microsoft word - rapport mini cnc a 3 axes fini finalll finaaaaaaaaaaaaaaaaaaaal
DESCRIPTION
RAPPORT MACHINE DEFENCEUSE 3 AXE conception catia et etude d'une machine cnc routerTRANSCRIPT
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 1
1
SOMMAIRESOMMAIRESOMMAIRESOMMAIRE
Introduction générale ................................................................................. 3
Notre Rapport ............................................................................................. 4 Chapitre 1 : Recherche bibliographique Sur les machines CNC .............. 6
1. Introduction ........................................................................................ 6
2. Structure générale .............................................................................. 6
3. Partie commande ............................................................................... 7
4. Partie opérative .................................................................................. 8
Principaux Type des CNC ......................................................................... 9
1. Classification selon la notion d’axes ................................................. 9
2. Classification selon le type de commande ........................................ 9
a) Système de commande en boucle ouverte ................................... 9 b) Système de commande en boucle fermée .................................. 10
Technologie et Domaine d’application .................................................... 21
1. Technologie ..................................................................................... 21
2. Domaines d’application .................................................................. 21
Éléments constructifs d’une fraiseuse à commande numérique à 3 axes 22
1. Motorisation .................................................................................... 22
a) Généralité ................................................................................... 22 b) Type des moteurs pas à pas ........................................................ 22 c) Principe de fonctionnement des moteurs pas à pas ................... 24 d) Conclusion .................................................................................. 24
2. Servomoteur .................................................................................... 25
a) Principe....................................................................................... 25 b) Domaines d’application ............................................................. 26
3. Capteurs de position :...................................................................... 26
a) Capteurs mécaniques .................................................................. 26 b) Capteurs de proximité inductifs ................................................. 26 c) Capteurs capacitifs : ................................................................... 28
4. Organe de transmission ................................................................... 29
a) Transformation de mouvement R-T (Vis à billes) .................... 29 b) Transformation de mouvement R-R .......................................... 30 • Avantage : .................................................................................. 31 • Inconvénients : ........................................................................... 32
5. Guidage en translation .................................................................... 32
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 2
2 a) Guidage cylindrique : arbre rectifié avec douille à billes .......... 32 b) Guidage prismatique .................................................................. 33 c) Conclusion .................................................................................. 33
Chapitre 2 : Présentation de la machine et étude technologique ............. 34
Chapitre 2 : Présentation de la machine et étude technologique ............. 35
Introduction .............................................................................................. 35 1. Description de la machine .............................................................. 35
2. Choix des solutions technologiques ................................................ 36
1. Choix des guidages linéaires ....................................................... 36
a) Solution N °1 .............................................................................. 36 b) Solution N °2 .............................................................................. 37 c) Solution N °3 .............................................................................. 37
2. Conclusion .................................................................................. 38
3. Choix de la transmission de puissance ........................................ 39
a) Solution N °1 .............................................................................. 39 b) Solution N° 2 .............................................................................. 39
4. Conclusion .................................................................................. 40
3. Modélisation des solutions choisies ............................................... 40
a) Schéma cinématique .................................................................. 40 b) Graphe de liaison ....................................................................... 41 � Nomenclature : ........................................................................... 41
Chapitre 3 : conception mécanique.......................................................... 43
1. Accouplement rigide ....................................................................... 43
2. Guidage en translation .................................................................... 44
3. Table de travail ............................................................................... 45
4. Chariot ............................................................................................. 46
Conclusion générale ................................................................................. 47
Bibliographie ............................................................................................ 48
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 3
3
Introduction générale
Dans les mondes de plus en plus marqué, les entreprises ont pour défi de concevoir,
développer, produire et fidéliser leurs clients dans un environnement compétitif avec une
clientèle de plus en plus exigeante. Pour ce la, ces entreprises doivent se développer et
résoudre leur problèmes surtout en conception afin de garantir la bonne circulation de leurs
produits sur le marché et assurer un environnement de travail adéquat.
Ce rapport est composé de 3 chapitres organisés comme suit :
- Le 1er chapitre est une recherche bibliographique sur la technologie des machines à CN.
- Le 2ème donne une description générale de notre machine accompagnée d’une proposition
des solutions technologiques et un choix des différents organes de la CNC qui répondent
aux besoins de l’industriel.
- Le 3 ème chapitre Conception mécanique
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 4
4
Notre Rapport
Titre du projet : conception d’une mini fraiseuse 3 axes à commande numérique.
Etudiants: Thami Anouar & Bouazra Maher Encadrant :
• Académique : Mr Maraghni Hassine
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 5
5
Chapitre 1 : Recherche bibliographique Sur les machines
CNC
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 6
6
Chapitre 1 : Recherche bibliographique Sur les machines CNC
1. Introduction
En 1942 aux États-Unis la CNC a commencé à être exploitée, pour permettre l’usinage de
pompes à injection pour moteurs d’avions. Il s’agissait en fait de cames, dont le profil
complexe était irréalisable au moyen d’une machine traditionnelle.
Dans les années 1970, l’utilisation de l’informatique dans la machine-outil et notamment dans
les fraiseuses s’est démocratisée et a entraîné un profond bouleversement du secteur
industriel, alors le fraisage CNC sera aujourd’hui reconnu pour sa grande précision.
2. Structure générale
Les machines-outils à commande numérique (MOCN) sont des moyens de fabrication par
enlèvement de matière, dont les mouvements sont motorisés et pilotés par ordinateur.
L’armoire de commande qui reçoit le programme d’usinage et pilote les mouvements de la
machine est appelée directeur de commande numérique (DNC). On parle ainsi d’un tour ou
d’une fraiseuse à commande numérique, par opposition à un tour ou une fraiseuse
conventionnels, dont les mouvements sont commandés manuellement.
Une machine-outil à commande numérique doit comporter des automatismes qui sont géré par
un système électronique (directeur de commande numérique) qui garde en mémoire la
description des opérations à effectuer appelée programme. Ces machines sont éventuellement
formées par les constituants suivants :
− Machine outil.
− Automatisme composé d’éléments électroniques.
− Pupitre de commande.
− Capteur de mesure pour contrôler les déplacements (analogique ou incrémentaux).
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 7
7
Elles peuvent être équipées par plusieurs options : programmation extérieure, ordinateur,
préréglage et codage des outils, chargeurs d’outils du magasin, chargeur et convoyeur de
pièces, combinaison de types d’usinages (tournage et fraisage), évacuation de copeau,
dispositifs de contrôles de pièces, etc...
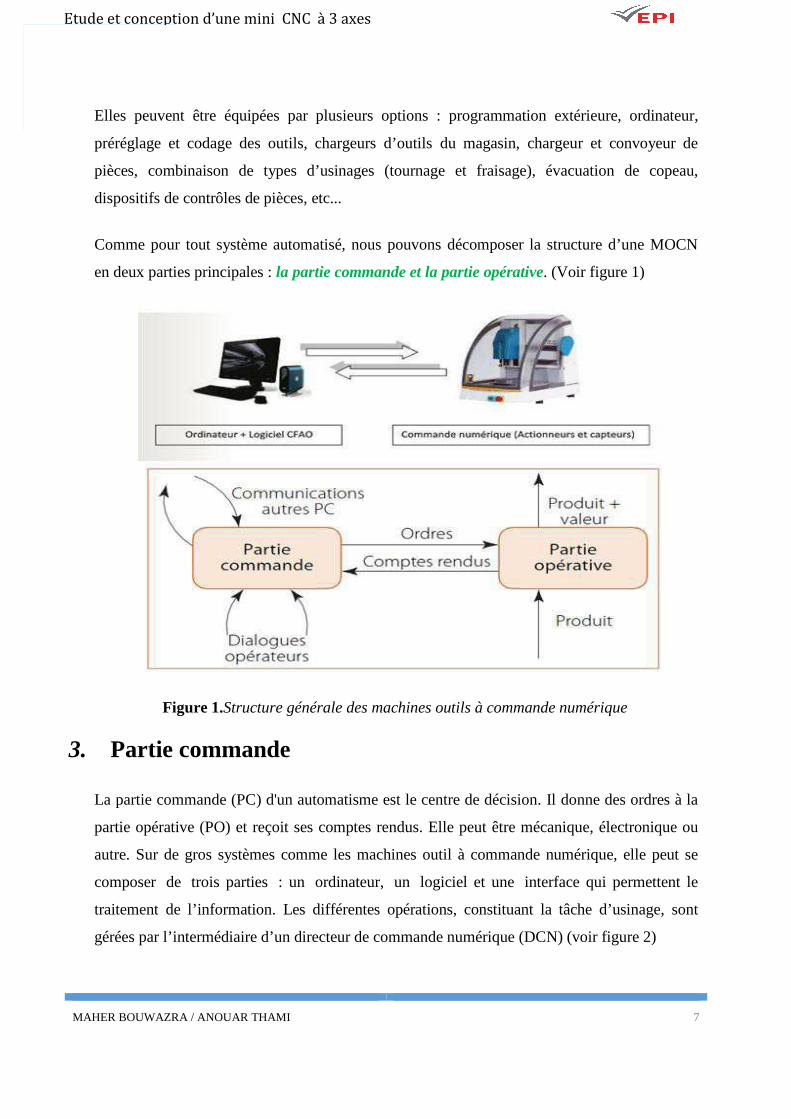
Comme pour tout système automatisé, nous pouvons décomposer la structure d’une MOCN
en deux parties principales : la partie commande et la partie opérative. (Voir figure 1)
Figure 1.Structure générale des machines outils à commande numérique
3. Partie commande
La partie commande (PC) d'un automatisme est le centre de décision. Il donne des ordres à la
partie opérative (PO) et reçoit ses comptes rendus. Elle peut être mécanique, électronique ou
autre. Sur de gros systèmes comme les machines outil à commande numérique, elle peut se
composer de trois parties : un ordinateur, un logiciel et une interface qui permettent le
traitement de l’information. Les différentes opérations, constituant la tâche d’usinage, sont
gérées par l’intermédiaire d’un directeur de commande numérique (DCN) (voir figure 2)
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 8
8
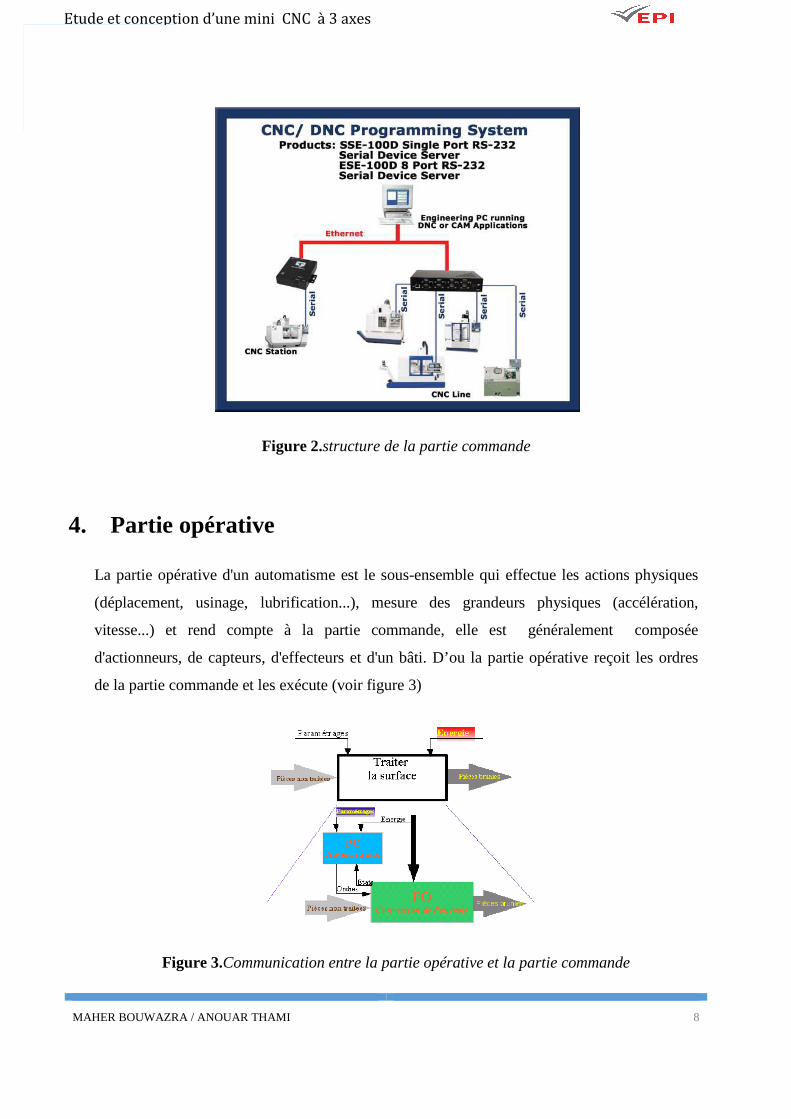
Figure 2.structure de la partie commande
4. Partie opérative
La partie opérative d'un automatisme est le sous-ensemble qui effectue les actions physiques
(déplacement, usinage, lubrification...), mesure des grandeurs physiques (accélération,
vitesse...) et rend compte à la partie commande, elle est généralement composée
d'actionneurs, de capteurs, d'effecteurs et d'un bâti. D’ou la partie opérative reçoit les ordres
de la partie commande et les exécute (voir figure 3)
Figure 3.Communication entre la partie opérative et la partie commande
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 9
9
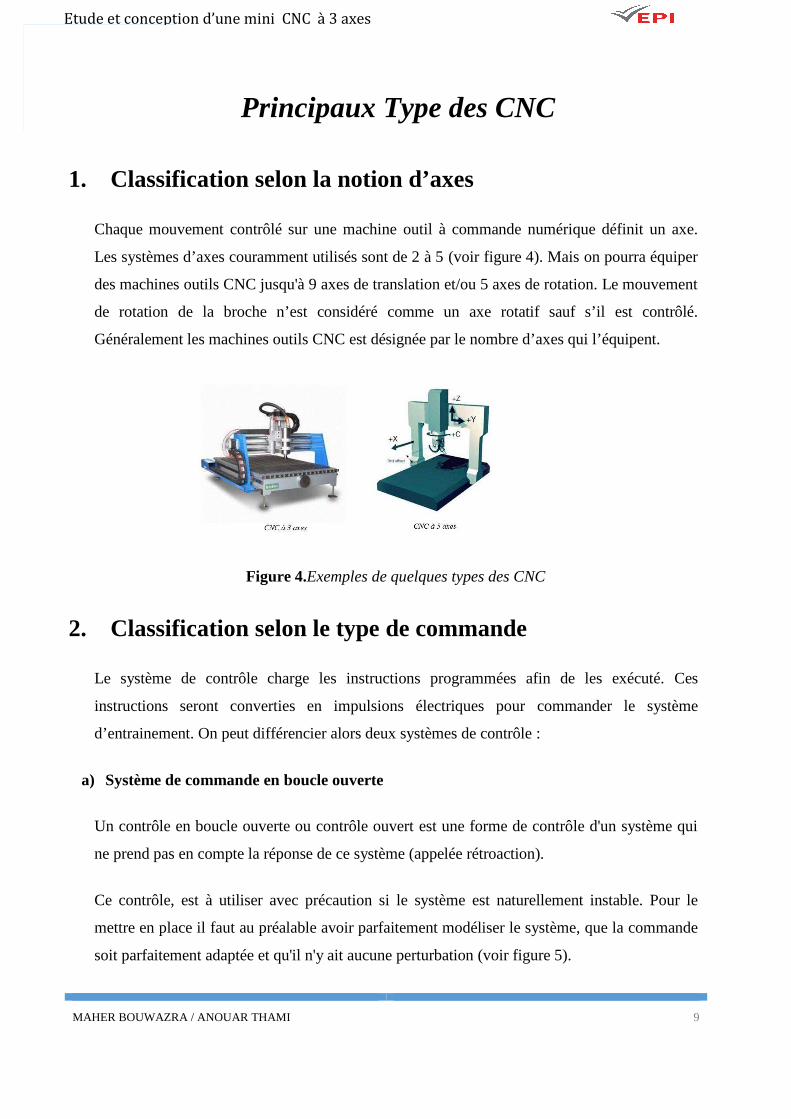
Principaux Type des CNC 1. Classification selon la notion d’axes
Chaque mouvement contrôlé sur une machine outil à commande numérique définit un axe.
