material de estudio.pdf
TRANSCRIPT

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 1/312
I. INTRODUCCIÓN GESTION DE MEJORA DE
PROCESO

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 2/312
TEMARIO
1. INTRODUCCIÓN A LA GESTION DE LA CALIDAD
2. MODELOS DE GESTION DE LA CALIDAD3. GURUES DE LA CALIDAD4. ENFOQUE EN EL CLIENTE
5. BENCHMARKING E INDICADORES6. METODOS DE MEJORA7. MODELO DE MEJORA SIX SIGMA
8. LEAN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 3/312
I. INTRODUCCIÓN A LA GESTIÓN DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 4/312
¿Por qué la calidad?Porque:
Con la calidad se logra mejorar:
La satisfacción del cliente
Competitividad
Productividad
Rentabilidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 5/312
¿Por qué la calidad?Porque:
Con la calidad se logra mejorar:
Valoración del empleado
El espíritu de equipo
Relaciones con proveedores
Imagen de la organización

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 6/312
¿Por qué la calidad?
Porque:
La calidad es un factor estratégico relevante enel camino hacia el cambio de una cultura
organizacional que busca la excelencia entodas sus actividades

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 7/312
Entonces calidad es ............
Según ISO 9000:2005:
Grado en el que un conjunto de característicasinherentes cumple con los requisitos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 8/312
8
Evolución del concepto de calidad a traves del tiempo
Circulos deCalidad
Organizacionesinteligentes
Inspecciónpersonalizda
ResoluciónDe Problemas
GerenciamientoParticipativo
Autocontrol
Control EstadisticoDel Proceso
GerenciamientoTayloriano
Calidad Total oExcelencia en la
gestión
AseguramientoDe Calidad
Auditoria de laCalidad
Control de calidadInspección
final
FUTUROCONFIANZA
CORRECCION PREVENCION
DESCONFIANZAPASADO
Gestión de
Calñidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 9/312
Control de la calidad: Técnicas y actividades
de carácter operacional utilizadas parasatisfacer los requisitos de la calidad
DEFINICIONES DE CALIDAD
El control de la calidad no es
responsable de la calidad delproducto.......
.........SOLO LA MIDE
Enfoques históricos de la calidad
DEFINICIONES DE CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 10/312
Aseguramiento de la calidad: Todas lasactividades planificadas y sistemáticasnecesarias para generar la confianza que el
producto o servicio comercializado cumple conlas especificaciones o los requisitos del cliente
El Aseguramiento esresponsable de la calidad del
producto.......
DEFINICIONES DE CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 11/312
Sistema de gestión de calidad: conjunto deelementos mutuamente relacionados o queinteractúan para establecer la política y los
objetivos de calidad y para lograr dichos objetivosasí como para dirigir y controlar una organización
con respecto a la calidad
La gestión de calidad es responsable dela satisfacción y expectativas del
cliente.....
DEFINICIONES DE CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 12/312
En la gestión de la calidad ......En la gestión de la calidad ......En la gestión de la calidad ......En la gestión de la calidad ......
Toda la organización es responsable de lacalidad empezando por el nivel más alto.
La calidad es enfocada como GESTION
integral de la organización.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 13/312
ENTONCES:
CALIDAD ES ....
Satisfacción del cliente(orientación al cliente)
Hacer el trabajobien a la primera(prevención) y almenor costo
Conformidad
con el objetivo
Productos yservicios
buenos, tantointernos comoexternos
Mejora como visióndinámica de la calidad
Satisfacción de losmiembros de laorganización
Percepción
del cliente
Cumplimiento deespecificaciones

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 14/312
¿Quién juzga la calidad?
EL CLIENTE

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 15/312
II. MODELOS DE GESTION DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 16/312
Calidad Total
Estrategia Administrativa que busca de manera sistemáticay con la participación organizada de todos los miembros deuna empresa, elevar la calidad de todos sus procesos
productos y servicios, previendo el error y haciendo unhábito de la mejora continua para satisfacer las necesidadesy expectativas del cliente externo o interno.
MODELO INTEGRAL PARA LA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 17/312
MODELO INTEGRAL PARA LAIMPLEMENTACIÓN DE LA CALIDAD TOTAL
Mostraremos algunos pasos querecomendamos seguir para lograr elcambio deseado:
1.- Conocimiento de la filosofía de la calidad total
2.- Diagnóstico del estado actual de la
organización
3.- Compromiso de la dirección
4.- Organizar el proyecto
MODELO INTEGRAL PARA LA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 18/312
MODELO INTEGRAL PARA LAIMPLEMENTACIÓN DE LA CALIDAD TOTAL
Mostraremos algunos pasos querecomendamos seguir para lograr el cambiodeseado:
5.- Campaña de concientización
6.- Desarrollo e implementación de un sistema de
gestión de calidad
7.- Informes de calidad
8.- Reconocimiento
MODELO INTEGRAL PARA LA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 19/312
1.- Abordar un proyecto de calidad total comoalgo quehay que hacer porque está de moda
2.- Esperar resultados inmediatos
3.- La falta de visión y compromiso de la altadirección
MODELO INTEGRAL PARA LAIMPLEMENTACIÓN DE LA CALIDAD TOTAL
Problemática de la implementación de unprograma de calidad total
MODELO INTEGRAL PARA LA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 20/312
4.- La falta de comunicación
5.- La falta de capacitación y entrenamiento6.- La falta de participación
7.- La falta de integración
MODELO INTEGRAL PARA LAIMPLEMENTACIÓN DE LA CALIDAD TOTAL
Problemática de la implementación de unprograma de calidad total

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 21/312
21
MEJORA CONTINUA DEL SISTEMA DEGESTION DE LA CALIDAD
C
L
I
E
N
TE
REQ
UISI
TOS
C
L
I
E
N
TE
SATIS
FACC
ION
RESPONSABILIDAD DE LADIRECCION
GESTION DELOSRECURSOS
MEDICION,ANALISIS YMEJORA
PRODUCTOY/O
SERVICIO
ENTRADAENTRADA
SALIDASALIDA
SISTEMA DE GESTION DE LA CALIDAD
REALIZACION DELPRODUCTO / SERVICIO
Información Valor Añadido
Evolución de concepto calidad y evolución de las ISO 9000

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 22/312
22
Antes de la ISO9000:1994
Control de Calidad:• Adecuación al uso• Enfocado para lo que ha sido concebido.• Inspectorías
Con la ISO9000:1994
Aseguramiento de la calidad:
• Conformidad con especificaciones• Autocontrol
Con la ISO9000:2000/ 2008
Gestión de Calidad:• Conformidad con especificaciones• Autocontrol• Satisfacción del cliente (como requisito)
• Mejora continua
Evolución de concepto calidad y evolución de las ISO 9000

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 23/312
LA FAMILIA ISO 9000
• ISO 9000:2005• ISO 9001:2008
• ISO 9004:2009
• ISO 19011:2002• ISO 10005: 2005
• ISO 10006: 2003
• ISO 10007:2003
• ISO/DIS 10012• ISO 10013: 2001
• ISO10014: 2006
• ISO 10015: 1999• ISO/TS 16949: 2009
Control Integral de la Calidad
8 i i i d tió d l lid d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 24/312
24
8 principios de gestión de la calidad
1. Enfoque en el cliente
Las organizaciones dependen de los clientes
y por ello deberían entender sus necesidadesactuales y futuras, satisfacer sus requisitos ybuscar exceder sus expectativas
2. Liderazgo
Los líderes establecen unidad de propósito y
dan dirección a la organización. Ellosdeben crear y mantener el ambiente internoen el cual las personas puedan aportar aalcanzar los objetivos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 25/312
25
8 principios de gestión de la calidad
3. Involucramiento del personal
Las personas, a todo nivel en laorganización, son la esencia de la misma y suinvolucramiento potencia sus habilidades
para beneficio de la organización
4. Enfoque de procesosLos resultados deseados son alcanzados demanera más eficiente cuando las actividades y sus
recursos son gestionados como procesos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 26/312
26
8 principios de gestión de la calidad
5. Enfoque de sistemas a la gestión
Identificar, entender y gestionar losprocesos relacionados como unsistema contribuye a la eficiencia y
efectividad en el logro de objetivos
6. Mejoramiento continuo
El mejorar continuamente debería serun objetivo permanente de laorganización
8 i i i d ió d l lid d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 27/312
27
8 principios de gestión de la calidad
7. Toma de decisiones basadaen hechos
Las decisiones efectivas sebasan en el análisis de datos e
información
8. Relaciones de beneficio mutuo con proveedores
Existe una interdependencia entre la organización ysus proveedores, y una relación de beneficio mutuopotencia la capacidad de ambos para agregar valor a
sus actividades
ISO 9001 2008

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 28/312
28
ISO 9001:2008
Las especificaciones técnicas por sísolas no pueden garantizar laconformidad con los requisitos del
clienteLas normas técnicasinternacionales sobre sistemas de la
calidad, complementan a lasespecificaciones técnicas paracumplir consistentemente con losrequisitos del cliente
Tendencia Global hacia mayores expectativas del cliente,respecto de la calidad del producto y del servicio
ISO 9001:2008

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 29/312
29
ISO 9001:2008
El sistema de la calidad de una organización estáinfluenciado por su visión, misión y valores; cultura,
estilo gerencial, industria, producto y servicio. Por tanto,los sistemas de la calidad varían de una organización aotra
El propósito de las normas ISO9000, es proveer directivassobre las cuales desarrollar
sistemas de la calidad efectivos,mas no estandarizar sistemasde la calidad ya implementados
ISO 9001:2008

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 30/312
30
ISO 9001:2008
Descripción explícita de las actividadesy los procesos al interior de la
organización
Unicidad de propósito.
Reconocimiento nacional einternacional
Reducción de costos, ytareas que no agregan valoral proceso.
ISO 9001:2008

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 31/312
31
ISO 9001:2008SISTEMAS DE GESTION DE LA CALIDAD -
REQUISITOS
1. Objetivo y campo de aplicación2. Referencias normativas
3. Términos y definiciones
4. Sistema de Gestión de la Calidad
5. Responsabilidad de la Dirección
6. Gestión de los Recursos7. Realización del Producto
8. Medición, Análisis y Mejora

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 32/312
• Este premio fue creado mediante el proyecto de ley 100-107,establecido propiamente el 20 de Agosto de 1987. Se dio gracias
a Malcom Baldrige, Secretario de Comercio de los EEUU desde1981. El proponía la filosofía de la calidad como factor clave dela prosperidad de su país.
PREMIO MALCOLM BALDRIGE
El Premio Malcolm Baldrige es otorgado por el presidente delos EEUU a empresas de manufactura, servicios, pequeñasempresas, de salud, de educación, así como organizaciones sinfines de lucro que logran liderazgo prominente en calidad .
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 33/312
• Liderazgo
• Planificación estratégica
• Enfoque del cliente y de mercado• Medida, análisis, y gerencia del conocimiento
• Enfoque del recurso humano
• Gerencia de procesos
• Resultados
Puntos a Evaluar Premio Malcolm Baldrige:
Anualmente se pueden dar tres concesiones del premio
en cada categoría; aplica únicamente para empresas
cuya casa matriz este en EEUU .
Modelo Malcolm Baldrige

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 34/312
Modelo Malcolm Baldrige
120 450
85 85
90
85 85

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 35/312
• Motorola
• 3M• Boeing
• FedEx• AT&T
• Caterpillar• Baptist Hospital
• The Ritz – Carlton Hotel
Algunas empresas Ganadoras

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 36/312
AMÉRICA DEL SUR
PREMIO IBEROAMERICANO A LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 37/312
PREMIO IBEROAMERICANO A LA CALIDAD
• El Premio Iberoamericano de la Calidad está basado en elModelo Iberoamericano de Excelencia en la Gestión y es
administrado por FUNDIBEQ.
Al Premio Iberoamericano de la Calidadpueden acceder las organizacionesiberoamericanas tanto públicas comoprivadas.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 38/312
Objetivos del Premio Iberoamericano a la Calidad:• Reconocer la calidad de las organizaciones premiadas
• Estimular el desarrollo de las organizaciones iberoamericanas
• Promover la autoevaluación y la focalización• Difundir las mejores prácticas de las organizaciones ganadoras
OTROS PREMIOS EN AMERICA DEL SUR

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 39/312
OTROS PREMIOS EN AMERICA DEL SUR
Premio Nacionala la CalidadArgentina
Premio Nacionalde Brasil
Premio Nacionalde Chile
PremioColombiano a laCalidad
Premio a laCalidad Perú
Premio Nacionalde Uruguay

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 40/312
ASIA
PREMIO DEMING

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 41/312
• En 1951, se implantó en Japón el Premio Nacional a la Calidad,llamado Premio Deming en honor a Edwards Deming. Fue
creado por la JUSE (Japanese Union of Scientists andEngineers). Este premio es considerado como el número uno enla calidad.
PREMIO DEMING
El Premio Deming se le da a las empresas japonesas y no japonesas, privadas o públicas, o a individuos que demostraranun comportamiento ejemplar en el mejoramiento de la calidad.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 42/312
Deming Prices
Puntos a Evaluar Premio Deming:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 43/312
• Políticas de la Calidad y gestión de Calidad
• Organización de la Calidad y su difusión.• Formación y difusión de las técnicas de control de Calidad.
• Recogida, transmisión y utilización de la información de
Calidad.• Análisis de la Calidad
• Estandarización.
• Kanri: Control diario, control del proceso y mejora.• Aseguramiento de la Calidad.
• Resultados de la implantación.
Puntos a Evaluar Premio Deming:
Categorías del Premio Deming:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 44/312
• The Deming Prize for Individuals• The Quality Control Award for Operations
Business Units
• The Deming Application Prize• The Deming Application Prize for Overseas Companies
• The Japan Quality Medal
Ganadores del 2009:
Niigata Diamond Electric Co., Ltd. (Japan)Mr. Shigeji Ikenaga, CEO and Representative Director
The Siam White Cement Company Limited (Thailand)Mr. Chatchawan Sethaburth, Managing Director
• Dr. HiroshiOsada
OTROS PREMIOS EN ASIA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 45/312
Premio Japonés a laCalidad
Premio NacionalCoreano de Dirección
por Calidad
Premio Nacional a laCalidad Rajiv Gandhi

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 46/312
EUROPA
PREMIO EUROPEO DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 47/312
• El Premio Europeo a la Calidad, nace en 1991 y cuenta comoorganizadores a la EOQ "European Organization for Quality", laEFQM "European Foundation for Quality" y la ComisiónEuropea. Este modelo es el más ampliamente utilizado enEuropa.
A pesar del poco tiempo que ha pasado desde la
creación del premio, muchas empresas delcontinente lo están tomando como herramientabásica para la evaluación y mejora de su gestiónde calidad total.
El premio pone bastante énfasis en la importancia de laautoevaluación, que es la base del premio.
Puntos a Evaluar Premio Europeo a la Calidad:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 48/312
• La evaluación de dicho premio se realiza repartiendo 1000puntos entre 9 criterios diferenciados en dos grupos:
Puntos a Evaluar Premio Europeo a la Calidad:
RESULTADOS ENLA SOCIEDAD(! puntos"
RESULTADOS ENLOS CLIENTES(#!! puntos"
ALIAN$AS %RECURSOS(&! puntos"
'OLTICA %ESTRATE)IA(&! puntos"
LIDERA$)O(*!! puntos"
'ERSONAS
(+! puntos"
'ROCESOS(*,! puntos"
RESULTADOS ENLAS 'ERSONAS
(+! puntos"
RESULTADOSCLA-E
(*! puntos"
A)ENTES (!! puntos" RESULTADOS (!! puntos"
INNO-ACI/N % A'RENDI$A0E

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 49/312
Modalidades de Premio Europeo a la Calidad:• El European Quality Award como tal.
• Los European Quality Prizes que premian a undeterminado número de empresas que demuestran la excelenciade su gestión de calidad como proceso básico de mejoracontinua.
• El Premio Europeo a la Calidad para organismos públicos,presentado en 1995. En 1996 y 1997 quedó desierto.
• El Premio Europeo a la Calidad para pequeñas y medianas
empresas, con unos criterios semejantes a los del PremioEuropeo a la Calidad, pero adaptados a la realidad de las pymes.
OTROS PREMIOS EN EUROPA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 50/312
PremioNacional deFrancia
PremioNacional deItalia
PremioAustriaco a laCalidad
PremioFinlandés a laCalidad
Premio Alemána la Calidad
Premio Suizo ala Calidad
Premio Escosesa la Calidad
Premio Irlandésa la Calidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 51/312
GURÚS DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 52/312
WILLIAM
EDWARDS
DEMING
“ RESPONSABLE DEL ÉXITO
MUNDIAL DEL JAPON ”
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 53/312
CICL !DCA
ACTUAR
Revisar ymejorar
PLANEAR
Escribir loque se va
a hacer
HACER
Lo que se ha
escrito
CONTROLAR
Verificar lo que
se ha hecho
PA
DC
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 54/312
CICL !DCA
El ciclo Deming es un modelo de procesoadministrativo dividido en cuatro fases:
• PLANEAR (P): Proyectar un producto con base
en una necesidad de mercado, señalandoespecificaciones y el proceso productivo.
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 55/312
CICL !DCA
Pasos:
1.Determinar objetivos y metas
2.Determinar medios y métodos a utilizar
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 56/312
CICL !DCA
• HACER (D): Capacitar y ejecutar el proyecto.
Llevar a cabo la capacitación yel entrenamiento en lasactividades a ejecutar
Implementar lo planificado
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 57/312
CICL !DCA
CONTROLAR (C): Verificar o
controlar el producto conformea indicadores de calidaddurante las fases del proceso
de producción ycomercialización.
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
CICL !DCA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 58/312
CICL !DCA
• ANALIZAR Y ACTUAR. Interpretar
reportes, registros, para actuar através de cambios en el diseño del
producto y de los procesos deproducción y comercialización para
lograr la mejora continua.
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.El "#todo de gestión de De"ing

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 59/312
g g
El cliente es quien mide la calidad final del
producto
La calidad debe ser establecida para satisfacer
las necesidades y expectativas del cliente
Principios fundamentales
La calidad reduce los costos, no los
incrementaLa variabilidad es natural en los procesosestables y reducirla es mejorar la calidad
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.El "#todo de gestión de De"ing

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 60/312
g g
El trabajo tenaz es esencial pero no suficiente,
no hay sustituto para el conocimiento
La experiencia por sí sola, sin teoría, no nosdice como mejorar la calidad y nuestra posicióncompetitiva
Principios fundamentales
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 61/312
1. CONSTANCIA2. NUEVA FILOSOFÍA3. LA INSPECCIÓN 4. LAS COMPRAS 5. MEJORAMIENTO
CONTINUO 6. ENTRENAMIENTO 7. LIDERAZGO
8. EL MIEDO 9. BARRERAS 10.SLOGANS 11.CUOTAS12.LOGROS
PERSONALES 13.CAPACITACIÓN 14.TRANSFORMACIÓN
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 62/312
Punto 1: CONSTANCIA EN EL PROPÓSITOCrear constancia en el propósito de mejorar
productos o servicios, con un plan para sercompetitivos y permanecer en el negocio yofrecer empleo.
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 63/312
Punto 2: ADOPTAR NUEVA FILOSOFÍA
Adoptar la filosofía de la mejora incesante dela Calidad
No se puede tolerar más los
niveles actuales de error
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 64/312
Punto 3: ACABAR CON LAINSPECCIÓN MASIVA
• No depender de la inspecciónmasiva
• La calidad no proviene de lainspección sino del
mejoramiento continuo
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 65/312
Punto 4: NO A LAS COMPRASBASADAS EN EL PRECIO
Acabar con las políticas decompras basadasexclusivamente en el precio
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 66/312
Punto 5: MEJORAMIENTO CONTINUO• Mejorar continuamente y por siempre el
sistema de producción y de servicio, reducir eldesperdicio y mejorar los costos
• El trabajo en equipo es fundamental
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 67/312
Punto 6: ENTRENAMIENTO
Instituir el entrenamiento en el trabajo
CALIDAD
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 68/312
Punto 7: INSTITUIR EL LIDERAZGOEl trabajo de la gerencia no es
supervisar sino liderar
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 69/312
Punto 8: ELIMINAR EL MIEDONadie puede desempeñarse a plenitud
a menos que se sienta seguro
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 70/312
Punto 9: BARRERASDerribar las barreras entredepartamentos
Punto 10: SLOGANSAcabar con las exhortaciones,
y los lemas o slogan queprocuren la productividad sinaportar el método como lograrlo
Objetivo
Anual?
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
Punto 11: CUOTAS

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 71/312
Punto 11: CUOTAS
a) Eliminar los estándar devolumen de trabajo o cuotas
numéricas que contemplancantidad y no calidad.
b) Eliminar la Administración porobjetivos, sustituirla porliderazgo para la calidad
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 72/312
Punto 12: LOGROS PERSONALESDerribar las barreras que le impiden a la gente
sentirse orgullosos de su labor, eliminar laevaluación del desempeño y la A.P.O.
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 73/312
Punto 13: CAPACITACIONInstituir un vigoroso programa
de re-educación y autodesarrollo a todo nivelCALIDAD
ENFOQUE CICLO DE DEMING Y LOS 14 PTOS.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 74/312
Punto 14: TRANSFORMACIÓNTomar acciones y medidas para lograr, elcambio y la transformación, creando unaestructura de mejoramiento continuo queinvolucre a todo el personal con iniciativa de la
dirección.“El cambio es responsabilidad de todos.”

