, who may represent raw material
providers or subassembly/component manufacturers. In either case, the manufacturing
facilities depend upon some subset of these suppliers to provide material input into the
primary manufacturing/assembly process. Once required supply quantities are
determined, the raw materials and/or subassemblies/components are shipped to the
manufacturing facilities, whose output is the finished product. Due to the assumed lack
of storage space at retailers’ locations, the finished products are shipped to distribution
centers or warehouses, where inventory is held until orders are received from the
retailers. Once orders are received at the warehouses, finished products are shipped to
the retailers to satisfy customer demand.
The efficiency and/or effectiveness of a proposed or existing supply chain is
generally evaluated by means of one or more performance measures. Beamon (1998)
categorizes supply chain performance measures as either quantitative (e.g., cost or lead
time minimization) or qualitative (e.g., maximization of flexibility or customer
satisfaction.) Depending on the particular supply chain scenario considered, an infinite
number of performance measures or objectives can be conceived. Even the most popular
and general supply chain objective, the minimization (maximization) of overall costs
(profits), can have several variations. For instance, Chen, et al. (2003) propose a multi-

6
objective production planning and distribution model in which one of the objectives is to
ensure a fair profit distribution among the different enterprises making up the supply
chain. Recognizing the importance of supply chain objectives other than profit
maximization, Fisher, et al. (1997) cite the reduction of lead time as a way to better
match supply with uncertain demand, observing that decreased lead time allows for more
efficient utilization of resources, such as production capacity. As noted by Chen and Lee
(2004), however, the design and planning of a supply chain usually involves tradeoffs
among conflicting objectives. Beamon (1998) suggests that a single performance
measure will not be adequate for the evaluation of an entire supply chain, adding that a
system or function of performance measures will more likely provide an accurate
assessment of a supply chain’s performance. Regardless of the type of performance
measure that is evaluated, therefore, businesses should not succumb to the temptation of
considering only a single measure or objective when designing and operating supply
chains. According to Min and Zhou (2002), future supply chain models should be multi-
objective in nature and incorporate joint procurement, production, and inventory planning
decisions that consider tradeoffs among total cost, customer service, and lead time.
Given the wide variety of multiple objective optimization techniques that are available to
planners, many existing models can certainly be expanded to consider additional
conflicting objectives, making solutions to the design and operation of supply chains
much more practical and related to real-world situations. In this research, multiple
objectives will be considered at various levels (e.g., strategic and tactical) in an effort to
realistically represent decision makers’ goals in the planning and operation of a multi-
echelon supply chain.

7
While making strategic, tactical, and operational level decisions to achieve
multiple objectives in a supply chain that spans multiple stages may seem to provide a
difficult enough problem, businesses must also incorporate the aspect of uncertainty into
all three levels of planning. While demand forecasts or supplier contracts may provide
some comfort in terms of supply/demand stability, supply chain decision makers are
always faced with the unknown in terms of unexpected disruptions or variability due to
economic factors, natural or manmade disasters, human or mechanical errors, and so on.
Furthermore, the long time horizons involved in the planning, establishment, and
subsequent operation of a supply chain require strategic decisions, such as those
involving production or storage facility infrastructure, to be made before information on
random events is known (Alonso-Ayuso, et al., 2003). Therefore, it is advantageous to
consider uncertainty throughout the supply chain management process. Such uncertainty
may manifest itself in supply availability, raw material costs, production costs,
production capacities, lead times, transportation costs, demand levels, product prices, etc.
According to Lee (2002), uncertainty in the supply chain can be characterized as
either demand or supply uncertainty. On the demand side, Lee (2002) explains that
functional products, such as basic foods and household consumable items, have long
product life cycles and stable demand, while innovative products, such as fashion apparel
and high-end computers, tend to have shorter life cycles and highly unpredictable
demand. On the supply side, uncertainty may be determined by the level of stability in
the supply process. For instance, a mature manufacturing process with an established
supplier base may be considered a stable supply process, whereas a developmental
manufacturing process with a limited supply base constitutes an evolving and therefore

8
more uncertain supply process. Even a stable supply process, however, can experience
significant disruptions, as was the case when hurricanes Katrina and Rita ravaged the
chemical production industry along the Gulf Coast of the United States in 2005 (Prema
and Stundza, 2005). Furthermore, the nature of supply or demand uncertainty may be
known to varying degrees. For instance, demand levels for a product may be known to
follow a certain probability distribution or may simply be known to fall within a given
range. Regardless of the source or expression of uncertainty, planners must find ways to
account for uncertainty both in the design and operation of any supply chain network.
Guillén, et al. (2005) observe that demand is the most important and extensively
studied source of uncertainty in the supply chain literature. The authors further
acknowledge the appropriateness of incorporating demand uncertainty into supply chain
modeling due to supply chain planning’s primary goal of meeting customer needs. While
demand quantities may have an element of certainty in them (e.g., minimal order
quantities), the sum of firm orders and uncertain forecasts can contribute to the
randomness inherent in many supply chain problems (Petrovic, et al., 1999).
Likewise, the supply of raw materials and supply deliveries among various
facilities within a supply chain may introduce a further aspect of uncertainty into a supply
chain (Petrovic, 1999). Petrovic, et al. (1999) cite machine breakdowns and quality
problems as just two sources of production uncertainty. As noted earlier, supply
uncertainty may result from immaturity in the manufacturing process and the underlying
technology (Lee, 2002). Lee (2002) discusses several strategies for supply uncertainty
reduction, including free exchanges of information between manufacturers and suppliers,
early design collaboration with suppliers, and the use of supplier hubs.

9
Based on the above discussion, it would appear natural that randomness in
supply and/or demand is the most widely studied type of uncertainty in supply chain
management problems. However, as Liu and Sahinidis (1997) observe, decision makers
must also consider uncertainties in the costs of operations, investment costs of processes,
and the budgets of capital investments. Chen and Lee (2004) observe that product prices
are often treated as known parameters and seldom considered as sources of uncertainty in
supply chain problems. In the strategic planning case, Alonso-Ayuso, et al. (2003) note
that the inherently longer planning horizons naturally lead to uncertain product net profit,
raw material costs, and (to a lesser extent) production costs. Li and Kouvelis (1999)
discuss several sources of price uncertainty, including exchange rate fluctuations,
hyperinflation in some developing countries, and the sourcing of commodity inputs.
While randomness in costs and prices may have a profound impact on
profitability, uncertainty in lead times is another important factor to be considered in the
optimization of supply chain design and operation. Defined as the length of time
between the point when an order for an item is placed and when the item is available to
the customer (Sabri and Beamon, 2000), lead time may contribute to the inherent
uncertainty in supply chain modeling. Petrovic (2001) suggests that lead time, which
includes order processing time, production time, and/or transportation time, may be
difficult to accurately quantify. Weng and McClurg (2003) further propose that uncertain
delivery times may be caused by capacity constraints, scheduling difficulties, uncertain
material supplies and production processes, and quality problems. In an attempt to
accurately portray real-world uncertainties in supply chain design and planning, this
research will consider the inherent randomness of customer/market demand when it is

10
available in different forms at different times. Specifically, the model developed here
will incorporate uncertain demand data when it is known via discrete economic scenarios
(i.e., long-term forecasts) and continuous probability distributions (i.e., short-term
forecasts.)
Initially, the problem considered in this research effort involves the design and
operation of a multi-period, multi-echelon, multi-objective supply chain, where an overall
profit goal is achieved, market demand is satisfied, and overall supply chain response
time is minimized. In this initial problem, all input data, such as raw material costs and
demand data, are assumed to be know with relative certainty. This research’s main
contribution is then presented as the problem is expanded to consider uncertain demand
as described above. The result of this effort is a flexible supply chain optimization model
and associated solution strategy for use by decision makers who are charged with the
design and operation of single-product manufacturing-distribution networks under
uncertain demand conditions.
In order to solve such a complex supply chain problem, this research focuses on
the development of a two-phase, single product, multi-objective, integrated supply chain
model that considers demand uncertainties. As a precursor to the supply chain scenario
under uncertainty, a deterministic model is formulated to lay the groundwork for the
more complex stochastic model. The overall problem is addressed in two parts: 1) design
of the supply chain infrastructure, and 2) efficient operation of the supply chain. In the
first phase, where limited raw material cost and availability data is known, an aggregate
production planning problem is considered, and strategic decisions, such as plant
construction times/locations, plant and warehouse operating schedules, and the selections

11
of suppliers of critical raw materials and/or components, are optimized. In this phase, the
conflicting objectives of maximizing overall supply chain profits and satisfying market
demand are considered. Once supply chain infrastructure decision have been made, and
higher resolution cost, demand, and transit time data become available, the second phase
focuses on the more tactical and operational aspects of supply chain planning, such as
non-critical raw material supplier selections and revised production quantities and
inventory levels, while incorporating some of the strategic-level decisions made in the
first phase. In the more complex scenario involving uncertain or random input
parameters, the objectives are slightly modified to reflect the acknowledgement of
randomness throughout the decision-making process. In both phases of the model,
uncertainty is introduced, and stochastic optimization techniques are applied, with
numerical examples being presented for both the deterministic and probabilistic cases.
This dissertation is arranged as follows. Chapter 2 provides a brief overview of
the literature concerning supply chain optimization, including a review of multi-objective
and stochastic optimization techniques as applied to supply chain problems. In Chapter
3, the initial deterministic, multi-objective, two-phase model is developed, where the
strategic and tactical submodels are formulated sequentially. A numerical example is
provided for demonstration. Chapter 4 presents a modified supply chain scenario by
introducing scenario-based uncertainty into long-term demand forecasts. Robust
optimization is then proposed as a solution technique, and a revised version of the
strategic submodel is formulated. As in the deterministic case, a brief numerical example
is presented. Next, Chapter 5 considers the adoption of short-term, uncertain demand
forecasts in the form of continuous probability distributions, proposes chance-constrained

12
goal programming as a solution technique, and modifies the tactical submodel to account
for uncertain demand and revised decision maker objectives. The numerical example
from Chapter 4 is extended to the stochastic tactical submodel, and insights regarding its
results are discussed. Finally, a summary of the deterministic and stochastic supply chain
models is presented in Chapter 6, and avenues for future research are proposed.

13
Chapter 2
LITERATURE REVIEW
In order to establish the background for this research effort, this chapter provides
an overview of several aspects of supply chain modeling and optimization. First, a brief
review of multi-echelon supply chain optimization from the literature is presented. Next,
various applications of multi-objective, deterministic optimization to supply chain
problems are discussed. While this section focuses on the variety of multi-objective
optimization techniques that are commonly applied to supply chain problems, it also
provides insight into the various types of performance measures and objectives used in
such problems. Furthermore, this section narrows in on goal programming as a
particularly effective tool for multi-objective supply chain optimization problems. Since
random/variable data is inherent to most real world manufacturing and distribution
problems, the next section provides a brief review of stochastic optimization approaches
to supply chain modeling. While several techniques are presented here, particular
attention is paid to cases in which robust optimization or chance-constrained goal
programming is applied. Although this chapter is far from an exhaustive survey of the
included topics, it attempts to familiarize the reader with the previous research and supply
chain concepts that are incorporated into the problems discussed in later chapters.

14
2.1 Multi-echelon supply chain modeling
A strong argument for formulating and solving multi-echelon supply chain
models, as opposed to those that consider only one or two echelons, results from much
discussion in the literature on the bullwhip effect. This phenomenon, thoroughly
analyzed by Lee, et al. (1997a), Lee, et al. (1997b), and others, describes the impacts on
different echelons as demand variability propagates upstream through a supply chain.
One solution to the bullwhip effect, as proposed by Lee, et al. (2004), is the sharing of
information across supply chain echelons (e.g., retailers sharing sales/demand data with
manufacturers.) Furthermore, Tan (2001) argues that companies can improve the
timeliness and effectiveness of delivering products and services by integrating purchasing
and logistics functions with other corporate functions (i.e., managing a multi-echelon
supply chain.) It follows that modeling a supply chain from a multi-echelon perspective
can benefit all members of the supply chain, whether they are separate divisions within a
single firm or distinct companies, each with their own desire to maximize profits and
customer service.
While the advantages of modeling and analyzing multiple (if not all of the)
echelons in a supply chain seem apparent, the complexity of such a task must first be
understood. In his discussion on designing and operating supply chain networks,
Warsing (2008) summarizes the data requirements and modeling components needed
when considering a production-distribution network that includes supplier locations,
production facility locations, and distribution facility locations. These include location
and flow variables and costs, site capacities (or upper bounds), conservation of flow

15
constraints, (possibly) multiple time periods to reflect varying inventory levels, and
variable production and shipping costs. Additionally, Warsing (2008) stresses the need to
include more qualitative aspects of facility location problems in any supply chain design
and operation problem. These may include roadway access, low union profile, and
community disposition to industry, among many others.
Once the necessary components of a multi-echelon supply chain design and
operation problem are identified, an appropriate modeling approach must be adopted.
Beamon (1998) provides a thorough review of solution strategies for multi-stage supply
chain design and analysis problems, categorizing each of them into one of the following
types: deterministic analytical models (e.g., Williams, 1981; Williams, 1983, Ishii, et al.,
1988; Cohen and Lee, 1989; Cohen and Moon, 1990; and Arntzen, et al., 1995),
stochastic analytical models (e.g., Cohen and Lee, 1988, Lee and Billington, 1993; Pyke
and Cohen, 1993; and Pyke and Cohen, 1994), economic models (e.g., Christy and Grout,
1994), and simulation models (e.g., Towill, 1991; Towill, et al., 1992; and Wikner, et al.,
1991.) Additionally, Tsiakis, et al. (2001) provide a summary of supply chain design and
operation models, detailing the number of echelons and types of strategic and operational
decisions considered in each. The authors then develop a mixed integer linear program
as a strategic planning model for multi-echelon supply chain networks.
As implied in several of the works listed above, the consideration of multiple, if
not all, echelons in a supply chain can lead to a clearer picture of supply chain
requirements and performance. Therefore, this research effort will involve the analysis of
all major supply chain echelons, from raw material supplier to final customer.
16
2.2 Multi-objective deterministic supply chain modeling
Given the wide array of available multiple objective optimization techniques,
many of which receive additional managerial attention through decision maker
participation, supply chain designers and operators have the ability to model and solve
supply chain problems in a way that very accurately reflects real-world business goals.
While the literature is ripe with an extensive array of single-objective supply chain
models and solutions, many authors (e.g., Beamon, 1998) have also recognized the
advantages of considering multiple objectives when developing solutions to supply chain
problems. The remainder of this section provides a brief overview of existing multi-
criteria decision-making and optimization techniques, the application of various multi-
criteria optimization techniques to supply chain problems, with a particular emphasis on
goal programming applications.
Existing literature reflects a wide variety of multi-criteria decision making and
optimization techniques available to supply chain designers, operators, and analysts, each
requiring differing degrees of decision maker participation. In their thorough review of
multiple criteria decision making techniques, Masud and Ravindran (2008) differentiate
between methods for finite alternatives and mathematical programming models, which
are appropriate when there are infinite alternatives. When the best of several alternatives
must be chosen, or when all of the alternatives must be ranked from best to worst,
techniques such as the max-min method, the min-max method, compromise
programming, the TOPSIS (technique for order preference by similarity to ideal solution)
method, the ELECTRE method, the analytic hierarchy process (AHP), and the preference

17
ranking organization method of enrichment evaluations (PROMETHEE) can prove to be
very useful. When feasible alternatives are not known ahead of time, Masud and
Ravindran (2008) suggest several multiple criteria mathematical programming
methodologies, including various goal programming techniques, the method of global
criterion, compromise programming, and several interactive methods. Depending on the
nature of the supply chain problem at hand, one or more of these techniques (even in
combination with each other) may provide decision makers with an excellent tool for
making complex decisions when multiple criteria or objectives exist.
Since supply chain management is ultimately a human-based operation, it only
makes sense that decision makers should play a role in the design and analysis of supply
chains. When considering an optimization problem with multiple objectives, the analytic
hierarchy process (AHP) provides one methodology for involving the decision maker in
the determination of the relative importance of the various criteria involved. Min and
Melachrinoudis (1999) employ AHP to aid in the development of a relocation strategy for
a firm assessing the viability of proposed sites for a combined manufacturing and
distribution facility. Kahraman, et al. (2004) apply fuzzy AHP to a supplier selection
problem. Tyagi and Das (1997) consider a wholesaler’s problem involving the selection
of manufacturers, warehouse locations, and customer assignments. The authors develop
a two-step model utilizing mixed integer linear programming and AHP to determine
tradeoffs between cost and customer service.
Sabri and Beamon (2000) use the ε-constraint method to handle the conflicting
objectives of cost, customer service levels (fill rates), and volume/delivery flexibility in a
two-stage supply chain problem under production, delivery and demand uncertainty.

18
Attai (2003) proposes a deterministic multi-criteria supply chain model that seeks to
optimize facility locations, production quantities, shipment amounts, shipment routes,
and inventory levels. This mixed integer model, solved using both a weighted objective
method and compromise programming, considers profits, lead times, and local incentives.
Local incentives, in this case, refer to labor quality, tax breaks, loans, and customer’
buying power (see Melachrindoudis and Min, 2000). Min and Zhou (2002) provide a
brief overview of several supply chain papers that consider multiple objectives, including
the following. Ashayeri and Rongen (1997) consider the problem of optimally locating
distribution centers and apply the ELECTRE solution method. This effort was extended
to the multi-period case by Melachrinoudis and Min (2000). Melachrinoudis, Min, and
Messac (2000) consider a problem similar to the one addressed in Melachrinoudis (1999),
this time using physical programming, in which a decision maker expresses criteria
preferences in terms of degrees of desirability. In a shift from traditional multi-objective
techniques, Altiparmak, et al. (2006), Al-Mutawah, et al. (2006), and others show how
genetic algorithms can be used to provide a set of optimal or near-optimal solutions to a
supply chain design problem.
While the multi-criteria optimization techniques mentioned above can be used to
pursue multiple objectives in a supply chain scenario, the method of choice should be one
that readily provides optimal solutions while accomplishing the following:
1) places a minimum amount of input burden on the decision maker, and
2) is straightforward and easily described to the decision maker, allowing him to
gain a sufficient level of confidence in both the technique and accompanying
solution.

19
In many scenarios, decision makers require a solution based upon a simple prioritization
of goals. A further requirement may include the flexibility to quickly explore alternate
solutions based upon a reprioritization of the goals. Alternatively, a decision maker may
wish to formulate and optimize a supply chain problem in which a particular relative
importance has been placed upon the various goals. One method that allows for such
solution analysis is goal programming. As such, the following section briefly reviews
some of the various applications of goal programming to supply chain optimization
problems.
2.2.1 Deterministic supply chain optimization using goal programming
Throughout the supply chain literature, classic goal programming and several of
its variations have been used to provide optimal solutions to supply chain problems in
which input parameters are known with certainty. This section provides a brief overview
of such applications, demonstrating the wide variety of supply chain problems for which
goal programming has successfully been used.
Karpak, et al. (2001) apply visual interactive goal programming to a multiple-
replenishment purposing problem, where suppliers are selected and orders are allocated
among them. Leung, et al. (2003) develop a goal programming formulation for an
aggregate production planning problem that takes into account the maximization of
profit, import/export quota limitations, and restrictions to changes in the workforce level.
Kongar and Gupta (2001) develop a preemptive integer goal programming model to
determine inventory levels in a remanufacturing supply chain scenario.

20
Some researchers have also recognized the need to consider both qualitative and
quantitative factors in supply chain optimization problems. Ho (2007) used AHP to
determine the relative importance weightings of alternative warehouses in a distribution
network, then applied goal programming to “select the best set of warehouses without
exceeding the limited available resources.” Nukala and Gupta (2006) modeled a supplier
selection problem in which the analytical network process (a variation of AHP) is used to
evaluate suppliers, and preemptive goal programming is used to determine the optimal
order quantities from each supplier. Kull and Talluri (2008) combine AHP and goal
programming into a decision tool for supplier selection that considers risk measures and
product life cycles. Wang, et al. (2004) develop a multi-criteria decision-making
methodology that combines AHP and preemptive goal programming to match product
characteristics with supplier characteristics and determine optimal order quantities.
Wang, et al. (2005) develop a methodology to aid plant managers in supplier selection
based on the type of outsourced components. The developed technique combines AHP
and preemptive goal programming to consider the qualitative and quantitative aspects,
respectively, of supplier selection.
2.3 Supplier selection techniques
Since the problem under consideration in this research effort involves making
decisions regarding raw material suppliers and purchases, a brief discussion on supplier
selection criteria and methodologies is warranted. Ravindran and Wadhwa (2009)
provide an excellent overview of the topic, breaking the supplier selection problem into

21
two distinct phases. In the first phase, various techniques are presented that allow
purchasers to reduce a large set of potential suppliers to one that is more manageable.
For this “pre-qualification” phase, the authors offer several multiple criteria ranking
methods, including the Lp metric method, the rating method, Borda count, AHP, and
cluster analysis. While each of these techniques is a unique approach to supplier
selection, they all involve the evaluation of multiple supplier characteristics, which
Ravindran and Wadhwa (2009) group into categories such as organizational, quality,
cost, and delivery criteria. The authors next show how goal programming can be used to
select from the resulting “short list” of suppliers and determine the amounts to be
purchased from each selected supplier.
In the current research effort, only a limited number of supplier criteria are
considered, specifically supplier capacity and raw material unit and shipping costs. As
such, the modeling approach for the supplier selection and allocation problem inherent to
the larger production-distribution network problem chain problem will be integrated into
the overall supply chain design and operation modeling and solution strategy. In fact,
certain supplier selection and allocation decisions will be covered under an overarching
goal programming formulation. However, in the presence of an overwhelming number of
potential raw material suppliers, one or more of the various ranking techniques proposed
by Ravindran and Wadhwa (2009) can and should be incorporated into the overall
decision-making methodology.

22
2.4 Handling uncertainty in supply chain problems
While the techniques described above have all been effectively applied to supply
chain problems in which demand, costs, lead times, and other input parameters are known
with certainty, real world supply chain scenarios are likely to be characterized by random
inputs due to demand fluctuations, missing data, etc. Such problems require more
complex optimization techniques that take into account random inputs and, therefore,
more realistically address real world manufacturing and distribution network problems.
This section provides a brief overview of some of the various stochastic optimization
techniques that have been applied to supply chain problems with uncertain input data.
Particular emphasis is placed on stochastic goal programming and robust optimization
techniques in order to provide the necessary background for the models developed later
in this research effort.
In their survey of supply chain modeling techniques, Min and Zhou (2002)
identify customer demand, lead times, and production fluctuation as three of the uncertain
or random elements found in supply chains. Their overview covers several approaches to
supply chain models, including dynamic programming (e.g., Midler, 1969; Metters,
1997) and control theory (e.g., Tapiero and Soliman, 1972). While building the
background for their solution technique to a multi-objective supply chain design problem
under uncertainty, Guillén, et al. (2005) summarize several works found in the literature
that apply different approaches to handling uncertainty in supply chain problems. These
include control theory approaches (e.g., Bose and Pekny, 2000; Perea-Lopez, et al.,
2003), fuzzy programming (e.g., Sakawa, et al, 2001; ), and several stochastic

23
programming applications, where the uncertain parameters are known via probability
distribution.
While there exists a vast array of techniques for dealing with uncertainty in the
supply chain, a large portion of the literature consists of applications of stochastic
programming. The following examples are meant to demonstrate the applicability of
stochastic programming to supply chain problems in which one or more random
parameters is known via probability distributions. In their own approach, Guillén, et al.
(2005) construct a multi-objective, two-stage stochastic supply chain model that seeks to
maximize profit and demand satisfaction while minimizing financial risk, which the
authors define as the probability of not meeting a certain target profit (or cost) level. In
this model, the first stage decision variables deal with locations and capacities of supply
chain entities, whereas the second stage variables represent production and inventory
amounts, material flows (shipments), and product sales. While considering demand
uncertainty through a set of scenarios, this model generates a set of Pareto optimal supply
chain configurations for the decision maker by applying the ε-constraint method, a multi-
objective solution method that maximizes one objective function while treating the others
as bounded constraints. Assuming normally distributed demand, Gupta and Maranas
(2003) develop a two-stage stochastic programming formulation of a midterm planning
model, where manufacturing decisions are made in the first stage, and logistics decisions
are postponed until the second stage. Santoso, et al. (2005) integrate sample average
approximation (SAA) and Benders decomposition into a solution strategy for a supply
chain design network problem that helps avoid some of the complexities of evaluating
and/or optimizing the objective function in a two-stage stochastic programming

24
formulation. Alonso-Ayuso, et al. (2003) propose a two-stage version of a branch and fix
coordination (BFC) algorithm to solve a stochastic 0-1 supply chain problem, where
uncertain parameters include product net price and demand, raw material supply cost, and
production costs. Leung, et al. (2006) formulate a two-stage stochastic programming
model to aid in the solution of a multi-site aggregate production planning problem for a
multinational lingerie company.
While many stochastic programming variants have been successfully applied to
supply chain optimization problems, situations often arise where the probability
distributions associated with uncertain parameters are not fully known. Instead,
parameter values are known for a limited number of scenarios, each with its own
probability of occurrence. Robust optimization is one such scenario-based technique
developed to address this type of problem. The following section briefly describes robust
optimization and its various applications, particularly with regard to supply chain
problems.
2.4.1 Robust optimization for supply chain problems under uncertainty
In an effort to reduce variability and citing the overemphasis of feasibility in
optimization models, Mulvey et al. (1995) presents the framework for the standard robust
optimization model. Using a scenario-based approach in which random variables take on
specified values in each scenario, this technique seeks to measure the tradeoff between
solution robustness (i.e., a measure of optimality) and model robustness (i.e., a measure
of feasibility.) According to the authors, a robust solution is one that is almost optimal in

25
all scenarios, while a robust model is one that remains almost feasible in all scenarios.
Hence, robust optimization extends stochastic linear programming by including higher
moments in the objective function (e.g., variance of total cost) and allowing for
infeasibilities (i.e., model robustness). By incorporating risk into the objective function,
robust optimization allows for a more passive management style than stochastic linear
programming. Unlike its stochastic linear programming counterpart, a robust
optimization model is not considered infeasible even when one or more infeasibilities
occur. The work of Mulvey, et al. (1995) includes examples in power capacity
expansion, matrix balancing, image reconstruction, aircraft scheduling, scenario
immunization, and minimum weight structure design. Bai et al. (1997) stress the
importance of including risk aversion in optimization problems and consider a robust
optimization model in which infeasibilities are not considered. (This model is slightly
less general than the one proposed in Mulvey et al. (1995)). In this article, the authors
attempt to counter the arguments against using nonlinear objective functions in
optimization problems. Bai et al. (1997) explore the use of various utility functions and
conclude that nonlinear (concave) objective functions need not be much more difficult to
solve than their linear counterparts and generally promote more balance across scenarios
by virtue of including higher moments. The authors suggest that robust optimization’s
advantages over stochastic linear programming include variance reducing properties and
the capturing of decision makers’ attitudes toward risk. For more introductory and
theoretical treatments of robust optimization, see Greenberg and Morrison (2008) and
Ben-Tal and Nemirovski (2002).

26
In the first practical application of the robust optimization model developed by
Mulvey et al. (1995), Malcolm and Zenios (1994) modeled capacity expansion for power
systems under demand uncertainty. In this formulation, the penalty function is designed
to minimize excesses or shortages of capacity. LINDO is then used to solve this problem
with a linear objective function and linear constraints. Robust optimization has since
been applied in a variety of areas, including services firms’ revenue optimization (Lai, et
al., 2007), hotel revenue management (Lai and Ng, 2005), fleet planning (List, et al.,
2003), and service improvement for a health care facility (Soteriou and Chase, 2000).
Indeed, robust optimization has also become a popular modeling technique for supply
chain problems. The next section provides a brief overview of such applications.
As an extension of and (possibly) improvement over classic stochastic
programming, robust optimization has naturally gained popularity as a solution technique
for supply chain design and operation problems. The following examples indicate the
utility of and potential for robust optimization when applied to manufacturing and
distribution optimization problems.
Yu and Li (2000) present a robust formulation of a stochastic logistics problem
that reduces computational burden by adding only half the number of variables as in the
model developed by Mulvey et al. (1995). In this work, the authors illustrate the
drawbacks of the approaches taken by Mulvey et al. (1995) and incorporate a novel
approach to linearizing the mean absolute deviation term in the objective function. The
computational results for two example problems are shown, and the improvements over
the Mulvey et al. (1995) model are highlighted. Tsiakis et al. (2001) consider the design
of a multiproduct, multi-echelon supply chain network, where demand uncertainty is

27
handled using the scenario generation approach. While the objective is simply to
minimize overall expected costs, the authors claim that their work is unique in that a
single mathematical formulation integrates three distinct echelons of the supply chain.
Leung and Wu (2004) develop a robust optimization model for a multiperiod aggregate
production planning problem that determines the optimal production plan and workforce
level for minimizing total production cost, labor cost, inventory cost, hiring cost and
layoff cost under four different economic growth scenarios. In this work, the approach to
linearizing the mean absolute deviation presented by Yu and Li (2000) is applied. This
approach is applied to a supply chain problem at a Fortune 200 company in Butler et al.
(2006). Based upon the work of Mulvey, et al. (1995), Leung et al. (2007) proposes a
robust optimization formulation for a multi-site production planning problem in which
production, labor, inventory, and workforce changing costs are minimized, and under-
fulfillment of demand is penalized. In this model, uncertainty in the parameters is
addressed through the considerations of four different economic growth scenarios (boom,
good, fair, and poor), each with some probability of occurrence. The objective function
minimizes the total expected costs, the weighted variance of total costs, and a weighted
infeasibility penalty. The quadratic variance term in the objective function is replaced by
the absolute value of the difference of total cost and expected cost. This absolute value
term is then linearized using the technique of Yu and Li (2000). The model is
implemented using real data from a Hong Kong-based company. Wu (2006) developed
three types of robust optimization models (solution robustness, model robustness,
tradeoff between solution and model robustness) that incorporate the uncertainties of
market demand, fluctuating quota costs, and shortened lead times inherent in a global

28
supply chain. In this work, a dual-response production loading strategy was developed
that proves to be more responsive and flexible with less risk than a comparable two-stage
stochastic recourse programming model. Here, first stage decisions include those
involving production at company-owned plants, whereas second-stage decisions involve
outsourced production loading and the purchasing of additional quotas. Ben-Tal, et al.
(2005) use an adaptation of robust optimization called the affinely adjustable robust
counterpart (AARC) to solve a two-echelon, multi-period supply chain problem.
Developed in an earlier work (Ben-Tal, et al, 2004), AARC allows for the values of some
of the decision variables to be determined “after a portion of the uncertain data is
realized.” To account for uncertain demand in an electronic market enabled supply
chain, Xu, et al. (2007) develop a multi-objective robust optimization model that seeks to
meet customer demand, minimize system cost, and maintain a minimum availability of
suppliers’ capacities. Azaron, et al. (2008) propose a nonlinear, multi-objective supply
chain design strategy that minimizes the sum of current and expected future costs, the
minimization of the variance of the total cost, and the minimization of the probability of
not meeting a certain budget. In this single period, scenario-based model, the authors
combine robust optimization with the goal attainment technique in a solution technique
that assumes demands, supplies, and processing, transportation, shortage, and capacity
expansion costs as uncertain parameters.
While the scenarios and solution details vary among the different applications of
robust optimization to supply chain problems, it is clear that robust optimization has
proven to be a popular and effective means of accounting for uncertain data, reducing
variability, and providing solutions that are less sensitive to changes in input data. The

29
next section returns to the topic of goal programming; however, the complexity of
uncertain data is incorporated, and stochastic variants of goal programming are discussed.
2.4.2 Stochastic goal programming for supply chain problems under uncertainty
Earlier, goal programming, either in its classic form, as a variant, or in
combination with other multi-objective techniques, was shown to be an effective multi-
criteria optimization technique that has been used to model and solve many types of
supply chain problems. However, in all of the goal programming cases cited above, all
input parameters are known with certainty. As discussed earlier, this scenario is overly
optimistic in most real world situations. However, in an effort to take advantage of the
simplicity and efficiency of goal programming as a multi-criteria optimization technique
while allowing for random input data in optimization problems, several stochastic
variations of goal programming have been developed. This section briefly reviews
several of these techniques, with a particular emphasis on those that have been applied to
multi-objective supply chain problems under uncertainty.
In an early work on the subject, Contini (1968) proposes a method that maximizes
“the probability that a realization (in terms of target variables) will lie in a confidence
regions of predetermined size.” As noted by Aouni, et al. (2005), Contini considers
uncertain goals as random variables having normal distributions. Werczberger (1984)
summarizes several techniques developed to handle uncertainty in goal programming
problems. Interactive goal programming, thoroughly discussed by Spronk (1981), adjusts
goals’ target values based on decision makers’ reactions to local solutions. Fuzzy goal

30
programming, in which right hand side values (goal targets) are replaced by membership
functions, has been applied to a wide variety of supply chain optimization problems,
including the vendor selection problems considered by Kumar, et al. (2004) and Tsai and
Hung (2008). Additionally, Liang (2007) uses piecewise linear membership functions to
represent the fuzzy goals in a production/transportation planning decision problem, in
which total distribution and production costs, the number of rejected items, and total
delivery time are minimized. Furthermore, Selim and Ozkarahan (2008) use fuzzy goal
programming to determine the preferred compromise solution to a supply chain design
problem where retailer demand and decision makers’ aspiration levels for goals are
imprecise.
Taking advantage of knowledge of a decision maker’s utility function, Ballestero
(2001, 2005) proposes a method that combines standard expected utility theory and
linear, nonpreemptive goal programming by associating an expected utility equation with
each goal. In another application of von Neumann-Morgenstern utility function theory,
Grove (1988) expresses decision makers’ utility as a function of deviations and uses
preemptive goal programming to solve a problem with random requirements. To date,
however, there is no indication that expected utility theory and stochastic goal
programming have been combined in such a way to model and solve an extensive supply
chain design and operation problem.
While the methods described above can be applied to supply chain design and
operation problems with multiple objectives and random or uncertain data, they do not
account for decision makers’ preferences (requirements) to meet certain goals with
specific probabilities. In other words, supply chain managers often express their desires

31
in terms of the maximum risk they are willing to take in not meeting one or more goals.
Chance-constrained goal programming (CCGP), perhaps the most popular of the
stochastic goal programming techniques found in the literature, provides the opportunity
for managers to express their desires to achieve various goals at particular confidence
levels. This multi-criteria optimization technique is based upon chance-constrained
programming (CCP), introduced by Charnes and Cooper (1959). Similar to CCGP, CCP
allows for randomness in input parameters and “attempts to maximize the expected value
of the objectives while assuring a certain probability of realization of the different
constraints” (Aouni, et al., 2005). Applications of chance-constrained goal programming
found in the literature include reservoir operations (Abdelaziz and Sameh, 2007;
Changchit and Terrell, 1993), portfolio selection (Ballestero, et al., 2006), employee
scheduling (Easton, 1996), freshwater inflows to estuaries (Mao and Mays, 1994),
resource allocation for marine pollution disasters (Charnes, et al., 1979), and intermodal
transportation problems (Min, 1991). For a brief history of CCGP, along with additional
references, see Aouni, et al. (2005).
In one of the earliest works to consider both multiple objectives and stochastic
behavior in the production environment, Keown and Taylor (1980) present a detailed
capital budgeting example problem in which projects must be selected under uncertain
demand. Using a preemptive goal programming structure, the authors demonstrate the
use of chance-constrained goals and provide a clear derivation of their deterministic
equivalents. Rakes, et al. (1984) consider an aggregate production planning problem in
which demand is assumed to be normally distributed, and production and inspection
times are uncertain, but with known means and variances. Using a CCGP approach,
32
Rakes, et al. (1984) develop probabilistic goals to achieve management’s desire for a
95% service level by estimating a 0.95 probability of meeting planning horizon demands,
a 0.95 probability of monthly production meeting the respective monthly sales forecast, a
0.95 probability of completing the inspection phase within a three-month time limit, a
0.95 probability of accomplishing “inspection and testing of each month’s production
within that month”, and a 0.95 probability of accomplishing production goals without the
use of overtime labor. In a facility location application, Min and Melachrinoudis (1996)
use chance-constrained goal programming to determine locations for multinational
manufacturing facilities with uncertain demand and international factors. Besides these
works, however, the use of chance-constrained goal programming as a modeling and
solution technique for supply chain design and operation problems appears to be fairly
limited in the literature. Therefore, in light of the inherent complexities caused by
multiple objectives and random or uncertain data in supply chain design and operation
scenarios, the current research effort seeks to make use of this stochastic, multi-objective
technique in providing a useful tool for real-world production and distribution network
optimization problems. A summary of the multi-objective and stochastic characteristics
of selected papers covering supply chain optimization under uncertainty is displayed in
Table 2-1.