Les systèmes d’axes couramment utilisés sont de 2 à 5 (voir figure 4). Mais on pourra équiper
des machines outils CNC jusqu'à 9 axes de translation et/ou 5 axes de rotation. Le mouvement
de rotation de la broche n’est considéré comme un axe rotatif sauf s’il est contrôlé.
Généralement les machines outils CNC est désignée par le nombre d’axes qui l’équipent.
Figure 4.Exemples de quelques types des CNC
2. Classification selon le type de commande
Le système de contrôle charge les instructions programmées afin de les exécuté. Ces
instructions seront converties en impulsions électriques pour commander le système
d’entrainement. On peut différencier alors deux systèmes de contrôle :
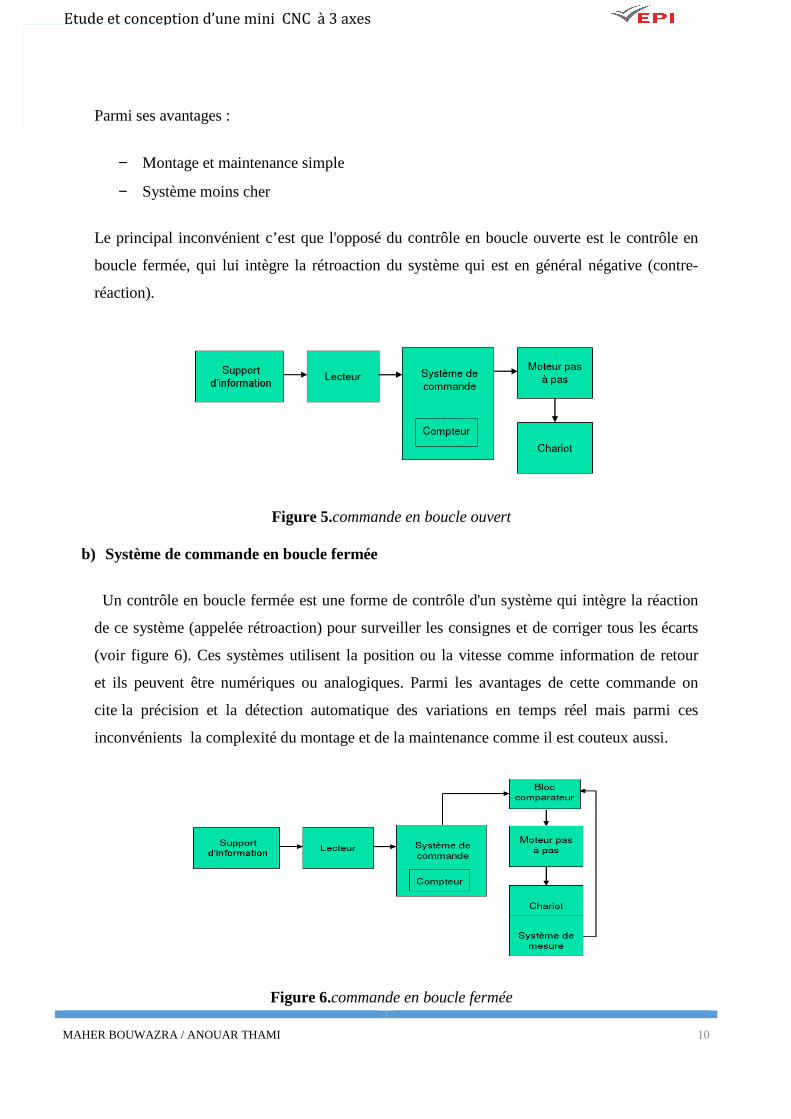
a) Système de commande en boucle ouverte
Un contrôle en boucle ouverte ou contrôle ouvert est une forme de contrôle d'un système qui
ne prend pas en compte la réponse de ce système (appelée rétroaction).
Ce contrôle, est à utiliser avec précaution si le système est naturellement instable. Pour le
mettre en place il faut au préalable avoir parfaitement modéliser le système, que la commande
soit parfaitement adaptée et qu'il n'y ait aucune perturbation (voir figure 5).
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 10
10
Parmi ses avantages :
− Montage et maintenance simple
− Système moins cher
Le principal inconvénient c’est que l'opposé du contrôle en boucle ouverte est le contrôle en
boucle fermée, qui lui intègre la rétroaction du système qui est en général négative (contre-
réaction).
Figure 5.commande en boucle ouvert
b) Système de commande en boucle fermée
Un contrôle en boucle fermée est une forme de contrôle d'un système qui intègre la réaction
de ce système (appelée rétroaction) pour surveiller les consignes et de corriger tous les écarts
(voir figure 6). Ces systèmes utilisent la position ou la vitesse comme information de retour
et ils peuvent être numériques ou analogiques. Parmi les avantages de cette commande on
cite la précision et la détection automatique des variations en temps réel mais parmi ces
inconvénients la complexité du montage et de la maintenance comme il est couteux aussi.
Figure 6.commande en boucle fermée
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 21
21
Technologie et Domaine d’application 1. Technologie
Une fraiseuse à commande numérique est une machine d’usinage à cycle automatique
programmable. Le terme "commande numérique" est générique et a été retenu parce que la
machine est commandée par des "consignes" numériques fournies par un calculateur. En
d’autres termes, on peut dire que les organes mobiles de la machine sont motorisés et qu’un
automatisme assure la commande et dans la plupart des cas le contrôle de la position et/ou de
la vitesse.
La fraiseuse exécute toutes sortes de travaux : défonçage, rainurage, sciage, outillage
d’engrenage...
Les matériaux usinables sont très variés :
Métaux, Bois, Résine, Plâtre, Plastique, Aluminium, Cuivre, Bakélite….
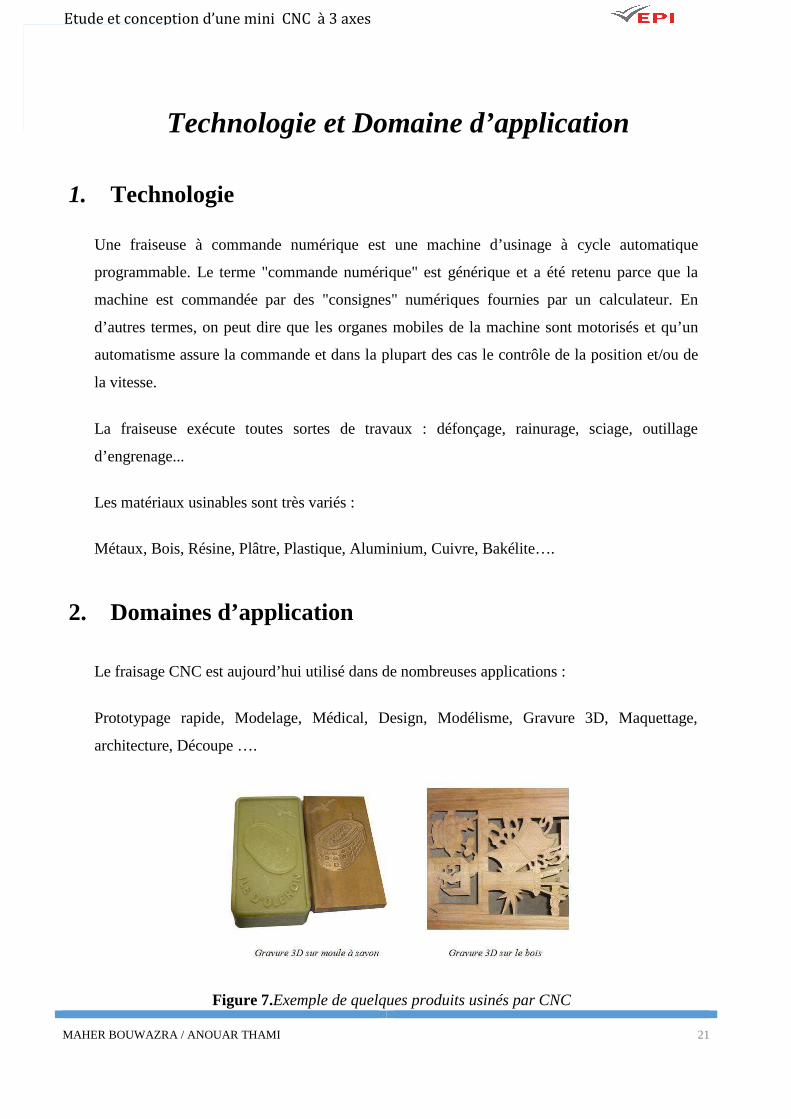
2. Domaines d’application
Le fraisage CNC est aujourd’hui utilisé dans de nombreuses applications :
Prototypage rapide, Modelage, Médical, Design, Modélisme, Gravure 3D, Maquettage,
architecture, Découpe ….
Figure 7.Exemple de quelques produits usinés par CNC
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 22
22
Éléments constructifs d’une fraiseuse à commande numérique à 3 axes
1. Motorisation
a) Généralité
Les moteurs pas à pas sont utilisés depuis une trentaine d'années dans des applications de
positionnement et d'entraînement à vitesse variable. Il est à la base un moteur synchrone
polyphasé à plusieurs groupes de pôles. Le mode pas à pas est un fonctionnement saccadé
composé d’une succession d’impulsions électriques (en courant ou en tension) destinées à
obtenir une succession analogue d’incréments de position. Il s’agit donc de réaliser une
commande en position en boucle ouverte (sans capteur).
Figure 8.moteur pas à pas
b) Type des moteurs pas à pas
LeLeLeLe moteur à moteur à moteur à moteur à aimantaimantaimantaimant permanentpermanentpermanentpermanent ::::
Il est constitué d'un rotor aimanté en ferrite à plusieurs paires de pôles (couramment 6 ou 12)
et de deux stators indépendants comportant chacun une bobine cylindrique et des pièces
polaires en tôle découpée donnant autant de paires de pôles qu'il y en a sur le rotor (voir figure
9).
