lh2 absorber program and plans
DESCRIPTION
LH2 Absorber Program and Plans. Mary Anne Cummings MUTAC Review FNAL Jan 14, 2003. Mucool LH2 Absorber Collaboration. E. Almasri, E.Black, K. Cassel D. M. Kaplan, A. Obabko, N. Solomey Illinois Institute of Technology S. Ishimoto, K. Yoshimura KEK - PowerPoint PPT PresentationTRANSCRIPT

LH2 Absorber Program and Plans
Mary Anne Cummings
MUTAC Review
FNAL
Jan 14, 2003

Mucool LH2 Absorber Collaboration E. Almasri, E.Black, K. Cassel D. M. Kaplan, A. Obabko, N. Solomey
Illinois Institute of Technology
S. Ishimoto, K. YoshimuraKEK
L. Bandura, M. A. Cummings, A. Dyshkant, D. Hedin, D. KubikNorthern Illinois University
Z. Conway, D. Errede, M. HaneyUniversity of Illinois, Urbana-Champaign
M. Reep, D. SummersUniversity of Mississippi
Y. KunoOsaka University
G. Barr, W. Lau, S. WangOxford University
C. Darve, C. Johnstone*, A. Martinez, B. Norris, L. Pei, M. Popovic, S. GeerFNAL
* also research faculty at IIT

Topics1. R&D Motivation2. Windows (absorber and vacuum)3. Absorber manifold designs and flow tests4. System integration5. Near term plans6. Summary

Thin Windows Design Tapered thickness near window edges can further reduce the minimum window thickness near beam:
Progression of window profiles:Absorber (1) and Vacuum (2 & 3)
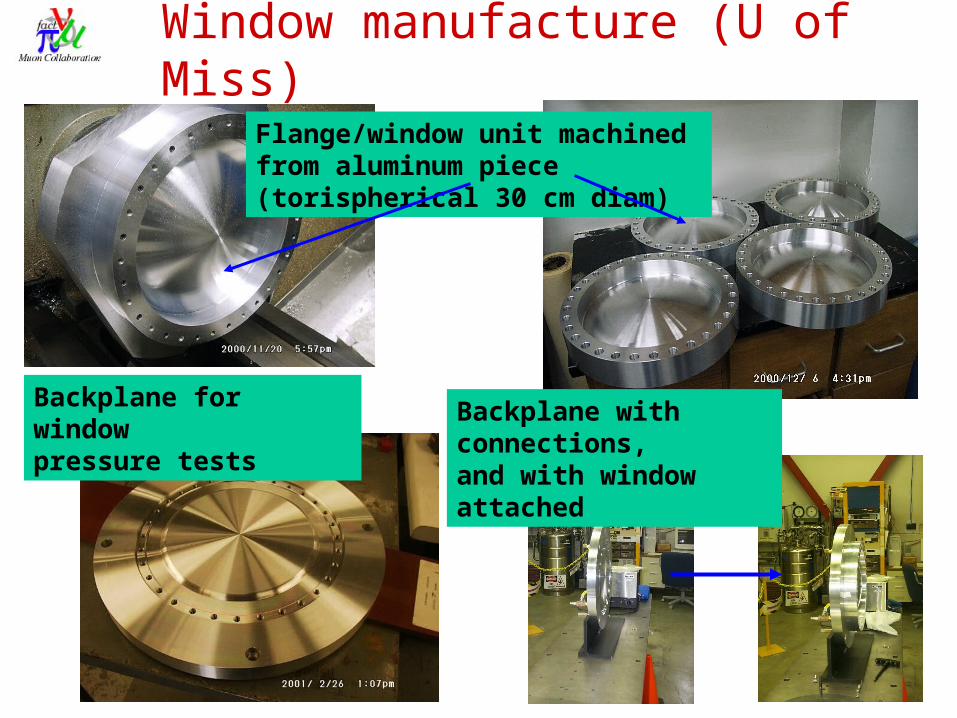
Window manufacture (U of Miss)
Backplane for window pressure tests
Flange/window unit machined from aluminum piece (torispherical 30 cm diam)
Backplane with connections,and with window attached

Measuring the “thinnest” thickness
1. Two different radii of curvature
2. Possibly not concentric
Modified torispherical design
If not at the center, where?