33
2.6 Summary
In the previous sections, several examples of multi-objective and stochastic
optimization techniques as applied to complex supply chain design and operation
problems have been cited. Clearly, an endless number of production-distribution
problems can be solved using these techniques, depending on the types and numbers of
objectives, constraints, and deterministic and stochastic parameters. This research effort
seeks to develop a practical solution aid for supply chain managers wishing to configure
and operate a production and distribution network in the face of multiple objectives and
Random parameters
Stochastic
optimization
technique
Multiple
echelons
(>2)
Multiple
objectives Demand Supply
Production
factors/costs
RO/
scenarios CCGP
Alonso-Ayuso, et al. (2003)
Azaron, et al. (2008)
Ben-Tal, et al (2005) Butler, et al. (2006) Guillén, et al. (2005) Gupta and Maranas (2003)
Keown and Taylor (1980)
Leung and Wu (2004) Leung, et al. (2006) Leung, et al. (2007) Min & Melachrinoudis (1996)
Rakes, et al. (1984) Tsiakis, et al. (2001) Wu (2006) Xu, et al. (2007)
Yu and Li (2000) This research
Table 2-1: Multi-objective and stochastic characteristics of selected supply chain papers.

34
uncertain or random inputs. In the following chapters, a two-phase model is developed,
in which supply chain infrastructure and critical supplier selection decisions are made in
the first phase, while production, distribution, and non-critical supplier selection
decisions are reserved for the second phase. When uncertainty in demand is introduced
into the problem, a combination of stochastic optimization techniques is proposed, drawn
from those shown above to be useful in large-scale production-distribution optimization
problems. While addressing a somewhat unique multi-echelon supply chain design and
operation problem, this research effort does not necessarily seek to result in the
development of an entirely new stochastic optimization technique for production-
distribution problems under uncertainty. Instead, since the randomness associated with
demand may be expressed or known to various extents (e.g., scenarios versus probability
distributions), this research effort attempts to take advantage of previously developed
techniques by applying them as appropriate given the nature of known or forecasted
information.

35
Chapter 3
SINGLE PRODUCT, MULTI-OBJECTIVE, DETERMINISTIC
SUPPLY CHAIN MODEL
3.1 Problem and model overview
This chapter describes the formulation of a mathematical model developed to aid
supply chain managers in the design and operation of a single product, multi-echelon
production-distribution network of suppliers, plants, warehouses, and customer markets.
The problem consists of designing the supply chain infrastructure (i.e., selection of
suppliers, plants, production capacities, and warehouses) and determining the raw
material, production, and inventory quantities needed to optimize profits, supply chain
response time, and customer service levels (in terms of demand fulfillment) over a
specified planning horizon when all input data is assumed to be known with certainty.
Since the overall problem considers both strategic- and tactical-level supply chain
decisions, it is addressed here in two phases. In the design phase of the problem, where
time periods are assumed to be in the 1- to 5-year range, managers wish to develop the
framework for a production-distribution network that will achieve the maximum possible
profit while ensuring market deliveries do not exceed forecasted customer demand. In
this phase, infrastructure decisions and critical raw material supplier selections are to be
made based on known but limited input data, including raw material availability; raw
material, construction, operating, storage, shipping, and production costs; and forecasted
demand data. In the operational phase of the supply chain problem, it is assumed that

36
time periods are in the 3- to 12-month range; raw material and finished product transit
times become available; and raw material availability, various costs, and customer
demand are known with higher resolution (i.e., in terms of shorter time periods). In this
phase, managers seek to make additional supplier selections and determine the optimal
raw material, production, inventory, and finished product shipment quantities necessary
to achieve or exceed a specified profit level, minimize supply chain response time, and
come as close as possible to exactly meeting customer demand, all within the confines of
the infrastructure developed in the design phase. In solving this complex problem, a two-
phase, multi-objective, deterministic supply chain model, comprised of a strategic
submodel and a tactical submodel, is developed to provide a strategic/tactical-level
planning tool for the design and operation of a multi-echelon supply chain over a given
planning horizon. This model also serves as the baseline for further development in this
research effort.
In the formulation of the overall two-phase model, it is assumed that existing sets
of suppliers, warehouses, and manufacturing facility locations are available for use in the
supply chain. In the design phase, inputs include supplier-specific availability and cost
data for critical raw materials; marketwide availability and cost data for non-critical raw
materials; construction costs for new plants; production, storage, and shipment costs for
finished products; site-based production limits; and customer demand forecasts. The
strategic submodel, represented by a multi-period mixed integer linear program, is
formulated to determine the following:
(1) supplier selections for critical raw materials,

37
(2) plant construction decisions,
(3) plant and warehouse operating decisions, and
(4) necessary production capacities (based on optimal production quantities).
While determining these elements of the supply chain, the strategic submodel is designed
to achieve two conflicting objectives:
(1) maximize the overall profit for the supply chain, and
(2) ensure market deliveries do not exceed demand.
Using the critical raw material supplier selections and infrastructure design decisions
made in the solution to the strategic submodel; newly available raw material and finished
product transit times; newly available supplier-specific, non-critical raw material
availability and cost information; higher resolution demand data; and higher resolution
production, storage, and shipping costs as inputs, the tactical submodel is then formulated
as a linear goal programming model and solved to select suppliers of non-critical raw
materials and determine (revised) optimal production, shipment, and inventory quantities
while seeking to achieve the following conflicting objectives:
(1) exactly meet customer/market demand,
(2) meet or exceed a specified profit goal, and
(3) minimize supply chain response time.
When formulating the tactical submodel, user-defined functions of the optimal
production quantities determined in the solution to the strategic submodel serve as
production capacity limits. However, in the final solution to the overall model, optimal
finished product production, inventory, and shipment quantities, along with optimal raw

38
material shipment and inventory quantities, that are determined using the tactical
submodel override the corresponding values derived from the strategic submodel. Figure
3-1 depicts the inputs, outputs, and objectives of the strategic and tactical submodels and
shows the interconnectivity of the two submodels.
Figure 3-1: Inputs and outputs of strategic and tactical submodels.

39
The following sections detail the formulation of the strategic and tactical submodels and
lay the groundwork for the stochastic model designed to consider the case where various
inputs are not known with certainty.
3.2 Notation
The index sets used in this model are defined as
for raw materials ( 1,..., );
for suppliers ( 1,..., );
for plants ( 1,..., );
for warehouses ( 1,..., );
for markets ( 1,..., );
for time periods ( 1,..., ).
i i I
k k K
m m M
n n N
p p P
t t T
=
=
=
=
=
=
The data used in this model are represented by
units of raw material needed to produce one unit of finished product;
cost per unit of (critical) raw material purchased from supplier in period ;
average cost per unit (across al
i
R
ikt
R
it
a i
c i k t
avc
=
=
= l potential suppliers) of (non-critical) raw material
purchased in period ;
cost to build a plant of capacity at location in period ;
production cost per unit of finished product
CON
mt m
FP
mt
i
t
c U m t
c
=
= at plant in period ;
cost per unit of production quantity increase at plant in period ;
cost per unit of production quantity decrease at plant in period ;
shipping co
PQ
mt
PQ
mt
SRP
ikmt
m t
c m t
c m t
c
+
−
=
=
= st per unit of (critical) raw material from supplier to plant
in period ;
average shipping cost per unit (across all potential suppliers) of (non-critical)
raw material to plant
SRP
imt
i k m
t
avc
i m
=
in period ;
shipping cost per unit of finished product from plant to warehouse
in period ;
SFW
mnt
t
c m n
t
=

40
shipping cost per unit of finished product from warehouse to market
in period ;
holding cost per unit of raw material held at plant in period ;
holding cost per unit o
SFM
npt
HRP
imt
HFP
mt
c n p
t
c i m t
c
=
=
= f finished product held at plant in period ;
holding cost per unit of finished product held at warehouse in period ;
fixed cost of operating plant in period ;
fixed cost of oper
HFW
nt
P
mt
W
nt
m t
c n t
f m t
f
=
=
= ating warehouse in period ;
availability (units) of (critical) raw material from supplier in period ;
total market availability (from all potential suppliers) of (non-critical)
raw
RS
ikt
RS
it
n t
C i k t
C
=
=
material in period ;
maximum possible production capacity (units) of finished product at plant ;
minimum production quantity required for plant to remain open
in a given period;
minimum
m
m
n
i t
U m
v m
q
=
=
= number of units required in storage in a given period in order
for warehouse to remain open;
outbound shipping capacity at plant in each period;
inbound shipping capacity at warehous
PLANT
m
INW
n
n
R m
R
=
= e in each period;
outbound shipping capacity at warehouse in each period;
holding capacity (units) of raw material at plant in period ;
holding capacity (units) of finished
OUTW
n
HRP
imt
HFP
mt
n
R n
C i m t
C
=
=
=
0
0
product at plant in period ;
holding capacity (units) of finished product at warehouse in period ;
= initial (known) inventory of raw material at plant ;
initial (known) inventor
HFW
nt
im
m
m t
C n t
r i m
g
=
=
0
0
y of finished product at plant ;
initial (known) inventory of finished product at warehouse ;
fraction of final period's total demand required in ending inventory;
initial production quant
n
FIN
m
m
h n
h
x
=
=
= ity at plant ;
demand for finished product in market in period ;
sales price per unit of finished product.
pt
FP
m
d p t
s
=
=
The decision variables used in this model are

41
quantity of (critical) raw material shipped from supplier to plant in period ;
quantity of (non-critical) raw material shipped from all potential suppliers to
plant in period ;
ikmt
imt
w i k m t
w i
m t
=
=
quantity of finished product produced at plant in period ;
unrestriced production quantity change from period 1 to period ;
increase in production quantity from period 1 to period
mt
mt
mt
x m t
e t t
e t t+
=
= −
= − ;
decrease in production quantity from period 1 to period ;
= quantity of finished product shipped from plant to warehouse in period ;
amount of finished product shipped from wareh
mt
mnt
npt
e t t
y m n t
z
− = −
= ouse to market in period ;
amount of raw material held in inventory at plant in period ;
amount of finished product held in inventory at plant in period ;
amount of finished pro
imt
mt
nt
n p t
r i m t
g m t
h
=
=
= duct held in inventory at warehouse in period ;
1 if supplier is selected to provide raw material in period ;
0 otherwise
1 if plant is in operation in period ;
0 otherwise
1
ikt
mt
nt
n t
k i t
m t
α
β
δ
=
=
=if warehouse is open in period
;0 otherwise
1 if a plant of capacity is to be built at site in period .
0 otherwise
m
mt
n t
U m tφ
=
The following sections describe the sequential development and solution of the strategic
and tactical submodels.
3.3 Strategic submodel
The strategic submodel, formulated as a mixed integer linear program, is
developed as a tool to aid supply chain managers in designing the infrastructure of a
multi-echelon manufacturing and distribution network. The solution to this submodel
provides optimal selections of critical raw material suppliers, plant construction

42
decisions, plant and warehouse operating locations, and optimal production quantities (to
be used in the determination of production capacities for the tactical submodel). At the
same time, supply chain profit is maximized while market deliveries are limited to
forecasted demand. As a strategic model, this submodel applies to long-term planning
and is appropriate for time periods in the 1- to 5-year range. In fact, supply chain
managers might find it useful to run the strategic submodel once per year in order to
validate the strategic-level decisions made in the design phase of the problem. However,
this submodel is readily adaptable to shorter or longer periods.
A unique characteristic of this supply chain design and operation problem
concerns the two-phase supplier selection process. Following the modern trend of
establishing strategic partnerships with suppliers of critical materials, supply chain
managers wish to make critical raw material supplier selections as soon as possible (i.e.,
during the supply chain design phase.) Since non-critical raw materials are assumed to
be more readily available on the market, supplier selection decisions for these materials
can be made more frequently and are deferred until supply chain operational decisions
are considered. It is assumed that when first designing the supply chain infrastructure,
supplier-specific information pertaining to raw material availability and costs is limited to
those raw materials deemed as critical; for non-critical raw materials, only overall market
availability is known in terms of the total availability of each raw material type across all
potential suppliers (in each period). Furthermore, only estimated purchasing and
shipping costs for each non-critical raw material type (across all potential suppliers) are
assumed to be available during this phase. However, supply chain managers expect to
obtain supplier-specific, non-critical raw material availability and cost data within a given

43
amount of time, presumably once supply chain design decisions are made. Therefore,
with such raw material availability and cost information, the strategic submodel is used to
determine the supply chain infrastructure and make critical raw material supplier
selection decisions, while the tactical submodel uses inputs from the solution to the
strategic submodel, various higher resolution cost and demand data, newly acquired raw
material and finished product transit times, and supplier-specific, non-critical raw
material availability and cost data to determine optimal supplier selections (for non-
critical raw materials) and revised production, inventory, and shipping quantities.
3.3.1 Strategic submodel objective function
Throughout the development of the overall model, profit is defined as total supply
chain revenue (TR) minus total supply chain cost (TC). In the strategic submodel, profit
is expressed as
where the superscript STR indicates that the corresponding term is associated with the
strategic submodel. Here, TRSTR is calculated by multiplying the finished product unit
sales price by the total number of finished product units sent to all markets over the entire
planning horizon. In other words,
ProfitSTR = TRSTR – TC
STR, (3.1)
1 1 1
.N P T
STR FP
npt
n p t
TR s z= = =
= ∑∑∑ (3.2)

44
The costs associated with this supply chain include plant construction costs
(CNSTR); plant and warehouse fixed operating costs (FC
STR); raw material costs (RMSTR);
variable production costs (PCSTR); production quantity change costs (PQ
STR); shipping
costs (SCSTR); and holding costs (HC
STR). The total cost (TCSTR) for a given planning
horizon can then be expressed as
The following subsections describe the formulations of these various costs.
3.3.1.1 Plant construction costs
A one-time cost CON
mtc is associated with the construction of a plant of capacity Um
at each location m. In fact, overall construction costs are expressed as
where the binary variable mtφ indicates whether or not a plant of capacity Um is to be built
at location m in period t.
3.3.1.2 Fixed operating costs for plants and warehouses
In the strategic submodel, fixed operating costs (FCSTR), such as utility charges,
are incurred in each period that plant m is used for production, and warehouse n is used to
hold inventory. That is,
.
STR STR STR STR STR
STR STR STR
TC CN FC RM PC
PQ SC HC
= + + +
+ + + (3.3)
1 1
,M T
STR CON
mt mt
m t
CN c φ= =
=∑∑ (3.4)

45
3.3.1.3 Raw material costs
In this scenario, it is assumed that a limited number of suppliers have the
capability to provide critical raw materials, while numerous suppliers (including those
capable of providing critical raw materials) can provide non-critical raw materials.
Moreover, each potential supplier of critical raw materials is capable of providing any/all
of the necessary critical and non-critical raw materials, while each potential non-critical
material supplier is capable of providing any/all of the required non-critical materials.
Following the increasingly common business practice of developing strategic
partnerships with suppliers of critical materials, suppliers who will provide critical
components and/or materials are selected in the solution to the strategic submodel. In
contrast, suppliers providing more common, less critical components and/or materials
will be selected more frequently, and only once more detailed supplier information
becomes available. Hence, these supplier selections are made using the tactical
submodel. For critical components/materials and their suppliers, the acquisition and
shipping costs, as well as availability by supplier and period, are assumed to be known
during formulation of the strategic submodel. On the other hand, the strategic submodel
does not consider individual suppliers of non-critical components and/or materials.
Instead, acquisition and shipping costs, as well as availability, are assumed to be known
only in the aggregate for non-critical materials. More precisely, for each type of non-
1 1 1 1
.M T N T
STR P W
mt mt nt nt
m t n t
FC f fβ δ= = = =
= +∑∑ ∑∑ (3.5)

46
critical component and/or material, it is assumed that only estimated acquisition and
shipping costs (across all potential suppliers, for each time period) are known, and only
the broad market availability (across all potential suppliers, for each time period) is
known. Therefore, in the strategic submodel, total raw material costs (RMSTR) are
calculated as the sum of the supplier-specific costs for critical raw materials plus the
marketwide estimated costs for non-critical raw materials purchased over the entire
planning horizon. That is,
Here, critical raw materials are designated by the index range 1 through I', while non-
critical raw materials are represented by the index range I' + 1 through I. Likewise,
potential suppliers of critical raw materials are designated by the index range 1 through
K', while the index range K' + 1 through K designates those suppliers capable of
providing only non-critical raw materials. (Recall that all suppliers 1 through K are
capable of providing any of the non-critical raw materials.)
3.3.1.4 Variable production costs
Variable production costs (PCSTR) are calculated as the sum of the number of units
of finished product produced at each plant during each period times the unit production
cost. That is,
1 1 1 1 1 1 1
.I K M T I M T
STR R R
ikt ikmt it imt
i k m t i I m t
RM c w avc w′ ′
′= = = = = + = =
= +∑∑∑∑ ∑ ∑∑ (3.6)
1 1
.M T
STR FP
mt mt
m t
PC c x= =
=∑∑ (3.7)

47
3.3.1.5 Production quantity change costs
A production quantity change (PQ) cost, related to workforce changes, the start-
up and/or idling of production equipment, and other production factors, is incurred (at
each plant) in any period in which production quantity either increases or decreases from
the previous period. This cost (incurred in period t) may be expressed as
where 1mt mtx x −− represents the change in production quantity at plant m from period t –
1 to period t. However, the use of the absolute value operator here introduces the
undesirable characteristic of nonlinearity into the model and prevents the use of separate
per unit costs for production quantity increases and decreases. In order to avoid this
situation, an unrestricted variable is used in place of the difference 1mt mtx x −− . That is,
Moreover, the unrestricted variable emt is further defined as the difference of two
nonnegative deviational variables:
Hence, and mt mte e+ − represent, respectively, the increase and decrease in production
quantity from period t – 1 to period t. When the costs per unit of production quantity
change are known, the total production quantity change cost over the entire planning
horizon can be expressed as
1 change cost (per unit change cost) ,mt mtPQ x x −= ⋅ − (3.8)
1 , 1,..., ; 1,..., .mt mt mtx x e m M t T−− = = = (3.9)
, 1,..., ; 1,..., .mt mt mte e e m M t T+ −= − = = (3.10)

48
where and PQ PQ
mt mtc c+ − represent, respectively, the cost per unit of production quantity
increase and decrease at plant m in period t. Since these costs are to be minimized in the
objective function, only one of the deviational variables for each m and t will take on a
positive value, with the other equal to zero. Furthermore, if production takes place at
plant m in period 1, it is assumed that production increases from 0 to xm1 in the first
period. Hence,
Minimization of the production quantity change costs described above results in the
“smoothing” of production quantities (from period to period) over the entire planning
horizon.
3.3.1.6 Shipping costs for raw materials and finished products
Shipping costs (SCSTR) are calculated for the shipment of critical and non-critical
raw materials from all suppliers to all plants, for the shipment of finished products from
all plants to all warehouses, and for the shipment of finished products from all
warehouses to all markets over the entire planning horizon. Recall, however, that
shipping costs for non-critical raw materials are known only in the aggregate in the
strategic submodel and are not associated with specific suppliers. Hence, overall
shipping costs are calculated as
1 1
( ),M T
STR PQ PQ
mt mt mt mt
m t
PQ c e c e+ + − −
= =
= +∑∑ (3.11)
0 0, 1,..., .mx m M= = (3.12)

49
3.3.1.7 Holding costs for raw materials / finished products at plants and warehouses
Holding costs for raw materials and finished products held in inventory at all
production facilities and for finished products held in inventory at all warehouses are
calculated as
Since the strategic model seeks to maximize total supply chain profit, the objective
function becomes
1 1 1 1 1 1 1 1 1 1
1 1 1
.
I K M T I M T M N TSTR SRP SRP SFW
ikmt ikmt imt imt mnt mnt
i k m t i I m t m n t
N P TSFM
npt npt
n p t
SC c w avc w c y
c z
′ ′
′= = = = = + = = = = =
= = =
= + +
+
∑∑∑∑ ∑ ∑∑ ∑∑∑
∑∑∑ (3.13)
1 1 1 1 1 1 1
.I M T M T N T
STR HRP HFP HFW
imt imt mt mt nt nt
i m t m t n t
HC c r c g c h= = = = = = =
= + +∑∑∑ ∑∑ ∑∑ (3.14)
1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1
Maximize
N P T M T M TFP CON P
npt mt mt mt mt
n p t m t m t
N T I K M T I M TW R R
nt nt ikt ikmt it imt
n t i k m t i I m t
TFP
mt mt
m t
s z c f
f c w avc w
c x
φ β
δ
= = = = = = =
′ ′
′= = = = = = = + = =
= =
− −
− − −
−
∑∑∑ ∑∑ ∑∑
∑∑ ∑∑∑∑ ∑ ∑∑
∑1 1 1
1 1 1 1 1 1 1
1 1 1 1 1 1
( )
T M TPQ PQ
mt mt mt mt
m t
I K M T I M TSRP SRP
ikmt ikmt imt imt
i k m t i I m t
M N T N P TSFW SFM HR
mnt mnt npt npt imt
m n t n p t
c e c e
c w avc w
c y c z c
+ + − −
= =
′ ′
′= = = = = + = =
= = = = = =
− +
− −
− − −
∑ ∑∑
∑∑∑∑ ∑ ∑∑
∑∑∑ ∑∑∑1 1 1
1 1 1 1
.
I M TP
imt
i m t
M T N THFP HFW
mt mt nt nt
m t n t
r
c g c h
= = =
= = = =
− −
∑∑∑
∑∑ ∑∑
(3.15)

50
3.3.2 Strategic submodel constraints
Maximization of profit in the supply chain is subject to various constraints
regarding suppliers’ capacities to provide raw materials, plants’ production capacities,
warehouses’ storage capacities, market demand, and plant and warehouse flow
conservation. Each of these constraint types is expressed as follows.
3.3.2.1 Raw materials supplier selection and availability
During the formulation of the strategic submodel, it is assumed that detailed
supplier information (e.g., cost and availability) is available for critical raw materials.
Hence, the total amount of critical raw materials purchased and shipped to all plants must
be less than or equal to the critical raw material supply capacity at each corresponding
supplier during each period. Hence, the critical raw material availability and supplier
selection constraints are expressed as
where I I′ ≤ represents the number of critical raw material types, and K K′ ≤ represents
the number of potential suppliers of critical raw materials. Furthermore, the model must
reflect the fact that critical raw materials can only be purchased from those suppliers
designated as potential sources of critical raw materials. In other words, critical raw
materials may not be sought from “marketwide” sources and therefore are not purchased
from suppliers K' + 1 through K. This restriction is imposed by declaring the decision
variables and ikmt iktw α as undefined over certain ranges in the overall formulation of the
1
, 1,..., ; 1,..., ; 1,..., ;M
RS
ikmt ikt ikt
m
w C i I k K t Tα=
′ ′≤ = = =∑ (3.16)

51
strategic submodel. (During numerical computation, this restriction may be addressed by
assigning a value of zero to the appropriate supplier selection decision variables.)
Additionally, since the selection of critical raw material suppliers during the supply chain
design phase represents the establishment of strategic partnerships with suppliers of hard-
to-find or sensitive materials, it is assumed that minimum purchase quantities are inherent
to such supplier selections. Hence, the corresponding constraints are expressed as
where min
ikw represents the user-defined minimum purchase quantity of raw material i
from supplier k when supplier k is selected to provide raw material i in any period. (It is
assumed here that minimum purchase quantities are constant across time periods.)
For non-critical raw materials, only broad marketwide information is assumed to
be available during the design phase. Therefore, the total quantity of each non-critical
raw material purchased and shipped to all plants must be less than or equal to the overall
market availability of each non-critical raw material during each period. Hence, the non-
critical raw material availability constraints are expressed as
As with critical raw materials, the decision variable imtw is declared as undefined over
certain ranges to reflect that the strategic submodel may not attempt to make non-critical
raw material purchases from specific suppliers. (Again, each of the undefined decision
variables may be assigned a value of zero during numerical computation.)
min
1
, 1,..., ; 1,..., ; 1,..., ,M
ikmt ik ikt
m
w w i I k K t Tα=
′ ′≥ = = =∑ (3.17)
1
, 1,..., ; 1,..., .M
RS
imt it
m
w C i I I t T=
′≤ = + =∑ (3.18)

52
3.3.2.2 Plant construction decisions
As part of the design phase of the supply chain problem, the strategic submodel
determines where and when to construct plants, based on the various cost and demand
inputs. At each potential location m, at most one plant with production capacity Um may
be built. In other words,
Obviously, a plant must have been constructed at location m in order for it to operate
there. Hence, the following constraint is added:
Notice that Eq. 3.20 does not necessarily imply operation of a plant at location m in
period t; instead, it simply requires plant operation to be preceded by or coincide with
plant construction. In other words, if a plant is built at location m in period t, operation at
plant m may commence in period t or later.
3.3.2.3 Plant capacity
Each potential plant location m may accommodate a plant with maximum
production capacity Um. However, it is assumed that supply chain managers have chosen
to limit plant capacity (in the design phase) to some fraction of maximum site capacity in
order to allow for future capacity expansion. Hence, production at plant m in period t is
limited as follows:
1
1, 1,..., .T
mt
t
m Mφ=
≤ =∑ (3.19)
1
, 1,..., ; 1,..., .t
m mt m M t Tττ
φ β=
≥ = =∑ (3.20)

53
where u represents a user-defined production capacity factor, and the binary variable mtβ
indicates whether or not plant m operates in period t. For instance, if supply chain
managers wish to limit plant capacity to 90% of maximum site capacity at all potential
plant locations, the production capacity factor is set to u = 0.9. Furthermore, in order to
remain operational in period t, plant m must produce a minimum quantity vm of finished
product. That is,
A function of the optimal production quantity at plant m in period t will be used to set
production capacity for plant m over the same time span in the tactical submodel.
3.3.2.4 Production quantity changes
As discussed in subsection 3.3.1.5, production quantity change costs are incurred
in each period t in which production quantity changes from the previous period. In order
to avoid nonlinearity through use of the absolute value operator, Eqs. 3.9, 3.10, and 3.12
are added to the strategic submodel.
3.3.2.5 Plant flow conservation (raw materials)
As in any supply chain scenario, this model requires the conservation of flow of
raw materials (both critical and non-critical) through all plants. In other words, the
, 1,..., ; 1,..., ,mt m mtx uU m M t Tβ≤ = = (3.21)
, 1,..., ; 1,..., .mt m mtx v m M t Tβ≥ = = (3.22)

54
amount of raw materials held in inventory at plant m during period t is equal to the
amount of raw materials held in inventory at plant m during the previous period plus the
amount of raw materials shipped to plant m in the current period minus the amount of raw
materials used in production in plant m during the current period. Hence, the following
two constraints represent this conservation of flow for critical and non-critical raw
materials, respectively:
It is assumed that a (known) amount 0imr of each raw material i is on hand at each plant m
at the beginning of the initial period.
3.3.2.6 Plant raw material storage capacity
While plants’ required production capacities are not determined until after the
strategic submodel is solved, their raw material storage capacities are assumed to be
known with certainty. Hence, the amount of raw material i held in inventory at plant m
during period t is limited to a known inventory capacity. Again, the use of the binary
variable mtβ indicates whether or not plant m is utilized in period t:
( 1)
1
, 1,..., ; 1,..., ; 1,..., ;K
im t ikmt i mt imt
k
r w a x r i I m M t T′
−=
′+ − = = = =∑ (3.23)
( 1) , 1,..., ; 1,..., ; 1,..., .im t imt i mt imtr w a x r i I I m M t T− ′+ − = = + = = (3.24)
, 1,..., ; 1,..., ; 1,..., .HRP
imt imt mtr C i I m M t Tβ≤ = = = (3.25)

