lifeceram. residuo cero en la fabricaciÓn …incipiente), en la que se requieren acabados mates y...
TRANSCRIPT
www.qualicer.org | 1
LIFECERAM. RESIDUO CERO EN LA FABRICACIÓN DE BALDOSAS CERÁMICAS
Quereda Vázquez, Mª Francisca(1); García-Ten, Francisco Javier(1); Ros Dosdá, T(1); Gil Albalat, Carlos(2); Chumillas Villalba, David(3); Zaera,
Victoria(4); Segura Mestre, Mª Carmen(5).
(1) Instituto de Tecnología Cerámica (ITC). Asociación de Investigación de las Industrias Cerámicas (AICE). Universitat Jaume I. Castellón. España.
(2) Keros Cerámica S.A., Nules. Castellón. España.
(3) Chumillas & Tarongi, S.L., Villarreal. Castellón. España.
(4) Asociación Española de Fabricantes de Azulejos y Pavimentos Cerámicos. Castellón. España.
(5) Vernís, S.A., Onda. Castellón. España.
1. RESUMEN
La fabricación de baldosas cerámicas en la UE genera residuos en diferentes etapas del proceso de producción. La cantidad total estimada de residuos es de casi 1,5 millones de toneladas al año. Un porcentaje significativo de éstos no puede ser reciclado en los propios productos cerámicos y en los procesos actuales debido al cambio en el comportamiento de las composiciones de cerámica durante el proceso de fabricación y a las propiedades finales de la baldosa. Como resultado, una cantidad importante de residuos se destina a vertederos o se utiliza como material de relleno que proporciona un valor añadido muy bajo. El principal objetivo del proyecto LIFECERAM es alcanzar la situación de residuo cero en la fabricación de baldosas cerámicas. Para ello, se han planteado dos objetivos principales. El primero es el desarrollo de un nuevo tipo de baldosas cerámica para uso en exteriores (pavimentación urbana) en el que se pueda incorporar un elevado contenido de residuos cerámicos. El segundo objetivo es el diseño de un proceso de preparación del soporte altamente sostenible, basado en tecnologías de molienda en seco y granulación, capaz de reciclar todo tipo de residuos cerámicos.

www.qualicer.org | 2
En este trabajo se muestran los resultados de la caracterización de los residuos cerámicos, desde un punto de vista físico-químico y de comportamiento en el proceso cerámico. A continuación se muestran los resultados del estudio de formulación de composiciones para el soporte del pavimento urbano, basado en los resultados de la caracterización de estos residuos. Las composiciones, compuestas en su totalidad por residuos, se han caracterizado tanto desde el punto de vista técnico como medioambiental. Paralelamente se han evaluado diferentes sistemas de molienda en seco y de granulación, para seleccionar los más adecuados en la preparación del polvo de prensas del soporte del pavimento urbano.
2. INTRODUCCIÓN
La fabricación de baldosas cerámicas en la UE genera residuos en diferentes etapas del proceso de producción [1]. En la Figura 1 se muestran los residuos generados y un esquema del proceso con los puntos en los que se genera cada residuo (los residuos de fritas y los lodos de pulido se generan en las plantas de fabricación de fritas y de pulido respectivamente).
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Residuos de fritas
Lodos de pulido
Tiesto crudo Lodos de esmalteTiesto crudo
Tiesto cocidoPolvo filtros de hornos
MoliendaAtomización
Baldosa
Prep. Esmalte
EsmaltadoSecadoPrensado Cocción
Materias primas Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Raw materials
Millings pray drying
Pres s ing Drying Glazing Firing Tile
Glaze preparation
Green scraps Glaze sludgeGreen scraps
Fired scrapsDust from theKiln filters
Residuos de fritas
Lodos de pulido
Tiesto crudo Lodos de esmalteTiesto crudo
Tiesto cocidoPolvo filtros de hornos
MoliendaAtomización
Baldosa
Prep. Esmalte
EsmaltadoSecadoPrensado Cocción
Materias primas
Figura 1. Esquema del proceso de fabricación de baldosas y puntos en los que se generan los
residuos.
Teniendo en cuenta la producción de baldosas cerámicas en la UE + Turquía (1800 MM m2 en 2014 [2]), se estima que la generación de los residuos previamente mencionados asciende a 1,4 millones de toneladas (expresadas en base seca) anuales, lo cual representa aproximadamente un 5% del consumo de materias primas. En la Figura 2 se muestra una estimación de los porcentajes de cada tipo de residuo respecto al total [3].

www.qualicer.org | 3
Tiestos crudos45%
Tiestos cocidos41%
Residuos de fritas2%
Residuo de losfiltros de hornos0,2%Lodos de pulido
8%
Lodos de esmalte4%
Tiestos crudos45%
Tiestos cocidos41%
Residuos de fritas2%
Residuo de losfiltros de hornos0,2%Lodos de pulido
8%
Lodos de esmalte4%
Figura 2. Residuos generados en los procesos de fabricación de baldosas y esmaltes
cerámicos.
Aproximadamente un 65% de estos residuos se recicla en el propio proceso como material prima, separando los residuos por tipología, homogeneizándolos e introduciéndolos en pequeños porcentajes (<5%) como materias primas en las composiciones de soporte y esmalte. El 35% restante (500 000 ton/año) se deposita en vertederos o se utiliza como relleno en productos de bajo valor añadido.