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 23
23
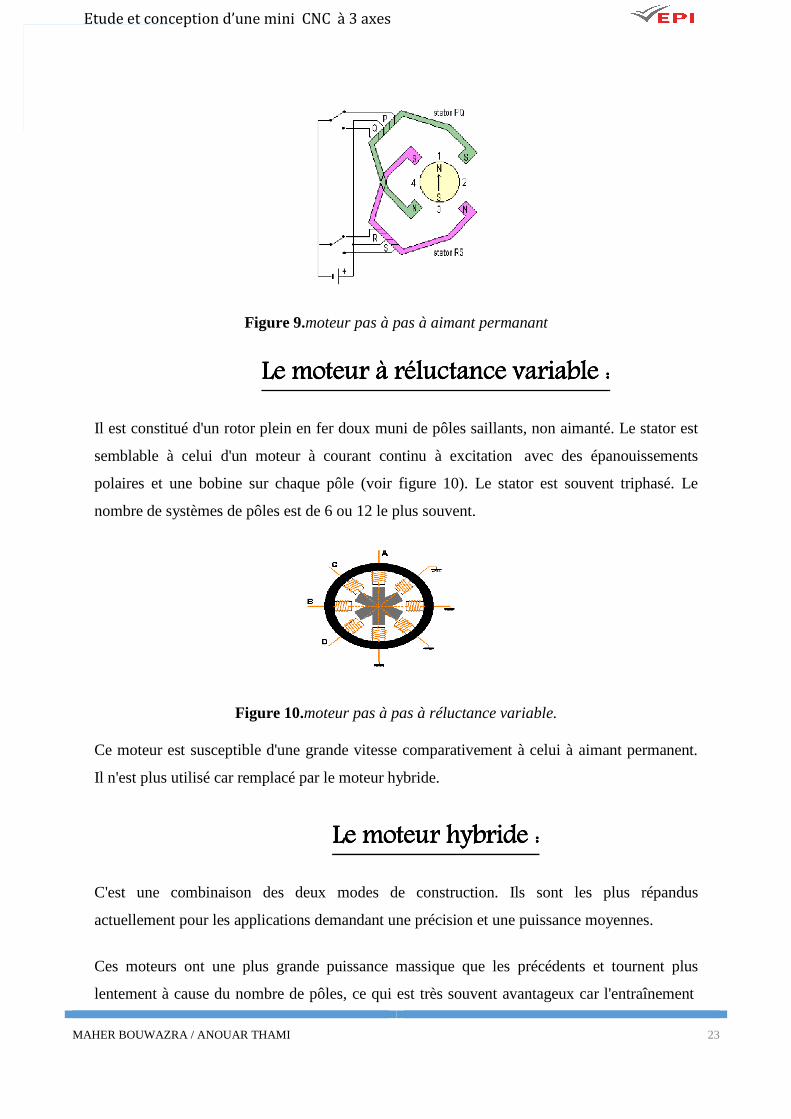
Figure 9.moteur pas à pas à aimant permanant
LeLeLeLe moteur à réluctancemoteur à réluctancemoteur à réluctancemoteur à réluctance variable :variable :variable :variable :
Il est constitué d'un rotor plein en fer doux muni de pôles saillants, non aimanté. Le stator est
semblable à celui d'un moteur à courant continu à excitation avec des épanouissements
polaires et une bobine sur chaque pôle (voir figure 10). Le stator est souvent triphasé. Le
nombre de systèmes de pôles est de 6 ou 12 le plus souvent.
Figure 10.moteur pas à pas à réluctance variable.
Ce moteur est susceptible d'une grande vitesse comparativement à celui à aimant permanent.
Il n'est plus utilisé car remplacé par le moteur hybride.
LeLeLeLe moteur moteur moteur moteur hybridehybridehybridehybride ::::
C'est une combinaison des deux modes de construction. Ils sont les plus répandus
actuellement pour les applications demandant une précision et une puissance moyennes.
Ces moteurs ont une plus grande puissance massique que les précédents et tournent plus
lentement à cause du nombre de pôles, ce qui est très souvent avantageux car l'entraînement
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 24
24
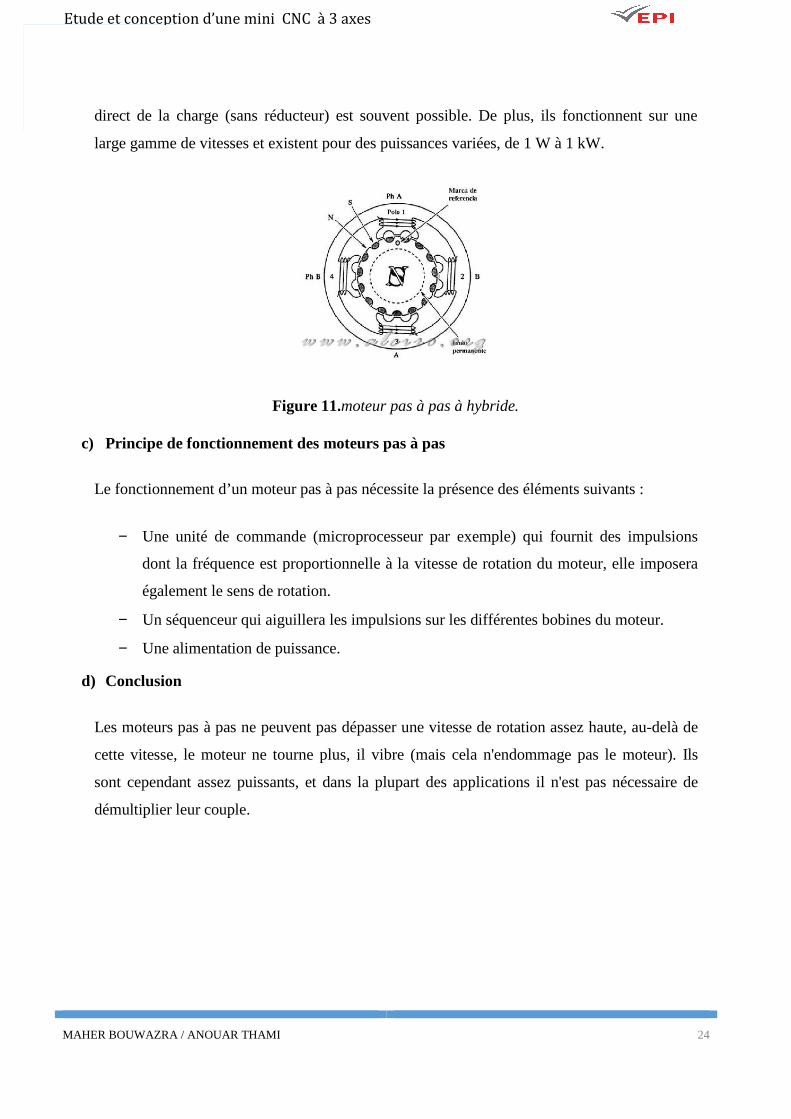
direct de la charge (sans réducteur) est souvent possible. De plus, ils fonctionnent sur une
large gamme de vitesses et existent pour des puissances variées, de 1 W à 1 kW.
Figure 11.moteur pas à pas à hybride.
c) Principe de fonctionnement des moteurs pas à pas
Le fonctionnement d’un moteur pas à pas nécessite la présence des éléments suivants :
− Une unité de commande (microprocesseur par exemple) qui fournit des impulsions
dont la fréquence est proportionnelle à la vitesse de rotation du moteur, elle imposera
également le sens de rotation.
− Un séquenceur qui aiguillera les impulsions sur les différentes bobines du moteur.
− Une alimentation de puissance.
d) Conclusion
Les moteurs pas à pas ne peuvent pas dépasser une vitesse de rotation assez haute, au-delà de
cette vitesse, le moteur ne tourne plus, il vibre (mais cela n'endommage pas le moteur). Ils
sont cependant assez puissants, et dans la plupart des applications il n'est pas nécessaire de
démultiplier leur couple.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 25
25
Tableau 1. Avantages et inconvénients des moteurs pas à pas
2. Servomoteur
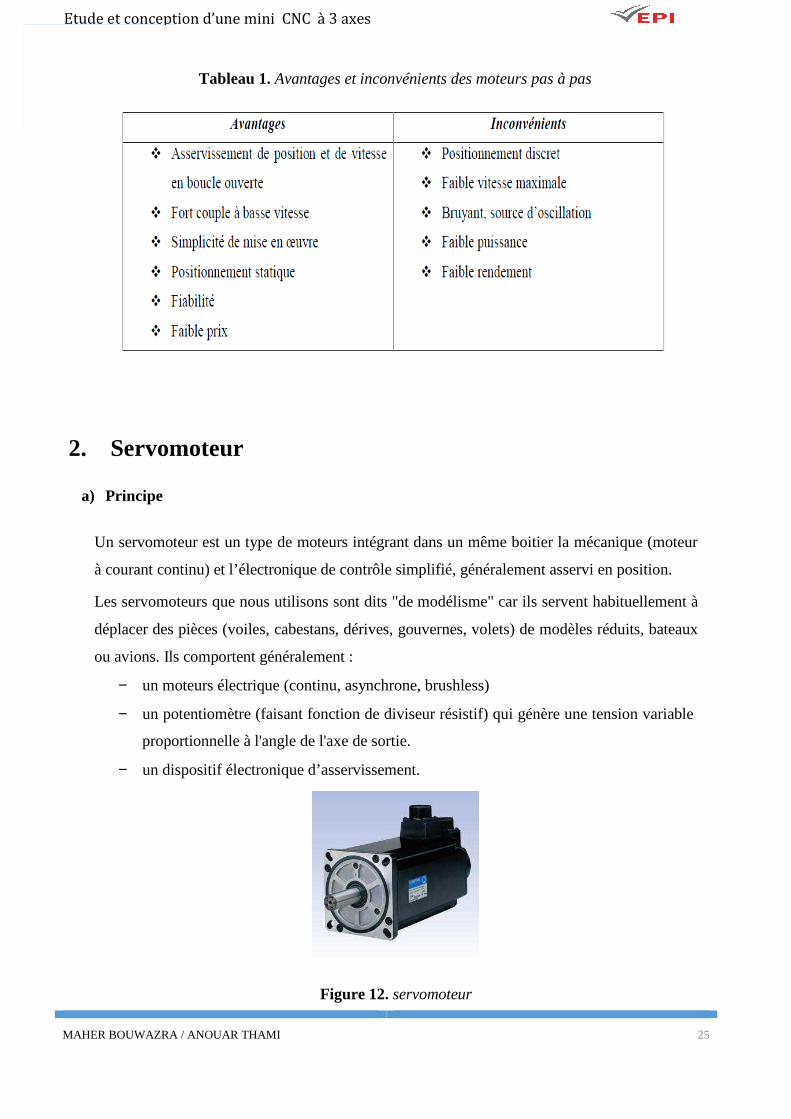
a) Principe
Un servomoteur est un type de moteurs intégrant dans un même boitier la mécanique (moteur
à courant continu) et l’électronique de contrôle simplifié, généralement asservi en position.
Les servomoteurs que nous utilisons sont dits "de modélisme" car ils servent habituellement à
déplacer des pièces (voiles, cabestans, dérives, gouvernes, volets) de modèles réduits, bateaux
ou avions. Ils comportent généralement :
− un moteurs électrique (continu, asynchrone, brushless)
− un potentiomètre (faisant fonction de diviseur résistif) qui génère une tension variable
proportionnelle à l'angle de l'axe de sortie.
− un dispositif électronique d’asservissement.
Figure 12. servomoteur
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 26
26
b) Domaines d’application
Les servomoteurs aujourd’hui sont utilisés dans des nombreuses applications :
− Machines-outils hautes performances.
− Machines exigeant une dynamique, une précision et une flexibilité élevées, comme les
machines d'emballage, manutention, manipulateurs et machines à imprimer.
3. Capteurs de position :
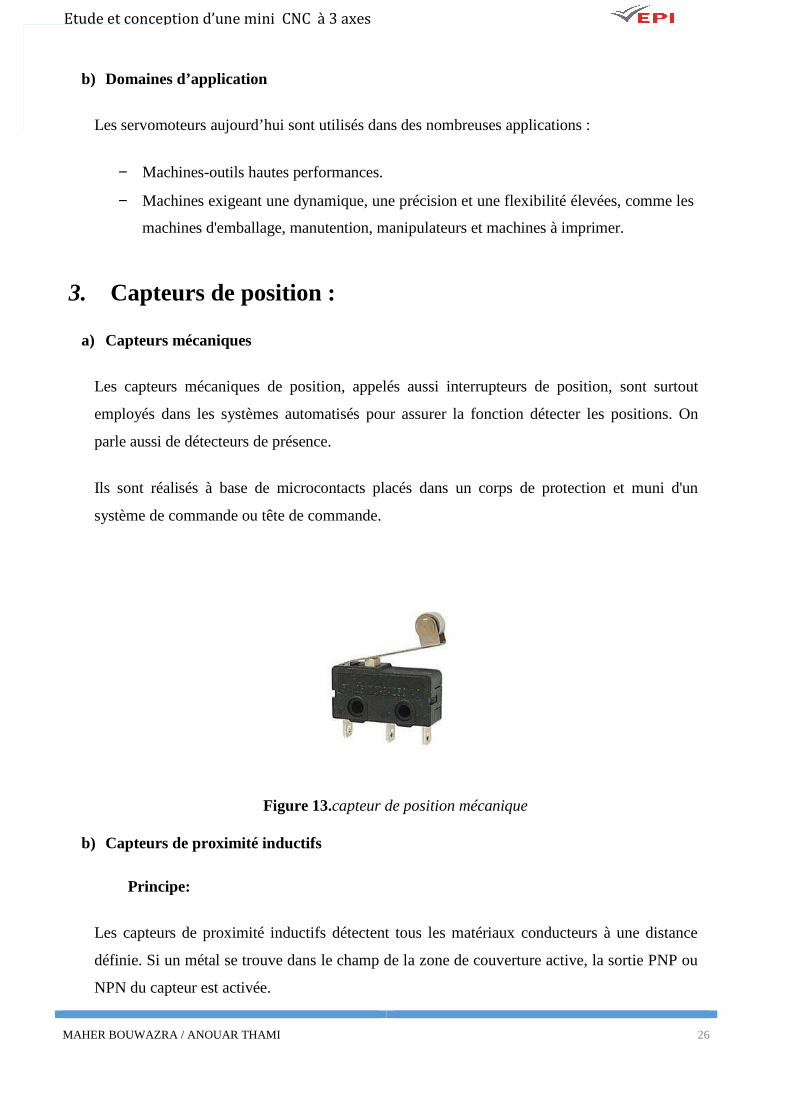
a) Capteurs mécaniques
Les capteurs mécaniques de position, appelés aussi interrupteurs de position, sont surtout
employés dans les systèmes automatisés pour assurer la fonction détecter les positions. On
parle aussi de détecteurs de présence.
Ils sont réalisés à base de microcontacts placés dans un corps de protection et muni d'un
système de commande ou tête de commande.