55
3.3.2.7 Plant flow conservation (finished products)
As with raw materials, this model requires the conservation of flow of finished
products through all plants. In other words, the number of units of finished product held
in inventory at plant m during period t is equal to the number of units of finished product
held in inventory in plant m in the previous period plus the number of units of finished
product produced in plant m in the current period minus the total number of units of
finished product shipped to all warehouses from plant m during period t. That is,
As with raw materials, it is assumed that an initial (known) inventory 0mg of finished
product is on hand at each plant at the beginning of the initial period.
3.3.2.8 Plant finished product storage capacity
As is the case with raw material storage capacities at each plant, the finished
product storage capacities are assumed to be known. Hence, the number of units of
finished product held in inventory at plant m during period t is limited to a known
inventory capacity. Again, a binary variable is used to indicate whether or not plant m is
utilized in period t:
( 1)
1
, 1,..., ; 1,..., .N
m t mt mnt mt
n
g x y g m M t T−=
+ − = = =∑ (3.26)
, 1,..., ; 1,..., .HFP
mt mt mtg C m M t Tβ≤ = = (3.27)

56
Additionally, it is assumed that plant m must be in operation in period t in order
for it to be able to ship finished products to the open warehouses in period t. Moreover, if
plant m is operational in period t, it is assumed to have outbound shipment capacity
PLANT
mR . In other words,
3.3.2.9 Warehouse flow conservation (finished products)
Similar to the conservation of flow requirement for plants, the number of units of
finished product held in inventory in warehouse n during period t is equal to the number
of units of finished product held in inventory in warehouse n during the previous period
plus the number of units of finished product shipped from all plants to warehouse n
during period t minus the number of units of finished product shipped from warehouse n
to all markets during period t. That is,
It is assumed that an initial (known) inventory 0nh of finished product is on hand at each
warehouse at the beginning of the initial period.
Furthermore, warehouse n must be open in period t to receive shipments of
finished products from the operational plants. Hence,
1
, 1,..., ; 1,..., .N
PLANT
mnt m mt
n
y R m M t Tβ=
≤ = =∑ (3.28)
( 1)
1 1
, 1,..., ; 1,..., .M P
n t mnt npt nt
m p
h y z h n N t T−= =
+ − = = =∑ ∑ (3.29)

57
where INW
nR represents the inbound shipping capacity of warehouse n in each period, and
the binary variable ntδ is used to indicate whether or not warehouse n is open during
period t.
3.3.2.10 Warehouse capacity and selections
The number of units of finished product held in inventory at warehouse n during
period t is limited to a known inventory capacity. Hence,
Furthermore, if warehouse n is open in period t, it must store at least qn units of
finished product in that period. That is,
Note, however, that this minimum storage requirement may be set to zero to reflect
“crossdocking” operations at the warehouses. In other words, finished products may
simply pass through the warehouses without actually entering storage.) Additionally,
each open warehouse has a defined outbound shipping capacity OUTW
nR . Hence,
1
, 1,..., ; 1,..., , M
INW
mnt n nt
m
y R n N t Tδ=
≤ = =∑ (3.30)
, 1,..., ; 1,..., .HFW
nt nt nth C n N t Tδ≤ = = (3.31)
, 1,..., ; 1,..., .nt n nth q n N t Tδ≥ = = (3.32)
1
, 1,..., ; 1,..., .P
OUTW
npt n nt
p
z R n N t Tδ=
≤ = =∑ (3.33)

58
3.3.2.11 Ending inventory requirement
Since supply chain operations are expected to continue beyond the initial planning
horizon considered in the model, a predefined finished product quantity is required to
remain in inventory during the final time period. Specifically, the sum of the finished
product inventory remaining in all plants and warehouses during the final period must be
equal to or greater than some fraction of the final period’s total demand. In other words,
where 0 1.FINh≤ ≤
3.3.2.12 Demand
During the design phase, managers seek to build a supply chain infrastructure that
will fulfill but not exceed demand through deliveries to customer markets. Hence, in the
strategic submodel, the quantity of finished product sent to each market in each time
period should not exceed the corresponding market’s demand in the same period. In
other words, the number of units of finished product shipped from all warehouses to
market p during period t must be less than or equal to demand at market p in period t.
That is,
Now, the overall strategic submodel formulation becomes
1 1 1
,M N P
FIN
mT nT pT
m n p
g h h d= = =
+ ≥∑ ∑ ∑ (3.34)
1
, 1,..., ; 1,..., .N
npt pt
n
z d p P t T=
≤ = =∑ (3.35)

59
1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
1
Maximize
N P T M T M TFP CON P
npt mt mt mt mt
n p t m t m t
N T I K M T I M TW R R
nt nt ikt ikmt it imt
n t i k m t i I m t
TFP
mt mt
m t
s z c f
f c w avc w
c x
φ β
δ
= = = = = = =
′ ′
′= = = = = = = + = =
= =
− −
− − −
−
∑∑∑ ∑∑ ∑∑
∑∑ ∑∑∑∑ ∑ ∑∑
∑1 1 1
1 1 1 1 1 1 1
1 1 1 1 1 1
( )
T M TPQ PQ
mt mt mt mt
m t
I K M T I M TSRP SRP
ikmt ikmt imt imt
i k m t i I m t
M N T N P TSFW SFM HR
mnt mnt npt npt imt
m n t n p t
c e c e
c w avc w
c y c z c
+ + − −
= =
′ ′
′= = = = = + = =
= = = = = =
− +
− −
− − −
∑ ∑∑
∑∑∑∑ ∑ ∑∑
∑∑∑ ∑∑∑1 1 1
1 1 1 1
1
min
1
subject to
, 1,..., ; 1,..., ; 1,..., ;
I M TP
imt
i m t
M T N THFP HFW
mt mt nt nt
m t n t
MRS
ikmt ikt ikt
m
M
ikmt ik
m
r
c g c h
w C i I k K t T
w w
α
α
= = =
= = = =
=
=
− −
′ ′≤ = = =
≥
∑∑∑
∑∑ ∑∑
∑
∑
1
1
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
1, 1,..., ;
ikt
MRS
imt it
m
T
mt
t
m
i I k K t T
w C i I I t T
m M
ττ
φ
φ
=
=
′ ′= = =
′≤ = + =
≤ =
∑
∑
1
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
,
t
mt
mt m mt
mt m mt
mt mt mt
m M t T
x uU m M t T
x v m M t T
x x e
β
β
β
=
−
≥ = =
≤ = =
≥ = =
− =
∑
0
( 1)
1
1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
0, 1,..., ;
, 1,..., ; 1,..., ;
mt mt mt
m
K
im t ikmt i mt imt
k
m M t T
e e e m M t T
x m M
r w a x r i I m M
+ −
′
−=
= =
= − = =
= =
′+ − = = =∑
( 1)
1,..., ;
, 1,..., ; 1,..., ;
1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
im t imt i mt imt
HRP
imt imt mt
t T
r w a x r i I I m M
t T
r C i I m M t Tβ
−
=
′+ − = = + =
=
≤ = = =
(3.36)

60
( 1)
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
N
m t mt mnt mt
n
HFP
mt mt mt
g x y g m M t T
g C m M t Tβ
−=
+ − = = =
≤ = =
∑
1
( 1)
1 1
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ;
NPLANT
mnt m mt
n
M P
n t mnt npt nt
m p
MINW
mnt n nt
m
y R m M t T
h y z h n N t T
y R n N
β
δ
=
−= =
=
≤ = =
+ − = = =
≤ =
∑
∑ ∑
∑
1
1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,
HFW
nt nt nt
nt n nt
POUTW
npt n nt
p
t T
h C n N t T
h q n N t T
z R n
δ
δ
δ=
=
≤ = =
≥ = =
≤ =∑
1 1 1
1
..., ; 1,..., ;
;
, 1,..., ; 1,..., ;
0, 1,..., ;
M N PFIN
mT nT pT
m n p
N
npt pt
n
imt
N t T
g h h d
z d p P t T
w i I I
= = =
=
=
+ ≥
≤ = =
′≥ = +
∑ ∑ ∑
∑1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
0, 1,..., ; 1,..., ; 1,..., ; 1,..., ;
imt
ikmt
m M t T
w i I m M t T
w i I k K m M t T
= =
′= = =
′ ′≥ = = = =
undefined, 1,..., ; 1,..., ; 1,..., ;
1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
ikmt
ikmt
w i I k K K m M
t T
w i I I k K m M
′ ′= = + =
=
′= + = =
1,..., ;
, , , , , , , 0, , , , , ;
unrestricted, 1,..., ; 1,..., ;
mt mt mt mnt npt imt mt nt
mt
t T
x e e y z r g h i m n p t
e m M t T
+ −
=
≥ ∀
= =
binary, 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
undefin
ikt
ikt
ikt
i I k K t T
i I k K K t T
α
α
α
′ ′= = =
′ ′= = + =
ed, 1,..., ; 1,..., ; 1,..., ;
, , binary, 1,..., ; 1,..., ; 1,..., .
mt nt mt
i I I k K t T
m M n N t Tβ δ φ
′= + = =
= = =
This submodel involves (2 2 8 5 ) 2 1T I K IM I I M N P M′ ′ ′+ + − + + + + + constraints and
(7 2 2 )T M N IM I M I K M MN NP I K′ ′ ′ ′ ′+ + − + + + + decision variables, of which

61
( 2 )T I K M N′ ′ + + are integer (binary) variables. Clearly, the greatest impact to the size
of the strategic submodel would result from a change in the number of time periods. For
example, doubling the number of time periods would double the overall number of
variables and nearly double the number of constraints. Depending on data availability
and software limitations, care should be taken when considering any significant increase
in the number of time periods considered in this submodel.
3.3.3 Strategic submodel summary
When data related to costs, capacities, and demand are available, this mixed
integer linear program can be solved using a variety of commercially-available solvers.
Once solved, the strategic submodel provides managers with the following supply chain
infrastructure planning elements:
(1) critical raw material supplier selections,
(2) plant construction decisions,
(3) locations of operating plants and warehouses for each period,
(4) input for production capacity requirements, and
(5) a profit goal.
The tactical submodel, whose formulation is described in the next section, uses these
elements (along with revised cost and other data) as inputs and provides as outputs the
following supply chain operational planning elements:
(1) non-critical raw material supplier selections;

62
(2) optimal raw material shipments and inventory quantities;
(3) optimal finished product production, shipment, and inventory quantities; and
(4) an optimal profit figure.
While optimal purchase, production, inventory, and shipment quantities for both raw
materials and finished products are determined in the solution to the strategic submodel,
these quantities are overridden by the solution to the tactical submodel. Once the tactical
submodel is formulated, a numerical example is presented to demonstrate application of
the overall two-phase supply chain model.
3.4 Tactical submodel
In the two-phase construct of the overall supply chain model, it is assumed that
only limited information is available to supply chain managers during the design phase.
Once supply chain infrastructure decisions have been made, however, higher resolution
cost and demand data; supplier-specific, non-critical raw material data; and inter-echelon
transit times for raw materials and finished products become available to supply chain
designers and operators. Therefore, once the solution to the strategic submodel has
indicated the optimal critical raw material supplier selections and determined the general
infrastructure of the supply chain, the tactical submodel is formulated and solved to select
suppliers of non-critical raw materials and determine (revised) optimal production
quantities and raw material and finished product shipment and inventory quantities. In
order to connect the two submodels, the critical raw material supplier selections, plant

63
and warehouse locations, and optimal production quantities determined in the strategic
submodel are used as inputs to the tactical submodel, with user-defined functions of the
optimal production quantities determined in the solution to the strategic submodel used as
production capacity limits in the tactical submodel.
During the operational phase of this supply chain scenario, managers present the
additional objective of minimizing the overall supply chain response time. This
objective, interpreted here as minimizing total weighted transit time for raw material and
finished product shipments, may be particularly important for perishable materials or
products, such as foodstuffs and medicines. In order to achieve this objective, it is
assumed that detailed raw material and finished product transportation times between the
various echelons of the supply chain become available to planners once the infrastructure
has been determined via the solution to the strategic submodel. Furthermore, it is
assumed that supply chain managers now wish to exactly meet customer/market demand
in an effort to avoid shortages (i.e., customer dissatisfaction) and overproduction (i.e.,
wasted surplus). At the same time, managers are able to develop a profit target based on
the optimal profit figure determined in the solution to the strategic submodel. It is
assumed, however, that managers understand the complexity of large-scale production-
distribution networks and accept the inevitability that all of their objectives may not be
achieved. As such, the tactical submodel is designed to reflect the desire of supply chain
managers to minimize deviations from the profit, demand, and response time targets to
the greatest extent possible. Therefore, since multiple, non-rigid objectives are
considered in the tactical submodel, linear goal programming is adopted as an appropriate

64
optimization technique for this problem. A significant advantage to this technique stems
from the inclusion of goal constraints, which allow for deviations from the objectives’
target values without rendering the entire solution infeasible. Hence, the three objectives
of meeting or exceeding a certain profit level, exactly meeting customer demand, and
minimizing total weighted transit time are expressed as traditional and non-traditional
goal constraints in the tactical submodel. Since goal programming objective functions
include the minimization of deviations from stated target values, the goal and regular
constraints are presented here first, followed by the formulation of the deviation-
minimizing objective function.
It is assumed in this supply chain scenario that inputs available to the tactical
submodel include newly obtained supplier-specific, non-critical raw material information,
higher resolution cost and demand information (based on shorter time periods than those
used in the strategic submodel), and detailed raw material and finished product
transportation times between the various supply chain elements. Since such a great
amount of new and revised information is assumed to be available after the solution to
the strategic submodel has been determined, the optimal profit, optimal raw material
shipments and inventory levels, and optimal finished product production, inventory, and
shipment quantities determined in the solution to the tactical submodel override those of
the strategic submodel’s solution. Also, since the length of a time period differs between
the two submodels, inputs to the tactical submodel derived from the solution to the
strategic submodel must be converted/scaled appropriately. Finally, all notation in the

65
tactical submodel is assumed to correspond to the shorter time periods, unless otherwise
stated.
3.4.1 Additional notation
In general, the tactical submodel uses the same notation and many of the same
data and decision variables as the strategic submodel. However, since new information is
assumed to be available to supply chain managers after infrastructure decisions have been
made, additional notation is needed. The additional data variables are as follows:
transportation time per unit of raw material from supplier to plant ;
transportation time per unit of finished product from plant to
warehouse ;
transportation time p
TRP
ikm
TFW
mn
TFM
np
b i k m
b m
n
b
=
=
= er unit of finished product from warehouse to
market ;
= production capactity at plant in period ;
= the number of time periods in the tactical submodel that comprise
one time period
FP
mt
TAC
n
p
C m t
t
in the strategic submodel;
profit goal as determined in the solution to the strategic submodel.Y =
In addition to the data variables listed above, the following decision variables are added
to the tactical submodel:
dem-
profit
profit
negative deviational variable related to fulfillment of demand at
market in period ;
positive deviational variable related to achievement of profit goal;
negative deviatio
ptd
p t
d
d
−
+
−
=
=
= nal variable related to achievement of profit goal;

66
time
time
positive deviational variable related to achievement of weighted
transit time goal;
negative deviational variable related to achievement of weighted
transit time goal.
d
d
+
−
=
=
3.4.2 Tactical submodel goal constraints
As mentioned earlier, three goal constraints are formulated in the tactical
submodel to reflect the objectives of meeting or exceeding a certain profit level, exactly
meeting customer demand, and minimizing total weighted transit time. These goals’
formulations are described as follows.
3.4.2.1 Profit optimization goal constraint
Using the optimal profit figure that resulted from the solution to the strategic
submodel, supply chain managers can set a specific profit target in the tactical submodel.
As in the strategic submodel, overall profit is calculated as the difference between total
revenue and total cost. Once again, total revenue is defined as
where the superscript TAC indicates that the corresponding term is associated with the
tactical submodel, and total cost is defined as
1 1 1
,N P T
TAC FP
npt
n p t
TR s z= = =
= ∑∑∑ (3.37)
.
TAC TAC TAC TAC TAC
TAC TAC TAC
TC CN FC RM PC
PQ SC HC
= + + +
+ + + (3.38)

67
Since several of the per unit costs may have changed since infrastructure decisions were
made via the solution to the strategic submodel, these tactical submodel costs are
recalculated as described in the following subsections.
3.4.2.2 Construction costs
As in the strategic submodel, a one-time construction cost CON
mtc is associated with
the construction of a plant of capacity Um at each location m. However, since
construction decisions have already been made via the solution to the strategic submodel,
the values of the binary variables mtφ are known for each plant location m and each
period t. Therefore, construction costs are again calculated as
where the binary variables mtφ are now known constants for all m and t. Here, it is
assumed that a plant to be constructed in a given strategic submodel period is constructed
in the first of the tactical submodel periods that combine to comprise the same time span
as that of the given strategic submodel period. For example, suppose years and quarters
are used as time periods in the strategic and tactical submodels, respectively. Then, if
plant m is to be built in year 2 of the strategic submodel, it is built in quarter 5 of the
tactical submodel. Likewise, just as plant m’s construction cost is fully incurred in year 2
in the strategic submodel, it is fully incurred in quarter 5 in the tactical submodel.
1 1
,M T
STR CON
mt mt
m t
CN c φ= =
=∑∑ (3.39)

68
3.4.2.3 Fixed operating costs for plants and warehouses
In the tactical submodel, fixed costs (FCTAC) are incurred in each period whenever
plant m is used for production and warehouse n is used to hold inventory. While these
costs are recalculated in the tactical submodel to account for potential cost changes, the
values of the binary variables mtβ and ntδ are known for each plant m, each warehouse n,
and each period t. Hence, fixed operating costs are recalculated as
where the binary variables mtβ and ntδ are now known constants for all m, n, and t.
3.4.2.4 Raw material costs
Since the solution to the strategic submodel determined the optimal critical raw
material supplier selections, these “strategic partnerships” are assumed to endure
throughout the operational phase of the supply chain. Furthermore, supplier-specific,
non-critical raw material information (i.e., cost and availability data) is now assumed to
be available at the beginning of the operational phase of the supply chain problem.
Hence, overall raw material shipment amounts and costs may change in the solution to
the tactical submodel. Therefore, shipment quantities of critical and non-critical raw
materials from each supplier are used to determine overall raw material costs as follows:
1 1 1 1
,M T N T
TAC P W
mt mt nt nt
m t n t
FC f fβ δ= = = =
= +∑∑ ∑∑ (3.40)
' '
1 1 1 1 1 1 1 1
.I K M T I K M T
TAC R R
ikt ikmt ikt ikmt
i k m t i I k m t
RM c w c w′= = = = = + = = =
= +∑∑∑∑ ∑ ∑∑∑ (3.41)

69
3.4.2.5 Variable production costs
Production costs (PCTAC) are calculated as the sum of the number of units of
finished product produced times the finished product unit production cost. Hence, the
expression for PCTAC is identical to the one used in the strategic submodel:
3.4.2.6 Production quantity change costs
As in the strategic submodel, an attempt is made to “smooth” production from one
period to the next. Again, nonlinearity through use of the absolute value operator is
avoided by the introduction of an unrestricted variable and positive and negative
deviational variables. Hence, the total production quantity change cost over the entire
planning horizon is calculated as
As in the strategic submodel, constraints in the form of Eqs. 3.9, 3.10, and 3.12 are added
to the tactical submodel.
3.4.2.7 Shipping costs for raw materials and finished products
As in the strategic submodel, shipping costs (SCTAC) are calculated for the
shipment of raw materials from all suppliers to all plants, for the shipment of finished
1 1
.M T
TAC FP
mt mt
m t
PC c x= =
=∑∑ (3.42)
1 1
( ).M T
TAC PQ PQ
mt mt mt mt
m t
PQ c e c e+ + − −
= =
= +∑∑ (3.43)

70
products from all plants to all warehouses, and for the shipment of finished products from
all warehouses to all markets over the entire planning horizon. In contrast to the strategic
submodel, however, is the tactical submodel’s inclusion of detailed costs regarding
suppliers of non-critical raw materials. Hence, overall shipping costs are calculated as
3.4.2.8 Holding costs for raw materials / finished products at plants and warehouses
As in the strategic submodel, holding costs are calculated for raw materials and
finished products held at all production facilities, and for finished products held at all
warehouses. That is,
In formulating and solving the tactical submodel, managers may seek to earn at
least as much overall profit as indicated in the solution to the strategic submodel. Given
a profit goal of Y (based upon the optimal profit determined in the solution to the strategic
submodel), the goal constraint corresponding to the optimization of profit becomes
1 1 1 1 1 1 1 1
1 1 1 1 1 1
.
I K M T I K M TTAC SRP SRP
ikmt ikmt ikmt ikmt
i k m t i I k m t
M N T N P TSFW SFM
mnt mnt npt npt
m n t n p t
SC c w c w
c y c z
′ ′
′= = = = = + = = =
= = = = = =
= +
+ +
∑∑∑∑ ∑ ∑∑∑
∑∑∑ ∑∑∑ (3.44)
1 1 1 1 1 1 1
.I M T M T N T
TAC HRP HFP HFW
imt imt mt mt nt nt
i m t m t n t
HC c r c g c h= = = = = = =
= + +∑∑∑ ∑∑ ∑∑ (3.45)

71
where profit profit and d d− + represent the under- and over-achievement, respectively, of the
profit goal Y. In order to achieve a profit that meets or exceeds Y, the negative
deviational variable profitd − will be minimized in the objective function. It is important to
note that while the tactical submodel seeks to achieve a profit greater than or equal to Y
(presumably the optimal profit determined in the solution to the strategic submodel), the
formulation of the profit objective as a goal constraint allows for the possibility of an
optimal profit that is less than Y without rendering the entire solution infeasible.
3.4.3 Total weighted transit time goal constraint
In an effort to ensure a more responsive supply chain and achieve higher levels of
customer satisfaction, supply chain managers often seek to minimize the time between
order placement and finished product delivery (to the customer.) This requirement is
addressed in the tactical submodel by including the additional objective of minimizing
total weighted transit time, defined here as the time required to ship one unit of raw
material/final product from one supply chain element to another multiplied by the number
1 1 1 1 1 1 1 1 1
' '
1 1 1 1 1 1 1 1 1 1
1 1
( )
N P T M T M T N TFP CON P W
npt mt mt mt mt nt nt
n p t m t m t n t
I K M T I K M T T TR R FP
ikt ikmt ikt ikmt mt mt
i k m t i I k m t m t
M TPQ PQ
mt mt mt mt
m t
s z c f f
c w c w c x
c e c e c
φ β δ= = = = = = = = =
′= = = = = + = = = = =
+ + − −
= =
− − −
− − −
− + −
∑∑∑ ∑∑ ∑∑ ∑∑
∑∑∑∑ ∑ ∑∑∑ ∑∑
∑∑1 1 1 1
1 1 1 1 1 1 1 1 1 1
profit
1 1 1 1 1 1 1
I K M TSRP
ikmt ikmt
i k m t
I K M T M N T N P TSRP SFW SFM
ikmt ikmt mnt mnt npt npt
i I k m t m n t n p t
I M T M T N THRP HFP HFW
imt imt mt mt nt nt
i m t m t n t
w
c w c y c z
c r c g c h d
′ ′
= = = =
′= + = = = = = = = = =
= = = = = = =
− − −
− − − +
∑∑∑∑
∑ ∑∑∑ ∑∑∑ ∑∑∑
∑∑∑ ∑∑ ∑∑ profit ,d Y− +− =
(3.46)

72
of units to be shipped, summed over all raw materials types, suppliers, plants,
warehouses, markets, and time periods. Hence, the corresponding goal constraint is
expressed as
where time time and d d− + represent the under- and over-achievement, respectively, of the total
weighted transit time goal. Since the goal is (unrealistically) zero weighted transit time,
the positive deviational variable timed + will be minimized in the objective function to
achieve the lowest possible total weighted transit time while still maintaining a feasible
solution.
3.4.4 Customer demand non-traditional goal constraint
Whereas supply chain managers sought to meet but not exceed demand when
planning the infrastructure of the production-distribution network, they now also wish to
minimize the number of units of unsatisfied demand. This requirement is expressed here
in the form of a non-traditional, one-sided goal constraint in which positive deviations
(i.e., excess deliveries to customer markets) are not permitted. Hence, the constraint in
the tactical submodel that seeks to meet demand exactly is expressed as
1 1 1 1 1 1 1 1
time time
1 1 1 1 1 1
0,
I K M T I K M TTRP TRP
ikm ikmt ikm ikmt
i k m t i I k m t
M N T N P TTFW TFM
mn mnt np npt
m n t n p t
b w b w
b y b z d d
′ ′
′= = = = = + = = =
− +
= = = = = =
+
+ + + − =
∑∑∑∑ ∑ ∑∑∑
∑∑∑ ∑∑∑ (3.47)
dem-
1
, 1,..., ; 1,..., ,N
npt pt pt
n
z d d p P t T−
=
+ = = =∑ (3.48)

73
where the negative deviational variable dem-ptd − represents the under-achievement of the
customer demand goal at market p in period t. In an attempt to exactly meet the demand
of market p in period t (represented by ptd ), dem-ptd − is minimized in the objective
function.
3.4.5 Tactical submodel regular constraints
In addition to the traditional and non-traditional goal constraints described in the
previous section, the tactical submodel requires several regular constraints that must be
met for the overall solution to remain feasible. These constraints are formulated as
follows.
3.4.5.1 Raw materials supplier selection and availability
Since supplier selections for critical raw materials have already been made via the
solution to the strategic submodel, the only supplier selections necessary in the tactical
submodel are those involving non-critical raw materials. As in the strategic submodel,
the total amount of raw material i shipped from supplier k to all production facilities in
period t must be less than or equal to the supply capacity of raw material i at supplier k
during each period t. Hence, the constraints corresponding to critical and non-critical raw
materials, respectively, are formulated as

74
Note that for i = 1,…I', the binary variables iktα (indicating whether or not supplier
k K ′≤ has been selected to provide critical raw material i in period t) have already been
assigned values via the solution to the strategic submodel and are therefore constants in
the above constraint. (The index ranges are presented here solely for clarity.) Therefore,
only the binary variables iktα where 1,...,i I I′= + (indicating supplier selections for non-
critical raw materials) are considered decision variables in the tactical submodel.
As discussed earlier, the critical raw material supplier selections made in the
solution to the strategic submodel are accompanied by minimum purchase quantity
requirements. It is assumed here that the tactical submodel requires the same minimum
purchase quantities be made over the same time periods. Hence, in the tactical submodel,
each period’s minimum purchase quantity (when applicable) is equal to the
corresponding strategic submodel minimum purchase requirement divided by the number
of tactical submodel periods that comprise a single strategic model period. In other
words,
where the iktα are known from the solution to the strategic submodel and are scaled
appropriately for the tactical submodel (i.e., for shorter time periods.) As with the
strategic submodel, an effort must be made to ensure the tactical submodel does not allow
1
, 1,..., ; 1,..., ; 1,..., ;M
RS
ikmt ikt ikt
m
w C i I k K t Tα=
′ ′≤ = = =∑ (3.49)
1
, 1,..., ; 1,..., ; 1,..., .M
RS
ikmt ikt ikt
m
w C i I I k K t Tα=
′≤ = + = =∑ (3.50)
min
1
, 1,..., ; 1,..., ; 1,..., ;M
ikikmt iktTAC
m
ww i I k K t T
tα
=
′ ′≥ = = =∑ (3.51)

75
critical raw material purchases to be made from non-critical raw material suppliers. Once
again, this restriction is imposed by declaring the appropriate variables as undefined over
a certain range.
3.4.5.2 Production capacity
In the solution to the strategic submodel, (initial) optimal production quantities
are determined for the operating plants. As stated earlier, functions of these optimal
quantities are used as production capacities in the tactical submodel. This is done to
reflect a supply chain manager’s desire to maintain production capacities that are slightly
higher than the previously planned optimal production quantities. This planning decision
is made in anticipation of different cost and demand data than were available during the
supply chain design phase. Recall that in the strategic submodel, production capacity at
each plant m was limited to uUm. Once the (initial) optimal production quantities are
determined in the strategic submodel, it is assumed that supply chain managers wish to
set the production capacity at each plant m (in the tactical submodel) to 1 (1 ) 2u u+ − = −
times the strategic submodel’s optimal production quantity for plant m over the same
timespan. Of course, this capacity must be scaled to correspond to tactical submodel time
periods. For example, suppose a production capacity factor of 0.9 and 1-year time
periods are used in the strategic submodel, while 3-month time periods are used in the
tactical submodel. (Hence, u = 0.9 and tTAC = 4.) It follows that the (strategic submodel)
production capacity at plant m in each period t is set to 0.9Um. If the optimal production
quantity (from the solution to the strategic submodel) at plant m in period (year) 1 is

76
5,000 units, then the (tactical submodel) production capacity at plant m in each
corresponding period (quarters 1, 2, 3, and 4) is (2 0.9)5000 1.1(5000)
1,375 units.4 4
−= =
In the tactical submodel, this new production capacity for plant m in periods 1 through 4
is denoted as 1,375 for 1,2,3, 4.FP
mtC t= = Furthermore, in order to avoid confusion due
to the mixing of time period lengths, this capacity calculation is done “offline” and not
included in the final mixed integer linear goal program. Hence, in order to limit tactical
submodel production to the new plant capacities, the following constraint is added to the
tactical submodel:
where the constant mtβ (whose value is determined in the solution to the strategic
submodel) indicates whether or not plant m is utilized in period t. Furthermore, in order
to prevent open plants from sitting idle, each plant m that operates in period t must
produce a minimum number of units of finished product in that period. That is,
3.4.5.3 Production quantity changes
As in the strategic submodel, production quantity change costs are incurred in
each period t in which production quantity changes from the previous period. (This
occurs even when production drops to zero—a plant is shuttered—or production
increases from zero—a plant is opened or reopened.) In order to prevent the introduction
, 1,..., ; 1,..., ,FP
mt mt mtx C m M t Tβ≤ = = (3.52)
, 1,..., ; 1,..., .mmt mtTAC
vx m M t T
tβ≥ = = (3.53)

77
of nonlinearity (due to use of the absolute value operator) into the tactical submodel,
constraints in the form of Eqs. 3.9, 3.10, and 3.12 are added.
3.4.5.4 Plant flow conservation (raw materials)
In the tactical submodel, raw material conservation of flow constraints are similar
to those in the strategic submodel. Hence, the amount of raw materials held in inventory
at plant m during period t is equal to the amount of raw materials held in inventory during
the previous period plus the amount of raw materials shipped to plant m in the current
period minus the amount of raw materials used in production during the current period.
In other words,
As in the strategic submodel, it is assumed that a reasonable (known) amount 0im
TAC
r
tof
each raw material i is on hand at each plant m at the beginning of the initial period.
3.4.5.5 Plant raw material storage capacity
While plants’ operational production capacities are not determined until the
strategic submodel is solved, their raw material storage capacities are assumed to be
known with certainty. Hence, the amount of raw material i held in inventory at plant m
( 1)
1
, 1,..., ; 1,..., ; 1,..., ;K
im t ikmt i mt imt
k
r w a x r i I m M t T′
−=
′+ − = = = =∑ (3.54)
( 1)
1
, 1,..., ; 1,..., ; 1,..., .K
im t ikmt i mt imt
k
r w a x r i I I m M t T−=
′+ − = = + = =∑ (3.55)

78
during period t is limited to a known inventory capacity RP
imtC . Since the values of the
binary variables mtβ (indicating whether or not plant m is utilized in period t) were
determined in the solution to the strategic submodel, they are included as constants in the
following constraint:
3.4.5.6 Plant flow conservation (finished products)
As in the strategic submodel, the number of units of finished product held in
inventory at plant m during period t is equal to the number of units of finished product
held in inventory in the previous period plus the number of units of finished product
produced in the current period minus the total number of units of finished product
shipped to all warehouses during period t. In other words,
As in the strategic submodel, it is assumed that an initial inventory 0m
TAC
g
tof finished
product is on hand at each plant at the beginning of the initial period.
3.4.5.7 Plant finished product storage capacity
As in the strategic submodel, the number of units of finished product held in
inventory at plant m during period t is limited to a known inventory capacity. Since the
, 1,..., ; 1,..., ; 1,..., .HRP
imt imt mtr C i I m M t Tβ≤ = = = (3.56)
( 1)
1
, 1,..., ; 1,..., .N
m t mt mnt mt
n
g x y g m M t T−=
+ − = = =∑ (3.57)