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 75/312
$SE!% MISES
$&RAN
“ PADRE DE LA CALIDAD”
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 76/312
El Dr. Juran atribuye los problemas de caída enlas ventas que padecen las empresas entre
otras cosas a las carencias de uniformidad entoda la empresa.
Un proceso universal de pensamiento acercade la calidad.
Adecuada para todas las funciones, paracualquier nivel y para las líneas de producto.
ENFOQUE TRILOGIA DE JURANDIAGRAMA DE LADIAGRAMA DE LADIAGRAMA DE LADIAGRAMA DE LA 'RILG(A DE LA CALIDAD'RILG(A DE LA CALIDAD'RILG(A DE LA CALIDAD'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 77/312
PLANIFICACIÓN DELA CALIDAD
CONTROL DE LA CALIDAD (durante las operaciones)
0
20-
40-
MEJORA DELA CALIDAD
Pico esporádico
Zona original delcontrol de calidad
Nueva zona originaldel control de calidadDesechos crónicos
(una oportunidad demejora)
TIEMPO
LECCIONES APRENDIDAS
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 78/312
“Trilogía de la calidad”: consiste en laadministración por calidad y para la calidad y
radica en tres procesos orientados hacia lograrla calidad a través de:
Planificación de la calidad.Control de la calidad.
Mejoramiento de la calidad
ENFOQUE TRILOGIA DE JURAN
'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 79/312
Cada uno de estos procesos es universal
(dentro de la empresa) y se lleva a cabocon una secuencia uniforme de actividades.
El punto de arranque es la planificación dela calidad, es decir, crear un proceso que
será capaz de cumplir con metasestablecidas bajo las condiciones deoperación.
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 80/312
Luego de la planificación, el proceso se llevahacia la fuerza operativa.
Su responsabilidad es vigilar que el procesoopere con efectividad óptima.
Los procesos pueden ocasionar un alto nivelde gasto de desperdicio crónico.
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 81/312
Este desperdicio ha sido planeado comoparte del proceso: se ha fallado en planearqué debe eliminarse.
La fuerza operativa lleva el “control decalidad”, evita que desperdicio aumente.
Se establece un equipo apaga fuegos y se lelleva a determinar cuáles son las causas de
esta variación anormal.
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 82/312
Determinación del problema y sus causas
Tomar acciones correctivas
Proceso dentro de los límites de control:
proceso bajo control nuevamente
ENFOQUE TRILOGIA DE JURAN
'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 83/312
Resumiendo el proceso de la trilogía es:
Proceso: Planeación de la calidad. Es aquelproceso en el que se hacen las preparaciones
para cumplir con las metas de calidad.
Resultado final: es un proceso capaz delograr las metas de calidad bajo lascondiciones de operación.
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 84/312
Resumiendo el proceso de la trilogía es:
Proceso: Control de la calidad. Es el quepermite comparar las metas de calidad con larealización de las operaciones.
Resultado final: Conducir las operaciones deacuerdo con el plan de calidad.
ENFOQUE TRILOGIA DE JURAN'RILG(A DE LA CALIDAD

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 85/312
Resumiendo el proceso de la trilogía es:
Proceso: Mejoría de la calidad. Es el querompe con los niveles anteriores derendimiento y desempeño.
Resultado Final: Conduce las operaciones aniveles de calidad marcadamente mejores deaquellos que se han planteado para las
operaciones.
ENFOQUE DE JURAN10 actividades

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 86/312
Crear conciencia de la necesidad yoportunidad de mejoramiento.
Determinar metas de mejoramiento.
Organizarse para lograr estas metas.
Proporcionar entrenamiento.
Desarrollar proyectos para resolverproblemas.
ENFOQUE DE JURAN
10 actividades

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 87/312
Reportar los problemas sin ocultar errores.
Dar reconocimiento.
Comunicar los resultados.
Mantener consistencia en los registros.
Mantener la mejora en todos los sistemas,subsistemas y procesos de la compañía.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 88/312
!%I!LI! ). CRS)*
“ GURÚ DE LA CALIDAD”
ENFOQUE DEFECTOS DE CROS!YLS CA'RCE !ASS DE CRS)*

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 89/312
Establecer el compromiso de la dirección departicipar en el programa de calidad.
Formar un equipo integral de mejora de lacalidad.
Definir indicadores de calidad de cadaactividad de la compañía.
Evaluar el costo de la falta de calidad.
ENFOQUE DEFECTOS DE CROS!YLS CA'RCE !ASS DE CRS)*

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 90/312
Desarrollar una conciencia de calidad.
Realizar acciones formales para corregir
problemas.Establecer un comité para poner en práctica
un programa de cero defectos.Capacitar a supervisores y empleados en elmejoramiento de la calidad.
ENFOQUE DEFECTOS DE CROS!YLS CA'RCE !ASS DE CRS)*

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 91/312
Realizar un día "cero defectos".Establecer objetivos de mejora de 30 a 90
días a todos los niveles.Identificar los problemas que
impiden que el trabajo se realicelibre de errores y eliminar suscausas.
Otorgar reconocimientos a losque logren los objetivos.
ENFOQUE DEFECTOS DE CROS!YLS CA'RCE !ASS DE CRS)*
C C j d C lid d l d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 92/312
Crear Consejos de Calidad con personal destaff administrativo y lideres de equipos de
calidadRealizar de nuevo los pasos anterioresdestacando el programa de mejoramiento
que nunca debe terminar
"AORU IS#I"A$A

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 93/312
“Círculos de Calidad”
APORTES DE "AORU IS#I"A$AElementos clave:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 94/312
La calidad empieza con la educación ytermina con la educación
El primer paso hacia la calidad es entenderlo que el cliente requiere
El estado ideal de la calidad ocurre cuandola inspección ya no es necesaria
APORTES DE "AORU IS#I"A$A
Elementos clave:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 95/312
Hay que remover la raíz del problema, nolos síntomas
El control de la calidad es responsabilidadde todos los miembros de la organización
APORTES DE "AORU IS#I"A$AAlgunos de sus aportes son:
El di f t

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 96/312
El diagrama causa - efecto El uso de las 7 herramientas básicas de la
calidad
Formación de los círculos de calidad
• El diagrama causa – efecto
• La hoja de datos • El histograma
• El gráfico de Pareto
• El diagrama de flujo
• El diagrama de dispersión • El gráfico de control
APORTES DE "AORU IS#I"A$ACIRCULOS DE CALIDAD.
L t l d t Cí l d C lid d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 97/312
La naturaleza de estos Círculos de Calidad,varía junto con sus objetivos
Las metas de los Círculos de Calidad son:
Que la empresa se desarrolle y mejore.Contribuir a que los trabajadores se sientan
satisfechos mediante talleres, y respetar lasrelaciones humanas.
APORTES DE "AORU IS#I"A$ACIRCULOS DE CALIDAD.
L t d l Cí l d C lid d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 98/312
Las metas de los Círculos de Calidad son:
Descubrir en cada empleado suscapacidades, para mejorar su potencial.
Aprender el control estadístico, laestandarización de la operación y lograr
resultados
APORTES DE GENIC#I TAGUC#IEl pensamiento de Taguchi se basa en dos
conceptos fundamentales:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 99/312
conceptos fundamentales:
Productos atractivos al cliente.Ofrecer mejores
productos que lacompetencia: encuanto a diseño y
precio
APORTES DE GENIC#I TAGUC#IEsto conceptos se concretan en los
siguientes puntos:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 100/312
siguientes puntos:
Función de pérdida: La calidad se debedefinir en forma monetaria por medio de lafunción de pérdida
Mejora continua: la mejora continua delproceso productivo y la reducción de la
variabilidad son indispensables para subsistiren la actualidad.
APORTES DE GENIC#I TAGUC#IEsto conceptos se concretan en los
siguientes puntos:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 101/312
siguientes puntos:
La variabilidad: La mejora continua delproceso esta íntimamente relacionada con lareducción de la variabilidad con respecto al
valor objetivo.
APORTES DE GENIC#I TAGUC#I
Ideó el concepto de “diseño robusto”,

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 102/312
Taguchi propone que se de mayor énfasis a las
necesidades que le interesan al cliente y que asu vez, se ahorre dinero en las que no le
interesan, así rebasará las expectativas queeste tiene del producto.
APORTES DE GENIC#I TAGUC#I
Asegura que es más económico hacer undiseño robusto que pagar los controles de

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 103/312
diseño robusto que pagar los controles decalidad y reponer las fallas.
Al hacer el diseño robusto de un determinado
producto se maximizan sus posibilidades deéxito
APORTES DE GENIC#I TAGUC#IFUNCIÓN PERDIDA DE TAGUCHI.
P = Pérdidas $

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 104/312
Costos
Desempeñodel
producto
P = Pérdidas $
K = Coef. Costo
X = Valor de lacaract. Calidad
a = Valor nominal
APORTES DE ARMAND %. FEIGEN!AUM
Creador del concepto control total de calidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 105/312
Creador del concepto control total de calidad,
Su planificación debe orientarse hacia la
excelencia y no hacia la falla
La responsabilidad de la calidad es todos(compromiso)
APORTES DE ARMAND %. FEIGEN!AUM
La calidad debe considerarse desde las etapasiniciales y no cuando ya esta todo hecho

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 106/312
La calidad debe considerarse desde las etapasiniciales y no cuando ya esta todo hecho.
Sostiene que los métodos individuales son partede un exhaustivo programa de control.
El decir “calidad” no significa “mejor” sino elmejor servicio y precio para el cliente
APORTES DE ARMAND %. FEIGEN!AUMLa palabra “control” que representa una
herramienta de la administración y tiene 4 pasos:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 107/312
herramienta de la administración y tiene 4 pasos:
Definir las características de calidad que
son importantes.
Establecer estándares.
Actuar cuando los estándares se exceden.
Mejorar los estándares de calidad.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 108/312
IV. DETERMINACION DE REQUERIMIENTOS DELOS CLIENTES
M t i
M t i

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 109/312
CT’s
Matriz
“Crítico-Para…”
Matriz
“Crítico-Para…”
• ¿Que significa la frase “crítico para la satisfacción” entérminos del cliente? CTS
• ¿Que significa la frase “crítico para la satisfacción” entérminos del cliente? CTS
Preguntas clave

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 110/312
• ¿Que significa la frase “crítico para la calidad” en
términos de un producto o servicio? CTQ
• ¿Que significa la frase “crítico para la entrega” en
términos de un producto o servicio? CTD
• ¿Que significa la frase “crítico para el costo” en términosde un producto o servicio? CTC
• ¿Que significa la frase “crítico para el proceso” entérminos de un producto o servicio? CTP
• ¿Que significa la frase “crítico para la calidad” en
términos de un producto o servicio? CTQ
• ¿Que significa la frase “crítico para la entrega” en
términos de un producto o servicio? CTD
• ¿Que significa la frase “crítico para el costo” en términosde un producto o servicio? CTC
• ¿Que significa la frase “crítico para el proceso” entérminos de un producto o servicio? CTP

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 111/312
IV ENFOQUE EN EL CLIENTE
Qué es satisfacción del Cliente?
• Una comparación entre expectativas y
• Una comparación entre expectativas y

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 112/312
• Una comparación entre expectativas yexperiencia
• Una cuestión de grado
• El resultado de una buena coincidencia entre
oferta y demanda
• Un predictor de negocio repetido
• Una comparación entre expectativas yexperiencia
• Una cuestión de grado
• El resultado de una buena coincidencia entre
oferta y demanda
• Un predictor de negocio repetido
Impulsores de la Satisfacción delCliente
Customización

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 113/312
Retención de
clientes
Calidadpercibida
Confiabilidad
Total
Customización
Confiabilidad
TotalExpectativas
del cliente
Valorpercibido
Reclamos declientes
Satisfaccióndel cliente
Calidad a un precio dado
Precio a una calidad dada
Satisfacción
Comparación alideal Confirma/rechaza
expectativas
Relación de SatisfacciónProveedor/Consumidor

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 114/312
Tiempo de
Ciclo
Costo
Defectos
Métricas Internas
Entrega
Precio
Calidad
Métricas Externas
Satisfacción del Cliente al Menor Costo
Derrotar a la competencia, primero comprendiendo y luegosuperando las expectativas de los clientes.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 115/312
Entrega
Precio
Calidad
Métricas Externas
Tiempo de
Ciclo
Costo
Defectos
Métricas Internas
simplificar procesos para reducir tiempo de ciclo
reducir costos incrementando la eficiencia y eliminando pasos sin valor agregado
eliminar variación
Fijar objetivos demandantes – apuntar a estándares Six Sigma
Medir métricas clave constantemente para detectar mejoras.
Satisfacción de los clientes☺Más Tolerancia
Para los Problemas de Calidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 116/312
Excelencia en Realización
Satisfacción del Cliente
☺
Menos Tolerancia Para los
Problemas de Calidad
Fuente: Dr. Noriaki Kano
CALIDAD ORIENTADA AL CLIENTE
¿Qué es la QFD? (Quality Function Deployment)
"La herramienta QFD es un proceso que

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 117/312
"La herramienta QFD es un proceso que
identifica los requerimientos del cliente yproporciona una disciplina para asegurar queesos requerimientos estén presentes en las
etapas de diseño, planificación, manufacturay comercialización".
CALIDAD ORIENTADA AL CLIENTE
Una serie de sistemas formularios y reglas que
Consiste en:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 118/312
Una serie de sistemas, formularios y reglas queimpulsan a los trabajadores a analizarsituaciones, crear planes de mejoramiento,llevar a cabo controles de eficiencia y tomar las
medidas necesarias, resultando como beneficioprincipal el que todos enfocan sus esfuerzos
hacia los aspectos claves para alcanzar el éxito.
CALIDAD ORIENTADA AL CLIENTE Los requerimientos del cliente constituyen un
tema central a ser tratado y son utilizadoscomo la base para fijar objetivos de diseño e

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 119/312
El método tradicionalconsidera 4 fasesinterrelacionadas:
implementación
Planificación del producto Planificación del diseño
Planificación del proceso y sucontrol
Planificación de la producción
CALIDAD ORIENTADA AL CLIENTE
COMO vs
Estructura de la QFD: “Casa de la Calidad”

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 120/312
COMO vs.como
COMO
Matriz deRelaciones
Cuanto
QUE Puntos
I m p o r t a n c i a
Porque
CALIDAD ORIENTADA AL CLIENTEEstructura de la QFD
6 Identificar intercambios

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 121/312
6. Identificar intercambiosrelacionados a los
requisitos de fabricación
2. Requisitos actuales del fabricante /especificaciones a los proveedores
4. RELACIONES
¿Qué significan los requisitos delcliente para el fabricante?
¿Dónde hay interacciones entrelas relaciones?
5. Lista jerarquizada de losrequisitos críticos del proceso delfabricante
1. Inputs delcliente
3. Matriz de planificación jerarquización,clasificación de lacompetencia, valores,objetivos, ampliaciónnecesaria, puntos de
venta, Evaluación de laplanificación.
Procesos del negociou otras actividades
(COMO’S)
Requisitos del desempeño
Benchmarkingcompetitivo
i c a c i ó n
c l i e n t e y v e n t a s
c i o n e s
o l l o
d e q u e j a s
n d e R R . H H
n f i n a n c i e
r a
a n c i a
a c i ó n y d i s e ñ o d e l s e r v i c .
N u e s t r a c o m p a ñ í a
C o m p a ñ í a A
C o m p a ñ í a B

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 122/312
122BJORN ANDERSEN AND TOM FAHERHAUG, Performance Measurement Explained, ASQ 2002 (www.asq.org)
(QUE’S)
PBIClientesinternos
Gestión deempleados
Clientesexternosaccionistas
Importancia absoluta
Importancia relativa
Proveer un atractivo lugar de trabajo
Capturar clientes externos en un 25 %
Introducir nuevas tecnologías / soluciones
Margen de rentabilidad anual del 6 %
Reducción de costos del servicio en 3 %
Buen ambiente de trabajo
Desarrollo c/ proveedor confiable y eficient.
Proveedor respetable
C o m u n
O p e r a c
D e s a r r o
M a n e j o
G e s t i ó n
G e s t i ó n
I m p o r t a
P l a n i f i c N C C
1 2 3 4 5
105
9
7
9
54
10
8
5
7
Remuneración razonable y beneficios
Requisitos del sistema en tiempo
Tiempo promedio del sistema

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 123/312
Taller QFD
Caso: Desarrollo de un envase paraun producto farmacéutico
Diagramade

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 124/312
Afinidadde
Requerimientos del
Cliente
Requerimientos de Cliente

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 125/312

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 126/312
Estructura delDespliegue

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 127/312
Matriz1: Casa
de laCalidad
Traducción de las necesidades de los clientesen características requeridas de los productos,servicios o entregables expresadas en términos
Foco en el Cliente
Y = f(X, X, … X)
Las necesidades del cliente traducidas a características “críticas para...”(C en in!l"s)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 128/312
Las Características de la Matriz CT son:CTQ Criticas para la CalidadCTD Criticas para la EntregaCTC Criticas para el Costo
Y
u Áreas donde los proyectos se identifican por la relación entrelos productos, servicios y entregables y los procesos
u Áreas donde los parámetros de los procesos que afectan a losrequerimientos son identificados con demora
(X1 , X2, … Xn)
servicios o entregables expresadas en términosde calidad, costo y entrega.
u Áreas donde se identifican los procesos principales.
Desglose delos procesosrequeridos paraproducir elproducto,servicio oentregable
CTQ Oportunidad de Defecto CTP Oportunidad de ControlUn requerimientoCTQ CTD CTC
Una de las variables CTP “pocasit l ” l Y
Principio de apalancamiento
CTQ, CTD, CTC y Críticas al Proceso(CTP)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 129/312
USLLSL USL
Probabilidad deDefectos
LSL
Capacidadde proceso
Capacidadde producto
Y X
CTQ, CTD o CTC vitales” que apalancan Y.
Y = f(X)Ejemplo
Pocosvitales
MuchosTriviales
Probabilidad de la noConformidad a losestándares
Análisis Pareto de lasentradas al proceso
A B C D E
84
103 2 1
P o r c e n t a j e
D P U / D
P M O
Desarrollando unaMatriz CT(x)
Producto
Sistema A
Sub-Sistema 1
Elemento A
Sistema B Sistema C
Sub-Sistema 2 Sub-Sistema 3
Elemento B Elemento C

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 130/312
= Punto de Apalancamiento
F a c t o r
P r o c e s o A
P r o c e s o B
P r o c e s o C
O p e r a c i ó n 1
H e r r a m i e n t a A
Elemento A
Característica 2Característica 1 Característica 3
C a r a c t e r í s t i c a 1
C a r a c t e r í s t i c a 2
C a r a c t e r í s t i c a 3
CTP
CTQ
Elemento B Elemento C
O p e r a c i ó n 3
O p e r a c i ó n 2
H e r r a m i e n t a B
H e r r a m i e n t a C
Y = f (X)
Critico para la Satisfacción (CTS) Árbol CTY (Árbol de producto)
Relaciones CTS, CTQ, CTP

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 131/312
Éxito del Negocio
Critico para la Calidad (CTQ)
Satisfacción del Cliente
Critico para el Proceso (CTP)
Calidad del Producto
CTQ
Procesode Entrada
. . .
...
Á r b o l C T
X ( Á r b o l d e l P r o
c e s o )
Estructura de la Matriz CT
Nivel del Subsistema del Árbol de Producto
L i s t a c o m p l e
t a d e
D e t a l l e s y e
n s .
e n t r e g a d o s
T o d o s l o s d e t a l l e s
i d e n t i f i c a d o s
T o d o s l o s e n s
a m b l a j e s
i d e n t i f i c a d o s
R e s u l t a d o s s e g ú n
P r o g r a m a
P a r t e s d e D i m
e n s i ó n
C o r r e c t a ...
Ejemplo de características CTS definidas comorequisitos críticos: CTQ, CTD, CTC
Requisitos CTQ,CTD y CTC

