lean manufacturing toolbox - mnasq.org · tim conway lean manufacturing toolbox 36 value stream...
TRANSCRIPT

Lean Manufacturing Toolbox 2Tim Conway
Are You A Lean Practitioner?
Do you…
▪ Have a drop zone for your keys, wallet, purse, etc?
▪ Organize your kitchen silverware by type and size?
▪ Have a set location for your garage shop tools?
▪ Set out your work clothes the night before?
▪ Wash your car windshield while the gas is pumping?
▪ Prefer round-abouts over stop lights for low-volume intersections?
If you strive to be efficient and organized then you’re a lean practitioner
Lean Manufacturing Toolbox 3Tim Conway
Production Line (Old Style)
Lucy and Ethel wrap chocolate
© CBS

Lean Manufacturing Toolbox 4Tim Conway
Production Line
From this…
To this…
Lean Manufacturing Toolbox 5Tim Conway
Production Line
To this…
▪ Numerous steps
▪ Re-entrant flows
▪ Numerous tools
▪ Multi-chamber tools
▪ Definition of “unit” can change
▪ Batching
Lean Manufacturing Toolbox 6Tim Conway
Lean is Applied to Processes
Process approach to continuous improvement
▪ Just about everything we do can be described as a process
▪ All processes vary
To improve we must:
▪ Identify our customers
▪ Collect / evaluate requirements
▪ Determine the key process actions that provide value to the customer
▪ Measure the process performance
▪ Improve the process by attacking waste, variability and inflexibility
While our process complexities can vary widely, the goal remains the same
