manual cuchillos
TRANSCRIPT

111 ~ u,~ 11I111
L
, _ IlAIIIUAL .·17 c./.
,r::
f- 1 A
INFOR

INSTITUTO FORESTAL
Dh;sión Industrias
nI"" .t.: ¡ ,.J ._ J
INSTI i"L,¡ J
CORPORACION DE FOMENTODE LA PRODUCClONGerencia de Desarrollo
, .. \• • I
" -
MANUAL DE FRESASYCUClDLLOS
PARA MADERA
SANTIAGO· CHILE199-1
Registro PropiccL1d Intelectual N"93.41O

PROLOGO
El Instituto Forestal con el patrocinio de la Corporación de Fomentode la Producción, a través de SIl Gerencia de Desarrollo, ha emprendidoacciones tendieJltes a optimizar los procesos de conversión mecánica de lamadera en productos elaborados.
Un factor importante para este logro es. sin duda. la adecuadapreparación de los útiles de corte empleados en las referidas operaciones.Una particular escasez de información se ha detectado en lo relativo afresas. cuchillos y demás "herramientas de forma" que se utilizan en losreprocesos de la madera aserrada. Con este manual se llena el vacioexisreJlte en la industria y se espera que se transforme en /lna fuellle deconsulta para prClfesionales Y técnicos vinculados al sector de elaboraciónde maderas.
La preparación de este trabajo estuvo a cargo del Sr. Javier Martinez.especialista en herramielllas de corre; la revisiónfue hecha por el Sr. AlonsoQuezada. experto en sierras y aserraderos. Colaboraron en ambos aspectoslos Sres. Nelson Vergara. ingeniero forestal. Jefe de la División IndustriasdelINFOR, Carlos Navarrete. ingeniero forestal y el Sr. Carlos Mancine//i.ingeniero civil en industriasforestales.

INDICE
Página
LISTA DE ABREVlATIJRAS
GLOSARIO
\.-
2.-
INTRODUCCION .
FRESAS PARA EL TRABAJO DE LA MADERA
2.1 Generalidades . ..2.2 Caracteristicas Básicas de las Fresas .2.3 Tipos de Fresas y sus Aplicaciones
2
234
2.3.1 Fresa Contomeadora 52.3.2 Fresa de Rebaje Recto con Razantes 62.3.3 Fresas para Perfiles Regulares 72.3.4 Fresas para Moldwas 102.3.5 Fresas para Uniones Laterales y de Extremos . II2.3.6 Fresas para Uniones Tipo "Finger Joint" 132.3.7 Fresas con Cuchillos Recambiables 152,).8 Fresas Multicortantes . 16
3.-
4.-
CUCHILLOS
3. 1 Caracteristicas Generales .3.2 Tipos de Cuchillos .. .
ABRASIVOS CONVENCIONALES
18
1818
19
4.1 Definiciones Elementales 194.2 Consideraciones Acerca de su Fabricación 20n Denominación de los Cuerpos Abrasivos 20H Criterios para la Elección de los Cuerpos Abrasivos 21
4.4.1 Características de los Abrasivos Convencionales .... 224.4.2 Grado de Dureza 254.43 Estructura y Aglutinante . 28

Página
.1.4.4 Especificaciones Según Uso 294.4.5 Cuidados en el Almacenamiento de las Muelas 30
s.- ABRASIVOS DE DIAMANTE Y NITRURO DE BOROCUBICO (CBN) . 33
5.1 Materiales que se Pueden Mecani= Mediante Abrasivos 335.2 Especificaciones de Muelas de Diamante)' CBN .. 34
5.2.1 Dimensiones 355.2.2 Composición del Utcnsilio 37
5.3 Recomendaciones Para el Uso Adecuado de las Muelas de Diamante)'CBN 42
5.3.1 Velocidades de Trabajo 435.3.2 A"mce)' Penctración (Presión de Rectificado) 44
5.4 Especificaciones Básicas de un Taller para Afilado dc Hcrramientas deCone para Madcra .. . 46
6.- EL AFILADO DE FRESAS Y CUCHILLOS 49
6.1 La Máquina Rectificadora Univcrsal 496.2 Afilado de Frcs.1S 52
6.21 Medidas de Seguridad Previas al Afilado 536.2.2 Normas Generales de Afilado 546.2.3 Flujo de Operaciones en el Afilado de una Fresa 556.2.4 Afilado de Fresas Convencionales..... . 686.2.5 Afilado dc Frcsas con Incisores (Razantes) 70
6.3 Afilado de Trituradores 736.4 Afilado de Fresas para Uniones "Finger Joinl" 746.5 Afilado de Frcs.1S con Cuchillos Recambiablcs en KM 766.6 Afilado dc Utcnsilios Multiconantcs . 78
G.6.1 Afilado de Utensilios con Cuchillos Desmon~1bles .. 79

6.7 Afilado de Cuchillos Rectos .
Página
80
6.7.1 Afilado del Cabezal Cepillador en el Divisor Universal 806.7.2 Afilado con Dispositivo Portacuchillos 836.7.3 Afilado con Dispositivo Portaeabezales 836.7.4 Afilado en Máquina Rectificadora de Cuchillos 846.7.5 Descripción de la Máquina Afiladora de Cuchillos Rectos.. 846.7.6 Angulos de Trabajo de los Cuchillos 886.7.7 Afilado de Cuchillos Cepilladores 916.7.8 Afilado de Cuchillos Foliadores 92
7.- PERFILADO Y AFILADO DE HERRAMIENTAS DE FORMA . 93
7.1 Afilado dc Cuchillos Moldurados 93
7.2 Sistemas de Perfi lado ...
7.3 Máquinas Perfiladoras Existenles .
7.4 Requerimientos y Componentes de las Perfiladoras
9~
95
98
7.4.1 Caracteristicas Generales 987.~.2 Sistcma de Guias 997.4.3 Sistema de Plantilla y Palp.1dor . 100
7.H Diamantador o Rectificador de Forma para los Abrasivos 1027.4.5 Movimiento Angular de la Muela 1027.4.6 Regulador del Angulo del Cuchillo 1037.4.7 Confección de Plantillas 104
7.5 Angulo de Corte o Alaque en Herramientas de Forma . ..... 104
7.6 Angulo de Salida (b) 106
7.7 Perfilado de Cuchillos HS-HSS ... . 107
APENDICE N' 1: FORMAS USUALES DE UTILES ABRASIVOSCORRIENTES . . 109
APENDICE N' 2: PERFILES VARIOS DE CUERPOS ABRASIVOSCON REVESTIMIENTO DE DIAMANTE O CBN 111

CUN
CN
DIN
H7 - H6
ISO
KIO - K~O
Mesh
PLC
z
ABREVIATURAS
Nitrato de Boro Cúbico (del Inglés).
Control numérico.
Sistema de Normalización Alemán (Deutsche Nonnenausschuss).
Tolerancias de ajustes para ejes únicos
Organización Internacional de Normalización.
Granulornetria según ISO para el metal duro (Widia).
Malla u ojo de una red en este caso utilizada para el cribado dclos granos de un abrasivo.
Controlador lógico programable.
Número de cortantes de un utensilio para elaborar madera.

GLOSARIO
Desbastar Quitar las partes más bastas (gruesas) a una pieza o material enpulimiento o rectificado.
Dureza de Mohs: Escala de durezas que indica que el materia! de mayor dureza puederayar al que le precede.
Emllotar Perder ellilo o la capacid.1d conante.
Estelita Aleación de cromo, cobalto, tungsteno y otros; de alta resistencia a!desgaste, especialmente apto para trabajar maderas duras y abrasivas.
HM (Metal duro). Utensilio con cortantes cal7.aOOs en metal duro (carburode tungsteno). material obtenido de la sinterización de Carburometálico, oomúnmenle conocido como "Widia".
Posee elevadisima resistencia a! desgaste y la abrasión, se utiliza en laelaboración de maderas muy duras y materiales compuestos.aglomerados y fibropaneles.
De este metal duro (HM) existen varias calidades según sugranulornetria y densidad. La aplicación de las diferentes calidades.depende del tipo de material a elaborar, en su construcción se debeconsiderar que el comportamiento del HM es diferente al del acerorápido y estelita.
En la actualidad existen varias calidades de Widia de las que semencionan: ISO; K40 • IGO • 1<20 • KIO • KOl • DOSO - DS03 De03- siendo esta última la más reciente aplicación de calidadanticorrosiva y antioxidante; que le otorga al utensilio una mayorduración. por ser mucho más resistente a la abrasión.
Es importante insistir en que el HM está compUCSIo principalmentepor: carburo de tungsteno, cobaJto, cartJuro de tantalio, titanio y niobiocomo ligante.

HS
BSS
HSSR
Mesh (malla)
Sinlerizado
(Acero r:ípido). Utensilio integral o calzado en acero rápidoconvencional (aliado al Cr-W-Va). Acero adaptado a una velocidad decorte consistente, con rendimientos satisfactorios en maderas blandas;con mediana resistencia al desgaste. Aplicable a pequei\asproducciones de mediana calidad o para el cepillado de maderasblandas a alta velocidad.
(Acero super r:ípido). Utensilio integral de acero super-r:ípido conaleación de: Cr-W-M(}-Va. Acero adaptado para elevadas velocidadesde corte con notable resistencia al desgaste. Aplicable a la elaboraciónde todo tipo de maderas.
(Acero super ex\Ia r:ípido). Utensilio calzado con cortantes de acerosuper-extr.l!r:ípido aliado al: Cr-W-Mg-M(}-Va-úl. Acero apto paraelevadas velocidades de corte, con óptima resistencia al desgaste.Aplicable a todo tipo de elaboración de maderas naturales yproducción de grandes series
Los granos gruesos se clasifican mediante cribado. los granos finos sellaman también granos sedimentados. Existen varios procesos parac!etenninar su tamafto. en la mayoría de los casos se clasifican pormedición microscópica de un amplio número de granos. De acuerdocon el standard americano ASTME-II~l, los tamaños de grano seindican en US mesh. f'u(den compararse al standard preparado por laFEPA (Federación Europea de Fabricantes de Productos Abrasivos)
Proceso de preparación de "mctales duros". Productos cerámicometálicos. formados de polvos metálicos prensados vía ígnea.

\.- INTRODUCCION
El programa de Mejoramiento de la Industria de Aserrio y Elaboración dc Maderas.que origina el presente manual, tiene como finalidad colaborar con las empresas, quecnfrentan hoy en dia una situación muy crítica en cuanto a competitividad y márgcnesde rentabilidad debido principalmente al alto costo que ha alcanzado el valor de lamateria prima madera.
Los objetivos específicos que se persiguen son:
Lograr un mejor rendimiento de la mareria prima en los procesos de conversiónmecánica.
Extender la vida útil. con un buen desempeño. de los elementos fungibles de lasinstalaciones como es el caso de las sierras. cuchillos de cepilladoras, fresas demoldureras y otras herramientas de fomla.
Obtener una mejor calidad de productos. lo que permitirá competir cad., vez conmás éxito en los mercados internos y externos.
PMa el cumplimiento de los rcfcridos objetivos el Programa contempla, entre otms.las actividades de asistencia técnic., y de capacitación del personal de especialistas enacondicionamiento de útiles de cone, operadores de máquinas y supervisores de faenasde procesamiento de maderas.
A través de las diferentes acciones se detectó la carencia de información técnicapara un apoyo adecuado de las mismas. Especialmente urgente resultó lo relativo a losútiles para cepillados y moldurados de elaboración que empica este segmento de laindustria.
Se estima que el presente trabajo cubrc ventajosamente las necesidades delprograma v con él se dota al sector maderero de una fuente de consulta sobre el tema.

2.- FRESAS
2.1 Generalidades
Las fresas son herramientas de corte de alta precisión, que en el caso de las fresasintegrales, son de una vida; no asi las fresas calzadas en HM. Por lo general se fabricanpara trabajos especiales de espigado, tinglados, moldurado, rebajes, "Finger Joint",ranurados, rodonados, cepillados y cualquier trabajo que involucre fabricar un perfildeterminado.
Las fresas por lo general se construyen en base a un cuerpo de acero común oespecial: en el cual se calzan los insenos de acero rápido, carburo de tungsteno odiamante policristalino, que posteriormente son perfilados y balanceados.
Por otra parte están las fresas con insenos recambiables de carburo de tungsteno dealta dureza.
Como ventajas de las fresas se puede citar:
Alta resistencia al desgaste (debido a la calidad de los materiales empleados).
Alta precisión de cone.
Afilado y montajes rápidos (bajo costo de mantención).
Estas herramientas se justifican para la elaboración de perfiles normalizados y paraaltos volúmenes dc producción y sobre todo cuando se requiere excelencia en la calidadde terminación (Figura N"l).
2 I MANUAL OE FRESAS Y CUCHILLOS PARA MAOERA

Figura N" l. DOS DE LAS DIVERSAS FORMAS DE FRESAS.
2.2 Características Básicas de las Fresas
Para un buen desempeño de esta herramienla es indispensable que sus ángulos delrabajo sean apropiados a las caractensticas de desbaste de los diversos materiales aelaborar.
La fresa es una herramienta (ya sea de euerpo fijo )' diente fijo. soldado orecambiable). que se caracteriza por tener ángulos fundamentales, que son lossiguienles:
Angulo de cone o pecho (a)
Angulo del eonante Odiente (P)
Angulo del dorso o salida (&)
MANUAL DE FRESAS Y CUCHilLOS PARA MADERA f 3

En la labia siguiente se muestran los valores indicativos de estos ángulos, según losmateriales a elaborar.
Material a elaborar Fresa en HSS Fresa en HMa n ó a n ó
MadenI natural blanda 30" 45' 15' 25' SO' 15'Madera natural dura 25' SO' 15' 20' SS' 15'EstratiflC8doo 20' SS' 15Eslrat. compensados encolados 12' 63' 15'TennopIáslieos 12' 63' 15'Termoen<lureeidos (laminados) 20' SS' 15'Aluminio ·Sal2" 63' 15'
5
Figura N" 2. ANGULOS DE UNA FRESA.
2.3 Tipos de Fresas y sus Aplicaciones
En el mercado de los utensilios para la madera, existe una gran variedad de freS<1spara diferenles aplicaciones. A COnlinuación se mencionan lipos y caracteristicas.
" f MANUAL De FRESAS y CUCHilLOS PARA MADERA

2.3.1 Fresa Contomeadora
Esta herramienta se caracteriza por su robustez mecánica, está orientada al cepilladode bordes de maderas y paneles. así como a rebajes con gran 'profundidad de pasada'.
Cuando se trabaja en fonna manual, es decir, en máquinas con avance manual; estasherramientas se fabrican con dispositivo limitador de corte, con el objeto de proteger aloperador. Cuando se requiere se fabrican con forma helicoidal: en un sentido ohelicoídal alternado, con el objeto de mejorar la calidad superficial. El ángulo axialvaria desde: 20 a 200 (Figura N" 3).
E"'.- ;--/ '? :~k,.
~~\H I 1-----~v< ti '.
;;:~ ] 'ª.
Figura N" 3. FRF..sA CONTORNEAOORA.
MAHUAl. De FRESAS Y CUCHILLOS PAIU. MADEAA I 5

2.3.2 Fresa de Rebaje Recto con Rasantes
Esta fresa está especialmente diseilada para trabajos donde se requierenterminaciones de alta calidad; sobre todo en rebajes de contornos. Los rasantes queposee dicha fresa tienen por objeto delinear el corte por el efecto de cizalle de las fibras.por lo tanto estos rasantes están ubicados en un radio mayor (algunas décimas) que loscortanles principales de la fresa. Figura N" 4.
r..,.....,~---=",.----+-.,..,.------,.",'" \ ..
:~.
Fig. 4. FRF_~A DE RFHA.lE RECTO COS RASAS.ES.
l' MANUAl DE FRESAS Y CUCHILLOS PARA MADERA

2.3.3 Fresas para Perfiles Regulares
En este grupo se clasifican los utensilios para la fabricación de revestimientosinteriores y exteriores; asi también se incluyen las fresas para la fabricación de muebles.como por ejemplo fresas de rebajes rectos fijos y expandibles, fresas para platabanda.rebajes angulares, fresas multiperfil.
En el caso de las fresas para revestimientos, éstas se fabrican lo más seccionadasposible con el propósito de mejorar la calidad de corte, reducir el ruido y esfuerzosmecánicos. En su fabricación se utiliza carburo de tungsteno de diversas calidades yformas geométricas, dependiendo de la madera a elaborar. se utiliza: K40-K30-K20.
En esta categoría se citan: fresas regulables de rebaje, rodonado de bordes.platabanda. fresas para la fabricación de palillos de tarugos y cortinajes, uniones a 45°.fresas para ventanas (Figuras N'" 5 Y6).
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA 17

........
Figuro N" 5. FRESAS PARA PERFILES REGlIl~\Rt:S.
81 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

i ..." J
Figura N" 6. fRESAS PARA PERFILES REGUI.ARJo;S.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA' 9
2.3. 4 Fresas Para Molduras
Dependiendo de la profundidad del perfil se dimensiona el cuerpo de la fresa (entérminos generales). Estas se fabrican para excelentes calidades superficiales y grandesseries. Estas herramientas en algunos casos se fabrican con ángulo axial, para mejorarla calidad de terminación y también con limitador de corte. Se destacan en esta serie,Figura N" 7.
Fresas multipcrtil (Z Jl2)
Juego universal dc multlura~
rrc~s para puenas dc muctllcs.
r=resas rard cornisas.
Molduras en general.
Figura N" 7. FRESAS PARA MOLDURAS.
1D I MANUAL DE FRESAS Y CUCHilLOS PARA MADERA
2.3.5 Fresas para Uniones Laterales y de Extremos
En la actualidad las fresas son de múltiples aplicaciones. no solamente con el fin deeliminar las impeñecciones de la madera. sino que en la recuperación de trozos fuerade estándar. También tienen aplicación en la construcción en base a madera laminada.lJInto para la edificación como para puentes y en la fabricación de muebles en base apaneles con uniones.
Las fresas para uniones tienen dos aplicaciones principales:
Uniones laterales. Figura N" 8.
Uniones de extremos (testa), Figura N" 9.
La unión lateral está orienlJlda a la formación de paneles en base a IislOnes demadera con el objetivo de mejorar la resistencia a la nexión y resistir pesos. Lasherramientas para estos fmes poseen menor cantidad de dientes en el perfil y a su vezéstos están disenados para diferentes tipos de madera vderivados de la misma.
Las herramientas para unión lateral se fabrican en versiones para máquinasautomáticas y para máquinas manuales.
Figura N" 8. FRESA PARA VI\IONES.
L.ATERAL.ES,
Figura N" 9. FRESA PARA VI\IOI\ES
DE EXTREMOS.
MANUAL DE FRESAS Y CUCHILLOS PARA MACERA 111

