modern liquid-carbon pitch systems for anode production
TRANSCRIPT
~Features Modern Liquid-Carbon Pitch Systems for Anode Production Anthony Foster and David Catena
INTRODUCTION
Coal-tar binder pitch is a critical ingredient in the manufacture of pre baked and Soderberg (self-baking) anodes for aluminum smelting. In modern anode production, however, the chemical quality of pitch is no longer the only parameter of importance. In recent years, the form of the pitch (solid or molten) as it is delivered to the smelter has taken on new importance due to concerns about quality, explosions, and the environment.
Modern liquid-pitch unloading, storage, and metering systems were recently installed at a number of aluminum smelters, virtually eliminating problems long associated with solid-pitch handling.
PRODUCING COAL·TAR PITCH
Petroleum coke is the primary ingredient in anodes. Coal-tar pitch has been used for decades to bind the coke particles for anode forming. Pitch is a highmelting-point chemical mixture derived from coal tar, which inturn isone of many chemicals recovered during the production of metallurgical coke.
Early carbon-pitch production came from "batch" distillation of coal tar, generally in small, primitive facilities. Today, almost all coal-tar pitch is produced in continuous distillation plants that closely resemble petroleum refining columns. Pitch is the "bottom," or residue, of the distillation of coal tar.
The recovered coal-tar pitch was once poured into flat pans to cool into solid slabs following distillation. These pitch slabs were then broken by hand and machine labor into chunks, loaded into railcars or trucks, and shipped to the anode producer. Automatic solid-pitchforming machines were developed to solve the worker exposure problems of hand breaking. These machines form molten pitch into balls, pellets, rods, pencils, and similar shapes. Machine casting has almost completely supplanted tray casting in solid-pitch production.
Many anode producers have historically purchased pitch as a solid. This form offers an almost unlimited shelf life and avoids the difficulty associated with handling pitch at the elevated temperatures required to maintain it in the liquid state. Additionally, since the amount of pitch supplied to the mixers is set as a weight percent of the total mix, the weighing and conveying systems used to feed the pitch are similar to the equipment used to supply the coke.
1992 November. JOM
PROBLEMS WITH SOLID PITCH
The main problems of solid-pitch handling result from the tendency of pitch to form dust. At each stage of mechanical handling, the solid pitch breaks into small pieces, creating large amounts of pitch dust, which is hazardous to humans, it also contaminates the environment, is explosive, and may cause the pitch to remelt.
Machine casting of pitch still requires substantial mechanical handling and worker exposure to the solid pitch. Personnel are required at numerous handling points, such as when pitch is transferred to storage sheds, to shipping containers, to the anode producer's warehouses, and finally into the delivery system for the coke and pitch mixers.
These solid-pitch mechanical-handling practices expose the pitch-handling personnel to significant amounts of pitch dust, causing eye and lung distress. Skin exposure to pitch dust and then sunlight can cause rapid sunburns and dermatitis.
Diesel-engine-powered front-end loaders and other handling machines experi-
Pitch Storage
Hot Oil System
Unloading Pump
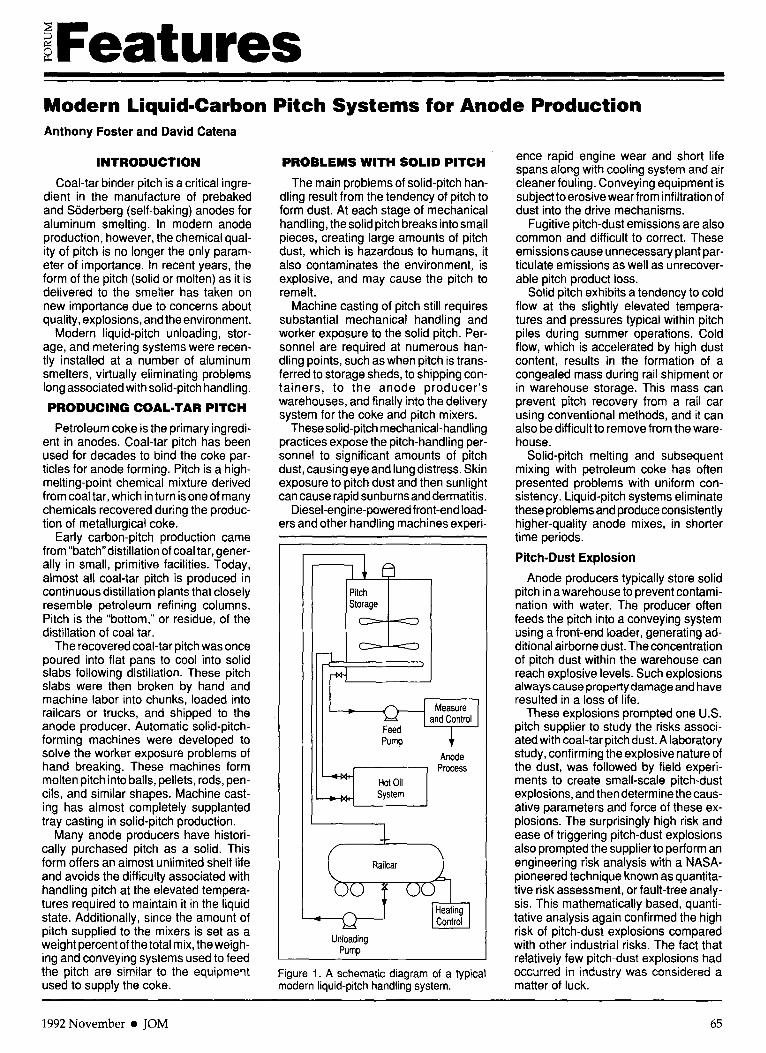
Figure 1. A schematic diagram of a typical modern liquid-pitch handling system.