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 132/312
Preparación de Oferta• Preparación de Oferta
Inicio de Programa o Contrato• Inicio de Programa o Contrato• Desarrollo de la logística de producción
Preparación de Datos TécnicosQue documento y que definición
• Implementación Logística Producción
Producción de 1º y Subs.
• Gestión de Herramientas• Suministro de servicios y suministrosexternos
• Suministro de componentes comprados• Fabricación de Componentes• Ensamblaje de Unidades• Construcción Primera Unidad• Gestión Pedidos de Clientes
• Gestión de ClientesCambios en la secuencia de producción
Ensayo y Puesta en Marcha• Ensayo y entrega de las unidades• Gestión de Cambio• Adquisición de Recambios• Fabricación de Recambios• Mejora de Producto
• Gestión de No conformidades
N i v e l d e l S u b
s i s t e m a d e l Á
r b o l d e P r o c e
s o
•
Para ejemplosadicionales veaarchivos:CT Matrix.xlsy
Airbag CT Matrix.xls
En conclusión …
La satisfacción del cliente es clave para el éxitoLas métricas impulsan los comportamientos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 133/312
Las métricas deben
Relacionarse directamente a las necesidades delcliente
Ser traducidas en requerimientos operativos Para manejar los Y’s, se deben controlar los X’s Recordar la regla de oro –
“El que tiene el oro determina las reglas”

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 134/312
V. Benchmarking e Indicadores
Objetivos de Benchmarking
Acelerar el proceso de cambio estratégico que:Conduce a la ruptura o a la mejora continua en productos,
i i

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 135/312
servicios y procesos que…
Resultan en una mejora en la satisfacción del cliente y en laventaja competitiva a través de…
Adoptar la mejora de procesos y las mejores prácticas deorganizaciones que son reconocidas por su excelencia dedesempeño.
Benchmarking fuerza a las organizaciones a mirar fuera de sus límites.
Definición de Benchmarking
Benchmarking es un enfoque estructurado paraaprender la operación de los procesos en otras

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 136/312
organizaciones y para aplicar lo aprendido en la
mejora de los procesos propios
#cti$idades cla$e% & 'lanificación
& Medición
& #n(lisis
& )*ple*entación
Internet
Base de Datos de BibliotecasPublicaciones y Revisiones internas
Asociaciones Profesionales
Fuentes de información paraBenchmarking

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 137/312
Asociaciones Profesionales
Publicaciones de la Industria
Reportes especiales de la industria
Publicaciones de comercio
Seminarios
Empresas de información de la industriaExpertos de la Industria
Fuentes Universitarias
Vigías de empresas
Periódicos, Avisos, Newsletters
Investigación Original
Retroalimentación del cliente y proveedores
Encuestas telefónicasRedes de servicio de investi ación
Me+ora de 'rocesos
Beneficios de Benchmarking:
La brecha entre las prácticas internas y externasgeneran la necesidad del cambio

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 138/312
#ni*a el ca*io !erenciado...
generan la necesidad del cambio.
Al comprender las mejoras prácticas de la industriase identifica qué debe cambiar.
La prácticas externas “benchmarkeadas” proveen
una imagen del potencial existente.
Evaluando la brecha de desempeño
{
Meta exigida
Meta de mejora
Meta a la par
Hoy

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 139/312
{ {
Gap
Meta de mejora
Meta a corto plazo
Ganancia habilitada
D e s e m p e
ñ o
Tiempo
Desempeño
de mañana?Línea basede ayer
Algunos pensamientos de Benchmarking
• Valioso para comparaciones internas y externas• Nos ayuda a reconocer necesidades de mejora

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 140/312
• Setea el potencial de “ruptura”
– Nos ayuda a pensar “fuera de los límites”– No “pellizcamos” el proceso actual– Es un cambio mayor, creando nuevos
procesos• Hay muchos recursos de benchmarking
disponibles
• El Apéndice tiene más información sobrebenchmarking
Métricas de Negocio• Cuáles son sus métricas de negocio ?
• Están vinculadas sus métricas de negocio con lasmétricas del cliente?
• Cuáles son sus métricas de negocio ?
• Están vinculadas sus métricas de negocio con lasmétricas del cliente?

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 141/312
• Qué metas de mejora ha determinado para susmétricas de negocio?• Qué metas de mejora ha determinado para susmétricas de negocio?
• PPM - Partes por Millón• DPU - Defectos por Unidad• RTY – Rendimiento Encadenado• Tiempo de Ciclo• Nivel Sigma• COPQ - Costo de Mala Calidad• Capacidad
• Costo de inventario
• PPM - Partes por Millón• DPU - Defectos por Unidad• RTY – Rendimiento Encadenado• Tiempo de Ciclo• Nivel Sigma• COPQ - Costo de Mala Calidad• Capacidad
• Costo de inventario
El Rol del Liderazgo en lasMétricas
• Nuevos Valores • Nuevas preguntas

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 142/312
Mismas Preguntas Mismas Respuestas
• Nuevoscomportamientos
• Nuevas medidas
Ideas para medidas de desempeño Las empresas deben definir segmentos de clientes relevantes y métricas específicas; pueden
variar por funciones rj. Manufactura, ingeniería, orden de pedido, etc.
Expectativas de Clientes• Establecimiento de estándares CTQ• Desempeño respecto a los estándares CTQ
Proyectos• Cantidad (actual vs objetivo)• Estado del proyecto (ej Reporte final
-strat"!icas #cti$idades Si Si!*a

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 143/312
Costo de Mala Calidad• Línea base estimada• Tasa de mejora por mes
Nivel de Calidad General• Estimación basada en un análisis top-down y un agregado de los
niveles sigma de procesos y productos individuales
Sigma/DPMO/DPU• Construir a partir del nivel DPU/DPMO a nivel pieza/ proceso
hasta el nivel sigma del proceso/empresa
Mejora anual compuesta, por año• Tasa de mejora mensual (%) en DPMO vs objetivo
Tiempo de Ciclo• Tiempo de ciclo/respuesta vs objetivo (si aplica)
Estado del proyecto (ej. Reporte finalcompleto, aprobación)
Agentes y Agentes Maestro• Cantidad de Agentes (actual vs obj.)• Estado por individuo (ej Status by
individual (ej., efectivo, tasa de abandonoy razones)
Formación y Comunicación• Cobertura de comunicación por segmento
de empleados• Medida de la efectividad de la
comunicación
• Feedback del participante de laformación/evaluación. Evaluación delconocimiento
Calidad de 'roceso para 'rocesos Críticos
Ejemplo de Objetivos de Métricas– Herramientade ResultadosPLAN PARA ALCANZAR
EL OBJETIVO
NIVEL
ACTUAL
META
1. Todas las familias de producto, nivel defectos/rend.mejorando al 50%
4 = Excediendo 50% mejora3 = Al 50% mejora2 = Entre 25% y 50% de mejora

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 144/312
y j1 = Inferior a 25% de mejora
2.Todas las familias de producto, COPQ decreciendo al 25%.4 = Excediendo 25%
3 = Al 25%
2 = Entre 12% y 25%
1 = Inferior a 12%
3. Todas las familias de producto, tiempo entrega mejorando al 25%.
4 = Excediendo 25%
3 = Al 25%
2 = Entre 10% y 25%
1 = Inferior a 10%
4. Todas las familias de producto tienen un gráfico defecto/rend. con
meta del 50% y datos mensuales registrados
4 = Todos los productos tienen gráficos mensuales, datos y metas
3 = 85% de los productos tienen gráficos
2 = 50% de los productos tienen gráficos
1 = Menos del 50% de los productos tienen gráficos
Ejemplo de Objetivos de Métricas– Herramienta deResultadosPLAN PARA ALCANZAR
El OBJETIVO
NIVELACTUAL
GOAL
5. Disponibilidad de análisis Pareto de tres niveles para cada familia
de productos, para mostrar áreas de apalancamiento en la mejora.4 = Pareto de tres niveles disponible para todas las familias
3 = Pareto de dos niveles disponible para todas las familias
2 = 50% de las familias de producto tienen Pareto de dos niveles1 = < 50% de las familias de producto tienen Pareto de dos niveles

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 145/312
1 = < 50% de las familias de producto tienen Pareto de dos niveles.
6. Planes especiales de acción correctiva, con nombre, fechas y tareas
en vigor, para alcanzar el objetivo de mejora4 = Planes de acción correctiva en vigor para todas las familias.
3 = 85% de las familias tienen planes de acción correctiva
2 = 50% de las familias tienen planes de acción correctiva
1 =<50% de las familias tienen planes de acción correctiva
7. La gerencia de planta tienen reuniones de revisión periódicas
y pueden demostrar ahorros de costo y mejoras en la capacidad.
4 = Puede demostrar ahorros superiores al objetivo
3 = Puede demostrar ahorros planificados
2 = Puede demostrar de 25% a 50% de los ahorros planificados
1 = Puede demostrar menos del 25% de los ahorros.
Puntuación Total:
4 = Excede todos los planes. Modelo de rol para la organización
3 = Satisface todos los objetivos, metas y planes.2 = No todos los planes alcanzaron el objetivo
1 = La organización está en serio riesgo de no alcanzar los objetivos.
Los Principios de Implementación
Pregunta: Como puede, una unidad de negocio, independiente-mente deltamaño, producto, servicio, volumen de producción, saltar a objetivos Six
Sigma en un corto período de tiempo?Respuesta: La experiencia indica que el éxito depende de los siguientes
principios:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 146/312
Compromiso de la gerencia altamente visible,activo, top-down La gente debe ver y creer en la seriedad de la gerencia Liderazgo activo y visible Involucramiento personal de los líderes (no “pour la gallerie”) Soporte de la implementación consistente y sin faltas.
Un sistema de medición (métricas sólidas)
para: Seguir el progreso Crear responsabilidad Proveer una imagen válida y continua del progreso de la organización
Compromiso de la gerencia altamente visible,activo, top-down La gente debe ver y creer en la seriedad de la gerencia Liderazgo activo y visible Involucramiento personal de los líderes (no “pour la gallerie”) Soporte de la implementación consistente y sin faltas.
Un sistema de medición (métricas sólidas)
para: Seguir el progreso Crear responsabilidad Proveer una imagen válida y continua del progreso de la organización
principios:
Los Principios de Implementación(cont.)
Benchmarking interno y externo de los productos, servicios yprocesos de la organizaci
ón para:Comprender el posicionamiento propio relativo a la competenciay al mercadoCrear una “situación emotiva” – comprender la necesidad de
mejorar.
Benchmarking interno y externo de los productos, servicios yprocesos de la organizaci
ón para:Comprender el posicionamiento propio relativo a la competenciay al mercadoCrear una “situación emotiva” – comprender la necesidad de
mejorar.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 147/312
mejorar.
Motivar el progreso hacia una una filosofía de ruptura.Emplazar objetivos demandantes (10x, 100x, etc.)Foco: cambiar, no “toquetear”, el proceso actualLleva a un salto cuántico (ruptura mayor) en la mejora
Esclarecimiento y soporteEducar a todos los niveles de la organización. (Herramientasmentales y lenguaje común son esenciales para la ruptura)Soporte Técnico: Master Black Belts, Black Belts, Green BeltsSoporte de la Gerencia: Executive, Champions
– simplemente “Elimine las barreras”!
mejorar.
Motivar el progreso hacia una una filosofía de ruptura.Emplazar objetivos demandantes (10x, 100x, etc.)Foco: cambiar, no “toquetear”, el proceso actualLleva a un salto cuántico (ruptura mayor) en la mejora
Esclarecimiento y soporteEducar a todos los niveles de la organización. (Herramientasmentales y lenguaje común son esenciales para la ruptura)Soporte Técnico: Master Black Belts, Black Belts, Green BeltsSoporte de la Gerencia: Executive, Champions
– simplemente “Elimine las barreras”!
Los Principios de Implementación(cont.)Las historias de éxito demuestran:Como pueden aplicarse las herramientas de mejoraComo pueden alcanzarse los resultadosReafirmar el concepto en la organización
(feedback)
Las historias de éxito demuestran:Como pueden aplicarse las herramientas de mejoraComo pueden alcanzarse los resultadosReafirmar el concepto en la organización
(feedback)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 148/312
(feedback)“Nada tiene tanto éxito como el éxito!”
Champions, Master Black Belts y Black-Belts Lideran!Promueven las iniciativasProveen planes, entrenamiento, coaching,
consultoría, a todos los nivelesLideran personalmente, proveen reafirmación
positivaEliminan las barreras al éxitoSiguen y reportan el progreso a: La alta gerencia La organización en su totalidad
(feedback)“Nada tiene tanto éxito como el éxito!”
Champions, Master Black Belts y Black-Belts Lideran!Promueven las iniciativasProveen planes, entrenamiento, coaching,
consultoría, a todos los nivelesLideran personalmente, proveen reafirmación
positivaEliminan las barreras al éxitoSiguen y reportan el progreso a: La alta gerencia La organización en su totalidad

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 149/312
VI. Métodos de Mejora
Kaizen: Término japonés que significa elmejoramiento en marcha que involucra a todos
"AI&EN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 150/312
todos
Pensamiento orientado hacia el proceso y la
innovación, a diferencia de occidente, cuyaestrategia se basa en los resultados
El mejoramiento continuo es gradual yordenado
"AI&EN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 151/312
Se inicia reconociendo que cualquier compañíatiene problemas y establece una cultura en lacual todos pueden admitir libremente laexistencia de estos problemas
"AI&EN
KAIZEN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 152/312
Orientación al cliente Control total de la calidad
Robótica
Círculos de CC
Sistema de sugerencias
Automatización
Disciplina en el lugar de trabajo
MTP (mantenimiento productivo total)
Kamban Mejoramiento de la calidad
JIT (justo a tiempo)
Cero defectos
Células de trabajo (Actividades engrupos pequeños)
Relaciones cooperativas
trabajadores – administración Mejoramiento de la productividad
Desarrollo de nuevos productos
"AI&ENOrientación al cliente
Control total de la calidad
Robótica

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 153/312
Círculos de CC
Sistema de sugerencias
Automatización
Disciplina en el lugar de trabajo
MTP (mantenimiento productivo total)
"AI&ENKamban
Mejoramiento de la calidad
JIT (justo a tiempo)
Cero defectos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 154/312
154
Cero defectos
Células de trabajo (Actividades en grupospequeños)
Relaciones cooperativas trabajadores –administración
Mejoramiento de la productividad
Desarrollo de nuevos productos
"AI&ENRecomendaciones:
Remover: los pasos que no agreguen valor alproducto

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 155/312
Establecer: un lugar para cada cosa y asignara cada máquina un operario
Aumentar: la velocidad de ejecución de lastareas
"AI&ENRecomendaciones:
Trabajar con proveedor único por línea deproducto, estableciendo una relación a largo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 156/312
plazo
Aplicar el autocontrol
"AI&ENAutocontrol
Es el grado en que las personas puedenadministrar su propio desempeño

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 157/312
Deming y Juran sostienen que el 85 % de losproblemas de una empresa son culpa y
responsabilidad de la administración y no desus trabajadores, por que son loadministradores quienes no han podido
organizar el trabajo para que los empleadostengan un sistema de autocontrol.
"AI&ENAutocontrol
Se deben dar 3 condiciones básicas:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 158/312
La persona debe SABER (capacitación)La persona debe PODER (recursos
necesarios)La persona debe QUERER (motivación)
La persona debe contar con retroalimentaciónoportuna sobre la tarea que está ejecutando
"AI&EN
Al aplicar Kaizen:

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 159/312
Aseguramos elmejoramiento continuo
Logramos que todos losmiembros de la organización
se desarrollenprofesionalmente
REINGENIERIA“Es el replanteamiento fundamental y elrediseño radical de los procesos de unnegocio para obtener mejoras dramáticas

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 160/312
en medidas críticas de la actividadempresarial, como son los costos, calidad,servicio y velocidad”
Michael Hammer y James Champy
REINGENIERIAMetodología de aplicación:
1.Análisis detallado de las variables del negociopara definir objetivos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 161/312
2.Definir los cambios necesarios (aplicarbenchmarking, brainstorming, etc.)
3.Delegar el poder del cambio a una persona queconozca el negocio y tenga poder de decisión
REINGENIERIA
Metodología de aplicación:4. Asesorarse externamente si fuese necesario

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 162/312
5. Nombrar un comité de reingeniería
6. Establecer un cronograma de ejecución y los
recursos necesarios
REINGENIERIAErrores comunes que hacen fracasar la
reingeniería
Intentar recomponer un proceso en vez de

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 163/312
cambiarloNo focalizarse en un proceso de negocio
No considerar los valores y creencias de laspersonas
REINGENIERIAErrores comunes que hacen fracasar la
reingeniería
Esperar resultados inmediatos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 164/312
Realizar la ingeniería de abajo hacia arriba
Nombrar un líder equivocado
REINGENIERIADiferencias entre la Reingeniería y el
Kaizen
Es un proceso más rápido (violento)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 165/312
El cambio lo lidera un comité de alto nivelde decisión, normalmente asesorado por
terceros
Se aplica para conseguir resultados
rápidos y espectaculares
REINGENIERIADiferencias entre la Reingeniería y el
Kaizen
No optimiza lo existente, se hace de

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 166/312
nuevo
Es costoso
La tecnología es una de sus armas máspotentes
Es corto-placista
#OS#IN PLANNINGEs el enfoque japonés para desplegar las
políticas de manera coherente ysincronizada a través de toda la

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 167/312
organización, para asegurar que losobjetivos propuestos sean alcanzados
#OS#IN PLANNINGEs un sistema de dirección que toma los
objetivos estratégicos de la compañía y lostraduce en actividades concretas que sonejecutadas en los diferentes niveles y áreas de

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 168/312
la empresa .
Mediante el uso de una serie de formularios yreglas, los trabajadores se ven impulsados a:
#OS#IN PLANNINGAnalizar situaciones,
Crear planes de mejoramiento,

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 169/312
Llevar a cabo controles de eficiencia y tomarlas medidas necesarias,
Resultando como beneficio principal el que
todos enfocan sus esfuerzos hacia losaspectos claves para alcanzar el éxito.
#OS#IN PLANNINGEs un sistema de dirección que toma los
objetivos estratégicos de la compañía y lostraduce en actividades concretas que son

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 170/312
ejecutadas en los diferentes niveles y áreas dela empresa .
Se emplea para asegurar el crecimiento a largoplazo, prevenir la recurrencia de situaciones no
deseadas en la planificación y de problemas deejecución.
#OS#IN PLANNINGPermite:
Sintonizar la gestión diaria con el Plan deNegocios y el Plan estratégico, ydocumentarlos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 171/312
Capturar el conocimiento relacionado con lasolución de los problemas y la gestión de los
procesos, previniendo la recurrencia desituaciones no deseadas en la planificación yde problemas de ejecución
Satisfacer los requisitos del planeamientoestratégico y operativo de la empresa
#OS#IN PLANNINGPermite:
Sintonizar dinámicamente el corto, mediano ylargo plazo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 172/312
Coordinar las actividades de cada persona yequipo humano para el logro de los objetivos en
forma efectiva, asegurando el crecimiento alargo plazo
Organizar y dirigir la totalidad de actividadesque promueve el TPM
#OS#IN PLANNINGFacilita:
Alinear: estrategias, procesos e indicadoresde desempeño

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 173/312
Definir: los objetivos clave
Medir: el desempeño de los procesosEstablecer: responsabilidades
#OS#IN PLANNINGFacilita:
Monitorear: los planes

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 174/312
Realizar: actividades sistemáticas destinadasa alcanzar objetivos prioritarios
Detectar y ocuparse: de las pocasactividades críticas necesarias para el éxito
Tomar decisiones: fijar medidas dedesempeño
#OS#IN PLANNINGFases:
1. Componente estratégico: comprende todaslas actividades relacionadas con la formulacióno revisión de los planes estratégicos de la

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 175/312
empresa2. Definición y despliegue de políticas
anuales: Identificar la información (datos yhechos) necesaria para el establecimiento de lapolítica anual
#OS#IN PLANNINGFases:
3. Ejecutar y evaluar la aplicación de la políticaanual: Se implementan las acciones en cadauna de las unidades desplegadas
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 176/312
4. Diagnóstico de la Dirección: requiere de unaactividad sistemática de verificación por parte
de la alta dirección de la empresa.
Demos / ejemplos en:www.competitividad.comwww.tqe.com
TEORIA DE RESTRICCIONESProceso de mejoramiento basado en una
filosofía administrativa orientada a laidentificación de aquellas restricciones
l d ti l