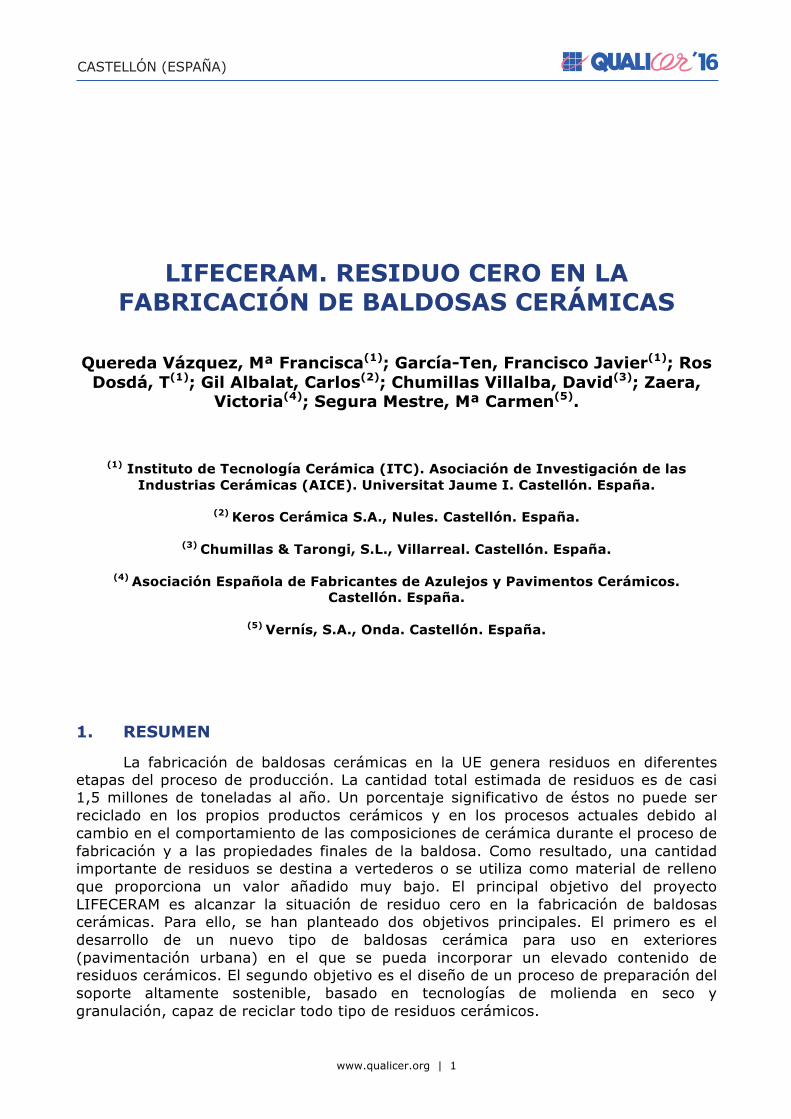
Tal como se muestra en la Figura 3, el reciclado de los tiestos crudos, residuos de fritas y lodos de esmalte es una práctica extendida en la UE. Por otro lado, el reciclado del tiesto cocido de las baldosas de cocción roja no es habitual por el elevado coste que implica su molienda y el bajo coste de las arcillas de cocción roja [4]. En el caso de las baldosas de cocción blanca, principalmente en el caso de las de gres porcelánico, los principales inconvenientes son la elevada dureza del producto y la existencia de pigmentos en el tiesto, los cuales pueden producir cambios puntuales de color en el soporte que lleguen a ser visibles en la superficie esmaltada. Aun así, algunas empresas reciclan estos residuos hasta en un 10 % (en algunas de las composiciones) debido al elevado coste de las materias primas de cocción blanca. Porcentajes superiores no son habituales debido al considerable aumento del tiempo de molienda. El resto de residuos, lodos de pulido y residuo de los filtros de los hornos, prácticamente no se reciclan en el proceso de fabricación de baldosas debido a que contienen sales solubles que producen la floculación de la suspensión previamente a su secado por atomización. Los lodos de pulido, además, contienen compuestos orgánicos difíciles de eliminar durante la cocción de las baldosas y partículas abrasivas (SiC) que generan defectos en la superficie de la baldosa [5].
www.qualicer.org | 4
Porcentaje reciclado
0%
20%
40%
60%
80%
100%
Tiestos crudos Tiestoscocidos
Lodos depulido
Lodos deesmalte
Residuos de fritas
Residuo defiltros de hornos
Porcentaje reciclado
0%
20%
40%
60%
80%
100%
Tiestos crudos Tiestoscocidos
Lodos depulido
Lodos deesmalte
Residuos de fritas
Residuo defiltros de hornos
0%
20%
40%
60%
80%
100%
Tiestos crudos Tiestoscocidos
Lodos depulido
Lodos deesmalte
Residuos de fritas
Residuo defiltros de hornos
Figura 3. Porcentajes reciclados de cada tipo de residuo.