79
solution to the strategic submodel determined which production facilities should be used
during which periods, the values of the indicator variables mtβ are constants and used in
the tactical submodel to indicate whether or not plant m is utilized in period t. Hence, the
corresponding constraint is expressed as
Moreover, if plant m is operational in period t, it is assumed to have outbound shipment
capacity PLANT
m
TAC
R
t. In other words,
3.4.5.8 Warehouse flow conservation (finished products)
As in the strategic submodel, the number of units of finished product held in
inventory at warehouse n during period t is equal to the number of units of finished
product held in inventory at warehouse n during the previous period plus the number of
units of finished product shipped from all production plants to warehouse n during period
t minus the number of units of finished product shipped from warehouse n to all markets
during period t. That is,
, 1,..., ; 1,..., .HFP
mt mt mtg C m M t Tβ≤ = = (3.58)
1
, 1,..., ; 1,..., .PLANTNm
mnt mtTACn
Ry m M t T
tβ
=
≤ = =∑ (3.59)
( 1)
1 1
, 1,..., ; 1,..., .M P
n t mnt npt nt
m p
h y z h n N t T−= =
+ − = = =∑ ∑ (3.60)

80
As in the strategic submodel, it is assumed that an initial inventory 0n
TAC
h
tof finished
product is on hand at each warehouse at the beginning of the initial period. Furthermore,
warehouse n must be open in period t to receive shipments of finished products from the
operational plants. Hence,
where INW
nR represents the inbound shipping capacity of warehouse n in each (strategic
submodel) period, and the binary variable ntδ (actually a constant here) is used to
indicate whether or not warehouse n is open during period t.
3.4.5.9 Warehouse capacity
As in the strategic submodel, the number of units of finished product held in
inventory at warehouse n during period t is limited to a known inventory capacity. Since
the solution to the strategic submodel determined which warehouses are used in which
periods, the (known) values of the binary variables ntδ are used here to indicate whether
or not warehouse n is utilized during period t. Hence,
Furthermore, if warehouse n is open in period t, it must store a minimum number of units
of finished product in that period. In other words,
1
, 1,..., ; 1,..., , INWMn
mnt ntTACm
Ry n N t T
tδ
=
≤ = =∑ (3.61)
, 1,..., ; 1,..., .HFW
nt nt nth C n N t Tδ≤ = = (3.62)
, 1,..., ; 1,..., .nnt ntTAC
qh n N t T
tδ≥ = = (3.63)

81
(Recall that this minimum storage number may be set to zero to reflect “crossdocking”
operations.) As in the strategic submodel, each open warehouse has a defined capacity to
ship units of finished product out to customer markets. Hence,
where OUTW
nR represents the outbound shipping capacity for warehouse n in each
(strategic submodel) period.
3.4.5.10 Ending inventory requirement
As in the strategic submodel, a predefined finished product quantity is required to
remain in inventory during the final time period. Specifically, the sum of the finished
product inventory remaining in all plants and warehouses during the final period must be
equal to or greater than some fraction of the final period’s total demand. In other words,
where 0 1.FINh≤ ≤
3.4.6 Tactical submodel objective function
Since the multiple objectives stated by supply chain managers are formulated as
goal constraints with allowable deviations in the tactical submodel, the objective function
is formulated to minimize some function of the deviations. Here, two different goal
1
, 1,..., ; 1,..., ,OUTWPn
npt ntTACp
Rz n N t T
tδ
=
≤ = =∑ (3.64)
1 1 1
,M N P
FIN
mT nT pT
m n p
g h h d= = =
+ ≥∑ ∑ ∑ (3.65)

82
programming techniques are considered: preemptive and non-preemptive goal
programming. With non-preemptive goal programming, decision makers assign weights
to each goal, allowing for tradeoffs among goals. Using non-preemptive goal
programming, and with the objectives in no particular order, the single objective function
for the tactical submodel is formulated as
In order to determine the weight values for Eq. 3.66, Ballestero (2005) suggests several
techniques for eliciting the relative importance of multiple goals, including those detailed
in Keeney and Raiffa (1976), Roy (1991), Brans and Vincke (1985), Mareschal (1988),
and Saaty (1994). Additionally, Masud and Ravindran (2008) summarize several other
methods for determining weight values that help define the relative importance among
goals, including weights from ranks, the rating method, and the ratio weighing method.
Despite the existence of such techniques for determining weight values, however, it is
generally easier to simply elicit from decision makers a priority ranking among multiple
goals. When preemptive goal programming is used, decision makers rank their goals
from most to least important. The objective function is then formulated such that the
solution technique first focuses on the most important goal, then the second-most
important goal, and so on. Suppose here that supply chain managers have determined
that achieving a minimum profit level is their top priority, followed by exactly meeting
demand, and then minimizing total weighted transit time. First, a priority level
, 1,2,3rP r = is assigned to each of these objectives. The objective function is then
formulated as a linear combination of functions of the deviational variables as follows:
1 profit 2 dem- 3 time
1 1
Minimize .P T
pt
p t
w d w d w d− − +
= =
+ +∑∑ (3.66)

83
Besides involving the relatively straightforward task of eliciting priority rankings from
decision makers, preemptive goal programming provides an additional advantage over its
non-preemptive counterpart regarding the objective function. Since relative weights are
used in a non-preemptive goal programming formulation, the deviational variables
corresponding to different units (e.g., dollars versus years) must be scaled or normalized
appropriately. With preemptive goal programming, the sequential optimization of each
successively lower-priority goal obviates the need for such normalization. (Further
computational issues will be discussed in the numerical example that follows.) Since
goals are often incommensurable with one another and can sometimes only be achieved
at the expense of others, and since preemptive goal programming generally places less of
a burden on decision makers in terms of prioritizing objectives (and, perhaps, less of a
burden on analysts in terms of normalization of terms in the objective function), the
formulation of Eq. 3.67 will be used for the tactical submodel (Masud and Ravindran,
2008). The overall formulation is as follows. (Of course, the goals in the objective
function may be reprioritized, based on decision maker preferences.)
1 profit 2 dem- 3 time
1 1
Minimize .P T
pt
p t
Pd P d P d− − +
= =
+ +∑∑ (3.67)

84
1 profit 2 dem- 3 time
1 1
1 1 1 1 1 1 1
1 1 1
Minimize
subject to
P T
pt
p t
N P T M T M TFP CON P
npt mt mt mt mt
n p t m t m t
N T TW R
nt nt ikt ikmt
n t t
Pd P d P d
s z c f
f c w
φ β
δ
− − +
= =
= = = = = = =
= = =
+ +
− −
− −
∑∑
∑∑∑ ∑∑ ∑∑
∑∑ ∑' '
1 1 1 1 1 1 1
1 1 1 1
1 1 1 1 1 1 1
( )
I K M I K M TR
ikt ikmt
i k m i I k m t
T T M TFP PQ PQ
mt mt mt mt mt mt
m t m t
I K M T K M TSRP SRP
ikmt ikmt ikmt ikmt
i k m t k m t
c w
c x c e c e
c w c w
′= = = = + = = =
+ + − −
= = = =
′ ′
= = = = = = =
−
− − +
− −
∑∑∑ ∑ ∑∑∑
∑∑ ∑∑
∑∑∑∑ ∑∑1
1 1 1 1 1 1 1 1 1
profit profit
1 1 1 1
;
I
i I
M N T N P T I M TSFW SFM HRP
mnt mnt npt npt imt imt
m n t n p t i m t
M T N THFP HFW
mt mt nt nt
m t n t
c y c z c r
c g c h d d Y
′= +
= = = = = = = = =
− +
= = = =
− − −
− − + − =
∑ ∑
∑∑∑ ∑∑∑ ∑∑∑
∑∑ ∑∑
dem-
1
1 1 1 1 1 1 1 1
1 1 1
, 1,..., ; 1,..., ;
N
npt pt pt
n
I K M T I K M TTRP TRP
ikm ikmt ikm ikmt
i k m t i I k m t
M N TTFW T
mn mnt np
m n t
z d d p P t T
b w b w
b y b
−
=
′ ′
′= = = = = + = = =
= = =
+ = = =
+
+ +
∑
∑∑∑∑ ∑ ∑∑∑
∑∑∑ time time
1 1 1
1
1
0;
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
N P TFM
npt
n p t
MRS
ikmt ikt ikt
m
MRS
ikmt ikt ikt
m
z d d
w C i I k K t T
w C i I I k K t T
α
α
− +
= = =
=
=
+ − =
′ ′≤ = = =
′≤ = + = =
∑∑∑
∑
∑min
1
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
Mik
ikmt iktTACm
FP
mt mt mt
mmt mtTAC
mt
ww i I k K t T
t
x C m M t T
vx m M t T
t
x
α
β
β
=
′ ′≥ = = =
≤ = =
≥ = =
∑
1
0
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
0, 1,..., ;
mt mt
mt mt mt
m
x e m M t T
e e e m M t T
x m M
−
+ −
− = = =
= − = =
= =
(3.68)

85
( 1)
1
( 1)
1
, 1,..., ; 1,..., ;
1,..., ;
,
K
im t ikmt i mt imt
k
K
im t ikmt i mt imt
k
r w a x r i I m M
t T
r w a x r
′
−=
−=
′+ − = = =
=
+ − =
∑
∑ 1,..., ; 1,..., ;
1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
HRP
imt imt mt
i I I m M
t T
r C i I m M t Tβ
′= + =
=
≤ = = =
( 1)
1
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,...
N
m t mt mnt mt
n
HFP
mt mt mt
PLANTNm
mnt mtTACn
g x y g m M t T
g C m M t T
Ry m
t
β
β
−=
=
+ − = = =
≤ = =
≤ =
∑
∑
( 1)
1 1
1
, ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
M P
n t mnt npt nt
m p
INWMn
mnt ntTACm
M t T
h y z h n N t T
Ry n N t T
tδ
−= =
=
=
+ − = = =
≤ = =
∑ ∑
∑
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1
HFW
nt nt nt
nnt ntTAC
OUTWPn
npt ntTACp
h C n N t T
qh n N t T
t
Rz n N t
t
δ
δ
δ=
≤ = =
≥ = =
≤ = =∑
1 1 1
,..., ;
;
0, 1,..., ; 1,..., ; 1,..., ; 1,..., ;
M N PFIN
mT nT pT
m n p
ikmt
ikm
T
g h h d
w i I k K m M t T
w
= = =
+ ≥
′ ′≥ = = = =
∑ ∑ ∑
0, 1,..., ; 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
1,..., ;
t
ikmt
i I I k K m M t T
w i I k K K m M
t T
′≥ = + = = =
′ ′= = + =
=
profit profit time time
dem-
, , , , , , , , , , , ,
0, , , , , ;
mt mt mt mnt npt imt mt nt
pt
x e e y z r g h d d d d
d i m n p t
+ − − + − +
− ≥ ∀
unrestricted, 1,..., ; 1,..., ;
binary, 1,..., ; 1,..., ; 1,..., ;
constants, 1,..., ; 1
mt
ikt
ikt
e m M t T
i I I k K t T
i I k
α
α
= =
′= + = =
′= = ,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
, , constants, 1,..., ; 1,..., ; 1,..., .
ikt
mt nt mt
K t T
i I k K K t T
m M n N t T
α
β δ φ
′ =
′ ′= = + =
= = =

86
This submodel involves (2 2 7 5 ) 3T I K IK I K IM M N P M′ ′ ′+ − + + + + + + constraints
and ( 5 ) 4T I K M IKM I KM M MN NP IM N IK I K P′ ′ ′ ′+ − + + + + + + − + + decision
variables, of which ( )T IK I K′− are integer (binary) variables. Once again, a change in
the number of time periods would have the most impact on the overall size of the
submodel. Furthermore, if a sequential solution approach is used to solve this linear
integer goal program, the number of decision variables will decrease with each
successive optimization. However, the magnitude of the decrease in the number of
decision variables, which results from the fixing of deviational variable values after each
successive optimization, depends upon the priority order of the objectives.
3.4.7 Tactical submodel summary
The solution to the tactical submodel provides supply chain managers with
(1) optimal non-critical raw material supplier selections,
(2) optimal raw material shipment and inventory quantities,
(3) optimal finished product production, inventory, and shipment quantities, and
(4) an optimal profit figure.
For convenience, the following constraint is added during numerical computation:

87
where PROFIT is an unrestricted variable. While this equation is not essential to the
model, it provides a quick means of determining the optimal profit resulting from the
solution to the tactical submodel. The next section demonstrates the application of the
overall deterministic two-phase model through a numerical example.
3.5 Numerical example
The example supply chain scenario depicted in Figure 3-2 is used to demonstrate
the applicability of the two-phase model formulated and described in sections 3.3 and 3.4.
This scenario consists of a set of five suppliers (S1-S5), three manufacturing locations
(P1-P3), four warehouses (WH1-WH4), and five customer markets (M1-M5). In this
scenario, a single product is manufactured from two critical ( 1,2)i = and three non-critical
( 3,4,5)i = raw materials. Specifically, raw material requirements for each unit of
finished product are 5, 7, 7, 12, and 6 units each of raw materials 1, 2, 3, 4, and 5,
respectively. Suppliers 1 and 2 are each capable of providing both of the critical raw
materials, as well as all of the non-critical raw materials, while suppliers 1 through 5
1 1 1 1 1 1 1 1 1
' '
1 1 1 1 1 1 1 1 1 1
N P T M T M T N TFP CON P W
npt mt mt mt mt nt nt
n p t m t m t n t
I K M T I K M T T TR R FP
ikt ikmt ikt ikmt mt mt
i k m t i I k m t m t
PROFIT s z c f f
c w c w c x
φ β δ= = = = = = = = =
′= = = = = + = = = = =
= − − −
− − −
∑∑∑ ∑∑ ∑∑ ∑∑
∑∑∑∑ ∑ ∑∑∑ ∑∑
1 1 1 1 1 1
1 1 1 1 1 1 1 1 1 1
( )
M T I K M TPQ PQ SRP
mt mt mt mt ikmt ikmt
m t i k m t
I K M T M N T N P TSRP SFW SFM
ikmt ikmt mnt mnt npt npt
i I k m t m n t n p t
c e c e c w
c w c y c z
′ ′+ + − −
= = = = = =
′= + = = = = = = = = =
− + −
− − −
∑∑ ∑∑∑∑
∑ ∑∑∑ ∑∑∑ ∑∑∑
1 1 1 1 1 1 1
,I M T M T N T
HRP HFP HFW
imt imt mt mt nt nt
i m t m t n t
c r c g c h= = = = = = =
− − −∑∑∑ ∑∑ ∑∑
(3.69)

88
can each provide all of the non-critical raw materials (to varying degrees, of course.) The
finished product may be produced at any of the three manufacturing sites ( 1,2,3)m = and
shipped to any of the four warehouses ( 1,2,3,4).w = While the storage capacities for
both raw materials and finished products at each potential plant location are known, the
production capacities are initially set to some fraction of the maximum site capacities.
(Upon solving the strategic submodel, the plant locations and their associated production
capacities are decided upon.) Given a five-year planning horizon, supply chain managers
are charged with two tasks:
S5
S4
S3
S2
S1
P1
P2
P3WH4
WH3
WH2
WH1
M5
M4
M3
M2
M1
S = supplierP = plantWH = warehouseM = market
Figure 3-2: Example supply chain scenario.

89
(1) supply chain design – establishing the infrastructure of the supply chain by
making critical raw material supplier selections, choosing the optimal set of plants
and warehouses, and determining the necessary plant capacities; and
(2) supply chain operation planning – determining optimal non-critical supplier
selections and production, inventory, and shipping quantities for each quarter over
the five-year planning horizon.
In this case, top-level decision makers have chosen profit optimization (i.e., meeting or
exceeding a minimum profit level) as their top priority goal, followed by exactly meeting
market demand, and then minimizing total weighted transit time in an effort to improve
customer service. The following sections provide an overview of the problem’s input
data, a discussion on the solution technique employed, and a summary of the numerical
results.
3.5.1 Input data
This section summarizes select data used as input to the strategic and tactical
submodels. Since raw material, production, holding, and shipping costs vary over
periods, routes, and supply chain elements, Table 3-1 presents only the ranges of these
costs. Data related to plant costs and capacities are shown in Table 3-2.

90
Warehouse fixed operating costs and capacity data are shown in Table 3-3.
Cost Range
Critical raw material $5.60-9.00/unit
Non-critical raw material $4.00-6.00/unit
Shipping – critical raw material $0.90-1.90/unit
Shipping – non-critical raw material $0.40-1.20/unit
Shipping – finished product $2.30-6.40/unit
Holding – raw material $0.20-0.60/unit/period
Holding – finished product $0.70-1.10/unit/period
Production $4.50-9.00/unit
Table 3-1: Strategic submodel cost ranges.
Plant Year Construction
cost
Fixed operating
cost
Minimum production
amount
Maximum production capacity
Finished product storage capacity
Outbound shipping capacity
1 $1,000,000 $300,000 1000 5,500 1,000 150,000
2 $1,050,000 $300,000 1000 5,500 1,100 150,000
3 $1,100,000 $350,000 1000 5,500 1,200 150,000
4 $1,150,000 $350,000 1000 5,500 1,400 150,000
1
5 $1,200,000 $400,000 1000 5,500 1,500 150,000
1 $1,000,000 $400,000 1000 6,000 2,000 150,000
2 $1,050,000 $400,000 1000 6,000 2,000 150,000
3 $1,100,000 $450,000 1000 6,000 2,000 150,000
4 $1,150,000 $450,000 1000 6,000 2,000 150,000
2
5 $1,200,000 $500,000 1000 6,000 2,000 150,000
1 $800,000 $300,000 1000 4,000 3,000 150,000
2 $825,000 $300,000 1000 4,000 3,100 150,000
3 $850,000 $350,000 1000 4,000 3,200 150,000
4 $875,000 $350,000 1000 4,000 3,300 150,000
3
5 $900,000 $400,000 1000 4,000 3,400 150,000
Table 3-2: Plant costs and capacities.
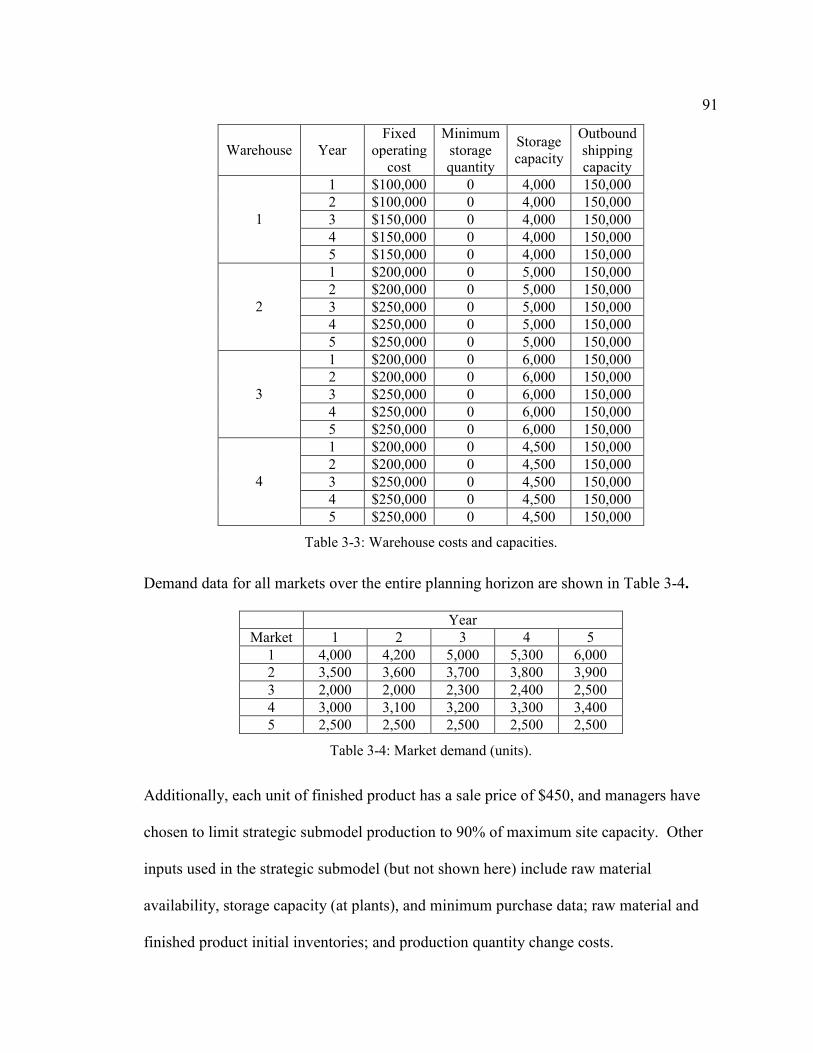
91
Demand data for all markets over the entire planning horizon are shown in Table 3-4.
Additionally, each unit of finished product has a sale price of $450, and managers have
chosen to limit strategic submodel production to 90% of maximum site capacity. Other
inputs used in the strategic submodel (but not shown here) include raw material
availability, storage capacity (at plants), and minimum purchase data; raw material and
finished product initial inventories; and production quantity change costs.
Warehouse Year Fixed
operating cost
Minimum storage quantity
Storage capacity
Outbound shipping capacity
1 $100,000 0 4,000 150,000
2 $100,000 0 4,000 150,000
3 $150,000 0 4,000 150,000
4 $150,000 0 4,000 150,000
1
5 $150,000 0 4,000 150,000
1 $200,000 0 5,000 150,000
2 $200,000 0 5,000 150,000
3 $250,000 0 5,000 150,000
4 $250,000 0 5,000 150,000
2
5 $250,000 0 5,000 150,000
1 $200,000 0 6,000 150,000
2 $200,000 0 6,000 150,000
3 $250,000 0 6,000 150,000
4 $250,000 0 6,000 150,000
3
5 $250,000 0 6,000 150,000
1 $200,000 0 4,500 150,000
2 $200,000 0 4,500 150,000
3 $250,000 0 4,500 150,000
4 $250,000 0 4,500 150,000
4
5 $250,000 0 4,500 150,000
Table 3-3: Warehouse costs and capacities.
Year
Market 1 2 3 4 5
1 4,000 4,200 5,000 5,300 6,000
2 3,500 3,600 3,700 3,800 3,900
3 2,000 2,000 2,300 2,400 2,500
4 3,000 3,100 3,200 3,300 3,400
5 2,500 2,500 2,500 2,500 2,500
Table 3-4: Market demand (units).

92
Data used here as input to the tactical submodel is generally proportional to that
used in the strategic submodel. For example, while input to the strategic submodel
reflects demand at market 1 as 4,000 units in year 1, demand at market 1 in the tactical
submodel is 1,000 units in each of quarters 1 through 4. Furthermore, while not shown
here, transportation times for raw materials and finished products between different
elements in the supply chain range from 1 to 5 days.
Finally, in an effort to explicitly demonstrate the results of changing the priority
order of the three objectives, a disruption in one of the transportation routes is simulated
in the tactical submodel. Specifically, the cost of delivering finished products to market 1
is made prohibitively expensive. The effects of this disruption are discussed when the
numerical results from the example are presented.
3.5.2 Preemptive goal programming solution technique
Before solving the tactical submodel using inputs from the solution to the
strategic submodel, an issue concerning solving preemptive goal programming problems
should be considered. Typically, the solution technique for a preemptive goal
programming problem considers each goal separately, first minimizing deviations from
the most important goal, then the second most important goal, and so on. Of course, all
of these minimizations are first subject to the regular or hard constraints. In each
successive step, the objective function consists only of the deviational variables from the
corresponding goal constraint. Once the first problem is solved, the values of the
deviational variables corresponding to the most important goal constraint are fixed by

93
adding the appropriate constraints to the problem. (Alternatively, the values of the solved
deviational variables may be considered as constants, as is done in the current example.)
This procedure is repeated until all goal constraints have been considered. While the
technique just described is used to solve the numerical example presented here, it is
important to note that more efficient algorithms for preemptive goal programming
problems have been developed. One such method, the partitioning algorithm for (linear)
goal programming (PAGP), thoroughly described by Arthur and Ravindran (1980), has
been shown to be capable of cutting computation time by more than 75% when compared
to other techniques for solving preemptive goal programming problems. Depending on
problem size, such an algorithm may provide a significant advantage when implementing
the two-phase model developed here.
3.5.3 Results
This numerical example was formulated and solved using Extended LINGO 9.0
optimization software. The sizes of the strategic and tactical submodel formulations are
shown in Table 3-5. (These model sizes refer to the case when the profit goal takes top
priority, followed by the demand goal, and then the response time goal.) Notice that the
Variables
Submodel Integer Continuous Total Constraints
Strategic 70 435 505 457
Tactical (run 1) 300 2564 2864 1986
Tactical (run 2) 300 2563 2863 1986
Tactical (run 3) 300 2463 2763 1986
Table 3-5: Numerical example model size (profit first).

94
number of tactical submodel decision variables decreases with each successive
optimization, since deviational variables for the profit and demand goals are fixed as
constants after the first and second optimization runs, respectively. The solution to the
strategic submodel (which took nearly zero processing time) provides an optimal profit
target of $5,643,366, along with the supply chain infrastructure plan, which includes
supplier selections for critical raw materials (see Table 3-6.) In this solution, plants are to
be constructed at locations 1, 2, and 3 in year 1. (In the tactical submodel, this
corresponds to constructing plants at locations 1, 2, and 3 in quarter 1.) Furthermore, the
operating schedule for all four warehouses is summarized in Table 3-7, while optimal
production quantities for plants 1, 2, and 3 are presented in Table 3-8.
Critical raw material #1 Critical raw material #2
Year
Supplier 1 2 3 4 5 1 2 3 4 5
#1
#2
Table 3-6: Critical raw material supplier selections.
Warehouse
Year 1 2 3 4
1
2
3
4
5
Table 3-7: Warehouse operating schedule.

95
Based upon the optimal production quantities for each of the operating plants over
the five-year planning horizon, and a user-defined production capacity factor of 0.9,u =
production capacities for input to the tactical submodel are shown in Table 3-9.
Using the infrastructure and supplier selection decisions made in the solution to
the strategic submodel, along with higher resolution data (omitted here for brevity), the
tactical submodel was solved to determine non-critical raw material supplier selections
and optimal purchasing, production, inventory, and shipment quantity decisions. Using
Extended LINGO 9.0, each of the three sequential optimizations of the tactical submodel
required three or fewer seconds of processing time. When the profit goal has top priority,
followed by the demand goal, and then the response time goal, an optimal profit level of
$3,131,097 is achieved. Table 3-10 summarizes the optimal production quantities
Plant
Year 1 2 3
1 4950 5400 3600
2 4950 5400 3600
3 4950 5400 3600
4 4950 5400 3600
5 4950 5400 3600
Table 3-8: Strategic submodel optimal production quantities.
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1,362 1,485 990 11 1,362 1,485 990
2 1,362 1,485 990 12 1,362 1,485 990
3 1,362 1,485 990 13 1,362 1,485 990
4 1,362 1,485 990 14 1,362 1,485 990
5 1,362 1,485 990 15 1,362 1,485 990
6 1,362 1,485 990 16 1,362 1,485 990
7 1,362 1,485 990 17 1,362 1,485 990
8 1,362 1,485 990 18 1,362 1,485 990
9 1,362 1,485 990 19 1,362 1,485 990
10 1,362 1,485 990 20 1,362 1,485 990
Table 3-9: Tactical submodel production capacities (units).

96
resulting from this implementation of the tactical submodel. Due to the disruption in the
transportation routes leading to market 1 (and the associated prohibitively high shipping
costs), none of the demand for market 1 was met in an effort to maximize overall profits.
However, this situation frees up the necessary resources to satisfy all other demand over
the 5-year planning horizon.
When meeting demand is given the highest priority, followed by meeting or
exceeding the profit goal, and then minimizing response time, the solution indicates a
profit of $1,353,256 over the 5-year planning horizon. This lower profit figure can be
attributed to the tactical submodel attempting to first minimize unsatisfied demand,
despite the prohibitively high costs associated with the disrupted transportation routes to
market 1. Indeed, this case resulted in only 6,145 units of unsatisfied demand, compared
to the 24,500 units of unsatisfied demand in the profit-first case. Figure 3-3 compares the
profit goal achievement levels for the profit-first and demand-first cases. While both
profit goal achievement levels fall well short of the original profit goal due to the
prohibitively high shipping costs corresponding to transportation routes leading to market
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1,362 1,009 250 11 1,362 1,388 250
2 1,362 1,246 250 12 1,362 1,388 250
3 1,362 1,485 250 13 1,362 1,313 250
4 1,362 1,485 250 14 1,362 1,238 250
5 1,362 1,485 250 15 1,362 1,238 250
6 1,362 1,485 250 16 1,362 1,189 250
7 1,362 1,485 250 17 1,362 1,189 250
8 1,362 1,485 250 18 1,362 1,040 250
9 1,362 1,241 250 19 1,362 1,040 250
10 1,362 1,288 250 20 1,362 1,040 250
Table 3-10: Tactical submodel optimal production (profit first).

97
1, this example is meant to demonstrate the ability to conduct tradeoff analysis using the
deterministic tactical submodel.
Table 3-11 summarizes the optimal production quantities resulting from this
implementation of the tactical submodel, while Table 3-12 shows the quarterly change in
production at each plant as the demand goal replaces the profit goal as the top priority.
Profit Goal Achievement
$1,353,256
$3,131,097
$5,643,366
$0
$1,000,000
$2,000,000
$3,000,000
$4,000,000
$5,000,000
$6,000,000
100%
55.5%
24%
Goal Profit first Demand first
Figure 3-3: Profit goal achievement as a percentage of goal target.
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1,362 1,485 990 11 1,362 1,485 990
2 1,362 1,485 990 12 1,362 1,485 990
3 1,362 1,485 990 13 1,362 1,485 975
4 1,362 1,485 990 14 1,362 1,485 868
5 1,362 1,485 990 15 1,362 1,485 863
6 1,362 1,485 990 16 1,362 1,485 863
7 1,362 1,485 990 17 1,362 1,485 990
8 1,362 1,485 990 18 1,362 1,485 990
9 1,362 1,485 990 19 1,362 1,485 990
10 1,362 1,485 990 20 1,362 1,485 990
Table 3-11: Tactical submodel optimal production (demand first).

98
Clearly, plant 3, which operates at its minimum production rate when profit achievement
takes top priority, provides most of the additional production necessary to fulfill demand
when the minimization of unsatisfied demand is set as the #1 goal.
Table 3-13 presents the distribution of unsatisfied demand over all markets and periods in
both the profit-first and demand-first cases. As expected, the achievement level for the
demand satisfaction goal increases when it is assigned top priority (see Figure 3-4).
However, since demand alone is not affected by the prohibitively high shipping costs
assigned to all shipping routes leading to market 1, the change in the achievement level as
the demand satisfaction goal moves from 1st to 2nd or 2nd to 1st priority is not as drastic as
that of the profit goal.
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 0 +476 +740 11 0 +97 +740
2 0 +239 +740 12 0 +97 +740
3 0 0 +740 13 0 +172 +725
4 0 0 +740 14 0 +247 +618
5 0 0 +740 15 0 +247 +613
6 0 0 +740 16 0 +296 +613
7 0 0 +740 17 0 +296 +740
8 0 0 +740 18 0 +445 +740
9 0 +244 +740 19 0 +445 +740
10 0 +197 +740 20 0 +445 +740
Table 3-12: Production change as demand goal replaces profit goal as top priority.