▪ Efficiently and effectively maximize the value provided to the customer!
Lean Manufacturing Toolbox 7Tim Conway
Agenda
This workshop covers the following topics:
▪ Lean Manufacturing Concepts
▪ Lean Tools
Desired outcomes; upon completion of this course, you will be able to:
▪ Define the concept of a Value Stream
▪ Define Value-Added, Non-Value-Added and Incidental activities
▪ Define 7 types of wastes
▪ Discuss 4 strategies to remove waste
▪ Describe the usage of several lean tools
Lean Manufacturing Toolbox 8Tim Conway
Lean Manufacturing Concepts
Lean Manufacturing Toolbox 9Tim Conway
Lean Manufacturing is derived from the
Toyota Production System (TPS)
Areas of focus:
▪ Improve the flow of work to expose waste
and quality problems
▪ Eliminate waste
Objective:
▪ Create maximum value for the customer by
continual focus on elimination of waste
Lean Manufacturing
▪ “The Machine that
Changed the World”
▪MIT researchers
coined the term “lean
manufacturing” in this
1990 book to
describe the Toyota
Production System

Lean Manufacturing Toolbox 10Tim Conway
Lean Focus: Value Stream
Value Stream is the set of key actions required to create and deliver a product
or service to the customer.
Everything not in the value stream is potential waste
“Whenever there is a product (or service) for a customer, there is a
value stream. The challenge lies in seeing it.”
Suppliers Fab Processing Customers
Lean Manufacturing Toolbox 11Tim Conway
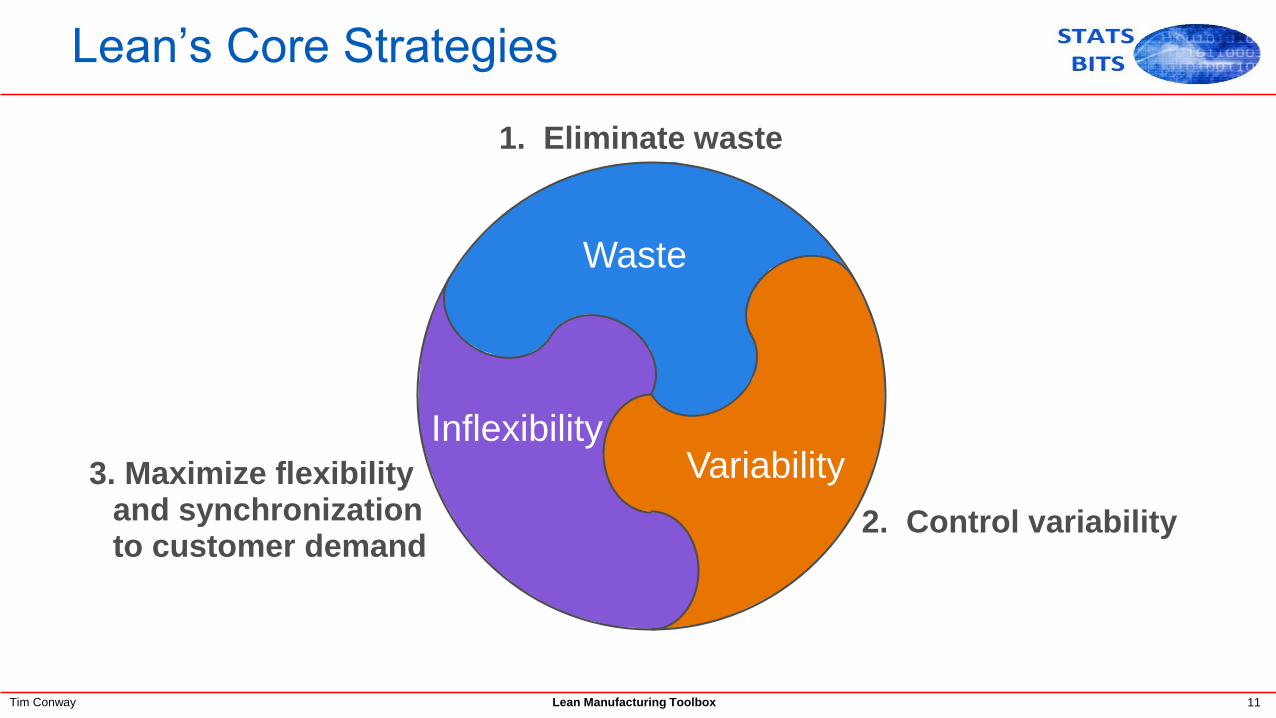