1l- -~rr-
~ •~: { :íl .-L
~•¡¡¡ ... ,-~
x4'
·1l. Z535
Figura N" 10. PERFILES DE FRESAS PARA UNIONES WNGITUDlNALES.
121 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

2.3.6 Fresas para Uniones Tipo "Finger Joint"
En general las uniones Finger Joint son un tipo de ensamble transversal, por mediode varias uniones que poseen un perfil trapezoidal cónico, las cuales son previamenteencoladas y luego unidas a presión.
Con el objeto de obtener elementos estructurales de longitud mayor a la propiamadera se hacen necesarias las uniones por los extremos.
---1"119
Figura N" 11. UNIÓN TIPO "FINGER JOINT" SEGÚN DIN.
Las uniones finger se caracterizan por la siguiente geometria:
L
P
k
m
g
Distancia entre el fondo y la punta del diente.
Paso del diente: medido entre el centro de un diente y el
centro del diente sucesivo.
Espesor de la punta del diente.
Pendiente del trapezoide.
Juego de acoplamiento: Espacio entre la punta y el fondo de
una unión terminada.
MANUAL DE FRESAS Y eUCHIUOS PARA MADERA /13

b = Altura de la pieza.
Existen Ires tipos de unión, con diferenles características de componamiento; segúnla dirección del ensamble.
Unión paralela a la cara de la pieza.
Unión perpendicular a la cara.
Unión diagonal a la cara de la pieza (inclinación).
En cuanto a los parámetros de las herramientas, éstas se fabrican según Irescategorías (según la longitud P de la Figura /11"1 la).
Unión clásica (20/60)
Mini finger (7111)
Micro finger (2/5) mm.
Las fresas se fabrican en acero y HM. La aplicación de fresas calzadas en Carburode Tungsteno (HM); se limita al trabajo de maderas muy duras, ya que la estructura deestas herramientas es intrínsecamente frágil. El costo inicial de las fresas calzadas escomparativamente menor a los cabezales portacuchillos, pero la fresa es desechable encaso de fractura de los "peines".
Los cabezales se construyen con un cuerpo de alta resistencia (mayor al de la fresa).Llevan cuchillas de acero super-rápido y pueden configurarse desde 4-6-8 cuchillosrecambiables y reafilables. Este tipo de cabezal permite cambiar el tipo de diente agusto. Su particular diseño permite ensamblar varios cabezales, según las necesidades,(Figura N" Ila).
Se debe tener presente en la selección de la herramienta, si se utiliza o no la sierraretestadora. Figura N" Ila.
U I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

p
10111- -¡,
mm 4p mm 10110
mm 10111mm 15115mm 151165mm 2Ol2Omm 20122
(Cabezales ensamblados)
Sierra retestadora
Figura N" I la. DETALLES DE FRESAS "FINGER JOINT"_
2.3.7 Fresa con Cuchillos Recambiables
Estos utensilios han enconlrado aplicaciones en todas las áreas del trabajo de lamadera. Su conslitución las hace más nexibles en la mantención de afilado. Por tenerperfiles en todos sus lados, basta con soltar el seguro y girar el cortante, para tener lafresa a punto. Figura N" 12.
Las reposiciones son relativamente económicas. Estas herramientas son de ahorendimiento sobre todo en materiales duros y abrasivos, por ser la calidad de la WidiaD050·D03.
MANUAl DE FRESAS Y CUCHILLOS PARA MADERA 115

Figura NO 12. FRESAS CON CUCIIILLOS RECAMBIABLES.
2.3.8 Fresas Multicortantes
El sistema hclicoidal a dientes fraccionados. es una denominación de la másmoderna tecnologia de cepillado en la elaboración de la madera. Figura NO 13.
1. I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Estos utensilios fueron proyectados y desarrollados en el ailo 1977, Y tienennumerosas aplicaciones en el mundo ya que ofrecen grandes ventajas operativas.
Ruido: El corte fraccionado permite una reducción del ruido con respecto lossistemas convencionales.
Economía en el ejercicio y la gestión de mantenimiento: Con una realreducción en el consumo de energia eléctrica absorbida, ya que se requieremenor torque para la operación del cepillado y una mayor duración del cortante.
También existen versiones más ligeras. Se ha desarrollado en el mercado unainteresante evolución del producto, vale decir, donde se requiere menor inercia seaplican cabezales más ligeros con las mismas ventajas operativas, sólo que con un pesomuy inferior.
Figura N" 13. FRESA MULTICORTANTE.
.'
1,J .~' '..- í 1
MANUAl DE FRESAS Y CUCHILLOS PARA MADERA 117

3.- CUCHILLOS
3.1 Características Generales
Cuando se habla de hcrramientas con cuchillos. se hace refcrencia a los cabezalcsporta cuchillos.
Dichos cabezales están fabricados en accro, al cual se le hace un fresado paraobtener la caja donde irá alojado el cortanle. La fijación de los cuchillos se realiza porpresión. medianle una cuila rectificada que por lo general dcbe tener forma trapezoidaly pernos como seguros. Estos cabezales posccn ángulos de corte estándares (12°/20°).según sea la aplicación. existcn los cabezales para cepillado que a su vez son dc dostipos: pesados y ligeros. Además. están los cabezales estriados para moldurar.
3.2 Tipos de Cuchillos
Según la aplicación se desprenden los siguientes tipos:
Cuchillos planos lIara el eepillado de maderas. Están realizados en acerorápido de alta aleación, resistentes al desgaste. Se fabrican en tiras de diferentesdimensiones.
Cuchillos estriados: Están compuestos por los mismos elementos que elcuchillo para cepillar, sólo que con un espesor más consistente, 8 mm. En lacara anterior poseen un estriado rectificado que es estandarizado y liene porobjeto la fácil sujeción y regulación de los cuchillos.
Cuchillos para el foliado de madcras: Estos cuchillos son de grandesdimensiones y no son de alta aleación. sino que son templados v sobre todo en lazona que sc dcba afilar. Lo anlerior eS con el objeto de evitar fracluras delcuchillo. Referenle al ángulo del cuchillo. se hará referencia en el capitulo deafilado de herramientas.
La composición de los cuchillos cepilladores se basa en varios elemenlos. que leconfieren la resistencia y la dureza requeridas; se mencionan: Manganeso. Cromo.Niquel. Molibdeno. Tungsteno. Vanadio. Cobalto. Titanio. Niobio. Tántalo.
181 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

4.- ABRASIVOS CONVENCIONALES
4.1 Definiciones Elementales
Una muela abrasiva es una herramienta que trabaja mecánicamente por arranque deviruta; está compuesta por el grano abrasivo y el aglutinante. El grano abrasivo efectúael proceso de mecanizado propiamente dicho y el aglutinante tiene por misión el sujetarlos granos abrasivos individuales. La unión de los granos entre sí por medio delaglutinante confiere a la muela abrasiva su estabilidad mecánica.
El rectificado es un proceso de arranque de virutas. por medio de una infinidad degranos abrasivos de superficies de corte irregulares y aglomerados en un conjunto.Haciendo comparación con otros sistemas de corte, tales como tornear, taladrar, etc., enel rectificado se efectúa el corte a una velocidad relativamente alta (velocidadperiférica).
De modo que las muelas abrasivas son herramientas sometidas a grandes esfuerzos,a causa del contacto con la pieza y de la continua fuerza centrifuga. Debido a losrequerimientos técnicos de aplicación y uso, se deben considerar varios factores, con elfin de evitar posibles peligros para el operario. asi como la elección del abrasivoadecuado.
En las muelas abrasivas se pone mucha atención en la dureza de las mismas.Mientras la dureza de un mineral es caracterizada por su capacidad de penetración enotros materiales, la dureza de las muelas abrasivas está definida como la resistencia delligante a la rotura del grano.
Según las normas alemanas DIN, el grado de dureza está estandarizado en la escalade A a Z. La categoría A corresponde a una dureza muy baja y la categoria Zcorresponde a una dureza extremadamente elevada.
Cuando la dureza es demasíado baja, la muela abrasiva se consume muy rápido. Alcontrario, con una dureza muy elevada los granos se rompen y la muela tiende aempastarse, por consiguiente se obtiene un menor arranque y un aumento de latemperatura.
Otra caracteristica es la estructura, que describe la cantidad de grano. de ligante, delespacio ocupado y de poros.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA lIt

4.2 Consideraciones Acerca de su Fabricación
Peso y medición de la materia prima: Esta es la primera fase de fabricación demuelas abrasivas donde se realiza el pesaje y medición de los componentes porseparado: grano, Iigante u otros materiales. Posteriormente está la mezcla de loscomponentes, una distribución ideal ésta se produce cuando el Iigante encapsulaal grano en fonoa unifonoe y no se producen grumos.
Fonoación de las muelas: Para la fabricación se utilizan matrices metálicas,cuya geometria corresponde lo ntás exactamente posible a las dimensionesdeseadas. La formación se produce por prensado y en muy pocos casos se realizapor colada.
Secado y cocción: Mientras las muelas abrasivas aglomeradas con resina sonenviadas directamente al cocido, después del prensado, las muelas abrasivasvitrificadas reciben un secado adicional para eliminar la humedad remanente.
4.3 Denominación de los Cuerpos Abrasivos
Las características técnicas de los cuerpos abrasivos manufacturados dependen delabrasivo, grosor del grano, grado de dureza, estructura (porosidad) y aglutinanteutilizado. Por lo tanto se designan indicándose todos estos datosen el mismo ordenmencionado y usándose las siguientes denominaciones:
""""YOTynJum
T,..,.l>o
A Conndón nonna.I52A· Corindón intermedio9OA: Corindón especial21A Connd6n Clm:WO
lOA: CorindónSRA: Corindón aupcrior roN
91 A: Corindón especial28A: Corindón circonio
le: c..rbwo de .ilicio cavo
SOA: Conndéw\ compuestoI9A: Corind6n superioJ blancoIlA: Corindt.n de buUu especial
lOe: C<lmpu<3W do C y CI
GrOIor del ¡ranoMuy"....,anM<dionoFonoMuy fanoEXlnlino
S 10 1214 16 20 24JO J6 46 Sol 6070 SO 90 100 120
ISO ISO 220 240~80 J20 400 500 600 .00 1000 1200
20 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Gr.to de duru..IMuyblondo
B""""Me<b"",DwoMuy .....Exln<bo
oHLPTX
EIMQuy
FJNRVZ
GKOSW
Emuotun~ O· 3Mediana 4. 6Abic:rtl 7· 9Muy lbta1a (aIt.I pon:.idId) 1O• 12
A¡JWrwJleVitrUK:P:l VResinoidt B
Ejemplo: 89A 70 M 5 V
4.4 Criterios para la Elección de Cuerpos Abrasivos
En la elección de un abrasivo determinado. no sólo intervienen sus caracteristicasgenerales de rotura y comportamiento de desgaste. sino también las caracteristicas delos materiales a trabajar.
Casi la totalidad de los cuerpos abrasivos convencionales se fabrican en corindónartificial )' carburo de silicio.
Figura N" 14. CORt:-OON ARTfFlClAL (AL,Q,l Y CARRljRO DE SILICIO (SIC).
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 21

El corindón artificial (Albúmina cristalizada de fórmula AI,O,) se elabora en baseal mineral dc bauxita. en hornos electrotérmicos. Para fabricar el corindón blancosuperior, con un contenido del 99.9% de óxido de aluminio, se emplea arcilla pura.
El carburo de silicio se obtiene fundiendo arena silícea y coque de petróleo enhornos eléctricos, a una temperatura de 21 OO°e. Para activar las reacciones, se utilízamezcla de cloruro de sodio y ascrrin.
4.4.1 Caracteristicas de los Abrasivos Convencionales
Corindón normal (A )' lOA) con 95% - 97"10 de AI,O,. Sus principalescaracteristicas son gran dure7-<l y tenacidad. es el abrasivo más empleado. Lasmuelas fabricadas con este producto se emplean para trabajar aceros de bajaaleación y materiales férricos de mediana y alta resistencia a la tracción.Particularmeme indicado para trabajos de desbaste pesado.
Figura N" 15. coRrNOON NORMAL (A y AJO~
Corindón intermedio (52A) con aproximadamente 98% de AhO,. Esteabrasivo es duro, pero menos tenaz que el corindón lOA Y A; se le puededenominar también como semi-frágil. Es muy indicado para trabajos dedesbaste en aceros templados y sensibles al <;alor.
22' MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Figura N" 16. CORINDON1NTERMEDlO(52A).
Corindón R1perior rosa (88A) con 99% de AI,O,. Abrasivo muy duro y frágil.Dureza de Mohs aproximadamenle de 9. Este corindón cortanle, es el abrasivocon mayor uso para el afilado de herramientas de corte (acero al carbono y acerorápido), también para el rectificado de aceros templados e inoxidables.
Figura N" 17. CORINDON SUPERIOR ROSA (llIlA).
Corindón sullerior blanco (89A) con 99"10 de AI,O). Se caracteri7..3 por ser unabrasivo muy duro y frágil. Dure7..3 aproximadamente de 9 Mohs. Este abrasivoes el más utili7..3do para el afilado de herramienlas de corte en acero al carbono yacero rápido. así como para otras aplicaciones de rec1ificado.
MANUAL DE FRESAS Y eUCHILLOS PARA MAOEl\A / 23

Figura N" 17a. CORtNDON SUPERIOR BLANCO (lI9A~
Corindón especial monocristal (90A) con 99.1% de A1,O,. Este corindónmonocristal. fabricado con un procedimienlo especia!. es extremadamente duro'.pero menos frágil, es decir. más tenaz que el 89A. Es recomendable para eltrabajo de rectificaci6n en herramientas de acero de altísima aleación y acerosrápidos sensibles a! calor.
Figura N" 18. CORINDON ESPF..cJAL MONOCRISTAL (90A~
Carburo de silicio verde (C). Este abrasivo es excepcionalmenle duro y frágil,con una dureza de Mohs de aproximadamenle 9.5. Este abrasivo, sensible a losgolpes y choques. se emplea principalmente para trabajar el metal duro yherramientas cortantes de cerámica. En la fabricación de herramientas de corte.se emplea en la etapa primaria de "la construcci6n.
2' I MANUAL DIE FRE:SAS Y CUCHILLOS PAIU. MAO€RA
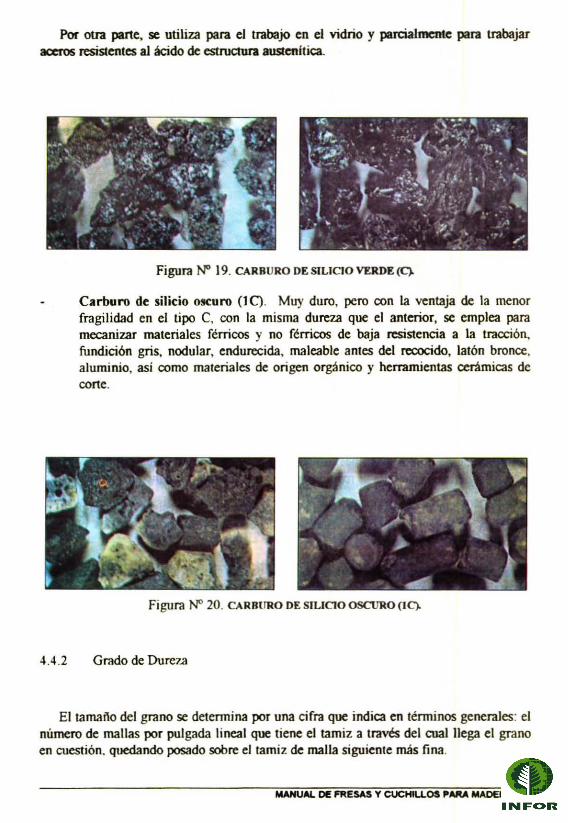
Por Olla pane, se utiliza para el tl1lbajo en el vidrio y parcialmc:nle pal1l Ilabajaraceros resislentes al ácido de estructura aUslenftica.
•
Figura N" 19. CARBURO DEStLtCIO VERDE(C).
Carburo de silicio oscuro (1 C). Muy duro, pero con la ventaja de la menorfl1lgilidad en el tipo e, con la misma dureza que el anterior, se emplea paramecanizar materiales férricos y no férricos de baja resistencia a la tracción,fundición gris, nodular, endurecida, maleable anles del recocido, latón bronce,aluminio, así como materiales de origen orgánico y herramientas cerámicas decorte.
1 ,~ JL.-,.,. '1l ,... ~ ~ , _: ~ ."j ,....
~ . ¡/>.•• o', • .¡ ..• ~ _ .. -..r. '... •
.:" \ .J
Figul1l N" 20. CARBURO DE SILICIO OSCURO (tC).
4.4.2 Grndo de Dureza
El tamailo del grano se delermina por una cifrn que indica en términos generales: elnúmero de mallas por pulgada lineal que tiene el tamiz a través del cual llega el granoen cuestión. quedando posado sobre el tamiz de malla siguiente más fina.
MANUAL DE FRESAS Y CUCHILLOS "MoA MADERA I 26

Panl un- desbule rápido y económico de cualquier material deben elegirse siempregranos más bastos, en comparaciÓn con los uti lizados para un trabajo de rectificado deprecisión o de acabado del mismo material o pieza en cuestiÓn, en donde se debe elegirgranos más finos.
G....,llno
Figura N" 21. TAMICES PARA DETERMINAR EL TAMAJ'lO DEL GRANO.
Por otra parte, para oblener una alta calidad superficial se utilizan gradualmentegranos más finos, compartiendo el proceso de rectificado en varias operaciones demecanizado. En materiales de dificil mecanización y muy duros, se requiere en generalla utilizaciÓn de granos más finos, usando al mismo liempo una muela abrasiva menosdura. En cienas situaciones se requiere incluso un cambio simultáneo del abrasivo.
El rectificado de formas y perfiles agudos requiere una alta resistencia en el perfil dela muela y también granos más finos que en el rectificado de superficies planas operfiles poco pronunciados.
El concepto de dureza (grado de dureza) de un cuerpo abrasivo. se refiere a laresistencia con que quedan ligados los granos individWlles del abrasivo por el agenteaglutinante, es decir, la resistencia que ofn:cen los granos abrasivos a desprenderse delaglutinante (del cuerpo abrasivo).
En general se desea de una muela abrasiva que los granos abrasivos estén tanfuertemente unidos entre si que puedan soportar en principio la presión delmecanizado. en forma tal que no se desprendan hasta no haber perdido su podercortante, dejando paso enlonces a un nuevo grano cortanle.
En las muelas que deben conservar constantemente su capacidad de corte (muelasautoregeocrnntes), como por ejemplo las muelas de desbaste, de afilado manual, de
211 MANUAl. DE FMSAS Y CUCHlU.OS PAlU. MADElU.

