measuring systems for tubes - lap laser · measuring systems for tubes ... in addition, permanent...
TRANSCRIPT
DEZ
20
11
/BO
ZS.
DE
APPLICATION REPORTEN
MEASURING SYSTEMSFOR TUBES
ONLINE MEASUREMENT IN A PILGER MILL
VALLOUREC & MANNESMANN TUBES, RATH PLANT
THE CUSTOMER
Vallourec & Mannesmann Tubes Deutschland GmbH operate one of the largest Pilger mills of the world at Düsseldorf/Germany. The mill produces tubes with up to 660 mm outer diameter and wall thickness up to 100 mm. Short rolling times in combination with swift work roll changes ensure high productivity. As the fi nishing department works in line with the rolling mill, overall production time is signifi cantly reduced.
Material data at the sizing mill exit:
tube diameter: 244 mm to 664 mm
tube length 6 m to 18 m
material temperature: 700° to 1,000 °C
speed: 0.6 to 1.0 m/s
THE REQUIREMENTS
Given the small batch sizes, a fast measurement of the tube diameters is important to ensure fast feedback of the measured data into the process. This is important to keep the required tight tolerances. Due to the high tube tempe-ratures manual measurement of each tube is not possible. However, particu-larly during set-up of the mill the online measurement of each tube is important to rapidly reach the required tolerances.Online-Messung jedes einzelnen Rohres wichtig, um schnell die vorgegebenen Toleranzen zu erreichen.
THE SOLUTION
The TDMS system precisely measures the tube diameters online in two axes after the rolling stand and thus ensures the complete verifi cation of the diameters over the entire length of each tube.
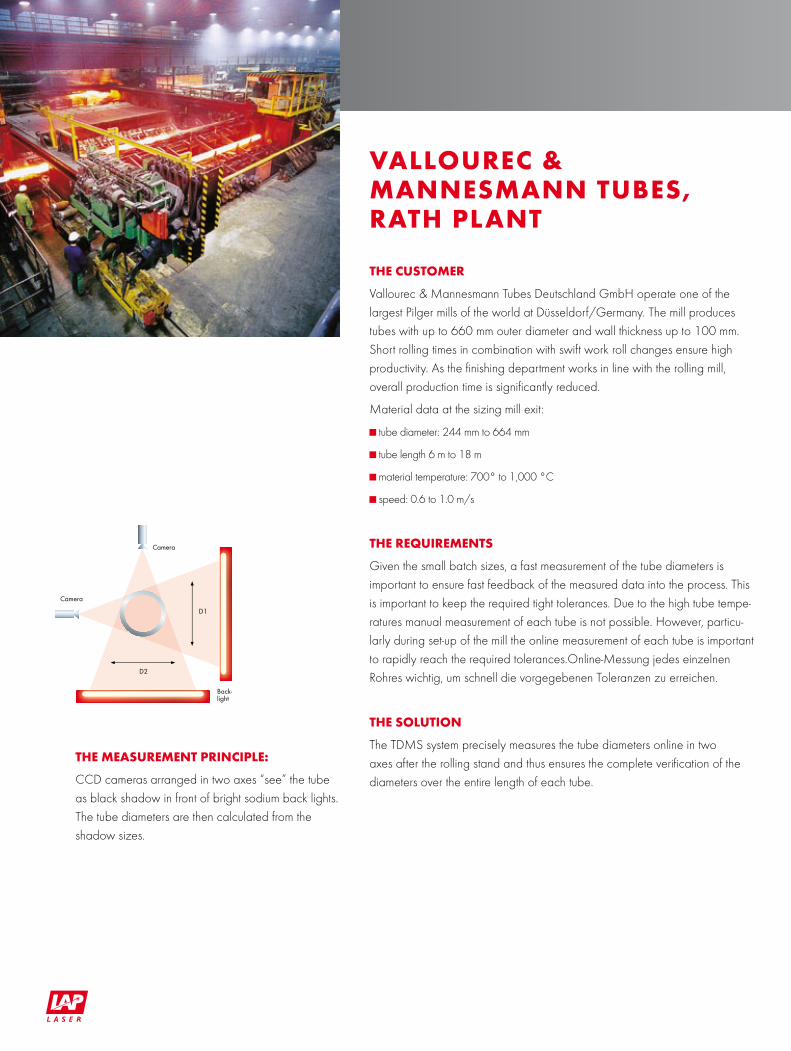
THE MEASUREMENT PRINCIPLE:
CCD cameras arranged in two axes “see” the tube as black shadow in front of bright sodium back lights. The tube diameters are then calculated from the shadow sizes.