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 177/312
que surgen el en proceso productivo, laforma como se enfrentan y si es posible, lamanera como deberán eliminarse
TEORIA DE RESTRICCIONESPrincipios reguladores
Los métodos se sustentan en procesos decausa y efecto, luego su meta implícita es
l l i i ió i ió

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 178/312
alcanzar la sincronización o armonizaciónentre los diferentes recursos del sistema
Restricción materia prima: Escasez deinsumos para fabricar el producto
TEORIA DE RESTRICCIONESModo de operación
“Una cadena es tan fuerte como el más débil de sus eslabones”
Id tifi l t i i d l i t

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 179/312
Identificar las restricciones del sistema eidentificar prioridades
Decidir como romper la restricción
Aplicar todos los recursos para romper larestricción
TEORIA DE RESTRICCIONES
Modo de operación
Minimizar las restricciones del sistema
V l l i it l i i

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 180/312
Volver al primer paso para evitar la inerciacausante de nuevas restricciones.
A partir de allí buscar la siguienterestricción y así sucesivamente
D'()*!(++,'*Ro-, D!R/• En todas las plantas hay algunos recursos con capacidad
restringida.
• El método DBR reconoce que dicha restricción dictará
la velocidad de producción de toda la planta.• El principal recurso con restricción de capacidad será tratado
como "el tambor" que es el que marcará la velocidad deproducción de toda la planta.
T bié it á t bl " ti d "

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 181/312
• También se necesitará establecer " un amortiguador "de inventario frente al factor limitativo.
• Y finalmente, para asegurarse que el inventario no crezca más
allá del nivel dictado por el amortiguador, deberá limitarse lavelocidad a la cual se liberan materiales a la planta. Debeamarrarse " una cuerda" desde el cuello de botella a la primera
operación; en otras palabras la velocidad a la cual seliberaran materiales a la planta será gobernada por la velocidad ala cual esta produciendo el cuello de botella.
181

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 182/312
VII. METODOLOGIA SIX SIGMA
Los orígenes de la denominación Six Sigma como unamedida estandarizada nos remonta a Carl Frederick Gauss(1777-1855) quien introdujo el concepto de la curva
normal A inicios del 1980 los ingenieros de Motorola decidieron
que la forma tradicional de medir los niveles de calidad
(normalmente en partes por mil) no era lo suficientementel lt tá d d lid d
HISTORIA DEL SIX SIGMA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 183/312
(normalmente en partes por mil) no era lo suficientementeclaro para proceso con altos estándares de calidad, ydecidieron que las mediciones se realizarían en partes pormillón.
Motorola desarrollo un nuevo estándar y creo unametodología para lograrlo, la cual asocio a una necesidadde cambio cultural en la organización
Six Sigma ayudo a Motorola a realizar una mejoraconsiderable en sus resultados finales, se tienedocumentado que le ayudo a ahorra mes de 16 000millones de dólares.
183
HISTORIA DEL SIX SIGMA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 184/312
184
DESARROLLO DE LAMETODOLOGÍA EN OTRAS
ORGANIZACIONES
RESULTADO LOGRADOS

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 185/312
185
• Desviación estándar (σ)es diferente al nivelSigma
SIGNIFICADO DEL SIX SIGMA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 186/312
186
ENTENDIENDO LOS NIVELES SIGMA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 187/312
La relación no esaritmética
187
• La organización se enfoca en satisfacer alcliente
• Se enfocan los esfuerzos en reducir losd f l d j
BENEFICIOS DE LAMETODOLOGÍA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 188/312
• Se enfocan los esfuerzos en reducir losdefectos en los productos y mejorareficiencias de los procesos
• Se desarrollan nuevas habilidades en elpersonal de la organización que analizar losproblemas con otro enfoque
• Se mejora el Margen de Rentabilidad
188
• Estructura de la Metodología
• Roles dentro del Six Sigma
ETAPAS DE LA METODOLOGÍASIX SIGMA – PUNTOS A TOCAR

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 189/312
• Roles dentro del Six Sigma
• Visión del DMAIC• Secuencia de la implementación
• Lean-Six Sigma / Diseño para Six Sigma189
• Permite determinar el aseguramiento de las unidadesproducidas.
• Determina un método de medición• Establece un escala de importancia para las
Metodología de Mejora

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 190/312
Determina un método de medición• Establece un escala de importancia para lascaracterísticas de la calidad.
• Permite conceso sobre los defectos y errores a ser
atacados• Expone los defectos latentes• Observa la calidad estadísticamente
• Distingue la diferencia entre calidad de diseño y calidadde performance.
ESTRUCTURA DE LA METODOLOGÍA
MEDIR
DEFINIRIDENTIFICARIDENTIFICACIÓN
Analizar los
resl!a"os"e la e#$resa ei"en!i%i&arlas $rin&i$ales$ro'le#as
Es!"iar el $ro&eso

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 191/312
191
INTEGRARESTADARIZACIÓN
CONTROLARMEJORAR
ANALIZAR
MEDIRENTENDIMIENTO
OPTIMIZACIÓN
CAMBIO DECULTURA
$$ara en!en"er ss%en!es "e (aria&i)n
O$!i#izar el $ro&esoa ne(os ni(eles "ee%i&ien&ia
Es!an"arizar ein!e*rar losresl!a"os en laor*aniza&i)n
IDENTIFICACIÓN DE LOSPROYECTOS• Se debe analizar claramente la visión de la
empresa y el enfoque a sus clientes• Luego debemos identificar los elementos
VISION GENERAL PASO A PASO

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 192/312
p y qLuego debemos identificar los elementosclaves para la satisfacción de TODOS susclientes.
• Debemos analizar los principalesindicadores de gestión la empresa paraencontrar que procesos me impiden lograrla visión de la satisfacción de mis cliente
192

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 193/312
DESPLIEGUE DE LA METODOLOGIA
Desarrollo de la implementación:/lu+o de la 'lanificación del 0esplie!ue...
Discurso Ejecutivo
Construir Infraestructura
Línea de base Producto/Proceso

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 194/312
Comienzocapacit.Black Belt
- 1 meses- 2 meses- 3 meses- 4 meses- 5 meses- 6 meses
Visión,objetivos,
liderazgo,estructura,recursos
Plan deDespliegue
Foco enProductos
yProcesosparaproyectos
#lta
1erencia
1erencia
C6a*pions
Master
o
Estructura de organización SixSigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 195/312
de Línea
-2uipo 'ro3ecto4 1reen 5elts
5lac7 5elts
5lac7 5elts
o
Otra opción de estructura:Co*it" de
#lta 1erencia
C6a*pions oM 5l 7 5 l

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 196/312
C6a*pions oLíderes Locales
5lac7
5elts
1reen5elts
Master 5lac7 5elts
-2uipos de'ro3ecto
C6a*pion
8 9no por locación para i*ple*entar Si Si!*a por : a;os
8 Líderes locales se tornan en C6a*pion despu"s de : a;os
Master 5lac7 5elts
8 9no a tres, dependiendo del ta*a;o de la e*presa
8 9no cada < 5lac7 5elts5lac7 5elts
C6a*pion
8 9no por locación para i*ple*entar Si Si!*a por : a;os
8 Líderes locales se tornan en C6a*pion despu"s de : a;os
Master 5lac7 5elts
8 9no a tres, dependiendo del ta*a;o de la e*presa
8 9no cada < 5lac7 5elts5lac7 5elts
Guías de Organización Six Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 197/312
5lac7 5elts
8 9no a tres por locación, dependiendo del ta*a;o
8 9no cada > e*pleados
1reen 5elts
8 9no cada < e*pleados
8 < a ?@ de la fuerAa laoral despu"s de < a;os
5lac7 5elts
8 9no a tres por locación, dependiendo del ta*a;o
8 9no cada > e*pleados
1reen 5elts
8 9no cada < e*pleados
8 < a ?@ de la fuerAa laoral despu"s de < a;os
Roles y Responsabilidades Six Sigma
• Dueños de la visión,dirección, integración,resultados
• Lideran el cambio
• Tiempo parcial• Específico por
proyecto
Empleados
Green Belts
Miembros equipode proyecto
Champions
Ejecutivos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 198/312
• Dueño del proyecto• Implementa soluciones
• Gerencian Black Belt
• Tiempo completo
• Entrena y sigue Black y GreenBelts• Expertos en resolución
estadística de problemas
• 50% - 100% del tiempo en tareas Black Belt• Facilita, practica resolución de problemas• Entrena y sigue Green Belts y equipos de
proyecto
Empleados
• Comprenden la visión• Aplican conceptos
• Tiempo parcial• Asisten a Black Belt
Black Belts Master BlackBelts
El típico proyecto Black Belt de mejora requiere de 4 a 6 mesespara completarlo y brinda un retorno promedio de $183,000.
Los Black Belts pueden liderar de 3-4 proyectos/año.
El beneficio anual por Black Belt supera los $500K.
oles Si Si!*a
Porcentaje del tiempo asignado aactividades Six Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 199/312
01020304050607080
90100
MiembrosEquipoProyecto
BBs Master
BBs
ChampionsGreen
Belts
EjecutivosGerenciade línea P
o r c e n t a j e t
i e m p o a s i g n a
d o Bσ
Proveer Fuerte Liderazgo
La asi!nación es una clara se;al a la e*presa
Super$isa 3 !uía el desplie!ue !eneralF
dentificar un *ie*ro de la #lta 1erenciaco*o líder de Si Si!*a

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 200/312
'ro$ee dirección de la #lta 1erencia
en for*a cotidiana D no lo *ira de le+osE
estalece la dirección estrat"!ica
#si!na un *íni*o de >G@ de su tie*po a SiSi!*a
La Experiencia GE:En 1995 Jack Welch determinó el objetivo de ser una empresa
Six Sigma para el año 2000.Después de cinco años …
– Cada unidad de negocio tenía un líder de calidad y un
consejo de calidad que se reunía trimestralmente paracompartir las mejores prácticas
En 1995 Jack Welch determinó el objetivo de ser una empresa
Six Sigma para el año 2000.Después de cinco años …
– Cada unidad de negocio tenía un líder de calidad y un
consejo de calidad que se reunía trimestralmente paracompartir las mejores prácticas

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 201/312
– Mediciones y recompensas incluyen la Calidad – Incorpora aprendizaje de otras iniciativas i.e. Workout
Identificó cuatro factores claves de éxito adicionales – Involucrar e incorporar a todos los empleados – Identificar y transferir las mejores prácticas – Integrar las iniciativas con las prácticas de RR HH – Determinar objetivos demandantes
– Mediciones y recompensas incluyen la Calidad – Incorpora aprendizaje de otras iniciativas i.e. Workout
Identificó cuatro factores claves de éxito adicionales – Involucrar e incorporar a todos los empleados – Identificar y transferir las mejores prácticas – Integrar las iniciativas con las prácticas de RR HH – Determinar objetivos demandantes
Descripción del Rol de los líderesde la Alta Gerencia en GE:• Proveer constancia en el propósito
• Asegurarse que los ejecutivos de la empresa estén a bordo yestablecer un mecanismo para mantenerlos informados einvolucrados
• Proveer recursosQ it l b id tifi d l M t Bl k B lt
• Proveer constancia en el propósito
• Asegurarse que los ejecutivos de la empresa estén a bordo yestablecer un mecanismo para mantenerlos informados einvolucrados
• Proveer recursosQ it l b id tifi d l M t Bl k B lt

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 202/312
• Quitar las barreras identificadas por los Master Black Belts
• Aprobar la selección de proyectos y los objetivos de
proyecto expresados en DPU/DPMO• Facilitar los proyectos a través de las organizaciones
• Revisar semanalmente el total de la iniciativa y proyectos
seleccionados
• Proveer guía de carrera, consejo y soporte a los Master
Black Belts
• Quitar las barreras identificadas por los Master Black Belts
• Aprobar la selección de proyectos y los objetivos de
proyecto expresados en DPU/DPMO• Facilitar los proyectos a través de las organizaciones
• Revisar semanalmente el total de la iniciativa y proyectos
seleccionados
• Proveer guía de carrera, consejo y soporte a los Master
Black Belts
Cuál es el factor común entre lasinstituciones exitosas?
Primer valor clave de los listados:
“Liderazgo visionario – La Alta Gerencia de la organización debeestablecer la dirección y crear el foco en el cliente, valores claros yvisibles y altas expectativas …”
Criterios de Excelencia en la Performance Baldrige 2003 Líderes de línea local imaginativos
Primer valor clave de los listados:
“Liderazgo visionario – La Alta Gerencia de la organización debeestablecer la dirección y crear el foco en el cliente, valores claros yvisibles y altas expectativas …”
Criterios de Excelencia en la Performance Baldrige 2003 Líderes de línea local imaginativos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 203/312
“Raramente hemos visto iniciativas de cambio exitosas que noinvolucraran líderes locales imaginativos y comprometidosPeter Senge, La Danza del Cambio
Transformación de redes internas“No conocemos ninguna compañía que haya generado suficiente
impulso para cambios profundos sin haber desarrollado redesinternas de practicantes, gente compartiendo el progreso yayudándose los unos a los otros.” ibid.
“Raramente hemos visto iniciativas de cambio exitosas que noinvolucraran líderes locales imaginativos y comprometidosPeter Senge, La Danza del Cambio
Transformación de redes internas“No conocemos ninguna compañía que haya generado suficiente
impulso para cambios profundos sin haber desarrollado redesinternas de practicantes, gente compartiendo el progreso yayudándose los unos a los otros.” ibid.
Intervenciones exitosas son o están:
• Conectadas a procesos y objetivos laborales reales
• Conectadas a la mejora del desempeño
• Involucrando gente con el poder de tomar acción• Balanceando acción y reflexión, conectando inquietudes y
• Conectadas a procesos y objetivos laborales reales
• Conectadas a la mejora del desempeño
• Involucrando gente con el poder de tomar acción• Balanceando acción y reflexión, conectando inquietudes y

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 204/312
Balanceando acción y reflexión, conectando inquietudes yexperimentación
• Proveyendo una oportunidad para reflexionar y pensar• Con la intención de incrementar la capacidad individual y
colectiva de la gente
• Enfocadas en el aprendizaje de los temas que tienensignificancia
Balanceando acción y reflexión, conectando inquietudes yexperimentación
• Proveyendo una oportunidad para reflexionar y pensar• Con la intención de incrementar la capacidad individual y
colectiva de la gente
• Enfocadas en el aprendizaje de los temas que tienensignificancia
Responsabilidades iniciales de AltaGerencia• Establecer el compromiso corporativo
• Fijar el desafío para alcanzar nivel 6σ de funcionamiento de losprocesos
• Elegir gente de alto potencial para ser Champions,Master Black Belts y Black Belts
• Apoyar el entrenamiento y la revisión de proyectos 6σ
• Establecer el compromiso corporativo
• Fijar el desafío para alcanzar nivel 6σ de funcionamiento de losprocesos
• Elegir gente de alto potencial para ser Champions,Master Black Belts y Black Belts
• Apoyar el entrenamiento y la revisión de proyectos 6σ

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 205/312
• Apoyar el entrenamiento y la revisión de proyectos 6σ
• Establecer el proceso de selección de proyecto 6σ, Tablero de
Comando y Proceso de Reporte• Asegurar la integración de 6σ en todos los aspectos delnegocio
- Integrar al proceso de planificación del negocio- Recompensa y reconocimiento- Prácticas de recursos humanos- Mediciones consistentes
• Apoyar el entrenamiento y la revisión de proyectos 6σ
• Establecer el proceso de selección de proyecto 6σ, Tablero de
Comando y Proceso de Reporte• Asegurar la integración de 6σ en todos los aspectos delnegocio
- Integrar al proceso de planificación del negocio- Recompensa y reconocimiento- Prácticas de recursos humanos- Mediciones consistentes
Responsabilidades permanentes de laAlta Gerencia
• Requerir que todas las presentaciones incluyan datos demedia y variación, si aplicable
• Pedir una explicación de las causas de variación
• Desafiar a la organización a alcanzar un desempeñoClase Mundial (6σ) y capacidad del proceso (Cpk>2)
• Requerir que todas las presentaciones incluyan datos demedia y variación, si aplicable
• Pedir una explicación de las causas de variación
• Desafiar a la organización a alcanzar un desempeñoClase Mundial (6σ) y capacidad del proceso (Cpk>2)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 206/312
Clase Mundial (6σ) y capacidad del proceso (Cpk>2)
• Animar el pensamiento estadístico
• Reconocer y recompensar logros
• Distribuir las mejores prácticas
• Conducir el proceso de selección del proyecto como partede la planificación del negocio
Clase Mundial (6σ) y capacidad del proceso (Cpk>2)
• Animar el pensamiento estadístico
• Reconocer y recompensar logros
• Distribuir las mejores prácticas
• Conducir el proceso de selección del proyecto como partede la planificación del negocio
Continuamente estimule el Proceso Six Sigma!
El rol de un Champion• Manejar el despliegue, implementación y reporte
• Crear la visión y Definir el camino para implementar Six Sigma através del negocio (Hoja de ruta)
• Adquirir y utilizar conocimiento estadístico práctico
• Identificar y Certificar candidatos a Black Belt• Guiar el proceso de selección de proyecto

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 207/312
p p y• Influenciar a sus Pares en la aplicación de Six Sigma
• Comprender los beneficios de apoyar los equipos del proyectoSix Sigma y remover los obstáculos para su éxito
• Mantener los beneficios implementando recomendaciones
• Reconocer los esfuerzos de los Equipos del Proyecto• Mentor y coach de Black Belts y Master Black Belts

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 208/312
• Aplicar los métodos Six Sigma en proyectos y lograr mejoras
• Servir como agente de cambio y el mentor de las herramientas ymetodología en la implementación de 6σ
• Asegurar que el rigor y disciplina de la metodología Six Sigma esusada en los proyectos
• Asegurar que los procesos mejorados Permanezcan mejorados• Proporcionar el feedback del progreso/resultado del proyecto al
• Aplicar los métodos Six Sigma en proyectos y lograr mejoras
• Servir como agente de cambio y el mentor de las herramientas ymetodología en la implementación de 6σ
• Asegurar que el rigor y disciplina de la metodología Six Sigma esusada en los proyectos
• Asegurar que los procesos mejorados Permanezcan mejorados• Proporcionar el feedback del progreso/resultado del proyecto al
El rol de un Black Belt

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 209/312
• Proporcionar el feedback del progreso/resultado del proyecto alChampion
• Ser mentor, coach y maestro de los líderes del proceso, equipos detrabajo y Green Belts en la reducción de defectos y metodología SixSigma
• Asegurar el reporte del estado del proyecto y el uso de las métricasSix Sigma
• Proporcionar el feedback del progreso/resultado del proyecto alChampion
• Ser mentor, coach y maestro de los líderes del proceso, equipos detrabajo y Green Belts en la reducción de defectos y metodología SixSigma
• Asegurar el reporte del estado del proyecto y el uso de las métricasSix Sigma
. . . . . CAMBIANDO LA CULTURA
• Habilidades críticas
- Fuerte deseo de aprender- Manejo de informática- Habilidad para liderar un equipo y enseñar
- Habilidad para resolver problemas- Habilidades interpersonales de influir en la genteDeseo de ser un Black Belt
• Habilidades críticas
- Fuerte deseo de aprender- Manejo de informática- Habilidad para liderar un equipo y enseñar
- Habilidad para resolver problemas- Habilidades interpersonales de influir en la genteDeseo de ser un Black Belt
Habilidades del Candidato BlackBelt

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 210/312
- Deseo de ser un Black Belt- Fuertes habilidades de comunicación y de presentación
• Habilidades de apoyo- Una base de matemáticas básicas y estadística
- Conocimiento de procesos- Deseo de dar y recibir un feedback constructivo
- Deseo de ser un Black Belt- Fuertes habilidades de comunicación y de presentación
• Habilidades de apoyo- Una base de matemáticas básicas y estadística
- Conocimiento de procesos- Deseo de dar y recibir un feedback constructivo
Black BeltsEquipo de
100%
Involucración/Propiedad del BlackBelt y Equipo de Trabajo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 211/312
MEDIR ANALIZAR MEJORAR CONTROLAR
Equipo deTrabajo
Tiempo
0%
Ejercicio de Selección de Black Belt¿Cuantos Black Belts son necesarios en su área de
responsabilidad?¿Que criterio usará para seleccionarlos?
¿Que tendrá que hacer para asegurar que fueron soportadosadecuadamente (>=50% de su tiempo)?
C á i d d é t i i i l h
¿Cuantos Black Belts son necesarios en su área de
responsabilidad?¿Que criterio usará para seleccionarlos?
¿Que tendrá que hacer para asegurar que fueron soportadosadecuadamente (>=50% de su tiempo)?
C á i d d é t i i i l h