ence rapid engine wear and short life spans along with cooling system and air cleaner fouling. Conveying equipment is subjectto erosive wear from infiltration of dust into the drive mechanisms.
Fugitive pitch-dust emissions are also common and difficult to correct. These emissions cause unnecessary plant particulate emissions as well as unrecoverable pitch product loss.
Solid pitch exhibits a tendency to cold flow at the slightly elevated temperatures and pressures typical within pitch piles during summer operations. Cold flow, which is accelerated by high dust content, results in the formation of a congealed mass during rail shipment or in warehouse storage. This mass can prevent pitch recovery from a rail car using conventional methods, and it can also be difficult to remove from the warehouse.
Solid-pitch melting and subsequent mixing with petroleum coke has often presented problems with uniform consistency. Liquid-pitch systems eliminate these problems and produce consistently higher-quality anode mixes, in shorter time periods.
Pitch·Dust Explosion
Anode producers typically store solid pitch in a warehouse to prevent contamination with water. The producer often feeds the pitch into a conveying system using a front-end loader, generating additional airborne dust. The concentration of pitch dust within the warehouse can reach explosive levels. Such explosions always cause property damage and have resulted in a loss of life.
These explosions prompted one U.S. pitch supplier to study the risks associated with coal-tar pitch dust. A laboratory study, confirming the explosive nature of the dust, was followed by field experiments to create small-scale pitch-dust explosions, and then determine the causative parameters and force of these explOSions. The surprisingly high risk and ease of triggering pitch-dust explosions also prompted the supplier to perform an engineering risk analysis with a NASApioneered technique known as quantitative risk assessment, or fault-tree analysis. This mathematically based, quantitative analysis again confirmed the high risk of pitch-dust explosions compared with other industrial risks. The fact that relatively few pitch-dust explosions had occurred in industry was considered a matter of luck.
65

LlQUID·PITCH SYSTEMS
An effective method of eliminating these problems is to handle the pitch as a liquid. Coal-tar pitch starts to melt at 110°C and is a pumpable fluid above 177°C. Pumping, transporting, storing, and metering of combustible fluids at these temperatures requires special designs and materials.
Early liquid-pitch systems were built in the 1950s largely to eliminate the dust explosion and exposure problems. These systems generally used loss-in-weight feeding systems to measure and control the mass of pitch delivered to the mixers. The systems were costly, maintenanceintensive, and quite inaccurate when used in conjunction with continuous pitch and coke mixers.
Later systems used metering pumps to measure and proportion the liquid pitch to the petroleum coke mixers. These systems had the disadvantage of working on a volume basis, which required good temperature control to determine pitch density (and, therefore, pitch weight). The metering pumps also lost repeatability as they experienced erosive wear, causing further inaccuracy.
Modern Liquid-Pitch Systems
Modern liquid-pitch systems use massflow meters that produce an electronic output signal. This signal can be read as a weight-flow rate (e.g., "kilograms per minute") and can be used directly for blending control by appropriate equipment. These new systems are accurate, compact, reliable, and inexpensive.