Lean’s Core Strategies
1. Eliminate waste
Waste
VariabilityInflexibility
3. Maximize flexibility and synchronization to customer demand
2. Control variability
Lean Manufacturing Toolbox 12Tim Conway
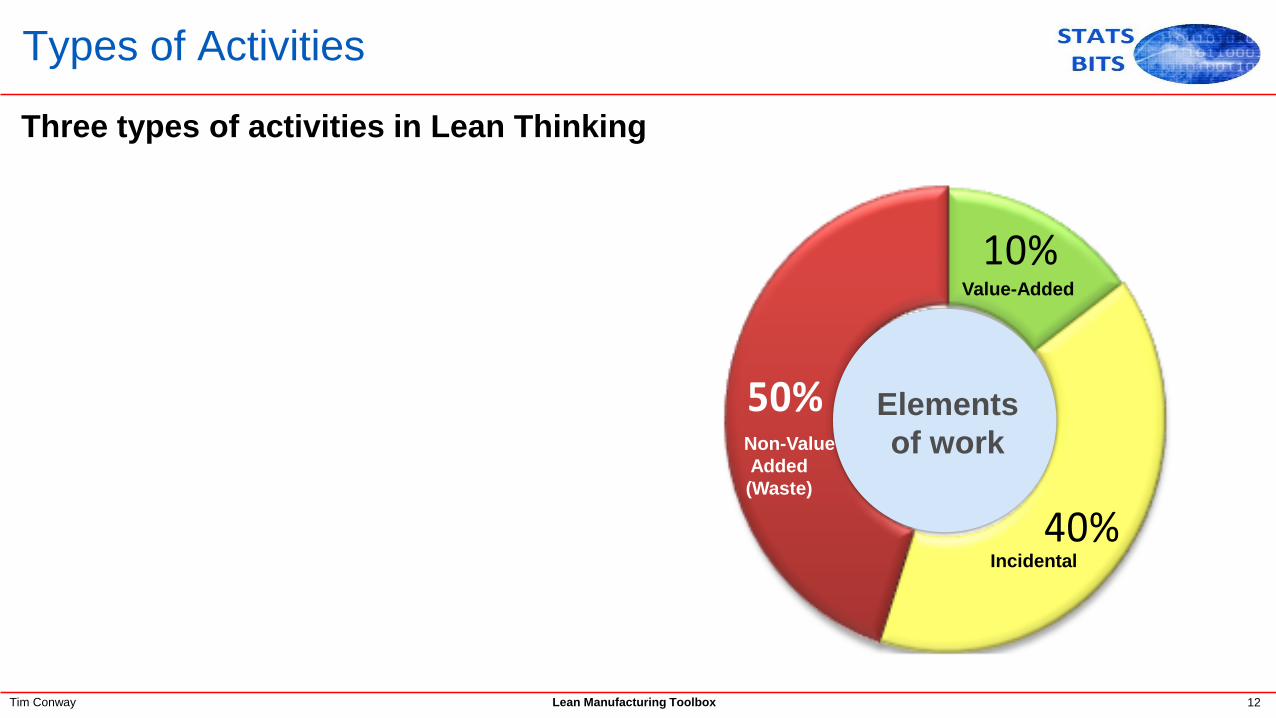
Types of Activities
Three types of activities in Lean Thinking
10%
40%
50%Non-Value
Added
(Waste)
Incidental
Value-Added
Elements
of work
Lean Manufacturing Toolbox 13Tim Conway
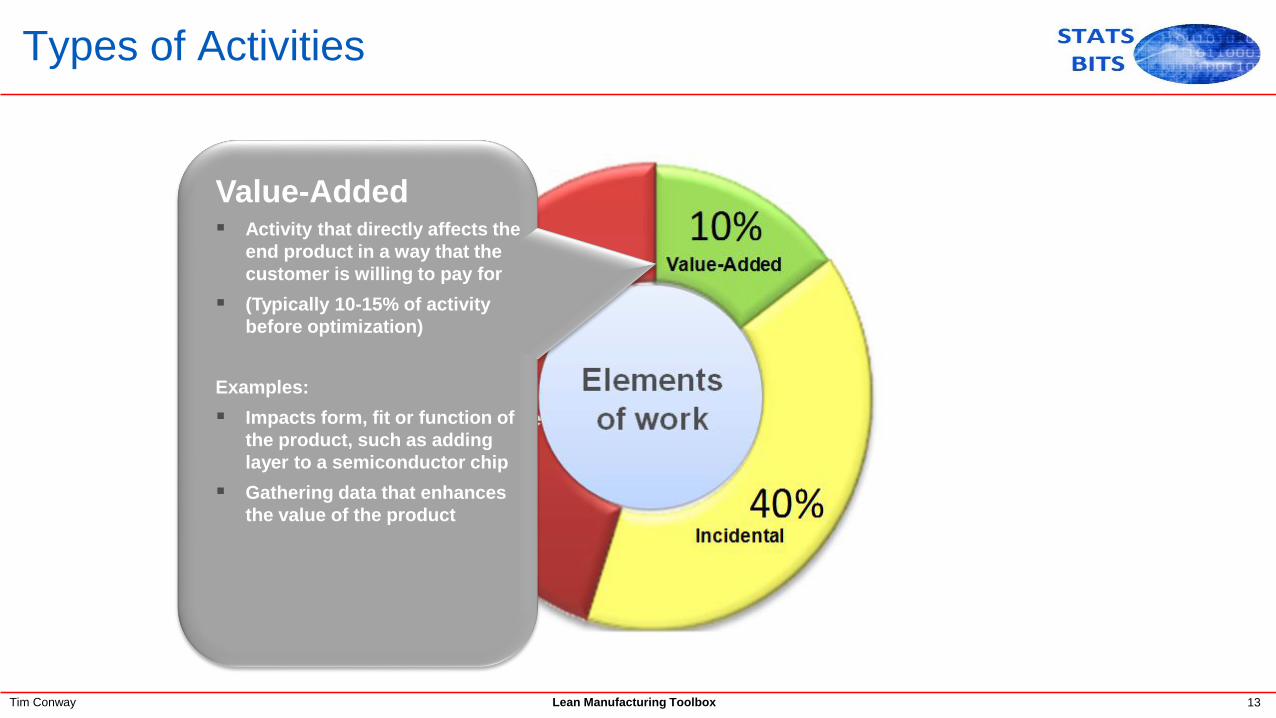
Value-Added▪ Activity that directly affects the
end product in a way that the
customer is willing to pay for
▪ (Typically 10-15% of activity
before optimization)
Examples:
▪ Impacts form, fit or function of
the product, such as adding
layer to a semiconductor chip
▪ Gathering data that enhances
the value of the product
Types of Activities

Lean Manufacturing Toolbox 14Tim Conway
Incidental▪ Activity that does not directly
add value but is necessary to
ensure completion or integrity
of value-added tasks
▪ Adds cost and in theory could
be reduced without affecting
the product.
▪ (Typically 30-50% of activity
before optimization)
Examples:
▪ Product inspection and testing
▪ Tool qualification testing
Types of Activities
Lean Manufacturing Toolbox 15Tim Conway
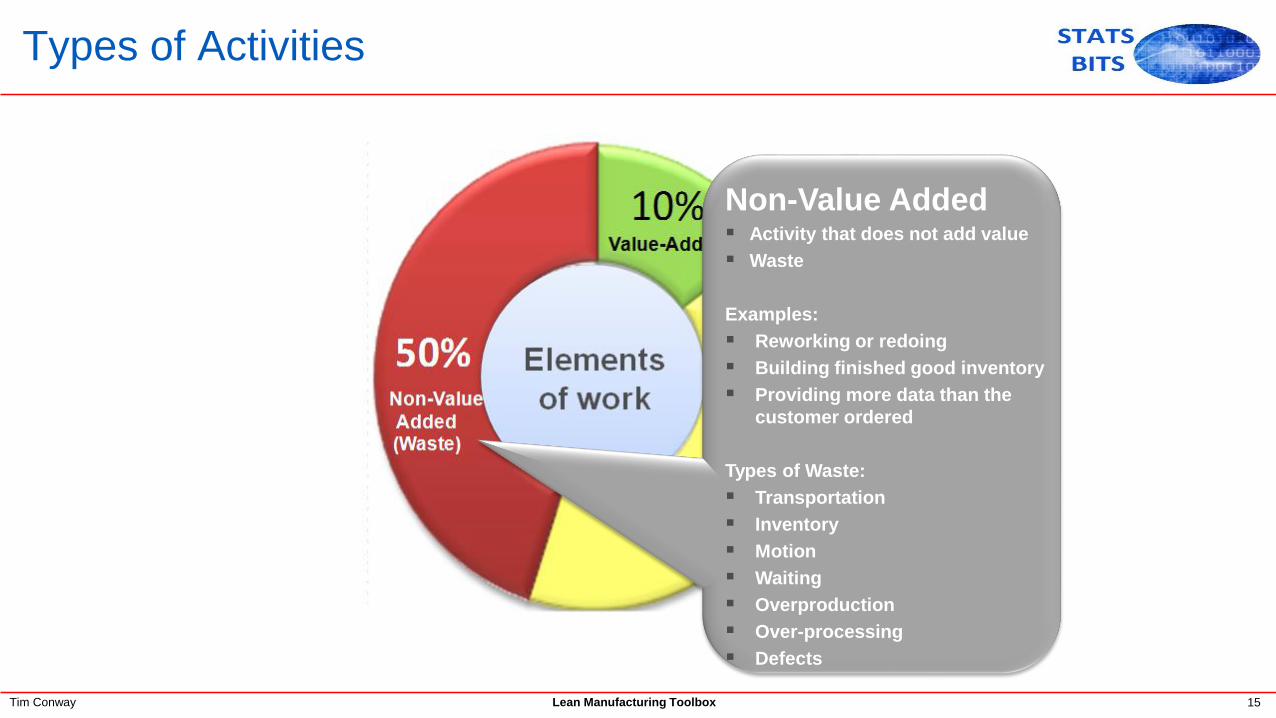
Non-Value Added▪ Activity that does not add value
▪ Waste
Examples:
▪ Reworking or redoing
▪ Building finished good inventory
▪ Providing more data than the
customer ordered
Types of Waste:
▪ Transportation
▪ Inventory
