lightly cured - european coatings – news and …€¦ · lightly cured low voc uv ... used with...
TRANSCRIPT

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
Lightly cured
Low VOC UV-crosslinkable PUR dispersions forexcellent adhesion and flexibility.Coatings based on a range of water-based UV-curablepolyurethane dispersions (PUDs) featuring a fine particlesize demonstrate excellent adhesion and good flexibility atalmost zero VOC content.Chintankumar J. Patel,* Amrish Y. Patel.* Corresponding Author. Contact: Chintankumar J Patel, 11,Rameshwar Park, Vidya Dairy Road, Near Mangal Nagar,Anand, Gujarat - 388001 India. Tel. : +91 982 5349943,[email protected] and legislative constraints are forcing thecoatings industry to make many changes. Low solids andsolvent-containing paints are decreasing in importance. As aresult of this increasing pressure to reduce volatile organiccompounds (VOCs), some eco-friendly technologies suchas waterborne coatings, radiation curable coatings, highsolids coatings and powder coatings have been developed.Radiation-curing technology is widely used in curablematerials such as lacquers, inks and coatings [1]. Ultraviolet(UV) curable coatings in particular have receivedconsiderable attention over the past decade due to theiradvantages in environmental protection, reduced energyconsumption and rapid curing even at ambient temperature[2].
Waterborne UV systems avoid many problemsMost UV-curable resins are made of functionalisedoligomers, which control the physico-chemical properties ofthe final polymer, combined with acrylic monomers (reactivediluents) to adjust viscosity [3]. All forms of low viscosityapplications (especially spraying and vacuum techniques)used with conventional solvent-free UV-coatings needconsiderable amounts of reactive diluents to reduce theviscosity to the desired level.This may lead to problems of strong odour, eye and skinirritation and the formation of dangerous aerosols duringspraying applications. The use of water-based systemsavoids these problems, while at the same time reducingunwanted shrinkage, brittleness and internal stressescaused by the high crosslink density.Water-based systems show a number of advantages overconventional UV-cured coatings, including low viscosityapplication, recycling of overspray, less oxygen inhibition,easier matting and better adhesion to various substrates [4].Accordingly, a number of UV curable waterbornepolyurethane dispersions (UV-PUDs) were prepared, andtheir properties in cured films were examined.
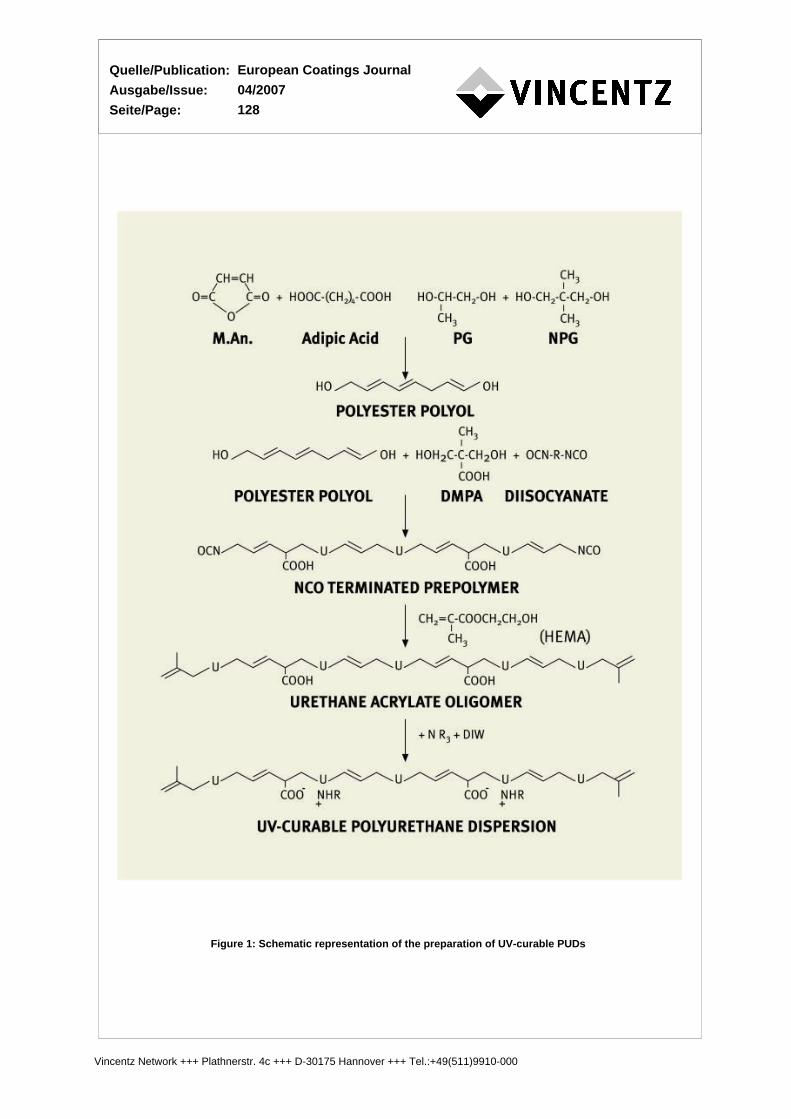