discos de corte, etc., el proceso regenerante se realiza por medio de la presión delmecanizado en aumento en función de los granos que se van desgastando.
De manera contraria, las muelas abrasivas que durante un determinado proceso derectificado se requiere que conserven el perfil y dimensiones, es decir no pierdan estosparámetros prematuramente; por ejemplo: rectificado de roscas. afilado de cuchillospara moldurar, etc.. se realiza la regeneración de los granos gastados y embotadosrectificando periódicamente la muela con diamantadores adecuados.
En la elección del grado de dureza se deben considerar una serie de factores queinfluyen. tanto en el desgaste de cada uno de sus granos (embotamiento y pérdida dearistas cortantes, astillamienlo. etc.) como en su posterior desmembramiento del cuerpode la muela abrasiva.
Aquellos materiales de dificil mecanización traen consigo un desgaste más rápidodel grano abrasivo. rectificando con baja presión, mientras que en los materiales defácil rectificado. con sólo una leve inOuencia en el desgaste del grano, necesitanpresiones más elevadas. Es importante considerar los tratamientos térmicos que puedantener los materiales ya que éstos pueden influenciar en la elección del grado de durezade una muela.
Cuando existen grandes presiones de rectificado (desbaste), principalmente enavances bruscos. por ejemplo cuando se trabaja a mano sobre un banco portamuela, sedeben elegir muelas de mavor dureza. con el propósito de evitar la pérdida innecesariade la mucla.
Por otra parte con peque~os avances por pasada. se producen bajas presiones demecanizado con un desgaste relativamente elevado del grano abrasivo (producto delexcesi\'o roce). En estos casos se debe considerar un menor grado de dureza de la muelaabrasiva. porque de lo contrario las presiones del rectificado son insuficientes paraproducir el efecto de regenera miento dc la muela (desprendimiento dc los granosembolados). Lo antcrior es dlido para el rectificado de fresas y cuchillos en HS y HSS.
Por esta razón los resultados del rectificado o afilado con una muela demasiado durason deficientes ya que no se desprenden los granos embolados. La muela abrasiva secalienta cn exceso. aún con peque~as presiones de pasada. llegando a destruir laestructura del matcrial. En el caso dc las hcrramientas de cone. se revienen. seproducen grietas: se queman. o ambos efectos.
Cuando se dcbe rectificM herramientas donde existen grandes superficies decontacto entre la muela y la pieza. como rectificado plano con muelas de vaso osegmentos, se deberá rectificar realizando peque~os incrementos de avance en lasmáquinas y por consiguicntc peque~as presiones dc mecanizado.
MANUAl DE FRESAS Y CUCHILLOS PARA MADERA 127

Con el fin de garantizar el desprendimiento de los granos gastados, se recomiendala utilización de muelas más blandas. en muchos casos granos más grandes Y unaestroetura de la muela más abiena.
4.4.3 Estructura y Aglutinante
La estructura de una muela abrasiva se indica mediante una cifra comprendidaentre O-lO, desde una estructura densa o cerrada hasta una muy abiena o a1lJ1menteporosa.
Figura N" 22. ESTR11(TURAS DE ABRASIVOS.
La estructura rC\·cla la relación que existe entre el grano abrasivo y el aglutinante ytambién la abcnura de los poros y con ello el volumen de los mismos. ya que éstos sonimprescindibles para la formación libre de virutas y su evacuación de la zona decontacto.
Tanto la estructura. eomo el tamaño del grano están relacionados con el grado dedureza de la muela abrasiva.
En herramientas y maleriales sensibles al calor como es el caso de las herramienlJlscalzadas en acero rápido y también las imegrales. la porosidad de la muela abrasivaevita también el calentamiemo excesivo de la herramienta.
Los aglutinantes empleados en la actualidad son del tipo cerámieo y resinoide:
28 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Aglutinante cer'mico: Este tipo de aglutinante confiere a la muela aha rigidezy dureza; por lo tanto las muelas de este tipo son sensibles a golpes y choques.Las muelas que se fabrican con este aglutinante, son cocidas en hornos a unatemperatura de 1300·C; por consiguiente el nivel de humedad en ellas esminimo, además, son insensibles a los agentes quimicos de los Iiquidosrefrigerantes. Este tipo de muelas se recomienda para el perfilado y alilado decuchillos sobre cabezales, ya que la muela no pierde fácilmente su forma.
Según el tipo de máquina, las muelas cerámicas pueden funcionar a velocidadesperiféricas de 30 a 40 mis. Sin embargo. existen muelas especiales cerámicas quetrabajan entre 45 )' 100 mis.
Aglutinante resinoide: El proceso de fabricación de estas muelas es similar alas precedentes. pero en éstas se uliliza aglutinantes resinicos que sonendurecidos en hornos a una temperatura de hasta 200·C.
Este aglutinante. confiere a las muelas caracteristicas de elasticidad e insensibilidadcontra golpes, por esta razón su resistencia permite velocidades de trabajo de 80 mis(máx. normales) y excepcionalmente hasta 100 mis.
4AA Especificaciones Según Uso
La elección de una muela adecuada y su especificación precisa de una sintonizaciónminuciosa de todos los factores que influyen en el rectificado, a cuyo efecto debetenerse en cuenta. con independencia de la calidad y caracterislicas del material. lodo elproceso cinemático del rectificado. a condición del tamaño y la forma de la pieza atrabajar, asi como del modo y sistema del rectificado que se desea realizar se debentener en cuenta aspectos como:
Caracteristicas del material a rectificar (si es de fácil O dificil mecanizado. tipode formación de su viruta. esfuerzo al desgaste de los granos abrasivos).
Tamaño y forma de la superficie de contacto entre muela y pieza (radio decontacto grande o pequeño). esfuerzo especifico de la muela por el tamaño de lacitada superficie de contacto. asi como tipo de avance y profundidad de pasada(sistema de trabajo de la máquina. rectificado automático. manual. velocidadperiférica. elc.).
Estado de la máquina (asiento del husillo porta-muelas, vibración de la máquinay el equilibrio de la muela).
Tipo del mecanizado. clasificando en desbaste y acabado, veces a rectificar(excedente). exigencias en cuanto a la cantidad dc material a eliminar.
MANUAL DE FRESAS Y CUCHILLOS PA/U MADERA I 21

mantenimiento de perfil, calidad de la superficie deseada, tolerancias y exactitudde medida.
Velocidad periférica de trabajo. Los cuerpos abrasivos traen, de fábrica,marcada la velocidad de trabajo que para cada cual se ba determinado, ésta debercspctarsc rigurosamente.
Montaje de las muelas. Antes del montaje se ba de comprobar que los cuerposabrasivos se encuentren en debidas condiciones. Se evitarán accidentes y daiIosde operación si al menos se observa lo siguiente:
Ejecución de la prueba del sonido.
Atención a la velocidad periférica autorizada y revoluciones máximas, para queen ningún caso sean sobrepasadas.
Muelas agrietadas o defectuosas no deben montarse, devolverlas al fabricante.
La muela se ba de deslizar en el husillo, o en el cuerpo de fijación con el minimojuego posible, fijando ambos de forma segura.
4.4.5 Cuidados en el Almacenamiento de las Muelas
Las muelas abrasivas son herramientas de alta calidad y, aún seleccionándolasminuciosamente, no se conseguirá el rendimiento y efecto que se desea en elmecanizado si la muela es tratada de manera poco adccuada, bien sea durante sualmacenaje, montaje o el propio trabajo, a causa de un deficiente diamantado operfilado, por su inexacto equilibrado o por el empleo de refrigerantes inapropiados.Tampoco se consiguen óptimos resultados si la máquina no funciona en perfectascondiciones y tiene vibraciones, etc., o simplemente si la muela no es utilizada en eltrabajo para el cual fue fabricada.
La adecuada manipulación empieza, por tanto, con el desembalaje y el almacenajede la muela. Las muelas deben sacarse con precaución de su embalaje especial, previacomprobación con la guia de despacho y observando los eventuales da~os que puedanbaber sufrido durante el transpone. El control más imponante es el de su sonido. Lasmuelas intactas tienen un sonido claro.
No hay que rndarlas sobre el suelo para evitar rotura de sus cantos. Sonindispensables medios de Iranspone adecuados para su traslado.
30 I MANUAL DE FRESAS Y CUCHILLOS PAlU MADERA

Para almacenar las muelas o colocarlas unas sobre otras, valen, en principio, lasmismas reglas que para las demás herramientas. Locales de una temperatura media l'seca son los más adecuados. Deben evitarse brusoos cambios de temperatura. Según eltarna~o l' forma de las muelas se efectuará su almacenaje en los propios estantes.depósitos o cajones.
En Jos estantes serán colocadas de manera ordenada, visible l' protegidas contraposibles deterioros, pero fáciles de alcanzar cuando se precisen.
~14 ,~
;..../ -
I
15>--i
2-
19- ,17~
/
II\
c."I I
6 7
1 Muelas recIas 11 Plancha de acero2 Muelas de vaso cónicas 12 Aros de pared gruesa3 Muelas de forma plato 13 Muelas de tamarto mediano, rectas4 Aros de pared delgada 14 Estante inclinado para muelas pequerlas5 Cartón ondulado 15 Estante recto para discos de trozar y muelas de
f",ma6 Grandes muelas rectas7 Muelas grandes biseladas 16 La muela no debe sobresalir del estante8 Muelas pequenas de forma vaso y 17 2 Gula. de apoyo
aros9 Muelas especiales con perfil 18 Parte tra~ cerrada para protección
10 Discos de tronzar 19 Plancha de acero
Figura N" 23. ESTANTE PARA ALMACENAMIENTO DE ESMERILES.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 31

Las muelas cerámicas pueden almacenarse prácticamente por tiempo indefinido.Las muelas de aglutinante resinoide. por el oontrario. no deben guardarse más de dosaOOs. es aoonsejable emplearlas antes. La etiqueta que indica las medidas yespecificación se deja en la muela hasta el momento de ser montadas en la máquina.
321 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA
5.- ABRASIVOS DE DIAMANTE Y NITRURO DE BORO CUBICO
El avance técnico de los últimos años ha traído no solamente métodos de fabricaciónmás cortos. sino también nuevos productos como fruto de las constantesinvestigaciones. Estos materiales se refieren prinCipalmente a productos altamenteresistentes al desgaste y la abrasión. así como también a materiales a los que se exigealta resistencia al calor y cambios bruscos de temperatura. Se han tenido que ensayarherramientas adecuadas tanto para poder mecanizar estos materiales como paraafilarlos posteriormente.
El DIAMANTE. al que se puede calificar como el abrasivo más duro disponible. sele atribuye recientemente, gracias a su dureza y resistencia al desgasll:, aparte de suhasta ahora conocida utilidad para el rectificado y afilado de metal duro. una elevadaimportancia en el mecanizado de aponaciones y aleaciones proyectadas.
El NITRURO DE BORO CUBICO (CBN), un nuevo abrasivo, se emplea en eltrabajo de aceros rápidos. aceros de herramientas. cimentadas y al cromo.
Ambos abrasivos. tanto el Diamante como el Nitruro de Boro Cúbico. son muysuperiores a todas las demás materias abrasivas gracias a su fina retícula. que enconsecuencia las caracteriza por su alta resistencia al desgaste y alto poder cortante.
Su utílización abarca los más diversos trabajos de precisión de rectificado y afiladoen materiales de dificil mecanización. Aparte de obtenerse altas calidades de acabadossuperficiales y de tolerancias. se consiguen sorprendentes reducciones en los tiempos demecanizado.
5.1 Materiales quc se IlUcdcn Mecanizar
Con Diamante
Metal duro. herramientas de metal duro (sinterizadas)
Soldaduras aponadas
Aleaciones proyectadas resistentes al desgaste
Ferro Tic y Ferro Titanit
Esteatita. grés
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 33

Materiales de óxido de cerámica
Ferritas, materiales cerámicos magnéticos
Cuerpos abrasivos vitrificados
Materiales refractarios
Piedra natural y artificial
Piedras preciosas y semipreciosas
Vidrio, porcelana, cuarzo
Silicio, germanio
Grafito, carbón eléctrico
Plásticos, plásticos reforzados con fibra de vidrio.
Con Nitruro de Boro Cúbico - C8N
Aceros rápidos
Aceros de alta aleación para herramientas
Aceros al cromo (12% Cr) y, de forma limitada, aceros de cementación(dureza del material superior a SS HRC Rockwell).
S.2 Especificaciones de Muelas de Diamante y CBN
Como en otras operaciones de rectificado, la elección de las muelas de diamantes oC8N se basa primordialmente en el principio de la muela, su forma, tamallo ycomposición, la pieza y la máquina (con sus datos operativos) constituyen un todoinseparable. La realización óptima del rectificado con Diamante y Nitruro de BoroCúbico puede únicamente lograrse si todos los factores que influyen en el proceso derectificado son ajustados mutuamente de forma precisa.
Naturalmente. es requisito imprescindible que la máquina sea de construcción sóliday estable y sus mecanismos de avance sensibles para permitir las mejores operacionesde arranque.
Al hacer un pedido de muelas se debe indicar la forma del cuerpo rectificador(muelas de vaso. de plato, de vástago, etc.). Se representan por símbolos que consistenen una combinación de letras y números, convencionalmente establecidos por losfabricantes.
:w I MANUAL DE FAESAS y CUCHilLOS PARA MADERA

Es recomendable utilizar fonnas estables de muelas, asi, deben preferirse cuando seaposible las muelas de vaso a las de disco o plalo.
El cuerpo base de la muela se fabrica con diversos materiales:
Muelas con aglomerante resinoide • aluminio/resina, aluminio, resina
Muelas con aglomerante galvánico· acero
Muelas con aglomerante metálico· acero, metales no férricos y aluminio
Muelas con aglomerante cerámico· masa cerámico· masa cerámica prensada.
5.2.1 Dimensiones
Las dimensiones principales del cuerpo reclÍficador son: diámetro x ancho (alto) xdiámetro interior, y las medidas del revestimiento del Diamante o CBN (diámetroancho del rcyeslimiento· espesor del revestimiento).
Ejemplos de Dimensionamientos
a) Para el rectificado de superficies frontales con muelas de vaso D x T x HID - W- X: un reemplazo numérico puede ser 125 x 25 x 20 125·6· 2.
---- Or---- - K
H)
Figura N" 24. xllJELA PARA REeTlFlCADO FRONTAL.
b) Para el rectificado periférico con muelas planas D x T x HID - U • X: cuyoreemplazo numérico puede ser: 100 x 10 x 20 100· 10·2.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 35

D
.. ;:)~
"., ....X H
Figura NO 25. MUELA PARA RECTIFICADO PERIFÉRICO.
Diámetro de las Muelas Rectificadoras (D)
En las condiciones térmicas y cinemáticas favorables, una muela rectificadoraresulta más económica cuando mayor es su diámetro. Debido a la mayor fase deenfriamiento, el grano abrasivo (Diamante o CBN) es también menos susceptible aldesgaste, esto tiene un efecto muy positivo sobre la duración de la muela en cuestión.
La determinación del diámetro depende principalmente de observar las velocidadesde trabajo recomendables para la muela.
Ancho del Revestimiento (W)
Por regla general, el reveSUmlento debe desgastarse uniformemente en todo suancho. En el rectificado en máquina esto se logra mediante el movimiento de avancede la pieza o de la muela rectificadora. Hablando en términos generales, debenformarse pequeñas zonas de contacto en el rectificado. En el rectificado con muelas devaso, disco o plato, los revestimientos estrechos permiten un más rápido y más friorectificado. En el desbaste con un sopone. es mejor un revestimiento más ancho porcuanto proporciona una guía mejor. Cuanto mayor es la zona de contacto, más pequeñodebe ser el ancho del revestimiento abrasivo. Si es demasiado ancho, dará lugar a unenorme calor de rectificado y, en consecuencia, reducirá el rendimiento de arranque.
Además. un revestimiento abrasivo que sea demasiado ancho raramente puedeutilizarse en toda su extensión.
3C I MANUAl. DE FRESAS V CUCHILLOS PARA MADERA

Figura N" 26. REIACION ENTRE EL ANCHO DEL REVESTIMIENTO ABRASIVO Y LA PIEZA ARECTIFICAR.
Espesor del Revestimiento (capa)
Los reves\lmlentos más gruesos son más económicos. El mayor contenido deDiamante o de Nitruro de Boro Cúbico (CBN) no influye en los costos de fabricacióndel cuerpo del soporte del elemento rectificador. Esto deriva en una ventaja para elusuario dada por menores costos de rectificado.
5.2.2 Composición del Utensilio
Como en las muelas de carburo de silicio y de corindón, la especificación contienelos datos necesarios en relación al tipo de grano (Diamante - CBN), tamaño del grano.dureza, concentración y aglomerante.
Por ejemplo: 6 SDM 140 R 75 B 5210140 C75 Resinoide
Si no se conoce la especificación por un pedido anterior, deben responderse lassiguientes preguntas:
¿Qué es lo que se va a rectificar?
Detalles relativos a la aplicación que se pretende; material (calidad/tipo) y pieza detrabajo (superficie que vaya a ser mecanizada).
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 37