99
Market
1 2 3 4 5
Qtr Profit Demand Profit Demand Profit Demand Profit Demand Profit Demand
1 1,000 0 0 0 0 0 0 0 0 0
2 1,000 0 0 0 0 0 0 0 0 0
3 1,000 0 0 0 0 0 0 0 0 0
4 1,000 0 0 0 0 0 0 0 0 0
5 1,050 0 0 0 0 0 0 0 0 0
6 1,050 0 0 0 0 0 0 0 0 0
7 1,050 0 0 0 0 0 0 0 0 0
8 1,050 0 0 0 0 0 0 0 0 0
9 1,250 0 0 0 0 0 0 0 0 0
10 1,250 0 0 0 0 0 0 0 0 0
11 1,250 0 0 0 0 0 0 0 0 0
12 1,250 369 0 0 0 0 0 0 0 0
13 1,325 354 0 0 0 0 0 0 0 0
14 1,325 461 0 0 0 0 0 0 0 0
15 1,325 565 0 0 0 0 0 0 0 0
16 1,325 965 0 0 0 0 0 0 0 0
17 1,500 664 0 0 0 0 0 0 0 0
18 1,500 664 0 0 0 0 0 0 0 0
19 1,500 664 0 0 0 0 0 0 0 0
20 1,500 1444 0 0 0 0 0 0 0 0
Total 24,500 6,150 0 0 0 0 0 0 0 0
Profit first = 24,500 units Overall shortage Demand first = 6,150 units
Table 3-13: Demand shortages (profit first/demand first.)
Demand Goal Achievement
76,550
58,200
82,700
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
90,000
Units
100%
70.4%
92.6%
Goal Profit first Demand first
Figure 3-4: Demand goal achievement as a percentage of goal target.

100
3.6 Deterministic model summary
The two-phase model formulated in this chapter provides a tool for supply chain
designers and operators to optimize the supplier selection, purchasing, production,
shipping, and inventory decisions for a single product manufacturing and distribution
network. The strategic submodel first gives supply chain designers an opportunity to
establish the initial supply chain infrastructure for the overall manufacturing and
distribution network that will maximize overall profit. With detailed information
pertaining to non-critical raw material costs and availability, transportation times, and
customer demand, supply chain operators can use this newly obtained information, along
with the results of the strategic submodel, as input to the tactical submodel to determine
optimal non-critical raw material supplier selections and (revised) optimal production,
inventory, and shipment quantities. A simple numerical example was presented to
demonstrate the ease of implementation of the integrated, two-phase model, and the
optimization software LINGO was used to solve both the strategic and tactical
submodels.
While the two-phase model developed here provides an effective tool for the
optimization of supply chain design and operation decisions, it fails to take into account
the uncertainty inherent in real world manufacturing and distribution networks. Without
considering variability in such input parameters as costs and demand, supply chain
managers are likely to make decisions that can lead to suboptimal profit and customer
service. The next chapter addresses this limitation of the two-phase model by altering the
decision makers’ objectives and introducing two stochastic optimization techniques—

101
robust optimization and chance-constrained goal programming—into the strategic and
tactical submodels, respectively, allowing both submodels to accommodate uncertain
input data in their formulations.

102
Chapter 4
SCENARIO-BASED, MULTI-OBJECTIVE,
STOCHASTIC STRATEGIC SUBMODEL
4.1 Introduction
The deterministic supply chain model developed in Chapter 3 assumes all costs,
transportation times, raw material availability, and demand information are known with
certainty. As noted by Gupta and Maranas (2003), this is a highly optimistic assumption,
and failing to consider variability and/or uncertainty can seriously degrade a supply
chain’s performance in the real world, where demand fluctuates, prices change,
production capacities vary, and a variety of disruptions and catastrophes, both natural and
manmade, can occur. In this chapter, a modified version of the supply chain scenario
presented in Chapter 3 is assumed, in which long-term demand forecasts are subject to
uncertainty, while the remaining input parameters are known with certainty, as in the
deterministic case. Here, at the onset of the supply chain design phase, it is assumed that
this uncertain data is available via discrete economic scenarios, each with an estimated
probability of occurrence. Such economic scenarios are considered for long-range
planning purposes, where time periods are assumed to be one or more years in length.
Suppose, for instance, that a long-term forecast of demand data (e.g., annual demand in
each market over a 5- or 10-year planning horizon) is developed based upon the
probability of occurrence of each of four future economic states: strong, good, fair, and
weak. In other words, a demand forecast is made available for each of these four possible

103
economic scenarios, each having an estimated probability of occurrence. Since product
demand depends upon a multitude of factors requiring input from several sources, such a
long-term forecast might be developed using a technique such as the Delphi method.
[This technique, developed by the RAND Corporation, involves gaining a consensus
solution from a panel of experts who remain anonymous relative to one another. See
Dalkey (1969) for an in-depth description of the Delphi method.] The submodel in this
chapter considers the case where decision makers have indicated their desire for a supply
chain design plan that provides the highest possible profit under any possible economic
scenario, with a controllable measure of profit (or cost) variability, while at the same time
minimizing unsatisfied demand. (Recall that the deterministic strategic submodel in
Chapter 3 merely limited market deliveries to forecasted demand and did not specifically
seek to minimize unsatisfied demand.)
The modified design phase scenario, in which demand forecast data is known via
discrete economic scenarios, presents a more realistic problem to managers who must
make supply chain design decisions using imperfect or uncertain data. As Leung and Wu
(2004) imply, however, it is likely that some conditions will prohibit both optimal profits
and 100% customer service levels (in terms of meeting demand) under all possible
economic scenarios. In order to address this problem of future uncertainty, Leung and
Wu (2004), Leung, et al. (2007), and others have applied robust optimization to measure
the tradeoff between solution robustness (i.e., achieving a profit that is close to optimal
for every possible scenario) and model robustness (i.e., developing a solution that almost
meets customer demand under every possible scenario). This approach will be applied to
the strategic submodel developed in Chapter 3 to counter the risk that is inherent in real-

104
world supply chain design and operation problems. Once the stochastic version of the
strategic submodel is completed, its outputs, including critical raw material supplier
selections and optimal supply chain infrastructure decisions, will be used as inputs to a
revised stochastic tactical submodel.
4.2 Stochastic optimization review
In order to establish the necessary background for the revised submodels
developed here and in the next chapter, this section provides a brief review of stochastic
optimization concepts. The two distinct methodologies used to represent uncertainty in
stochastic programming techniques are the scenario-based and distribution-based
approaches (Gupta and Maranas, 2003). In the scenario-based approach, a set of discrete
future scenarios is generated, where each scenario describes a discrete value for some
uncertain parameter(s) and is associated with a probability of occurrence determined by a
decision maker. Examples of scenario-based approaches to stochastic supply chain
problems include the works of Guillén, et al. (2005), Leung, et al. (2006), Santoso, et al.
(2005), and Alonso-Ayuso, et al. (2003). As noted by Gupta and Maranas (2003),
however, the requirement to forecast all possible outcomes of an uncertain parameter
limits the applicability of this approach. When generating a discrete set of scenarios for
uncertain parameters is difficult or impossible, the distribution-based approach may be
used. In this case, a probability distribution is assigned to the continuous range of
potential outcomes for the uncertain parameter(s).

105
According to Sen and Higle (1999), the two solution approaches most widely
studied in the stochastic programming literature are the recourse and chance-constrained
methods. In two-stage recourse models, decision variables are classified by the timing of
their implementation: before (first-stage) or after (second-stage) the values of random
variables are realized. The second-stage or control variables represent “wait and see”
reactive decisions that are contingent on both the first-stage, “here and now” proactive
decisions and the realizations of the uncertain parameters. The recourse (second-stage)
decisions reflect the decision maker’s adaptation to the unfolding of uncertain
events/scenarios. In a production-planning model, for example, manufacturing decisions
may be made before demand quantities are known with certainty. Once the uncertainty
of customer requirements is realized, logistics decisions are made in a way so as to best
satisfy demand [Gupta and Maranas (2003)]. Furthermore, as Sen and Higle (1999) note,
penalty costs may be applied in a recourse model to account for possible infeasibilities
due to the inherent uncertainty. However, when some measure of infeasibility is deemed
to be acceptable, such as a specific loss-of-load probability in power generation planning,
probabilistic constraints (i.e., chance-constrained programming) might be applied (Sen
and Higle, 1999).
In chance-constrained programming, pioneered by Charnes and Cooper (1959),
probabilistic constraints take on two defining characteristics:
1) either the technological coefficients or right hand side values (or both) are not
known with certainty, and
2) the constraint is to be achieved with a certain probability or confidence level.

106
Such a construct allows for a pre-determined measure of infeasibility, as mentioned
above. As a simple example, if a chance constraint is to be met with 95% probability,
this allows for a 5% chance of infeasibility without the penalty that may have been
incorporated into a corresponding recourse model formulation. (A more in-depth review
of chance-constrained programming is presented in Chapter 5.)
While only a brief introduction to the terms and concepts of stochastic
programming is presented, this section serves as a stepping stone to a more in-depth
review of robust optimization in the next section.
4.3 Robust optimization review
The overview of robust optimization presented in this section, which is based on
the descriptions given by Mulvey, et al. (1995) and Leung, et al. (2007), provides the
necessary foundation for adapting the deterministic strategic submodel to the case where
certain inputs are known via discrete economic scenarios. For a more in-depth discussion
of robust optimization with applications, see Greenberg and Morrison (2008).
As discussed in Chapter 2, Mulvey, et al. (1995) developed a scenario-based
robust optimization model that integrates goal programming techniques and incorporates
the conflicting objectives of solution robustness (i.e., always being “close” to optimal)
and model robustness (i.e., always being “almost” feasible). In building the general
framework for the robust optimization model, Mulvey, et al. (1995) first describe the
notions of structural and control variables in a stochastic optimization model. Structural
or design (i.e., first stage) variables are those whose optimal values are not dependent

107
upon the realization of uncertain input parameters. Furthermore, the design variables’
values cannot be adjusted once a realization of the uncertain data is known. On the other
hand, the optimal values of control (i.e., second stage) variables depend upon the
realization of uncertain parameters, as well as the optimal values of the design variables.
The basic stochastic optimization model using design and control variables is presented
as
In this model, Ax b= represents the structural or design constraints, whose coefficient
and right hand side values are known with certainty. On the other hand, Bx Cy e+ =
represents the control constraints, whose coefficients and/or right hand side values are
subject to uncertainty. (Note: The notation in this section should not be confused with
that used in the previous chapter. Once the general discussion of robust optimization is
complete, specific notation similar to that used in the previous chapter will again be
adopted.) Next, a set of scenarios 1, 2,3,..., SΩ = is introduced, where each scenario
s∈Ω has a probability of occurrence ps, with 1
1.S
s
s
p=
=∑ Since each scenario is used to
reflect different values for the (uncertain) input data, a set of control variables (vectors)
1 2 3 , , ,..., ,Sy y y y one for each scenario, is introduced. Now, the robust optimization
model is formulated as
Minimize
subject to ;
;
, 0.
T Tc x d y
Ax b
Bx Cy e
x y
ξ = +
=
+ =
≥
(4.1)

108
where the set 1 2 , ,..., Sz z z contains the error vectors that measure the permitted
infeasibility in the control constraints s s s sB x C y e+ = under scenario s, and the
realizations of the coefficients of the control constraints for each scenario s comprise the
set , , , .s s s sd B C e Furthermore, the previous objective function T Tc x d yξ = + becomes
a random variable of value T T
s s sc x d yξ = + with probability ps. The next step is to
choose an appropriate function for 1( , ,..., )Sx y yσ . In stochastic linear programming, the
function typically used is
which represents the mean or expected value of T T
s s sc x d yξ = + over all scenarios. The
second term in the objective function of formulation 4.2 represents an infeasibility
penalty function. Using the values of the realized error vectors, this function penalizes
violations of the control constraints under some of the scenarios. In other words, this
term allows the model to handle scenarios in which realizations of the uncertain
parameters would otherwise not allow for a feasible solution, albeit with an associated
penalty for each violation of a control constraint. Hence, the first term in the objective
function provides a measure of solution robustness—remaining “close” to optimal for
any realization of the scenario s∈Ω , whereas the second term provides a measure of
model robustness—remaining “close” to feasible for any realization of s∈Ω .
1 1Minimize ( , ,..., ) ( ,..., )
subject to ;
, ;
0, 0, ,
S S
s s s s
s
x y y z z
Ax b
B x C y e s
x y s
σ ωρ+
=
+ = ∀ ∈Ω
≥ ≥ ∀ ∈Ω
(4.2)
1( , ,..., ) , ,S s s
s
x y y p sσ ξ∈Ω
= ∈Ω∑ (4.3)

109
Furthermore, the parameter ω is used as a weight to define the desired tradeoff between
solution and model robustness. As Leung, et al. (2007) point out, assigning a value of
zero to ω may result in an infeasible solution, whereas assigning a sufficiently large value
to ω causes the infeasibility penalty function term to dominate the objective function,
thereby resulting in a higher expected value for 1( , ,..., ).Sx y yσ .
In a supply chain design and operation scenario, a high level of risk may be
associated with one or more of the uncertain input parameters (e.g., raw material
availability or market demand). However, when Eq. 4.3 is used as a cost term in the
objective function of formulation 4.2, the model seeks only to minimize the expected
value of the overall cost across all possible scenarios. In other words, the model does not
account for the potential variability in cost (across scenarios) associated with the high
risk parameter(s). Given this situation, Mulvey, et al. (1995) propose a mean/variance
approach as one technique for mitigating the risk associated with one or more uncertain
input parameters. Specifically, the revised cost function consists of the expected value of
the random variable T T
s s sc x d yξ = + plus a constant times the variance. In other words,
the cost function portion of the objective function in formulation 4.2 becomes
Clearly, as the value of λ is increased, the solution becomes less sensitive to changes in
the data as defined by the scenarios. Mulvey, et al. (1995) point out that this inclusion of
the weighted variance term (i.e., considering a higher moment of T T
s s sc x d yξ = + )
enables robust optimization to account for a decision maker’s preferences toward risk.
2
1( , ,..., ) ( ) ( ) .S s s s s s s
s s s
x y y p p pσ σ ξ λ ξ ξ′ ′′∈Ω ∈Ω ∈Ω
= ⋅ = + −∑ ∑ ∑ (4.4)

110
Thus, robust optimization allows for a more passive management style, giving it a
distinct advantage over stochastic linear programming. In other words, with variability
under control, minimal adjustment to the control variables will be required when the
weighted variance version of robust optimization is applied.
While Eq. 4.4 accounts for both expected cost and cost variability, its quadratic
terms introduce the undesirable characteristic of nonlinearity into the model. As Leung,
et al. (2007) point out, Yu and Li (2000) propose an alternate formulation for Eq. 4.4 as
However, despite eliminating the quadratic terms of Eq. 4.4, the formulation remains
nonlinear. While a direct linearization of the absolute value term in Eq. 4.5 is possible,
the result is the introduction of several constraints and non-negative deviational variables
into the model. Observing this, Yu and Li (2000) propose a more efficient linearization
technique that adds fewer constraints and variables. This technique, as adapted by
Leung, et al. (2007), transforms the minimization of Eq. 4.5 into
Using the framework developed by Yu and Li (2000), Leung, et al. (2007) show that the
minimization of Eq. 4.5 is equivalent to formulation 4.6 as follows. If 0,s s s
s
pξ ξ∈Ω
− ≥∑
then 0sΘ = in the optimal solution. Hence, ( ) .s s s s s s
s s s
p p pσ ξ λ ξ ξ′ ′′∈Ω ∈Ω ∈Ω
⋅ = + −
∑ ∑ ∑
( ) .s s s s s s
s s s
p p pσ ξ λ ξ ξ′ ′′∈Ω ∈Ω ∈Ω
⋅ = + −∑ ∑ ∑ (4.5)
Minimize ( ) 2
subject to 0;
0.
s s s s s s s
s s s
s s s s
s
s
p p p
p
σ ξ λ ξ ξ
ξ ξ
′ ′′∈Ω ∈Ω ∈Ω
∈Ω
⋅ = + − + Θ
− +Θ ≥
Θ ≥
∑ ∑ ∑
∑ (4.6)

111
Otherwise, if 0,s s s
s
pξ ξ∈Ω
− <∑ then s s s s
s
p ξ ξ∈Ω
Θ = −∑ in the optimal solution, and
( ) .s s s s s s
s s s
p p pσ ξ λ ξ ξ′ ′′∈Ω ∈Ω ∈Ω
⋅ = + −
∑ ∑ ∑ Thus, the cost term to be used in formulation
4.2 is transformed from a quadratic form to a much more tractable linear form. Finally,
the resulting linear robust optimization formulation becomes
where .T T
s s sc x d yξ = + The remainder of this chapter shows how the strategic submodel
developed in the previous chapter can be adapted to this robust optimization formulation.
4.4 Notation
As mentioned earlier, it is assumed that managers have provided the following
objectives in the design phase of the supply chain problem (when demand forecasts are
scenario-based):
(1) maximize (expected) profit,
(2) minimize profit variability, and
(3) minimize unsatisfied demand.
Based on these objectives, the scenario-based demand data and other input parameters,
and the generalized robust optimization formulation described above, the deterministic
1Minimize 2 ( ,..., )
subject to ;
, ;
0;
0, , 0, ,
s s s s s s s S
s s s
s s s s
s s s s
s
s s
p p p z z
Ax b
B x C y e s
p
x y s
ξ λ ξ ξ ωρ
ξ ξ
′ ′′∈Ω ∈Ω ∈Ω
∈Ω
+ − + Θ +
=
+ = ∀ ∈Ω
− +Θ ≥
≥ Θ ≥ ∀ ∈Ω
∑ ∑ ∑
∑ (4.7)

112
strategic submodel developed in Chapter 3 will be transformed into a stochastic model
for use in supply chain design problems under demand uncertainty. However, certain
notation must first be added/modified to reflect the scenario-based nature of the problem.
First, the subscript s is introduced, representing a specific economic scenario in the set
1, 2,3,..., .SΩ = Since this subscript can be easily confused with the notation used in
Chapter 3 for the finished product sales price, the following data variable is used in place
of sFP:
sales price per unit of finished product.FPψ =
Then, since each economic scenario has an estimated probability of occurrence, the
following notation is added:
probability that economic scenario will occur.sp s= ∈Ω
Assuming market demand is forecasted via economic scenarios, the following data
variable replaces the corresponding one used in Chapter 3:
demand for finished product at market in period under scenario .s
ptd p t s=
Furthermore, due to the nature of manufacturing and distribution operations, many of the
decisions to be made via the solution to the strategic submodel must be done prior to the
realization of any specific economic scenario (and hence, the realization of any particular
demand forecast). These decisions include
(1) supply chain infrastructure decisions,
(2) critical raw material supplier selection decisions,
(3) all raw material purchasing and shipment quantity decisions,
(4) production quantity decisions,

113
(5) raw material and finished product (plant) inventory quantity decisions, and
(6) plant-to-warehouse shipment quantity decisions.
Therefore, the corresponding decision variables are considered design variables (i.e.,
independent of the realization of scenario s) in the stochastic version of the strategic
submodel. However, supply chain managers do not intend to determine warehouse
finished product inventories or warehouse-to-market shipment quantities until actual
demand data becomes available. Therefore, the variables corresponding to these
decisions will be considered control variables (i.e., dependent upon both the realization of
scenario s and the optimal value of the design variables). Hence, the following notation
will be used in place of the corresponding terms from the previous chapter:
dem
amount of finished product held in inventory at warehouse in period under
scenario ;
amount of finished product shipped from warehouse to market in period
under scenario ;
s
nt
s
npt
h n t
s
z n p t
s
d
=
=
- negative deviational variable related to under-fulfillment of demand at market
in period under scenario .
s
pt p
t s
− =
With this modified notation, the following sections describe the adaptation of the
deterministic strategic submodel to the case where demand data is estimated via discrete
economic scenarios. Since this submodel takes on goal programming characteristics, the
constraints are formulated first, followed by the objective function.

114
4.5 Constraints
While the objective function of the modified strategic submodel will seek to
maximize profits while minimizing profit variability and unsatisfied demand, many of the
constraints take on the same form as those developed in the deterministic version of the
strategic submodel. Considered design constraints, these include Eqs. 3.9, 3.10, 3.12,
3.16 through 3.28, and 3.30. (The use of the term design here corresponds to constraints
containing “first stage” decision variables; such constraints are not necessarily strictly
associated with the design of the supply chain infrastructure.) However, other constraints
must be altered or added to account for the uncertainty in the demand data and the
modified objective function. These control constraints are described as follows.
4.5.1 Warehouse flow conservation (finished products)
The number of units of finished product held in inventory in warehouse n during
period t under scenario s is equal to the number of units of finished product held in
inventory in warehouse n during the previous period under scenario s plus the number of
units of finished product shipped from all plants to warehouse n during period t minus the
number of units of finished product shipped from warehouse n to all markets during
period t under scenario s. That is,
( 1)
1 1
, 1,..., ; 1,..., ; 1,..., .M P
s s s
n t mnt npt nt
m p
h y z h n N t T s S−= =
+ − = = = =∑ ∑ (4.8)

115
It is important to note here that while s
nth (i.e., the inventory at warehouse n in period t
under scenario s) and s
nptz (i.e., the quantity shipped to market p from warehouse n in
period t under scenario s) are considered control variables dependent upon the scenario
realization, mnty (i.e., the quantity of finished product shipped to warehouse n from plant
m in period t) is a design variable independent of the realized scenario. Furthermore, it is
assumed that an initial (known) inventory 0nh of finished product is on hand at each
warehouse at the beginning of the initial period, regardless of the scenario to be realized.
4.5.2 Warehouse capacity and selections
The number of units of finished product held in inventory at warehouse n during
period t under scenario s is limited to a known inventory capacity. Hence,
Furthermore, if warehouse n is open in period t, it must store at least qn units of
finished product in that period. That is,
Additionally, each open warehouse has a defined outbound shipping capacity OUTW
nR .
Hence,
, 1,..., ; 1,..., ; 1,..., .s HFW
nt nt nth C n N t T s Sδ≤ = = = (4.9)
, 1,..., ; 1,..., ; 1,..., .s
nt n nth q n N t T s Sδ≥ = = = (4.10)
1
, 1,..., ; 1,..., ; 1,..., .P
s OUTW
npt n nt
p
z R n N t T s Sδ=
≤ = = =∑ (4.11)

116
4.5.3 Ending inventory requirement
Since supply chain operations are expected to continue beyond the initial planning
horizon considered in the model, a predefined finished product quantity is required to
remain in inventory (i.e., optimally distributed among the plants and/or warehouses)
during the final time period. This carry-over of finished products will ensure initial
inventories are available for follow-on planning. Specifically, the sum of the finished
product inventory remaining in all plants and warehouses during the final period must be
greater than or equal to some fraction of the final period’s total demand. When mTg is
the finished product inventory at plant m in the final period, s
nTh is the finished product
inventory at warehouse n in the final period under scenario s, and FINh is the required
fraction of the final period’s total demand that must be maintained in inventory during the
final period, this constraint is expressed as
where 0 1.FINh≤ ≤
4.5.4 Customer demand non-traditional goal constraint
As in the deterministic tactical submodel, supply chain managers wish to exactly
meet demand in the stochastic version of the strategic submodel. However, they realize
that this may not always be possible, particularly given the uncertain nature of the
1 1 1
, 1,..., ,M N P
s FIN s
mT nT pT
m n p
g h h d s S= = =
+ ≥ =∑ ∑ ∑ (4.12)

117
demand forecasts. Therefore, the corresponding control constraint, in the form of a non-
traditional, one-sided goal constraint, is expressed as
where the negative deviational variable dem-
s
ptd − represents the under-achievement of
customer demand at market p in period t under scenario s. Notice that, as in the
deterministic tactical submodel, positive deviations (i.e., excess deliveries to customer
markets) are not permitted. In an attempt to exactly meet the demand of market p in
period t under scenario s (represented by s
ptd ), dem-
s
ptd − is minimized in the objective
function.
4.6 Objective function formulation
As described earlier, it is assumed that managers have established the following
three objectives in the modified supply chain scenario:
(1) maximize overall profits,
(2) minimize profit (cost) variability, and
(3) minimize unsatisfied demand (i.e., exactly meet demand.)
The following subsections detail the formulation of the objective function through the
sequential development of the expected total profit term (objective 1), the profit
variability term (objective 2), and the infeasibility penalty term (objective 3).
dem-
1
, 1,..., ; 1,..., ; 1,..., ,N
s s s
npt pt pt
n
z d d p P t T s S−
=
+ = = = =∑ (4.13)

118
4.6.1 Profit terms
As in both deterministic submodels presented in Chapter 3, profit in the stochastic
strategic submodel is defined as total supply chain revenue (TR) minus total supply chain
cost (TC). Here, this is expressed as
where the superscript S-STR indicates that the corresponding term is associated with the
stochastic strategic submodel, and the subscript s corresponds to a specific scenario
realization. In the current submodel, total supply chain revenue is calculated by
multiplying the finished product unit sales price by the total number of finished product
units sent to all markets over the entire planning horizon under scenario s. In other
words,
(Recall that the notation for the finished product sales price has been changed in the
current submodel to avoid confusion with the notation for the economic scenarios.) As
before, the costs associated with the supply chain include plant construction costs (CNS-
STR); plant and warehouse fixed operating costs (FCS-STR); raw material costs (RM
S-STR);
variable production costs (PCS-STR); production quantity change costs (PQ
S-STR); shipping
costs (SCS-STR); and holding costs (HC
S-STR). The total cost (TCS-STR) for a given planning
horizon can then be expressed as
Profit – ,S STR S STR S STR
s s sTR TC− − −= (4.14)
1 1 1
, .N P T
S STR FP s
s npt
n p t
TR z sψ−
= = =
= ∈Ω∑∑∑ (4.15)
.
S -STR S -STR S -STR S -STR S -STR
S -STR S -STR S -STR
TC CN FC RM PC
PQ SC HC
= + + +
+ + + (4.16)

119
Of the costs comprising TCS-STR, only the terms for shipping (SC
S-STR) costs and holding
costs (HCS-STR) are directly affected by the introduction of uncertainty into the strategic
submodel. Therefore, these costs are reformulated here, with Eqs. 3.4 through Eq. 3.7
and Eq. 3.11 from the deterministic strategic submodel being used to represent the
remaining unchanged cost terms.
4.6.1.1 Shipping costs for raw materials and finished products
As in Chapter 3, shipping costs (SCS-STR) are calculated for the shipment of critical
and non-critical raw materials from all suppliers to all plants, for the shipment of finished
products from all plants to all warehouses, and for the shipment of finished products from
all warehouses to all markets over the entire planning horizon. Recall, however, that
shipping costs for non-critical raw materials are known only in the aggregate in the
strategic submodel and are not associated with specific suppliers. Furthermore, since
warehouse-to-market shipment quantities now depend upon the realization of scenario s,
the corresponding term in SCS-STR must be slightly modified. Hence, overall shipping
costs are calculated as
1 1 1 1 1 1 1
1 1 1 1 1 1
, .
I K M T I M TS-STR SRP SRP
s ikmt ikmt imt imt
i k m t i I m t
M N T N P TSFW SFM s
mnt mnt npt npt
m n t n p t
SC c w avc w
c y c z s
′ ′
′= = = = = + = =
= = = = = =
= +
+ + ∈Ω
∑∑∑∑ ∑ ∑∑
∑∑∑ ∑∑∑ (4.17)

120
4.6.1.2 Holding costs for raw materials / finished products at plants and warehouses
As with SCS-STR, the term for holding costs (HC
S-STR) must be slightly modified to
reflect the notation associated with scenario s. Hence, holding costs for raw materials
and finished products held in inventory at all production facilities and for finished
products held in inventory at all warehouses are calculated as
Using the previously defined and revised cost terms described above, total cost
can now be expressed as
In turn, total profit is now expressed as
1 1 1 1 1 1 1
.I M T M T N T
S-STR HRP HFP HFW s
s imt imt mt mt nt nt
i m t m t n t
HC c r c g c h= = = = = = =
= + +∑∑∑ ∑∑ ∑∑ (4.18)
1 1 1 1 1 1
1 1 1 1 1 1 1
1 1 1 1
1
( )
M T M T N TS-STR CON P W
s mt mt mt mt nt nt
m t m t n t
I K M T I M TR R
ikt ikmt it imt
i k m t i I m t
T T M TFP PQ PQ
mt mt mt mt mt mt
m t m t
TSRP
ikmt ikmt
m t
TC c f f
c w avc w
c x c e c e
c w
φ β δ= = = = = =
′ ′
′= = = = = + = =
+ + − −
= = = =
= =
= + +
+ −
+ + +
+
∑∑ ∑∑ ∑∑
∑∑∑∑ ∑ ∑∑
∑∑ ∑∑
∑1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1
I K M I M TSRP
imt imt
i k i I m t
M N T N P TSFW SFM s
mnt mnt npt npt
m n t n p t
I M T M T N THRP HFP HFW s
imt imt mt mt nt nt
i m t m t n t
avc w
c y c z
c r c g c h
′ ′
′= = = + = =
= = = = = =
= = = = = = =
+
+ +
+ + +
∑∑∑ ∑ ∑∑
∑∑∑ ∑∑∑
∑∑∑ ∑∑ ∑∑
(4.19)

121
4.6.1.3 Expected total profit
Since each economic scenario s has an assumed probability of occurrence,
expected total profit can be expressed as
where ProfitS STR
s
− is the random variable defined in Eq. 4.20. Clearly, this term will be
maximized in the objective function.
4.6.1.4 Weighted profit variance term
Following the objective function formulation in Eq. 4.7, the weighted profit
variance term becomes
1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1
1 1 1
Profit
(
N P T M T M T N TS STR FP s CON P W
s npt mt mt mt mt nt nt
n p t m t m t n t
I K M T I M TR R
ikt ikmt it imt
i k m t i I m t
T T TFP PQ PQ
mt mt mt mt mt mt
m t t
z c f f
c w avc w
c x c e c e
ψ φ β δ−
= = = = = = = = =
′ ′
′= = = = = + = =
+ + − −
= = =
= − − −
− −
− − +
∑∑∑ ∑∑ ∑∑ ∑∑
∑∑∑∑ ∑ ∑∑
∑∑1
1 1 1 1 1 1 1
1 1 1 1 1 1
1 1 1 1 1 1 1
)
.
M
m
I K M T I M TSRP SRP
ikmt ikmt imt imt
i k m t i I m t
M N T N P TSFW SFM s
mnt mnt npt npt
m n t n p t
I M T M T N THRP HFP HFW s
imt imt mt mt nt nt
i m t m t n t
c w avc w
c y c z
c r c g c h
=
′ ′
′= = = = = + = =
= = = = = =
= = = = = = =
− −
− −
− − −
∑∑
∑∑∑∑ ∑ ∑∑
∑∑∑ ∑∑∑
∑∑∑ ∑∑ ∑∑
(4.20)
Expected total profit Profit ,S STR
s s
s
p −
∈Ω
=∑ (4.21)
Weighted profit variance Profit Profit 2 ,S STR S STR
s s s s s
s s
p pλ − −′ ′
′∈Ω ∈Ω
= − + Θ
∑ ∑ (4.22)
122
where 0,sΘ ≥ and λ is a constant. Since extreme profit variability is financially
undesirable, this term will be minimized in the objective function.
4.6.2 Infeasibility penalty term
As stated earlier, one of the objectives of the stochastic strategic submodel is the
minimization of unsatisfied demand (i.e., exactly meeting demand.) While the non-
traditional one-sided goal constraint presented in Eq. 4.13 allows for demand shortages,
an infeasibility penalty is formulated to penalize any such unsatisfied demand.
Analogous to the formulation of the deterministic tactical submodel, the combination of
the demand goal constraint and the infeasibility penalty allows the stochastic strategic
submodel to account for scenarios in which demand cannot be fully met without
rendering the entire solution infeasible. In this case, however, the penalty term is
formulated using the expected value of unsatisfied demand, since the allowable deviation
in each demand goal constraint is represented by the scenario-dependent random variable
dem- .s
ptd − Hence, the general form of the infeasibility penalty term, as shown in Eqs. 4.2
and 4.7, is adapted to the current submodel as
where the constant ω is a weight used by the decision maker to emphasize the importance
of meeting demand under each possible scenario.
dem-
1 1 1
Infeasibility penalty ,S P T
s
s pt
s p t
p dω −
= = =
= ∑∑∑ (4.23)