Non-standard thin window design: No closed form expression for maximum stress vs. volume pressure FEA (finite element analysis): geometry stress material strain volume pressure displacement
Windows tests
}Procedure (for manufacture quality control and safety performance) Three innovations:
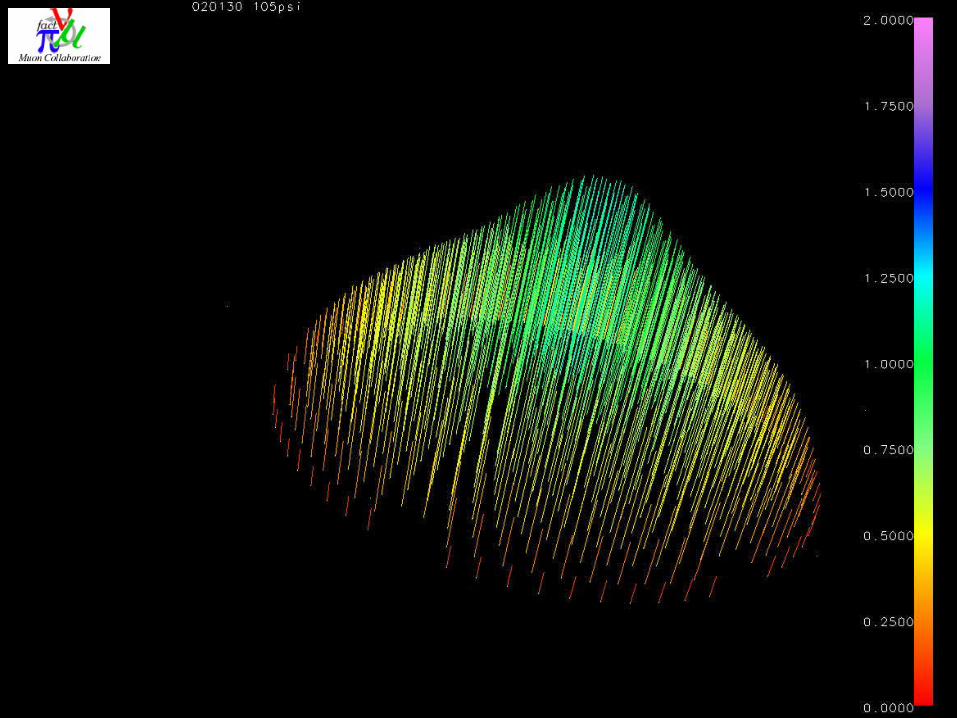
Precision measurement of window: photogrammetric volume measurements
FEA predictions: inelastic deformation, 3 – dim included in calcs. Performance measurement: photogrammetric space point
measurement
Progress towards meeting FNAL Safety Guidelines Absorber and vacuum window guidelines understood Absorber window test completed FEA/data agreement established
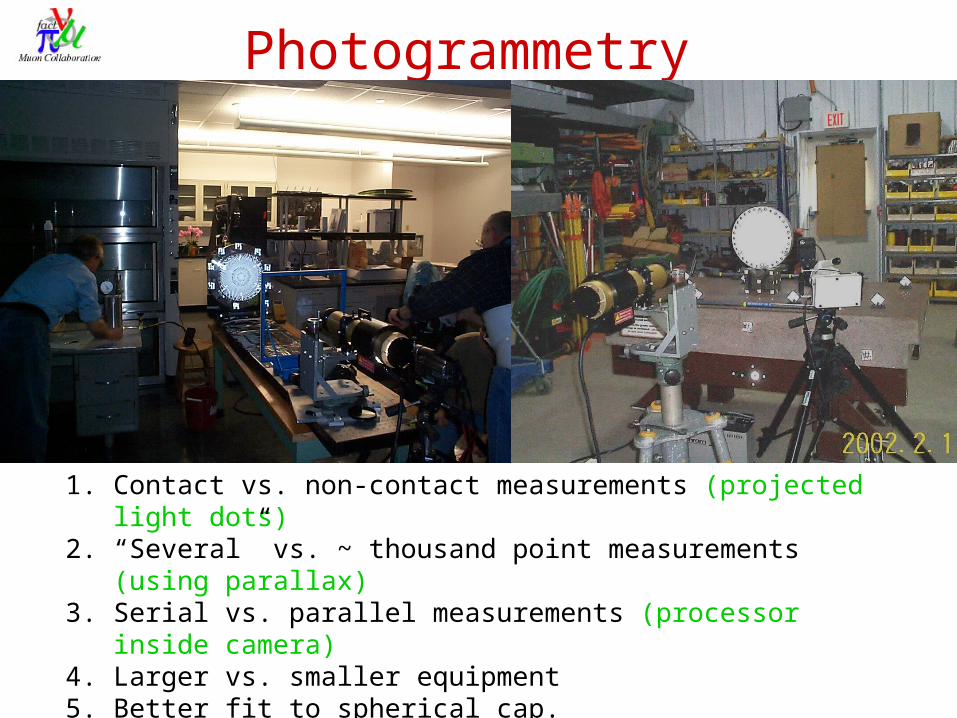
Photogrammetry
1. Contact vs. non-contact measurements (projected light dots)
2. “Several” vs. ~ thousand point measurements (using parallax)
3. Serial vs. parallel measurements (processor inside camera)
4. Larger vs. smaller equipment5. Better fit to spherical cap.
Photogrammetry is the choice for shape and pressure measurements