.Cómo va a rectificarse?
Detalles sobre el proceso de rectificado. por ejemplo: rectificado de herramientas,rectificado cilíndrico interior o exterior, rectificado en plano,rectificado en seco o en húmedo.
• Dónde va a rectlflcarse?
Detalles en relación a la máquina y a sus condiciones operativas. avances,desplazamientos, revoluciones por minuto o velocidad periférica.apriete y fijación de la pieza.
• Qué ~querimientos deberán cumplirse?
Detalles en relación al acabado de la superficie, precisión dimensional, tiempo derectificado, etc.
Calidad del Grano
Apane del Diamante natural. conocido hace mucho como el abrasivo más duro, seutiliza en la actualidad mayormente el Diamante sintético.
Según el procedimiento de fabricación y su estructura cristalina, este Diamanteposee diversas características para el mecanizado.
Por este motivo se utiliza, por ejemplo para aglomerantes resinoides príncipalmente.grano de Diamante encamisado en metal, hecho por el que se mejora tanto laconductividad del calor, como la adherencia del grano en el aglomerante.
El Nitruro de Boro Cúbico (CBN) es el abrasivo siguiente en dureza. Cabe destacarsu alta resistencia a la temperatura. hasta unos 1.200·C, superíor a la del Diamante.
Debido a estas características y a su buena conductibilidad del calor el CBNconsigue grandes rendimientos de cone, tiempos conos de mecanizado y una largaduración.
Tama~o del Grano
El tama~o del grano determina la capacidad de arranque de materíal en las muelasde Diamante o de CBN, así como el acabado superficial que puede obtenerse.
31 , MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Los granos más gruesos penniten un mayor rendimiento, los granos más finosaumentan la calidad del acabado, pero disminuyen la capacidad de arranque dematerial.
Dependiendo del requerimiento pedido al rectificado, se eligen siempre granos másfinos para el acabado gradual de superficies.
Según las condiciones de contacto y del tamafto de la superficie a ser trabajada, serecomiendan los siguientes tipos de granos.
Desbastado con muelaRectificado de acabadoRectificado fino y muy fino
Elección del Grado de Dureza
dedede
60 a 120 mesh2140 a 230 mesh325 a 400 mesh
A diferencia de las muelas de Carburo de Silicio o de Corindón, en las que el gradode dureza seleccionado influye en fonna decisiva en el resultado del rectificado. en lasmuelas de Diamante O de Nitruro de Boro este factor no es tan determinante debido a lamayor resistencia al dcsgasle de los diversos tipos de grano. Basados en valoresempiricos. son suficientes los siguientes grados:
Para muelas de CBN y muelas de Diamante. con aglomerante resinoide:
J = blando N = medio R = duro S = muy duro
Para las muelas con aglomerante metálico o galvánico. el grado se determina deacuerdo con el aglomerante metálico elegido.
Para las muelas de Diamante y de CBN con aglomerante y vitrificado:
M = medio P = duro
1 Mesh (malla). Los granos gruesos se clasifican mediante cribado, los granos finosse llaman también granos sedimentados. Existen varios procesos para determinarsu tamallo. en la mayorla de los casos se clasifican po< medición microscópica de unamplio numero de granos. De acuerdo con el standard americano ASTME-11-61.los tamatlos de grano se indican en US mesh. Pueden compararw al standlardpreparado por la FEPA (Federación Europea de Fabricantes de ProductosAbrasivos) .
MANUAL DE FRESAS Y CUCHilLOS PARA MADERA I 31

Elección de la Concentración
La efectividad de las muelas de Diamante o de Niuuro de Boro Cúbico dependen demanera decisiva de la concentración, o sea de la relación de volumen del grano con elagente Iigante. La concentración se expresa mediante un coeficiente de medida, unaconcentración de lOO corresponde a un contenido de grano de 4,4 quilates por cm' delvolumen de la capa (1 quilate = 0,2 g).
Alta concentración (75 • 150): Para granos gruesos. para el rectificado periférico,rectificado de perfiles. para pequeilas zonas de contacto o pequeilos anchos derevestimiento. En general. se debe utilizar una concentración más elevada para losaglomerantes metálicos.
Baja concentración (25· 50): Para granos más finos, mayores anchos derevestimiento, asl como para el rectificado en plano frontal con muelas de vaso.
Elección del Aglomerante
El aglomerante también tiene una influencia decisiva en el rectificado y sobre laduración y la rigidez de la muela. Uno de los principales cuidados en la tecnologia delrectificado con muelas de Diamante o de CBN es la selección de los aglomerantes másadecuados. El aglomerante detennina si una muela de Diamante o de CBN rectificaadecuadamente:
En frio, con buen mordiente, con una elevada capacidad de arranque delmaterial y baja presión de contacto, pero con una baja duración útil.
Con un mordiente más pobre, con una más baja capacidad de arranque delmaterial y elevada presión de contacto, pero con una mayor duración útil.
Recomendaciones para la selección del aglomerante:
Aglomerante duro:
Estrechos revestimientos
Granos gruesos
Elevadas concentraciones
.el I MANUAL DE 'I'ESAS Y CUCHILLOS 'AIUo MADERA

Largo período de actividad
Larga duración del perfil
Rectificado en húmedo.
Aglomerante blando:
Amplios revestimientos
Granos finos
Bajas concentraciones
Piezas sensibles al calor
Rectificado en seco.
El aglomerante que asegura una relación económica entre el desgaste y el arranquede malerial es el más adecuado para el trabajo. Las influencias del aglomerante sobrela superficie de la muela de Diamante o de Nilruro de Boro se muestran en la Figura N"27.
los granos sobr8SéMen del aglomefante· amplios desahogo& para las W'uIas • condici6n ideel.
Fácil dosgasIe del agioo, ........... sedos¡lrenden~.eaus..: ..,.......__.grano demasiado (Il"1O, conoentraci6n rTV( baja.
0e6gaste del4Jt ..... _ie derna&oiado bliIjo, insl.{1CienMl· aITanqlM demMerieI. Causas.: ;rJo.••lte rT1IJf duro,gtanO demasiado grueso, oontración muv elevada.
Figura N° 27. RELACION AGLOMERANTE -GRANO ABRAStVO.
MANUAL DE FRESAS Y CUCHillOS PARA MADERA J 41
Aglomerante resinoide: Este aglomerante permite un elevado arranque dematerial y en consecuencia un menor tiempo de rectificado y rectificado en frio.Por esta razón, se recomienda este aglomerante para herramientas de metal duro,rectificado en seco y en húmedo, asi como para aleaciones aportadas, acerosaleados y de herramientas.
Aglomerante metálico: La elevada dureza de este aglomerante posibilitaacabados de superficies más finos, pero ofrece una menor capacidad de arranquede material que las muelas con aglomerantes resinoides. Por esta razón, losaglomerantes metálicos se utilizan principalmente cuando se requiere unarigidez en el revestimiento, por ejemplo, en el rectificado de perfiles, en lareparación de herramientas de precisión sin un desbastado especial y parapequeñas áreas de contacto (salientes def1cctores de viruta), materiales cerámicosy materiales que producen un desgaste particular, como el vidrio.
Aglomerante gal\'ánico: La substancia base de la muela está recubierta con unrevestimiento de Diamante o de CBN de gran densidad (concentración). Losgranos se proyectan considerablemente asegurando un buen mordiente y unaelevada proporción de eliminación de virutas. Este aglomerante eseminentemente adecuado para materiales no sinterizados (blandos), plásticosduros. materiales reforzados con fibra de vidrio. ferritas. etc.
Aglomerante "itrifieado: La gran dureza del aglomerante permite un trabajoeconómico en aceros de rodamientos. A pesar de la dureza del aglomerante.puede lograrse una elevada proporción de arranque de virutas.
~.J Recomendaciones para el Uso Adecuado de las Muelas de Diamante y CBN
Para asegurar una utilización económica y eficiente de las muelas de Diamante y deCBN no sólo deben tener la forma correct.l v la especificación precisa. sino que ademásdeben operarse correctamente:
Máquina ). muela rectificadora: Los resultados pueden diferir enormementede máquina a máquina. La vibración no solo perjudica la calidad de lasuperficie. sino que reduce el rendimiento y la duración de la muela.
En consecuencia. la máquina debe cumplir los siguientes requerimientos:
Rígida construcción
Accionamiento potente
421 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Exacto monUlje del eje
Guía de la mesa exenUl de juego
Suave aproximación de la pieza (sin golpes)
Montaje exento de vibraciones.
Montaje de muelas de Diamante y CUN: Un rectificado efectivo con elmínimo desgaste es posible únícamente con muelas fabricadas dentro de las másestrictas tolerancias posibles en relación a su equilibrio y tolerancia (sallO axial yradial). Las muelas abrasivas de Diamante y CBN están fabricadascuidadosamente, para asegurar que el salto lateral (axial) no exceda de 0.02 mmy la excentricidad radial no exceda de 0.02 mm. siempre y cuando esténdebidamente monUldas sobre el eje de fijación y que se utilicen las bridasadecuadas. Los diámetros interiores de esUls herramientas se suministran con latolerancia debida.
Se recomienda utilizar un comparador sobre el recubrimiento p.1ra comprobar latolerancia de fabricación de la muela. manualmente, girándola lentamente. Si seobserya ciena olgura en el diámetro interior puede corregirse de la siguiente forma:
Sujetar la muela suavemente con las bridas y determinar su punto más elevadocon el comparador.
Colocar un peque~o bloque de madera en este punto l' golpear el bloquesua"emente para reducir la excentricidad al tiempo que se va comprobando conel comparador.
Después de apretar las bridas laterales, comprobar nuevamente con elcompMador.
Este proceso debe. por supuesto. repetirse cada vez que se monta la muela. Resultapor ello práctico dejar la muela sobre el eje hasta que esté completamente gastada. Elproceso correctivo descrito sólo puede aplicarse si existe una ligera tolerancia entre elhusillo y el diámetro interior de la muela rectificadora.
5.3.1 Velocidades de Trabajo (Velocidad Circunferencial)
Este factor determinado por las revoluciones por minuto de rotación l' el diámetrode la muela. influye enormemente en la operación de rectificado. la duración )' lacalidad de la superficie a conseguir.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA '''3

Muelas Rectificadoras de Diamante (Trabajo en metal duro)
A¡¡ioITWanl. Rttinoidt Aglomt<ant. MtláIico
Proceto de RectifICado RtcliflCado RtClilictdo RectifICado Rectfficadohúmedo (mis) MCO (mil) húmedo (mio) seco (mis)
RectifICado de superfICies planas 20-30 20-25RectifICado interior 1D-2O 6-12 12-20 6-12RectifICado cillndrico exterior 20-30 12-20RectifICado de herramientas 16-28 1&-22 12-20 6-12
Muelas Rectificadoras de Nitruro de Boro Cúbico (Trabajo en acero rápido)
Aglomerante Resinoide Agiomenlnte Metálico
Proceso de RectifICado Rectifteado RectifICado RectifICado Rectificadohúmedo (mis) seco (mis) húmedo (mis) seco (mio)
RectifICado de superfICies planas 22·35 22·30RectifICado interior 16-30 1&-20 12·20 1D-15RectifICado cillndrieo exterior 2&-35 16-30Rectificado de herramientas 20-30 16-25 20-25 1D-15
5.3.2 Avance y Penetración (presión de rectificado)
Para cualquier velocidad de trabajo la penetración y el avance determinan elrendimiento de arranque de material. La penetración debe seleccionarse sobre la basede la composición del revestimiento abrasivo (tipo de grano, tamaño del mismo, dureza,concentración. aglomerante) el proceso y método de rectificado para asegurar la óptimaeliminación de viruta.
140-200 mesh 0.007
230·325 mesh 0.005
Rectificado plano
Avance de penetración (pasada) 80·120 mesh 0.010 • 0.020 mm
0.010 mm
0.007 mm
Velocidad desplazamiento de la mesa (longitudinal): 10·20 mlmin.
44 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Desplazamiento transversal:
Diamantc 1/5 - 1/3 del ancho de la capa de la muela
CBN I/~ - 3/4 del ancho de la capa de la muela
Rectificado cilíndrico
Penctración (pasada) 80-120 mesh 0.015 - 0.030 mm
140-200 mesh 0.009
230-325 mesh 0.005
0.010 mm
0.008 mm
Velocidad desplazamiento de la mesa (longitudinal): 0.5 - 2.0 m/min.
Rcctificado interior
Penetración (pasada) 80-170 mesh 0.007 - 0.020 mm
200-325 mesh 0.00 l - 0.007 mm
Vclocidod desplazamiento de la mesa: 0.3 - 2 m/min.
Velocidad de giro de la pieza de trabajo: 100 - 450 rpm.
Rectificado dc herramientas
Rectificado en máquina:
Penetración (pasada) 80-120 mesh 0.010 - 0.030 mm
l~0-2oo mesh 0.008 0.020 mm
230-325 mesh 0.005 0.009 mm
Velocidad desplazamiento de la mesa: 0.5 - 3 m/min.
Rectificado a mano:
En el rectific.1do a mano con sopone. la pieza de trabajo debepresionarse contra el revestimiento abrasivo con dureza.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA '.5

Debe seleccionarse la presión de rectificado de forma que la presiónen superficie sea aproximadamente 0,5 - 1,5 Kglcm', para lasmuelas con un aglomerante resinoide, y de hasta 10 Kglcm', para lasmuelas con aglomerante metálico.
Rectificado profundo
Este proceso es inestimable para la tecnología del rectificado; su importanciaen muchos campos cada vez va en aumento. El rectificado profundo sólo selleva a cabo con el proceso de rectificado húmedo y se caracteriza por unaelevada penetración (pasada) y bajos valores de avance de la mesa. Debido a lamayor eliminación de virutas. se necesitan máquinas rectificadoras másrobustas para este proceso que para el rectificado con bastidor pendular
Penetración (pasada): 0.1 - 1.5 mmlcarrera
Velocidad desplazamiento de la mesa: 10 - 300 mmlmin.
Debido a su mayor eliminación de virutas, el proceso de rectificado profundoasegura una mejor economia. Las comparaciones entre el costo del proceso derectificado profundo y otro confirman generalmente las ventajas del primerproceso.
Refrigeración en el rectificado
El rectificado en húmedo es más ventajoso en prácticamente todos los trabajosde rectificado con muelas de Diamante o de CBN. De esta forma, el calorproducido por el arranque de material desaparece en una gran parte, el polvodel rectificado (virutas de rectificado. etc.) se esparce y la duración de lasmuelas aumenta.
5,4 Especificaciones Básicas de un Taller para Afilado de Herramientas de Conepara Madera
Cuando se proyecta un taller de afilado o cuando se pretende instalar una máquinadeterminada se debe tener en consideración no sólo el COSlo de las máquinas sino quetambién se trata de equipos de altisima precisión. Requieren para su óptimofuncionamiento de una instalación con cimientos de hormigón armado, que permita unanclaje tal que el funcionamiento resulte exento de vibraciones, perfectamenteequilibrado .
.e61 MANUAL OE FRESAS Y CUCHILLOS PARA MADERA
Un taller de afilado debe tener una excelente iluminación (aprox. 400 Lux). ya qucde ella dependc en gran medida la calidad dc los rectificados.
La configuración conceptual de un taller de afilado de herramientas para la madera.tales como fresas. cuchillos, sierras calzadas y otras, es la siguiente:
a) Recipiente para la limpieza de herramientas
b) Un esmeril de banco, con esmeril de fibras de bronce
c) Set compuesto por: espátulas y escobillas de PVC y bronce
d) Máquina rectificadora Universal, equipada para el rectificado de fresas en HSS,puntas calzadas, etc.
e) Máquina perfiladora.
f) Máquina afiladora de cuchillos: manual, semiautomática y/o automática.
g) Equipo de soldadura autógena.
h) Instrumentos:
I pie de metro
1 comparador de superficie con pedestal magnético
1 goniómetro, tomillo micrométrico.
i) Dispositivo para el montaje de cuchillos planos sobre cabezales para molduras.
j) Almacén para muelas de esmeriles.
MANUAL DE fRESAS Y CUCHILLOS PARA MADERA ,.,
r-lJ-r • L:a: II ~• • !~ ~::: lil
(l I Ij
la - Ii §. ~
~ el ---~ IIu
h I .,., I
OLu c:::;:::]:9
E ~
h CJ --~ --- •c~~
., Ic::lI
~~•~~e
511:a:¡c_
:::1 rr• -!I!
~
I I .,
00 ~:::-"
if~i
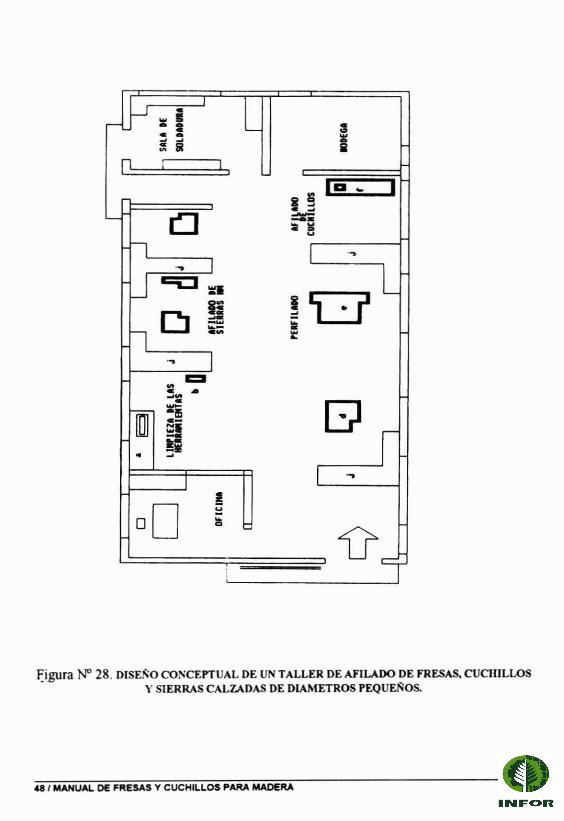
I:igura N" 28. DISE~O COI'CEPTUAL DE UN TALLER DE AFILADO DE FRESAS. CUCJIILLOSy SIERRAS CALZADAS DE DIAMETROS PEQUEÑOS.
... I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

6.- AFILADO DE FRESAS Y CUCHILLOS
En el afilado de fresas y cuchillos existen dos sistemas fundamentales: manuales yautomáticos.
En el primero todos los movimientos de ajuste, carrera y calibración se realizan enforma manual y la calidad superficial del filo depende en gran medida de la pericia deloperador. Tanto las máquinas afiladoras universales como las afiladoras de cuchillosen su mayoria son de este tipo.
Los sistemas automáticos están basados en las mismas máquinas manuales; peroincorporando a éstas automatismo y dispositivos que hacen los movimientos de ajuste.carrera y rotación de las muelas abrasivas y la rotación de las herramientas en formaautomática y comandada electrónicamente.
Estos sistemas están orientados a las fábricas que trabajan series de utensilios enoperaciones repetitivas y rápidas.
Ta'nto en los sistemas manuales como en los automáticos se aplican las mismasreglas v procedimientos generales enunciadas con anterioridad.
6.1 Máquina Rectificadora Universal
Esta máquina tiene la propiedad de versatilidad, es decir, posee la capacidad derectificar variados útiles y de diversas formas, tales como:
- Rectificado plano
- Rectificado cilindrico
- Rectific.1do de fresas en HSS • HM
• Rectificado de brocas en HSS - HM
• Rectificado de puntas para pantógrafos
- Rectificado de cabezales cepilladores
• Rectificado de sierras circulares en
HSS· HM
• Rectificado de cadenas
• Rectificado de perfiles
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA l.'