VALLOUREC & MANNESMANN TUBES, RATH PLANT
Camera
Camera
D2
Back-light
D1
EXCELLENT BENEFIT FOR THE PRODUCTION
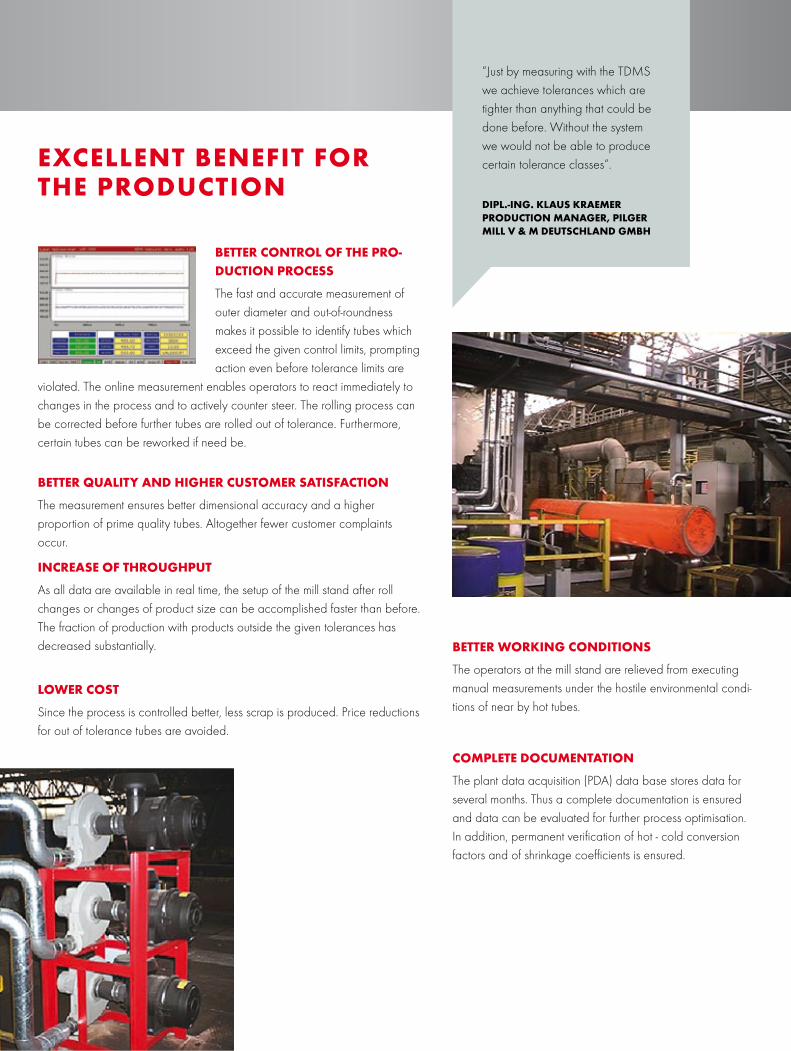
BETTER CONTROL OF THE PRO-DUCTION PROCESS
The fast and accurate measurement of outer diameter and out-of-roundness makes it possible to identify tubes which exceed the given control limits, prompting action even before tolerance limits are
violated. The online measurement enables operators to react immediately to changes in the process and to actively counter steer. The rolling process can be corrected before further tubes are rolled out of tolerance. Furthermore, certain tubes can be reworked if need be.
BETTER QUALITY AND HIGHER CUSTOMER SATISFACTION
The measurement ensures better dimensional accuracy and a higher proportion of prime quality tubes. Altogether fewer customer complaints occur.