La gran cantidad de residuos cerámicos depositados en vertederos es el origen del proyecto LIFECERAM, en el cual se pretende conseguir la situación de residuo cero en el proceso de fabricación de baldosas cerámicas [6, 7] a través del desarrollo de una baldosa cerámica para su uso en exteriores (pavimentación urbana) que incorpore un contenido muy elevado de residuos (>80%). Esta aplicación (todavía incipiente), en la que se requieren acabados mates y con textura, proporciona al sector cerámico la oportunidad de introducirse en este nuevo mercado con una baldosa compuesta mayoritariamente por residuos.
Actualmente en esta aplicación se están utilizando baldosas de gres porcelánico [8], que presentan un elevado coste de fabricación como consecuencia de las materias primas empleadas (en gran medida importadas) y de la alta energía embebida del proceso productivo (molienda en húmedo enérgica, secado por atomización y cocción a alta temperatura, en torno a los 1200ºC), lo que dificulta la introducción de la cerámica en el mercado de los pavimentos urbanos. Sin embargo, la gran acogida que los ciudadanos han mostrado hacia el uso de la cerámica en algunas ciudades europeas y no europeas [9] indica que existen grandes posibilidades para el uso de baldosas cerámicas en este campo.

www.qualicer.org | 5
3. OBJETIVOS
En el presente trabajo se exponen algunos de los resultados de este proyecto, concretamente los que tienen como objetivo diseñar la composición del soporte de la baldosa para pavimentación urbana, en base a la caracterización previa de los diferentes residuos, y el proceso de preparación de la composición del soporte. Este proceso, para reducir el coste de fabricación, se basará en las tecnologías de molienda en seco y granulación y debe ser lo suficientemente robusto como para poder reciclar todos los residuos cerámicos, incluyendo los tiestos cocidos y los residuos con sales solubles (lodos de pulido y residuo de los filtros de los hornos).
4. EXPERIMENTAL
4.1. MATERIALES
En la tabla 1 se muestra la composición química de los residuos utilizados en este estudio:
• Tiestos crudos. Presentan principalmente los elementos típicos de las composiciones de soportes y, en menor medida los elementos habituales de los esmaltes y engobes [4].
• Lodos de esmalte. Los elementos mayoritarios son los típicos de las fritas, esmaltes y engobes [10].
• Tiestos cocidos. Presentan una composición química similar a la de los tiestos crudos exceptuando la pérdida por calcinación [4].
• Polvo procedente de los filtros de depuración de los hornos. Contienen calcio como consecuencia del uso de aditivos básicos (CaCO3, Ca(OH)2, …) en los filtros de mangas de los hornos junto a flúor, azufre y cloro que inicialmente se encuentran en los gases ácidos generados durante la cocción de las baldosas [11].
• Lodos de pulido. Su composición química es consecuencia de la presencia tanto de material cocido como de componenetes procedentes del desgaste de los útiles de corte, rectificado y pulido [5]. Estos últimos están constituidos por una matriz polimérica o de cemento (con cloro y magnesio como elementos típicos) en la cual se encuentran las partículas abrasivas (carburo de silicio y diamante) [12].
• Residuos de fritas. Se generan en el proceso de fabricación de fritas, durante el cambio de producción de una frita a otra. Los elementos mayoritarios son los típicos de las fritas [10].

www.qualicer.org | 6
Tipo de residuo
Tiestos crudos
Tiestos cocidos
Lodos de esmalte
Polvo de los filtros de hornos
Lodos de pulido
Residuos de fritas
SiO2
Al2O3
B2O3
Fe2O3
CaO
MgO
Na2O
K2O
TiO2
ZrO2
ZnO
BaO
S
Cl
F
ppc
63.3
16.9
0.1
3.8
3.0
1.2
1.8
2.8
0.7
0.2
0.2
0.1
-
-
-
6.0
67.2
17.9
0.1
4.1
3.3
1.2
1.9
3.0
0.7
0.2
0.3
0.1
-
-
-
0.2
58.0
12.3
2.6
0.40
9.7
1.66
1.98
2.69
0.16
2.47
4.09
1.09
0.02
0.05
-
2.72
1.00
0.31
0.22
<0.15
62
0.44
0.25
0.46
0.01
0.01
0.12
0.02
2.53
1.41
32.0
7.63
60.9
15.2
0.93
0.84
3.81
3.57
3.33
2.48
0.46
0.46
2.51
0.65
0.03
0.79
-
3.90
60.6
4.7
8.0
0.1
12.0
2.9
2.0
3.4
0.1
2.9
6.6
2.4
-
-
-
0.2
Tabla 1. Composición química de los residuos [% en peso].
4.2. ENSAYOS REALIZADOS
Las tareas realizadas han sido las siguientes:
• Caracterización del comportamiento cerámico de los residuos. Ha consistido en la determinación del comportamiento de los residuos (molturados en molino de martillos con tamiz de salida de 1 mm) en las etapas del proceso de fabricación de baldosas cerámicas (prensado y cocción) y sus propiedades finales (contracción, porosidad, color, etc.). Los procedimientos empleados para la realización de estos ensayos pueden encontrarse en la bibliografía [13].
• Selección de las variables de la tipología de molinos y granuladores más adecuadas para la preparación de la composición del soporte. Para ello se han utilizado diferentes sistemas de molienda en seco y de granulación, determinando las características de los residuos procesados con dichos sistemas.