La máquina Universal debe ser robusta y de alta precisión, su dimensionamiento seespecifica en base a los requerimientos del parque de herramientas de la empresa.
La construcción de máquinas, afiladoras, rectificadoras. perfiladoras, u otras.independientemente si son de accionamiento manual o automático siempre deberán serde una estructura firme y alto grado de ajuste de sus mecanismos. de modo tal queaseguren un funcionamiento estable y trabajos de precisión.
Figura N" 29. ESTRUCTURAS ROBUSTAS Y COMPACTAS EN LAS AFILADORAS PARAEVITAR VIBRACIONES.
Estas máquinas en cualquiera de sus versiones, manuales o automaucas, estánconformadas básicamente por una bancada como soporte de la estructura principal, enla cual están alojados. según corresponda, disposilivos de control eléctricos, sistema delubricación centralizada. tablero de mandos eléctricos y sistema de refrigeración.
En la parte frontal superior del armario se ubica la bancada que soporta la mesalongitudinal con su respectivo volante. Esta posee un movimiento longitudinal libre.que corre sobre guias especiales, además, en la misma zona se ubica el volante queacciona el movimiento transversal. Tanto el volante longitudinal como el transversalposeen comando en la parte anterior de la máquina. esta caracteristica la hace másversátil en varias posiciones de trabajo.
50' MANUAl DE FRESAS Y CUCHILLOS PARA MADERA

La mesa principal es de superficie rectificada y tiene una ranura guía para lacolocación de los dispositivos accesorios. También posee movimiento angular en ambossentidos.
En la parte posterior de la mesa longitudinal se encuentra el cabezal vertical, queSOpoTUl el motor de accionamiento, además del poTUlmuela. El cabezal vertical estádispuesto sobre el carro con movimiento transversal. El pistón principal telescópicocorre sobre rodamientos y guias especiales que le confieren altisima precisión yausencia de vibraciones.
8
o
a) Cabezal divisor Universalb) Contrapuntae) Dispositivo porta..cabezales cepilladores
d) Porta·herramientas variose) Dispositivos porta cuchillos planosry Dispos~ivo palpado.
Figura N" 30. DtSPOSITIVOS PARA MONTAR EN LAS AFILADORAS DE FRF:SAS yCUCIIILLOS.
MANUAl DE FRESAS Y CUCHILLOS PARA MADERA 1&1

En resumen, al especificar estas máquinas, de deben considerar caracteristicascomo:
Robustez
Precisión
DurabiIidad
Una estructura pesada confíeJe estabilidad y evita vibracionesaún en ausencia de anclaje.
Las panes y piezas guias y de ajuste tales como deslizadoresprismáticos, mesas, carros porta-herramientas, etc. deben serde un maquinado-rectificado tal que aseguren precisión yuniformidad de movimientos y Jegulaciones.
Los dispositivos intercambiables (desmontables) así como losauxiliares (cabezales divisoJeS, lubricador centralizado)deben ser al igual que la máquina de óptima calidad, a fin delograr una larga y eficiente vida útil.
6.2 Afilado de Fresas
La adecuada calidad de los utensilios de cone y una escrupulosa mantención deéstos, son factores escenciales para la obtención de buenos Jendimientos yterminaciones, calidad de corte y duración de los elementos cortantes.
Se debe evitar daílar el cuerpo y sobJe todo los cortantes de la fresa, por lo tantose deben transportar y manipular en estuches de cartón corrugado o madera.
Evitar el almacenamiento en lugares húmedos ya que daña la cavidad del ejeasi como los asientos de los anillos de apriete.
Los utensilios deben ser alilados regularmente. Es erróneo pensar quehaciendo trabajar la fresa más allá de su rendimiento normal, genera un ahorrode alilados. Al contrario, una vez iniciado el proceso de desgaste del cortante,éste se deteriora rápidamente, más allá de lo normal (se detecta por lacompresión de la fibra. de manera que en el proceso de afilado se deberárectificar más profundamente, reduciendo en gran medida la vida del cortante yla del abrasivo.
52' MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

TI <' T2
Figura N' 31. AFILADO OPORTUNO,ECONOMICO (T,~
AFILADO TARDlo,ANTIECONOMICO (T,~
Utilizar la muela abrasiva correcta para cada herramienta y fase. No esconveniente realizar lodas las labores de afilado con una misma muelaabrasiva, por ejemplo: afilado frontal (pecho), afilado del dorso, afilado denaneo; ya que las calidades superficiales serán defectuosas y se corre el riesgode la destrucción de la muela.
6.2.1 Medidas de Seguridad Previas al Afilado
No montar utensilios con demasiado juego del orificio en el eje, laexcentricidad representa grave peligro por efectos de la fuerza centrifuga.
Jamás se deben reparar medianle soldadura los útiles rotos o dañados.
Nunca comenzar el rectificado sin antes montar todos los dispositivos deprotección de la máquina, así como lener en uso los elementos de seguridadpersonal.
,, ,p.IV'"'· I ~,- ....H .•..•.: - . ~ 1 1 "
.- - I ....
MANUAL. DE FRESAS Y CUCHILLOS PARA MADERA I 53

Figura N" 32. PROTECCION DE SEGURIDAD SOBRE LA MUELA ABRASIVA.
6.2.2 Nonnas Generales de Afilado
Es fundamental para la obtención del máximo rendimiento de cualquier utensilioconservar inalterables los ángulos originales de trabajo de los cortantes. Por lo tanto esindispensable:
Retirar mediante el rectificado una cantidad unifonne a todos los cortantes, conel objeto de evitar el desequilibrio en la fresa e incurrir en errores deexcentricidad en el radio de trabajo.
Cuando se requiera gran desbaste del cortante, debe ser rectificado en loposible con muela gruesa para desgrosar y luego una fina o simplementeutilizar muelas de doble banda de Diamante, con el objeto de evitarrecalentamientos y mejorar la calidad superficial.
Se debe considerar que el trabajo refrigerado forzado tiene mejor calidad queen seco. por lo tanto se debe tratar en lo posible de preferirlo.
54 I MANUAL DE FRESAS Y CUCHilLOS PARA MADERA

Se debe tener presente que la operación de limpieza de los utensilios. no es unamera cuestión estética, sino que aumentar la calidad del trabajo.
6.2.3 Flujo de Operaciones en el Afilado de una Fresa
En el afilado de una fresa existe un flujo de operaciones para el correcto rectificadode los cortantes. Esta secuencia es la siguiente:
Limpieza del utensilio
En este proceso se retira y remueve la resina y aserrín, mediante detergentes que nooxiden. También se aconseja la utilización de espátulas plásticas con el objeto de nosaltar los cortantes.
Evaluación del estado del utensilio
En esta etapa se procede a revisar el estado de los cortantes, no sólo el filo sintambién el perfil para detectar la existencia de melladuras, saltaduras. deformaciones ysobre todo fracturas (Figura NO 33).
Figura NO 33. FRESA CON CORTANTES FRACTURADOS.
En el caso que la fresa presente saltaduras en su perfil y que éstas no sean muypronunciadas. se procederá a realizar un afilado en el dorso del cortante; esto en el caso
MANUAL DE ~RESAS Y CUCHILLOS PARA MADERA' 56
de perfiles rectos. Por otra parte, las fresas de molduras que presenten las mismascondiciones en su perfil se llevarán a perfiladora con el objeto de repasar su perfil, enbase a la plantilla original.
Una vez revisado el estado de la fresa, se procede al montaje de los sistemasaccesorios sobre la afiladora Universal. Es necesario asimilar la forma geométrica delutensilio en cuestión, asi como sus ángulos de trabajo.
Montaje de los accesorios
Para el afilado de las fresas se utiliza el cabezal divisor universal (" A" de la FiguraN" 30), equipado para ejes portafresa de diferentes diámetros ("D" de la Figura N" 30).
Es conveniente tener diferentes diámetros de eje, con el objeto de utilizar en lamenor forma posible los anillos reductores calibrados. La razón de ésto es laeliminación al máximo de las tolerancias por ajustes.
Se recomienda montar el cabezal divisor en el lado izquierdo (mirando desde laparte frontal) como lo muestra la Figura N" 34.
5& / MANUAL DE FRESAS Y CUCHllL.OS PARA MADERA

Figura N" 34. CABEZAL DIVISOR MO~TÁI)O EN EL LAOO IZQUIEROO DE LA BANCADA.
Habiendo elegido la forma de la muela abrasiva y su diámetro, en base al desarrollodel conante de la herramienta, se proccde a montar la muela en el husillo ponamuela.Este dcbe montarse con la banda abrasiva orientada hacia la máquina, luego seintroducen los seguros y la tucrca dc fijación. La capota protectora de la muela semonta una vcz calibrada la máquina y lista para la operación dc afilado.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA' 57

Montaje de la fresa en la máquina
Antes de introducir la fresa en el eje del divisor, es conveniente la colocación de unlrozo de madera sobre la sección de la mesa libre, ya que sobre ella se pueden depositarlos ulensilios de corte, asi como evitar posibles roturas por la caída de la herramientasobre la mesa por descuidos o mala manipulación.
Cuando el eje portafresa es demasiado largo, la fresa se debe ubicar en una posiciónintermedia ya que de esta forma se elimina la posibilidad de vibraciones y se evita elcontacto de la muela con el divisor universal. La fresa se monta de forma que el pechode los cortantes pueda ser viSlo desde el frente de la máquina como lo indica la FiguraN" 35. Esto es recomendable ya que el operador puede observar con facilidad el lrabajodel abrasivo sobre el cortante.
Figura N" 35 POSICION DE LA FRESA CON RELACION AL OPERADOR v AL ABRASIVO.
Ajuste y calibración
Una vez instalada la fresa sobre el divisor Universal, se procede a ajustar la posicióndel cortante con respecto a la muela abrasiva. siguiendo la siguiente secuencia:
- Se calibra la inclinación de lrabajo de la muela abrasiva con respecto al ejedel divisor Universal. como lo indica la Figura N" 36 de vista superior.
581 MANUAl DE FRESAS Y CUCHilLOS PARA MADERA

Figura N" 36. ANGULO DE SALIDA DE LA MUELA ABRASIVA.
Esta operación es posible mediante el movimiento de rolación del cabezal vertical ypemlite dar ángulo de salida a la muela cuando se afila con movimiento de vaivén. Lainclinación recomendable es de 0.5° a 1°.
2 - Se calibra el divisor Universal. asegurándose que todos los nonios estén eneero grados. Esto asegura que el divisor está en línea con la carreralongitudinal de la mesa y por otra parte la fresa estará sin inclinación conrespecto a la mesa.
3 - Se debe verificar que la muela está en ángulo axial cero (Figura N" 37). yaque de esta forma se conserva el ángulo de trabajo de la fresa. Para calibrarel cabezal. se procede a soltar los prisioneros de fijación. El cabezal tieneuna inclinación máxima en dos sentidos: +1.20°,
___ ~'O"10·
-'
o
Figura N" 37. ,,-fUSTE AXtAL DE LA MUELA.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 69

4 . Se procede a colocar en linea el cabezal ponamuela con el cortante delutensilio. de manera tal que la banda abrasiva no toque el cortante. Esto selogra medíante el volante del movimiento transversal (Figura N" 38).
,..... ..... "'
L-__----'rT
1
Figura N" 38 AUNEAClON DEL PORTAMUELA CON EL CORTANTE.
5 . Luego se ajusta la altura de trabajo: ésta se obtiene bajo el criterio que indicaque la muela abrasiva no choque con el cuerpo de la fresa y pueda salirlibremente por ambos extremos de la garganta del utensilio. Existenocasiones en las que no es necesario fijarse tanto en lo anterior sino en que labanda abrasiva esté a la altura del cortante. en el cual debe trabajar.
La altura de trabajo se ajusta mediante el volante de movimiento vertical. Figura N"39
•
Figura N" 39. AJUSTE J)E LA ALTURA DE TRABAJO DEL ABRASIVO ~·IU:NTEAL CORTANn~
10 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

6 • Poncr cn paralelo el pecho del cortante con respecto a la muela abrasiva: eslose logra mediante los tornillos micrométricos de ajuste. que posee el divisorUniverSo11, asi como las divisiones del cabezal divisor: el cual tienc 2~
divisiones con ángulos de 15° cada una. Figura N" 40.
4=X
Figura N" ~O. I'ARAI.ELI"lO EI'TRE EL rECUO llELCORTAI'TE \' LA MUELA ABRAStVA.
7 - Una vez logrado el paralelismo. se procede a seleccionar las revoluciones dela muela abrasiva y también el sentido de giro; que en este caso esantihorario \. finalmcnte se coloca la capota de seguridad de la muela.1brasiva.
Generalmentc las revoluciones de la máquma están prcdispucstas en eltablero de mandos y las más comunes son ].000 rpm. y 6.000 rpm.
- Se ajusla la longitud de la carrera mcdiante los topes desplazables. ubicadosen la pane frontal de la máquina. La carrera se determina en base a lalongitud del utensilio en cuestión. ésta debe permitir la salida de la bandaabrasiva en ambos c:xtrCI11QS.
9 - El operador acerca por medio del volante transversal. la muela al conante dela fresa; pero sin hacer contacto con dicho utensilio y sin accionar elmovimiento dc rotación dcl abrasivo. dejando una tolerancia "X" indicada cnel quinto punto.
10 - Antes de poner cn marcha la máquina el operador debe verificar todos losp:lnímctros nuevamente.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA J &1

a) Nonios del divisor
b) Apretado de la fresa en el eje portafresa
c) Angula de ataque de la muela (10)
d) Angula axial de la muela (0°)
e) Altura de la muela
f) Paralelismo de la cara del cortante con la banda abrasiva
g) Coincidencia del cortante con la muela abrasiva
h) Longitud de la carrera de trabajo
i) Elementos de seguridad del operador y la máquina.
11 • Puesta en marcha: Debido a la tolerancia que existe entre la cara del cortantey la banda abrasiva, no existe trabajo de arranque. Mediante el volantetransversal, se da incremento, es decir. se acerca la muela al cortante, almismo tiempo se procede a dar movimiento longitudinal de forma de vaivén(levemente) a la mesa de trabajo. Si la tolerancia inicial es grande serecomienda incrementar en 0,1 mm hasta situarse 10 suficientemente cercacomo para haccr contacto con cl cortante. como lo indica la Figura N" 41 .
.. ,",'"'"'"'""1",I~11'JJ
11111111111I,Irt111'¡III
In
~~
J
Figura N" 41. APROXIMACION DE LA MUELA AL CORTANTE.
621 MANUAl DE FRESAS Y CUCHIllOS PARA MACERA

Cuando la tolerancia es mínima, el incremento debe ser menor: 0.02 mm hastahacer contacto. Cuando suceda esto, el abrasivo dejará una leve marca en el pecho delcortante. Dichas marcas deben ser uniformes (en lo posible) en prácticamenle toda lasuperficie del cortante. Figura NO 42 .
....Figura NO 42. CONTAcrOADECUADO DE REcrIFtCAOO, UNIFORME.
De no cumplirse esta regla quedará en evidencia que la muela está trabajando enforma pronunciada en uno de los extremos del cortanle: ejemplos claros se muestran enla Figura NO 43.
Fig. 43. CONTAcrO IRREGULAR DE REcrIFlCADO, FUERA DE L1NE.A.
Caso 1: En este caso las marcas en el cortanle de la fresa, dejadas por eltrabajo del abrasivo. indican que la fresa está muy inclinada con respecto a lamuela abrasiva y por lo tanto no es el ángulo original.
Caso 2: En éste la fresa tiene muy poco ángulo con respecto a la muelaabrasiva.
MANUAL OE FRESAS Y CUCHILLOS PARA MADERA 163