▪ Motion
▪ Waiting
▪ Overproduction
▪ Over-processing
▪ Defects
Types of Activities

Lean Manufacturing Toolbox 16Tim Conway
Non-Value Add
& Incidental
90%
Non-Value Add
& Incidental
81%
Value Add
10%
Value Add
19%
Why Waste Elimination is Important
Eliminating 10% of non-value added activity can nearly double the productivity
Lean Manufacturing Toolbox 17Tim Conway
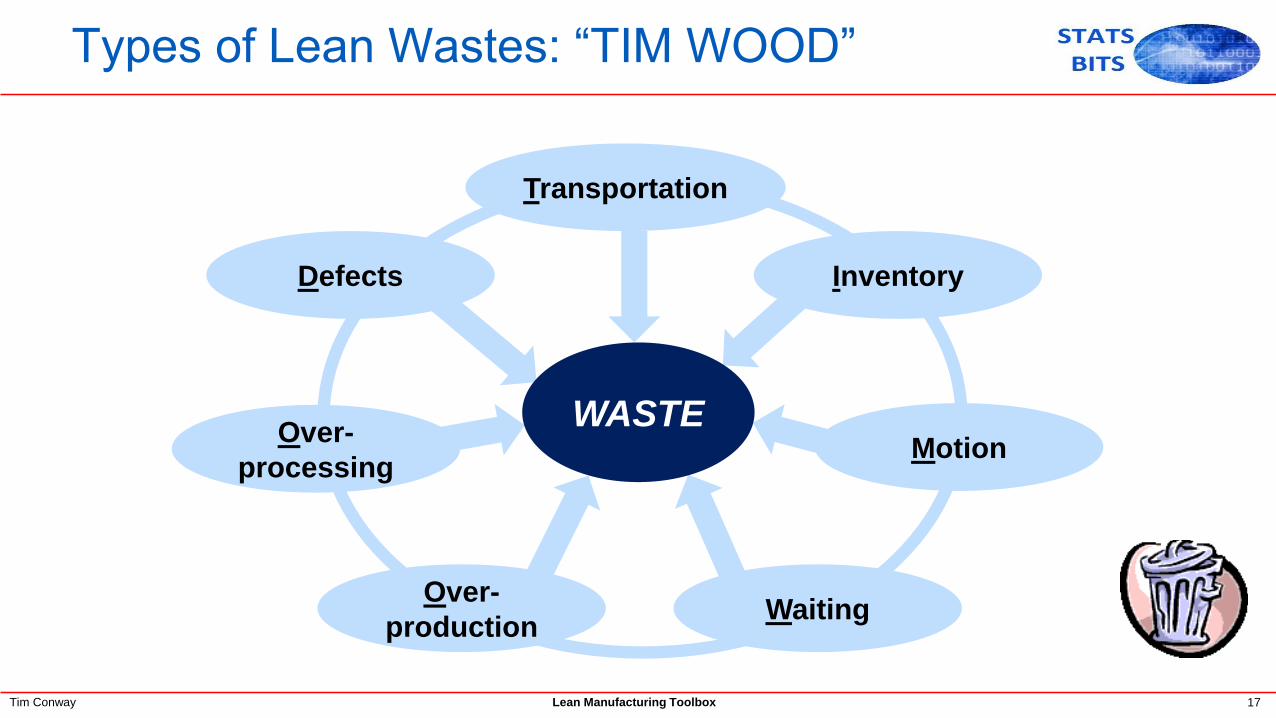
Inventory
Motion
Waiting
Over-
processing
Defects
Over-
production
WASTE
Types of Lean Wastes: “TIM WOOD”
Transportation
Lean Manufacturing Toolbox 18Tim Conway
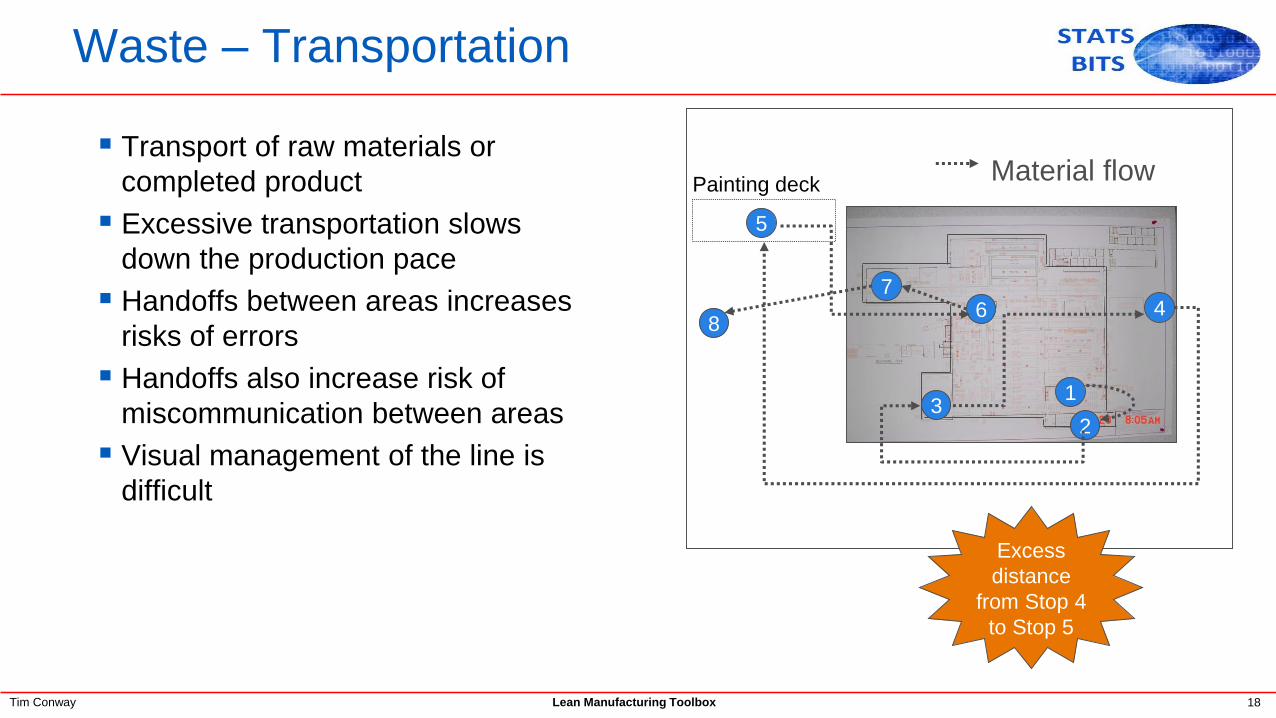
▪ Transport of raw materials or
completed product
▪ Excessive transportation slows
down the production pace
▪ Handoffs between areas increases
risks of errors
▪ Handoffs also increase risk of
miscommunication between areas
▪ Visual management of the line is
difficult
Waste – Transportation
Painting deckMaterial flow
5
13
84
2
76
Excess
distance
from Stop 4
to Stop 5
Lean Manufacturing Toolbox 19Tim Conway
▪ Excess inventory increases
manufacturing cycle time and
customer lead time
▪ Inventory increases operational
costs (e.g., storage cost, risk of
obsolescence)
▪ High inventory levels are a
symptom of other problems
in the system
• System inflexibility
• Poor line pacing
• Poor process capability
• Variation in machine availability
Waste – Inventory
Lean Manufacturing Toolbox 20Tim Conway
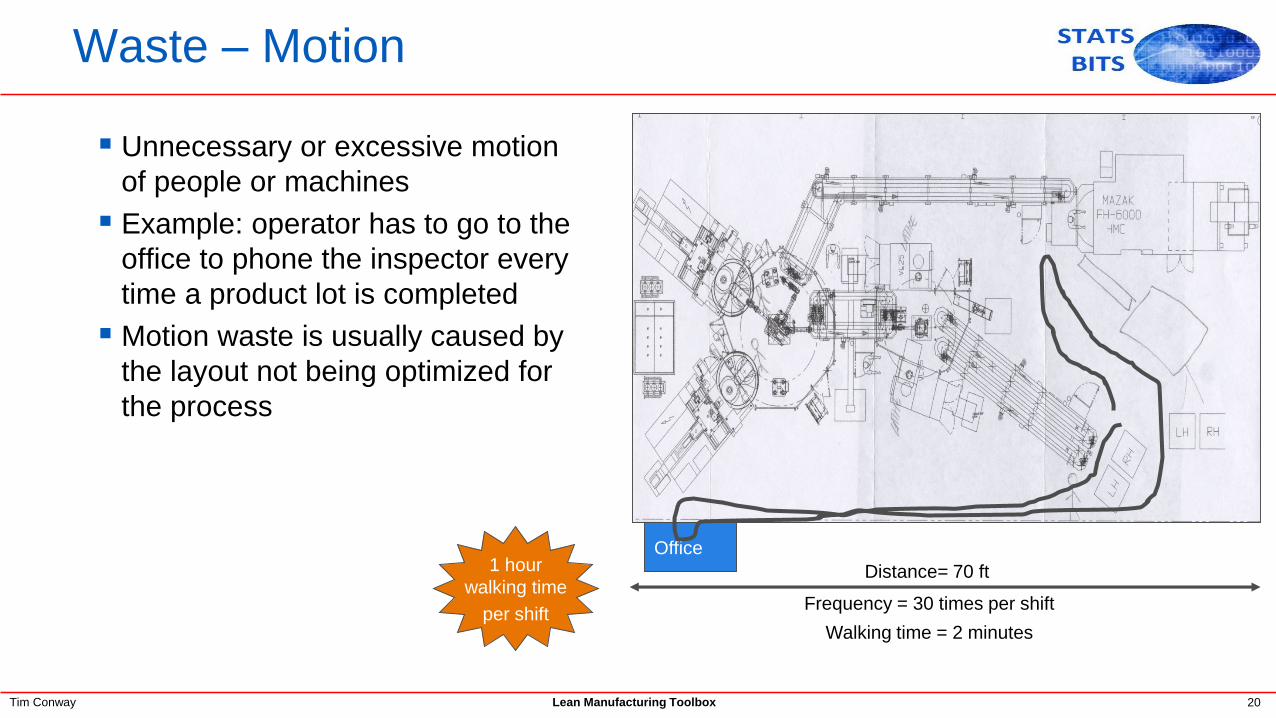
▪ Unnecessary or excessive motion