www.qualicer.org | 7
• Diseño de la composición del soporte del pavimento urbano. Se han caracterizado diferentes mezclas de los residuos, preparadas con las variables óptimas de proceso, hasta obtener la composición más adecuada tanto desde un punto de vista técnico como medioambiental y que permita alcanzar el objetivo de residuo cero en el proceso de fabricación de baldosas cerámicas. La caracterización medioambiental ha consistido en la determinación de la emisión de gases ácidos [14] y en la realización de ensayos de lixiviado (según la norma UNE-EN 12457-2:2003).
5. RESULTADOS 5.1. CARACTERIZACIÓN DE LOS RESIDUOS
En la siguiente tabla se muestran las propiedades en crudo y la fundencia de los diferentes residuos caracterizados para establecer su viabilidad de empleo en el soporte del pavimento urbano. Resulta evidente que, salvo los tiestos crudos, el resto de residuos no presenta un buen comportamiento en la etapa de conformado, proporcionando bajos valores tanto de la densidad aparente como de la resistencia mecánica en seco. Por tanto, los tiestos crudos deberán estar en proporción elevada en las composiciones que se formulen para asegurar una adecuada procesabilidad en crudo.
Residuo Densidad
aparente en seco [g/cm3]1
Resistencia mecánica en seco
[kg/cm2] 1
Absorción de agua a 1150ºC
[%]1
Tiestos crudos
Azulejo 1,95 24 14
Gres esmaltado 2,00 26 2,0
Gres porcelánico 1,89 22 4,0
Tiestos cocidos
Azulejo 1,59 1,0 14
Gres esmaltado 1,67 1,0 7
Gres porcelánico 1,71 1,0 10
Lodos de esmalte y residuos de fritas 1,70 5 <0,1
Residuo de los filtros de los hornos 1,36 1,0 <0,1
Lodos de pulido 1,40 7 <0,1
(1) Probetas conformadas por prensado (humedad del 5.5% y presión 250 kg/cm2).
Tabla 2. Resultados de la caracterización de los residuos.
www.qualicer.org | 8
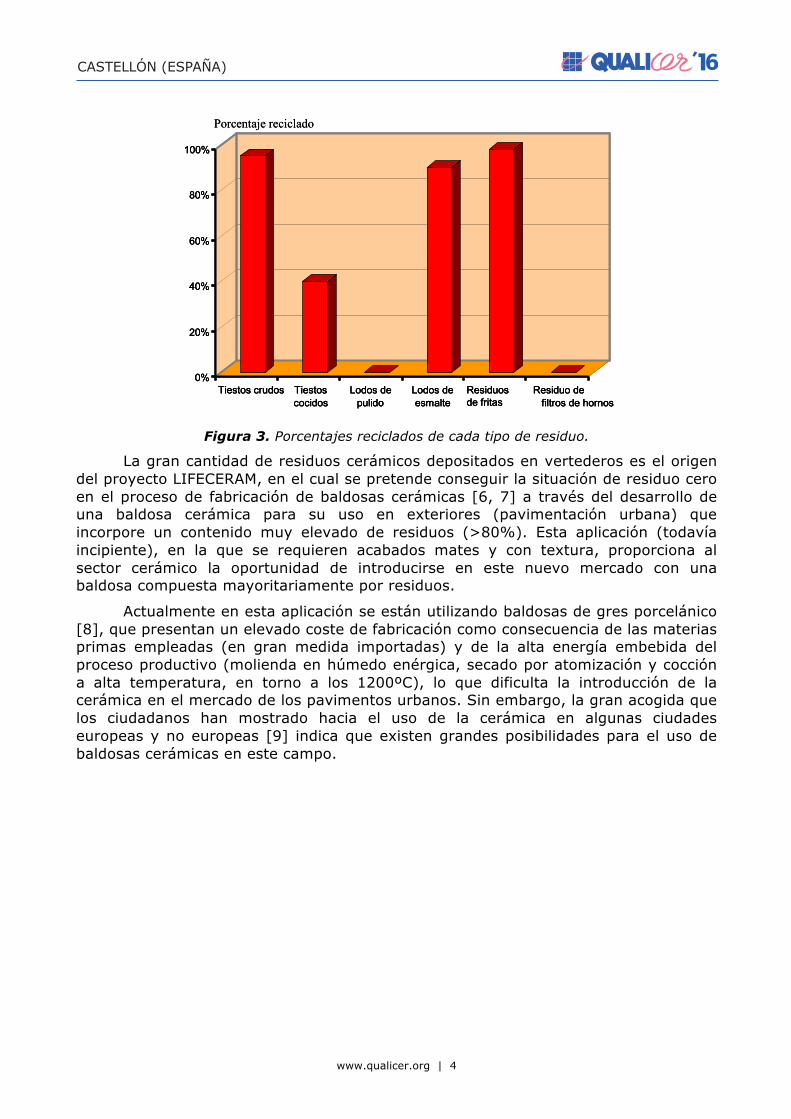
Por otro lado, en lo que respecta al comportamiento en la cocción, los materiales más refractarios son los tiestos cocidos mientras que los lodos de pulido, el residuo de los filtros de los hornos y los lodos de esmalte proporcionan una elevada fundencia, aunque en el caso de los lodos de pulido se observa un fenómeno de hinchamiento debido a la presencia de partículas de carburo de silicio que descomponen en la cocción liberando CO2 y CO [5]. Algunas de las probetas cocidas se muestran en la figura 4, observándose diferente tonalidad y textura en función del tipo de residuo. Debido al elevado tamaño de partícula de los tiestos cocidos y a la presencia de esmalte, las probetas de estos residuos presentan colores no uniformes, lo cual puede resultar útil para la obtención de los acabados típicos de las baldosas de gres porcelánico empleadas en pavimentación urbana [8, 9]. El resto de residuos, debido a su menor tamaño de partícula, presentan tonalidades homogéneas.