INCREASE OF THROUGHPUT
As all data are available in real time, the setup of the mill stand after roll changes or changes of product size can be accomplished faster than before. The fraction of production with products outside the given tolerances has decreased substantially.
LOWER COST
Since the process is controlled better, less scrap is produced. Price reductions for out of tolerance tubes are avoided.
BETTER WORKING CONDITIONS
The operators at the mill stand are relieved from executing manual measurements under the hostile environmental condi-tions of near by hot tubes.
COMPLETE DOCUMENTATION
The plant data acquisition (PDA) data base stores data for several months. Thus a complete documentation is ensured and data can be evaluated for further process optimisation. In addition, permanent verification of hot - cold conversion factors and of shrinkage coefficients is ensured.
“Just by measuring with the TDMS we achieve tolerances which are tighter than anything that could be done before. Without the system we would not be able to produce certain tolerance classes“.
DIPL.-ING. KLAUS KRAEMER PRODUCTION MANAGER, PILGER MILL V & M DEUTSCHLAND GMBH

DEZ
20
11
/BO
ZS.
DE
TECHNICAL DETAILS
SENSORS Cameras: system solution with 2 CCD line scan cameras with 5,000 Pixel each, set up in x- and y-axes Resolution < 0.2 mm within the measurement field Accuracy < ±0.5 mm within the measurement field Temperature measurement by pyrometer, accuracy < ±0.5 % of measured value Length logging: 2 light barriers
MECHANICAL SETUP Measurement frame with 2 camera housings, air and water cooled Measuring range for tube diameter: 40–750 mm Measuring distance 2,450 mm to tube centre line in both axes Illumination with 2 sodium backlights in air flushed housings Tube movement in the measurement field during the measurement max. ±10 mm allowed
MILL-WORTHY DESIGN Camera cooling with water (double walled, thermally insulated housings), additional air purge of the inner housing using filtered ambient air Cooling of the back lights and the electronics rack using ambient air No compressed air required PC and electronics in an air-conditioned 19“ rack, IP 54
MEASUREMENT CYCLE Automatically triggered by arrival of a new tube. Manual operation is possible. Evaluation grid in rolling direction: 200 mm
INTEGRATION IN THE PRODUCTION PROCESS Interface to process control host computer with transfer of aim sizes and set points from the PDA system to the gauge, long term data storage in an Oracle data base Fully automated measurement, synchronised with production
DATA EVALUATION, VISUALISATION, DOCUMENTATION Operator terminal in the control pulpit:
Numerical display of outer diameter and out-of-roundness Line chart graphical display with tolerance bands
Conversion from hot to cold dimensions using steel grade data from the PDA Compensation of the parallax error allows for continuous measurement without new calibration when different tube diameters are rolled PDA data base for storage of data up to several months
MAINTENANCE Virtually maintenance free – air filter cartridges replacement only approx. every 2 years Simple calibration using a calibration master tube
LAP GmbH Laser ApplikationenZeppelinstrasse 2321337 LueneburgGermanyPhone +49 4131 9511-95Fax +49 4131 9511-96Email [email protected]
LAP Laser, LLC1830 Airport Exchange Blvd.Suite 110Erlanger, KY 41018USAPhone +1 513 271-4529Fax +1 513 271-3821Email [email protected]
LAP GmbH Laser ApplikationenПредставительство в Москве1, Казачий переулок 7119017 МоскваРоссийская ФедерацияТел. +7 495 7304043Факс +7 495 7304044Email [email protected]
LAP Laser ApplicationsAsia Pacific Pte LtdBlk 750A #07- 08Chai Chee Road Technopark@Chai CheeSingapore 469001Phone +65 6536 9990Fax +65 6533 6697Email [email protected]
LAP Laser Applications Asia Pacific Pte Ltd Shanghai Representative Office #1903 World Trade Tower 500 Guang Dong Road, Huangpu District Shanghai 200001 ChinaPhone +86 (21)5047-8881Fax +86 (21)5047-8887Email [email protected]