Figure 13.capteur de position mécanique
b) Capteurs de proximité inductifs
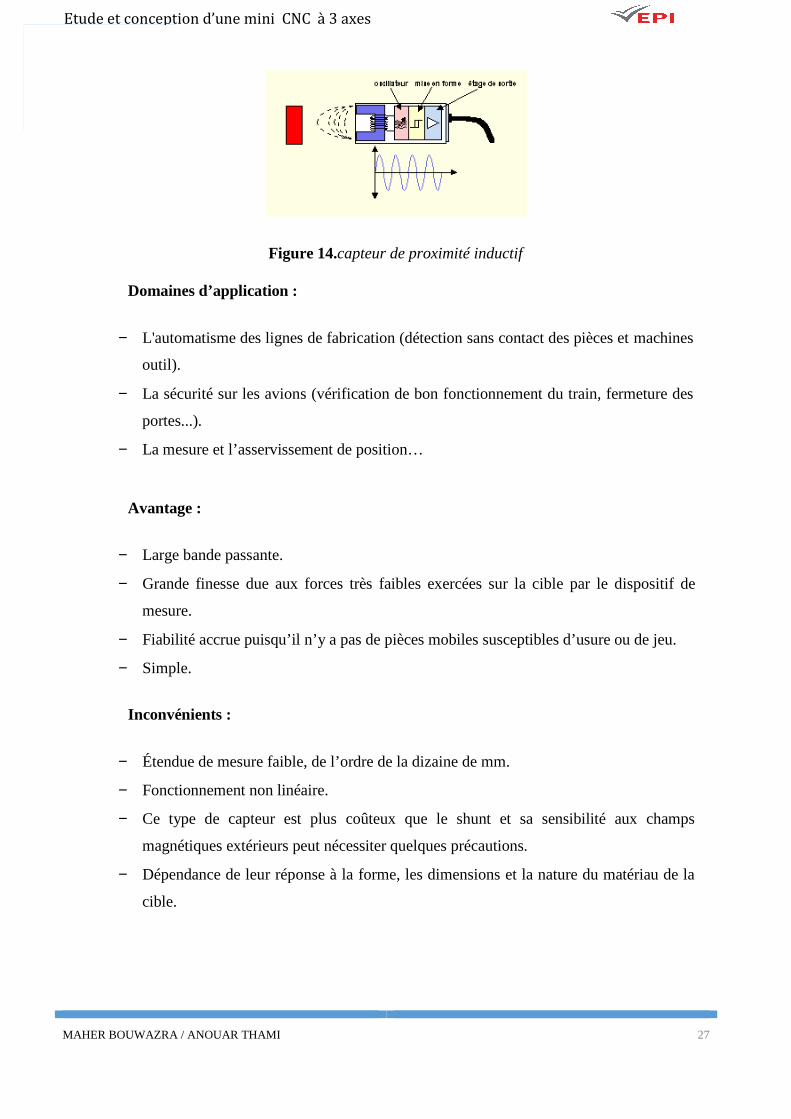
Principe:
Les capteurs de proximité inductifs détectent tous les matériaux conducteurs à une distance
définie. Si un métal se trouve dans le champ de la zone de couverture active, la sortie PNP ou
NPN du capteur est activée.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 27
27
Figure 14.capteur de proximité inductif
Domaines d’application :
− L'automatisme des lignes de fabrication (détection sans contact des pièces et machines
outil).
− La sécurité sur les avions (vérification de bon fonctionnement du train, fermeture des
portes...).
− La mesure et l’asservissement de position…
Avantage :
− Large bande passante.
− Grande finesse due aux forces très faibles exercées sur la cible par le dispositif de
mesure.
− Fiabilité accrue puisqu’il n’y a pas de pièces mobiles susceptibles d’usure ou de jeu.
− Simple.
Inconvénients :
− Étendue de mesure faible, de l’ordre de la dizaine de mm.
− Fonctionnement non linéaire.
− Ce type de capteur est plus coûteux que le shunt et sa sensibilité aux champs
magnétiques extérieurs peut nécessiter quelques précautions.
− Dépendance de leur réponse à la forme, les dimensions et la nature du matériau de la
cible.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 28
28
c) Capteurs capacitifs :
Principe :
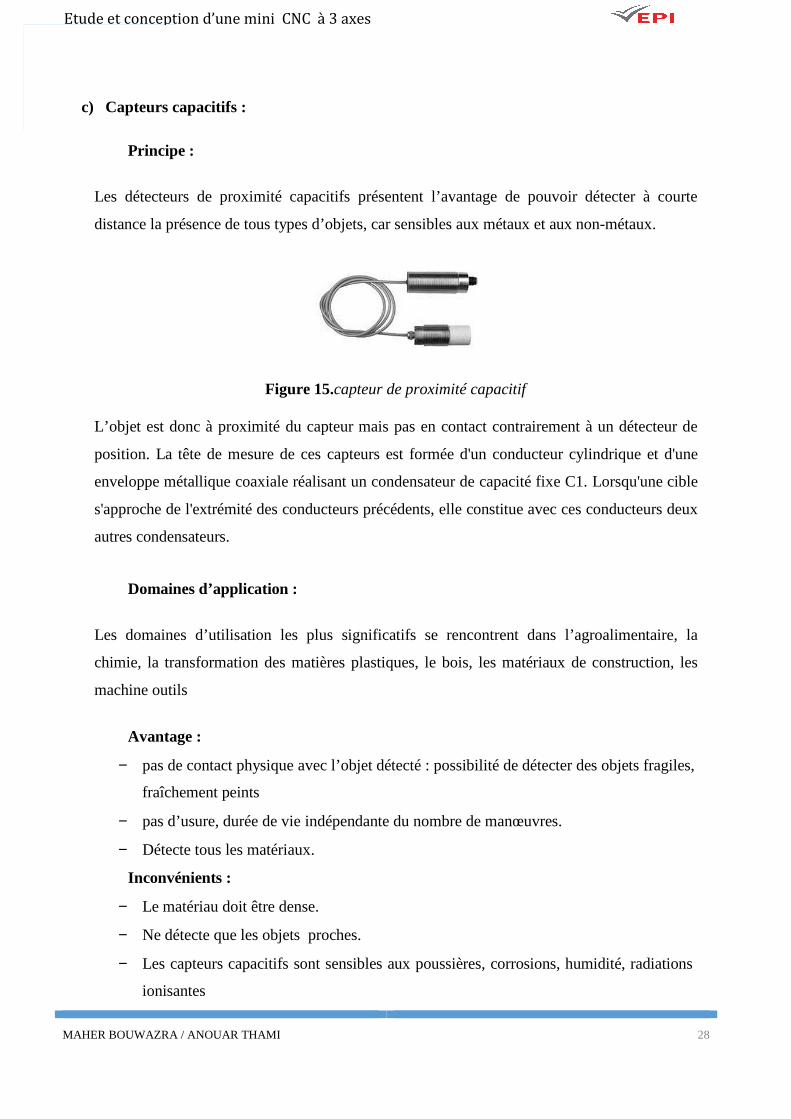
Les détecteurs de proximité capacitifs présentent l’avantage de pouvoir détecter à courte
distance la présence de tous types d’objets, car sensibles aux métaux et aux non-métaux.
Figure 15.capteur de proximité capacitif
L’objet est donc à proximité du capteur mais pas en contact contrairement à un détecteur de
position. La tête de mesure de ces capteurs est formée d'un conducteur cylindrique et d'une
enveloppe métallique coaxiale réalisant un condensateur de capacité fixe C1. Lorsqu'une cible
s'approche de l'extrémité des conducteurs précédents, elle constitue avec ces conducteurs deux
autres condensateurs.
Domaines d’application :
Les domaines d’utilisation les plus significatifs se rencontrent dans l’agroalimentaire, la
chimie, la transformation des matières plastiques, le bois, les matériaux de construction, les
machine outils
Avantage :
− pas de contact physique avec l’objet détecté : possibilité de détecter des objets fragiles,
fraîchement peints
− pas d’usure, durée de vie indépendante du nombre de manœuvres.
− Détecte tous les matériaux.
Inconvénients :
− Le matériau doit être dense.
− Ne détecte que les objets proches.
− Les capteurs capacitifs sont sensibles aux poussières, corrosions, humidité, radiations
ionisantes
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 29
29
4. Organe de transmission
a) Transformation de mouvement R-T (Vis à billes)
Principe :
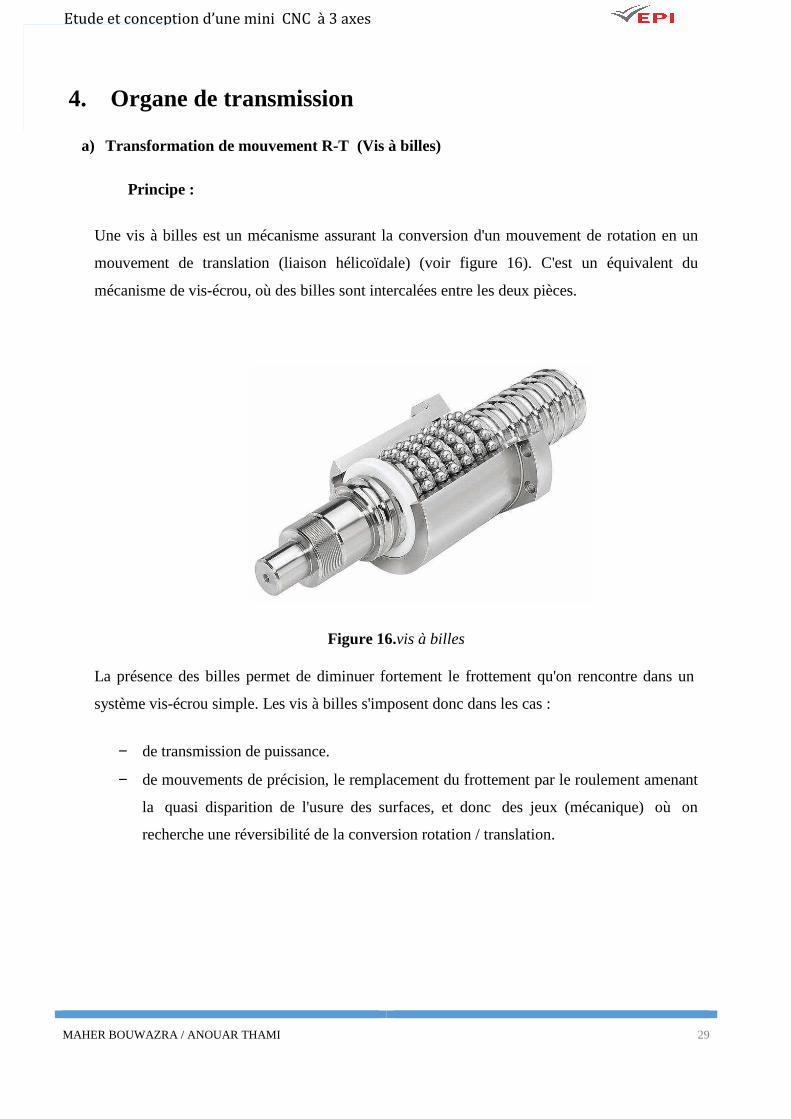
Une vis à billes est un mécanisme assurant la conversion d'un mouvement de rotation en un
mouvement de translation (liaison hélicoïdale) (voir figure 16). C'est un équivalent du
mécanisme de vis-écrou, où des billes sont intercalées entre les deux pièces.
Figure 16.vis à billes
La présence des billes permet de diminuer fortement le frottement qu'on rencontre dans un
système vis-écrou simple. Les vis à billes s'imposent donc dans les cas :
− de transmission de puissance.
− de mouvements de précision, le remplacement du frottement par le roulement amenant
la quasi disparition de l'usure des surfaces, et donc des jeux (mécanique) où on
recherche une réversibilité de la conversion rotation / translation.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 30
30 Domaines d’applications :
Cette technologie est utilisée avec succès dans le monde entier, dans des secteurs d’activités très différents :
− construction de machines outils (fraiseuse, tour, rectifieuse, etc.)
− construction mécanique (machines à papier, à emballer, d’imprimerie, robots, levage).
− industrie de l’acier (équipement de fours, élévateur de brames).
− industrie automobile (boîtes de direction).
− nucléaire (robot de chargement, mécanisme de commande des grappes).
− industrie aéronautique (volets d’atterrissage, vis télescopiques de passerelles).
− technologie médicale (appareils de radiologie, d’irradiation, lits d’hôpitaux).
− technique de signalisation (dispositif de réglage).
b) Transformation de mouvement R-R
Accouplement
Se dit d’une liaison établie entre deux organes d'un système, généralement deux arbres, de
telle manière que la rotation de l'un entraîne celle de l'autre.