En ambos casos el problema se resuelve por medio de los tomillos micrométricos deajuste angular del divisor Universal.
Utilización de los tomillos micrométricos
a) Girando el tomillo inferior hacia la izquierda (sentido antihorario) y a su vezel tomillo superior en el sentido horario, se procederá a reducir el ángulopositivo hasta uno negativo (caso 1).
:~.----J---J
Figura N" 44. D1SMINUCJON DEL ANGULa DEL CORTANTE FRENTE AL ABRASIVO.
b) Girando el tomillo superior hacia la izquierda (sentido antihorario) y a su vezel tomillo infcrior hacia la derecha (sentido horario); de modo que aumentael ángulo de corte al cortante de la fresa (caso 2).
... I MANUAl DE FRESAS Y CUCHILLOS PARA MADERA
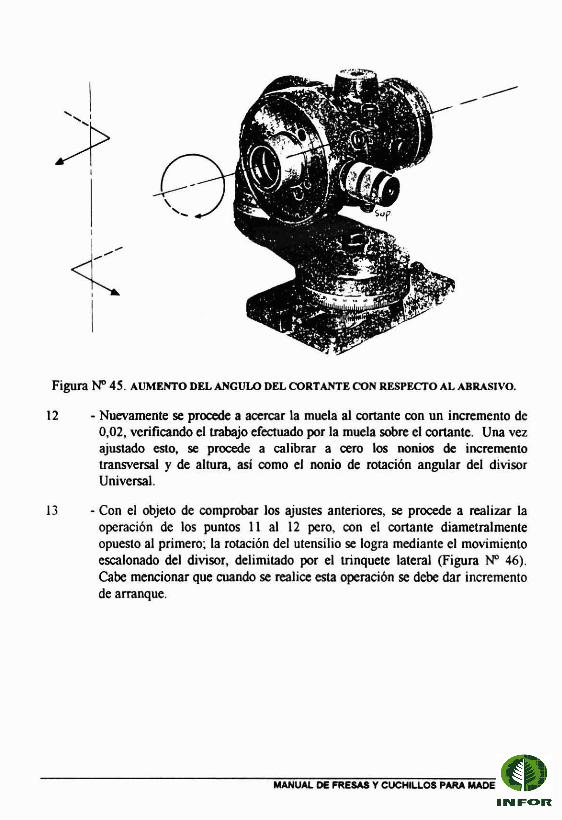
I
{:I
-------
Figura NO 45. AUMENTO DEL ANGULO DEL CORTANTE CON RESPECTO AL ABRASIVO.
12 • Nuevamente se procede a acercar la muela al conante con un incremento de0,02, verificando el trabajo efectuado por la muela sobre el conante. Una vezajustado esto, se procede a calibrar a cero los nonios de incrementotransversal y de altura, así como el nonio de rotación angular del divisorUniversal.
13 • Con el objeto de comprobar los ajustes anteriores, se procede a realizar laoperación de los puntos 11 al 12 pero, con el conante diametralmenteopuesto al primero; la rotación del utensilio se logra mediante el movimientoescalonado del divisor, delimitado por el trinquete lateral (Figura NO 46).Cabe mencionar que cuando se realice esta operación se debe dar incrementode arranque.
MANUAL DE I'RESAS Y CUCHILLOS PARA MADERA 115

t
r-----··---···---,1 ro, I, , ,
r- ..•......•.•. _,, ,I r-----···', , ,, ,, ,, ..,1 I t Il.•• -T-J lo •• -"-T-.J
I tTI
: r_r:~_,, , , ,
F-,, L ___ •••• J ,, ,-
- .11 - In' - +I I U-L W],
V- .., r
T'1 ,...
Iu
Figura N" 46. VERIFICACION DE AJUSTE MEDIANTE MOVIMIENTO ESCALONADO DELDJVISOR.
14 - Una vez comprobada la exactitud del calibrado. se procede a realizar elafilado propiamente tal con incremento máximo total de 0,1 mm (en el casode tener cortantes sin saltaduras).
Se debe tener presenle que cuando se está en presencia de una fresa con ángulo axial(fresa helicoidal). el operador debe ajustar el ángulo axial medianle el divisorUniversal. siguiendo los puntos 2·3-4. Cabe mencionar que en la mayoría de las fresasque poseen ángulo axial éstos varían: 4°·8°·10°·12°·18°.
En la eventualidad de no saber el ángulo axial de la fresa, éste se determinamediante aproximación y regulación del cabezal Universal, siguiendo el procedimientolistado a conlinuación:
al Ejecutar los procedimientos del punto I v 3.
b) Sc procede a montar la freS<1 en el ejc dcl divisor. lucgo se aprieta mcdiantela tuerca de sujeción.
c) Se ajusta a cero el movimiento angular del divisor (Figura N" 46.1).
.. / MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

---O'
, ,I,. __ •• J
--11
r- - . -,1,. , I 1
:---J;,,..,,
rl········-----·r, ,, ,, ,
r' .J,,
'----1P.-T- - ••••• - •• 'T' -- -,---
-{ - - t- tJf---t=t±
-- ,
L-f- o --,.- - f- __
,, ,, ,r 1
Figura N" ~6_1. POSICIONA~IIENTO EN O' DEL DISPOSITIVO DIVISOR.
d) Se desbloquea el movimienlo de rOIJlción del divisor Universal mediante la
luerca inferior. Figura N° 46.2.
r'" ..... o_o,n,
r- - _J..... .J..J.._,,,I
'Ji0' \ ' / .. ij,o'
/tI7\, I
\ I
Ee
r-" .-,
n"
l,.. _ -ro' l_ -T-T
'T',.t:~_,, ,1,. •• _ •• __ '
'--__--'r3
1
Figura N° 46.2. IlESIlLOQUEO DEL DIVISOR UNIVERSAL Y ALlNEACIOI'( APROXIMADAIlEL CORTAI'(TE y ABRASIVO
MANUAL DE FRESAS Y CUCHILLOS PARA MAOERA I S7

e) Se aproxima el conante a la muela rotando el divisor (a su vez la fresa) demodo de obtener el paralelismo del conanle con la linea de trabajo de lamuela (Fig. 46.3).
Figura 1'1" 46.3. CONDICION DE PARALELISMO ENTRE EL CORTANTE Y EL ABRASIVO.PREVIO A LA FIJACION DEL CABEZAL.
Una vez logrado dicho paralelismo se procede a bloquear el cabezal para dejarlofijo.
f) Ejecutar los procedimienlos del punto 5-6-7-8, luego repasar todos los puntosanteriores de ejecución (punto 9).
g) Luego continuar con los procedimientos de los puntos 10 al 13.
Es muy imponante que el operador tenga en consideración lo siguiente: Lavelocidad de avance no debe ser nula y varía desde 0.3 a 10 mlmin. Con valores pordebajo de 0.3 mlmin se produce calentamienlo excesivo en la zona de trabajo. dañandola herramienta ). la muela abrasiva.
6.2.4 Afilado de FreS<1s Convencionales
Fresas convencionales son lodas aquellas herramientas que tienen las siguientescaracteristicas:
- Angulas de cone comprendidos entre 25° y 15° .
• No poseen ángulo axial (caraclerística helicoidal).
681 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

- No poseen ruantes.
- Número reducido de cuerpos.
En este grupo se illCl~n:
Fresas para revestimientos - parquet - 114 rodón - 112 calla-fresa rebaje recto.
Estas fresas se afilan sólo por la superficie de alaque del cortante cuidando de nomodificar el ángulo de corte original, Figura NO 47.
Figura NO 47. AFILADO DE LA SUPERFICIE DE ATAQUE MANTENIENDO EL ÁNGULO DECORTE ORtGINAL.
Para el afilado de estas herramientas se debe seguir la secuencia de trabajo desde elpunto I al 13.
Se recomienda ulilizar las siguienles muelas abrasivas para:
- Fresas en HSS
- Fresas en HM
12A2 C7589A60
12A2 C7512A2 C75
BI5l
D64D54
Es recomendable medir los diámetros mediante el pie de metro y el comparador desuperficie, siempre que sea posible. De este modo se asegura la exactitud del afilado.
El afilado dc frcsas para molduras dcbe ser muy acucioso, la calidad dcl rectificadoy Icrminación superficial dcben ser óptimas. Las fresas para moldurar sólo se afilan porel pecho dcl cortante y conservando exactamcnte cl ángulo original de corte; cualquicrvariación en cl ángulo producto dcl afilado dcfcctuoso. significará una variación en elperfil de la frc,"1.
MANUAL DE FRESAS Y CUCHILLOS PAJU. MADEIU. , 11

Estas fresas existen en 2 tipos:
a) Convencionales (sin ángulo axial).
b) Fresas con ángulo axial; en un sentido y helicoidal alternado.
Los dos procedimientos anteriores son válidos. Estas fresas existen prácticamentesólo en HM. A continuación se listan las muelas abrasivas recomendadas para suafilado:
a) Afilado inicial con incremento total de 0,08. Muela abrasiva para elafilado inicial 12A2 C75 D64 0150/125.
b) Afilado de terminación con incremento total de 0.02. Muela abrasivapara el afilado de terminación 12A2 C75 D36 Figura N" 48.
Figura N" 48. AFILADO DE FRESAS PARA MOLDURAS DE DIFERENTE TAMAÑO.
6.2.5 Afilado de Fresas con Incisores (Razantes)
Estas tienen la operación de afilado más complicada. existen en dos versiones; de uncuerpo (espesor fijo) v de espesor variable (2 cuerpos).
Como regla se debe asumir lo siguiente:
Los conantes rebajadores se afilan por el pecho y en contadas ocasiones porel dorso (sólo cuando existan saltaduras en los conantes y se requiera rcalizarrebaje) (Figura N" 49)
70 I MANUAL DE FRESAS Y CUCHillOS PARA MADERA
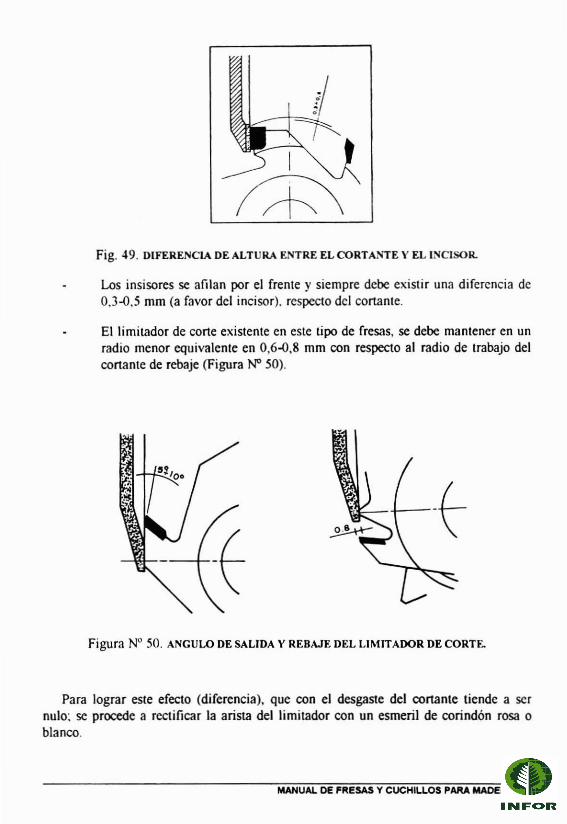
Fig. 49. DIFERENCIA DE ALTURA ENTRE EL CORTANTE y EL INCISOR.
Los insisores se afilan por el frente y siempre debe existir una diferencia de0.3-0.5 mm (a favor del incisor). respecto del cortanle.
El limilador de eorte existente en este tipo de fresas, se debe manlener en unradio menor equivalente en 0,6-0,8 mm con respecto al radio de trabajo delcortanle de rebaje (Figura N" 50).
Figura N" 50. ANGULO DE SALIDA Y REBAJE DEL LlMITAIlOR DE CORTE.
Para lograr esle efecto (diferencia), que con el desgaste del cortante tiende a sernulo: se procede a reclificar la arista del limitador con un esmeril de corindón rosa O
blanco.
MANUAl. DE fRESAS Y CUCHILLOS PAlIA MADERA /71
Cuando se trata de una fresa de un cuerpo, ésta fresa se monta en el cabezal divisorde la misma forma ya mencionada siguiendo la siguiente secuencia para el afilado delos cortantes rectos.
• Seguir la misma secuencia desde el punto I al 13.
- Tener presente la cantidad de centésimas que se ha retirado del cortante(incremento).
- En el caso que la fresa sea 23 + 3R o 2 = 4+2 significa que los razantestrabajan sólo por un extremo de la fresa.
- Los insisores están dispuestos con ángulo negativo \. poseen un determinadoángulo axial.
- Según el sentido del ángulo axial. se deberá orientar el cabezal según elpárrafo precedente
- Luego se continúa con la secuencia dc afilado de todos los ra7A1ntcs delmismo lado de la fresa.
- Instalar el comparador de superficie con el objeto de medir la diferencia dealtura entre los cortan les y los ¡nciSOTes
. En el caso que la diferencia de radio sea muy poca (menos de 0.03 mm) seprocederá a rectificar el dorso del eon.1nte rebajador con el objeto de acentuarla diferencia existente entre ambos cortantes.
- En el (;,1S0 de afilar una fresa 2 = 4+2+2. es decir con razantes en amboslados de la freS<1 Se procede a realizar el punto 5 Sólo que en ambossentidos.esto es que primero se rectifican los ¡ncisoTes de un sentido. luegolos del Olro
En esle caso es siempre neceS<1rio reali7.<lr las mediciones con el comparador o el piede metro para controlar las diferencias en ambos sentidos.
Para el afilado del dorso de eslas fresas se recomienda un esmeril de doble banda(grueso ~ muy fino).\ norlllal
12A2 C7512A2 C75
D64 en el caso de fresas calzadas en HMB 151 para frcS<1s en HSS-HSSR.
1'2 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

6.3 Afilado de Trituradores
Cuando se trate de segmentos trituradores, éstos se afilan montados en el dispositivopoMa sectores y el conjunto se coloca en el divisor Unive=l. Figura N" 51.
Figura N" 51. DISPOSITIvO TRITURADOR MONTADO EN EL DIVISOR UNIVERSAL.
Los trituradores se afilan normalmente por el pecho del diente. Cuando seanecesario se deberá realizar esta operación por el dorso de los mismos. Figura N" 51.1.
Figura N" 51.1. POSICtON vERTICAL DE UN TRITURADOR PARA SU AFILADO.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 73
El alilado debe realizarse con un esmeril tipo disco. de Diamante de las siguientescaracterísticas:
~A2
12A2C100 064C75 D64
o 125 pechoO 100 dorso
6.4 Afilado de Fresas para Uniones "Finger Joint"
En la actualidad existen dos sistemas con absoluta vigencia, los cuales son: fresascal7~1das en HSS o metal duro \' los cabezales portacuchillos Finger. de igualcomponamiento que una fresa. Estas herramientas se afilan sólo por el pecho deldiente y se debe conservar fielmente el ángulo de cone de los cortantes. de lo contrariose perderá el perfil v la unión resultará defectuosa.
Al Igual que las fres.1s convencionales. éstas se afilan sobre el divisor Universal. conel eje ponarresa del mismo diámetro del eje de las fresas y con tolerancia H7 No esconvcniente utilizar anillos de reducción para el montaje de éstas sobre el divisor. vaque aumenta el juego relati,'o entre ajustcs v por lo tanto hace impeñeclo el rectificado
Para mantener el peñll constante de los cuchillos. se debe ser muv riguroso en elcalibrado v mont.1Je cn la máquina UniVers.11 Es recomendable seguir el siguienteprocedimiento
- los cabezales o fres.1s se montarán en el nrbol del divisor y se alilarán sóloen grupo (nunca mdividualmentc). alineando la superficie dedesprendimiento (pecho) con el comparador en posición venical (Figuras N'"52 v 53)
. También se distanelarnn los utensilios con anillos. evitando el contacto entrecuchillos v cuerpos (Figura N° 52)
- Si se dispone de la guía paralela del árbol divisor. se alinearán los utensiliospor medio de ésta
. Luego se comprobarán los diámetros de los utensilios por medio delcomparador de superficie (Figura N" 52).
74 I MANUAl OE FRESAS Y CUCHILLOS PARA MADERA

L----i1lJIII;,
/I.fV
.-_. --+-I+-
Figurn NO 52. AI.I'iEA\IIL'iTO PARA AFILADO DE UN COI'JUNTO DE FRF..5AS PARAUNIONES TIPO "FI'iGER JOINT".
Figura NO 53. FRF..5AS F1NGERJOlNT MONTADAS EN MANDRIL. ENTRE CONTRAPUNTAS.PARA AFlLAOO.
MANUAL DE FRESAS Y CUCHillOS PARA MADERA f 76

· Estas fresas y cabezales sólo se afilarán con abrasivos de Diamante en el casode HM y sólo B6razon en el caso de HSS-HSSR.
· Cuando el juego de fresas resulte muy pesado para el tamaño del divisor. seinstalará la contrapunta en el extremo del árbol porta utensilio. Figura N" 53
- Para el afilado una vez cumplida las reglas anteriores. se continuará con lasecuencia de afilado de fresas desde el punto I en adelante
· Los abrasIvos recomendados son los siguientes'
Para HMPara HSS
12A2 0512A2 C75
D64BI51
150 - 4 - 5 - 20150-4-1-20
Con una carrera de avance entre 0.4 a 5 m!min
Figura N' 53 I CO:-.JlINTO DE FRESAS FINGERJOINT OEGRAN PESO. PARA SI' AFILADODEBE:\: MONTAUoSf. F.1\ ARRO!. f.NTRE CONTRAPUl'"TAS
6.5 Afilado de FreSlls con Cuchillos Recamhiahles en HM
Este tipo de utensilio en su mayoria no es posible afilar en forma integral, es decir.con el cuerpo y los cuchillos montndos en él. Por lo tanto se deben desmontar e ins!.1laren un dispositivo para tal efecto Figura N" 54.
761 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Figura N" 54. DISPOSITIVO PARA AFILAR CUCIlILLOS RECAMBIABLES FUERA DE LAFRESA.
Dicho dispositivo se instala sobre la mesa de la máquina aliladora Universal. En élvan prensados los cortantes de forma que el abrasivo recorre su perfillongitudinalmenle. Figura N" 54.
Cl1<1ndo se requiere alilar por la cabeza de los cuchillos, éstos se anclan en unportacuchillo para lal efecto en el cono del divisor Universal.
Es importante mencionar que este tipo de cortantes sólo se puede alilar por el dorsoy. por tratarse de una Widia muy dura (D050-DC030). el esmeril debe ser cónico o decopa cónica con el fin de evitar totalmente las vibraciones y por consiguiente eldesgrane del conante. Los abrasivos adccuados para tal efecto son los siguientes:
IIAl CIOO D541D36 0= 10012A2D ClOO D541D36 0=100
Además. estos cuchillos tienen una cona vida útil, es decir, soportan un limitadonúmero de re..1fi1ados.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA 1n

6.6 Afilado de Utensilios Multicortantes
Por tratarse de una herramienta de alta productividad. es necesario ser cuidadoso ensu afilado. sobre todo en la puesta a punto y calibración de la máquina. Figura N" 55.
Esta fresa se monta de igual forma que las anteriores sobre el divisor Universal.siguiendo la secuencia de afilado desde el punto I al 13. Además se debe controlar laaltura de los dientes mediante el comparador de superficie. Si existe una diferencia mu~'
marcada entre dientes de una misma columna, se llevará a la perfiladora o se rectificarápor el dorso en la afiladora Universal. Cuando las fresas sean demasiado pesadas. seutilizará el contrapunto. para asegurar la estabilidad del centro de giro del árbol deldivisor Universal.
Se recomienda las siguientes muelas abrasivas para el afilado de los cabezalesmulticortantes:
4A2 05ItA2 C75
D64D64
150'5'4100'6"3
Figura N" 55 FRESA Mt.:l.TICORTANTE DE PEQUEÑO TAMAÑO MO~'"ADA EN EL DIVISORUSIVERSAL PARA ,'FILADO.
78' MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

6.6.1 Afilado de Utensilios con Cuchillos Desmontables
En esta categoría entran todos los cabezales con cuchillos perfilados en HSS y HM,cuchillos recambiables perfilados y cabezales portacuchillos planos para el cepillado enHSS y HM. De igual fonoa que las herramientas precedentes, junto a otros accesorios,se afilan en la máquina Universal.
Hay que tener presente que los cuchillos en HSS y HM, sean rectos o moldurados, seafilan por el dorso y no por el "pecho". Figura N" 56.
II1
---lfl
Figura N" 56. AFILADO DE CUCHlLW DESMONTABLE.
Además, en los cuchillos calzados en HM se debe tener especial atención en losiguiente:
Cuando se afile los cuchillos en HM, no se debe rectificar con una sola muelaabrasiva el HM y el cuerpo base de acero. Esto porque el cuerpo del cuchilloes muy blando con respecto al HM y el Diamante de la muela abrasiva seconsumiría rápidamente. Se procede a rectificar el ángulo de apoyo delcuerpo del cuchillo con un esmeril de corindón, además, con un ángulo de 5°a 10° de diferencia del ángulo de trabajo del HM. Figura N" 57.
MANUAL DE FRESAS Y CUCHILLOS PARA MACERA f 79