Figura 4. Aspecto de las probetas cocidas.
5.2. SELECCIÓN DE LAS TECNOLOGÍAS DE MOLIENDA EN SECO Y GRANULACIÓN
Para el estudio de las tecnologías de molienda en seco y de granulación se han utilizado los tiestos crudos y los tiestos cocidos, como residuos representativos de los residuos de baja y alta dureza respectivamente. Se han evaluado a escala de laboratorio las tecnologías de molienda en seco en molino de martillos (figura 5) y en molino de discos (figura 6) para los tiestos cocidos, por su dureza y por no requerirse tamaños de partícula excesivamente pequeños. Para los tiestos crudos se ha ensayado el molino de martillos y molino pendular (figura 7) por precisar tamaños más pequeños para favorecer su reactividad y el mezclado con los tiestos cocidos.
Tiestos cocidos de azulejo
Tiestos cocidos de gres porcelánico
Lodos de pulido
Lodos de esmalte Tiestos crudos de gres porcelánico
Tiestos crudos de azulejo
Tiestos crudos de gres
Tiestos cocidos de gres

www.qualicer.org | 9
Figura 5. Molino de martillos.
Figura 6. Molino de discos.
Figura 7. Molino pendular.
En la tabla 3 se muestran las distribuciones de tamaños de los dos tipos de tiestos procesados en los diferentes molinos en diferentes condiciones.
Molino Martillos Martillos Pendular Pendular Martillos Martillos Discos Discos
Condiciones molino 200 µm 500 µm más
enérgicas menos
enérgicas 500 µm 1000 µm
500 µm
1000 µm
Producto Tiesto crudo Tiesto cocido
Rechazo a 100 µm
(%) 40,1 63,1 3,7 7,7 35,7 53,0 64,9 79,0
Rechazo a 150 µm
(%) 35,7 2,5 3,4
Rechazo a 180 µm
(%) 8,0 1,1 1,3
Rechazo a 200 µm
(%) 13,1 19,4 51,2
Rechazo a 400 µm
(%) 0,3 2,4 29,7
Rechazo a 500 µm
(%) 12,6 54,0
Rechazo a 710 µm
(%) 3,3 43,7
Tabla 3. Tamaño de partícula de los residuos procesados en los diferentes molinos.

www.qualicer.org | 10
Las conclusiones que pueden extraerse son las siguientes:
Molienda de materiales blandos
• La molienda del tiesto crudo, y por similitud, de otros materiales blandos, en un molino pendular posibilita la obtención de pequeños tamaños de partícula, con un corte granulométrico próximo a 100 µm. Cuando se utiliza un molino de martillos se obtiene prácticamente un 50 % del material sobre 100 µm, incluso utilizando tamices de salida de pequeña abertura.
• Para la molienda de materiales blandos se aconseja la utilización del molino de martillos para tamaños de partícula moderados (corte granulométrico a 200-300 µm) y el empleo de un molino pendular cuando el corte granulométrico deba ser de unas 100 µm o inferior.
Molienda de materiales duros
• La utilización del molino de martillos conduce a tamaños de partícula inferiores y con una forma más similar a la esférica. El molino de discos origina partículas con una forma más laminar.
A la vista de estos resultados se ha elegido para los materiales blandos el molino de martillos con un tamiz de salida de 300 µm y para los materiales duros también el molino de martillos con un tamiz de salida superior, de 1 mm. De este modo se facilita la molienda de los materiales duros y disminuye la contaminación metálica que pueda aportar el molino. Si se requieren tamaños de partícula inferiores en los tiestos crudos, deberá utilizarse un molino pendular.
En lo que respecta a la etapa de preparación del gránulo, se ha estudiado la eficacia de dos tipos de sistemas de mezclado y granulación, sistemas de alta y baja intensidad (figuras 8 y 9). La composición estaba compuesta por un 50 % de tiesto crudo y un 50 % de tiesto cocido.
Figura 8. Granulador de baja intensidad (velocidad de giro del útil mezclador 380
rpm).
Figura 9. Granulador de alta intensidad
(velocidad de giro del útil mezclador 4800 rpm).

www.qualicer.org | 11
Durante el proceso de granulación se pudo comprobar que el agua necesaria para la granulación en ambos tipos de granuladora era muy similar y también la humedad de los granulados obtenidos (12%).
En la figura 10 se muestran las distribuciones de tamaños de los gránulos y en las figuras 11 y 12 su aspecto.
En la tabla 4 se muestran los principales resultados obtenidos en la caracterización de su comportamiento en el proceso.