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 212/312
¿Como serán asignados después que su proyecto inicial hayaterminado?
Desarrolle un proceso de selección de Black Belt para lacompañía
¿Como serán asignados después que su proyecto inicial hayaterminado?
Desarrolle un proceso de selección de Black Belt para lacompañía
1uarde sus notas, sern Htiles para su planificación
Requerimiento de recursos típicoComparación de Roles
ChampionMaster BlackBelts Black Belts Green Belts
Ejecutivos Senior ygerentes.
Familiarizados conestadísticas
Bien conectados enla organización
Título técnico.Maestría en
herramientasestadísticasbásicas y
avanzadas
Título uorientacióntécnica.Maestría enherramientas
estadísticasbásicas
Soporte yantecedentestécnicos
Familiarizado conherra-mientas de
estadísticabásicas
Califica-ciones

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 213/312
Source: Mikel Harry & Richard Schroeder Six Sigma the Breakthrough Strategy Revolutionizing the World’s Top Corporations, Doubleday, 2000
Cantidadrequerida
Una semanaBlack Belt +
experiencia +dos sesionesde 1 semana
4 sesiones de 1semana
Revisión deproyectos ensesiones 2,3 y4
Dos 3-dias desesiones
Revisiónproyecto la 2ºsesión
Uno por unidad de
negocio olocación
Uno cada 30
Black BeltsUn Black Belt
cada 100empleados
Un Green Beltcada 30empleados
Entrena-
miento
Alta Gerencia - 1 Día
- Asegurar que la Alta Gerencia compra la idea y la entiende
Champions y Master Black Belts - 5 Días- Establecer infraestructura y comprensión
Gerencia de línea - 1 Día
- Establecer soporte y comprensión de Gerencia de líneaBlack Belts - 20 Días
Alta Gerencia - 1 Día
- Asegurar que la Alta Gerencia compra la idea y la entiende
Champions y Master Black Belts - 5 Días- Establecer infraestructura y comprensión
Gerencia de línea - 1 Día
- Establecer soporte y comprensión de Gerencia de líneaBlack Belts - 20 Días
Entrenamiento Six Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 214/312
- Crear recursos Black Belt a tiempo completo
Green Belts - 7 – 10 Días- Crear recursos part time para apoyar a los Black Belts
Miembros Equipo de trabajo - 1 Día
- Crear soporte especifico por proyecto para los Black Belts
- Crear recursos Black Belt a tiempo completo
Green Belts - 7 – 10 Días- Crear recursos part time para apoyar a los Black Belts
Miembros Equipo de trabajo - 1 Día
- Crear soporte especifico por proyecto para los Black Belts
-l entrena*iento Si Si!*a dee fluir de arria 6acia aa+o
• Planificación Planificación del proyecto
• Entrenamiento Entrenamiento formal
A li ió A li ió d l t
#punta a co*pletar el entrena*iento de los Si
Si!*a 5lac7 5elt
Planifica-
ciónRevisión
Estrategia de entrenamiento

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 215/312
• Aplicación Aplicación del proyecto
• Revisión Presentación del proyecto
Entrena-
miento
Aplica-
ción
Completo para cada una de las 4 fasesCompleto para cada una de las 4 fases
Despliegue de las fases deentrenamiento de los Black Belt
Planifi-cación
Entrena-mientoBB’
DefinirEncuentroCoordinaciónGerencia
Pre-entrenamientoopcional
Uno
Medir
Entrenamientomedición(1 )
Dos
Analizar
Entrenamientoanálisis(1 )
Tres
Mejorar
Entrenamientomejora(1 )
Cuatro
Controlar
EntrenamientoControl(1 )
Cinco SeisMes
Fase

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 216/312
BB’s
Aplicación
Revisión
(2-3 días) (1 semana)
Aplicaciónmedición(3 semanas)
(1 semana)
Aplicaciónanálisis(3 semanas)
(1 semana)
Aplicaciónmejora(3 semanas)
(1 semana)
Aplicacióncontrol(3 semanas)
Revisión final después decompletar el proyecto
Cuatro revisiones de final de fase deproyecto por MBB y Champion
Mes 1 Mes 2 Mes 3 Mes 4
3 3 3 3
semana 2
Entrena- miento Análisis
semana 3
Entrena- miento Mejora
semana 4
Entrena- miento Control
Despliegue del entrenamiento de losBlack Belt
semana 1
Entrena- miento Medición

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 217/312
3 semanas Aplicación Medición
3 semanas Aplicación Análisis
3 semanas Aplicación Mejora
3 semanas Aplicación Control
4 Revisiones de proyecto por Master Black Belt y ChampionReporte final del proyecto esperado para fin del mes 5
Nivel de compromiso claramente articulado y comprendido
Champion(s) asignados y entrenados
Métricas determinadas
Proyectos definidos, seleccionados y asignados
Candidatos Black Belt seleccionados y apoyados
Nivel de compromiso claramente articulado y comprendido
Champion(s) asignados y entrenados
Métricas determinadas
Proyectos definidos, seleccionados y asignados
Candidatos Black Belt seleccionados y apoyados
Requerimientos para el despliegue

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 218/312
- Cantidad de computadoras y cargos
- Tiempo destinado a entrenamiento y proyecto >=50%
Revisión de proyectos programada
Seguimiento de planes de controlBase de datos de proyectos y de lecciones aprendidas
- Cantidad de computadoras y cargos
- Tiempo destinado a entrenamiento y proyecto >=50%
Revisión de proyectos programada
Seguimiento de planes de controlBase de datos de proyectos y de lecciones aprendidas
Visión y Plan de Negocio
Métricas, Metas y Objetivos
Roles, Responsabilidades y Estructura
Proceso de Selección de Master Black Belt/ Black Belt
Proceso de Recompensas y Reconocimientos
Procesos de Entrenamiento, Evaluación y Certificación
Visión y Plan de Negocio
Métricas, Metas y Objetivos
Roles, Responsabilidades y Estructura
Proceso de Selección de Master Black Belt/ Black Belt
Proceso de Recompensas y Reconocimientos
Procesos de Entrenamiento, Evaluación y Certificación
Plan de despliegue de Six Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 219/312
Sistema de recolección de datos y análisis
Proceso de selección y revisión de Proyecto
Lista de Proyecto en reserva
Proceso de reporte de Six Sigma
Proceso de Comunicación
Sistema de recolección de datos y análisis
Proceso de selección y revisión de Proyecto
Lista de Proyecto en reserva
Proceso de reporte de Six Sigma
Proceso de Comunicación
ENTREGABLE DE LA IDENTIFICACIÓNDEL PROYECTOS
Pro$es!a "ePro+e&!o

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 220/312
El Comité de Champions debe entregar laspropuestas de los proyectos ordenados por
portafolios a los Black Belts
220
FUNDAMENTOS DEL SI, SIGMA ANTECEDENTES
La segunda partese da bajo
estructura de unproyectot
INCIA EL PROYECTOS SIX SIGMADMAIC

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 221/312
compuesto por
cinco (5) etapasconocida como
DMAIC
221
FUNDAMENTOS DEL SI, SIGMA ANTECEDENTES
ESTRUCTURA DE LA METODOLOGÍA
MEDIR
DEFINIR
Se a!errizar la i"ea "el $ro+e&!o.
/ Es!a'le&e n o'0e!i(o es$e&1%i&o/E2i$o "e Tra'a0o 3 Calen"ario "e !ra'a0o/Do&#en!a los re2eri#ien!os "el &lien!e
Se #i"e el es!a"o a&!al "el $ro+e&!o.
/Se "e!er#ina el ni(el si*#a/Se #a$ea el $ro&eso + analiza ries*os
Se analizan las %en!es "e (aria&i)n.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 222/312
222
CONTROLAR
MEJORARANALISAR
FUNDAMENTOS DEL SI, SIGMA - ANTECEDENTES
/Se "e!er#ina las 45s rele(an!es "el $ro&eso
Se "e!er#inar las 45s a #e0orar + sees!a'le&e los ne(os $ar6#e!ros "el $ro&eso
Se &on!rolan los &a#'ios realiza"os + ello*ro "e los o'0e!i(os en el !ie#$o
VISION DE UN PROCESOESTRUCTURADO
La *es!i)n"el $ro*ra#a"e #e0ora "eSi4 Si*#a7
"e'een%o&arse&o#o n 6rea

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 223/312
223
FUNDAMENTOS DEL SI,SIGMA ANTECEDENTES
&o#o n 6rea"e $ro+e&!os7&on$or!a%olios7$ro*ra#as +
$ro+e&!os$ro$ia#en!e"i&8os
• Comience porlos proyectos degran impacto ybajo esfuerzo
Debo buscar como objetivo siempreel 6σ

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 224/312
bajo esfuerzo
224
• Portafolio Anual de proyectos• Dividido en tres programas (CTQ, CTC,
CTD)• El objetivo del Portafolio debe estar entre el1% l 2% d l t
Enfoques de Portafolio de Proyectos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 225/312
1% al 2% de las ventas
• Asigna un máximo de tres proyectos porblack belt en paralelo (100% de dedicación)
• Establezca un proceso de revisiónplanificada (mensual, bimensual, etc)
225
Características deseables de unproyecto Black Belt
• Impacto en el Negocio – Calidad, Entrega, Costo, Ventas,Tiempo de Ciclo, Costos Evitables, etc. Requiere CambioSignificativo
• Esfuerzo requerido – Proyecto definido y acotado, habiendoestimado los requerimiento de tiempo de los participantes y lainversión para el retorno proyectado
• Impacto en el Negocio – Calidad, Entrega, Costo, Ventas,Tiempo de Ciclo, Costos Evitables, etc. Requiere CambioSignificativo
• Esfuerzo requerido – Proyecto definido y acotado, habiendoestimado los requerimiento de tiempo de los participantes y lainversión para el retorno proyectado

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 226/312
226
9
inversión, para el retorno proyectado.
• Factibilidad de éxito – Estimar factores de riesgo como:Tiempo – programa/ incertidumbre de fecha de finalizaciónEsfuerzo – estimar inversión monetaria y laboral requeridas
Implementación – identificar obstáculos previstos y suprobabilidad
inversión, para el retorno proyectado.
• Factibilidad de éxito – Estimar factores de riesgo como:Tiempo – programa/ incertidumbre de fecha de finalizaciónEsfuerzo – estimar inversión monetaria y laboral requeridas
Implementación – identificar obstáculos previstos y suprobabilidad
Ca#'io si*ni%i&a!i(o si*ni%i&a : ;<=7 No ;=
Matriz de los proyectos Black BeltPro'a'ili"a" "e
>4i!o
Alto
Med
Bajo
I M P A C
T O
5a+a
Mediana
#lta

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 227/312
2279
Ba0o ? @;< Al!o : @<<
Bajo
Bajo Med AltoESFUERZO
#lta
Una experiencia de aprendizaje para los Black Belts
en el uso de herramientas Six SigmaEl alcance de proyecto debería:
• No ser muy abarcativo (incluir mucha gente,
tiempo, complejidad)• Requerir menos de seis meses para su realización• Requerir, al menos, 50% del tiempo de un Black
Una experiencia de aprendizaje para los Black Belts
en el uso de herramientas Six SigmaEl alcance de proyecto debería:
• No ser muy abarcativo (incluir mucha gente,
tiempo, complejidad)• Requerir menos de seis meses para su realización• Requerir, al menos, 50% del tiempo de un Black
Consideraciones adicionales de
proyecto
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 228/312
Requerir, al menos, 50% del tiempo de un Black
Belt (100% sería ideal)Deseable tener una métrica mensurable comosalida/métrica principal de proyecto
Requerir, al menos, 50% del tiempo de un Black
Belt (100% sería ideal)Deseable tener una métrica mensurable comosalida/métrica principal de proyecto
NO intentar resolver el hambre del mundo(Sería OK enfocarse en una pequeña ciudad o país)
Estrategia Six Sigma – Planificaciónde Proyecto
RTY _______ ________ ______ ______
COPQ _______ ________ ________ _____
.65 .63.98.99
$20K $1,200K $100K $1,320K
95 86 50
Proyecto BProyecto A Proyecto C

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 229/312
Como usaría las herramientas Six Sigma para Incrementar elRendimiento Encadenado, Reducir COPQ, o Incrementar laCapacidad de Proceso?
Cp _______ ________ ________ _____ .95 .86 .50 .50
Estrategia Six Sigma –Planificación de Proyecto
RTY _______ ________ ______ ______
COPQ _______ ________ ________ _____
.65 .63.98.99
$20K $1,200K $100K $1,320K
Proyecto BProyecto A Proyecto C

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 230/312
En este caso usted podría querer: (1) mejorar el RendimientoEncadenado para Proyecto A o (2) reducir COPQ para Proyecto B o (3)incrementar capacidad en el cuello de botella para Proyecto C .
Cp _______ ________ ________ _____ .95 .86 .50 .50
Estrategia Six Sigma –
Planificación de Proyecto
RTY _______ ________ ______ ______
Cp _______ ________ ________ _____
COPQ _______ ________ ________ _____
.65 .63.98.99
$20K $1,200K $100K $1,320K
.95 .86 .50
.50
Proyecto BProyecto A Proyecto C

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 231/312
Proyecto Uno Proyecto TresProyecto Dos
M
A
I
C
M
A
I
C
M
A
I
C
Estrategia Six Sigma –
Planificación de Proyecto
RTY _______ ________ ______ ______
Cp _______ ________ ________ _____
COPQ _______ ________ ________ _____
.65 .63.98.99
$20K $1,200K $100K $1,320K
.95 .86 .75
.75
Proyecto BProyecto A Proyecto C
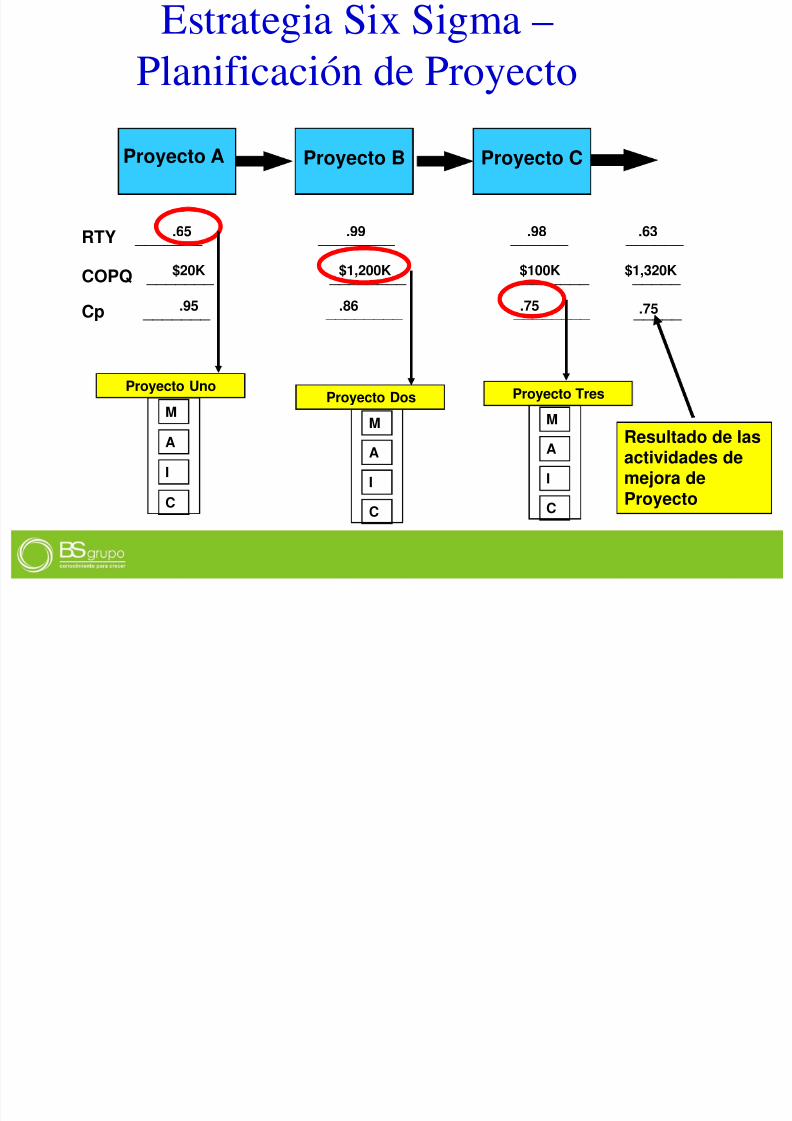
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 232/312
Resultado de las
actividades demejora deProyecto
Proyecto Uno Proyecto TresProyecto Dos
M
A
I
C
M
A
I
C
M
A
I
C
Estrategia Six Sigma –Planificación de Proyecto
RTY _______ ________ ______ ______
Cp _______ ________ ________ _____
COPQ _______ ________ ________ _____
.65 .63.98.99
$20K $800K $100K $920K
.95 .86 .75
.75
Proyecto BProyecto A Proyecto C

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 233/312
Proyecto Uno Proyecto TresProyecto Dos
M
A
I
C
M
A
I
C
M
A
I
C
Resultado de las
actividades demejora deProyecto
Estrategia de
ruptura!
Factores que mejoran el éxito de losproyectos 5lac7 5elt dedicados
e$isiones re!ulares por los C6a*pion
-l e2uipo conoce el procesoIpro3ecto susceptile de *e+ora
5uenos datos 6istóricos
-ntre!ales clara*ente definidos
5lac7 5elt dedicados
e$isiones re!ulares por los C6a*pion
-l e2uipo conoce el procesoIpro3ecto susceptile de *e+ora
5uenos datos 6istóricos
-ntre!ales clara*ente definidos

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 234/312
234
-ntre!ales clara*ente definidos
0ue;os de proceso co*pro*etidos (se +ue!an su pelle+o) con laautoridad para *odificar el proceso
-ntre!ales clara*ente definidos
0ue;os de proceso co*pro*etidos (se +ue!an su pelle+o) con laautoridad para *odificar el proceso
• 89% Indicar que los ahorros financieros son importantes paraseleccionar un proyecto
• 76.4% Indica que los proyectos requirieren una aprobación formal antesde iniciar con el mismo
• 44.6% Indica que siempre presentan el caso de negocio antes deaprobar un proyecto
• 50.8% Indican que la empresa utiliza siempre un proceso de selecciónde proyectos.
• 19 9% Indica que los empleados son la fuente primaria de proyectos
Algunas estadísticas de selección deproyecto

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 235/312
• 19.9% Indica que los empleados son la fuente primaria de proyectos
• 75.1% Indica que los indicadores de resultado de los proyectos sixsigma son exitosos
• 78.3% Indica que su ejecutivos senior estan altamente identificado conel six sigma
• Número de encuestas: 998
235
SEGUIMIENTO Y EJECUCION DE PROYECTOS

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 236/312

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 237/312
Reporte de ProyectoESTADO DE PROYECTO SIX SIGMA
Nombre de Planta: Proyecto Nro:
Producto / Servicio: Fecha estado:
Proceso: Fecha Comienzo:
Black Belt: Champion: Fecha finalización:
Miembros del equipo:
Específicos del Proyecto Básico
Descripción del Problema: Métrica BSL Actual Meta

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 238/312
Objetivo: RTY%
DESPERDICIO
$
Beneficios de Negocio Proyectados: PPM
Reporte de Proyecto Cont.
Actualización desde ultimo Reporte
Logros
Temas & Obstáculos
Eventos Esperados Clave

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 239/312
Eventos Esperados Clave
Línea de Tiempo de ProyectoActividad Programa Actual
Defina proyecto 1-Jul 22-JunMétricas y metas 2-Jul 26-JunIdentifcar equipo 6-Jul 18-Jun
Mapa de Proceso 9-Jul 8-JulAMFE 12-Jul 9-JulDiagrama Causa & Efecto 18-Jul 10-JulDiagrama Pareto 20-Jul 14-JulFoco: KPIVs/KPOVs 21-Jul 21-JulMSE (Evaluación R&R) 24-Jul 18-Jul
Capacidad de Proceso (Cpk, Ppk) 25-Jul 28-JulEstimación sigma sistema 26-Jul 30-JulHistograma 28-Jul 14-JulDiagrama dispersión 29-Jul 12-JulCalcular RTY 2-Aug 2-AugPreparar ́ resentación semana 2 8-Aug 8-Aug
D e f i n a
M e d i r
Actividad Programa Actual
Plan DOE I - Fractional Fact. 18-Sep 17-SepRecolección datos 21-Sep 22-SepAnálisis Gráfico/Estadístico 22-Sep 22-Sep
Plan DOE II - Fractional Fact. 23-Sep 22-SepRecolección datos 25-Sep 24-SepAnálisis Gráfico/Estadístico 26-Sep 25-SepPlan DOE III- Full Fact.+reps 27-Sep 26-SepRecolección datos 29-Sep 28-SepAnálisis Gráfico/Estadístico 30-Sep 29-Sep
DOE conclusiones/Y = f(X,x) 3-Oct 2-JanPreparar presentación semana 4 8-Oct 8-OctPresentar al equipo y champion 11-Oct 11-OctSPC 22-Oct 21-OctPlan de Control 22-Oct 22-OctVerificar efectividad 3-Nov 4-No
v
M e j o r a r
r o l