Figura N" 57.. POSICION A, AFILAOO DE CllClIlLI.O 11M CON AIlRASIVO DE DIAMANTE.- POSICJOr-o R. RECTIFICADO DEL ANGULO DF. APOYO (CUANDO SE REQUIERA)
UTILI 7"\ N1>0 ES\1EIlII.I)E CORINOO1'.
6.7 Afilado de Cuehillo, Recios
El afilado de cuchillos rectos puede scr rcalizado en las cualro fonnas queseguidamente se describen:
6.7.1 Afilado del Cabezal Cepillador en el Divisor Universal
Este mélodo es mu)' práctico y no requiere gran pericia del operador, además es muyrápido en ejecución. Para tal efeclo se utiliza el divisor Universal de dos fonnas:
a) Afilado con división de ángulos escalonados. en el que se procede asi:
Reali"" los pasos para el afilado de fresas. descritos anleriormente. desde elpunto 1al 4.
Ajustar la altura de trab<'ljo de la muela abrasiva. como lo indica la Figura N" 58:ésta debe ser acorde con la aliura del dorso del cuchillo.
80 / MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Figura N° 58. ,\JUSTE DE LA ALTURA IlE LA MUELA SEGUN EL DORSO DEL CUCIIILI.o.
Poncr cn paralclo cl dorso dcl cuchillo)' la muela abrasiva medianle los tomillosmicrométricos del divisor Universal.
Continuar con la secuencia desde el punto 7 al 12.
Una vez finalizada la operación de afilado del primer cuchillo, se continúa conlos siguientes, parn ello se mueve el trinquete del divisor y se gira el cabezal alsiguiente cuchillo)' asi sucesivamente. Figura N" 58.1.
Figura N" 58.1. AFILADO DE CUCIIILWS RECTOS MONTADOS EN EL CABEZALPORTACUOIILLOS.
MANUAL DE FRESAS Y CIJCHILLOS ~ARA MADeRA' 81

Para el afilado de cuchillos HSS, se puedcn utilizar los siguientes tipos de abrasivos:
12A2 C756A2 C7589A60J5V89A120J5V
B151B151
0=1250=1000= 80 medio0= 125 fino.
Para el afilado de cuchillos en HM:
12A2 C756A2 C75
D64D54
0=1000=100
NOTA: Cuando cl cabezal sea muy pesado, es recomendable el usode la contrapunta. para asegurar la exactitud del centro de giro.
b) Afilado con Movimiento de Giro Libre
Esta tecnica se diferencia del mélodo anterior en que el movimiento circular de laherramienta no es escalonado. sino que gira libremente. )' el ángulo del dorso delcuchillo es regulado mediante un dispositivo palpador que se monta en el cabezalvenical o el sopone aU.xiliar fijo de la mesa Figura N" 59. El palpador tiene regulaciónde allura como se puede obseryar en la figura.
Figura N" 59. AfiLADO EN CABEZAL DE GIRO LIBRE, LA POSIClON DE WS CUCIIILLOS SEREGULA CON EL PALPADOR MOSTRADO A LA DERECHA.
En ambos casos el incremento se da con el volante transverS<11. Se recomienda unavclocidad de pasada variable enlre: 0.5 a 5 m/min.
821 MANUAL CE FRESAS Y CUCHILLOS PARA MADERA

6.7.2 Afilado con Dispositivo Portacuchillos
Este dispositivo pennile afilar los cuchillos fuera del cabezal. Puede operarse conun cuchillo o en conjunlo. "paquete". utili¡wndo una base escalonada. Figura N" 60.
Figura N" 60. DOS DISPOSITIVOS PORTACUCIIILLOS PARA AfILADO.
6.7.3 Afilado con Dispositivo Portac"be7.<lles
Uno de los accesorios de la máquina, es el dispositivo ponacabez.,les de cuchillosrecios (Figura N" 61); constituido por dos sopones prismáticos que se lijan sobre lameSH de la máquina. Posee un eje que va simplemenle soportado en los prismas ylijado con el fin de e'·;tar vibraciones, sistema que trabaja en conjunlo con el palpador.Para la regulación se deben seguir los procedimienlos del método de afilado con girolibre del cabezal.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA' 83

Figura W 61. PORTACAIlEZAU:5 DE SOPORTES PRISMATlCOS.
Por ningún molivo se deben afilar cuchillos chipeadores en la máquina afiladoraUniversal.
6.7,4 Afilado en Máquina Rectificadora de Cuchillos
La utilización de cslas máquinas se realiza frecuemememe cuando se manejanvMias series de cuchillos sin cabezales o cuchillos de longiIudes superiores a 230 mm.
6.7.5 Dcscripción de la Máquina Afiladora de Cuchillos Rectos
ESlas máquinas fueron conccbidas para el reclificado de los cuchillos rectos (FiguraN' 62 l. I'a sea en HS-HSS-HM. Dc cSlmctura robusta a pmcba de vibraciones l'
compuesta bc'lsicamentc por la bancada principal. mesa fija y portamucla móvil. Existenen diferentes \'ersiones·
S4 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

ManualSemiautomáticasAutomáticas.
Estas máquinas son dimensionadas según los requerimientos de la planta. Segúnlas aplicaciones, se fabrican en dos versiones.
Livianas: Para el afilado de cuchillos rectos para el cepillado en HSS y HMde diferentes longiludes.
Versión Pesada: Orientada al trabajo de afilado de cuchillos foliadores,debanadores y astilladores: asi como también los cuchillos para cepillar.Est.1s máquinas se fabrican en longitudes de hasta 12 metros.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA /85

Figura N° 62. AFILADOR~S AUTOMATlCAS DE CUCIIILLOS RECTOS DE MEDIANA YGRANLONGITUD.
La Máquina consta básicamcntc dc cualro partcs principalcs. Figura N" 62.1:
Basc dc la máquinaBancada tipo tinaMcsa portacllchillosCarro con cabezal móvil.
ss J MANUAL DE FRESAS Y CUCHILLOS PARA MADERA
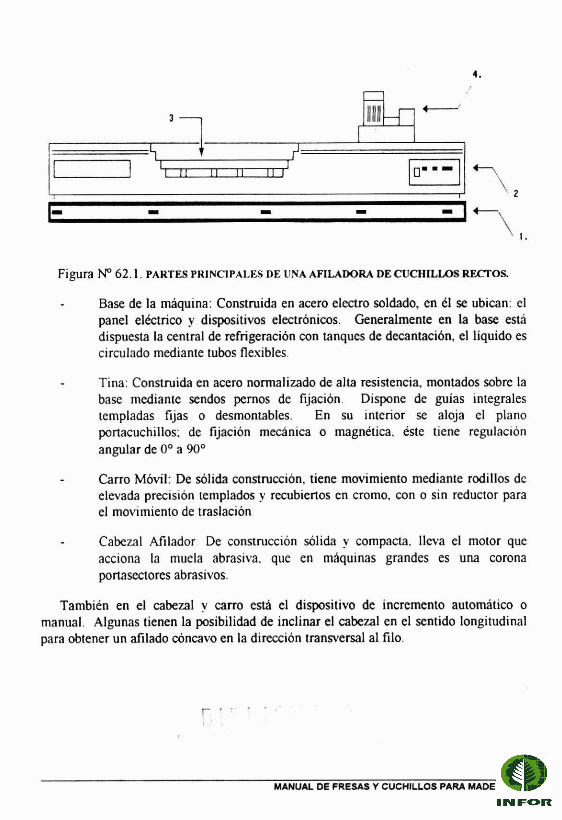
4.
rrnLn-'I I
E:J\ z1..- - ...;;- - -_1-\
l.
Figura NO 62.1. PARTES PRINCIPALES DE UNA AFILADORA DE CUCJIILLOS RECTOS.
Base de la máquina: Construida en acero electro soldado, en él se ubican: elpanel eléctrico y dispositivos electrónicos. Generalmente en la base estádispuesta la central de refrigeración con tanques de decantación, el liquido escirculado mediante tubos flexibles.
Tina: Construida en acero normalizado de alta resistencia, montados sobre labase mediante sendos pernos de fijación. Dispone de guias integralestempladas fijas o desmontables. En su interior se aloja el planoportacuchillos: de fijación mecánica o magnética. éste tiene regulaciónangular de 0° a 90°
Carro Móvil: De sólida construcción. tiene movimiento mediante rodillos dcelevada precisión templados Y' recubiertos en cromo. con o sin reductor parael movimiento de traslación.
Cabezal Afilador. De construcción sólida y compacta. lleva el motor queacciona la muela abrasiva. quc en máquinas grandes es una coronaportasectores abrasivos.
También en el cabezal y carro está el dispositivo de incremento automático omanual. Algunas tienen la posibilidad de inclinar el cabezal en el sentido longitudinalpara obtener un afilado cóncavo en la dirección transversal allilo.
I •.
MANUAL DE FFlESAS y CUCHILLOS PARA MADERA I 87

6.7.6 Angulos de trabajo de los cuchillos
• Angulo de trabajo para cuchillos cepilladores (ll)
Cuchillos HSS 18% trabajo en madera blanda
Cuchillos HSS 18% trabajo en madera dura
Cuchillos cromo vanadio 12%·13% Cr. madera blanda
Cuchillos cromo vanadio 120/..13% Cr. madera dura
30° • 45°
50° • 55°
45° • 48°
Cuchillos en HM trabajo en madera blandamadera duraaglomeradosfibropaneles
50°55°55° • 58°63° • 65°
L....- ~
Figura N" 63. ANGULO DE TRABAJO PARA CUCHILLOS CEPILLAOORES.
881 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Figura N" 64. MESA o PLATO MAGNETlCO PARA LA FIJACION DE WS CUCIIILWS EN LAAFILADORA
- Angulos para cuchillos "chipeadores" y foliado res
Buenos resultados se pueden obtcner con ángulos entre 40° y 50°.
Se debe considerar que a mayor ángulo el filo dura más tiempo y tiene menosposibilidad de astillarse, pero por otra parte, aumenta la carga del cortante. Alcontrario. al disminuir el ángulo, mejora la facilid.~d de corte, requiere menor potencia.disminuye la duración del filo, y éste se astilla con facilidad .
• Cuchillo chipeador trabajo en madcra blanda P= 40° • 45°
- Cuchillo chipeador trabajo en madera dura P= 45° • 50°
MANUAL DE FRESAS Y CUCHilLOS PARA MADERA 189
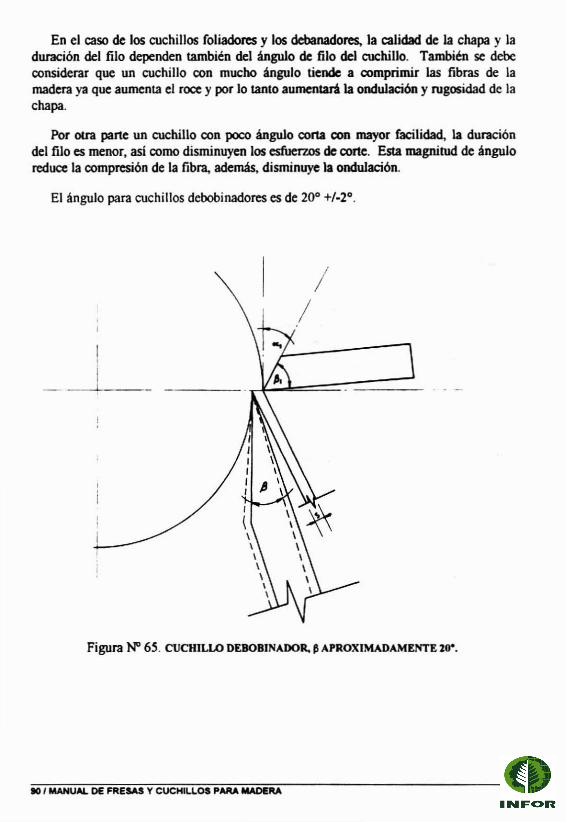
En el caso de los cuchillos foliadores y los debanadores, la calidad de la chapa y laduración del filo dependen también del ángulo de tilo del cuchillo. También se debeconsiderar que un cuchillo con mucho ángulo tiende a comprimir las fibras de lamadera ya que aumenta el roce y por lo tanto aumentaJt la ondulación y rugosidad de lachapa.
Por otra parte un cuchillo con poco ángulo cor1a con mayor facilidad, la duracióndel filo es menor, así corno disntinuyen los esfuerzos de corte. Esta magnitud de ánguloreduce la compresión de la fibra, además, disminuye la onduJación.
El ángulo para cuchillos debobinadores es de 20° +/_2°.
I-~-
Figura NO 65. CUCHIUO DEBOBtNADOR. ~ APROXIMADAMENTE 10".
10 1MANUAL DE FRESAS Y CUCHILLOS PARA MADEAA

6.7.7 Afilado de Cuchillos Cepilladores
En este tipo de máquinas se afilan el conjunto de cuchillos simultáneamente, en elcaso de cuchillos de espesor comprendido entre 3-4 mm cada uno, se puede utilizar unamuela abrasiva de banda continua.
Al igual que para los cuchillos al cromo, HSS y HM. El operador debe seguir lasiguiente secuencia.
Limpiar la resina acumulada y pegamento acumulado en el dorso ysuperficies del cuchillo. para que exista un buen contacto de apriete entre lassuperficies.
El operador debe evaluar el estado del perfil del filo. De la existencia deastilladuras en el perfil dependerá el tratamiento que se realizará.
Calibrar el ángulo que se pretende dar al cuchillo, en la mesa porta utensiliode la máquina. Para tal efecto se sueltan los seguros ubicados en losextremos y mediante el nonio de ángulo se calibra el mismo; luego se fija laposición apretando los seguros de la mesa.
Realizar una aproximación manual sin rotación de la muela hacia loscuchillos ya montados en la mesa, esta aproximación tiene por objeto acercarla muela, para comenzar el trabajo de rectificado.
En el caso de una máquina manual: poner en marcha el cabezal portamuela ydar incremento. simultáneamente se realiza la carrera longitudinal en formalenta 0.3-5 mlmin. Una vez que la muela abrasiva comience a trabajar sobrelos cuchillos. incrementar desde 0,02 a 0,1 por pasada (en cuchillos de HSS).
Máquina automática: seleccionar el incremento (para HSS 0.020 a 0,2, paraCr. 12% 0.02 a 0.3 mm).
Regular la velocidad de avance (si es posible).
Generalmente es fija desde 5·10·16 mlmin.
Calibrar los topes de carrera.
Regular el incremento total de afilado.
Puesta en marcha del cabezal portamuela, asi como el carro móvil.
Una vez terminada la operación de afilado se procede a repasar el perfil conuna piedra de acentar en forma manual, para retirar las rebabas de acero.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA I 81

Se recomienda las siguientes muelas abrasivas pan el afilado de cuchill05 Hs-HSSHSSR l8%WCo.
MAQUINAS MEDIANAS
89A36HIOV89A46HIOV9OA46G7V (más corte)9OA6OG7V (mayor terminación)
6.7.8 Afilado de Cuchillos Foliadores
MAQUINAS GRANDES
89A36H8V89A46G5V
Estos cuchillos, por sus dimensiones y características mecánicas, generalmente seafilan con segmentos abrasivos, debido a la gran superficie de filo (Figura N" 66). PorOlro lado, se debe tener cuidado de no sobrecalentar el materíal ya que se puede dailar eltratamiento térmico de la herramienta.
Un buen funcionamiento no sólo depende del ángulo de corte de la herramienta,sino que también. de la calidad de terminación del perfil del filo. Es recomendablerealizar cambio simultáneo del abrasivo para el afilado de estos cuchillos, es decir,afilar en basto con grano grueso y poroso, luego con grano medio para darle laterminación fina y mejorar la calidad del filo. El procedimiento para el afilado deéstos. es el mismo descrito anteríormente (cuchillos rectos para cepillado).
Se recomiendan los siguientes abrasivos para el rectificado con segmentos.
Aplicación universal. cuchillos lemplados 89A63HIOV89A36GIOV89A46GIOV
Figura N"66. CUCIIILLOS FOLlADORES DE GRAN LONGtTUD.
121 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

7.- PERFILADO Y AFILADO DE HERRAMIENTAS DE FORMA
7.1 Afilado de Cuchillos Moldurados
La operación de afilado de cuchillos moldurados de cualquier tipo consiste en elrectificado por la zona moldurada del cuchillo vale decir por el ángulo de incidencia(ángulo de salida). La operación básicamente consiste en rectificar esta zona con unamuela abrasiva adecuada, siguiendo el patrón de la moldura mediante una plantilla ysistema palpador. En el afilado de los cuchillos se rectifica con incrementos máximosde 0,5 mm a 1 mm.
Este tipo de rectificado se ejecuta en una máquina perfiladora (Figura N" 67), poresta razón el afilado de los cuchillos moldurados es muy similar a la operación deperfilado.
Figura N" 67. ~tAQUINA PERFILADORA y MUE"TRA DE CUCIIILW MOLDURADO O
HERRAMIENTA DE FORMA QUE PERMITE PREPARAR.
MANUAL DE FRESAS Y CUCHilLOS PARA MADERA' 93