0
5
10
15
20
25
30
35
40
45
Mas
a (%
)
Baja intensidad
Alta intensidad
<125 µm 200-300 µm 300-500 µm 500-710 µm >710 µm125-200 µm
Figura 10. Distribuciones de tamaños de gránulo.
Figura 11. Granulado obtenido en el sistema
de baja intensidad.
Figura 12. Granulado obtenido en el sistema
de alta intensidad.
Granuladora Alta intensidad Baja intensidad
Índice de Hausner 1,25 1,22
Densidad aparente de llenado (g/cm3) 1,111 1,180
Densidad aparente en seco (g/cm3) 2,035 2,055
Resistencia mecánica en seco (kg/cm2) 18 21
Temperatura para A.a =3% (ºC) 1159 1148
Densidad aparente (A.a =3%) (g/cm3) 2,345 2,385
Tabla 4. Resultados de la caracterización de los granulados obtenidos.

www.qualicer.org | 12
A partir de ellos puede concluirse lo siguiente:
• La granuladora de elevada intensidad proporciona granulometrías más estrechas y centradas en la fracción 300-500 µm, que es la que se desea maximizar por semejanza con la granulometría habitual de los polvos atomizados empleados actualmente en el prensado de las baldosas cerámicas.
• Los valores de fluidez (determinada como índice de Hausner) son en los dos casos adecuados.
• En lo que respecta al comportamiento cerámico, el obtenido con el sistema de baja intensidad proporciona piezas de mayor densidad aparente y resistencia mecánica en seco, lo cual es indicativo de una menor dureza de los gránulos, que los hace más deformables e incrementa las uniones entre partículas. Esto también explica la menor temperatura requerida para alcanzar la absorción de agua del 3%, seleccionada al inicio del proyecto como valor objetivo en base a un estudio comparativo de los productos habitualmente empleados en pavimentación urbana [15, 16].
• Aún así, puede concluirse que los dos granulados proporcionan un buen valor de la densidad aparente y resistencia mecánica en seco y una fundencia adecuada.
Por todo ello, se ha seleccionado el sistema de granulación de alta intensidad para el desarrollo de la composición del soporte, debido principalmente a la distribución de tamaños de los gránulos que proporciona. Esta distribución resulta más parecida a la de los polvos atomizados utilizados en el sector y la proporción de gránulos grandes, susceptibles de generar defectos en las baldosas, es más baja.
5.3. DISEÑO DE LA COMPOSICIÓN DEL SOPORTE DEL PAVIMENTO URBANO
Para la formulación de la composición para el soporte del pavimento urbano se ha partido de una mezcla referenciada como PU-1, compuesta totalmente por residuos (Tabla 5). Los porcentajes de cada residuo se han definido de forma que resultaran similares a los volúmenes generados a escala industrial de dichos residuos y con el requisito de que la proporción de tiestos crudos fuera superior al 40% para asegurar un adecuado comportamiento en el prensado. Tanto los tiestos crudos como cocidos son una mezcla a partes iguales de los diferentes tipos de soportes cerámicos (azulejo, gres y gres porcelánico).

www.qualicer.org | 13
El procedimiento utilizado para preparar las composiciones fue el seleccionado anteriormente (apartado 4.2):
• Molturación de los residuos más blandos en molino de martillos con un tamaño < 300 µm
• Molturación del tiesto cocido en molino de martillos con un tamaño < 1,0 mm
• Granulación en la granuladora de alta intensidad.
Residuo PU-1 PU-2 PU-3
Tiestos crudos 44,75 44,75 44,88
Tiestos cocidos 44,75 44,75 44,88
Lodos de esmalte 5,00 7,50 7,50
Lodos de pulido 5,00 2,50 2,50
Residuo de los filtros de los
hornos 0,50 0,50 0,25
Tabla 5. Fórmulas de las composiciones ensayadas.
Los diagramas de gresificación de las composiciones formuladas se muestran en la figura 13. La línea negra horizontal indica la absorción de agua del 3%. Las líneas verticales muestran las temperaturas a las cuales se alcanza esta absorción de agua. La primera composición formulada (PU-1) presenta una alta tendencia al hinchamiento a temperaturas próximas a la temperatura de cocción. Por lo tanto, se formuló una nueva composición reduciendo el contenido de lodos de pulido (composición PU-2, tabla 5) ya que este residuo es el que mayor tendencia al hinchamiento presentaba (apartado 4.1) y una última en la que se redujo a la mitad el contenido de polvo de filtros de hornos (PU-3) para conocer su efecto sobre las emisiones de compuestos ácidos, los resultados de las cuales se muestran en las figuras 14 y 15. Estos resultados indican que para asegurar que el impacto ambiental del pavimento urbano no es elevado (en lo que respecta a las emisiones), la composición PU-3 es más adecuada que la PU-2.
2
3
4
5
6
7
8
1120 1130 1140 1150 1160 1170 1180 1190 1200
Temperatura (ºC)
Con
trac
ción
line
al (%
)
0
2
4
6
8
10A
bsor
ción
de
agua
(%)
PU-1PU-2PU-3
C.L. A.a.
Figura 13. Diagramas de gresificación de las composiciones formuladas para el soporte del
pavimento urbano.