Photogrammetric measurementsStrain gages ~ 20 “points”
Photogrammetry ~1000 points
CMM ~ 30 “points”

Window shape measurement
Whisker = z(measured)-z(design)*
*Given the design radius of curvature of the concave and convex surfaces, z(design) was calculated for the (x,y) position of each target
Concave Convex
CMM data points
D. Kubik, J. Greenwood

Photogrammetry resolution (shape)
convex concave convex concave
dR
r
2cos
1sin
2
RRd
R
r
Alignment of sides
D’
Small triangle fit
Use spherical fit of small trianglesD = 331.0m +- ( 5.5m) + (- ~10m)

Overpressure Window Test
Safety review requires overpressure and destructive tests of thin windows.
Tests to confirm Finite Element Analysis predictions for window performance.




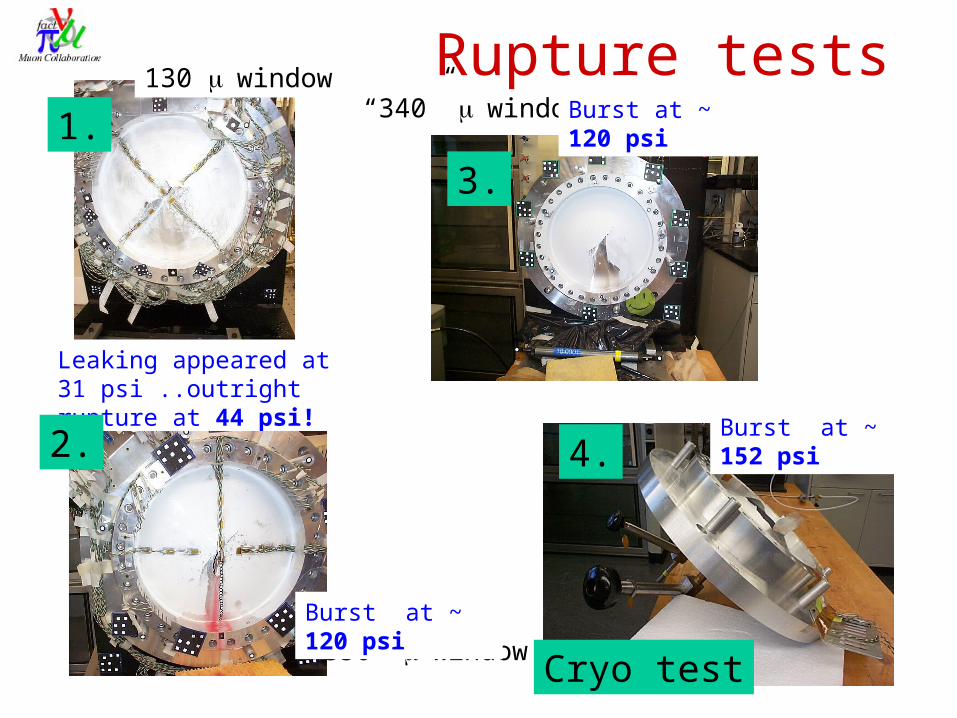
Rupture tests
Leaking appeared at 31 psi ..outright rupture at 44 psi!
130 window
“350” window
“340” window1.
2.
3.
Burst at ~ 120 psi
Burst at ~ 120 psi
4.Burst at ~ 152 psi
Cryo test

Absorber window test results
Window #Test temp.
FEA results Test results
Minimum window thickness (mm)
Rupture pressure (psi)
Window thickness from CMM (mm)
Measured rupture pressure (psi)
1 293K 0.13 48 0.114 42
2 293K 0.33 117 0.33 119
3 293K 0.345
123 0.345 120
4 80K 0.33 156 0.33* 152
Discrepancies between photogrammetry and FEA predictions are < 5%
Performance measurement (photogrammetry)
1. Room temp test: pressurize to burst ~ 4 X MAWP (25 psi)
2. Cryo test:
a) pressure to below elastic limit to confirm consistency
with FEA results
b) pressure to burst (cryo temp – LN2) ~ 5 X MAWP
from ASME: UG 101 II.C.3.b.(i)