The modern systems are designed to maintain the carbon pitch in molten form from the time it is delivered to the smelting plant until it is injected into the anode
paste mixer. The systems are closed with virtually no fume or dust emiSSions, and offer superior safety, minimal worker exposure, improved environmental conditions, and energy efficiency. These improvements eliminate many costly and unnecessary procedures and workerprotection devices required in an outdated solid-pitch facility.
A typical liquid-pitch handling system, such as the one illustrated in Figure 1, includes the following design features:
• Railcar or tank-truck unloading facility. (Railcar stations include reheating capability and can double as emergency tank-truck unloaders. Unloading stations typically provide spill containment and recovery capabilities and also include fume recovery and recycling systems.)
• Heated unloading and transfer pumps and piping systems. (All pumping system designs include installed spare pumps, heated by hot oil and/or electrical impedance.)
• Pitch storage tanks, sized to provide for the anode-plant operating capacity. (Tanks include seismic and thermally designed foundations, and they are heated with a heat-transfer fluid. The tanks are equipped with high-shear mechanical mixers. The storage area is diked and paved to prevent uncontrolled discharge in the event of tank leaks.)
• Heated pitch circulating and delivery piping to the coke/pitch mixers.
• Digital electronic control systems to heat, transfer, and meter pitch.
PROCESS DESCRIPTION
Liquid pitch is normally received at the smelter in electrically heated rail cars. The liquid pitch is heated to pumping
Figure 2. The liquid-pitch storage tanks at Eastalco (Frederick, Maryland). Note the diked storage area and the hot oil piping system at the bottom of the tanks.
66
temperature as necessary via locally installed control panels, which are governed by the plant's electronic control system. Vagrant fumes generated from the unloading and storage systems are captured. Tank trucks can also be unloaded at the rail stations on an emergency basis, or a truck-only system can be installed at lower cost.
The liquid pitch is unloaded into specially designed bulk-storage tanks (Figure 2). Important tank design criteria include potential seismic stresses, thermal growth, vapor containment, fluid and vapor transfer, solids suspension, product heat loss, tank cleanout, and inspectability. The thermal insulation material for the tank top, bottom, and side walls is specified to provide thermal isolation, resistance to water infiltration, and the ability to withstand mechanical abuse.
High-efficiency, high-shear mechanical tank mixers maintain homogeneity of pitch throughout the tank and suspension of pitch solids, as well as improving the heating system's heat transfer efficiency. Oil-heated bayonets provide the primary storage tank heating.
The liquid-pitch unloading, circulation, and delivery piping systems are heated with oil by using jackets or tracing, or by direct electrical or impedance heating, depending on the parameters of the installation. The oil itself can be heated using gas, oil, or electrical sources. The piping is specially designed, insulated, and electronically controlled to maintain the pitch at precise and constant delivery temperatures. This recirculating system also serves as a secondary storage-tank heating system.
Computer-aided stress analysis based on finite-element analysis techniques is used extensively in the piping design. Careful piping layout usually eliminates the need for expansion joints in the piping systems. Designed-in piping flexibility provides freedom for thermal growth while restraining movement within allowable deflections and stress ranges.
The quantity of pitch delivered to the anode paste mixers is controlled to within ±O.3%. This level of control is vital to the maintenance of high-quality anode carbon paste and the subsequent production of premium-quality carbon anodes.
Installed costs for four systems built recently ranged from $2 million to $3 million. Site-specific requirements, number of spare pumps installed, and the level of control technology selected affect the cost.
FUTURE DEVELOPMENTS
Delivery systems that are capable of supplying large volumes of molten pitch
JOM. November 1992

to smelters located remote from coal tar refineries are limited. Insulated tank trucks with heaters can be utilized when distances are short. Electrically heated rail cars are the preferred method of transportation for longer domestic distances. Overseas, some suppliers have constructed heated ocean-going ships to transport molten pitch to nearby coastal countries.
Smelters separated from pitch suppliers by long ocean voyages are presently
Corrections JUNE
In the June 1992 Businessline item "Anvil" (page 4), the headquarters of Nome Gold Joint Venture was misstated. The entity is 99 percent owned by Aspen Exploration, which is based in Denver, Colorado.