www.qualicer.org | 14
0
1
2
3
4
5
6
800 900 1000 1100 1200
Temperatura (ºC)
Emis
ione
s SO
2 (A
/mgx
1014
)
Gres
PU-2
PU-3
Figura 14. Emisiones de SO2.
0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
0,10
0 200 400 600 800 1000 1200
Temperatura (ºC)
Emis
ione
s H
F F
TIR
GresPU-2
PU-3
Figura 15. Emisiones de HF.
Esta última composición se ha caracterizado de forma completa, comparándose su comportamiento con el de dos composiciones de soportes industriales estándares (gres y gres porcelánico). En la tabla 6 se detallan las condiciones de prensado y las propiedades en seco. La comparativa con composiciones de soportes industriales permite concluir que el comportamiento en el prensado de la composición formulada es el adecuado, aunque la resistencia mecánica en seco es más baja. Como el pavimento urbano tendrá un espesor más elevado (15 mm) que las baldosas para uso en interiores (10 mm), esta resistencia mecánica es suficiente para obtener un valor adecuado de fuerza de rotura, tal como se muestra en esta tabla.
Composición PU-3 Soporte de gres
Soporte de gres porcelánico
Humedad de prensado (%) 5,5 5,5 5,5
Presión de prensado (kg/cm2) 250 250 350
Densidad aparente en seco (g/cm3) 2,005 2,021 1,953
Resistencia mecánica en seco (kg/cm2) 20 31 35
Fuerza de rotura (N)1 294 203 229
(1) Calculada para soportes de 40x40 cm (espesor de 10 mm en el caso del gres y del gres porcelánico y espesor de 15 mm para el soporte del pavimento urbano, composición PU-3).
Tabla 6. Condiciones de conformado de la composición de soporte y de composiciones estándar de gres y de gres porcelánico).
www.qualicer.org | 15
En la figura 16 se ha representado de nuevo el diagrama de gresificación de la composición desarrollada, comparándolo con el de los dos soportes industriales y en la tabla 7 se muestran las temperaturas de cocción de cada material y las propiedades de las piezas a dichas temperaturas. Por otro lado, en la figura 17 se muestra la microestructura de piezas cocidas a partir de la composición desarrollada y de una composición de gres preparada mediante el proceso vía húmeda habitual y mediante un proceso vía seca similar al empleado en este estudio. Finalmente, en la tabla 8 se muestran los resultados de los ensayos de lixiviado, los cuales se han comparado con los límites establecidos para clasificar un residuo como inerte en la directiva 1999/31/CEE. Estos resultados permiten establecer las siguientes conclusiones sobre la composición del soporte del pavimento urbano:
• El comportamiento en la cocción es parecido al de las composiciones de soportes industriales aunque el intervalo de cocción es más pequeño (mayor pendiente de la curva contracción-temperatura). La tendencia a deformar por piroplasticidad es similar a la de los soportes de gres.
• Como las baldosas se van a emplear en exteriores, los requerimientos de estabilidad dimensional son menores que cuando las baldosas van destinadas a interiores, por lo que se considera que el comportamiento en la cocción de esta composición es adecuado.
• A pesar de la menor absorción de agua y mayor densidad de la composición PU-3 respecto a la de gres, su resistencia mecánica es más baja. Esto se debe a las grietas que se observan en la microestructura de las piezas cocidas (figura 17 c), consecuencia de la menor deformabilidad de los gránulos obtenidos vía seca, de forma semejante a lo que se observa en la composición de gres procesada también por vía seca (figura 17 b) respecto a la procesada vía húmeda (figura 17 a). Para incrementar esta resistencia mecánica, debería aumentarse la deformabilidad de los gránulos, bien actuando en el proceso de granulación, bien sobre las variables de prensado (humedad y presión).
• La baldosa urbana puede clasificarse como no peligrosa según los resultados de los ensayos de caracterización medioambiental (ensayos de lixiviado y determinación de emisiones gaseosas).

www.qualicer.org | 16
Composición PU-3 Soporte de gres Soporte de gres porcelánico
Temperatura (ºC) 1163 1158 1163
Absorción de agua (%) 3,0 4,0 0,5
Densidad aparente (g/cm3) 2,355 2,322 2,382
Contracción lineal (%) 6,5 6,2 7,3
Índice de piroplasticidad (cm-
1x105) 2,3 2,5 3,5
Resistencia mecánica (kg/cm2) 380 430 580
Tabla 7. Temperatura de cocción óptima y propiedades a dicha temperatura.
2
3
4
5
6
7
8
1120 1130 1140 1150 1160 1170 1180 1190 1200 1210
Temperatura (ºC)
Con
trac
ción
line
al (%
)
0
2
4
6
8
10
Abs
orci
ón d
e ag
ua (%
)PU-3GresGres porcelánico
C.L. A.a.
Figura 16. Diagrama de gresificación de la composición óptima de soporte y productos comerciales.

www.qualicer.org | 17
Figura 17. Microestructura de las muestras cocidas de: a) composición de gres preparada por molienda vía húmeda y secado por atomización, b) la misma composición de soporte preparada por molturación en seco en molino pendular y granulada y c) composición
de soporte para pavimento urbano PU-3.