of people or machines
▪ Example: operator has to go to the
office to phone the inspector every
time a product lot is completed
▪ Motion waste is usually caused by
the layout not being optimized for
the process
Waste – Motion
Office
Distance= 70 ft
Frequency = 30 times per shift
Walking time = 2 minutes
1 hour
walking time
per shift
Lean Manufacturing Toolbox 21Tim Conway
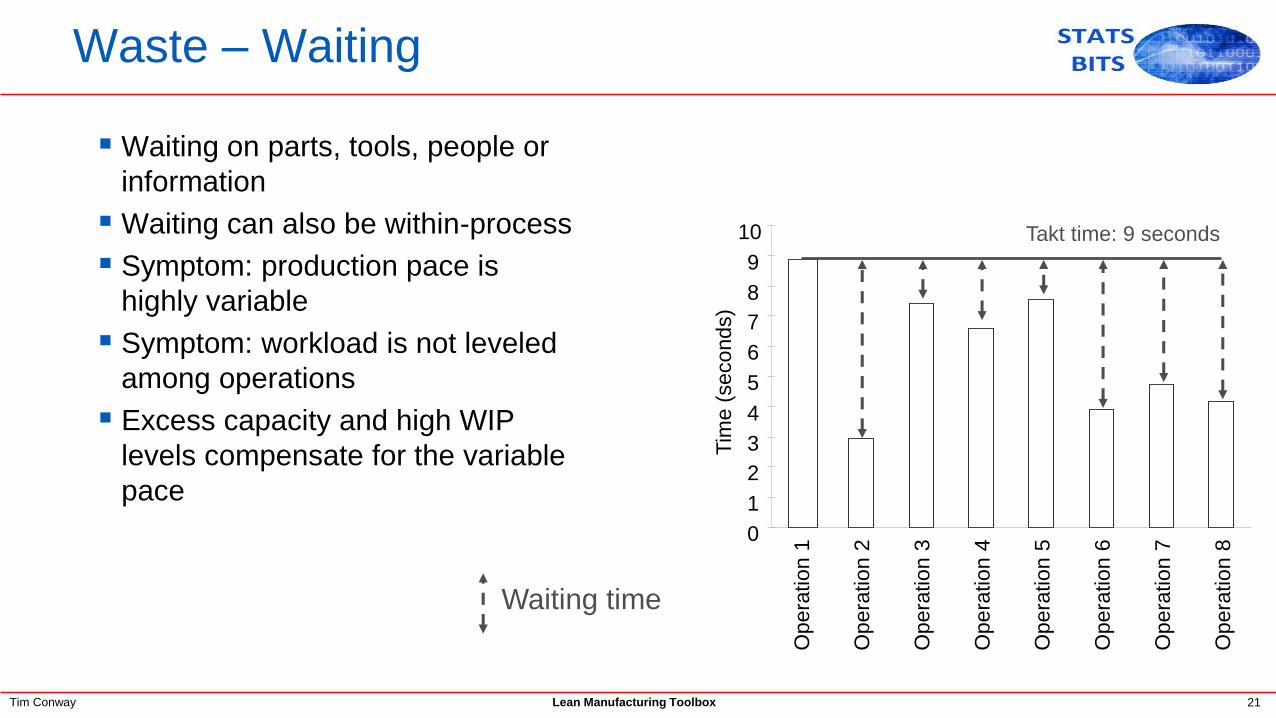
▪ Waiting on parts, tools, people or
information
▪ Waiting can also be within-process
▪ Symptom: production pace is
highly variable
▪ Symptom: workload is not leveled
among operations
▪ Excess capacity and high WIP
levels compensate for the variable
pace
Waste – Waiting
Waiting time
0
1
2
3
4
5
6
7
8
9
10 Takt time: 9 seconds
Opera
tio
n 1
Opera
tio
n 2
Opera
tio
n 3
Op
era
tio
n 4
Opera
tio
n 5
Opera
tio
n 6
Opera
tio
n 7
Opera
tio
n 8
Tim
e (
seconds)
Lean Manufacturing Toolbox 22Tim Conway
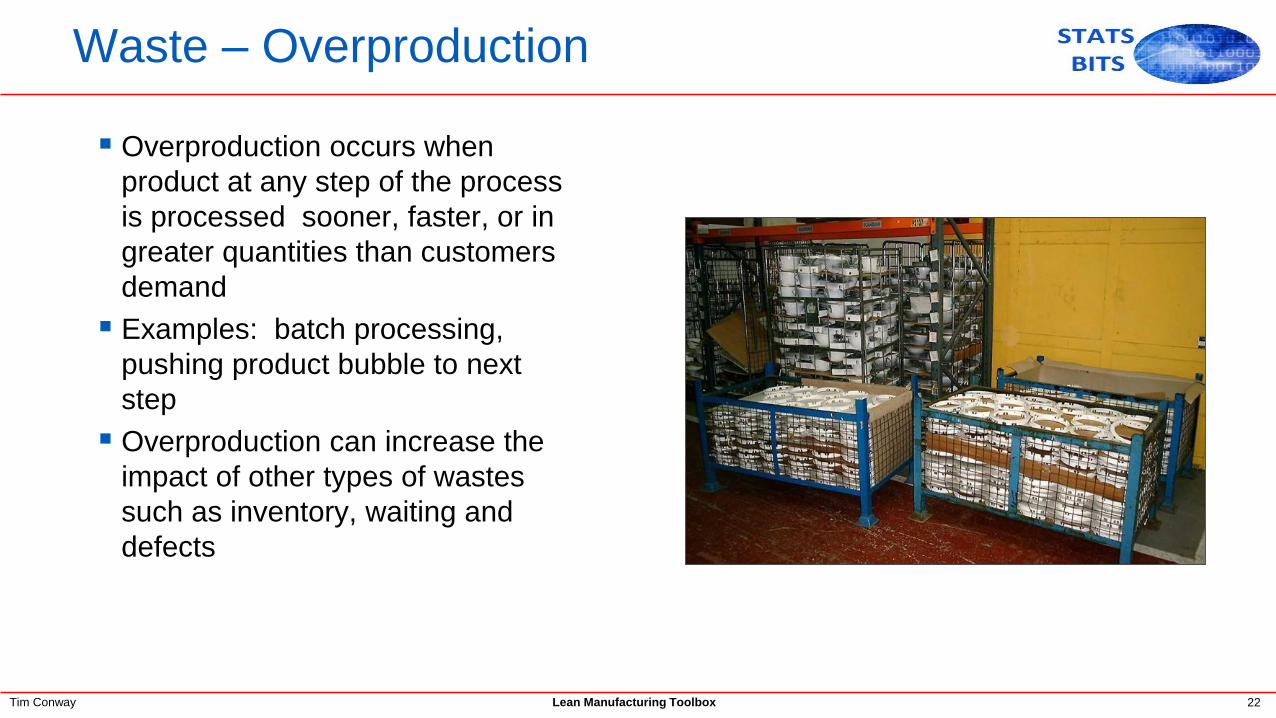
▪ Overproduction occurs when
product at any step of the process
is processed sooner, faster, or in
greater quantities than customers
demand
▪ Examples: batch processing,
pushing product bubble to next
step
▪ Overproduction can increase the
impact of other types of wastes
such as inventory, waiting and
defects
Waste – Overproduction
Lean Manufacturing Toolbox 23Tim Conway
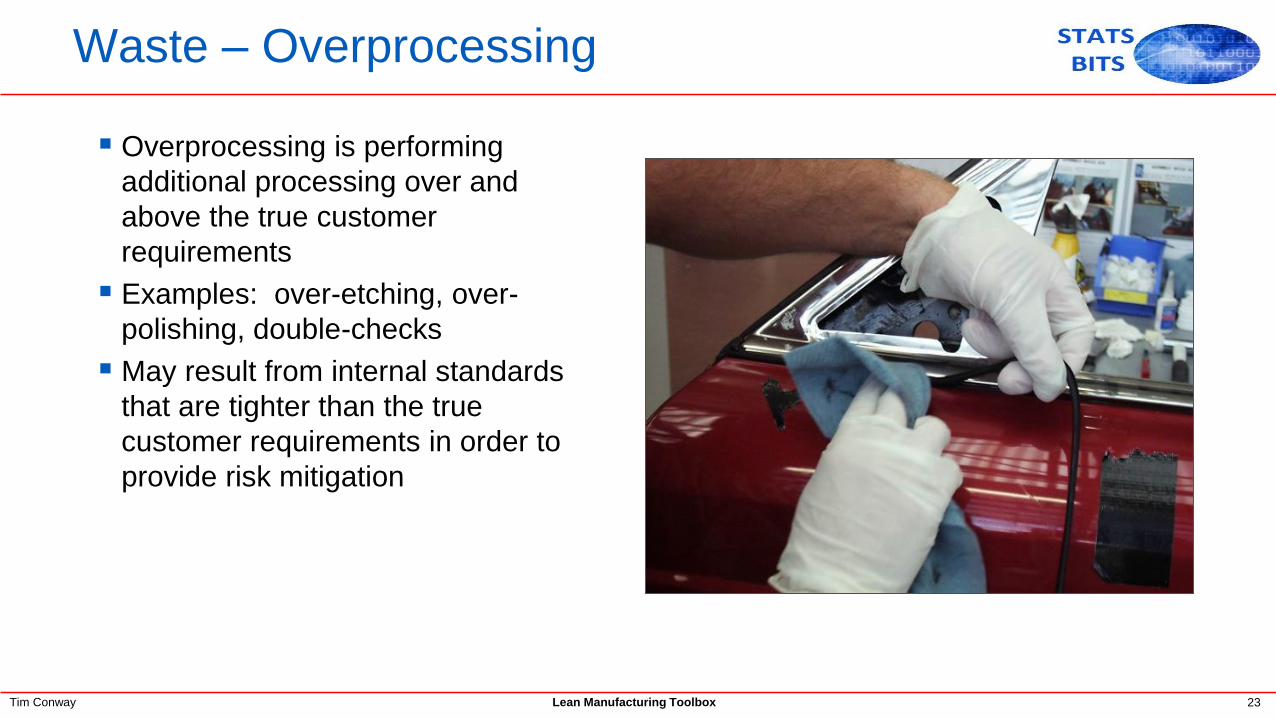
▪ Overprocessing is performing
additional processing over and
above the true customer
requirements