JULY
Reader Gerald Friedman noted three miscues in "Metal-Matrix Composites for Electronic Packaging" by Carl Zweben (July 1992, pages 15-23). On page 16, the second sentence in the first complete paragraph should say "Integrated circuits (ICs) produce heat that must be removed to prevent device overheating, which accelerates exponentially a variety of failure processes." At the end of the partial paragraph at the top of page 17, the symbolic representation of beryllium oxide particle-reinforced beryllium should have been given as (BeO)/Be. Finally, the second sentence in the fourth complete paragraph on page 17 should say "One of the inherent problems in using an analytical approach is obtaining reliable constituent material values."
Letter to the Editor Dear Editor:
With regard to the article "The Effect of Additives on Zinc Deposited from Zinc Sulfate Solutions" by S.E. Afifi, A.A. Ebaid, M.M. Hegazy, and A.K. Barakat (JOM, January 1992, pages 32-34), several observations are in order:
• As is unfortunately common in the English-speaking world, publications in languages other than English are uncited. Also, the article's references do not seem current (the most recent reference is four years old). A comprehensive literature survey should be the starting point of any scientific work.
• What is the reason for experimenti ng with a su Ifu ric acid concentration of 11 or 74 gIl? Technical-scale,
1992 November • JOM
restricted to using solid pitch. There are, however, several conceptual methods that would permit long-distance, overwater, and overland shipment in an economically superior manner. These concepts are currently under development and discussion with interested partners. If successfully adopted, these methods would permit liquid loading at the distillation location in bulk; transportation by truck, rail, or ship; extended shelf life of pitch via low-temperature transportation;
OCTOBER
Author Steve Spooner has learned of several errors in his October 1992 FORUM Lab Report, "Using Federal X-Ray, Electron, and Neutron Facilities" (pages 72-76). In the sidebar on page 72, the fifth sentence in the last paragraph of the second column should read "Early userdedicated operations within DOE were the Intense Pulsed Neutron Source at Argonne National Laboratory and the National Synchrotron Light Source at Brookhaven National Laboratory." Atthe top of page 73, the words "energy-dispersive" should have been omitted. In the third complete paragraph on page 73, the correct model name of the Kratos instrument is AEI-EM7. In the second column, the last sentence above the heading Neutron-Scattering Centers should have said "In most cases, an intermediate progress report is required, as is the publication of results in open literature."
The main section heading on page 75 and the Table III heading on page 76 should both read "Synchrotron Radiation Facilities." On page 76, under the
zinc-winning electrolysis operates at about 170 gIl.
• Technical-scale, zinc-winning electrolysis does not operate at ambient temperature as the authors observe, but at 30°C to 40°C.
• Zinc anodes are completely unusual in practice.
• The standard conditions of 74 g/I H2S04 and 87 percent current efficiency are beyond any industrial significance.
• The results of current efficiency versus current density tests under industrial conditions do not exhibit a decrease in current efficiency at 30 mAlcm2•
In total, the relevance of the authors' work seems relatively unimportant for
conventional handling equipment for transportation interchanges; and simplified pitch reheating systems at the smelter.
Anthony Fosteris a founder anddirectorofChem Tech Consultants in Pittsburgh, Pennsylvania; he serves as the company's president. David Catena directs the engineering systems group for Chem Tech Gonsultants.
If you want more information on this subject, please circle reader service card number 55.
subheading Synchrotron Facilities, the Stanford Synchrotron Radiation Laboratory is mischaracterized; it uses a 3.7 GeV ring with 26 beam lines. In the last paragraph under the same heading, the information about the Cornell High Energy Synchrotron Source should say that five beams lines are shared between 11 experimental stations, and that beam films are performed on a one and onequarter hour cycle.
Also on page 76, the last two sentences of the first paragraph under Accessing the Facilities should read as follows: "Facilities supported by the DOE and NIST are used in both user-dedicated and internal research-dedicated modes, depending on the facility. The outside user gains access to the facilities through peer-reviewed proposals, membership in a PRT, or direct collaboration with facility staff."
In the Acknowledgements, Lorretta Inglehart's name was misspelled. Finally, the author credit block should note that Oak Ridge National Laboratory is managed by Martin Marietta Energy Systems for the U.S. Department of Energy under contract DE-AC05-840R21400.
technical-scale zinc electrolysis. Peter Paschen
Institut fUr Technologie und HOttenkunde der Nichteisenmetalle
Editor's Note: Despite the marvels of the telephone,
the fax machine, and the U.S. postal system, we have as yet been unable to acquire the authors' response to the above observations. Thus, before delaying any longer, we present this letter without benefit of rebuttal. However, should the authors decide to comment in the future, we will print their reply.
o 67