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 240/312
p g g
Presentar al equipo y Champion 12-Aug 12-Aug
Verificar efectividad 3 Nov 4 Nov
Preparar reprte 5-Nov 5-NovRevisióncon equipo y champion 8-Nov 7-NovPresentar reporte 12-Nov 10-NovObtener certificado final 10-Dec 5-Dec
C o
n t r
Actividad Programa Actual
Gráfico Multi-Vari 24-Aug 20-AugRegresión 28-Aug 25-AugY = f(X,x) 28-Aug 25-Aug
Ensayo de Hipótesis 1-Sep 1-SepIntervalo de Confianza 95% 4-Sep 2-SepANOVA 6-Sep 5-SepPreparar pesetación semana 3 8-Sep 8-SepPresentar al equipo y champion 11-Sep 11-Sep
A n a l i z a r
Línea de Tiempo de ProyectoLÍNEA DE TIEMPO DEL PROYECTO
Hitos de Medición de Proceso Clave FECHA ESTADO
1
2
3
4
5
6
7
8
9
10
Hitos de Análisis de Proceso Clave FECHA ESTADO
1

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 241/312
1
2
3
4
5
6
7
8
9
10
Línea de Tiempo de Proyecto Cont. Hitos de Mejora de Proceso Clave FECHA ESTADO
1
2
3
4
5
6
7
89
10
Hitos de Control de Proceso Clave FECHA ESTADO
1
2

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 242/312
3
4
5
6
7
8
9
10

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 243/312
Blackbelt Project Results YTD (000`s)
Month December
Project Project CompletionProject Description Number Blackbelt Metric Baseline Status Goal Reduction Date
Spring & Cover Ass`y 40AP5JA01 Alonzo PPM 9 1 8 8 1/15/97
Mod-8 Retractor Scrap 40AP5PH01 Hardt PPM 130 43 65 87 1/31/96
Incomplete Sew 40AP6PH02 Hardt PPM 19 17 11 2 5/15/96
Reduce Shadow Inspectors 40AP6PH03 Hardt $ 146 108 0 38 6/15/96
Retractor Cover Scratches 40AP6PH04 Hardt PPM 8 1 2 7 7/15/96
Part Obsolescence 40AP6PH05 Hardt $ COPQ 600 20 20 580 7/9/96Scrap Reduction 40JZ6LD01 DeLaCruz $/Std Hr 0.35 0.31 0.25 0.04 12/20/96
Mod 8 Ass`y 40JZ5HR01 Rodriguez PPM 86 66 43 20 1/31/96
Premium Transportation 40JZ6LD03 DeLaCruz % Sales 0.58 0.19 0.29 0.39 12/21/96
Inventory Reduction 40JZ6MC01 Cabello DOS 30 21 22 9 12/20/96
Overtime 40JZ6MC02 Cabello $/ Std Hr 0.53 0.31 0.26 0.22 12/20/96
Reporte de Proyecto Black Belt

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 244/312
Mod 8 Retractor Switch Zone 40JZ6GS01 Staniszewski PPM 57 0 6 57 1/13/97
Saturn Front Retractor 40GR5TM03 McLane PPM 51 17 7 33 3/30/96
DAB Module Downtime 40GR6TM04 McLane Min 2,589 720 600 1,869 4/19/96
147 Thread Sewing 40GR6TM06 McLane PPM 66 38 20 28 4/30/96
PAB Module Downtime 40GR6TM07 McLane Min 1200 500 200 700 5/3/96
Hauser PAB Cushion 40GR5WH02 Hackney PPM 75 13 15 60 1/31/96
Astra PAB Cushion 40GR5WH03 Hackney PPM 200 152 50 48 6/15/96
Cushion Comp.Downtime 40GR5WH04 Hackney % 2.7 1.1 1.6 1.6 1/31/96Saturn Rear Retractor 40GR5WH05 Hackney PPM 55 33 13 22 4/15/96
Lanco Defect Reduction 40GR6WH06 Hackney PPM 120 109 30 11 5/15/96
J-Body Inspection Reduction 40GR6WH07 Hackney People 9 6 6 3 4/15/96
Cost of Poor Quality Project Scorecard
SBU: Op Ex Project: Project Title: Project #:
Plant: Other Project: Prod. Family: Black Belt:
1995
1995 Calendarized 1995 Annualized ActualBaseline Projected Objective Projected YTD
Cost Savings Cost Savings Cost
$000 $000 $000 $000 $000
People
Material Handling 0 0
Scrap & Rework 0 0
Inspection 0 0
Maintenance 0 0
Direct Manufacturing 0 0
Set-Up 0 0
Overtime 0 0People Sub Total 0 0 0 0
Inventory $(000) X 17%
Raw Material Holding Cost 0 0
Work In Process Holding Cost 0 0
Finished Goods Holding Cost 0 0
Obsolescence (total value) 0 0
Inventory Shrinkage (total value) 0 0
Inventory Sub Total 0 0 0 0
Progress vs Objective - COPQ $ (000)
$0
$0
$0
$0
$1
$1
$1
$1
$1
$1
Formulario de Reporte de Proyecto
de COPQ

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 245/312
Maintenance 0 0
Defects/Scrap/Rework Expense 0 0
Premium Frt (Air and Expedited) 0 0
Other 0 0
Total Incremental Savings 0 0 0 0
Incremental Throughput Profit
Total COPQ 0 0 0 0
Memo: Baseline Objective Actual YTD Project Start Date:
Throughput (annual) units
Increm Salable Final Units (annual) units Current Date:
Inventory Level $000Full Time Equivalent Personnel FTE's Project End Date:
Concurrence:(Black Belt or Project Manager) (Plant Controller) (Plant Manager)
$-
$
1 2 3 4 5 6 7 8 9 10 11 12
Actual YTD Calendarized Obj
Annualized Obj
SAFETY SYSTEMS Op Ex Project: Project Title: COPQ REDUCTION Project #: 40AP5JC01
PLANT: DOUGLAS/AP Other Project: Prod. Family: DUAL SPOOL BELTS Black Belt:
1997
1996 Calendarized 1997 Actual
Baseline Projected Objective YTD
Cost Savings Cost Savings
$000 $000 $000 $000People
Scrap & Rew ork 81 10 71 (13)
Inspection 34 4 30 (53)
Direct Manufacturing 63 8 55 28
Overtime 185 22 163 (2)
People Sub Total 363 44 319 (39)
Inventory $(000) X 30% (*'d items)
Inventory Holding Cost * 432 52 380 104
Obsolescence (total value) 130 16 114 22
Inventory Shrinkage (total value) (21) (3) (18) (1)
Inventory Sub Total 541 65 476 125
Defects/Scrap/Rew ork Expense 130 16 115 156
Progress vs Objective - COPQ $ (000)
$950
$1,000
$1,050
$1,100
$1,150
$1,200
$1,250
$1,300
Reporte de Proyecto de COPQ

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 246/312
Premium Frt (Air and Expedited) 296 36 261 88
Other (Vendor Set Up and Returned Goo 63 8 55 (44)
Total Incremental Savings 427 51 375 201
Total COPQ 1,330 160 1,171 286
(A) (B) (C) (E)
Memo: Baseline Objective Actual YTD Project Start Date: January 1, 1997
Throughput (annual) units
Increm Salable Final Units (annual) units Current Date: 19-Nov-99
Inventory Level 1,807 $000 1,590 1,706 Full Time Equivalent Personnel 212 FTE's 187 178 Project End Date: December 31, 1997
Concurrence: LUIS VILLALVAZO TED MERCER
(Black Belt or Project Manager) (Plant Controller) (Plant Manager)
$900
$950
1 2 3 4 5 6 7 8 9 10 11 12
Ac tual YTD (A minus E)
Calendarized Obj (C)
Annualized Obj (A minus D)
Solutions/ Results Chart
Date: 11/19/99 21:35
Name: Project Name:
No. Issue Solutions Improvement Owner Target Compl. Result (PPM's)
-
0
0
0
0
1
1
1
1
1
1
Jan Feb M ar Apr M ay June
-
0
0
0
0
1
1
1
1
1
1
Jan Feb M ar Apr M ay Jun
-
0
0
0
0
1
1
1
1
1
1
Jan Feb M ar Apr M ay Jun
1
Formulario de Reporte de Proyecto
Soluciones/ Resultados

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 247/312
-
0
0
0
0
1
1
11
1
Jan Feb M ar Apr M ay Jun
-
0
0
00
1
1
1
1
1
1
Jan Feb M ar Apr M ay Jun
Formulario de Reporte de Proyecto
Soluciones/ ResultadosName: Jack Jones Project Name: 38 mm inflator-Laser Weld Generator Date: 05 Jul 97
No. Issue Solutions Improvement Owner Target Compl. Result (PPM's)
1) Optimize Weld parameters Identify ideal params. Elim. Tweaking. Jones, Doe 8-Aug In proc.
2) Improve tooling and machine Coupling and shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
3) Optimize disk properties Addt'l. testing required. West, Jones 15-Aug In proc.
1 Burst Disk Leaks 4) Change crown orient. on disk Print HD-38 on opposite sides. Olson 15-Dec 15-Dec
5) Eliminate air gap under disk Make new disk hold down rings . Smith, Franks 31-Dec 31-Dec
6) Eliminate microburrs on gen. New deburring process begun at vendor. Heideman 5-Dec 2/1/98
1) Mistake-proof gas fill process Std'ize fill program, lock-out, & monitor Birmingham 15-Oct 02/10/98
2) Control part temp. better Use cold air gun to cool TIG weld. Kane 15-Sep 15-Sep
3) Opt. laser weld penetrat ion Define disk chem. optimize weld sched. Jones, Doe 15-Jan In proc.
2 Burst Disk Failures 4) Opt. laser weld loc. on gen. Change print tolerances. West 15-Dec No prog.
1) Optimize weld parameters Exper. W/weld param.-seek expert help Jones, Doe 15-Oct No prog.
2) Improve machine and tooling Coupling & shaft repairs planned Doe, Franks, Olson 3-Aug In proc.
3) Pinpoint ideal disk properties Addt'l testing req'd. West, Jones 15-Aug In proc.
3 Pin Holes and 4) Eliminate microburrs on gen. New deburring process begun at vendor Heideman 5-Dec 2/1/98
Burn Spots
1) Improve machine and tooling Coupling & shaft repairs planned Doe Franks Olson 3-Aug In proc
-
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
Jan Feb Mar Apr M ay June
-
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
90,000
100,00 0
Jan Feb Mar Apr May Jun
-
10,00 0
20,000
30,000
40,000
50,000
60,000
70,000
80,000
Jan Feb M ar Apr May Jun

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 248/312
1) Improve machine and tooling Coupling & shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
Fix beam indexer Smith, Franks 30-Nov No prog.Fix sheild gas delivery system. Smith, Franks 30-Nov No prog.
4 Welds off Location Make new disk hold down rings. Smith, Franks 31-Dec 31-Dec
or Disk Welded Off
Center
Other: (including 1) Improve machine & tooling Coupling & shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
reject gen. or disk 2) Develop disk specificat ion Correlat ing inflator perf. , weldabil ity, etc. Felker 31-Oct No prog.
as received, no 3) Instal new disk sensor, P&P Must select correct style & design P&P Doe, Franks, Olson 15-Aug No prog.5 disk welded/
multiple disks
welded, no/light
weld, or other)
-
500
1,000
1,500
2,000
2,500
3,000
3,5004,000
Jan Feb Mar Apr May Jun
-
10,000
20,000
30,000
40,000
Jan Feb M ar Apr M ay Jun
Solutions/ Results Chart
Date: 11/19/99
Name: Alejandro Urueta Project Name: LEAN MANUFACTURING
No. Issue Solutions Improvement Owner Target Comp..
1 Set up times reduction Conduct training sessions Implement quick change over practices A. UruetaMod 8 40 % 2nd Step Reduction Maintenance 75%
Dual Spool 45 % 2nd Step Reduction Production Mar-96
Mod 5 and 6 40 % 2nd Step Reduction Oct-96
Center Seats Baseline established and best practices discussed Dec-96
and distributed
2 Pull Systems Implement internal pull systems Webbing, Switches, Springs & Cups, Tongues Line Supervisors Jan-95 100%
Tube & Gear, C.G. Basket and Buckles On-Going
Implement springs Kanban from Knoxville Ordering 4 springs via kanban A. Urueta/ J. Tuttle Jun-96
$ 40 k in Inventory Reduction On-GoingBLT Team to work on top 6 stampings leveled Leveled releases on top 6 stampings BLT Team Jun-96
scheduling $ 100 k in Inventory Reduction On-Going
3 Continuous Improvement Conduct one KAIZEN workshop per Qtr. KAIZEN Workshop conducted on Line 234 on A. Urueta 50%
Nov. 28 and 29
KAIZEN Workshop conducted in A.P. on May 96 A. Urueta
KAIZEN Workshop conducted in V.H. on Jun. 96
KAIZEN Workshop conducted in JZ on July96 A.Urueta/M. Cabello
Formulario de Reporte de Proyecto
Soluciones/ Resultados

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 249/312
KAIZEN Workshop conducted in JZ on July96 A.Urueta/M. Cabello
4 Small lot size flow Conduct training sessions and follow-up with Training sessions conducted with all first shift A. Urueta 75%
Production Supervisors Retractor Assembly Lines
Mod 8 lines Training sessions conducted with all second shift Apr-96
Dual Spool Lines production Supervisors. Sep-96
Mod 5 and 6 Lines Dec-96
Center Seats Training sessions conducted with all first shift Dec-96
Production Supervisors
5 Training Materials and Engineering Managers to attend Michael Sutherlin August 1995 Plant Dec-95 On-Going
Lean Production Systems Training David Arzate April 1996 Dec-96
Product Engineer to attend Lean Production Nick Marsh-Chetter August 1996 Dec-96
Systems Training
Lean Manufacturing Engineer to attend Alejandro Urueta completed Wave 5 Black Belt Dec-96
Black Belt Training training on 01/10/97
Lecciones Aprendidas 1
• Six Sigma es una metodología para
proveer resultados de ruptura. Sinembargo, para que las rupturas yresultados continúen, hay barreras
• Six Sigma es una metodología para
proveer resultados de ruptura. Sinembargo, para que las rupturas yresultados continúen, hay barreras
1. Renovación Six Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 250/312
que romper constantemente!que romper constantemente!
Cada 9 meses debe haber una renovación
Lecciones Aprendidas 2
• Después de 9 meses el 20-25% de todos los Black Belts noestaban trabajando en proyectos• Razones:Alto índice de promoción
Tentados por los proveedores con $Hicieron 1 o 2 proyectos y volvieron a sus trabajos originales
Acción tomada:
2. Retención Black Belt

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 251/312
Reforzar compromiso por dos años Asignación de acciones como plan de retención Frenar promociones Revisión mensual del estado del proyecto
Los Champion deben ser proactivos
Lecciones Aprendidas 3• Todos los proyectos Black Belt fueron exitosos pero solo el 70% de los dólares pudo
ser seguidos a la línea de resultados• Razones:
– Muchos proyectos para “evitar costos” – Finanzas no estuvo involucrado en la selección/seguimiento del proyecto – Los ahorros proyectados fueron usados para enmascarar otros temas operativos – Proyectos basados en un futuro muy lejano (cadena de producción alejada 6-9
meses) – La gerencia no está enfocada en la ruptura - gente, inventario, lista de materiales
3. Mejora en la línea de resultados

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 252/312
g p g
Acción tomada:Finanzas/gerencia de planta muy enfocadaUsar un formato de reporte estándar a través de toda la corporaciónLos proyectos son parte de los números incluidos en su Plan Anual
La línea de resultados depende 100% del involucramiento de la gerencia!
Lecciones Aprendidas 4
Informe impuestos Nómina
Informe Impuestos
Informe SEC ControlesPresentaciones
Informe Anual
Informe Externo (GAAP)
Informe hacia Arriba
Reporte FinancieroReporte Financiero
18%
18%
64%
23%
61%
HOYAsignación deRecursos
FUTURO(Ideal)
MRP Mayor, C/P, C/C, RH, T&E
Procesamiento de Transacciones/Recolección de Datos
4. Mejoras en los sistemas financieros

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 253/312
Procesos MejoradosProcesos Costeo de Productos
Procesos de Diseño
Pricing Productos/ServiciosProductividad
Fundamentos
Informe hacia AbajoManagement proyectos
Negociaciones del Cliente
Pronósticos
Apoyo a la DecisiónApoyo a la Decisión16%
Decisión Hacer/Comprar
Decisiones Inversión Capital
Nómina Compras RecolecciónDatos de Planta
Lecciones Aprendidas 5• La mayoría de los proveedores no están en a un nivel 5 Sigma o lo estarán
en un futuro cercano• Razones: – Carencia de recursos financieros para entrenamiento de Black Belt 6σ – No existen incentivos para dedicar recursos
– Carencia de talento para desarrollar Black Belts – No poder pagar el envío de todos los Black Belts a los proveedores
Acciones que han tenido un éxito limitado!
5. Mejora de proveedores

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 254/312
– Programa especial de entrenamiento de 2 semanas al proveedor –reembolsar al proveedor si los ahorros no cubren el entrenamiento – Dedicar Black Belts a proveedores críticos – Mantener más sesiones de entrenamiento a los proveedores
Una alianza con ASQ puede ayudar a encarar este tema
La capacidad del proveedor es una pieza crítica de la ruptura
Lecciones Aprendidas 6
• Muchas locaciones quejándose que habían demasiadas iniciativas – TQM, Six Sigma, Materiales, Excelencia del cliente, ExcelenciaTécnica, etc..
• Razones:
– Los equipos gerenciales no tenían un entendimiento claro de las“herramientas” individuales usadas - Six Sigma, DFM, Alianza conel Proveedor, Satisfacción del Cliente, etc.
Acción tomada:
6. “Sobrecarga de Iniciativas”

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 255/312
Lleva a cabo un entrenamiento gerencial de una semana; lograracuerdo de los líderes en los temas claves del negocio, lograr elconocimiento del proceso MAIC y las herramientas individuales paraalinear acciones y planes.
El entrenamiento en liderazgo en las distintas locaciones resultó en unamejora importante en la línea de resultados para la mayoría de ellos
Lecciones Aprendidas 77. Ruptura Six Sigma – Continuando el Impulso
Moverse desde 3 a 4 Sigma está basado en los fundamentos de
técnicas de mejora.PERO --- moverse desde 4 a 5 Sigma está basado en aplicar lashabilidades, herramientas y otras habilidades específicas de SixSigma! Procesos de negocios
clase mundial
Diseño para 6σ
Herramientas avanzadas de Six Sigma
Proceso 6 Sigma
Proceso 5 Sigma

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 256/312
Kaizen; Herramientas básicas de Six Sigma
Fundamentos básicos de Six Sigma
Hay una progresión bien definida en la aplicación de las herramientas!
Proceso 4 Sigma
Proceso 3 Sigma
8. Definiciones de Mega Proyectos
• Procesos estratégicos de negocio Limitados
• Recursos Concentrados (Funcionales, Calidad, IT )
• Enfocados exclusivamente en CTQ`s externos
• Marcos temporales Comprimidos ( 6 meses )
Lecciones Aprendidas 8

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 257/312
• Facilitados por IT…. Lleva a oportunidades cuánticas
Camino acelerado a Six Sigma
Lecciones Aprendidas 99. Reducción de no conformidades
5 000
10,000
15,000
20,000
25,000
30,000
35,000
40,000
D e f e c t o s
MedirAnalizar
Mejorar
Controlar

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 258/312
La entrega a tiempo de Six Sigma reduce las noconformidades a la mitad
0
5,000
Sigma
Lecciones Aprendidas 1010. Six Sigma como base para la Transformación del Negocio
• Vinculo a CTQ`s externo- Manejar MAIC, DFSS y Proyectos de rápidos efectos
• Necesidades
- Riguroso gerenciamiento de Proyecto- Champions del negocio fuertes y visibles- Enfoque integrado de IT- Procesos acotados
M d l ú il li Si Si é d l i