▪ Examples: over-etching, over-
polishing, double-checks
▪ May result from internal standards
that are tighter than the true
customer requirements in order to
provide risk mitigation
Waste – Overprocessing
Lean Manufacturing Toolbox 24Tim Conway
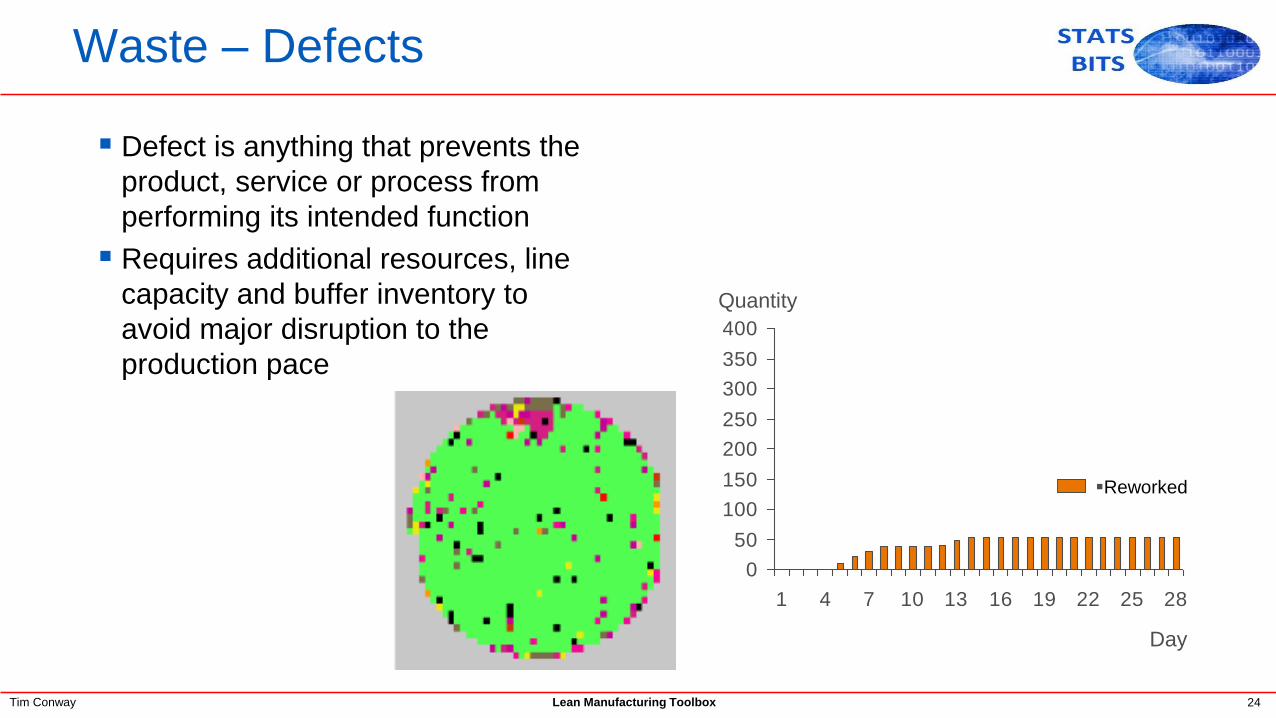
▪ Defect is anything that prevents the
product, service or process from
performing its intended function
▪ Requires additional resources, line
capacity and buffer inventory to
avoid major disruption to the
production pace
Waste – Defects
0
50
100
150
200
250
300
350
400
1 4 7 10 13 16 19 22 25 28
▪Reworked
Quantity
Day
Lean Manufacturing Toolbox 25Tim Conway
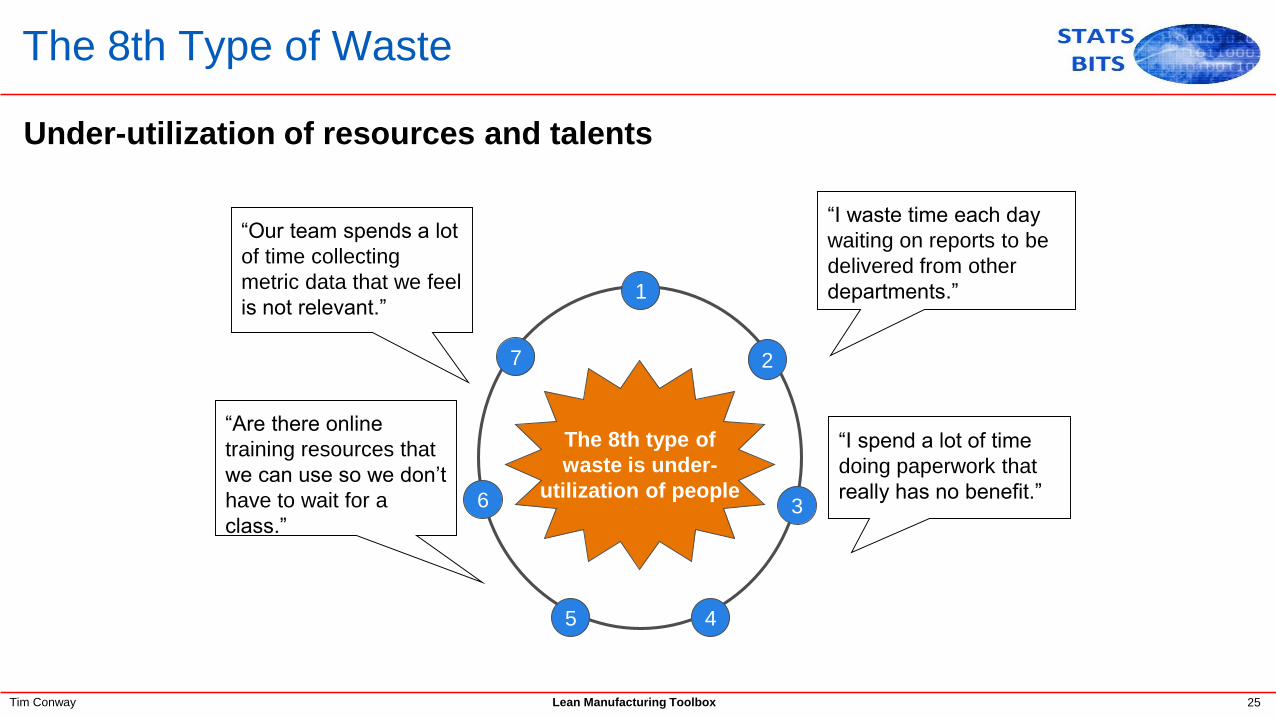
The 8th Type of Waste
Under-utilization of resources and talents
“Are there online
training resources that
we can use so we don’t
have to wait for a
class.”
“I spend a lot of time
doing paperwork that
really has no benefit.”
“I waste time each day
waiting on reports to be
delivered from other
departments.”
“Our team spends a lot
of time collecting
metric data that we feel
is not relevant.”1
7
5 4
3
2
The 8th type of
waste is under-
utilization of people6
Lean Manufacturing Toolbox 26Tim Conway
Fabricating wafers (product)
Incidental
Value Added
Overproduction
Motion
? Types of Activities and Wastes
Walking to a meeting
Transportation
Defect
Motion
Value Added
Lean Manufacturing Toolbox 27Tim Conway
Holding finished goods
Inventory
Defect
Motion
Transportation
? Types of Activities and Wastes