ExperimentalThe UV-PUDs were prepared in a multi-stage process whichis described below and illustrated in Figure 1. Maleicanhydride, propylene glycol (PG), neopentyl glycol (NPG),isophorone diisocyanate (IPDI), triethylamine (TEA),o-xylene, acetone and 2-hydroxyethyl methacrylate (HEMA)were of reagent grade and procured from Aldrich Chemicals.Adipic acid was supplied by Alcohols Ltd. and maleicanhydride by Crestchem Ltd. Dibutyltin dilaurate (DBTDL)was obtained from Degussa while benzophenone wasobtained from Fluka Chemicals. Deionised water wasobtained from Samuel Banner, UK.The systematic preparation procedure for synthesis ofpolyesters has been described in detail in sources such as[5]. In the present work, neopentyl glycol, propylene glycol,adipic acid, and maleic anhydride were reacted at 200°C to
210°C in the presence of DBTDL as catalyst, and water ofreaction was removed azeotropically by using xylene.The temperature was maintained until the acid value fellbelow 3 mg KOH/g. Then the xylene was vacuum distilledand the polyester was diluted with acetone at 50°C. Thecompositions of the various polyester polyols are shown inTable 1. All these polyols were characterised for differentphysico-chemical properties, which are also listed in Table1.
UV-curable PUDs prepared by the acetone processThe solution process (acetone process) [6, 7] was used toprepare the PUDs. The synthesis was carried out in twosteps as follows:An isocyanate terminated prepolymer was prepared in a 500ml four-necked round bottom borosilicate glass flaskequipped with nitrogen gas purge, stirrer, dropping funnel,condenser and thermometer pocket.IPDI was charged into the reactor followed by addition ofDMPA (dimethylol propanoic acid) and acetone and thetemperature was raised to 60°C. The polyester precursorwas then added dropwise during a period of one hour. Thereaction was further continued till the desired NCO contentwas obtained, as determined by the dibutylamine backtitration method [8].In a second step, 2-hydroxy ethyl methacrylate (HEMA) wasadded to the above prepolymer through the dropping funnelover a period of 15 minutes. The reaction was continueduntil the NCO content fell to zero, followed by neutralisationwith TEA and subsequent dispersion in deionised waterunder high speed stirring. The acetone was then distilled offunder vacuum.Following the above procedure and using variouscompositions as shown in Table 2, several polyurethanedispersions were prepared. All the PUDs prepared as abovewere miscible with water and passed the required shelf lifetest (50°C for one month). The solids content, viscosity andparticle size are shown in Table 3.