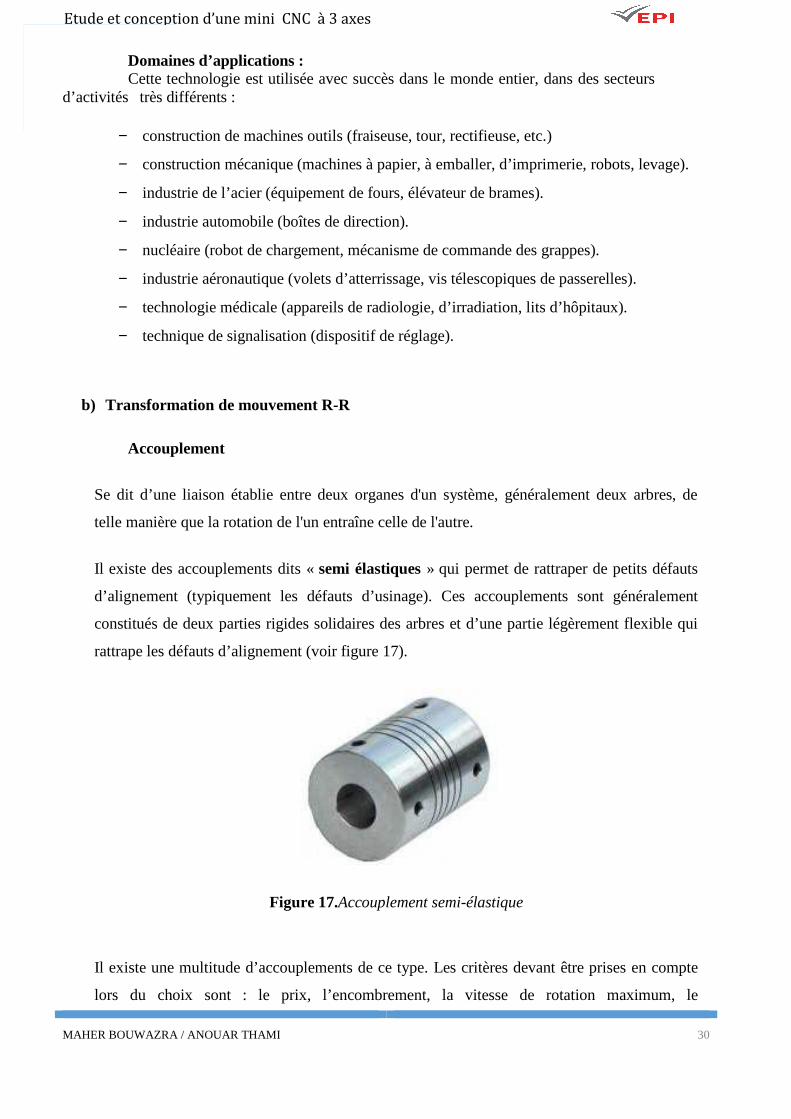
Il existe des accouplements dits « semi élastiques » qui permet de rattraper de petits défauts
d’alignement (typiquement les défauts d’usinage). Ces accouplements sont généralement
constitués de deux parties rigides solidaires des arbres et d’une partie légèrement flexible qui
rattrape les défauts d’alignement (voir figure 17).
Figure 17.Accouplement semi-élastique
Il existe une multitude d’accouplements de ce type. Les critères devant être prises en compte
lors du choix sont : le prix, l’encombrement, la vitesse de rotation maximum, le
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 31
31 désalignement angulaire, le désalignement axial et radial et la durée de vie.
Ces accouplements présentent généralement d’excellentes propriétés homocinétiques.
C'est-à-dire que le mouvement de l’arbre de sortie est fidèle au mouvement de l’arbre moteur.
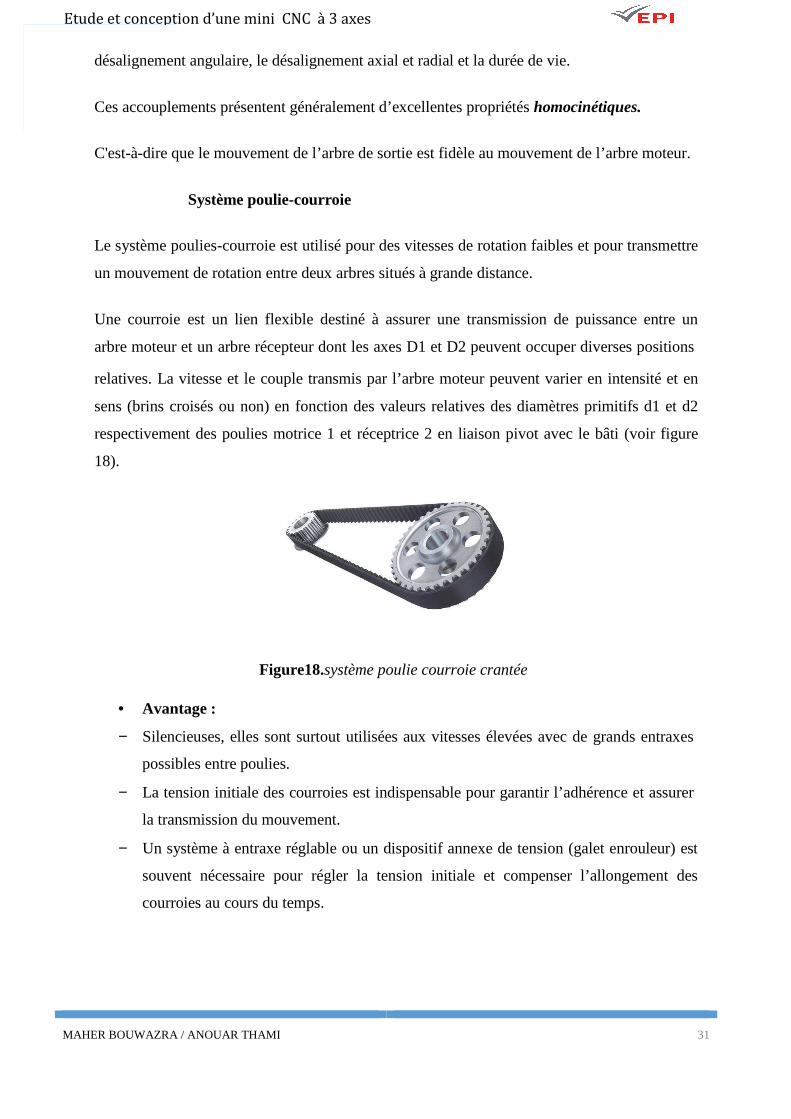
Système poulie-courroie
Le système poulies-courroie est utilisé pour des vitesses de rotation faibles et pour transmettre
un mouvement de rotation entre deux arbres situés à grande distance.
Une courroie est un lien flexible destiné à assurer une transmission de puissance entre un
arbre moteur et un arbre récepteur dont les axes D1 et D2 peuvent occuper diverses positions
relatives. La vitesse et le couple transmis par l’arbre moteur peuvent varier en intensité et en
sens (brins croisés ou non) en fonction des valeurs relatives des diamètres primitifs d1 et d2
respectivement des poulies motrice 1 et réceptrice 2 en liaison pivot avec le bâti (voir figure
18).
Figure18.système poulie courroie crantée
• Avantage :
− Silencieuses, elles sont surtout utilisées aux vitesses élevées avec de grands entraxes
possibles entre poulies.
− La tension initiale des courroies est indispensable pour garantir l’adhérence et assurer
la transmission du mouvement.
− Un système à entraxe réglable ou un dispositif annexe de tension (galet enrouleur) est
souvent nécessaire pour régler la tension initiale et compenser l’allongement des
courroies au cours du temps.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 32
32 • Inconvénients :
− Durée de vie limitée.
− Couple transmissible faible pour les courroies plates.
− Tension initiale de la courroie nécessaire pour garantir l’adhérence.
5. Guidage en translation
Il s’agit de réaliser une liaison glissière :
− à base de surfaces planes pour le guidage prismatique.
− à base de surfaces cylindrique pour le guidage cylindrique.
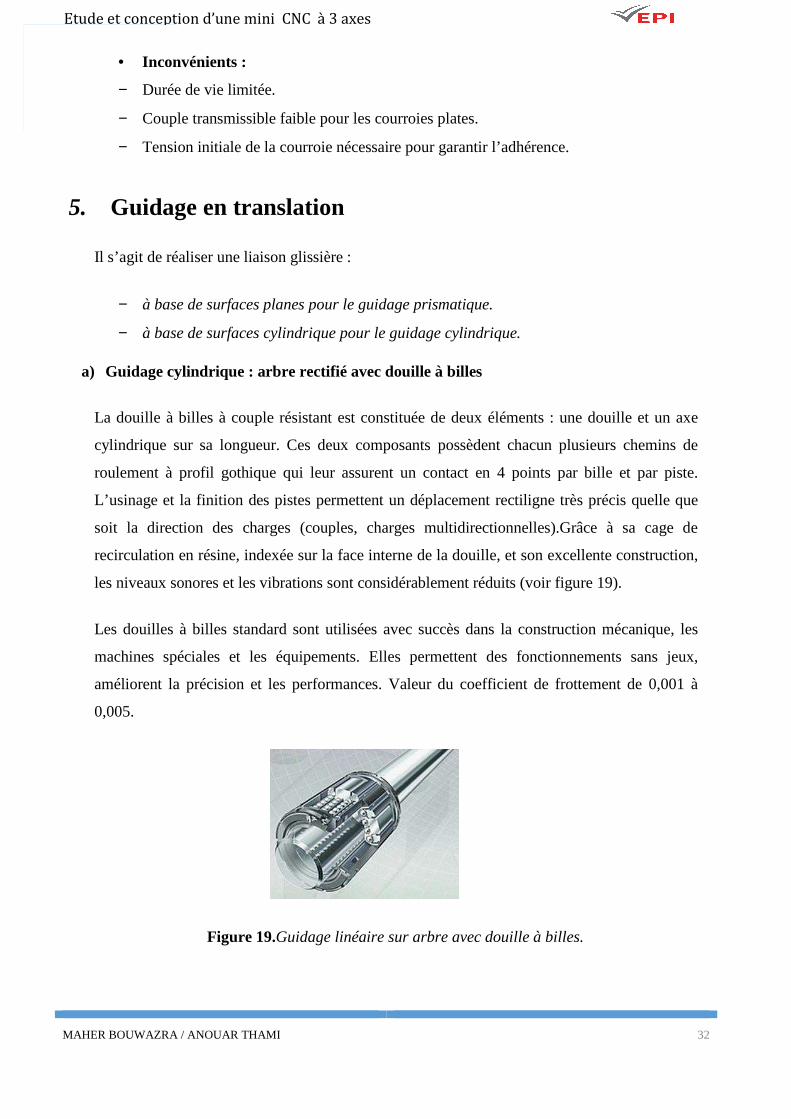
a) Guidage cylindrique : arbre rectifié avec douille à billes
La douille à billes à couple résistant est constituée de deux éléments : une douille et un axe
cylindrique sur sa longueur. Ces deux composants possèdent chacun plusieurs chemins de
roulement à profil gothique qui leur assurent un contact en 4 points par bille et par piste.
L’usinage et la finition des pistes permettent un déplacement rectiligne très précis quelle que
soit la direction des charges (couples, charges multidirectionnelles).Grâce à sa cage de
recirculation en résine, indexée sur la face interne de la douille, et son excellente construction,
les niveaux sonores et les vibrations sont considérablement réduits (voir figure 19).
Les douilles à billes standard sont utilisées avec succès dans la construction mécanique, les
machines spéciales et les équipements. Elles permettent des fonctionnements sans jeux,
améliorent la précision et les performances. Valeur du coefficient de frottement de 0,001 à
0,005.
Figure 19.Guidage linéaire sur arbre avec douille à billes.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 33
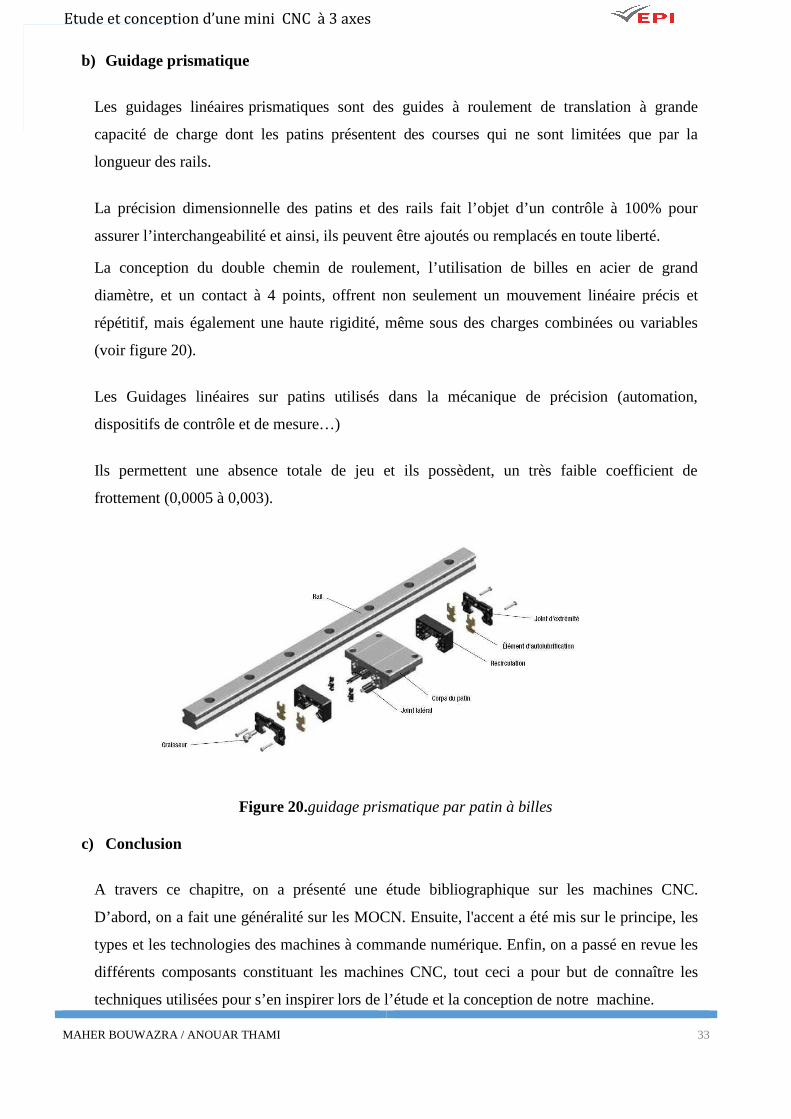
33 b) Guidage prismatique
Les guidages linéaires prismatiques sont des guides à roulement de translation à grande
capacité de charge dont les patins présentent des courses qui ne sont limitées que par la
longueur des rails.
La précision dimensionnelle des patins et des rails fait l’objet d’un contrôle à 100% pour
assurer l’interchangeabilité et ainsi, ils peuvent être ajoutés ou remplacés en toute liberté.
La conception du double chemin de roulement, l’utilisation de billes en acier de grand
diamètre, et un contact à 4 points, offrent non seulement un mouvement linéaire précis et
répétitif, mais également une haute rigidité, même sous des charges combinées ou variables
(voir figure 20).