Building ahead for the lunch rush
Transportation
Overproduction
Over-processing
Motion
Lean Manufacturing Toolbox 28Tim Conway
Putting extra chips in the batter
Overproduction
Defect
Motion
Over-processing
? Types of Activities and Wastes
Repainting to cover up issues
Overproduction
Over-processing
Defect
Motion
Lean Manufacturing Toolbox 29Tim Conway
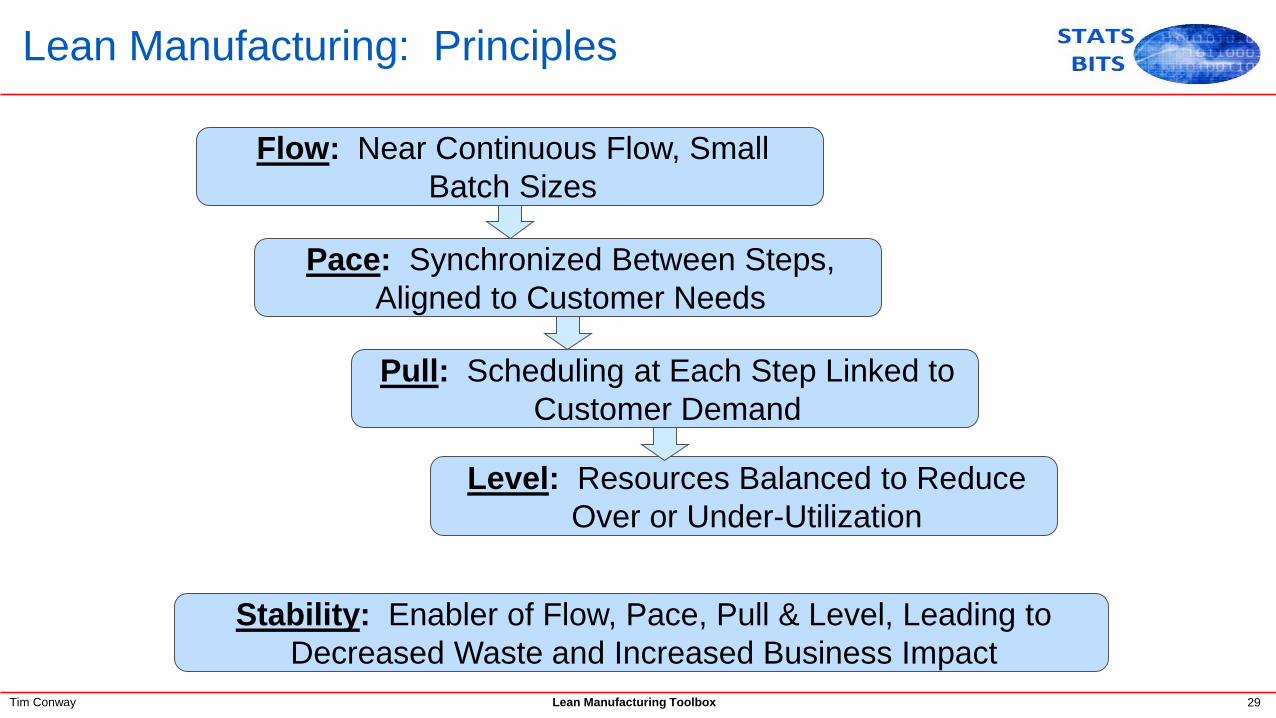
Lean Manufacturing: Principles
Flow: Near Continuous Flow, Small
Batch Sizes
Pace: Synchronized Between Steps,
Aligned to Customer Needs
Pull: Scheduling at Each Step Linked to
Customer Demand
Level: Resources Balanced to Reduce
Over or Under-Utilization
Stability: Enabler of Flow, Pace, Pull & Level, Leading to
Decreased Waste and Increased Business Impact

Lean Manufacturing Toolbox 30Tim Conway
▪ Map out entire business process
▪ Identify waste and incidental steps
▪ Eliminate waste and streamline incidental tasks/steps
▪ Eliminate other blockages to flow (e.g. batching)
1 2
3 4
5
Wait
Wait
Value add
Internal buffer
A
1 2 3 4 5
Value addFrom To
Flow
Lean Manufacturing Toolbox 31Tim Conway
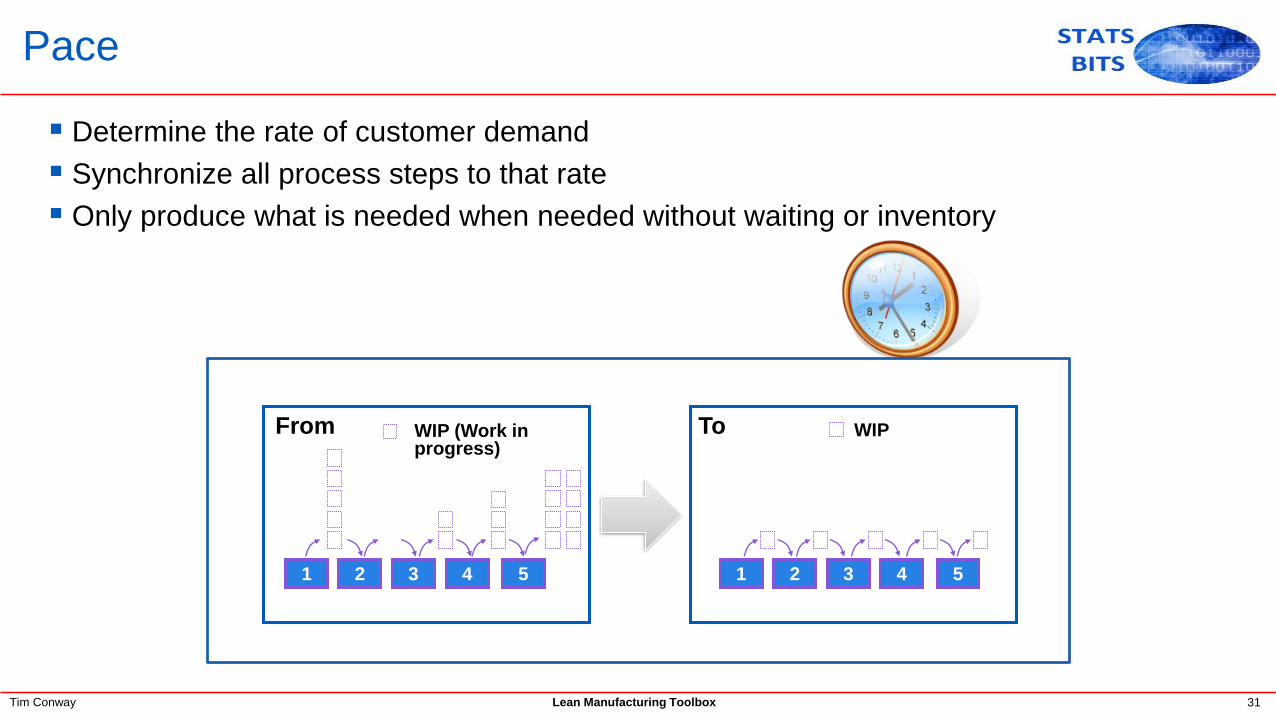
▪ Determine the rate of customer demand
▪ Synchronize all process steps to that rate
▪ Only produce what is needed when needed without waiting or inventory
1 2 3 4 5
WIP (Work in progress)
1 2 3 4 5
WIPFrom To
Pace
Lean Manufacturing Toolbox 32Tim Conway
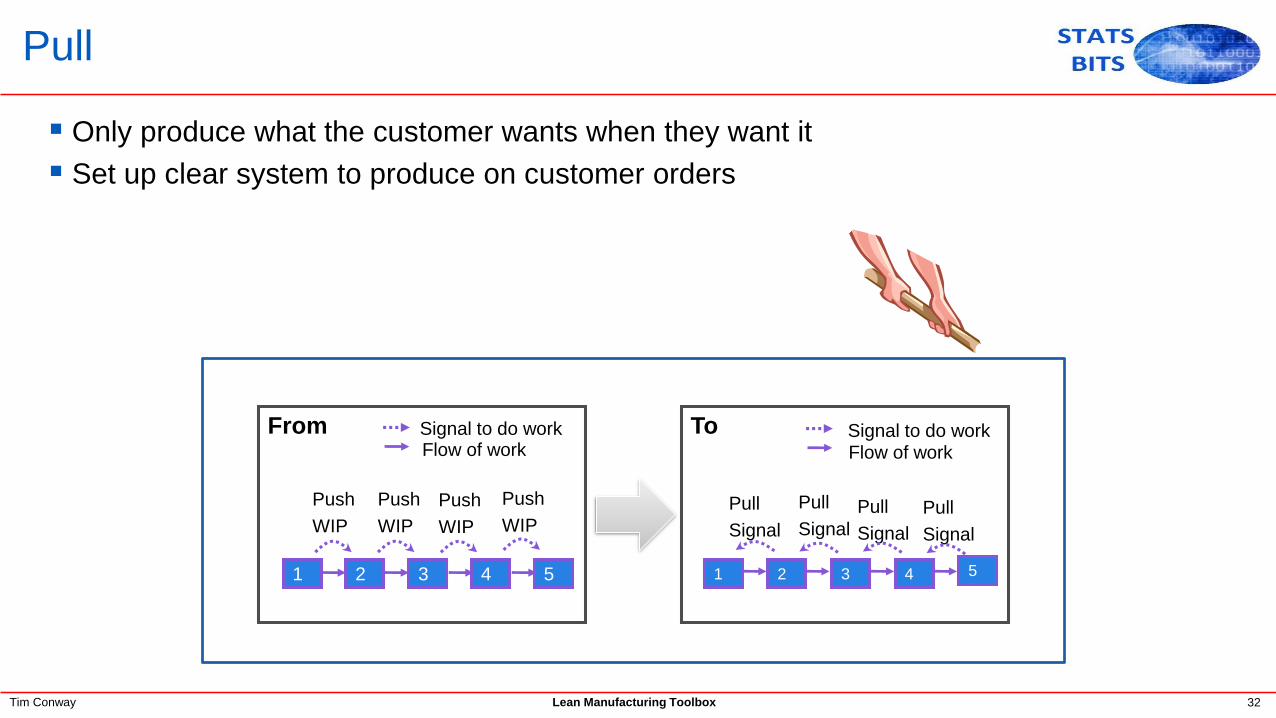
▪ Only produce what the customer wants when they want it