Coatings preparation and testingThe PUDs of the various experimental sets were mixed withphotoinitiator and N,N-dimethyl ethanolamine (DMEA, usedas an accelerator for the UV-initiated radical polymerisation)in the flask. Compositions with the suffix a contained 88.5%PUD and 10% benzophenone. Those with the suffix bcontained 93.5% PUD and 5% benzophenone. Allcompositions also contained 1.5% DMEA. The conventionalUV-curable coating used as a control (CUC) also contained10% benzophenone and 1.5% DMEA and was thinned withreactive diluents to 40% solids. The benzophenone wasdissolved in butyl cellosolve (2-butoxyethanol) in a separatevessel under high speed stirring to facilitate its uniformdistribution in the PUD. The agitation was continued for afurther 30 minutes to ensure intimate mixing of all theingredients and to attain a very fine dispersion. The PUDsprepared as above were diluted with deionised water toapplication viscosity and applied to test panels by using awire bar applicator to give 20-25 µm film thickness. Thepanels were allowed to flash off for 20 min at 100°C in anoven to remove water from the film, then passed under UVradiation for final curing (12" medium pressure mercury arclamp, 200 watt/inch) at 50 ft/min (15 m/min) conveyorspeed.The cured films were evaluated for various performancecharacteristics including different mechanical propertiessuch as adhesion (ASTM D 3359), flexibility (ASTM D 522),
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
impact resistance (ASTM D 2794) and scratch hardness (IS101: 1964 - a single scratch test with increasing load:Scratch hardness is expressed as the maximum load thatthe film can withstand without scratching through the film tothe bare metal substrate). The films were also analysed forchemical resistance (ASTM D 1308) by dipping the panels in2% NaOH solution, 2% H2SO4 solution and hot water for 96hours. Solvent resistance was analysed by the double rubtest with methyl ethyl ketone (MEK) (ASTM D 5402). Allfilms passed the hot water resistance tests. The otherresults are shown in Tables 4 and 5.
Low volume shrinkage ensures good adhesionAll the compositions of UV-curable PUDs showed excellentadhesion properties (tape test) on wood, steel andaluminium. The very good adhesion properties ofwaterborne UV-PUDs are attributed to the incorporation ofadhesion promoting structures in the polymer backbone, i.e.urethane and carboxylic acid groups.This results in a very good adhesion on various substrates.The greater amounts of shrinkage in conventional UVcurable coatings develop internal stresses in the coating, soless external force is required to disrupt the adhesive bond,resulting in slightly inferior adhesion.In the case of the PUDs, due to the higher averagemolecular weight of the polymer compared to conventionalUV curable oligomers and the reduced crosslink density, thevolume shrinkage is much lower which results in improvedadhesion [9].
Low crosslink density gives good flexibilityThe flexibility tests showed that cured films of thewaterborne PUDs have a slightly higher flexibility comparedto the conventional control coating (CUC). This higherflexibility is attributed to the low shrinkage and lowercrosslink density that has already been described above.The impact resistance results followed the same trend asthat of the adhesion and flexibility. Impact resistance ofalmost all the films is comparable to that of the conventionalUV-curable composition.
Scratch hardness related to formulation variablesThe scratch hardness values of some of the UV-curablePUDs (PUD5a, PUD6a and PUD7a) are quite comparable tothat of the CUC. The results show that a higher amount ofphotoinitiator gives a harder film.By increasing the maleic anhydride content of the polyester,the hardness can be increased due to the availability ofmore curing sites and hence a higher crosslink density. Byincreasing the NPG content, it is also possible to increasethe hardness, because the -CH3 groups of the NPGdecrease the mobility of the polymer molecule due to sterichindrance and so increase the hardness.The use of too much higher molecular weight polyesterprecursor decreases the hardness due to a decrease in thenumber of urethane linkages per unit volume of the polymer.
Most formulations offer good chemical resistanceMost of the panels showed very good acid resistance, andno significant difference was observed between PUDs andCUC with respect to the acid resistance. Some PUDs (10b,11a, 11b, 12a, 12b, 14a, 15a and 15b) showed a slightlylower acid resistance due to a low crosslink density as theyhave a low level of unsaturation (maleic anhydride andHEMA, lower iodine value).The alkali resistance results followed the same trend as thatof the acid resistance, with most panels showing good alkaliresistance.Both the hot water and salt water resistance of the cured
films depend upon the permeability of the film and thedegree of susceptibility of the resin to undergo hydrolysis.The results reported in Table 5 were quite encouraging asalmost all the formulations showed satisfactory filmperformance and, as already noted, all panels passed thehot water test.The solvent resistance of the film is an indirect measure ofthe degree of cure of thermosetting polymers. Thus theresults of solvent resistance (MEK double rub) for variousexperimental sets showed that the higher amount of initiatorand higher amount of unsaturation resulted in morecomplete curing and consequently a greater resistanceagainst solvent attack.