Les Guidages linéaires sur patins utilisés dans la mécanique de précision (automation,
dispositifs de contrôle et de mesure…)
Ils permettent une absence totale de jeu et ils possèdent, un très faible coefficient de
frottement (0,0005 à 0,003).
Figure 20.guidage prismatique par patin à billes
c) Conclusion
A travers ce chapitre, on a présenté une étude bibliographique sur les machines CNC.
D’abord, on a fait une généralité sur les MOCN. Ensuite, l'accent a été mis sur le principe, les
types et les technologies des machines à commande numérique. Enfin, on a passé en revue les
différents composants constituant les machines CNC, tout ceci a pour but de connaître les
techniques utilisées pour s’en inspirer lors de l’étude et la conception de notre machine.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 34
34
Chapitre 2 : Présentation de la machine et étude technologique
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 35
35
Chapitre 2 : Présentation de la machine et étude technologique
Introduction
Dans ce chapitre, on se propose de présenter notre machine à étudier, de présenter et décrire
les différents éléments de notre machine, de citer les solutions technologiques possible qu’on
va discuter pour choisir la solution adéquate .
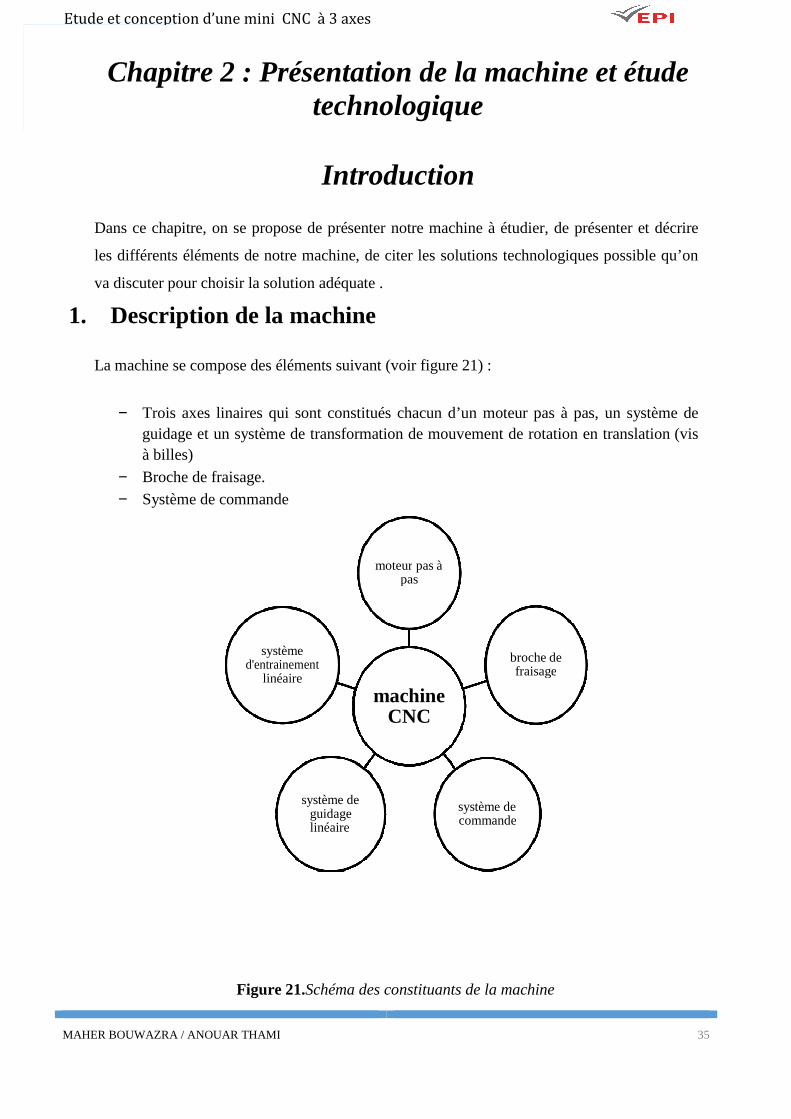
1. Description de la machine
La machine se compose des éléments suivant (voir figure 21) :
− Trois axes linaires qui sont constitués chacun d’un moteur pas à pas, un système de guidage et un système de transformation de mouvement de rotation en translation (vis à billes)
− Broche de fraisage. − Système de commande
Figure 21.Schéma des constituants de la machine
moteur pas à pas
système d'entrainement
linéaire
broche de fraisage
machine CNC
système de guidage linéaire
système de commande
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 36
36
Graver sur le bois
A-0
Pièce non usinée
Cette machine permet principalement de graver et d’usiner les bois etc…
Pour faire une approche globale du fonctionnement de notre machine, on donne l’Actigramme
suivant (voir figure 22) :
Programme Opérateur WE
Pièce usinée
Copeaux
Machine CNC
Figure 22.Actigramme de niveau A-0 de la machine
2. Choix des solutions technologiques
1. Choix des guidages linéaires
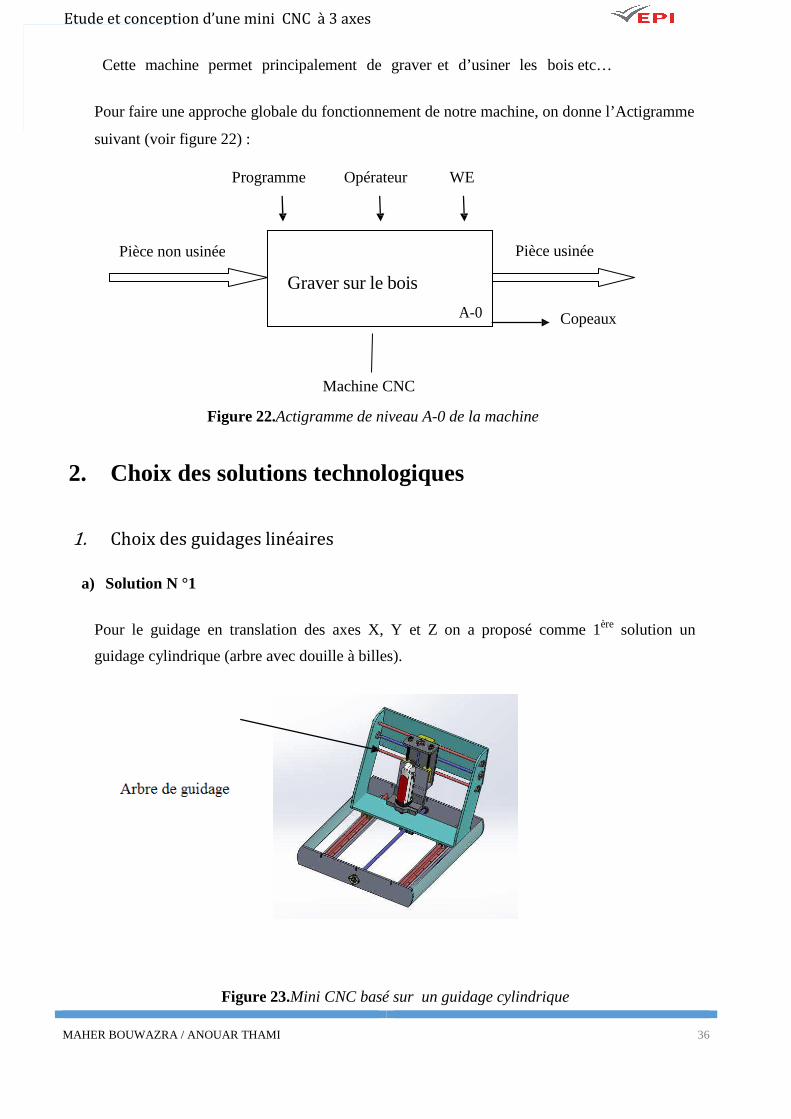
a) Solution N °1
Pour le guidage en translation des axes X, Y et Z on a proposé comme 1ère solution un
guidage cylindrique (arbre avec douille à billes).
Figure 23.Mini CNC basé sur un guidage cylindrique
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 37
37
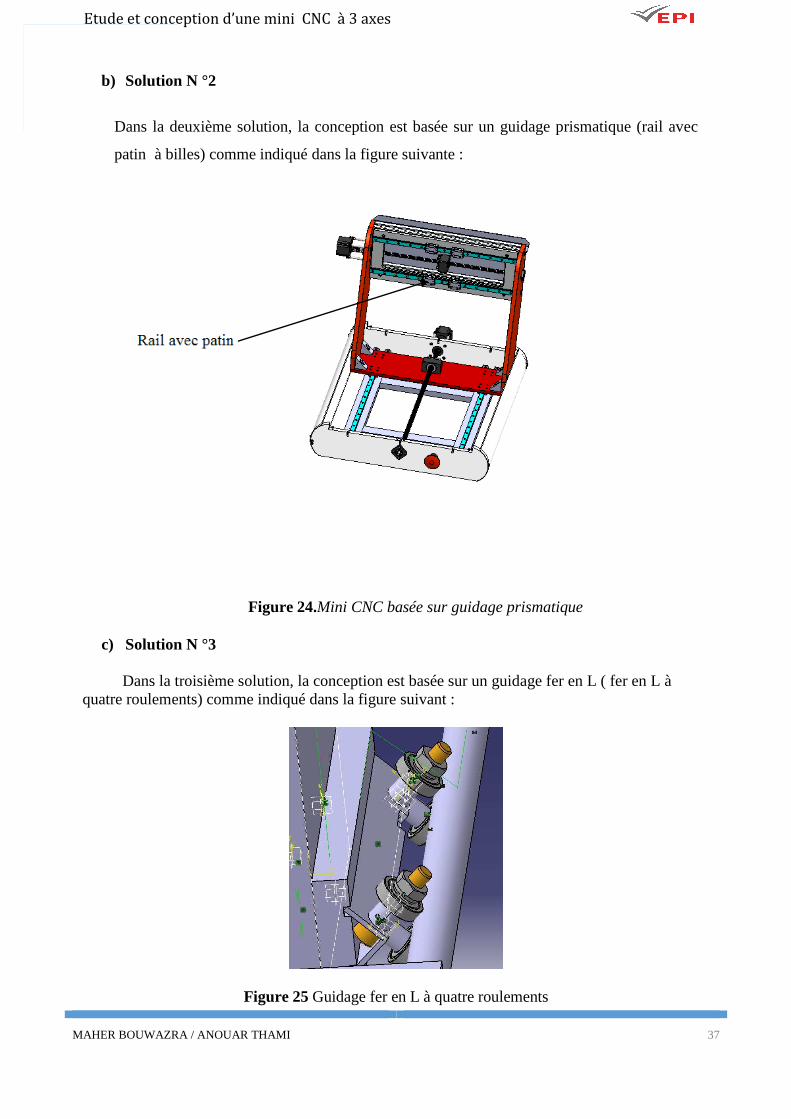
b) Solution N °2
Dans la deuxième solution, la conception est basée sur un guidage prismatique (rail avec
patin à billes) comme indiqué dans la figure suivante :
Figure 24.Mini CNC basée sur guidage prismatique
c) Solution N °3
Dans la troisième solution, la conception est basée sur un guidage fer en L ( fer en L à quatre roulements) comme indiqué dans la figure suivant :
Figure 25 Guidage fer en L à quatre roulements
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 38
38
2. Conclusion
Le choix d’une solution constructive pour avoir un guidage linéaire repose sur son
aptitude à satisfaire le cahier des charges de l’application. Les principaux indicateurs de
qualité sont les suivants :
− Précision du guidage.
− Vitesse de déplacement maximale.
− Intensité des actions mécaniques transmissibles.
− Fiabilité (probabilité de bon fonctionnement).