123
4.6.3 Overall objective function formulation
By combining the general form of the objective function shown in Eq. 4.6 with
the profit and infeasibility penalty terms formulated in the previous sections, the overall
objective function can be expressed as
Here, the first term reflects the maximization of expected total profit, the second term
reflects the minimization of (weighted) profit variance, and the third term reflects the
minimization of (weighted) expected unsatisfied demand (i.e., infeasibility penalties.)
Furthermore, the use of the λ and ω weights allows decision makers to explore tradeoffs
between solution robustness (i.e., achieving a profit solution that is almost optimal under
every possible scenario) and model robustness (i.e., achieving a solution that almost fully
satisfies demand under every possible scenario), respectively. While Eq. 4.24 is a
complete expression of the multi-criteria objective function for this submodel, two issues
concerning its terms warrant further discussion:
1) the use of criteria weights (i.e., λ and ω), and
2) the use of differing units of evaluation measures (i.e., dollars and units of
finished product.)
First, as mentioned during the development of the deterministic tactical submodel, Masud
and Ravindran (2008) offer several techniques for computing criteria weights in a multi-
criteria decision making problem. These include weights from ranks, the rating method,
dem-
1 1 1
Maximize Profit Profit Profit 2
.
S STR S STR S STR
s s s s s s s
s s s
S P Ts
s pt
s p t
p p p
p d
λ
ω
− − −′ ′
′∈Ω ∈Ω ∈Ω
−
= = =
− − + Θ
−
∑ ∑ ∑
∑∑∑ (4.24)

124
and the ratio weighing method. Next, since the units of evaluation measure differ in
Eq. 4.24, criteria normalization techniques may be applied to allow for an improved
intercriterion comparison. A few of these techniques offered by Masud and Ravindran
(2008) include linear normalization, vector normalization, the use of 10 raised to the
appropriate power, and the use of a range equalization factor.
As before, the appropriate constraints associated with the sΘ variable (see
Eqs. 4.6 and Eq. 4.7) must be included in the overall formulation. These constraints are
expressed as
4.7 Overall formulation
Combining the newly-formed control constraints, the design constraints borrowed
from the deterministic strategic submodel, and the profit/infeasibility penalty objective
function with its associated constraints, the overall robust optimization formulation of the
stochastic strategic submodel becomes
Profit Profit 0, 1,..., ;S STR S STR
s s s s
s
p s S− −′ ′
′∈Ω
− +Θ ≥ =∑ (4.25)
0, 1,..., .s s SΘ ≥ = (4.26)
dem-
1 1 1
Maximize Profit Profit Profit 2
S STR S STR S STR
s s s s s s s
s s s
S P Ts
s pt
s p t
p p p
p d
λ
ω
− − −′ ′
′∈Ω ∈Ω ∈Ω
−
= = =
− − + Θ
−
∑ ∑ ∑
∑∑∑ (4.27)

125
1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
subject to
N P T M T M TFP s CON P
npt mt mt mt mt
n p t m t m t
N T I K M T I M TW R R
nt nt ikt ikmt it imt
n t i k m t i I m t
FP
mt
z c f
f c w avc w
c
ψ φ β
δ
= = = = = = =
′ ′
′= = = = = = = + = =
− −
− − −
−
∑∑∑ ∑∑ ∑∑
∑∑ ∑∑∑∑ ∑ ∑∑
1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1 1
( )
T T M T I K M TPQ PQ SRP
mt mt mt mt mt ikmt ikmt
m t m t i k m t
I M T M N T N P TSRP SFW SFM s
imt imt mnt mnt npt npt
i I m t m n t n p t
x c e c e c w
avc w c y c z
′ ′+ + − −
= = = = = = = =
′= + = = = = = = = =
− + −
− − −
∑∑ ∑∑ ∑∑∑∑
∑ ∑∑ ∑∑∑ ∑∑∑
1 1 1 1 1 1 1
Profit ,
1,... ;
Profit Profit 0, 1,..., ;
I M T M T N THRP HFP HFW s S STR
imt imt mt mt nt nt s
i m t m t n t
S STR S STR
s s s s
s
c r c g c h
s S
p s S
−
= = = = = = =
− −′ ′
′∈Ω
− − − =
=
− +Θ ≥ =
∑∑∑ ∑∑ ∑∑
∑
1
min
1
1
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
,
MRS
ikmt ikt ikt
m
M
ikmt ik ikt
m
MRS
imt it
m
w C i I k K t T
w w i I k K t T
w C i I
α
α
=
=
=
′ ′≤ = = =
′ ′≥ = = =
′≤ =
∑
∑
∑
1
1
1,..., ; 1,..., ;
1, 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
T
mt
t
t
m mt
mt m mt
I t T
m M
m M t T
x uU m M t T
x
ττ
φ
φ β
β
=
=
+ =
≤ =
≥ = =
≤ = =
∑
∑
1
0
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
0, 1,..., ;
mt m mt
mt mt mt
mt mt mt
m
v m M t T
x x e m M t T
e e e m M t T
x m M
β
−
+ −
≥ = =
− = = =
= − = =
= =
( 1)
1
( 1)
, 1,..., ; 1,..., ;
1,..., ;
, 1,..., ; 1,..., ;
K
im t ikmt i mt imt
k
im t imt i mt imt
r w a x r i I m M
t T
r w a x r i I I m M
′
−=
−
′+ − = = =
=
′+ − = = + =
∑
1,..., ;
, 1,..., ; 1,..., ; 1,..., ;HRP
imt imt mt
t T
r C i I m M t Tβ
=
≤ = = =

126
( 1)
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
N
m t mt mnt mt
n
HFP
mt mt mt
g x y g m M t T
g C m M t Tβ
−=
+ − = = =
≤ = =
∑
1
1
( 1)
1 1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1
NPLANT
mnt m mt
n
MINW
mnt n nt
m
M Ps s s
n t mnt npt nt
m p
y R m M t T
y R n N t T
h y z h n
β
δ
=
=
−= =
≤ = =
≤ = =
+ − = =
∑
∑
∑ ∑ ,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
s HFW
nt nt nt
s
nt n nt
N t T s S
h C n N t T s S
h q n N t T s S
δ
δ
= =
≤ = = =
≥ = = =
1
1 1 1
dem-
1
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ;
,
Ps OUTW
npt n nt
p
M N Ps FIN s
mT nT pT
m n p
Ns s s
npt pt pt
n
z R n N t T s S
g h h d s S
z d d
δ=
= = =
−
=
≤ = = =
+ ≥ =
+ =
∑
∑ ∑ ∑
∑ 1,..., ; 1,..., ; 1,..., ;
0, 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
imt
imt
p P t T s S
w i I I m M t T
w i I m M t T
= = =
′≥ = + = =
′= = =
0, 1,..., ; 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
1,...
ikmt
ikmt
w i I k K m M t T
w i I k K K m M
t
′ ′≥ = = = =
′ ′= = + =
= , ;
undefined, 1,..., ; 1,..., ; 1,..., ;
1,..., ;
, , , , , , , , ,
ikmt
s s
mt mt mt mnt npt imt mt nt s
T
w i I I k K m M
t T
x e e y z r g h+ −
′= + = =
=
Θ dem- 0, , , , , , ;
, Profit unrestricted, , , ;
binary, 1,..., ; 1,..., ; 1,..., ;
s
pt
S STR
mt s
ikt
d i m n p s t
e m s t
i I k K t Tα
−
−
≥ ∀
∀
′ ′= = =
undefined, 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,..., ; 1,..., ;
, , binary, 1,..., ;
ikt
ikt
mt nt mt
i I k K K t T
i I I k K t T
m M n
α
α
β δ φ
′ ′= = + =
′= + = =
= 1,..., ; 1,..., . N t T= =
This submodel involves (2 2 8 4 ) 2 3T I K IM I I M NS N PS M S′ ′ ′+ + − + + + + + +
constraints and ( 2 7 ) 2T I K M I K IM I M M MN NPS NS N PS S′ ′ ′ ′ ′+ + − + + + + + + +

127
decision variables, of which ( 2 )T I K M N′ ′ + + are integer (binary) variables. Once
again, a change in the number of time periods would have the most impact on the overall
size of the submodel. The numerical example presented in the next section demonstrates
the ability of the stochastic strategic submodel to provide an optimal supply chain
infrastructure solution when long-term demand data is known via discrete economic
scenarios.
4.8 Numerical example
This section provides a numerical example of the stochastic strategic submodel
using the robust optimization formulation described above. The supply chain scenario is
similar to the one provided in Chapter 3 with the following changes. Since this example
only corresponds to the infrastructure design portion of the overall problem, the
objectives are limited to
1) maximizing expected total profit,
2) minimizing profit variability, and
3) minimizing unsatisfied demand (i.e., exactly meeting demand).
Once the stochastic tactical submodel is formulated, these objectives will be altered in the
continuation of the stochastic numerical example.

128
4.8.1 Input data
All appropriate (deterministic) data used in the strategic submodel portion of the
numerical example presented in Chapter 3 is again used here; however, demand data is
replaced by the scenario-based data found in Table 4-1.
(Notice that the demand data associated with the “good” economic scenario correspond to
that used in the deterministic strategic submodel numerical example.) Furthermore, the
probabilities of occurrence associated with the economic scenarios (i.e., strong, good,
fair, and weak) are 0.25, 0.35, 0.25, and 0.15, respectively. Finally, the weights
associated with the profit variance and infeasibility penalty terms are initially (and
arbitrarily) set to 1λ = and 250,ω = respectively.
Year
Market Scenario 1 2 3 4 5
1 Strong 4,200 4,400 5,200 5,500 6,200
Good 4,000 4,200 5,000 5,300 6,000
Fair 3,600 3,800 4,600 4,900 5,600
Weak 2,700 3,300 3,700 4,000 4,700
2 Strong 3,800 3,900 4,000 4,100 4,200
Good 3,500 3,600 3,700 3,800 3,900
Fair 3,200 3,300 3,400 3,500 3,600
Weak 2,400 2,500 2,600 2,700 2,800
3 Strong 2,400 2,400 2,700 2,800 2,900
Good 2,000 2,000 2,300 2,400 2,500
Fair 1,700 1,700 2,000 2,100 2,200
Weak 800 800 1,100 1,200 1,300
4 Strong 3,300 3,400 3,500 3,600 3,700
Good 3,000 3,100 3,200 3,300 3,400
Fair 2,700 2,800 2,900 3,000 3,100
Weak 1,800 1,900 2,000 2,100 2,200
5 Strong 2,900 2,900 2,900 2,900 2,900
Good 2,500 2,500 2,500 2,500 2,500
Fair 2,300 2,300 2,300 2,300 2,300
Weak 1,400 1,400 1,400 1,400 1,400
Table 4-1: Market demand (units)

129
4.8.2 Results
This numerical example was formulated and solved using Extended LINGO 9.0
optimization software. This implementation of the stochastic strategic submodel includes
783 constraints and 973 decision variables (including 70 binary integer variables) and
required 33 seconds of processing time. The solution provides an expected total profit
target of $3,358,170, an expected unsatisfied demand of 12,498 units over the 5-year
planning horizon, and the supply chain infrastructure plan, which includes supplier
selections for critical raw materials (see Table 4-2.) In this solution, plants are to be
constructed at locations 1, 2, and 3 in year 1.
Furthermore, the operating schedule for all four warehouses is summarized in Table 4-3,
while optimal production quantities for plants 1, 2, and 3 are presented in Table 4-4.
Critical raw material #1 Critical raw material #2
Year
Supplier 1 2 3 4 5 1 2 3 4 5
#1
#2
Table 4-2: Critical raw material supplier selections.
Warehouse
Year 1 2 3 4
1
2
3
4
5
Table 4-3: Warehouse operating schedule.

130
Table 4-5 shows the unsatisfied demand for each market in each year (by scenario).
Figure 4-1 provides a snapshot of total demand satisfaction by scenario and market.
Plant
Year 1 2 3
1 4,950 5,400 3,600
2 4,950 5,400 3,600
3 4,950 5,400 2,200
4 4,950 5,400 3,600
5 4,950 5,400 3,600
Table 4-4: Stochastic strategic submodel optimal production quantities.
Year
Market Scenario 1 2 3 4 5
1 Strong 0 0 0 0 0
Good 0 0 0 0 0
Fair 0 0 0 0 0
Weak 0 0 0 0 0
2 Strong 1,500 1,800 4,000 3,200 2,990 Good 0 900 3,400 1,900 1,230
Fair 0 100 2,100 400 0
Weak 0 0 0 0 0
3 Strong 0 2,400 600 300 0
Good 0 2,000 0 0 0
Fair 0 0 0 0 0
Weak 0 0 0 0 0
4 Strong 0 0 0 0 0
Good 0 0 0 0 0
Fair 0 0 0 0 0
Weak 0 0 0 0 0
5 Strong 0 2,900 2,900 0 0
Good 0 2,500 2,500 0 0
Fair 0 2,300 2,300 0 0
Weak 0 0 0 0 0
Table 4-5: Stochastic strategic submodel demand shortages.

131
While the above solution provides the supply chain infrastructure and optimal
expected profit target for use as inputs to the stochastic tactical submodel to be developed
in the next chapter, the parametric structure of the objective function allows for an
analysis of the potential tradeoff between solution robustness and model robustness. That
is, by altering the weights associated with the profit variance and infeasibility penalty
terms, decision makers can gain insight into the tradeoff between optimizing profits (i.e.,
solution robustness) and exactly meeting demand (i.e., model robustness). Figure 4-2
shows the tradeoff between solution robustness and model robustness as the infeasibility
penalty weight changes. This tradeoff analysis allows the decision maker to select an
optimal design solution based upon acceptable ranges of expected unsatisfied demand
and expected total profit.
0
5,000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
45,000
50,000
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
Scenario / Market
Units Unsatisfied
Delivered
Strong Good Fair Weak
Figure 4-1: Total demand satisfaction by scenario and market.

132
4.8.3 Comparison with the deterministic strategic submodel solution
A comparison of these results with those from the numerical example associated
with the deterministic strategic submodel can now be made considering the following:
1) demand data for the “good” economic scenario is based upon the demand data
used in the deterministic strategic submodel, and
2) the “good” economic scenario’s 0.35 probability of occurrence is the highest
among the four possible scenarios in the stochastic strategic submodel.
Based on the probabilistic demand forecasts provided in Table 4-1, the demand shortages
and excess deliveries resulting from the solutions to both the deterministic and stochastic
strategic submodels are shown in Table 4-6. Notably, the deterministically-derived
$0
$500,000
$1,000,000
$1,500,000
$2,000,000
$2,500,000
$3,000,000
$3,500,000
$4,000,000
$4,500,000
0 90 190 290 390 490 590
Weight (omega)
Expected Total Profit
(Solution Robustness)
0
5,000
10,000
15,000
20,000
25,000
Expected Unsatisfied Demand
(Model Robustness)
Expected total profit
Expected unsatisfied demand
Figure 4-2: Tradeoff between expected total profit and expected unsatisfied demand.

133
solution results in an expected total demand shortage of 13,691 units, a 9.5% increase
over the 12,498 units of expected shortage resulting from implementation of the
stochastic solution. While excess deliveries were not permitted in the formulations of
either the deterministic or stochastic strategic submodels, Table 4-6 shows how the
deterministically-derived production and distribution schedules would result in a
significant number of excess deliveries if the “fair” or “weak” economic scenarios were
to materialize. (These results are intuitive, since the deterministic strategic submodel’s
demand forecast is essentially a set of point estimates corresponding to the “good”
economic scenario.) Consequently, assuming excess deliveries generate no revenue, both
the “fair” and “weak” scenarios would have a negative impact on the total profit achieved
using the deterministically-derived solution. Specifically, the expected “lost” revenue of
$2,205,450 caused by the expected 4,901 units of excess delivery results in an expected
total profit of $5,643,366 – $2,205,450 = $3,437,916 when the deterministic solution is
implemented in the presence of probabilistic demand. In other words, when excess
deliveries are assumed to generate zero revenue, the expected profit achieved when the
deterministically-derived production and distribution schedules are implemented in the
presence of probabilistic demand is actually 39% lower than the optimal profit reported
Deterministic Stochastic
Scenario Shortage Excess Shortages Excess
Strong 21,030 0 22,590 0
Good 13,030 0 14,430 0
Fair 11,200 5,670 7,200 0
Weak 7,150 23,220 0 0
Expected total
13,691 4,901 12,498 0
Table 4-6: Shortages/excess deliveries relative to stochastic demand.

134
in the point estimate-based solution to the deterministic strategic submodel. Hence,
compared to the profit figure ($3,437,916) achieved by the deterministic strategic
submodel’s optimal production and distribution schedule when probabilistic demand is
considered, the deterministically-derived profit figure (i.e., the $5,643,366 profit based on
point estimate demand values) may be quite misleading to supply chain decision makers.
Finally, while the $3,437,916 profit figure that results from using the deterministically-
derived production and distribution schedules in the presence of probabilistic demand
exceeds the purely stochastic profit solution of $3,358,170 by $79,746 or 2.4%, it does
not reflect the cost of lost sales resulting from the additional 1,193 units of unsatisfied
demand.
While not an entirely “fair” comparison, this brief analysis of the results of the
deterministic and stochastic versions of the strategic submodel should make clear to
decision makers how representing uncertain input parameters such as demand with
average or point estimate values can lead to potentially misleading results, particularly
when the uncertain parameters have the potential to vary widely. On the other hand,
while stochastically-derived production and distribution schedules may not necessarily
provide a higher expected profit figure than their deterministic counterparts do in the
presence of probabilistic demand, the increased customer service levels in terms of
satisfied demand may be well worth the cost to supply chain decision makers.

135
4.9 Stochastic strategic submodel summary
When demand data is forecast via possible future economic scenarios (with
corresponding probabilities of occurrence), the stochastic submodel described in this
chapter can be applied to supply chain design planning problems where managers wish to
1) maximize expected total supply chain profits,
2) minimize profit variability with regard to possible economic scenarios, and
3) minimize expected total unsatisfied demand.
By varying the weights associated with the profit variance and infeasibility penalty terms,
supply chain managers can use this submodel as a flexible tool for analyzing tradeoffs
between achieving an optimal profit solution (i.e., solution robustness) and minimizing
unsatisfied demand (i.e., model robustness). When data related to costs and capacities,
along with scenario-based demand data, are available, this mixed integer linear robust
optimization program can be solved using a variety of commercially-available solvers.
Once solved, the stochastic strategic submodel provides managers with the following
supply chain infrastructure planning elements:
(1) critical raw material supplier selections,
(2) plant construction decisions,
(3) locations of operating plants and warehouses for each period,
(4) input for production capacity requirements, and
(5) an expected total profit goal.

136
As in the deterministic case, the supply chain infrastructure elements listed above are
then used as inputs to a tactical submodel. However, it is assumed that distribution-based
demand data replaces scenario-based demand data once infrastructure decisions have
been made and the operational phase of the supply chain management problem has begun
to evolve. Hence, the stochastic tactical submodel is designed to accept such
distribution-based demand data as input and allow decision makers to set confidence
levels for the achievement of various objectives. The next chapter describes the
formulation of the stochastic tactical submodel and continues the numerical example
presented in the current chapter.

137
Chapter 5
DISTRIBUTION-BASED, MULTI-OBJECTIVE,
STOCHASTIC TACTICAL SUBMODEL
5.1 Introduction
As in the deterministic case, the operational planning phase of the supply chain
problem under uncertainty begins once infrastructure decisions have been made (and
perhaps implemented) via the solution to the (stochastic) strategic submodel. Analogous
to the deterministic scenario, the stochastic tactical submodel described in this chapter
uses as inputs the supply chain infrastructure decisions made via the solution to the
stochastic strategic submodel, along with newly-acquired, near-term cost, demand, and
transit data, to determine revised optimal purchase, production, inventory, and shipment
quantities for both raw materials and finished products. (Once again, these decisions
override those made via the solution to the strategic counterpart.)
While data available to supply chain managers early in the planning process is
likely to be based upon longer time periods (e.g., one year or greater), raw material
availability, cost data, (newly-acquired) transportation times, and demand information are
assumed to be known with higher resolution once the operational phase begins. In fact, it
is assumed here that demand data, previously forecasted via possible economic scenarios,
is now estimated via continuous probability distributions, since the entire planning
horizon is now broken down into shorter time periods (e.g., quarters), and additional
demand information becomes available as the supply chain matures and evolves. As in

138
the scenario presented in the deterministic case, it is assumed here that decision makers
have developed multiple objectives with regard to profits, meeting customer demand, and
minimizing supply chain response time. However, considering the distribution-based
demand data available in this revised scenario, it is assumed that decision makers have
altered their objectives to reflect the nature of the uncertainty in the demand input data.
Acknowledging the potential for uncertainty in the given data to lead to missed
objectives, it is further assumed that decision makers have presented supply chain
managers with confidence levels at which the demand goals are expected to be met.
Now, the objectives for the stochastic tactical submodel become:
(1) meet customer/market demand with specified levels of confidence,
(2) meet a specified profit goal,
(3) minimize supply chain response time.
For instance, instead of merely seeking to minimize unsatisfied demand in the presence
of uncertain demand data, decision makers might now require that demand be met with at
least a 90% confidence level when demand is forecast via probability distributions. In
fact, two additional (yet manageable) complexities, based on demand forecasts and
decision maker preferences, may be introduced into the problem in a real-world supply
chain scenario:
1) probability distributions corresponding to demand may vary by market and/or
period, and
2) assigned confidence levels may vary by market and/or period.
Considering these objectives and possible input complexities, chance-constrained goal
programming is proposed as an appropriate stochastic optimization technique to be

139
applied to a modified version of the tactical submodel. As in Chapter 3, the tactical
submodel will be designed to receive infrastructure inputs from the strategic submodel,
and its solution will provide non-critical supplier selections and optimal purchasing,
shipping, inventory, and production decisions for use in the operational supply chain
phase. Once the stochastic version of the tactical submodel is formulated, the numerical
example presented in Chapter 4 is continued to demonstrate the applicability of the
overall supply chain model under different forms of data uncertainty.
5.2 Chance-constrained goal programming review
This section, based on the descriptions given by Keown and Taylor (1980) and
Rakes, et al. (1984), provides a brief review of the concepts of chance-constrained goal
programming in preparation for its application to the stochastic version of the tactical
submodel in the sections that follow.
In the case where one or more input parameters in an optimization problem are
available only via probability distributions, it is common to simplify the problem by
assuming a mean value for the parameter based on its given distribution. However, such
an approach overlooks the potentially high variability associated with uncertain input
parameters. Furthermore, while post optimality sensitivity analysis can be used to assess
the effects of changing (i.e., uncertain) input parameter values when deterministic linear
programming or goal programming techniques are applied, such analysis may become
extremely difficult when the assessment of simultaneous changes in multiple parameters
is attempted (Rakes, et al., 1984). As a remedy to this problem, chance-constrained

140
programming (CCP) techniques approach such distribution-based uncertainty by
optimizing decision variables when certain goals or constraints are desired to be achieved
with specified probabilities or confidence levels. In other words, CCP allows decision
makers to express a permissible probability of a goal or constraint violation. For
instance, if a decision maker states that a goal should be met with α probability, he or she
is implying the acceptance of not satisfying the goal (1 – α) percent of the time (Keown
and Taylor, 1980). When multiple, non-rigid objectives are expressed via goal
constraints, and the values of certain technological coefficients and goal achievement
targets are known via probability distributions, a basic chance-constrained goal
programming model, as described by Rakes, et al. (1984), can be formulated as
where aij is the technological coefficient associated with the jth decision variable within
the ith row, xj is the jth decision variable, bi is the goal or target value corresponding to
the ith goal, and i id d− + are the negative and positive deviational variables, respectively,
associated with goal constraint i, αi is the minimum desired probability of achieving the
specified target in goal constraint i (with 0 < αi < 1), Pk is the priority level associated
with the achievement of goal constraint i, and and k k
i iw w− + are weights associated with
the deviational variables corresponding to goal constraint i. (As in the previous chapter,
0 1
1
Minimize ( )
subject to , 1,..., ;
and/or 0 , 1,..., ;
, , 0, , .
K mk k
k i i i i
k i
n
ij j i i i
j
i i i
j i i
Z P w d w d
a x d d b i m
P d d i m
x d d i j
α
− − + +
= =
− +
=
− +
− +
= +
+ − = =
= ≥ =
≥ ∀
∑∑
∑ (5.1)

141
the notation used to describe this general formulation should not be confused with the
notation assigned to the specific supply chain problem under consideration. Once the
general discussion of chance-constrained goal programming is complete, specific
notation similar to that used in the strategic and tactical submodels of the previous
chapter will again be adopted.) In the general case, aij and bi are assumed to be
independent random variables with respective means E(aij) and E(bi) and respective
variances 2 ( ) ijaσ and 2 ( ). ibσ As noted by Rakes, et al. (1984), the value (1 – αi)
represents the probability that constraint i will not be realized and is likewise a reflection
of a decision maker’s uncertainty with respect to the achievement of goal constraint i.
In the case where aij and bi are assumed to be normally distributed, and goal
constraint i is assumed to be a less-than-or-equal-to constraint in which id + is to be
minimized, Rakes, et al (1984) present the deterministic equivalent of formulation 5.1 as
In the case where id − is to be minimized (i.e., a greater-than-or-equal-to goal constraint is
assumed), the first constraint in formulation 5.2 is modified as follows:
0 1
2
1
1
22 2
1
Minimize ( )
subject to ( ) ( ) ( ) ,
1,..., ; 1,..., ;
( ) , 1,...,
i i
K mk k
k i i i i
k i
n
ij j i i i i i
j
n
ij j i
j
Z P w d w d
E a x y d d E b b
i m j n
a x y i
α αψ ψ σ
σ
− − + +
= =
− +
=
=
= +
+ + − = −
= =
= =
∑∑
∑
∑ ;
, , , 0.j i i i
m
x y d d− + ≥
(5.2)

142
As noted by Rakes, et al. (1984), either version of formulation 5.2 will be nonlinear
whenever any aij is a random variable (i.e., aij has a nonzero variance.) In this case, a
linearization scheme, such as Naslund’s approximation, may be used to convert
formulation 5.2 to a linear form. (See De, et al., 1982 for one such example.) In contrast
to the nonlinear nature of formulation 5.2, however, Keown and Taylor (1980) show that
the resulting deterministic equivalent is linear when only the target values of the goal
constraints are random variables (i.e., the technological constraints are deterministic.)
Since demand is the only uncertain input parameter used in the development of the
stochastic tactical submodel in this chapter, a derivation of the deterministic equivalent
that parallels that of Keown and Tayor (1980) will be presented here.
As will be shown in the following sections, the combination of non-rigid goals
and distribution-based input parameters makes chance-constrained goal programming a
natural approach for the stochastic version of the tactical submodel.
5.3 Notation
Since demand data is the only input in the stochastic tactical submodel that is not
assumed to be known with certainty, minimal changes to the notation of the deterministic
tactical submodel are needed here. In fact, the only new notation needed relates to the
probabilistic nature of customer demand in this submodel:
2
1
( ) ( ) ( ) ,
1,..., ; 1,..., .
i i
n
ij j i i i i i
j
E a x y d d E b b
i m j n
α αψ ψ σ− +
=
− + − = +
= =
∑ (5.3)

143
2
( ) expected value of demand distribution at market in period ;
( ) variance of demand distribution at market in period ;
= desired confidence level at which demand should be met exactly
pt
pt
pt
E d p t
d p tσ
γ
=
=
at market in period ;
realized value of standard normal random variable related
to customer demand chance-constrained goal;
desired confidence level at which ending inventory should meet
pt
p t
γη
ε
=
=
dem-
or exceed a predefined fraction of total demand in the final period;
realized value of standard normal random variable related
to ending inventory requirement chance constraint;
positive deptd
εκ
+
=
=
dem-
viational variable related to over-achievement of demand
goal at market in period ;
negative deviational variable related to under-achievement of demand
goal at market in period ;
pt
p t
d
p t
− =
With this additional notation, the following sections describe the adaptation of the
deterministic tactical submodel to the case where demand data is estimated via
continuous probability distributions with known parameters. Since this submodel is
formulated as a goal program, the constraints are formulated first, followed by the
objective function.
5.4 Goal constraints
As in the deterministic version of the tactical submodel, the formulation of the
stochastic version includes three goal constraints related to the objectives of exactly
meeting customer demand, meeting or exceeding a certain profit level, and minimizing
total weighted transit time. These goals’ formulations are described as follows.