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 259/312
• Modelo útil para aplicar Six Sigma a través del negocio- Definir, Medir, Analizar, Mejorar y Controlar (DMAIC)
Compromiso Gerencial
Taller de despliegue II: Métricas Durante la implementación se debe juzgar la efectividad deldespliegue Six Sigma usando mediciones basadas en la actividadcomo:• Cantidad de Proyectos Activos• Cantidad de Proyectos Terminados• Cantidad de Black Belts Entrenados
• Cantidad de Black Belts de Tiempo Completo
1. Liste las métricas específicas que usará para medir laimplementación y éxito del proceso.
2 Id tifi QUIEN á bl d

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 260/312
2. Identificar QUIEN será responsable de: Conseguir el objetivo El Monitoreo
El Mantenimiento Responder a indicadores adversos3. Discuta su lista, responsabilidades y razonamientos
INFORMACIÓN SUPLEMENTARIA

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 261/312

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 262/312
Wtg Wtg Jun-96 Jul-96 Aug-96 Sep-96 Oct-96 Nov-96 Dec-96 YTD Total
Monthly
COPQ
Monthly
AOP De lta B/(W)
NET SALES (excluding interco.) 100% 100% 10,326 8,671 11,198 10,468 10,815 9,425 8,786 69,689 8,786 7,005 1,781
PEOPLE Indirect Lbr-Rework 140% 100% 1 0 0 0 0 0 0 13 0 0 0
Indirect Lbr-Rebox 140% 100% 15 7 56 25 32 52 31 337 31 4 (27)
Indirect Lbr-Inspection 140% 50% 0 0 0 0 0 0 0 0 0 7 7
Indirect Lbr-Scrap 140% 100% 0 0 0
Indirect Lbr-Wait (Quality) 140% 100% 2 19 20 15 8 34 14 137 14 0 (14)
Ind Lbr-Added Op (Quality) 140% 100% 0 0 0Labor Var Off Std (Quality) 140% 100% 0 0 0
Labor Performance: use either row 17 or rows 18 &19
Peformance Overtime 0 0 0
Hourly Overtime Premium (Direct and Indirect) 41 51 102 82 70 79 82 811 82 4 (78)
Direct Labor Efficiency / Performance 100% 100% (9) 54 53 (9) 13 (13) 56 265 56 26 (29)
PEOPLE TOTAL 51 131 231 113 122 153 182 983 182 41 (141)
INVENTORY Inventory Days 100% 35 30 29 23 31 32 27 27 27 21 (6)
Inventory Stnd. Days 100% 8 8 8 8 8 8 8 8 8 8 0
Inventory Balance 100% 7,480 8,382 7,469 7,490 7,758 7,622 7,069 7,069 7,069 5,325 (1,744)
Holding Cost (30%/Year of Average Inv.) 100% 30% 144 154 136 123 144 142 123 967 123 81 (42)Obsolescence 100% 100% 19 19 19 19 20 19 229 344 229 42 (187)
Inventory Shrinkage 100% 100% 30 30 30 30 30 30 (281) (101) (281) 17 299
INVENTORY TOTAL 193 203 185 172 194 191 71 1,210 71 141 70
Receivable Days 0 0 0 0
Receivable Stnd. Days 30 30 30 30 30 30 30 30 30 30 0
12 Mnth Rolling Sales 118,807 121,838 122,781 123,215 124,443 122,380 114,414 114,414 114,414 0 114,414
Delinquent Receivables 100% 12% 0 0 0 0 0 0 0 0 0 0 0
DEFECTS Scrap Expense 100% 100% 38 32 53 42 71 30 23 291 23 31 8
Misc Loss, Errors, Defects 100% 100% 19 18 22 10 15 (17) 28 96 28 4 (25)Rework 100% 100% 30 (45) (34) (69) (15) (17) (31) (180) (31) 2 33
Reporte de COPQ de Planta

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 263/312
e o ( ) ( ) ( ) ( ) ( ) ( ) ( ) ( )
Warranty & Recalls 100% 100% 0 0 0 0
Engine Damage Expense 100% 100% 0 0 0 0
Product Destroyed in Field 100% 100% 0 0
Returned Goods, Handling 100% 100% 56 88 6 57 26 (29) 31 236 31 40 9
DEFECTS TOTAL 144 93 47 41 97 (32) 52 442 52 78 26
PREMIUM F Air Freight 100% 100% 35 39 24 47 23 40 27 235 27 105 78
Expedited Truck Freight 100% 100% 30 26 30 24 28 43 12 193 12 32 20
PREMIUM FRT TOTAL 65 65 53 71 52 83 39 428 39 137 99
R,D & E Salary & Fringe 0 0 0 0
R, D & E COPQ Factor 15% 15% 15% 15% 15% 15% 15% 15% 0 25% 0
R, D & E Cost 100% 0 0 0 0 0 0 0 0 0 0 0
Total COPQ ($000) 453 492 516 397 465 396 344 3,063 344 397 53
Q S- 9 0 0 0 f o r m # COPQ% (of Net Sales) 4.4% 5.7% 4.6% 3.8% 4.3% 4.2% 3.9% 4.4% 3.9% 5.7% 1.7Pts.
AOP MONTH DEC YTD Assess-Product Family SALES PPM Volume Defects PPM PPM Opps / Opp*Vol DPMO SIGMA PPM Volume Defects PPM ment
(000`s) Baseline (000's) (000's) Actual Goal Prd Fam LEVEL Goal (000's) (000's)
Mod-8 23812 132,000 101 8 79,021 66,000 64 6,492 1,235 4.52 66,000 1,923 198 102,714 YellowDual Spool 23201 92,000 184 13 70,401 46,000 60 11,035 1,173 4.54 46,000 2,727 229 83,794 Red
Mod-5/6 12733 114,000 86 9 106,819 57,000 74 6,373 1,443 4.48 57,000 1,120 112 99,877 RedJDC 11732 29,000 225 5 20,820 14,500 16 3,594 1,301 4.51 14,500 2,285 66 29,101 RedCenter Seat 18083 89,000 530 4 8,408 44,500 28 14,837 300 4.93 44,500 4,685 141 30,111 GreenWeb Grabber 504 133,000 66,500 75 66,500 60 1 19,015NUMMI 3975 101,000 26 4 157,374 50,500 76 1,998 2,071 4.36 50,500 385 50 130,190 RedATOMA 5931 39,000 17 1 35,469 19,500 88 1,471 403 4.85 19,500 418 17 40,319 RedATL 762 40,000 226 0 1,110 20,000 3 678 370 4.87 20,000 3,193 15 4,818 Green
TOTAL 100733 82,000 1395 44 31,738 41,000 46,478 953 4.60 41,000 16796 829 49,352 GreenRTY 92.1% 96.9% 96.0% 95.2%
Date 11/21/99
Product Causal Action (required for Yellow and Red Assessment)Mod8-Mod6-DualSpool 1.Webbi 1.Webbing damage/stained l l i i i ill li i iBLACK BELT project in progress - w orking w ith Knoxville and A/P production to eliminate webbing defects.
RROMERO.
2.Incomplete Sew ing OPERATOR TRAINING. RROMERO
Ζ ST
Reporte de planta de PPM
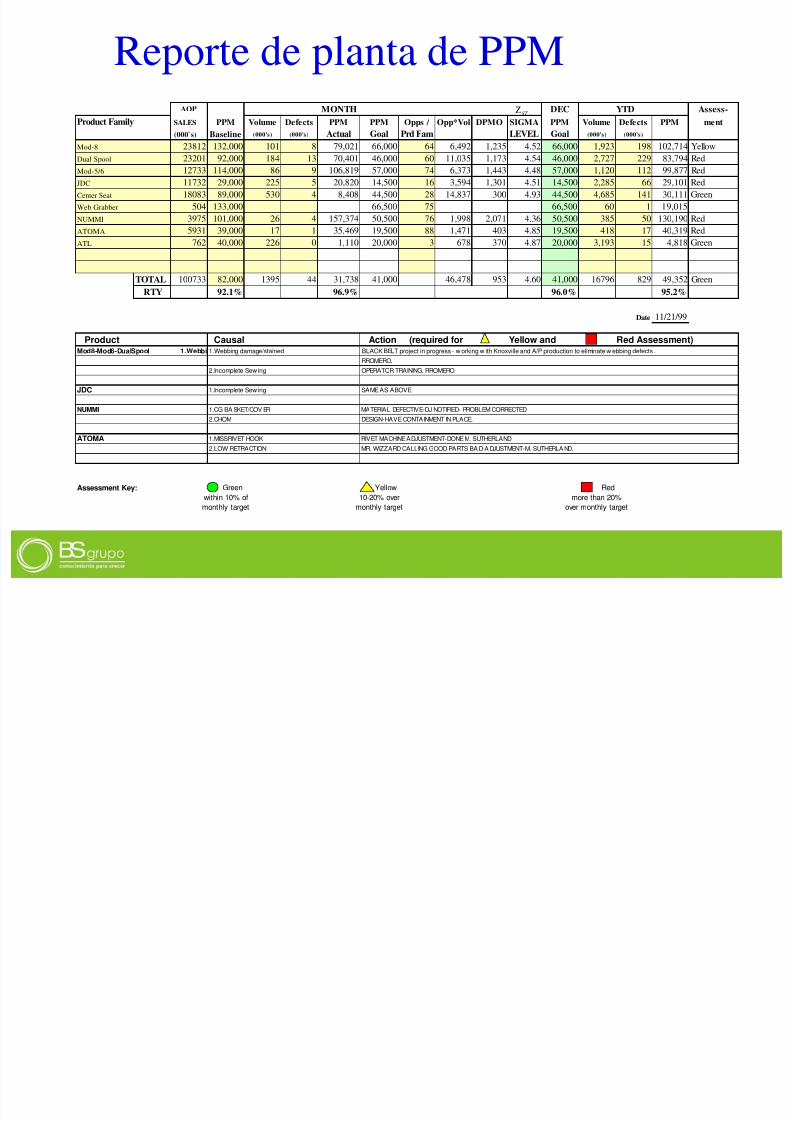
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 264/312
JDC 1.Incomplete Sew ing SAME AS ABOVE
NUMMI 1.CG BA SKET/COV ER MATERIAL DEFECTIVE-DJ NOTIFIED- PROBLEM CORRECTED
2.CHOM DESIGN-HAVE CONTAINMENT IN PLACE.
ATOMA 1.MISSRIVET HOOK RIVET MACHINE ADJUSTMENT-DONE M. SUTHERLAND
2.LOW RETRACTION MR. WIZZARD CALLING GOOD PARTS BA D-A DJUSTMENT-M. SUTHERLA ND.
Assessment Key: Green Yellow Redwithin 10% of 10-20% over more than 20%monthly target monthly target over monthly target

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 265/312
Reporte de Proyecto de Soluciones y ResultadosName: Jack Jones Project Name: 38 mm inflator-Laser Weld Generator Date: 05 Jul 97
No. Issue Solutions Improvement Owner Target Compl. Result (PPM's)
1) Optimize Weld parameters Identify ideal params. Elim. Tweaking. Jones, Doe 8-Aug In proc.
2) Improve tooling and machine Coupling and shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
3) Optimize disk properties Addt'l. testing required. West, Jones 15-Aug In proc.
1 Burst Disk Leaks 4) Change crown orient. on disk Print HD-38 on opposite sides. Olson 15-Dec 15-Dec
5) Eliminate air gap under disk Make new disk hold down rings . Smith, Franks 31-Dec 31-Dec
6) Eliminate microburrs on gen. New deburring process begun at vendor. Heideman 5-Dec 2/1/98
1) Mistake-proof gas fill process Std'ize fill program, lock-out, & monitor Birmingham 15-Oct 02/10/98
2) Control part temp. better Use cold air gun to cool TIG weld. Kane 15-Sep 15-Sep
3) Opt. laser weld penetrat ion Define disk chem. optimize weld sched. Jones, Doe 15-Jan In proc.
2 Burst Disk Failures 4) Opt. laser weld loc. on gen. Change print tolerances. West 15-Dec No prog.
1) Optimize weld parameters Exper. W/weld param.-seek expert help Jones, Doe 15-Oct No prog.
2) Improve machine and tooling Coupling & shaft repairs planned Doe, Franks, Olson 3-Aug In proc.
3) Pinpoint ideal disk properties Addt'l testing req'd. West, Jones 15-Aug In proc.
3 Pin Holes and 4) Eliminate microburrs on gen. New deburring process begun at vendor Heideman 5-Dec 2/1/98
Burn Spots
1) Improve machine and tooling Coupling & shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
Fix beam indexer Smith, Franks 30-Nov No prog.Fix sheild gas delivery system. Smith, Franks 30-Nov No prog.
4 W ld ff L ti M k di k h ld d i S ith F k 31 D 31 D
-
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
Jan Feb Mar Apr M ay June
-
10,000
20,000
30,000
40,000
50,000
60,000
70,000
80,000
90,000
100,00 0
Jan Feb Mar Apr May Jun
-
10,00 0
20,000
30,000
40,000
50,000
60,000
70,000
80,000
Jan Feb M ar Apr May Jun
3,000
3,500
4,000

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 266/312
4 Welds off Location Make new disk hold down rings. Smith, Franks 31-Dec 31-Dec
or Disk Welded Off
Center
Other: (including 1) Improve machine & tooling Coupling & shaft repairs planned. Doe, Franks, Olson 3-Aug In proc.
reject gen. or disk 2) Develop disk specificat ion Correlat ing inflator perf. , weldabil ity, etc. Felker 31-Oct No prog.
as received, no 3) Instal new disk sensor, P&P Must select correct style & design P&P Doe, Franks, Olson 15-Aug No prog.
5 disk welded/
multiple disks
welded, no/light
weld, or other)
-
500
1,000
1,500
2,000
2,500
Jan Feb Mar Apr May Jun
-
10,000
20,000
30,000
40,000
Jan Feb M ar Apr M ay Jun
Solutions/ Results Chart
Date: 11/19/99
Name: Alejandro Urueta Project Name: LEAN MANUFACTURING
No. Issue Solutions Improvement Owner Target Comp..
1 Set up times reduction Conduct training sessions Implement quick change over practices A. Urueta
Mod 8 40 % 2nd Step Reduction Maintenance 75%Dual Spool 45 % 2nd Step Reduction Production Mar-96
Mod 5 and 6 40 % 2nd Step Reduction Oct-96
Center Seats Baseline established and best practices discussed Dec-96
and distributed
2 Pull Systems Implement internal pull systems Webbing, Switches, Springs & Cups, Tongues Line Supervisors Jan-95 100%
Tube & Gear, C.G. Basket and Buckles On-Going
Implement springs Kanban from Knoxville Ordering 4 springs via kanban A. Urueta/ J. Tuttle Jun-96
$ 40 k in Inventory Reduction On-Going
BLT Team to work on top 6 stampings leveled Leveled releases on top 6 stampings BLT Team Jun-96
scheduling $ 100 k in Inventory Reduction On-Going
3 Continuous Improvement Conduct one KAIZEN workshop per Qtr. KAIZEN Workshop conducted on Line 234 on A. Urueta 50%
Nov. 28 and 29
KAIZEN Workshop conducted in A.P. on May 96 A. Urueta
KAIZEN Workshop conducted in V.H. on Jun. 96
KAIZEN Workshop conducted in JZ on July96 A.Urueta/M. Cabello
4 Small lot size flow Conduct training sessions and follow-up with Training sessions conducted with all first shift A. Urueta 75%
P d i S i R A bl Li
Reporte de Proyecto de Soluciones y
Resultados

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 267/312
Production Supervisors Retractor Assembly Lines
Mod 8 lines Training sessions conducted with all second shift Apr-96
Dual Spool Lines production Supervisors. Sep-96
Mod 5 and 6 Lines Dec-96
Center Seats Training sessions conducted with all first shift Dec-96
Production Supervisors
5 Training Materials and Engineering Managers to attend Michael Sutherlin August 1995 Plant Dec-95 On-Going
Lean Production Systems Training David Arzate April 1996 Dec-96
Product Engineer to attend Lean Production Nick Marsh-Chetter August 1996 Dec-96Systems Training
Lean Manufacturing Engineer to attend Alejandro Urueta completed Wave 5 Black Belt Dec-96
Black Belt Training training on 01/10/97
96 AOP 1995 MONTH 1996 YTDCustomer Product SALES PPM Q uantity Customer PPM Quantity Customer
(000`s) Baseline Shipped Rejects PPM Goal Shipped Rejects PPM
GM 75509 250 1,119,034 160 143 0 13,735,448 6,194 451
NUMMI 5347 220 20,426 0 0 0 410,355 20 49
FORD 761 60 7,682 2 260 0 113,414 6 53
VC 9777 50 44,202 0 0 0 1,392,465 12 9
MILITARY 1182 60 2,419 0 0 0 45,690 0 0
ATOMA 5857 100 8,892 3 337 0 164,085 34 207
MISC 3000 60 136,012 0 0 0 5517925 47 9
Planilla de Calidad (PPM) al Cliente

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 268/312
TOTAL 101433 122 1,338,667 165 123 0 21,379,382 6,313 295
Monthly 'Top-10' Supplier Quality and Delivery report Month: DECEMBER '96
QUALITY
SUPPLIER SUPPLIER REJECT PPM THIS PPM 3-MONTH PPM MEETING DATES
RANK NAME CODE QUANTITY MONTH ROLLING YTD PHASE 1 PHASE 2 PHASE 3
1 EPIC COMPONENTS RAWEPCO 6,306 192,086 24,378 9,412 12/16/96
2 DAYTON POLYMERIC RAWDAYT 3,008 135,875 158,703 101,904 11/4/96
3 BRAINARD RIVET RAWBRVT 33,885 117,172 7,616 30,051
4 EL PASO WIRE INC. RAWLPSO 42,000 82,976 27,756 13,755
5 UNITED PLASTICS RAWUNPC 2,500 33,333 11,111 6,667
6 SRS KNOX RAWKNOX 98,415 7,209 10,423 7,055 WEEKLY
7 DJ. INCORPORATE RAWDJIC 23,987 5,168 6,607 2,859 12/10/96
8 TERRY MACHINE RAWTRYM 180 3,030 1,846 6,4819 US. WIRE & ROPE RAWUSWR 1,234 2,781 4,858 3,198
10 SAINT CLAIR SHORES RAWSCSH 1,117 1,647 2,370 2,370
All Suppliers (Average) N/A 223,974 4,593 6,611 4,035 N/A N/A N/A
DELIVERY
SUPPLIER SUPPLIER % THIS % 3-MONTH % MEETING DATESRANK NAME CODE ITEMS SUPP. MONTH ROLLING YTD PHASE 1 PHASE 2 PHASE 3
Reporte de Proveedores

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 269/312
1 AMERICAN TURNED ATPR 10 90.0 91.2 97.6
2 DURA CAST DRCS 6 95.8 97.2 94.4
3 KNOXVILLE (WEBBING) KNOX 43 97.1 94.8 92.9
4 KNOXVILLE (METAL) KNOX 484 97.2 95.1 94.1
5 REGENCY GEMI 100 97.2 95.1 94.1
6 DJ. INCORPORATED DJIC 198 98.7 94.1 96.1
7 DJ. PLASTICS DJPL 342 99.2 99.0 97.08 ROCKY MOUNTAIN TECH 103 99.3 97.2 98.2
9 SECURITY PLASTICS SCTY 43 99.4 97.2 95.4
10
All Suppliers (Average) N/A 14 99.8 98.7 98.1 N/A N/A N/A
SUPPLIERSolutions/ Results Chart
Date: 11/21/99 20:22
Project Name:Quality Improvements
No. Issue Solutions Improvement Owner Target Compl. Result (PPM's)
2 High fall-off rate at - Correct desing issues - Added full radius to part periphery G. Staniszewski
DPP on Atoma bkl. (May 96) on flex shield (Mitsubishi did J. Chawlanot approve change)- Change texture for flex shield to havea deeper grain (May 96) change not
approved for Mitsubishi
- Out of 26 k pcs returned from if & t , 05/1/96 Complete
were able to salvage only 2900 pcs- Improve flash trimming - Continue working with supplier tooperation improve trimming.
- Trimming operation at AP stil l under M. Sutherlin 04/1/96 Open
review
-
50,000
100,000
150,000
200,000
250,000
300,000
350,000
400,000
Aug Sep Oct Nov Dec YTD
-0
000111111
July Aug Sep Oct Nov Dec
Soluciones del Proveedor/ Planilla
de Resultados