PUDs combine good performance with very low VOCThe UV curable PUDs developed in this work haveperformance properties comparable to conventional UVcurable coatings with good flexibility and excellent adhesionto different substrates such as wood, steel, and aluminium.The coatings developed contain almost zero VOCs incomparison to conventional UV-curing systems. Thesesystems have improved occupational health and safetyprofile. They are also an economic product becauserecycling is possible: In spray application, the overspray iscollected by a water curtain flowing behind the object. If thecoating is water based, the use of a deionised water curtainto collect the overspray yields a dilute solution of the originalcoating rather than a sludge. This dilute solution may easilybe concentrated using a membrane filtration technology,and the concentrated coating may be recycled while theseparated deionised water may be recycled to the paintbooth.It can be seen that compositions prepared from polyesterpolyols having a hydroxyl excess of 0.3 equivalents(OH:COOH = 1.3:1) and with an OH:NCO ratio of 1:1.3showed a performance almost comparable to that of theconventional UV curable coatings.
REFERENCES[1] A. Asif, W. Shi, European Polymer Journal 39 (2003)933-938[2] S. A. Shama, A. J. Tortorelleo, J. Appl. Polym. Sci. 43(1991) 699[3] S. Paul, Surface Coatings Science and Technology, JohnWiley & Sons, pp 603-604,1986[4] C. Decker, F. Masson, JCT Research, Vol.1, No.2,2004.pp 127-136[5] M. J. Husbands, C. J. S. Standen, G. Hayward, A Manualof Resins for Surface Coatings, Vol III, SITA TechnologyLtd., London, UK, pp.122-124 (1994)[6] D. Dieterich, Adv. Org. Coat. Sci. Tech. Ser. 1 pp. 55(1979)[7] D. Dieterich, H. Reiff, Adv. Urethane Sci. Technol. Vol. 4,112 (1976)[8] S. Goodman, Handbook of thermoset plastics, Noyespublications, New Jersey, pp. 252 (1986)[9] Z. W. Wicks Jr, Organic Coatings: Science andTechnology Vol.-. II, John Wiley & Sons, Inc., New York,pp153-166, (1993)
Results at a glance- A range of water-thinnable UV-curable polyurethanedispersions (PUDs) was prepared by a polyadditionreaction, with further reaction to introduce methacrylategroups into the polymer chain and subsequent neutralisationand dispersion in water. The size of the particles in thesepolyurethane dispersions was less than 100 nm.- Various physical and chemical resistance tests werecarried out on these PUDs, after mixing with photoinitiator
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
and curing under UV radiation.- Excellent adhesion to different substrates and goodflexibility were achieved at almost zero VOC content, withoutsignificant effects on other properties when compared with aconventional UV curable coating thinned with reactivediluents.
The authors:-> Chintankumar J. Patel works at the Institute of Scienceand Technology for Advanced Studies and Research(ISTAR), India.-> Amrish Y. Patel obtained an M.Sc. in Paints & Varnishesat Sardar Patel University, Vallabh Vidyanagar, India in2001 and an M. Res in Polymer Technology at LondonMetropolitan University, UK, in 2005. He works as a paintconsultant with a particular interest in eco-friendly coatingtechnologies.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000
Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
Figure 1: Schematic representation of the preparation of UV-curable PUDs.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000

Quelle/Publication:
Ausgabe/Issue:
Seite/Page:
European Coatings Journal
04/2007
128
.
Vincentz Network +++ Plathnerstr. 4c +++ D-30175 Hannover +++ Tel.:+49(511)9910-000