144
5.4.1 Customer demand goal constraint
Recall that in the deterministic version of the tactical submodel, as well as in the
stochastic version of the strategic submodel, constraints corresponding to the
minimization of unsatisfied demand (i.e., exactly meeting demand) were formulated as
one-sided, non-traditional (equality) goal constraints (see Eqs. 3.48 and Eq. 4.13 ). With
the introduction of distribution-based demand data, along with corresponding decision
maker-provided confidence levels for meeting demand, demand constraints in the
stochastic tactical submodel might then be formulated as
where nptz is the quantity of finished product shipped from warehouse n to market p in
period t, ptγ represents the minimum desired confidence level at which demand at market
p in period t should be exactly met, and ptd is a continuous random variable with
expected value ( )ptE d and variance 2 ( ).ptdσ In other words, Eq. 5.4 reflects decision
makers’ desire that deliveries to market p in period t exactly meet demand with a
probability greater than or equal to ptγ . However, Eq. 5.4 is not a valid constraint for
this submodel, since the probability of a continuous random variable (i.e., ptd ) equaling a
fixed value (i.e., 1
N
npt
n
z=∑ ) is zero. Therefore, the constraint is modified as
1
, 1,..., ; 1,..., ,N
npt pt pt
n
P z d p P t Tγ=
= ≥ = =
∑ (5.4)
1
, 1,..., ; 1,..., .N
npt pt pt
n
P z d p P t Tγ=
≥ ≥ = =
∑ (5.5)

145
Clearly, this revised greater-than-or-equal-to chance constraint does not fully correspond
to decision makers’ desire to exactly meet demand; instead, it reflects the desire that
market deliveries meet or exceed market demand with a (minimum) given confidence
level. While excess deliveries were prohibited in previous submodels, the probabilistic
nature of demand in this case may force a relaxation of this restriction. However, a
strategy for pursuing the goal of meeting demand exactly will be discussed once the
deterministic equivalent of Eq. 5.5 is formulated.
The derivation of the deterministic equivalent constraint for Eq. 5.5 is as follows.
First, it is assumed here that ptd is normally distributed for two reasons:
1) normally distributed demand is widely assumed in supply chain literature, since
the normal distribution “captures the essential features of demand uncertainty and
is convenient to use” (Gupta and Maranas, 2003), and
3) a normal distribution simplifies the derivation of the deterministic equivalent
constraint for Eq. 5.5.
It is further assumed that demand distributions across all markets and time periods are
independent of each other. Consequently, the derivation here parallels the one presented
by Keown and Taylor (1980) for chance constraints whose target values are represented
by normally-distributed random variables with known expected values and variances.
When ( )ptE d is subtracted from both sides of the inequality in Eq. 5.5, and both sides are
divided by ( ),ptdσ the chance constraint can be restated as

146
Since ptd is assumed to be normally distributed, then ( )
( )
pt pt
pt
d E d
dσ
− must follow a
standard normal distribution (i.e., a normal distribution with mean zero and standard
deviation one), as can be shown by deriving the moment-generating function of
( )
( )
pt pt
pt
d E d
dσ
− and comparing it with the moment-generating function of a normal random
variable (Wackerly, et al., 2002). It is then possible to find a value ptpt γη η= such that
where ptη represents a realization of the standard normal random variable ( )
,( )
pt pt
pt
d E d
dσ
−
and the integration term represents the area under the standard normal curve to the left of
the value ptγη (see Figure 5-1.)
1
( )( )
, 1,..., ; 1,..., .( ) ( )
N
npt ptpt ptn
pt
pt pt
z E dd E d
P p P t Td d
γσ σ
=
− −
≥ ≥ = =
∑ (5.6)
21
2( ) 1
, 1,..., ; 1,..., ,( ) 2
pt
pt
pt
pt pt
pt
pt
d E dP e p P t T
d
γηη
γη γσ π
−
−∞
− ≥ = = = =
∫ (5.7)
Figure 5-1: Standard normal plot for demand chance constraint.
ptγη
ptγ

147
Clearly, the area defined by the integration term in Eq. 5.7 (and thus the probability
value) will increase when ptγη is replaced by a larger number. Therefore,
if and only if
Rearranging terms in Eq. 5.9 gives
While a deterministic equivalent constraint (Eq. 5.10) has replaced the original chance
constraint (Eq. 5.5), it still does not address decision makers’ desire to exactly meet
demand. By adding deviational variables to Eq. 5.10, however, it can be converted to a
goal constraint as
The inclusion here of positive deviational variables—which reflect excess market
shipments—results from the probabilistic nature of demand in this scenario. By
minimizing both the negative and positive deviational variables in the objective function,
decision makers can reflect their desire to minimize both unsatisfied demand and excess
shipments, respectively. Furthermore, the fact that the target value for the demand goal
1
( )( )
, 1,..., ; 1,..., ,( ) ( )
N
npt ptpt ptn
pt
pt pt
z E dd E d
P p P t Td d
γσ σ
=
− −
≥ ≥ = =
∑ (5.8)
1
( )
, 1,..., ; 1,..., .( ) pt
N
npt pt
n
pt
z E d
p P t Td
γησ
=
−≥ = =
∑
(5.9)
1
( ) ( ), 1,..., ; 1,..., .pt
N
npt pt pt
n
z E d d p P t Tγη σ=
≥ + = =∑ (5.10)
dem- dem-
1
( ) ( ), 1,..., ; 1,..., .pt
N
npt pt pt pt pt
n
z d d E d d p P t Tγη σ− +
=
+ − = + = =∑ (5.11)

148
constraint (Eq. 5.11) exceeds the expected value of the demand distribution implicitly
places a greater degree of importance on the “minimization of unsatisfied demand”
subgoal than on the “minimization of excess shipments” subgoal. In fact, while decision
makers might wish to minimize both unsatisfied demand and excess shipments, it is
assumed here that there is more managerial focus on meeting demand than on the excess
shipments. The issue of excess shipments (represented by the positive deviational
variables), then, can then be further dealt with by making two minor modifications. First,
by assigning weights to both demand-related deviational variables in the objective
function, decision makers can express the relative importance of minimizing unsatisfied
demand and minimizing excess shipments with respect to one another. For example,
assigning a larger weight to the positive deviational variable represents an attempt to
counter the fact that the demand goal target is some quantity greater than the expected
value. Second, a penalty term related to excess market shipments can be added to the
profit goal constraint. For instance, customer markets may agree—perhaps through
contractual arrangements— to accept shipments in excess of the demand goal target;
however, the cost to the supply chain for this arrangement might be such that shipments
in excess of the expected value of demand plus some multiple (e.g., the realized value of
the standard normal random variable) of the standard deviation will not generate revenue.
In other words, the supply chain incurs the cost of producing and shipping each of these
excess units but does not generate the associated revenue. While other penalty constructs
may be developed, the one described here will be incorporated into the current submodel.
Following Keown and Taylor (1980), the optimal quantity of finished product
sent to market p in period t will be a function of the expected value and variance of the

149
demand distribution at market p in period t and the decision makers’ desired level of
customer satisfaction (as defined by the confidence level at which demand should be
exactly met.)
5.4.2 Profit optimization goal constraint
The goal constraint related to the objective of meeting or exceeding the optimal
profit level as determined in the solution to the stochastic strategic submodel is slightly
modified from the one used in the deterministic version of the tactical submodel. In the
current submodel, a penalty term is added to reflect the fact that no revenue is generated
by sending to markets units of finished product that exceed the expected value plus some
multiple of the standard deviation of the demand distribution for a given market in a
given period. Therefore, the profit optimization goal constraint is expressed as
1 1 1 1 1 1 1
' '
1 1 1 1 1 1 1 1
1 1 1 1 1 1
(
N P T P T M TFP FP CON
npt pt mt mt
n p t p t m t
M T N T I K M TP W R
mt mt nt nt ikt ikmt
m t n t i k m t
I K M T T TR FP PQ PQ
ikt ikmt mt mt mt mt mt
i I k m t m t
z d c
f f c w
c w c x c e c
ψ ψ φ
β δ
+
= = = = = = =
= = = = = = = =
+ +
′= + = = = = =
− −
− − −
− − − +
∑∑∑ ∑∑ ∑∑
∑∑ ∑∑ ∑∑∑∑
∑ ∑∑∑ ∑∑1 1
1 1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1 1
)M T
mt
m t
I K M T I K M T M N TSRP SRP SFW
ikmt ikmt ikmt ikmt mnt mnt
i k m t i I k m t m n t
N P T I M T M TSFM HRP HFP HFW
npt npt imt imt mt mt nt nt
n p t i m t m t
e
c w c w c y
c z c r c g c h
− −
= =
′ ′
′= = = = = + = = = = = =
= = = = = = = =
− − −
− − − −
∑∑
∑∑∑∑ ∑ ∑∑∑ ∑∑∑
∑∑∑ ∑∑∑ ∑∑1 1
profit profit ,
N T
n t
d d Y
= =
− ++ − =
∑∑
(5.12)

150
where the term 1 1
P TFP
pt
p t
dψ +
= =∑∑ represents the penalty for market shipments that exceed the
demand goal target value, and profit profit and d d− + represent the under- and over-achievement,
respectively, of the profit goal Y.
5.4.3 Total weighted transit time goal constraint
The goal constraint related to the objective of minimizing total weighted transit
time (i.e., supply chain response time) is identical to the one used in the deterministic
version of the tactical submodel and is restated here for illustrative purposes:
where time time and d d− + represent the under- and over-achievement, respectively, of the total
weighted transit time goal.
5.5 Ending inventory chance constraint
While most of the “regular” constraints in the stochastic and deterministic tactical
submodels overlap, the inclusion of probabilistic demand values in the constraint
corresponding to ending inventory requirements makes a change to this constraint
necessary. Designed to prevent inventory discrepancies at the end of a multi-period
planning horizon and expressed as Eq. 3.65, this constraint requires a predefined finished
1 1 1 1 1 1 1 1
time time
1 1 1 1 1 1
0,
I K M T I K M TTRP TRP
ikm ikmt ikm ikmt
i k m t i I k m t
M N T N P TTFW TFM
mn mnt np npt
m n t n p t
b w b w
b y b z d d
′ ′
′= = = = = + = = =
− +
= = = = = =
+
+ + + − =
∑∑∑∑ ∑ ∑∑∑
∑∑∑ ∑∑∑ (5.13)

151
product quantity to remain in inventory during the final time period. Specifically, the
sum of the finished product inventory remaining in all plants and warehouses during the
final period must be equal to or greater than some fraction of the final period’s total
demand. However, since demand is now forecast in terms of a continuous probability
distribution, Eq. 3.65 is transformed into a chance constraint as
where hFIN is the fraction of final demand required to be kept in inventory and is assigned
a positive value between zero and one, and ε is the assigned confidence level at which the
ending inventory requirement should be met. In other words, the probability that the sum
of all finished product inventories (i.e., plant and warehouse inventories combined) in the
final period is equal to or greater than some fraction of the sum of all demand in the final
period should meet or exceed some assigned value .ε The deterministic equivalent of the
ending inventory chance constraint is derived as follows.
Since ptd is assumed to be independently normally distributed with mean ( )ptE d
and variance 2 ( )ptdσ for each market 1,...,p P= and period 1,..., ,t T= then 1
P
pT
p
d=∑ is
normally distributed with mean 1
( )P
pT
p
E d=∑ and variance 2
1
( ).P
pT
p
dσ=∑ When
1
( )P
pT
p
E d=∑ is
1 1
1 1 1 1
,
M N
mT nTM N P PFIN m n
mT nT pT pTFINm n p p
g h
P g h h d P dh
ε= =
= = = =
+
+ ≥ = ≥ ≥
∑ ∑∑ ∑ ∑ ∑ (5.14)

152
subtracted from both sides of the inequality in Eq. 5.14, and both sides are divided by
2
1
( )P
pT
p
dσ=∑ , the chance constraint can be restated as
Using the same reasoning as in the derivation of the deterministic equivalent for Eq. 5.5,
1 1
2
1
( )
( )
P P
pT pT
p p
P
pT
p
d E d
dσ
= =
=
−∑ ∑
∑ must follow a standard normal distribution. It is then possible to
find a value εκ κ= such that
where κ represents a realization of the standard normal random variable
1 1
2
1
( )
( )
P P
pT pT
p p
P
pT
p
d E d
dσ
= =
=
−∑ ∑
∑, and the integration term represents the area under the standard
normal curve to the left of the value κε (see Figure 5-2.)
1 1 1 1 1
2 2
1 1
( ) ( )
.
( ) ( )
M N P P PFIN
mT nT pT pT pT
m n p p p
P PFIN
pT pT
p p
g h h E d d E d
P
h d d
ε
σ σ
= = = = =
= =
+ − −
≥ ≥
∑ ∑ ∑ ∑ ∑
∑ ∑ (5.15)
211 1 2
2
1
( )1
,2
( )
P P
pT pT
p p
P
pT
p
d E d
P e
d
εκκ
εκ επ
σ
−= =
−∞
=
−
≥ = =
∑ ∑∫
∑ (5.16)

153
Clearly, the area defined by the integration term in Eq. 5.16 (and thus the probability
value) will increase when κε is replaced by a larger number. Therefore,
if and only if
Rearranging terms in Eq. 5.18 gives
Hence, the optimal ending finished product inventory is a function of the expected values
and variances of the demand distributions for all markets in the final period, along with
the decision maker’s level of risk aversion in terms of the confidence level at which the
Figure 5-2: Standard normal plot for ending inventory chance constraint.
1 1 1 1 1
2 2
1 1
( ) ( )
( ) ( )
M N P P PFIN
mT nT pT pT pT
m n p p p
P PFIN
pT pT
p p
g h h E d d E d
P
h d d
ε
σ σ
= = = = =
= =
+ − −
≥ ≥
∑ ∑ ∑ ∑ ∑
∑ ∑ (5.17)
1 1 1
2
1
( )
.
( )
M N PFIN
mT nT pT
m n p
PFIN
pT
p
g h h E d
h d
εκ
σ
= = =
=
+ −
≥∑ ∑ ∑
∑ (5.18)
2
1 1 1 1
( ) ( ) .M N P P
FIN
mT nT pT pT
m n p p
g h h E d dεκ σ= = = =
+ ≥ +
∑ ∑ ∑ ∑ (5.19)

154
ending inventory should meet or exceed a predefined fraction of total demand in the final
period.
5.6 Regular constraints
In addition to the chance constraints and deterministic goal constraints described
above, the stochastic tactical submodel requires several regular constraints that must be
met for the overall solution to remain feasible. However, the vast majority of these
constraints are identical to those used in the deterministic tactical submodel; they are
Eqs. 3.9, 3.10, 3.12 and Eqs. 3.49 through 3.64.
5.7 Objective function and overall formulation
The objective function for the stochastic tactical submodel takes on the same
general form as that for the deterministic version, since the objectives of meeting or
exceeding a profit goal (as determined by the solution to the stochastic strategic
submodel), exactly meeting customer demand, and minimizing response time are nearly
identical to those in the deterministic case. (The variation, of course, involves the
probabilistic nature of the demand goal constraint.) Therefore, the preemptive goal
programming objective function is expressed as
1 profit 2 dem- dem- 3 time
1 1
Minimize ( ) ,P T
pt pt pt pt
p t
Pd P d d P dλ λ− − − + + +
= =
+ + +∑∑ (5.20)

155
where ptλ − and ptλ + represent the weights assigned to the negative and positive deviational
variables, respectively, corresponding to the demand chance-constrained goals.
Finally, the overall formulation of the stochastic tactical submodel is given below:
1 profit 2 dem- dem- 3 time
1 1
1 1 1 1 1 1 1 1 1
Minimize ( )
subject to
P T
pt pt pt pt
p t
N P T P T M T M TFP FP CON P
npt pt mt mt mt mt
n p t p t m t m t
Pd P d d P d
z d c f
λ λ
ψ ψ φ β
− − − + + +
= =
+
= = = = = = = = =
+ + +
− − −
∑∑
∑∑∑ ∑∑ ∑∑ ∑∑' '
1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1
( )
N T I K M T I K M TW R R
nt nt ikt ikmt ikt ikmt
n t i k m t i I k m t
T T M T K M TFP PQ PQ SRP
mt mt mt mt mt mt ikmt ikmt
m t m t k m t
f c w c w
c x c e c e c w
δ′= = = = = = = + = = =
′+ + − −
= = = = = = =
− − −
− − + −
∑∑ ∑∑∑∑ ∑ ∑∑∑
∑∑ ∑∑ ∑∑∑1
1 1 1 1 1 1 1 1 1 1
1 1 1 1 1 1 1
I
i
I K M T M N T N P TSRP SFW SFM
ikmt ikmt mnt mnt npt npt
i I k m t m n t n p t
I M T M T N THRP HFP HFW
imt imt mt mt nt nt
i m t m t n t
c w c y c z
c r c g c h
′
=
′= + = = = = = = = = =
= = = = = = =
− − −
− − −
∑
∑ ∑∑∑ ∑∑∑ ∑∑∑
∑∑∑ ∑∑ ∑∑
profit profit
dem- dem-
1
1
;
( ) ( ), 1,..., ;
1,..., ;
pt
N
npt pt pt pt pt
n
TTRP
ikm ikmt
m t
d d Y
z d d E d d p P
t T
b w
γη σ
− +
− +
=
= =
+ − =
+ − = + =
=
∑
∑1 1 1 1 1 1 1
time time
1 1 1 1 1 1
2
1 1 1
0;
( ) ( )
I K M I K M TTRP
ikm ikmt
i k i I k m t
M N T N P TTFW TFM
mn mnt np npt
m n t n p t
M N PFIN
mT nT pT pT
m n p p
b w
b y b z d d
g h h E d dεκ σ
′ ′
′= = = + = = =
− +
= = = = = =
= = = =
+
+ + + − =
+ ≥ +
∑∑∑ ∑ ∑∑∑
∑∑∑ ∑∑∑
∑ ∑ ∑1
1
1
1
;
, 1,..., ; 1,..., ; 1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
P
MRS
ikmt ikt ikt
m
MRS
ikmt ikt ikt
m
ikmt
m
w C i I k K t T
w C i I I k K t T
w
α
α
=
=
=
′ ′≤ = = =
′≤ = + = =
∑
∑
∑min
, 1,..., ; 1,..., ; 1,..., ;M
ikiktTAC
wi I k K t T
tα ′ ′≥ = = =∑
(5.21)

156
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
,
FP
mt mt mt
mmt mtTAC
mt mt mt
x C m M t T
vx m M t T
t
x x e m
β
β
−
≤ = =
≥ = =
− = =
0
1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
0, 1,..., ;
mt mt mt
m
i
M t T
e e e m M t T
x m M
r
+ −
=
= − = =
= =
( 1)
1
( 1)
1
, 1,..., ; 1,..., ;
1,..., ;
, 1,..., ; 1,..., ;
K
m t ikmt i mt imt
k
K
im t ikmt i mt imt
k
w a x r i I m M
t T
r w a x r i I I m M
′
−=
−=
′+ − = = =
=
′+ − = = + =
∑
∑
( 1)
1
1,..., ;
, 1,..., ; 1,..., ; 1,..., ;
,
HRP
imt imt mt
N
m t mt mnt mt
n
t T
r C i I m M t T
g x y g
β
−=
=
≤ = = =
+ − =∑
1
1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
HFP
mt mt mt
PLANTNm
mnt mtTACn
m M t T
g C m M t T
Ry m M t T
t
h
β
β=
= =
≤ = =
≤ = =∑
( 1)
1 1
1
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1
M P
n t mnt npt nt
m p
INWMn
mnt ntTACm
HFW
nt nt nt
y z h n N t T
Ry n N t T
t
h C n N t
δ
δ
−= =
=
+ − = = =
≤ = =
≤ = =
∑ ∑
∑
1
,..., ;
, 1,..., ; 1,..., ;
, 1,..., ; 1,..., ;
0, 1,..
nnt ntTAC
OUTWPn
npt ntTACp
ikmt
T
qh n N t T
t
Rz n N t T
t
w i
δ
δ=
≥ = =
≤ = =
≥ =
∑., ; 1,..., ; 1,..., ; 1,..., ;
0, 1,..., ; 1,..., ; 1,..., ; 1,..., ;
undefined, 1,..., ; 1,.
ikmt
ikmt
I k K m M t T
w i I I k K m M t T
w i I k K
′ ′= = =
′≥ = + = = =
′ ′= = +
profit
.., ; 1,..., ;
1,..., ;
, , , , , , , , ,mt mt mt mnt npt imt mt nt
K m M
t T
x e e y z r g h d+ − −
=
=
profit time time
dem- dem-
, , ,
, 0, , , , , ;
unrestricted, 1,..., ; 1,..., ;
pt pt
mt
d d d
d d i m n p t
e m M t T
+ − +
+ − ≥ ∀
= =

157
binary, 1,..., ; 1,..., ; 1,..., ;
constants, 1,..., ; 1,..., ; 1,..., ;
undefi
ikt
ikt
ikt
i I I k K t T
i I k K t T
α
α
α
′= + = =
′ ′= = =
ned, 1,..., ; 1,..., ; 1,..., ;
, , constants, 1,..., ; 1,..., ; 1,..., .mt nt mt
i I k K K t T
m M n N t Tβ δ φ
′ ′= = + =
= = =
This submodel involves (2 2 7 5 ) 3T I K IK I K IM M N P M′ ′ ′+ − + + + + + + constraints
and ( 5 2 ) 4T I K M IKM I KM M MN NP IM N IK I K P′ ′ ′ ′+ − + + + + + + − + + decision
variables, of which ( )T IK I K′− are integer (binary) variables. Notice that the
consideration of probabilistic customer demand in this problem has led to no additional
constraints and only PT additional variables (corresponding to the positive demand
deviational variables.) As in the earlier submodels, a change in the number of time
periods would have the most impact on the overall size of the submodel. Furthermore, if
a sequential solution approach is used to solve this linear mixed integer goal program, the
number of decision variables will decrease with each successive optimization. Finally,
the terms in the objective function are again in no particular priority order.
The numerical example presented in the next section is a continuation of the one
presented in Chapter 4 and demonstrates the ability of the stochastic tactical submodel to
provide optimal supply chain operation decisions when higher-resolution demand data is
forecast via continuous probability distributions.
5.8 Numerical example
This section provides a numerical example of the stochastic tactical submodel
using the mixed integer, chance-constrained goal programming formulation described
above. Using as input the infrastructure solution to the numerical example presented in

158
Chapter 4, this example takes into consideration the availability of distribution-based
demand data (in place of longer-term scenario-based demand data) while aiming to
achieve the following three objectives:
(1) meet or exceed a specified profit goal,
(2) meet customer/market demand with specified confidence levels, and
(3) minimize overall supply chain response time.
The solution to the stochastic tactical submodel will provide managers with optimal
purchasing, production, storage, and shipment quantities for use in operational supply
chain planning, as well as an optimal profit figure which may fall short of or exceed the
profit target determined in the solution to the stochastic strategic submodel.
5.8.1 Input data
As seen in the formulation of the stochastic version of the tactical submodel, most
of the necessary initial inputs are identical to those used in the deterministic version.
However, inputs related to the uncertainty of demand data are now needed in order to
take advantage of the chance-constrained structure of the current submodel. Since
demand is now assumed to be independent and normally-distributed by market and
period, the appropriate distribution parameters (i.e., mean and variance) are shown in
Table 5-1.

159
[For each market/period demand distribution defined in Table 5-1, the coefficient of
variation (i.e., the ratio of the standard deviation to the mean) is 0.05.] The decision
maker-assigned confidence levels for meeting demand are shown in Table 5-2. The
differing confidence level values shown here reflect the varying importance to decision
makers of exactly meeting demand in different markets. Such importance may vary
based on corporate goals, market growth potential, demographics, etc. These confidence
level values, which are equivalent to the area under the corresponding standard normal
Market
1 2 3 4 5
Qtr. Mean Var. Mean Var. Mean Var. Mean Var. Mean Var.
1 1,000 2,500 875 1,914 500 625 750 1,406 625 977
2 1,000 2,500 875 1,914 500 625 750 1,406 625 977
3 1,000 2,500 875 1,914 500 625 750 1,406 625 977
4 1,000 2,500 875 1,914 500 625 750 1,406 625 977
5 1,050 2,756 900 2,025 500 625 775 1,502 625 977
6 1,050 2,756 900 2,025 500 625 775 1,502 625 977
7 1,050 2,756 900 2,025 500 625 775 1,502 625 977
8 1,050 2,756 900 2,025 500 625 775 1,502 625 977
9 1,250 3,906 925 2,139 575 827 800 1,600 625 977
10 1,250 3,906 925 2,139 575 827 800 1,600 625 977
11 1,250 3,906 925 2,139 575 827 800 1,600 625 977
12 1,250 3,906 925 2,139 575 827 800 1,600 625 977
13 1,325 4,389 950 2,256 600 900 825 1,702 625 977
14 1,325 4,389 950 2,256 600 900 825 1,702 625 977
15 1,325 4,389 950 2,256 600 900 825 1,702 625 977
16 1,325 4,389 950 2,256 600 900 825 1,702 625 977
17 1,500 5,625 975 2,377 625 977 850 1,806 625 977
18 1,500 5,625 975 2,377 625 977 850 1,806 625 977
19 1,500 5,625 975 2,377 625 977 850 1,806 625 977
20 1,500 5,625 975 2,377 625 977 850 1,806 625 977
Table 5-1: Market demand (units).

160
curve, are used to determine the realized values of the standard normal random variables
found in the deterministic equivalents of the customer demand chance-constrained goals.
In other words, a value ptγη must be determined such that
Using a simple normal distribution area calculator, the realized values for the demand
chance-constrained goals are determined to be .95 1.645,pt
η = 1, 2,3; 1,..., 20,p t= = and
.90 1.282,pt
η = 4,5; 1,..., 20.p t= =
In an effort to offset the fact that the demand goal target is assigned a value that is
greater than the expected value of the demand distribution (for each market and each
Market
Quarter 1 2 3 4 5
1 .95 .95 .95 .90 .90
2 .95 .95 .95 .90 .90
3 .95 .95 .95 .90 .90
4 .95 .95 .95 .90 .90
5 .95 .95 .95 .90 .90
6 .95 .95 .95 .90 .90
7 .95 .95 .95 .90 .90
8 .95 .95 .95 .90 .90
9 .95 .95 .95 .90 .90
10 .95 .95 .95 .90 .90
11 .95 .95 .95 .90 .90
12 .95 .95 .95 .90 .90
13 .95 .95 .95 .90 .90
14 .95 .95 .95 .90 .90
15 .95 .95 .95 .90 .90
16 .95 .95 .95 .90 .90
17 .95 .95 .95 .90 .90
18 .95 .95 .95 .90 .90
19 .95 .95 .95 .90 .90
20 .95 .95 .95 .90 .90
Table 5-2: Confidence levels for meeting demand (chance-constrained goals.)
( ) 0.95, 1,2,3; 1,..., 20,
0.90, 4,5; 1,..., 20.( )pt
pt pt
pt
d E d p tP
p tdγη
σ
− = = ≥ =
= = (5.22)

161
quarter), the weight assigned to the positive demand deviational variable in the objective
function is arbitrarily set to three times that of the weight assigned to the negative
demand deviational variable (for each market and each quarter). In other words,
1 and 3, 1,...,5; 1,..., 20.pt pt p tλ λ− += = = = Depending on decision makers’ preferences
and the results of the model, these values can be easily adjusted.
As in the strategic submodel, it is assumed that the decision makers wish to
maintain an ending inventory that meets or exceeds 10% of the final period’s total
demand (i.e., hFIN = 0.10.). However, to account for the uncertainty in demand, decision
makers have set a confidence level for meeting this requirement equal to 0.95. Hence, a
value κ.95 must be determined such that
After again using a normal distribution area calculator, the realized value is determined to
be κ.95 = 1.645.
As in the deterministic case, the infrastructure outputs of the stochastic strategic
submodel are used as inputs to the stochastic version of the tactical submodel. These
inputs include plant construction decisions (i.e., plants are to be constructed at locations
1, 2, and 3 in quarter 1), critical raw material supplier selections (see Table 4-2), a
warehouse operating schedule (see Table 4-3), and optimal production quantities (see
Table 4-4), which are used to determine production capacities for the stochastic tactical
,20 ,20
1 1
.95
2
,20
1
( )
0.95.
( )
P P
p p
p p
P
p
p
d E d
P
d
κ
σ
= =
=
−
≥ =
∑ ∑
∑ (5.23)

162
submodel. Assuming a production capacity factor of u = 0.9, the quarterly production
capacities for the stochastic tactical submodel are shown in Table 5-3.
Furthermore, since the solution to the stochastic strategic submodel reported an optimal
expected total profit figure of $3,358,170, this value will be used as the profit target in
the stochastic tactical submodel’s profit optimization goal constraint. Note, however, that
this profit target may not be achievable in the solution to the stochastic tactical submodel.
Finally, in an effort to explicitly demonstrate the results of changing the priority
order of the three objectives, a disruption in one of the transportation routes is simulated
in the stochastic tactical submodel. Specifically, the cost of delivering finished products
to market 1 is made prohibitively expensive (i.e., $300 per unit). Consequently, the
major impact of this disruption will be on achieving the profit goal discussed above.
Other impacts of this disruption are also discussed in the next section.
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1362 1485 990 11 1362 1485 605
2 1362 1485 990 12 1362 1485 605
3 1362 1485 990 13 1362 1485 990
4 1362 1485 990 14 1362 1485 990
5 1362 1485 990 15 1362 1485 990
6 1362 1485 990 16 1362 1485 990
7 1362 1485 990 17 1362 1485 990
8 1362 1485 990 18 1362 1485 990
9 1362 1485 605 19 1362 1485 990
10 1362 1485 605 20 1362 1485 990
Table 5-3: Tactical submodel production capacities.

163
5.8.2 Results
This numerical example of the stochastic tactical submodel was implemented
using Extended LINGO 9.0 optimization software, and the three sequential optimizations
of the stochastic tactical submodel each required only 3 or fewer seconds of processing
time. For the “profit-first, demand-second” case, the sizes of the three sequentially
optimized formulations are shown in Table 5-4. As in the deterministic tactical
submodel of Chapter 3, the number of decision variables decreases with each successive
optimization, since deviational variables for the profit and demand goals are fixed as
constants after the first and second optimization runs, respectively. When the profit goal
had top priority, followed by the demand goal, and then the response time goal, an
optimal profit level of $3,030,101 was achieved, corresponding to a 90% profit goal
achievement level with respect to the target value determined in the stochastic strategic
submodel. (Recall that a route disruption—represented by prohibitively expensive
shipping costs—was introduced into the stochastic tactical model in order to explicitly
demonstrate the submodel’s tradeoff analysis capability.)
Table 5-5 summarizes the optimal production quantities resulting from this
implementation of the stochastic tactical submodel. While plants 1 operates at capacity
throughout the 20-quarter planning period, and plant 2 operates at capacity in all but two
quarters, plant 3’s output is less than its production capacity in all quarters. This lower
Variables
Optimization Run Integer Continuous Total Constraints
1 300 2664 2964 1986
2 300 2663 2963 1986
3 300 2463 2763 1986
Table 5-4: Numerical example model size (profit first).

164
rate of production corresponds to the submodel avoiding deliveries along the
prohibitively expensive (i.e., disrupted) supply routes to market 1. Consequently, the
total unsatisfied demand given in the solution is 26,524 units. It is important to note,
however, that the optimal production plan presented in Table 5-5 does not necessarily
imply that the total demand shortage will actually equate to this quantity. Since demand
is a random variable, it is in fact impossible to know a priori how many units of demand
will actually go unsatisfied. This issue will be further discussed after the results from the
demand-first case are presented.
When meeting demand is given the highest priority, followed by meeting or
exceeding the profit goal, and then minimizing response time, the solution provides the
optimal production schedule given in Table 5-6. As in the profit-first case, plant 1
operates at full capacity throughout the planning horizon. Moreover, plant 2 now
operates at full capacity throughout the planning horizon, and plant 3 now operates at full
capacity in 18 of the 20 quarters. Despite the prohibitively high shipping costs
corresponding to market 1, the submodel now clearly attempts to fulfill as much demand
as possible when the demand goal is assigned top priority. However, this solution
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1,362 1,485 457 11 1362 1,485 293
2 1,362 1,485 539 12 1362 1,485 293
3 1,362 1,485 539 13 1362 1,485 250
4 1,362 1,485 539 14 1362 1,485 250
5 1,362 1,485 539 15 1362 947 250
6 1,362 1,485 302 16 1362 710 250
7 1,362 1,485 250 17 1362 1,485 250
8 1,362 1,485 250 18 1362 1,485 250
9 1,362 1,485 343 19 1362 1,485 250
10 1,362 1,485 293 20 1362 1,485 250
Table 5-5: Tactical submodel optimal production (profit first).

165
Plant Plant
Quarter 1 2 3 Quarter 1 2 3
1 1,362 1,485 990 11 1,362 1,485 605
2 1,362 1,485 990 12 1,362 1,485 605
3 1,362 1,485 990 13 1,362 1,485 990
4 1,362 1,485 990 14 1,362 1,485 990
5 1,362 1,485 990 15 1,362 1,485 983
6 1,362 1,485 990 16 1,362 1,485 983
7 1,362 1,485 990 17 1,362 1,485 990
8 1,362 1,485 990 18 1,362 1,485 990
9 1,362 1,485 605 19 1,362 1,485 990
10 1,362 1,485 605 20 1,362 1,485 990
gives an optimal profit of $1,678,788 over the 20-quarter planning horizon, compared to
the $3,030,101 resulting from the profit-first case. Figure 5-3 compares the profit goal
achievement levels for the profit- first and demand-first cases. This lower profit level can
be attributed to the tactical submodel attempting to first minimize unsatisfied demand,
despite the prohibitively high shipping costs (i.e., $300 per unit) associated with the
disrupted transportation routes to market 1. Indeed, the demand-first solution gives a
Table 5-6: Tactical submodel optimal production (demand first).
Profit Goal Achievement
$3,030,101
$3,358,170
$1,678,788
$0
$500,000
$1,000,000
$1,500,000
$2,000,000
$2,500,000
$3,000,000
$3,500,000
$4,000,000
90%
50%
100%
Goal Profit first Demand first
Figure 5-3: Profit goal achievement as a percentage of goal target.

166
total shortage of 13,596 units, compared to the 26,524 units of unsatisfied demand in the
profit-first case. As mentioned earlier, however, a separate discussion of these results is
now presented.
Although the comparison of profit optimization achievement levels above is fairly
straightforward, analysis of the demand goal achievement levels requires a more in-depth
approach. Figure 5-4 shows the notional demand goal achievement levels for the profit-
first and demand-first cases, while Table 5-7 shows the distribution of unsatisfied
demand (with respect to the demand goal target values) for both cases. Paralleling the
analysis presented for a similar situation by Rakes, et al. (1984), however, it is impossible
to know these values before the actual demand realizations occur. Regardless, when the
profit goal takes top priority, Table 5-7 shows that the model avoids all shipments to
market 1 due to the prohibitively expensive shipping costs associated with all routes
leading to market 1, resulting in a total of 26,524 units of unsatisfied demand. This, in
Notional Demand Goal Achievement
82,700
56,176
69,104
0
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
90,000
Units
100%
68%
84%
Goal Profit first Demand first
Figure 5-4: Notional demand goal achievement as a percentage of goal target.

167
turn, allows the model to satisfy all remaining demand in markets 2 through 5. On the
other hand, when the demand goal takes top priority, the model satisfies all demand in
markets 2 through 5 and partially fulfills demand in market 1. In this case, the result is a
total shortage of 13,596 units, corresponding to an additional 16% in overall demand
satisfaction with respect to the profit-first scenario. Despite these insights, however,
analysts should caution decision makers about the probabilistic nature of demand.
While any assessment of the stochastic strategic submodel’s performance should
certainly include the overall probabilistic demand satisfaction levels, a brief interpretation
of the achievement level for each market/quarter is necessary. In the cases where there is
no demand shortage, supply chain managers can conclude that the optimal production
Market 1 2 3 4 5
Qtr Profit Demand Profit Demand Profit Demand Profit Demand Profit Demand
1 1,083 0 0 0 0 0 0 0 0 0
2 1,083 0 0 0 0 0 0 0 0 0
3 1,083 0 0 0 0 0 0 0 0 0
4 1,083 99 0 0 0 0 0 0 0 0
5 1,137 305 0 0 0 0 0 0 0 0
6 1,137 305 0 0 0 0 0 0 0 0
7 1,137 305 0 0 0 0 0 0 0 0
8 1,137 305 0 0 0 0 0 0 0 0
9 1,353 1,041 0 0 0 0 0 0 0 0
10 1,353 1,041 0 0 0 0 0 0 0 0
11 1,353 1,041 0 0 0 0 0 0 0 0
12 1,353 1,041 0 0 0 0 0 0 0 0
13 1,434 818 0 0 0 0 0 0 0 0
14 1,434 818 0 0 0 0 0 0 0 0
15 1,434 825 0 0 0 0 0 0 0 0
16 1,434 825 0 0 0 0 0 0 0 0
17 1,624 1,088 0 0 0 0 0 0 0 0
18 1,624 1,088 0 0 0 0 0 0 0 0
19 1,624 1,088 0 0 0 0 0 0 0 0
20 1,624 1,563 0 0 0 0 0 0 0 0
Total 26,524 13,596 0 0 0 0 0 0 0 0
Profit first = 26,524 units Overall shortage Demand first = 13,596 units
Table 5-7: Demand shortages (profit first/demand first.)