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 270/312
- Improve quality c riteria - Have held several criteria session I. Valencia
deployment (With supplier) with Q.A. auditors to have an uniformcriteria.(Will send Rep. samples to supplier aswell, cosmetic criteria not an issue
anymore)
-00
00111
111
July Aug Sep Oct Nov Dec
AOP MONTH YTD
PLANT SALES PPM Volume Defects PPM PPM Opps*Vol DPMO Sigma Volume Defects PPM Assess-
(000`s) Baseline (000's) (000's) Goal Level (000's) (000's) ment PLANT MONTH GOAL
AGUA PRIETA 101,000 82,000 1,395 44 31,541 41,000 46,478 947 4.60 15,690 874 55,704 AGUA PRI 32 41
JUAREZ 127,000 40,000 1,123 20 17,809 20,000 51,892 385 4.86 18,305 438 23,928 JUAREZ 18 20
GREENVILLE 162,000 100,000 74 2 27,027 50,000 4,301 465 4.81 1,309 103 78,686 GREENVIL 27 50
MARYVILLE 159,000 70,000 246 8 32,520 35,000 4,877 1,640 4.44 3,505 174 49,643 MARYVIL 33 35
KNOXVILLE * 122,000 180,000 28,164 796 28,263 90,000 113,239 7,029 3.95 349,127 27,744 79,467 KNOXVILL 28 90
ST. CLAIR SHORES 62,000 115,000 515 32 62,136 57,500 105,718 303 4.93 9,307 630 67,691 ST. CLAIR 62 58
VALLE HERMOSO 89,000 48,000 2,247 59 26,257 24,000 168,907 349 4.89 22,290 470 21,086 VALLE HE 26 24
BAICO 77,000 142,000 127 8 62,992 71,000 9,151 874 4.63 1,709 119 69,631 BAICO 63 71
MORTON BENDIX 15,000 110,000 134 3 22,388 55,000 4,011 748 4.67 1,936 135 69,731 MORTON 22 55
CARLISLE, UK 49,000 50,000 391 11 28,133 25,000 26,540 414 4.84 6,200 179 28,871 CARLISLE 28 25
BORJA, SPAIN 50,000 30,000 266 6 24,203 15,000 19,652 328 4.90 4,815 185 38,334 BORJA 24 15
ARZANO, ITALY 24,000 140,000 185 8 41,081 70,000 8,152 932 4.61 1,271 142 111,765 ARZANO 41 70
COLLEFERRO, ITALY 112,000 7,500 57 0 1,842 3,750 2,374 44 5.42 609 1 1,095 COLLEFER 2 4
MONCALIERI, ITALY 32,000 75,000 133 5 38,782 37,500 4,826 1,071 4.57 2,036 25 12,474 MONCALI 39 38
SIENA, ITALY 13,000 24,000 79 1 7,241 12,000 3,551 161 5.09 2,372 26 11,149 SIENA 7 12
BagSpa, ITALY 21,000 126,000 97 3 28,454 63,000 4,089 675 4.70 1,016 66 64,921 BagSpa 28 63
TOTAL 1,093,000 66,000 7,069 210 29,656 33,000 464,519 451 4.82 92,370 3,567 38,618
RTY 93.6% 97.1% 96.8% 96.2% SRS 30 33 Date 11/22/99
Reporte de PPM de la Compañía

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 271/312
Plant Casual ActionCarlisle, UK DB5. Sticking Buttons Supplier fault with lower frame, will be corrected by Feb. 1, 1997
ES1 Spinning Screws New design screw, Jan. 27, 1997
Borja, Spain CB1 Pretensioner (problem attaching the ma Have changed the screw machine once for simular problem. Will investigate screw machine further.
Complete by Feb. 1, 1997
VIII. LEAN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 272/312
• Preparaciones infrecuentes
• Largos recorridos• Enfoque en proceso• Si no está roto, no se arregla
• Empleados, ingenieros ylíderes especializados• Lo suficientemente bueno
para satisfacer requisitos
• Hágalo, repárelo• Despedir
• Preparaciones rápidas
• Recorrido corto• Enfoque en el producto• Arréglelo para que no se rompa
• Gente cualificada polivalente• Nunca es “lo suficientementebueno,” mejora continua
• Hágalo bien a la primera
• Nuevas oportunidades• Los líderes enseñan
Tradicional Versus Empresa LeanNegocio Tradicional Empresa Lean

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 273/312
Despedir• Dirige la dirección• Castigar errores
• Hacer el programa
• Los líderes enseñan• Transformar• Construir calidad
“Un enfoque sistemático para identificar yeliminar el desperdicio (actividades sin valorañadido) a través de la mejora continua al hacerfluir el producto a voluntad del cliente en buscade la perfección”
-- The MEP Lean Network
Definir Lean

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 274/312
Observe lo coherente del enfoque “lean” con Six Sigma.
Jalor
El valor se define como la percepción que tiene elcliente por la utilidad o necesidad de un producto oservicio dado.
Una vez que el concepto de valor es entendido, elcosto objetivo de un producto o servicio puede serdeterminado. Según Womack este costo objetivo es
una mezcla de precios de venta corrientes de losó

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 275/312
pcompetidores y un examen de eliminación dedesperdicios por métodos lean
275
Cadena de ValorEl conjunto de acciones específicas requeridas paratraer un producto específico (o bienes o un servicio, o,cada vez más, una combinación de las dos cosas) através de las 3 tareas de gestión de cualquier negocio:
Resolver problemas -Desde el concepto hasta la
producciónGestión de información –Desde la recepción de los
pedidos hasta la entrega
Transformación física

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 276/312
* Womack and Jones, Lean thinking , Simon and Schuster, 1996
p gTransformación física -Desde la materia prima hasta el
producto acabado en las manos delcliente*
El Análisis de cadena de valor engloba todas las actividades desdela materia prima hasta el producto final en las manos del cliente.
Para descubrir todo el muda se requiere un conjunto deherramientas…La más importante de éstas es el diagrama de proceso … *
El Diagrama de Proceso Complementa el Análisis
de Cadena de Valor
El Diagrama de Proceso y el Análisis
de la Cadena de Valor

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 277/312
* Womack and Jones, Lean thinking , Simon and Schuster, 1996
Observe la coherencia del enfoque “lean” con Six Sigma.
Conceptos Lean 3 Kerra*ientasEjemplo de la cadena de valor

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 278/312
278
Actividades de Valor Añadido
$$$
• ¡Algo que el clienteestá dispuesto apagar!
• Transformar la materiaprima o la informaciónpara satisfacer losrequisitos del cliente.
• Piezas buenas a la

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 279/312
primera.
• Gasta tiempo, recursos, espacio, pero no añade valor.
• El cliente no lo quiere, no lo necesita y no quiere pagarlo
• Los Ejemplos incluyen:manipular
caminar
inspeccionaresperar
embalarbuscar
doblaralcanzar
Actividades Sin Valor Añadido (Desperdicio)
Actividades a sereliminadas, simplificadas,reducidas o integradas.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 280/312
alcanzarleer
contarverificar…
95%
• Procesar pedidos• Transportar• Almacenar• Esperar• Reparar• Configurar máquinas• Inspección• Roturas• Etc.
¡¡¡Típicamente, el 95%del Tiempo Total esSin Valor Añadido!!!
Lean es: Eliminación del desperdicio

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 281/312
5% Tiempo de transformación
#cti$idades de $alor 3 no $alor a;adido
Los expertos lean definen los pasos de un proceso como de valorañadido si:
• Los clientes reconocen el valor.• Este cambia el producto
• Este es hecho en forma correcta la primera vez.
Algunas actividades desarrollan funciones que no cambian la formao función de un producto o servicio y por la cual el cliente no esta
dispuesto a pagar. Estas actividades son etiquetadas como “de novalor añadido”. Un ejemplo clásico es el reproceso.
7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 282/312
Algunos autores listan 6 o 7 categorías de merma:Sobreproducción, exceso de movimiento, espera, inventario, excesode movimiento de material, reproceso, exceso de procesamiento,perdida de creatividad 282
Ocho categorías de Muda 1. Producción por encima de lademanda
2. Esperar procesar, uso, trabajo3. Transporte de productos/materiales4. Procesamiento excesivo
5. Inventario6 Movimiento de material innecesario
Eliminar desperdicios (Muda)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 283/312
6. Movimiento de material innecesario7. Piezas/productos defectuosos
8. Gente utilizada insuficientementeLa Eliminación de desperdicio es un objetivo de Six Sigma.
M90#S
• Exceso de movimientoEste puede ser causado por un pobre layout del lugar detrabajo, incluyendo torpe posicionamiento de suministros
y maquinas.Esto causa problemas ergonómicos, tiempo perdidobuscando o moviendo suministros o equipos y a menudo
una reducción de los niveles de calidad.L t k i d f ti t fij

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 284/312
Los eventos kaizen son usado efectivamente para fijarequipos o mejoras pequeñas a corto plazo en áreas de
trabajo especificas.
284
M90#S
• Sobreproducción
Se define como hacer mas de lo que se necesita o hacermas temprano o mas rápido de lo que se necesita para el
siguiente proceso.
El principal síntoma de la sobreproducción es el exceso detrabajo en progreso.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 285/312
Las compañías adoptan la sobreproducción por variasrazones: tiempos de ajuste largo, cargas de trabajodesbalanceadas y una filosofía just-in-case.
285
• Espera
Causado por eventos como demora en envíos, tiempos deajuste largo, perdida de personas, espera de resultados queacaban en desperdicio de recursos y quizás lo mas
importante desmoralización del personal
• Inventario
Cuando inventario de materia prima, productos terminadoso material en proceso son mantenidos, los costos en los
M90#S

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 286/312
p ,cuales se incurre son: control del ambiente, mantenimiento
de registros, Almacenamiento, recuperación, entre otros.Estas funciones no añaden valor, sin embargo algunasveces el inventario puede ser necesario. 286
• Corrección de defectos ( Reproceso )
Esta actividad no añade valor porque impulsa a arreglar laparte defectuosa que es desperdicio. Las causas de losdefectos son usualmente el deficiente mantenimiento delequipo, un pobre sistema de calidad, instrucciones deentrenamiento pobres, o un diseño de producto pobre
M90#S

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 287/312
287
M90#S
• Exceso de procesamiento
Esta forma de perdida es a menudo difícil de reconocer .Muchas veces este paso no da un valor añadido dentro dela cadena de valor.
Ejemplo: Un proceso de afilamiento a menudo sigue a unproceso de soldadura, ello con el objeto de eliminar las
imperfecciones de la soldadura. Mejorando el proceso desoldado se puede reducir la necesidad de afilamiento Un

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 288/312
soldado se puede reducir la necesidad de afilamiento. Uninnecesario afilado podría ser clasificado como un
procesamiento excesivo.
288
M90#S
• Perdida de creatividadEste es quizás uno de los mas desafortunados mermas. Lamayoría de los empleados tienen ideas que mejorarían los
proceso si fueran implementados, pero muchas veces estasideas son suprimidas por la estructura organizacional.
El pensamiento lean reconoce que es necesario involucrara los empleados en grupos que permitan recompensar sucontribuciones y que estos equipos sean facultados parah bi t f t

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 289/312
hacer cambios en una atmosfera que acepte errores yexperiencias de aprendizaje.
289
Kerra*ientas% GS El un método de organización del lugar de trabajoque puede ayudar la eficiencia y
La secuencia para 5s son: – Clasificar – Poner en Orden
– Dirigir / sobresalir – Estandarizar

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 290/312
– Mantener
290
Kerra*ientas• Fabrica visualProvee una identificación visual del status del material e información
a través de la cadena de valor . Ejemplo: proporcionar informaciónsobre el status de material entrante o saliente de materia prima,mostrar unidades producidas o las unidades par completar una orden,el status de una maquina, etc.
• Eventos Kaizen & KaizenKaizen es un termino japonés para cambio para mejora o mejora de
proceso a través de pequeños pasos incrementales.Kaikakku se conoce en Norteamérica como un evento kaizen o unk i blit E i l t i l l t k i

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 291/312
kaizen blitz . En implementaciones lean, los eventos kaizen sonusados para proporcionar resultados rápidos en las
implementaciones, son conducidos por equipos multifuncionales por3 o 4 días y revisando posibles opciones de mejora en un esfuerzode avance 291
Kerra*ientas% '9LLEste es un componente vital del concepto Just in time y delas implementaciones lean.
En un sistema de arrastre los proceso producen solocuando hay un empuje de proceso subsecuentes.
Este es señalado como un recipiente vacio o como untarjeta kanban.
U i d i f ió l

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 292/312
Un sistema de arrastre une información exacta con elproceso para minimizar demoras y sobreproducción.
292
Kerra*ientas% 7ananUn sistema esta mejor controlado cuando el material einformación fluye tanto dentro como fura de unproceso de una manera tranquila y racional.
El sistema kanban perfectamente administradomejoraría el sistema de control asegurando el
movimiento oportuno de productos e información.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 293/312
Kanban es implementado usando indicadores visuales
llamados cartas kanban, estos indican la cantidad a serrepuesta una vez que se a alcanzado el nivel mínimo.
293
Kerra*ientas% 'o7a Yo7e
Termino japonés usado para “a prueba de errores”.
Es un método usado para prevenir errores. Ejemplo: la
alarma de los carros cuando el conductor cierra las puertascon la luz dentro. O una maquina de medición automáticaque suena cuando un producto de gran tamaño o
demasiado pequeña es producida.

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 294/312
294
Objetivo Como
1) Eliminación Eliminar la posibilidadde error
Cambiar el proceso para laposibilidad de error no exista
2) Sustitución Sustituir un procesopor una más confiable
automatización
3) Simplificación Facilitar el trabajo para
evitar los errores
Ajustes precisos
Colores o avisos visuales.
4) D ióDetectar el error antes
d
Controles automáticos,Dígito verificador
Principios de los MétodosPoka-Yoke

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 295/312
4) Detección de un procesoposterior
5) Mitigación Minimizar el efectodel error
Las luces del auto se apagacuando se retira la llave
Kerra*ientas% raa+o -stndar
Es una herramienta que define la interacción entre elhombre y la maquina.
El trabajo estándar ayuda en el entrenamiento denuevos operarios y reduce la variación en el proceso
Este tiene 3 componentes:
– Tiempo estándar– Inventario estándar

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 296/312
– Secuencia estándar
296
EJERCICIO DE CASO LEAN

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 297/312
• La Empresa Husky Bracket fabrica un producto hechode papel utilizando suministros de oficina comunes.
• La empresa consiste en: 1 dueño/gerente de planta 1 manipulador de material 8 operadores de producción.
• Los operadores de producción muy calificados trabajanlos siguientes procesos: Corte basto (2) C b d (2)
La Empresa Husky Bracket

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 298/312
Corte acabado (2) Perforado
Doblado (2) Montaje final
• 8 Operadores Muy Cualificados
• 1 Dueño de Planta/Gerente
• 1 Manipulador de Material
• 1 Responsable de Tiempo
Responsabilidades

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 299/312
• 1 Responsable de Tiempo
• 2 Observadores
• Se realiza cada operación en un departamento separado taly como se muestra en la distribución de la fábrica y hay unempleado.
• Las piezas se fabrican en lotes de 4.
• A los operadores se les paga por pieza. Por lo tanto,trabajan lo más rápido posible.
Ensayo Configuración 1

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 300/312
• La fábrica funciona durante 10 minutos
Corte por las líneas .
Esta operación consiste en cortar bastamente los detalles delsoporte.
Equipo requerido: Tijeras
El operador realiza las siguiente tareas
en secuencia:A). Cortar los cuatro detalles de los
soportes por las líneas punteadas.
B). Entregar el lote de piezas aOperación nº2: Corte Acabado -Soportes
Operación nº1: Corte Basto - Bracket

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 301/312
NOTA: Solo se puede cortar una pieza a la vez.
Corte por esta línea
Esta operación consiste en el corte acabado de los detalles delsoporte.
Equipo requerido: Tijeras
El operador realiza las siguiente tareasen secuencia: :
A). Cortar el detalle cortando por lalínea exterior del soporte.
B). Entregar el lote de piezas aOperación nº 3: Perforación -Soporte
Operación nº 2: Corte Acabado - Soporte

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 302/312
Soporte
NOTA: Solo se puede cortar una pieza a la vez.
Haga Agujeros en lasZonas oscuras
Esta operación consiste en perforar 2 agujeros en el soporte
Equipo requerido: Máquina de hacer agujeros
El operador realiza las siguiente tareas ensecuencia :
A). Hacer dos agujeros de forma secuencialen el soporte.
B). Entregar el lote de piezas a Operación nº4: Doblar - Soporte
Operación #3: Perforación - Soporte

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 303/312
NOTA: Solo perfore una pieza a la vez.
Haga una Doblez de 90
Grados por la LíneaDiscontinua.
Esta operación consiste en doblar los detalles del soporte.
Equipo necesario: Regla
El operador realiza las siguiente tareasen secuencia :
A). Colocar la regla por la líneadiscontinua y doblar el soporte porsu lado creando una doblez de 90
grados.B). Entregar el lote de piezas a
Operación nº 8: Montaje Final
Operación nº 4: Doblar - Soporte

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 304/312
Operación nº 8: Montaje Final
NOTA: Solo se puede doblar una pieza a la vez.
Corte por las líneasdiscontinuas.
Esta operación consiste en el corte basto de los detalles delcuadradillo.
Equipo requerido: Tijeras
El operador realiza las siguientes
tareas en secuencia:A). Cortar los detalles del cuadradillo
cortando por las líneas
discontinuas.B). Entregar el lote de piezas a la
Operación nº 6: Corte Acabado -
Operación nº 5: Corte Basto – Cuadradillo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 305/312
pCuadradillo
NOTA: Solo se puede cortar una pieza a la vez.
Corte por esta línea.
Esta operación consiste en el corte acabado de los detalles delcuadradillo.
Equipo requerido: Tijeras
El operador realiza las siguientes tareas
en secuencia :
A). Cortar el detalle cortando por lalínea exterior del cuadradillo.
B). Entregar el lote de piezas a laOperación nº 7: Doblar -Cuadradillo
Operación nº 6: Corte Acabado - Cuadradillo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 306/312
Cuadradillo
NOTA: Solo se puede cortar una pieza a la vez.
Haga dobleces de 90-grados por las líneasdiscontinuas.
Esta operación consiste en doblar los detalles del cuadradillo.
Equipo requerido: Regla
El operador realiza las siguientes tareas
en secuencia :A). Colocar la regla por las líneas
discontinuas y doblar el cuadradillo
creando dos dobleces de 90grados.
B). Entregar el lote de piezas a la
Operación nº 7: Doblar -Cuadradillo

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 307/312
) g pOperación nº 8: Montaje Final
NOTA: Solo se puede doblar una pieza a la vez.
Coloque el cuadradillocomo se muestra y grape
en dos lugares.
Esta Operación consiste en grapar el soporte y el Cuadradillo.
Equipo requerido: grapadora
El operador realiza las siguientes tareas ensecuencia :
A). Alinear la esquina corta del cuadradillocon la línea sólida en el filo doblado delsoporte, y grápela en el sitio.
B). Alinear el rincón largo del cuadradillo conla línea sólida más larga del cuadradillo,y grápelo para quedar en su sitio.
SoporteCuadradillo
Operación nº 8: Montaje Final

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 308/312
C). Entregar el lote de piezas acabadas alÁrea de Envío.
Corte Basto del CuadradilloOperación nº 5
Montaje FinalOperación nº 8
Doblar SoporteOperación nº 4
Perforación SoporteOperación nº 3
Corte Basto del SoporteOperación nº 1
Ensayo 1 Distribución de Fábrica

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 309/312
Corte Acabado CuadradilloOperación nº 6
Corte Acabado SoporteOperación nº 2
Doblar CuadradilloOperación nº 7
TarjetaENSAYO 1 ENSAYO 2 ENSAYO 3
Tamaño de lote
Tiempo de entrega (segs)
Piezas acabados (pzas)
Productividad (seg/pzas)
WIP (pzas)chatarra (pzas)

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 310/312
Espacio(mesas/empleados)
• El total del tiempo recorrido por el lote marcado se registra en “Tiempo deEntrega.”
• El número total de montajes contenidos en lotes acabados se registra en“Piezas Acabadas.”
• La “Productividad” se calcula al dividir “Tiempo de Entrega” por “PiezasAcabadas.”
• El número total de piezas de trabajo en proceso (que no incluye materiaprima no cortada o montajes acabados) se registra en “WIP.”
• El número de piezas no usables se registra en “Chatarra.”
Tarjeta: Registros

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 311/312
p g
• El número de mesas utilizadas se registra en “Espacio.”
• FIFO
• Trabaje en solo una pieza a la vez.
• Trabaje lo más rápido posible.
• Las 4 piezas de un lote tienen que ser acabadas antes de seguir a la próximaoperación.
• Los Lotes terminados deben ser trasladados a la siguiente operación, esté listao no para el material la siguiente operación
Reglas Básicas: Ensayo 1

7/17/2019 Material de Estudio.pdf
http://slidepdf.com/reader/full/material-de-estudiopdf 312/312
• Solamente el manipulador de material puede mover los lotes de productos.