Vacuum WindowsFNAL Requirements:
1. Burst test 5 vacuum windows at room temp. to demonstrate a burst pressure of at least 75 psid for all samples. (pressure exerted on interior side of vacuum volume).
2. Non-destructive tests at room temperature:
a. External pressure to 25 psid to demonstrate no failures: no creeping, yielding, elastic collapse/buckling or rupture
b. Other absorber vacuum jacket testing to ensure its integrity
Internal pressure: burst at 83 psiNo buckling at 1st yield (34 psi)
Vacuum “bellows” window (34 cm diam):

LH2 Window R & D
Immediate future:• Manufacture and test of 21 cm “bellows”
absorber window • Manufacture and test of 34 cm vacuum
window – internal and external pressurization *new test*
• New aluminum alloy (stronger)• Optimize seals to manifold • Stability test in the Lab G magnet **

Internal heat exchange: Convection is driven by heater and particle beam.Heat exchange via helium tubes nearabsorber wall.
Flow is intrinsically transverse.
Convection absorber design
Output from 2-dim Computational Fluid Dynamics (CFD) calcs. (K. Cassel, IIT). Lines indicate greatest flow near beam center.
KEK prototype, S. Ishimoto

Force-flow Absorber
Mucool ~ 100 - 300W (E. Black, IIT) Large and variable beam width => large scale turbulence
Establish transverse turbulent flow with nozzles
External heat exchange:
Mucool design:
E158 design:

LH2 Manifold R & D1. The driving physics issue in Mucool LH2
R & D is now fluid flow and heat removal
2. Two separate absorber designs3. Flow simulations4. Flow tests5. Instrumentation

LH2 flow issues…Our Challenge: Large heat deposition and beam path is through entire
volume absorber!
1. Liquid must move everywhere2. Need gauge of temperature and density uniformity
Questions:
• What computations are helpful? • Are realistic flow simulations realizable? • What tests will be useful, and how quantitative can
they be? • What level of instrumentation will convince us of
sufficient temperature uniformity?

Force flow simulations3 dimensional FE simulations are possible but CPU intensive (W. Lau, S. Wang)
3-dim and 2-dim flow simulations are consistent – use 2 dim fordesign and iteration. Preliminary results indicate that “bellows” window has better flow pattern in window volume.

Convection flow simulations
Heating Coil
Liquid Hydrogen
3-d grid:
Lau/Wang FE 3-d flow simulation of KEK LH2 absorber:
K. CasselCFD:

Flow Tests
Testing 3-dimensional
simulations with water
flow test at NIU
Schlieren testing of convection flow (water) test at ANL (more quantitative program to run in 2003) J. Norem, L. Bandura

Infrared flow test setupE. Black

MTA LH2 Experiment
Lab G magnet
RF cells
LH2 Cryostat

Mucool Test Area LH2 Setup
Lab G magnet

MTA Force Flow Cryo System
Red - Hydrogen Blue – HeliumBased on E158 LH2 target system

LH2 Pump assembly (B. Norris et
al):
Pump torque transition, Motor outer shield, Cooling system, Pumping system of the outer
shield, Relief valves piping.
More Cryo system pictures

Absorber/vacuum windows manufacture and
test
Fluid flow/convection simulations
Instrumentation and data acq. development
Flow tests: Forced Flow, Convection
Safety Review
MTA test design finalization
MICE design
Japanese absorber pre-MTA LH2 run
Absorber/Solenoid Tests
2004
MTA LH2 absorber staging
Mucool 2003/2004

Summary Comments On LH2 R & D1. We have an established window
design/manufacture/certification program, for absorber and vacuum windows, completed tests on the first window prototype, and have made many technical improvements on design.
2. We have developed new applications for photogrammetry (NIM article(s) and master’s degree in progress!)
3. Several projects have developed from LH2 absorber concerns, ideal for university and student participation.
4. MICE participation has advanced the Mucool program: the two flow designs are complementary; integration problems are being solved – possible hybrid for a real cooling channel likely.
5. The above four points means that we have survived as a program the delay of the FNAL MTF construction – but this year’s construction is critical! (KEK in “prestage” LH2 tests could help)
6. LH2 flow and heat conduction has now become the dominant physics concern for the absorber. The two flow designs will be pursued in parallel.
7. LH2 safety is the dominant engineering concern for the cooling cell, but there has not yet been any show-stopping problems.