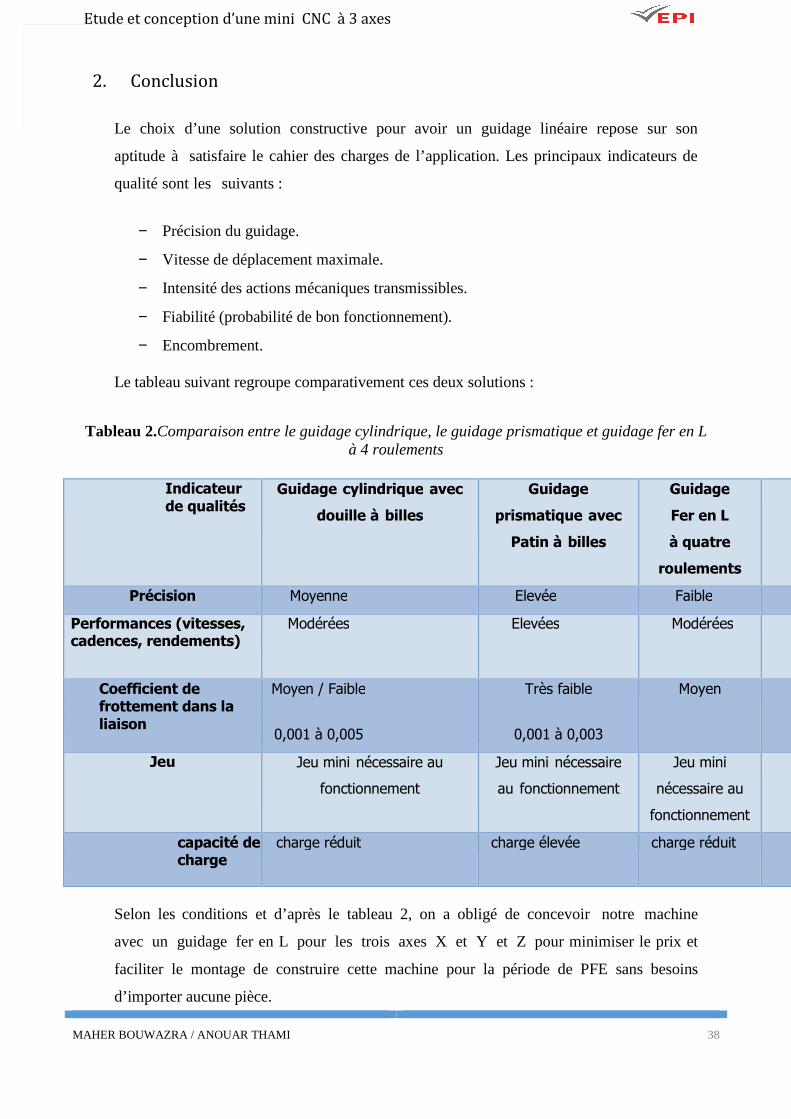
− Encombrement. Le tableau suivant regroupe comparativement ces deux solutions :
Tableau 2.Comparaison entre le guidage cylindrique, le guidage prismatique et guidage fer en L
à 4 roulements
Indicateur de qualités
Guidage cylindrique avec
douille à billes
Guidage
prismatique avec
Patin à billes
Guidage
Fer en L
à quatre
roulements
Précision Moyenne Elevée Faible
Performances (vitesses, cadences, rendements)
Modérées Elevées Modérées
Coefficient de frottement dans la liaison
Moyen / Faible
0,001 à 0,005
Très faible
0,001 à 0,003
Moyen
Jeu Jeu mini nécessaire au
fonctionnement
Jeu mini nécessaire
au fonctionnement
Jeu mini
nécessaire au
fonctionnement
capacité de charge
charge réduit charge élevée charge réduit
Selon les conditions et d’après le tableau 2, on a obligé de concevoir notre machine
avec un guidage fer en L pour les trois axes X et Y et Z pour minimiser le prix et
faciliter le montage de construire cette machine pour la période de PFE sans besoins
d’importer aucune pièce.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 39
39
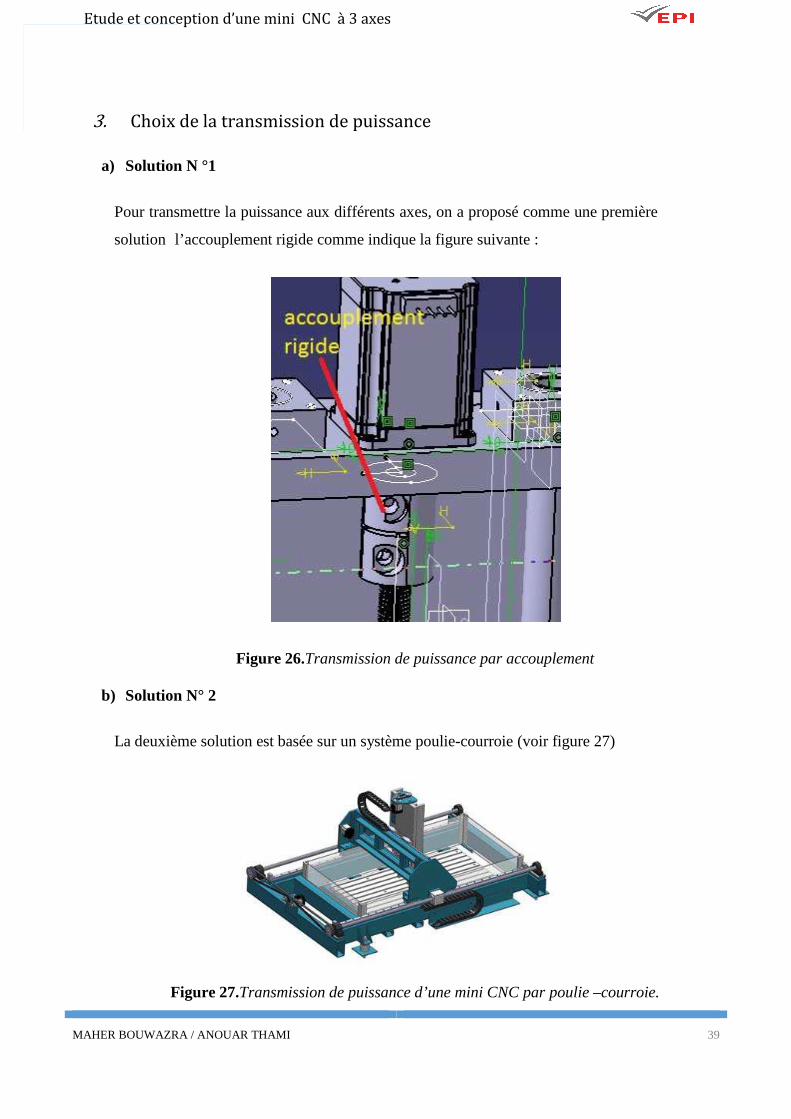
3. Choix de la transmission de puissance
a) Solution N °1
Pour transmettre la puissance aux différents axes, on a proposé comme une première
solution l’accouplement rigide comme indique la figure suivante :
Figure 26.Transmission de puissance par accouplement
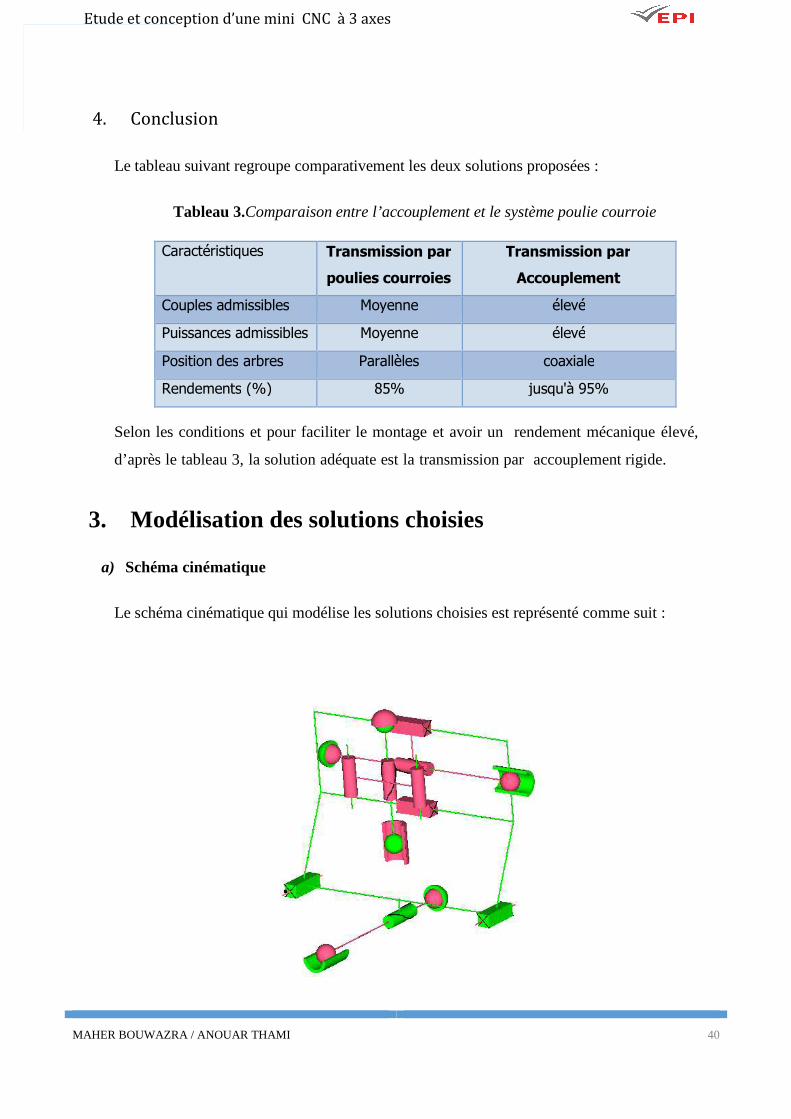
b) Solution N° 2
La deuxième solution est basée sur un système poulie-courroie (voir figure 27)
Figure 27.Transmission de puissance d’une mini CNC par poulie –courroie.
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 40
40
4. Conclusion
Le tableau suivant regroupe comparativement les deux solutions proposées :
Tableau 3.Comparaison entre l’accouplement et le système poulie courroie
Caractéristiques Transmission par
poulies courroies
Transmission par
Accouplement
Couples admissibles Moyenne élevé
Puissances admissibles Moyenne élevé
Position des arbres Parallèles coaxiale
Rendements (%) 85% jusqu'à 95%
Selon les conditions et pour faciliter le montage et avoir un rendement mécanique élevé,
d’après le tableau 3, la solution adéquate est la transmission par accouplement rigide.
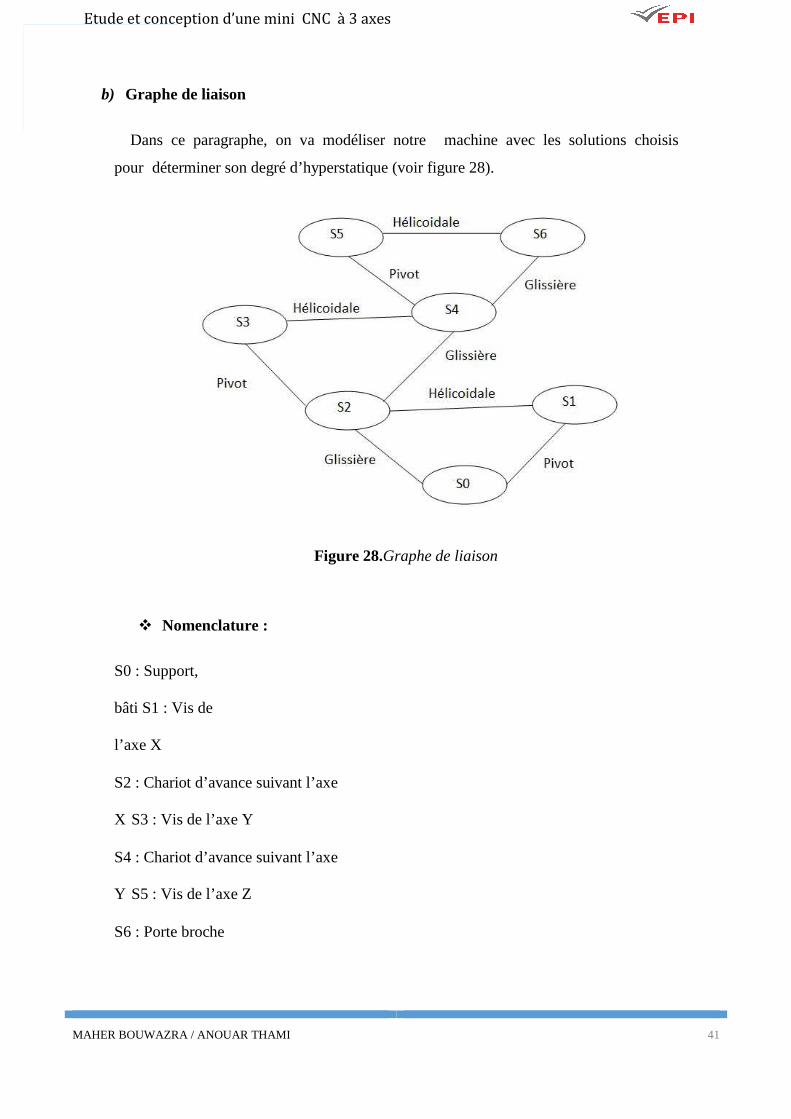
3. Modélisation des solutions choisies
a) Schéma cinématique
Le schéma cinématique qui modélise les solutions choisies est représenté comme suit :
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 41
41
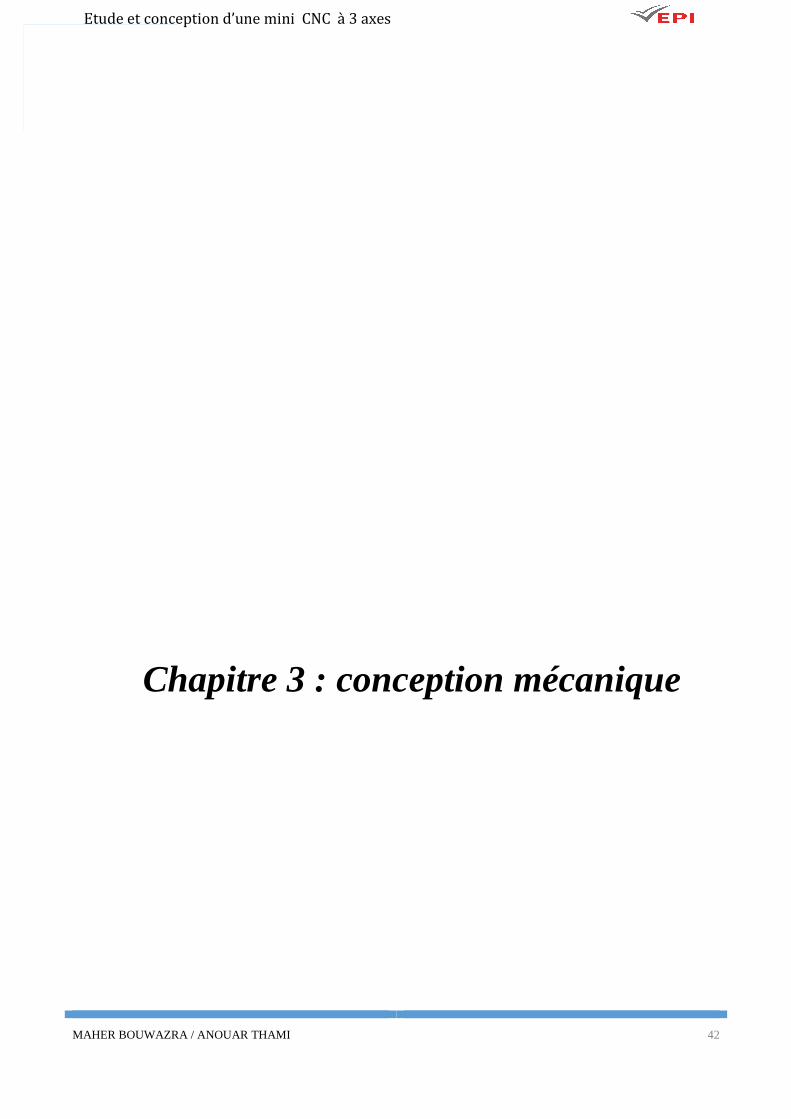
b) Graphe de liaison
Dans ce paragraphe, on va modéliser notre machine avec les solutions choisis
pour déterminer son degré d’hyperstatique (voir figure 28).