168
quantities provided in the solution (as shown in Tables 5-5 and 5-6) are sufficient to
provide the corresponding confidence level of meeting the demand goal for the given
market/quarter combination. Hence, under both the profit-first and demand-first
scenarios, the corresponding optimal production plans provide (as a minimum) the
assigned confidence levels of meeting the demand goals at markets 2 through 5 in all
periods. Furthermore, under the demand-first scenario, the assigned confidence levels are
met at market 1 in periods 1 through 3. On the other hand, when a demand shortage is
indicated for a given market/quarter combination (see Table 5-7), supply chain managers
can conclude that the optimal production quantities presented in the solution provide a
lower-than-desired probability that demand—upon its realization—will be met. This
lower-than-desired probability, however, can be calculated as follows. Referring to
Table 5-7, consider the case of 99 units of unmet demand at market 1 in quarter 4 when
the demand goal is assigned top priority. First, using the deterministic equivalent of the
demand chance-constrained goal (i.e., Eq. 5.11) with an assigned confidence level of
95%, the normal fractile (i.e., the realized value of the normal—not standard normal—
random variable) used as a right-hand-side demand value is computed as
Since the probability of meeting or exceeding demand corresponds to the area to the left
of the fractile value, and since a demand shortage implies a lower-than-desired
probability, the realized normal fractile value is calculated as 1,083 – 99 = 984,
corresponding to a probability of 0.37. In other words, given the optimal production plan
1,4 .95 1,4Normal fractile ( ) ( )
1,000 1.645 2,500
1,083.
E d dη σ= +
= +
≈
(5.24)

169
in the case where meeting demand takes top priority, decision makers can conclude that
there is only a 37% chance—as opposed to the desired 95% or greater chance—of
meeting the demand goal at market 1 in quarter 4. The actual probabilities of meeting
demand for all market/period combinations are summarized in Table 5-8. Based on the
demand shortages presented in Table 5-7, the desired confidence levels for meeting the
demand goals, and the parameters for the corresponding demand distributions, decision
makers can conclude that there is essentially zero probability of meeting the demand goal
at market 1 in all periods under the profit-first scenario and at market 1 in periods 5
through 20 under the demand-first scenario.
While both profit and demand goal achievement levels fall short of the original
Market
1 2 3 4 5
Qtr Profit Demand Profit Demand Profit Demand Profit Demand Profit Demand
1 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
2 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
3 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
4 0.00 0.37 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
5 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
6 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
7 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
8 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
9 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
10 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
11 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
12 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
13 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
14 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
15 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
16 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
17 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
18 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
19 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
20 0.00 0.00 ≥0.95 ≥0.95 ≥0.95 ≥0.95 ≥0.90 ≥0.90 ≥0.90 ≥0.90
Table 5-8: Actual probabilities of meeting demand goals.

170
goals, this example is meant to demonstrate the ability to conduct tradeoff analysis using
the stochastic tactical submodel. Armed with notional profit goal achievement levels and
demand shortage figures, along with the actual probabilities of meeting demand for
specific market/period combinations, supply chain managers may choose to implement
one of the optimal production plans presented in Tables 5-5 and 5-6, or they can opt to
revise their assigned confidence levels for meeting the multiple demand goals and
reiterate the optimization process. When basing operational supply chain decisions on
these or similarly obtained results, however, decision makers must bear in mind that
solutions relying upon probabilistic inputs (e.g., uncertain demand) are mere estimates
whose accuracy can only be determined upon realization of the uncertain parameters.
5.9 Stochastic tactical submodel summary
The mixed integer linear goal programming model developed in this chapter is
designed as a planning aid for supply chain managers who are tasked with the operation
of a previously established production-distribution network in the presence of newly-
acquired, distribution-based demand forecasts. As in the deterministic case, the outputs
of this submodel include recommendations for optimal non-critical raw material supplier
selections; raw material purchasing, storage, and shipping quantities; and finished
product production, storage, and shipping quantities. By taking advantage of the
combination of chance-constraints and the goal programming construct of the stochastic
tactical submodel, decision makers are able to conduct tradeoff analysis with respect to
meeting customer demand at varying confidence levels, achieving or exceeding a

171
predetermined profit goal, and minimizing overall supply chain response time. As the
simplified numerical example in the previous section shows, this planning tool can
provide decision makers with split-second solutions upon which they can make informed
tactical-level supply chain decisions when input data such as customer demand is known
only in probabilistic terms.

172
Chapter 6
CONCLUSIONS AND FUTURE WORK
As the uncertain global marketplace continues to evolve, companies involved in
the manufacture and distribution of products are realizing more than ever that efficient
supply chain design and operation are crucial to their success. While many firms
compete to provide more products to expanding markets, supply chain effectiveness and
efficiency may prove to be the critical business advantage needed for true success and
longevity. Hence, supply chain management has received ever-increasing attention as a
process improvement area that may benefit firms even moreso than product
improvement.
6.1 Summary
Much research has been conducted in the area of supply chain optimization under
uncertainty. However, these efforts have often focused on either:
1) a subset of echelons within the supply chain, and/or
2) a single objective, and/or
3) a particular level of decision making—strategic, tactical, or operational.
The research supporting this dissertation was conducted in pursuit of a flexible supply
chain design and operation tool that can aid managers in both the decision making
necessary to design an efficient supply chain infrastructure and the tactical-level planning

173
needed to ensure ongoing supply chain operations that achieve desired profits and
customer satisfaction levels.
First, a framework was developed for a two-phase supply chain model that
initially uses long-term cost, demand, and other data to aid in the design of a supply
chain’s infrastructure. This resulting infrastructure, along with newly-obtained, short-
term cost, demand, and transit time data, is then used as input in the second phase where
tactical planning decisions are optimized. In the case where long-term input data is
known with certainty, a deterministic strategic submodel was developed that considers
long-term cost and demand data and optimizes crucial supply chain design decisions that
include:
1) critical raw material supplier selections,
2) plant construction decisions,
3) plant and warehouse operating schedules, and
4) necessary production capacity levels.
This multi-period, mixed integer linear program is designed to maximize overall supply
chain profit while limiting deliveries of finished products to long-term demand forecasts.
While adaptable to any timeframe or size, this submodel is most appropriate for use with
one- to five-year periods and can be easily solved using commercially-available
optimization software. The solution to the deterministic strategic submodel provides
decision makers with a profit goal and the framework within which more short-term
supply chain decisions are to be made. In order to demonstrate its ease of application, a
numerical example was presented and solved using LINGO optimization software.

174
Next, with the deterministic strategic submodel’s optimal supply chain
infrastructure decisions readily available as inputs, a deterministic tactical submodel was
developed to optimize short-term planning decisions including:
1) non-critical raw material supplier selections,
2) optimal raw material purchasing, shipping, and storage quantities,
3) optimal finished product production, storage, and shipping quantities, and
4) an optimal profit figure.
While the deterministic tactical submodel still assumes all input data is known with
certainty, its focus is on short-term demand forecasts and cost data, presumably in the
three- to 12-month range. Furthermore, while its strategic counterpart sought to simply
maximize profits in the presence of sales restrictions, the tactical submodel assumes three
separate objectives:
1) minimize unsatisfied demand,
2) meet or exceed the profit goal determined by the strategic submodel, and
3) minimize overall supply chain response time.
The third objective, interpreted as minimizing the total weighted transit time for raw
materials and finished goods, is included based on the assumption of newly available,
short-term transit times. Along with the minimization of unsatisfied demand, this
objective is pursued in an effort to increase customer satisfaction.
Since these objectives conflict with one another, they are treated as goals, and a
deterministic tactical submodel was formulated as a multi-period, mixed integer, linear
goal programming model. This modeling structure facilitates tradeoff analysis with
regard to the various objectives, allowing decision makers to choose from multiple

175
solutions based on their stated priorities. Once solved, the deterministic tactical
submodel provides guidance in the form of tactical planning decisions that ensure the
various goals are met to the maximum extent possible. As with the previous submodel, a
numerical example was presented and solved. In the example, a transportation route
disruption was simulated to explicitly demonstrate the “profit maximization versus
demand fulfillment” tradeoff analysis capability of the goal programming-based
submodel.
With the deterministic, two-phase supply chain model complete, the issue of
uncertainty in input parameters was next addressed. Specifically, long-term, uncertain
demand forecasts were considered through the use of discrete economic scenarios, each
with an assumed probability of occurrence. In this case, the deterministic strategic
submodel was adapted to a robust optimization formulation, providing decision makers
with optimal supply chain infrastructure decisions and an expected optimal profit level
given the uncertain, long-term demand forecasts. Besides maximizing expected profit,
the stochastic strategic submodel minimizes cost/profit variance and penalizes unsatisfied
demand. A numerical example, based on four possible economic scenarios, was provided
to demonstrate the application of this submodel.
Having optimized supply chain infrastructure decisions using long-term, uncertain
demand forecasts in the form of probabilistic economic scenarios, short-term demand was
next considered in the form of continuous probability distributions in the tactical
submodel. In this case, the demand satisfaction objective of the tactical submodel was
modified to account for the probabilistic nature of the demand data. Specifically, chance
constraints were formulated to reflect decision makers’ desires to meet demand goals for

176
each market/period combination with various confidence levels. The stochastic tactical
submodel was then formulated as a multi-period, mixed integer, chance-constrained,
linear goal programming model assuming independent and normally-distributed demand.
Its solution provides decision makers with the same optimal tactical planning decisions as
in the deterministic case, but also provides insight into the actual probabilities of meeting
demand given the optimal production schedules.
This dissertation demonstrates how deterministic linear programming,
deterministic goal programming, robust optimization, and chance-constrained goal
programming can be used to aid in the design and operation of an integrated
manufacturing and distribution network when multiple objectives are pursued and
demand inputs are known either with certainty or by means of discrete economic
scenarios or continuous probability distributions. Furthermore, the two-phase structure of
the overall model allows for optimal supply chain design planning in the presence of
long-term input data followed by optimal tactical-level planning when short-term cost,
demand, and other inputs become available to supply chain decision makers.
6.2 Future research
Several avenues of future research remain open with respect to the expansion and
improvement of the supply chain design and operation planning tool developed in this
dissertation. First, while the model developed here considered objectives related to
profit, demand fulfillment, and response time, other objectives related to supply chain
design and operation may be incorporated. These include, but are not limited to, fair

177
profit distribution, lead time reduction (as opposed to response time minimization), and a
variety of other objectives designed to either increase customer satisfaction or supply
chain profitability.
Next, inputs other than demand may be considered under uncertainty. For
instance, uncertain costs, production capacities and rates, raw material availabilities, and
transit times may be incorporated as uncertain parameters into the model. However, the
incorporation of uncertainty into the left-hand-side of various model constraints (e.g.,
production rates) will require a more complex approach to the chance-constrained goal
programming formulation.
Furthermore, the overall model may be extended to include multiple product
types, since large, global corporations are often involved in the production and
distribution of several product types spanning various consumer markets.
Finally, the evolution of separate domestic markets into a single, interactive
global marketplace provides a greater, yet potentially more rewarding, challenge to
supply chain designers and operators. As such, researchers have begun to identify the
complexities of international production and distribution networks and incorporate them
into supply chain optimization models. While the literature is ripe with attempts to
capture international issues that affect global supply chain modeling, perhaps the most
comprehensive work is the extensive review of strategic-level production-distribution
models provided by Vidal and Goetschalckx (1997). In that work, the authors cite
several factors that are crucial in the modeling of international supply chain systems.
These include different taxes and duties, differential exchange rates, trade barriers,
transfer prices, and duty drawbacks. Additionally, the authors suggest that government

178
stability and general infrastructure further contribute to the complexity of global supply
chain modeling. Of the several factors the authors identify as either lacking in the current
literature and/or as ripe for inclusion in future global supply chain models, stochastic lead
times, suppliers’ reliability, stochastic facility fixed costs, and the inclusion of customer
service levels in the constraint set are the most appropriate for the current research effort.
Furthermore, Beamon (1998) suggests that export regulations, duty rates, exchange rates,
and local content rules are just a few of the issues that add to the growing complexity of
global supply chain management. More recently, the multi-criteria supply chain
optimization models developed by Bollat (2008) incorporate uncertainty associated with
key parameters while considering international commerce issues such as exchange rates
and transfer prices. To aid the decision maker in the global supply chain planning
process, future work should incorporate various international issues, focusing on those
that may lead to conflicting objectives or contribute to further supply chain uncertainty.

179
Bibliography
Abdelaziz, F.B. and M. Sameh (2007). Application of goal programming in a multi- objective reservoir operation model in Tunisia. European Journal of Operational
Research, 133, 352-361. Al-Mutawah, K., Lee, V., and Y. Cheung (2006). Modeling supply chain complexity
using a distributed multi-objective genetic algorithm. Computational Science and
Its Applications – ICCSA 2006, Vol. 3980, Springer Berlin / Heidelberg, Germany.
Alonso-Ayuso, A., Escudero, L.F., Garín, A, Ortuño, M.T., and G. Pérez (2003). An approach for strategic supply chain planning under uncertainty based on stochastic 0-1 programming. Journal of Global Optimization, 26, 97-124. Altiparmak, F., Gen, M., Lin, L., and T. Paksoy (2006). A genetic algorithm approach for multi-objective optimization of supply chain networks. Computers & Industrial
Engineering, 51 (1), 196-215. Aouni, B., F.B. Abdelaziz, and J.-M. Martel (2005). Decision-maker’s preferences modeling in the stochastic goal programming. European Journal of Operational
Research, 162, 610-618. Arntzen, B.C., Brown, G.G., Harrison, T.P., and L.L. Trafton (1995). Global supply
chain management at Digital Equipment Corporation. Interfaces, 25, 69-93. Arthur, J.L. and A. Ravindran (1980). PAGP, a partitioning algorithm for (linear) goal
programming problems. ACM Transactions on Mathematical Software, 6 (3), 378-386. Ashayeri, J. and J. Rongen (1997). Central distribution in Europe: a multi-criteria
approach to location selection. International Journal of Logistics Management, 8 (1), 97-109.
Attai, T.D. (2003). A multiple objective approach to global supply chain design. Unpublished master’s thesis, Penn State University, University Park, PA. Azaron, A., Brown, K.N., Tarim, S.A., and M. Modarres (2008). A multi-objective stochastic programming approach for supply chain design considering risk. International Journal of Production Economics, 116, 129-138. Bai, D., Carpenter, T., and J. Mulvey (1997). Making a case for robust optimization
models. Management Science, 43 (7), 895-907.

180
Ballestero, E. (2001). Stochastic goal programming: a mean-variance approach. European Journal of Operational Research, 131, 476-481. Ballestero, E. (2005). Using stochastic goal programming: some applications to management and a case of industrial production. INFOR, 43 (2), 63-77. Ballestero, D., I. González, A. Benito, and M. Bravo (2006). Stochastic goal programming approach to portfolio selection with multiple uncertainty scenarios. 7th
International Conference on Multi-Objective Programming and
Goal Programming, Tours, France, June 12-14, 2006. Beamon, B.M. (1998). Supply chain design and analysis: models and methods.
International Journal of Production Economics, 55, 281-294.
Ben-Tal, A. and A. Nemirovski (2002). Robust optimization – methodology and applications. Mathematical Programming Series B, 92, 453-480. Ben-Tal, A., Goryashko, A., Guslitzer, E., and A. Nemirovski (2004). Adjustable robust solutions of uncertain linear programs. Mathematical Programming, 99 (2), 351- 376.
Ben-Tal, A., Golany, B., and A. Nemirovski (2005). Retailer-supplier flexible commitments contracts: a robust optimization approach. Manufacturing &
Service Operations Management, 7 (3), 248-271. Bollat, R.C.P. (2008). Resilient global supply chain network design optimization. Unpublished dissertation. Penn State University, University Park, PA. Bose, S. and J.F. Pekny (2000). A model predictive framework for planning and scheduling problems: a case study of consumer goods supply chain. Computers
and Chemical Engineering, 24 (2-7), 329–335. Butler, R.J., Ammons, J.C., and J. Sokol (2006). Planning the supply chain network for new products: a case study. Engineering Management Journal, 18 (2), 35-43. Changchit, C. and M.P. Terrell (1993). A multiobjective reservoir operation model with stochastic inflows. Computers and Industrial Engineering, 24 (2), 303- 313. Charnes, A. and W.W. Cooper (1959). Chance-constrained programming. Management Science, 6 (1), 73-79. Charnes, A., W.W. Cooper, K.R. Karwan, and W.A. Wallace (1979). A chance- constrained goal programming model to evaluate response resources for marine pollution disasters. Journal of Environmental Economics and

181
Management, 6, 244-274. Chen, C.L., Wang, B.W., and W.C. Lee (2003). Multi-objective optimization for a multi- enterprise supply chain network. Industrial Engineering in Chemical Research, 42, 1879-1889. Chen, C.-L. and W.-C. Lee (2004). Multi-objective optimization of multi-echelon supply chain networks with uncertain product demand and prices. Computers and Chemical
Engineering, 28, 1131-1144. Christy, D.P. and J.R. Grout (1994). Safeguarding supply chain relationships. International Journal of Production Economics, 36, 233-242. Cohen, M.A. and H.L. Lee (1988). Strategic analysis of integrated production- distribution systems: models and methods. Operations Research, 36 (2), 216-228. Cohen, M.A. and H.L. Lee (1989). Resource deployment analysis of global manufacturing and distribution networks. Journal of Manufacturing and Operations
Management, 2, 81-104. Cohen, M.A. and S. Moon (1990). Impact of production scale economics, manufacturing complexity, and transportation costs on supply chain facility networks. Journal of
Manufacturing and Operations Management, 3, 269-292. Contini, B. (1968). A stochastic approach to goal programming. Operations Research, 16 (3), 576-586. Dalkey, Norman C. (1969). The Delphi method: an experimental study of group opinion. RAND research report RM-5888-PR, The RAND Corporation, Santa Monica, CA. Easton, F. (1996). A stochastic goal program for employee scheduling. Decision
Sciences, 27 (3), 541-568. Fisher, M., Hammond, J., Obermeyer, W. and A. Raman (1997). Configuring a supply chain to reduce the cost of demand uncertainty. Production and Operations
Management, 6 (3), 211-225. Greenberg, H.J. and T. Morrison. Robust optimization (2008). In A.R. Ravindran (Ed.), Operations Research and Management Science Handbook (pp. 14-1 - 14-33). Boca Raton, FL: CRC Press. Grove, M.A. (1988). A surrogate for linear programs with random requirements. European Journal of Operational Research, 34, 399-402. Guillén, G., Mele, F.D., Bagajewicz. M.J., Espuña, A., and L. Puigjaner (2005).

182
Multiobjective supply chain design under uncertainty, Chemical Engineering
Science, 60, 1535-1553. Gupta, A. and C.D. Maranas (2003). Managing demand uncertainty in supply chain planning. Computers and Chemical Engineering, 27, 1219-1227. Harrison, T.P. (2001). Global supply chain design. Information Systems Frontiers, 3 (4), 413-416. Ho, W. (2007). Combining analytic hierarchy process and goal programming for logistics distribution network design. IEEE International Conference on Systems, Man and
Cybernetics, 2007, 714-719. Ishii, K., Takahashi, K., and R. Muramatsu (1988). Integrated production, inventory and distribution systems. International Journal of Production Research, 26 (3), 473-482. Karpak, B., Kumcu, E., and R.R. Kasuganti (2001). Purchasing materials in the supply chain: manageing a multi-objective task. European Journal of Purchasing & Supply
Management, 7, 209-216. Keown, A.J. and B.W. Taylor III (1980). A chance-constrained integer goal programming model for capital budgeting in the production area. Journal of the
Operational Research Society, 31, 579-589. Kahraman, C., Cebeci, U., and D. Ruan (2004). Multi-attribute comparison of catering service companies using fuzzy AHP: the case of Turkey. International Journal of
Production Economics, 87, 171-184. Kongar, E. and S.M. Gupta (2001). A goal programming approach to the remanufacturing supply chain model. In Proceedings of SPIE – The International
Society for Optical Engineering, v 4193. Kull, T. and S. Talluri (2008). A supply-risk reduction model using integrated multi- criteria decision making. IEEE Transactions on Engineering Management, 55 (3) 409- 419. Kumar, M., Vrat, P., and R., Shankar (2004). A fuzzy goal programming approach for vendor selection problem in a supply chain. Computers & Industrial Engineering, 46, 69-85. Lai, K.-K., and W.-L. Ng (2005). A stochastic approach to hotel revenue management. Computers and Operations Research, 32, 1059-1072.
Lai, K.-K., Wang, M., L. Liang (2007). A stochastic approach to professional services firms’ revenue optimization. European Journal of Operational Research, 182, 971-

183
982. Lee, H.L. (2002). Aligning supply chain strategies with product uncertainties. California
Management Review, 44 (3), 105-119. Lee, H.L. and C. Billington (1993). Material management in decentralized supply chains. Operations Research, 41 (5), 835-847.
Lee, H.L., Padmanabhan, V., and Seungjin Whang (1997). The bullwhip effect in supply chains. Sloan Management Review, Spring, 38 (3), 93-102.
Lee, H.L., Padmanabhan, V., and Seungjin Whang (1997). Information distortion in a supply chain: the bullwhip effect. Management Science, 43 (4), 546-558.
Lee, H.L., Padmanabhan, V., and S. Whang (2004). Information distortion in a supply chain: the bullwhip effect. Management Science, 50 (12), 1875-1886. Leung, S.C.H., Tsang, S.O.S., Ng, W.L., and Y. Wu (2007). A robust optimization model for multi-site production planning problem in an uncertain environment. European
Journal of Operational Research, 181, 224-238. Leung, S.C.H. and Y. Wu (2004). A robust optimization model for stochastic aggregate production planning. Production Planning and Control, 15 (5), 502-514. Leung, S.C.H., Wu, Y., and K.K. Lai (2003). Multi-site aggregate production planning with multiple objectives: a goal programming approach. Production Planning &
Control, 14 (5), 425-436. Leung, S.C.H., Wu, Y., and K.K. Lai (2006). A stochastic programming approach for multi-site aggregate production planning. Journal of the Operational Research
Society, 57, 123-132. Li, C.-L. and P. Kouvelis (1999). Flexible and risk-sharing supply contracts under price uncertainty. Management Science, 45 (10), 1378-1398. Liang, T.F. (2007). Applying fuzzy goal programming to production/transportation
planning decisions in a supply chain. International Journal of Systems Science, 38 (4), 293-304.
List, G.F., Wood, B., Nozick, L.K., Turnquist, M.A., Jones, D.A., Kjeldgaard, E.A., and C.R. Lawton (2003). Robust optimization for fleet planning under uncertainty. Transportation Research Part E, 39, 209-227. Liu, M.L. and N.V. Sahinidis (1997). Process planning in a fuzzy environment. European
Journal of Operational Research, 100, 142-169.

184
Malcolm, S.A. and S.A. Zenios (1994). Robust optimization for power systems capacity expansion under uncertainty. Journal of the Operational Research
Society, 45 (9), 1040-1049. Mao, N. and L. Mays (1994). Goal programming models for determining freshwater inflows to estuaries. Journal of Water Resources Planning and Management, 120 (3), 316-329. Masud, A.S.M. and A.R. Ravindran. Multiple criteria decision making (2008). In A.R. Ravindran (Ed.), Operations Research and Management Science Handbook (pp. 5-1 – 5-41). Boca Raton, FL: CRC Press. Melachrinoudis E. (1999). Bicriteria location of a semi-obnoxious facility. Computers &
Industrial Engineering, 37, 581-593. Melachrinoudis, E. and H. Min (2000). The dynamic relocation and phase-out of a hybrid, two-echelon plant/warehousing facility: a multiple objective approach. European Journal of Operational Research, 123, 1-15. Melachrinoudis, E., Min, O., A. Messac (2000). The relocation of a manufacturing/distribution facility from supply chain perspectives: a physical programming approach. Advances in Management Science, 10, 15-39. Metters, R. (1997). Quantifying the bullwhip effect in supply chains. Journal of
Operations Management, 15, 89-100.
Midler, J.L. (1969). A stochastic multiperiod multimode transportation model. Transportation Science, 3, 8-29. Min, H. (1991). International intermodal choices via chance-constrained goal programming. Transportation Research A, 25A (6), 351-362. Min, H. and E. Melachrinoudis (1996). Dynamic location and entry mode selection of multinational manufacturing facilities under uncertainty: a chance-constrained goal-programming approach. International Transactions of Operational Research, 3 (1), 66-76. Min, H. and E. Melachrinoudis (1999). The relocation of a hybrid manufacturing/ distribution facility from supply chain perspectives: a case study. Omega, 27, 75-85. Min, H. and G. Zhou (2002). Supply chain modeling: past, present and future. Computers & Industrial Engineering, 43, 231-249. Mulvey, J.M., Vanderbei, R.J., and S.A. Zenios (1995). Robust optimization of large-scale systems. Operations Research, 43 (2), 264-281.

185
Nukala, S. and S.M. Gupta (2006). Supplier selection in a closed-loop supply chain network: An ANP-goal programming methodology. Proceedings of SPIE - The
International Society for Optical Engineering, v 6385, Environmentally
Conscious Manufacturing VI, 63850G-1-63850G-9. Perea-López, E., Ydstie, B.E., and I.E. Grossmann (2003). A model predictive control strategy for supply chain optimization. Computers and Chemical
Engineering, 27 (8-9), 1201–1218. Petrovic, D., Roy, R., and R. Petrovic (1999). Supply chain modeling using fuzzy sets. International Journal of Production Economics, 59, 443-453. Petrovic, D. (2001). Simulation of supply chain behaviour and performance in an uncertain environment. International Journal of Production Economics, 71, 429-438. Prema, K. and T. Stundza (2005, November 3). Hurricanes have made a mockery of assured supply. Purchasing, 18. Pyke, D.F. and M.A. Cohen (1993). Performance characteristics of stochastic integrated production-distribution systems. European Journal of Operational Research, 68 (1), 23-48. Pyke, D.F. and M.A. Cohen (1994). Multi-product integrated production-distribution systems. European Journal of Operational Research, 74 (1), 18-49. Rakes, T.R., Franz, L.S., and A.J. Wynne (1984). Aggregate production planning using chance-constrained goal programming. International Journal of
Production Research, 22 (4), 673-684. Ravindran, A.R. and V. Wadhwa. Multiple criteria optimization models for supplier selection (2009). In A. Badiru and M. Thomas (Eds.), Handbook of Military Industrial
Engineering (pp. 4-1 – 4-35). Boca Raton, FL: CRC Press. Sabri, E.H. and B.M. Beamon (2000). A multi-objective approach to simultaneous strategic and operational planning in supply chain design. Omega, 28, 581-598. Sakawa, M., Nishizaki, I., and Y. Uemura (2001). Fuzzy programming and profit and cost allocation for a production and transportation problem.
European Journal of Operational Research, 131 (1), 1–15. Santoso, T., S. Ahmed, M. Goetschalckx, and A. Shapiro (2005). A stochastic programming approach for supply chain network design under uncertainty. European Journal of Operational Research, 167, 96-115. Selim, H. and I. Ozkarahan (2008). A supply chain distribution network design model:

186
an interactive fuzzy goal programming-based solution approach. International Journal
of Advanced Manufacturing Technology, 36, 401-418. Soteriou, A.C. and R.B. Chase (2000). A robust optimization approach for improving service quality. Manufacturing and Service Operations
Management, 2 (3), Summer 2000, 264-286. Spronk, J. (1981). Interactive Multiple Goal Programming. Boston, MA: Nijhoff. Tan, K.C. (2001). A framework of supply chain management literature. European
Journal of Purchasing & Supply Management, 7, 39-48. Tapiero, C.S. and M.A. Soliman (1972). Multi-commodities transportation schedules over time. Networks, 2, 311-327. Towill, D.R. (1991). Supply chain dynamics. International Journal of Computer
Integrated Manufacturing, 4 (4), 197-208. Towill, D.R. (1992). Industrial dynamics simulation models in the design of supply chains. International Journal of Physical Distribution and Logistics Management, 22 (5), 3-13. Tsai, W.-H. and S.-J. Hung (2008). A fuzzy goal programming approach for green supply
chain optimisation under activity-based costing and performance evaluation with a value-chain structure. International Journal of Production Research, 99999 (1), 1-27.
Tsiakis, P., Shah, N., and C.C. Pantelides (2001). Design of multi-echelon supply chain networks under demand uncertainty. Industrial & Engineering Chemical
Research, 40, 3585-3604. Tyagi, R. and C. Das (1997). A methodology for cost versus service trade-offs in wholesale location-distribution using mathematical programming and analytic hierarchy process. Journal of Business Logistics, 18 (2), 77-99. Vidal, C.J. and M. Goetschalckx (1997). Strategic production-distribution models: a critical review with emphasis on global supply chain models. European Journal
of Operational Research, 98, 1-18. Wackerly, D.D., Mendenhall III, W., and R.L. Scheaffer (2002). Mathematical Statistics
with Applications, Sixth Edition. Pacific Grove, CA: Duxbury-Thomson Learning. Wang, G., Huan, S.H., and J.P. Dismukes (2004). Product-drive supply chain selection using integrated multi-criteria decision-making methodology. International Journal of
Production Economics, 91, 1-15.

187
Wang, G., Huang, S.H., and J.P. Dismukes (2005). Manufacturing supply chain design and evaluation. International Journal of Advanced Manufacturing Technology, 25, 93-100. Warsing, D.P. Supply chain management (2008). In A.R. Ravindran (Ed.), Operations
Research and Management Science Handbook (pp. 22-1 – 22-63). Boca Raton, FL: CRC Press. Weng, Z.K. and T. McClurg (2003). Coordinated ordering decisions for short life cycle products with uncertainty in delivery time and demand. European Journal of
Operational Research, 151, 12-24. Werczberger, E. (1984). Planning in an uncertain environment: stochastic goal programming using the versatility criterion. Socio-Economic Planning
Sciences, 18 (6), 391-398. Wikner, J., Towill, D.R., and M. Naim (1991). Smoothing supply chain dynamics. International Journal of Production Economics, 22 (3), 231-248. Williams, J.F. (1981). Heuristic techniques for simultaneous scheduling of production and distribution in multi-echelon structures: theory and empirical comparisons. Management Science, 27 (3), 336-352. Williams, J.F. (1983). A hybrid algorithm for simultaneous scheduling of production and distribution in multi-echelon structures. Management Science, 29 (1), 77-92. Wu, Y. (2006). Robust optimization applied to uncertain production loading problems with import quota limits under the global supply chain management environment. International Journal of Production Research, 44 (5), 849-882. Xu, J., Huang, X., and N. Yan (2007). A multi-objective robust operation model for electronic market enabled supply chain with uncertain demands. Journal of
Systems Science and Systems Engineering, 16 (1), 74-87. Yu, C.-S. and H.-L. Li (2000). A robust optimization model for stochastic logistic problems. International Journal of Production Economics, 64, 385-397.

188
VITA
Christopher James Solo
Christopher J. Solo earned a Bachelor of Science degree in Mathematics at The
Pennsylvania State University, University Park, Pennsylvania in 1994. In 2004, he was
awarded a Master of Science degree in Operations Research from the Air Force Institute
of Technology at Wright-Patterson Air Force Base, Ohio. In 2009, he received a Doctor
of Philosophy degree in Industrial Engineering and Operations Research from The
Pennsylvania State University.