7.2 Sislemas de Perfilado
Básicamente el perfilado es darle una forma detenninada a un malerial (cuchillo)que puede ser acero u otro metal duro, en base a una plantilla matriz ya Sea a escalareducida o 1: 1.
Para lograr dicho objetivo, se han puesto en práctica diferentes sistemas paraperfilar herramientas de corte, pero, lodos basados en un patrón común que es laplantilla que contiene el perfil original.
En la actualidad existen varios sistemas, de los cuales se pueden mencionar:
• Perfilado a mano
Práctica ya raramente ejecutada; debido a lo complicado de la operación y, sobretodo, a la impeñección en los resultados.
• Sistema de perfilado con muelas abrasivas
El sistema tiene como base el copiado sobre el cuchillo de la herramienta de corte,desde una plantilla patrón, la cual es seguida por un sistema de palpadores o sistemaóptico de seguimiento. El perfil es trabajado sobre las herramientas con diferentesesmeriles, segUn sea el material de la herramienta de corte.
Este sistema es el más utilizado en la actualidad por innumerables ventajas como:excelente precisión, rapidez, flexibilidad en las tareas, fácil manejo de las maquinariascon este sistema y un control satisfactorio sobre el trabajo en ejecución.
• Sistema de perfilado con eleetroerosión
Basado en el mismo principio de operación y copiado, el sistema de electroerosiónestá rcstringido a tareas de gran precisión, mayor rapidez, rigidez en la obtención decopias y fabricaciones de patrones y plantillas patrones, Además, su utilización esimprescindible en el trabajo con el "Diamante policristalino" aplicado en lasherramientas de corte para la madera y derivados,
t4 I MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

- Sistema de agua-arena erosión
Este sistema utiliza el agua con combinaciones de arenas de Cuarzo y Diamanteartificial, cuya combinación es inyectad.1 a alta presión contra el material a perfilar operforar. Es utilizado generalmente para el perfilado y corte de materiales de muy altadureza. La ejecución de las tareas con este sistema generalmente es vía controlnumérico con diseño en pantalla.
- Sistema LASER
El LASER es utilizado (en la fabricación de herramientas) generalmente para laconfección de plantillas palrones, perfilado de curvas muy complicadas y reducidas. enaceros de alta aleación, así como también en el trabajo de la "WTDIA".
7.3 Máquinas Perfiladoras Existentes
En los últimos años se ha experimentado un avance tecnológico en la mayoría de lasmáquinas herramientas para el lrabajo con melales. Aún asi. la máquina perfiladora deherramientas para la madera ha mantenido el principio de operación y, sobre todo. elsistema móvil sobre el cual se desplaza la herramienta a perfilar (guias).
Diversos adelantos han permitido la automatización parcial o to(al de lasoperaciones de la máquina. Los dispositivos de control que han entrado fuertemente enla automalÍzación de la mayoria de las máquinas y la perfiladora han sido el PLC y elcontrol numérico.
Las máquinas con estos sislemas inlegrados están orientadas a la producción enserie dc hcrramientas y sobre lodo de ulensilios complicados de realizar por el hombredirectamente.
De las perfiladoras existentes en el mercado. se mencionan las siguienlcs:
Máquina Universal con dispositivo perfilador.
Máquina perfiladora Universal dc plano notante:
Manual. sistema dc copiado con plantilla.
Automática: copiado por plantilla.
MANUAL DE FRESAS Y CUCHilLOS PARA MADERA I 9fi

Con control numérico: Sistema quc genera los perfiles por medio de unSoftware.
Máquina pcrfiladora por electroerosión.
Máquina pcrfiladora LASER.
Máquina pcrfiladora agua-crosión.
Figura N" 68. MAQUtNA PERFILAOORA AUTOMATlCA.
La máquina perfiladora manual de plano flotanle es la de mayor uso en su Iipo. Sebasa en el sistema de copiado por plantilla seguida por un palpador que hace de guía.La Figura N" 69 mueSlra una máquina perfiladora de plano flotante manual
le , MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

Figura N° 69. ~IAQl;INA PERFlLAI)()RA MANUAL. DE PLANO FLOTANTE.
MANUAl DE FRESAS Y CUCHilLOS PARA MAOERA 117

7.4 Requerimientos y Componentes de las Perfiladoras
7.4. 1 Caracteristicas Generales
Una máquina perfiladora de buena calidad debe cumplir con requerimientosminimas para ejecutar las labores para las cuales fue diseñada.
La perfiladora debe estar exenta de vibraciones en funcionamiento. Así como lamesa portaherramientas, las guias deben eslar protegidas del material sobrante delrectificado y polvo. Debe poseer un sistema portaplantilla con su dispositivo deregulación con incremento micrométrico. Dado que las partes están expuestas allíquido refrigerante)' material arrancado, deben estar protegidas contra la corrosión )'filtración. principalmente las partes móviles. A continuación se listan las partes quecomponen la perfiladora. Figura N" 70.
18 I MANUAL DE FRESAS Y CUCHII..LOS PARA MADERA

. , . ., " 11 13 ....
HEI,II
•v_
, VcMnIe Gf8Iduedo.--*,, V.....~••-..
• ........._..........-• ........• "'- .. ....-, _...-I .......• Dueto .. rlltn-.....
00 VolMIe gr8do.Moóo _ • ., _ .... "......
" - ...~...~., Ao"-l6n."_''''~
''''" DU"""""'""
•• _ "'-"'»l
lO Tr.nt.I~ ese" 0ClIl'•• *ti_
" -lO ,-17 VCIIanM di indInecDn nrt~ de .........
" w.nilIIIde- ... ~"
" Porta DAlMdal~
20 P
" .......22 p--" ---.. ...........
Figura N" 70. COMPONENTES DE UNA MAQUINA PERFtLADORA.
7.4.2 Sistema de Guias
La mayoria de los fabricantes de perfiladoras proporciona en estas, guías del tipoprismático que son bastante efectivas. No obstante, algunas marcas han desarrollado el
MANUAl. DE FRESAS Y CUCHILLOS PARA MADERA '"

sistema de guias "flotantes en agua", que hasta el momento ha funcionado sincomplicaciones.
Sobre la mesa-guia del sistema flotante se monta la herramienta a perfilar, quepueden ser de diferenles formas y tamaños: cabel.ales portacuchillos estriados, puntaspara pantógrafos, fresas, cabez.ales cepilladores, cuchíllos de forma. etc.
Figura N° 71. GUIAS DE PERFtLADORAS.
Cuando se trala de cabez.ales portacuchillos y fresas, la perfiladora posee diferentesejes-adaptadores. que vienen rectificados con alta precisión.
Los ejes donde se monlan las herramientas a perfilar son fijados por abraz.aderasdesmontables de modo de permitir una fácil operación al colocar y sacar la herramienta.
7.4.3 Sistema de Plantilla y Palpador
Es el mecanismo que permite seguir la figura confeccionada en la plantilla (Fig.73). la cual va montada sobre un soporte rectificado. que se calibra en los ejes X-Ymediante los tornillos del nonio.
100 I MANUAL DE FRESAS Y CUCHILLOS PARA MAOERA

Es importante mencionar que el espesor del "palpador" debe ser igual al espesor delesmeril con el cual se va a perfilar de manera de transmitir fielmente el perfil.
-_ • .,........~...--I ..--" -,
~..---.
Fiura N". 72. ELDIENTOS PARA \tO~TAR tiTILES AMAQUINAR EN LAS PERFILADORAS.
Figura N" 73. PLANTtLLA YPALl'AtlOR USADOS PARA PERFILAR.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA 1101

7.4.4 Diamantador o Rectificador de Forma para los Abrasivos
Los abrasivos sufren desgastes y desprendimientos, por )0 que las máquinasperfiladoras poseen dispositivos para recuperar la forma de la muela abrasiva. Se tratade los diamantadores, que se utilizan para reperfilar los esmeriles de borazón, loscerámicos y los de óxido de aluminio. El diamante se limpia con un !rozo de aceroblando (Figura N" 74).
Figura N" 74. Rt:crIFICAOORES DE MUELAS ABRASIVAS.
7 45 Movimiento Angular de la Muela
ESle movimiento se logra mediante un lomillo o divisor graduado según el materiala perfilar)' tiene por objelo dar el ángulo laleral de entrada en los perfiles; tanto a laizquierda como a la derecha. (Figura N" 75).
1021 MANUAL DE FRESAS Y CUCHILLOS PARA MADERA

7.4.6 Regulador del Angulo del Cuchillo
Este depende de la altura de trabajo del esmeril. Generalmente las perfiladoras traenuna escala con los ángulos de trabajo graduados, Figura N" 76. Normalmente laregulación de los ángulos se logra accionando tornillos que suben o bajan la muela conrespecto al soporte del palpador.
'" x
Figura N° 75. MOVIMIENTO ANGULAR DE LA MUELA.
Figura N" 76. REGULACION DEL ANGULO DEL CUCHILLO.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA' 103

Se insiste en que el perfilado debe ser hecho en hUmedo, es decir, la refrigeracióndebe estar siempre presente por ambos lados de la muela.
7.4.7 Confección de las Plantillas
Las plantillas generalmente se realizan a mano, mediante un juego de limas debuena calidad. Para lograr los perfiles curvos y radios determinados. se aconseja tenerun juego de cilindros calibrados desde 0,5 mm hasta 40 mm de radio. con el objeto deeliminar errores y hacer más fácil la reproducción de plantillas.
También es necesario contar con dos instrumentos de buena calidad: pie de metro yun goniómetro. los que permiten la oblención de todas las medidas y ángulosrequeridos.
En cuanto a la base de la plantilla: el material debe tener buena resistenciamecánica y poseer a lo menos dos lados paralelos. Tanto las plantillas para perfilarcuchillos. como para perfilar fresas calzadas. son las mismas.
El material con que se confeccionan no se debe deformar con la presión que seejerce contra el palpador, como lo que sucede con las plantillas de acrilico o PVc. Serecomienda usar plancha de acero resistente a la Oexión.
7.5 Angula de Corte o Ataque en Herramientas de Forma
Este ángulo tiene una relación inversa con el esfuerzo de corte (resultante deldiagrama veclorial). Es decir, a menor ángulo de corte. mayor esfuerzo de corte ymayor potencia requerida para la elaboración. Por lo tanto, para una mayor dureza dela madera a elaborar se requiere adoptar un menor ángulo de corte. Existen tablas quemuestran los ángulos de corte especificas para cada tipo de madera. Pero, como normageneral. en la mayoria de las aplicaciones de cabezales portacuchillos se puede utilizar:
Angula de ataque de 12°: para maderas duras
Angula de alaque de 20°: para maderas blandas.
Por lo general. las terminaciones defectuosas que resultan de la elección inapropiadadel ángulo de corte son: Fibra arraneada, defecto debajo de la superficie cepillada. queen la mayoria de las oportunidades es eauS<1do por insuficiente fuerza de corte. que
10.& 1MANUAL DE FRESAS Y CUCHILLOS P'ARA MADERA
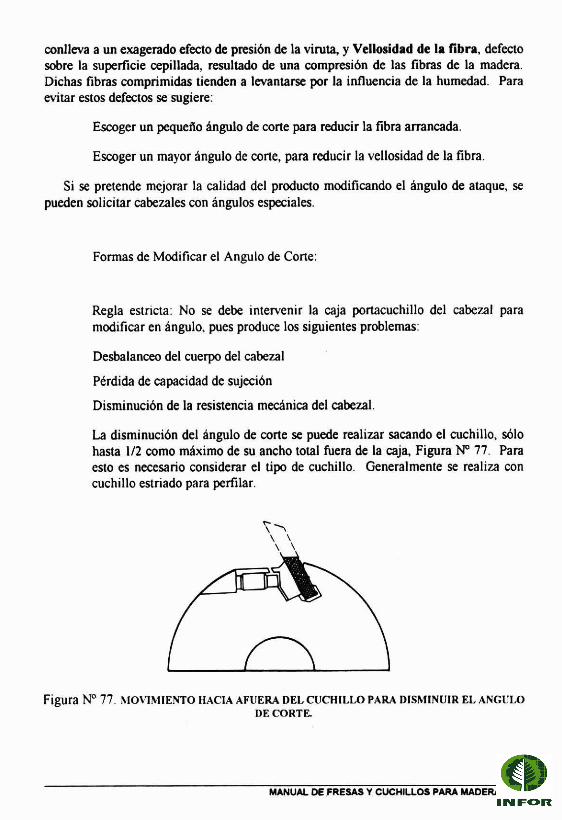
conlleva a un exagerado efecto de presión de la viruta, y Vellosidad de la fibra, defectosobre la superficie cepillada, resultado de una compresión de las fibras de la madera.Dichas fibras comprimidas tienden a levantarse por la influencia de la humedad. Paraevitar estos defectos se sugiere:
Escoger un pequeilo ángulo de cone para reducir la fibra arrancada.
Escoger un mayor ángulo de cone, para reducir la vellosidad de la fibra.
Si se pretende mejorar la calidad del producto modificando el ángulo de ataque, sepueden solicitar cabezales con ángulos especiales.
Formas de Modificar el Angulo de Cone:
Regla estricta: No se debe intervenir la caja ponacuchillo del cabezal paramodificar en ángulo. pues produce los siguientes problemas:
Desbalanceo del cuerpo del cabezal
Pérdida de capacidad de sujeción
Disminución de la resistencia mecánica del cabezal.
La disminución del ángulo de cone se puede realizar sacando el cuchillo, sólohasta 1/2 como máximo de su ancho total fuera de la caja, Figura N" 77. Paraesto es necesario considerar el tipo de cuchillo. Generalmente se realiza concuchillo estriado para perfilar.
\ ......, ,, ,
Figura N" 77. MOVIMIENTO HACIA AFUERA DEL CUCHILLO PARA DISMINUIR EL ANGULODE CORTE.
MANUAL DE ,FRESAS Y CUCHILLOS PARA MADERA /106

7.6 Angulo de Salida (1\)
Este ángulo tiene gran influencia en la calidad de corte en la madera, sobre todocuando se IIala de perfiles pronunciados. También afecta la duración de 106 cuchillos.Los rangos recomendados para sus dimensiones son:
\.- Angulo de salida lateral So. 10°
2.- Angulo de salida posterior: 30°· 2So
lIIGUlO tE SAlI"pusnllOI \
Figura N" 78. ANGUWS DE SALIDA DE WS CUCIIILWS.
7.6.1 Modificación del ángulo ~
lIIGlIlO tE S.U DOlUEUl
Este ángulo es función del material con el cual está confeccionado el cortante.Como norma general: a mayor dureza mayor fragilidad. Este ángulo al ser modificadoafecta la calidad superficial obtenida con la herramienta, así corno la duración de sufilo.
En máquinas de alta producción que poseen el sistema de "Jointer", el ángulo B esafectado por la aplicación del Jointer. Un excesivo uso del Jointer produce un efecto decompresión sobre la fibra de la madera, mayor fricción, temperatura y desgaste delmaterial.
loe I MANUAL OE FRESAS Y CUCHILLOS ~ARA MADeRA

Figura N" 78.1. D1MENSION MA.'\(IMA DEL ASENTAOO - EMPAREJAMIENTO ("JOlNTlNG")
EN UN CUCIIILLO CEPILLADOR.
7.7 Perfilado de Cuchillos HS-HSS
El perfilado de los cuchillos HS-HSS se puede realizar tanto en el cabezal en el cualvan montados. como también individualmente en un dispositivo especial para esteefecto.
Figura N" 79. PERFILADO DE CUCIIILLOS EN EL CABEZAL Y FUERA DE EL.
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA 1107

Cuando se perfila un cuchillo. se debe hacer primeramente un desbastado. con elobjeto de retirar el material sobrante al perfil deseado. Cuando se trabaja con Bórazones convenienle realizar cortes seccionados contra el cuchillo. Estos cortes se logranatacando perpendicularmente con el esmeril: luego se retira la muela. se desplaza unosmilimetros y nuevamente se ataca a fondo con el esmeril. Lo anterior permite undesbastado rápido y sin desgaste del esmeril y la reducción de la temperatura de corte aniveles normales de perfilado. además de no someter la banda de abrasivo a esfuerzoslaterales que la puedan erosionar
Cuando se utiliza un esmeril cerámico o de óxido de aluminio. es conveniente atacarlevemente a fondo y luego retirar la muela. Se debe aumentar además el caudal derefrigerante. ya que este tipo de esmeril produce bastante calor
Se recomienda retirar de la periferia del esmeril. pequeñas secciones de éste (cuandose trata de esmeriles cerámicos y de óxido). con el objeto de acelerar el proceso dedescarga. disminuir la temperalura de trabajo y finalmenle lograr una mejorterminación en el cuchillo.
1081 MANUAL DE FRESAS YCUCHillOS PARA MADERA

APENDICE N° 1:FORMAS USUALES DE UTILES ABRASIVOS CORRIENTES.
1. MUELAS RECTAS
~1CQUd:~~
~f?@1!~~
~~~
J0»Ali@~~2. MUELAS FORMA DE PLATO
QZl2'Z7C7?'J';:;:=;¡±!=e:::;;tp"'Tn
3. CONOS
IRECTIFICADORES
j i4. AROS y PLATOS
¡ ~,. MUELAS FORMA DE VASO
fJ:O ~:vA6. SEGMENTOS ~
~~~ ~
-.~~
MANUAL DE FRESAS Y CUCHILLOS PARA MADERA 1101
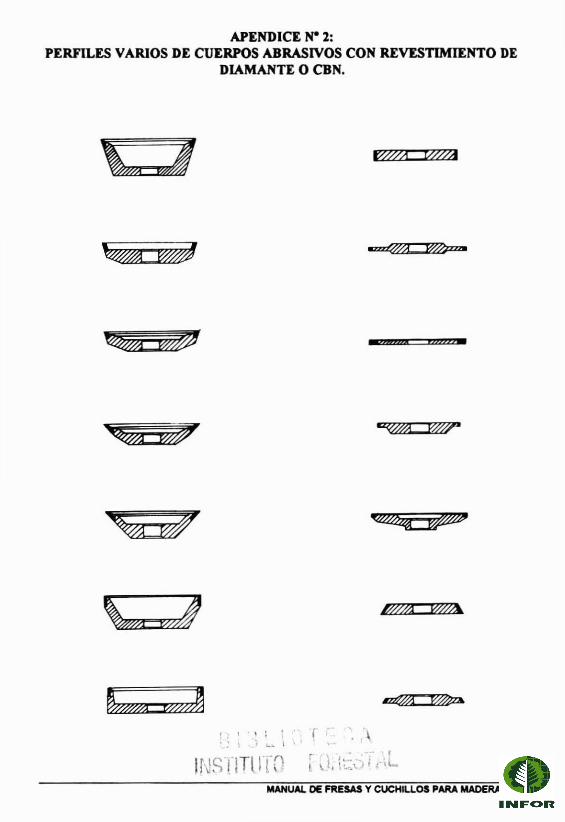
APENDICE N° 2:PERFILES VARIOS DE CUERPOS ABRASIVOS CON REVESTIMIENTO DE
DIAMANTE O CBN.
! . , :i L...-_
'. \
INSTiTlIT0MANUAl. DE FlU!SAS Y CUCHIUOS PARA MADERA 1111