Figure 28.Graphe de liaison
� Nomenclature :
S0 : Support,
bâti S1 : Vis de
l’axe X
S2 : Chariot d’avance suivant l’axe
X S3 : Vis de l’axe Y
S4 : Chariot d’avance suivant l’axe
Y S5 : Vis de l’axe Z
S6 : Porte broche
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 42
42
Chapitre 3 : conception mécanique
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 43
43
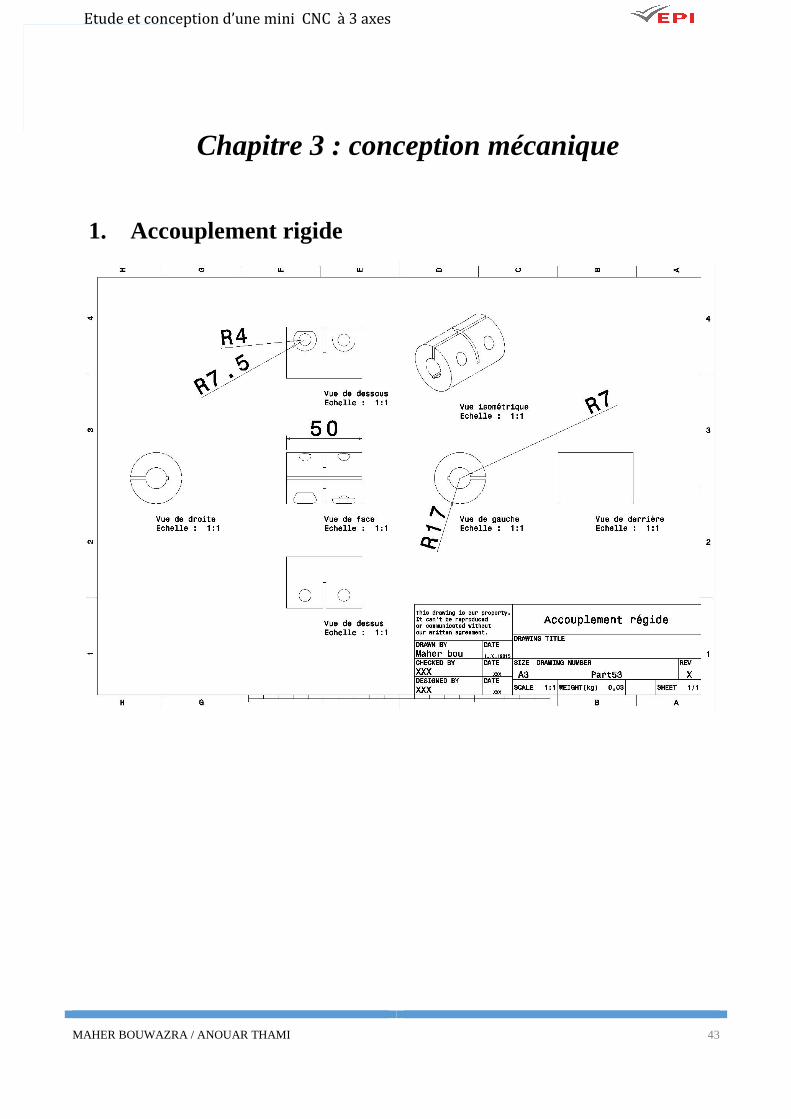
Chapitre 3 : conception mécanique
1. Accouplement rigide
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 44
44
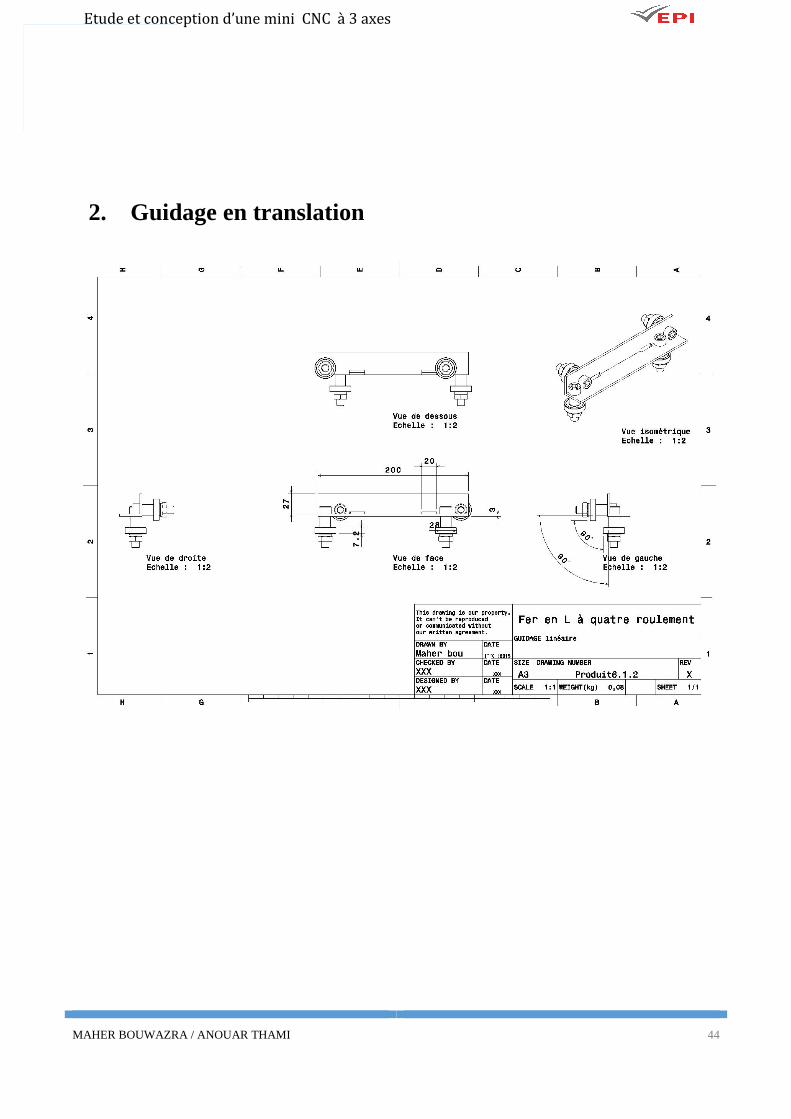
2. Guidage en translation
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 45
45
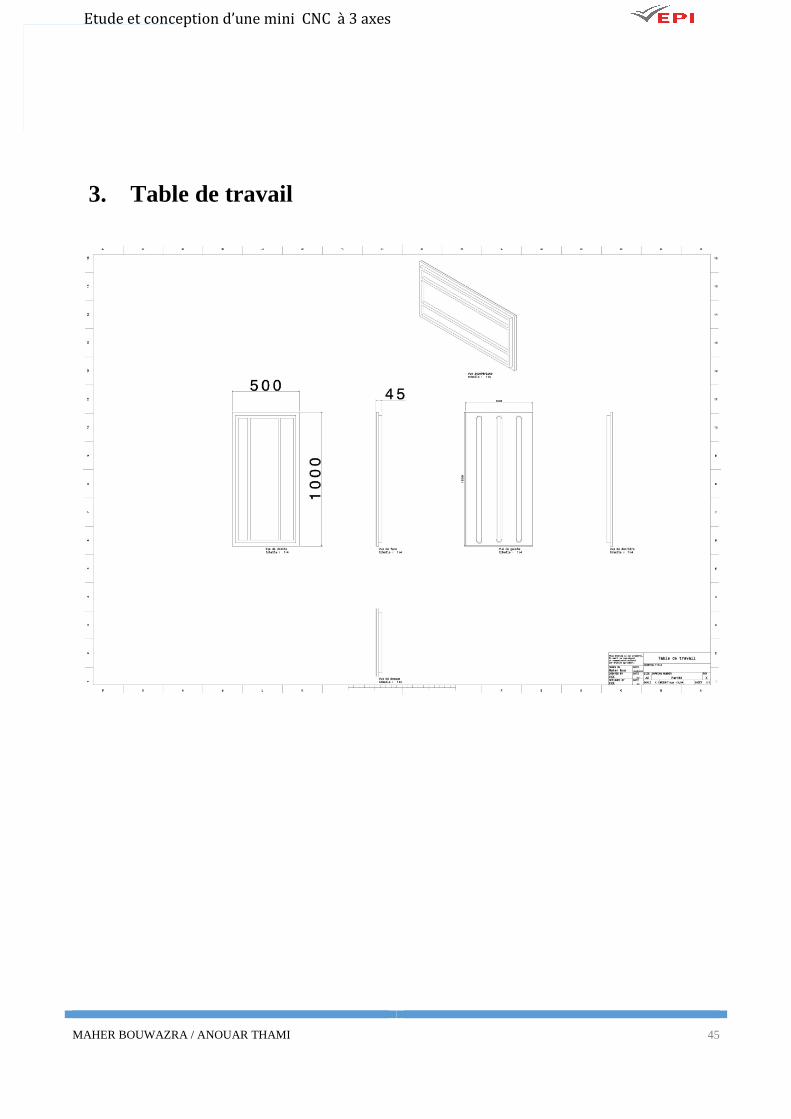
3. Table de travail
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 46
46
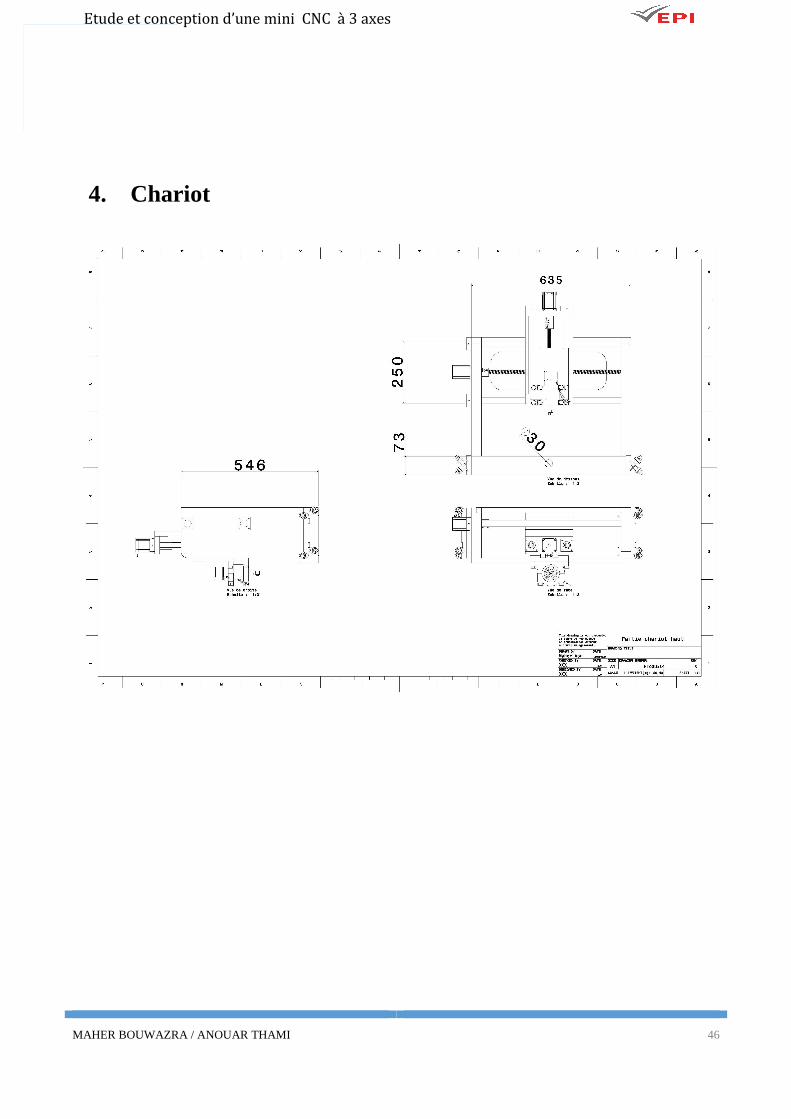
4. Chariot
Etude et conception d’une mini CNC à 3 axes
MAHER BOUWAZRA / ANOUAR THAMI 47
47
Conclusion générale
Notre travail est une conception d’une machine à commande numérique pour la gravure sur
le bois on l’appelle aussi défonceuse numérique. Ainsi ce travail est due à la voulante de
fabriquer cette machine au thème de projet de fin d’étude.
A l’occasion de cette expérience, on a eu la chance d’acquérir un savoir-faire en
pratiquant une méthodologie rationnelle de conception mécanique. Ces connaissances
acquises vont êtres d’une grande utilité lors de nos futures expériences durant notre vie
professionnelle.
De plus, ce travaille nous nous appris l’utilité et l’importance de l’esprit du concepteur et nous
permet de solliciter notre connaissances théoriques en matière de conception pour résoudre un
problème réel de l’idée jusqu’à la phase finale de conception.
D’autre part, ce projet nous facilite d’avoir une idée sur la façon de gérée une équipe et de
synchroniser les taches élémentaires afin de garantir le bon déroulement du travail.
Etude et conception d’une mini CNC à 3 axes
48
Bibliographie
[1] : http://cncloisirs.com
[2] : http://www.usinages.com
[3] : http://fr.wikipedia.org
[4] : http://www.ironwood-distribution.com
[5] : http://www.solidcomponents.com
[6] : http://www.tracepartsonline.net