Elementos (mg·kg-1) Residuos inertes PU-3
Pb 0,5 <0,5
Cloro 800 29
Azufre 1000 28
Tabla 8. Limites admisibles para residuos inertes acuerdo con la directiva 1999/31/CEE y resultados del ensayo de lixiviación.
6. CONCLUSIONES
En el proyecto LIFE CERAM se ha realizado una caracterización de los diferentes residuos que se generan en el proceso de fabricación de baldosas cerámicas y se ha desarrollado una baldosa para pavimentación urbana cuyo soporte está compuesto al 100% por estos residuos (tiestos crudos y cocidos, lodos de esmalte y de pulido y polvo de filtros de hornos, en proporciones relativas similares a los volúmenes generados a escala industrial). Para la fabricación de esta baldosa se ha diseñado un proceso de preparación del soporte altamente sostenible y que permite el reciclado de todos los residuos cerámicos. La caracterización de la composición permite concluir que presenta un comportamiento adecuado en las diferentes etapas del proceso productivo y las propiedades requeridas para su empleo como pavimento urbano. Además se ha comprobado que es un producto respetuoso con el medioambiente a pesar de estar compuesto por residuos ya que las emisiones de compuestos ácidos son similares a las de las composiciones de soportes actuales y las concentraciones de iones en los ensayos de lixiviado son menores que las requeridas para clasificar un residuo como inerte.
Se han realizado pruebas a escala piloto para validar los resultados obtenidos en el laboratorio y el resultado de las mismas ha sido satisfactorio.
a) b) c)

www.qualicer.org | 18
AGRADECIMIENTOS
Este trabajo ha sido financiado por la Comisión Europea a través del programa LIFE+ Environment Policy and Governance (proyecto LIFE CERAM con referencia LIFE12 ENV/ES/000230).
BIBLIOGRAFÍA
[1] M. Bussière, Recycling manufacturing waste in the tile industry, Ind. céram. verr. (París) 991 (2003) 42-43.
[2] L. Baraldi, World production and consumption of ceramic tiles, Ceram. world rev. 108 (2014) 46-58.
[3] BUSANI, G.; PALMONARI, C. E TIMELLINI, G. Piastrelle ceramiche e ambiente: emissioni gassose, acque, fanghi, rumore. Sassuolo: Edi.Cer, 1995.
[4] E. Monfort-Gimeno, J. García-Ten; M. Monzó, S. Mestre, J.C. Jarque, Recycling red-fired tile scrap in red-firing floor and wall tile compositions, Tile Brick Int. 16(6) (2000) 420-427.
[5] E. Rambaldi, L. Esposito, A. Tucci, G. Timellini; Recycling of polishing porcelain stoneware residues in ceramic tiles, J. Eur. Ceram. Soc. 27 (12) (2007) 3509-3515.
[6] http://www.lifeceram.eu/es/
[7] F. J. García-Ten, M. F. Quereda Vázquez, C. Gil Albalat, D. Chumillas Villalba, V. Zaera, M. C. Segura Mestre, "Life Ceram - Zero Waste in Ceramic Tile Manufacture", Key Engineering Materials, Vol. 663, pp. 23-33, Sep. 2015
[8] M.D. Llanes Parreño, Porcelain tiles for urban use. Street Series. Bol. Soc. Esp. Ceram. Vidr., 48(2) (2009) 113-118.
[9] http://urbact.eu/unic-results
[10] A. Moreno, J.E. Enrique, E. Bou, E. Monfort, Sludge reuse in glazes and engobes, Cfi Ber. DKG 73(4) (1996) 209-214.
[11] N.M.F. Andreola et al. Recycling of ceramic wastes in tile bodies to reduce pollution, Amer. Cer. Soc. Bull. 72(4) (1993) 65-70.
[12] M.F. Gazulla, M.P. Gómez, M. Orduña, M. Rodrigo, Chemical characterization by WD-XRF and XRD of silicon carbide based grinding tools, X-Ray Spectrom 39(4) (2010) 267-278.
[13] AMORÓS ALBARO, J.L. Pastas cerámicas para pavimentos de monococción. Influencia de las variables del proceso sobre las propiedades de la pieza en crudo y sobre su comportamiento durante el prensado y la cocción. (Tesis Doctoral) Universidad de Valencia, Departamento de Ingeniería Química, 1987.
[14] GARCÍA-TEN, J.; MONFORT, E.; GÓMEZ-TENA, M.P.; SANZ, V. Use of coatings to minimise acid emissions during ceramic tile firing. J. Clean Prod., 19 (9-10), 1110-1116, 2011.
[15] A. MUÑOZ, F.J. GARCÍA-TEN, E. UVIEDO, D. CHUMILLAS, C. GIL, M.C. SEGURA. Lifeceram. Características técnicas de productos para pavimentación urbana. En: Qualicer 2014: XIII Congreso Mundial de la Calidad del Azulejo y del Pavimento Cerámico. Castellón: Cámara Oficial de Comercio, Industria y Navegación, 2014. XIII CONGRESO MUNDIAL DE LA CALIDAD DEL AZULEJO Y DEL PAVIMENTO CERÁMICO. QUALICER 2014 Castellón 17 - 18 febrero 2014.
[16] http://www.lifeceram.eu/media/8496/Newsletter2_es.pdf