▪ Set up clear system to produce on customer orders
From To
1 2 3 4 5
From
Push
WIP
Push
WIP
Push
WIP
Push
WIP
Signal to do workFlow of work
1 2 3 4 5
To
Pull
Signal
Pull
Signal
Pull
Signal
Pull
Signal
Signal to do workFlow of work
Pull
Lean Manufacturing Toolbox 33Tim Conway
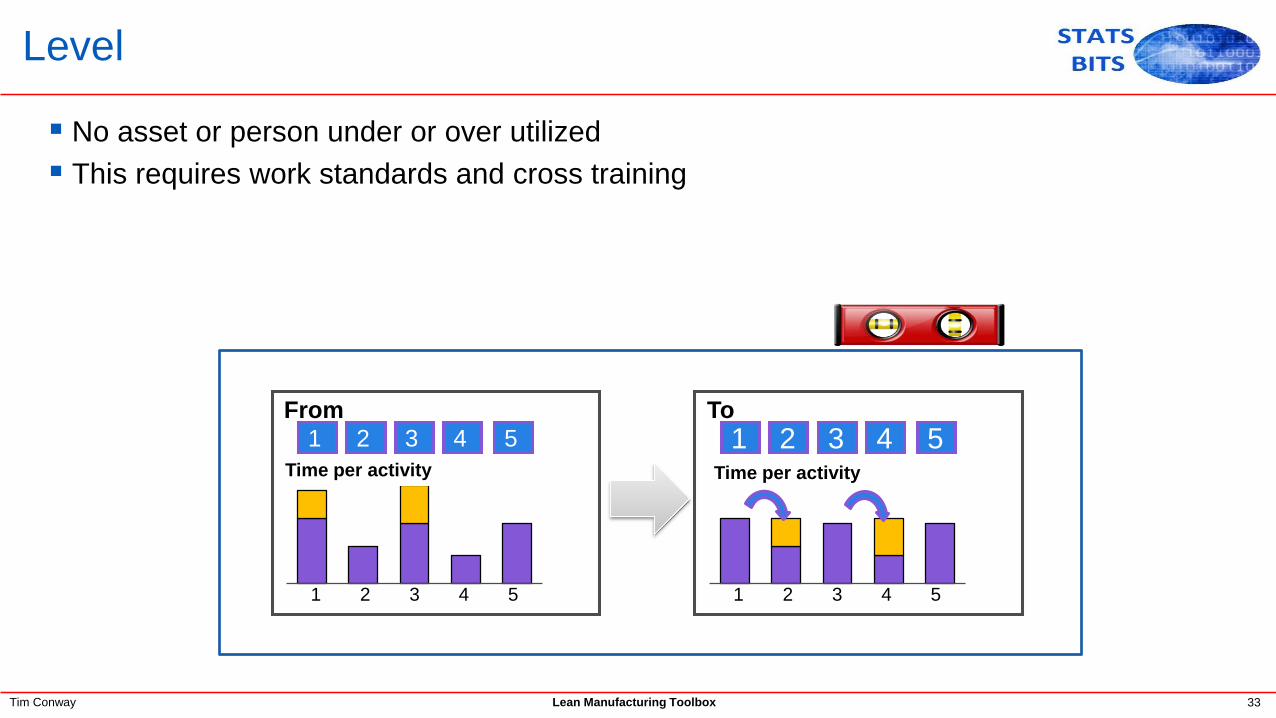
Level
▪ No asset or person under or over utilized
▪ This requires work standards and cross training
1 2 3 4 5
From
Time per activity
21 543
1 2 3 4 5To
Time per activity
21 543
Lean Manufacturing Toolbox 34Tim Conway
Lean Tools
Lean Manufacturing Toolbox 35Tim Conway
Lean Tools
Common lean tools include:
1. Value Stream Mapping (VSM)
2. Spaghetti Diagrams
3. Continuous Flow Manufacturing; Theory of Constraints (TOC)
4. Visual Factory
5. 5S
6. Poka-Yoke
7. Total Productive Maintenance (TPM)
8. Setup Reduction
9. Kaizen
Lean Manufacturing Toolbox 36Tim Conway
Value Stream Mapping (VSM)
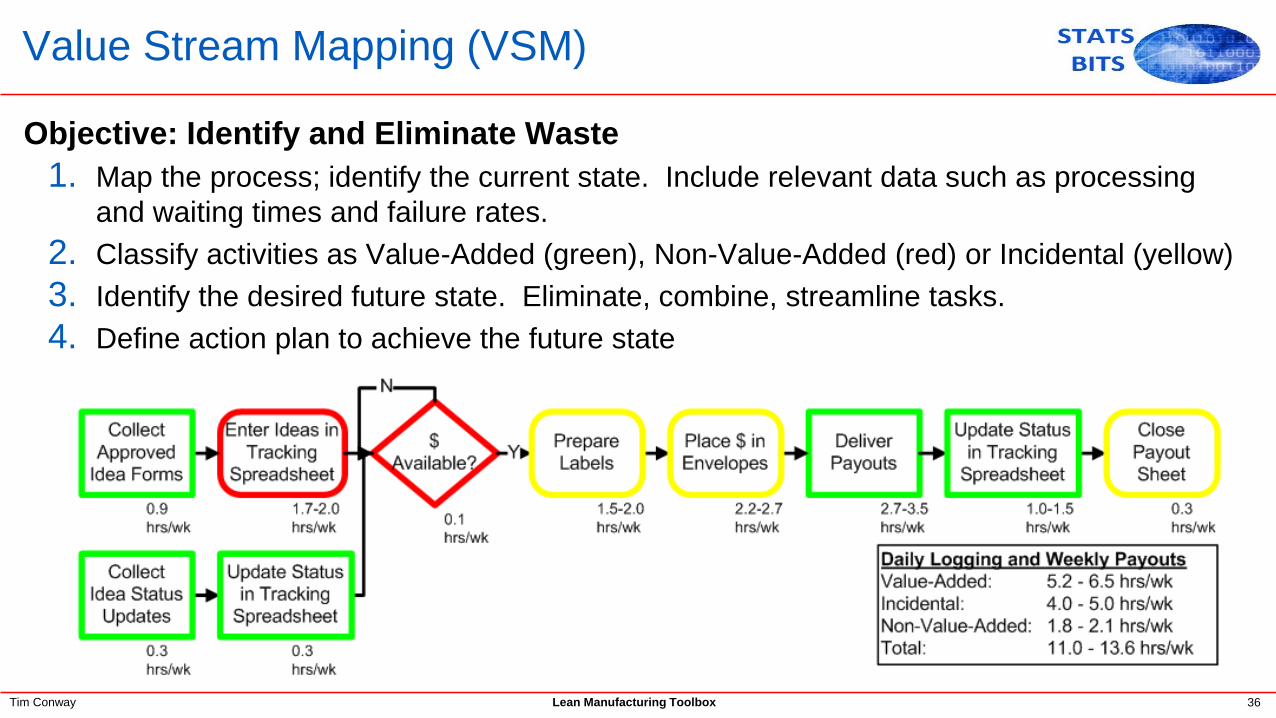
Objective: Identify and Eliminate Waste
1. Map the process; identify the current state. Include relevant data such as processing
and waiting times and failure rates.
2. Classify activities as Value-Added (green), Non-Value-Added (red) or Incidental (yellow)
3. Identify the desired future state. Eliminate, combine, streamline tasks.
4. Define action plan to achieve the future state
Lean Manufacturing Toolbox 37Tim Conway
Final VSM (Current & Future State Maps)
Enter Ideas in
Tracking
Spreadsheet
$
Available?
Deliver
Payouts
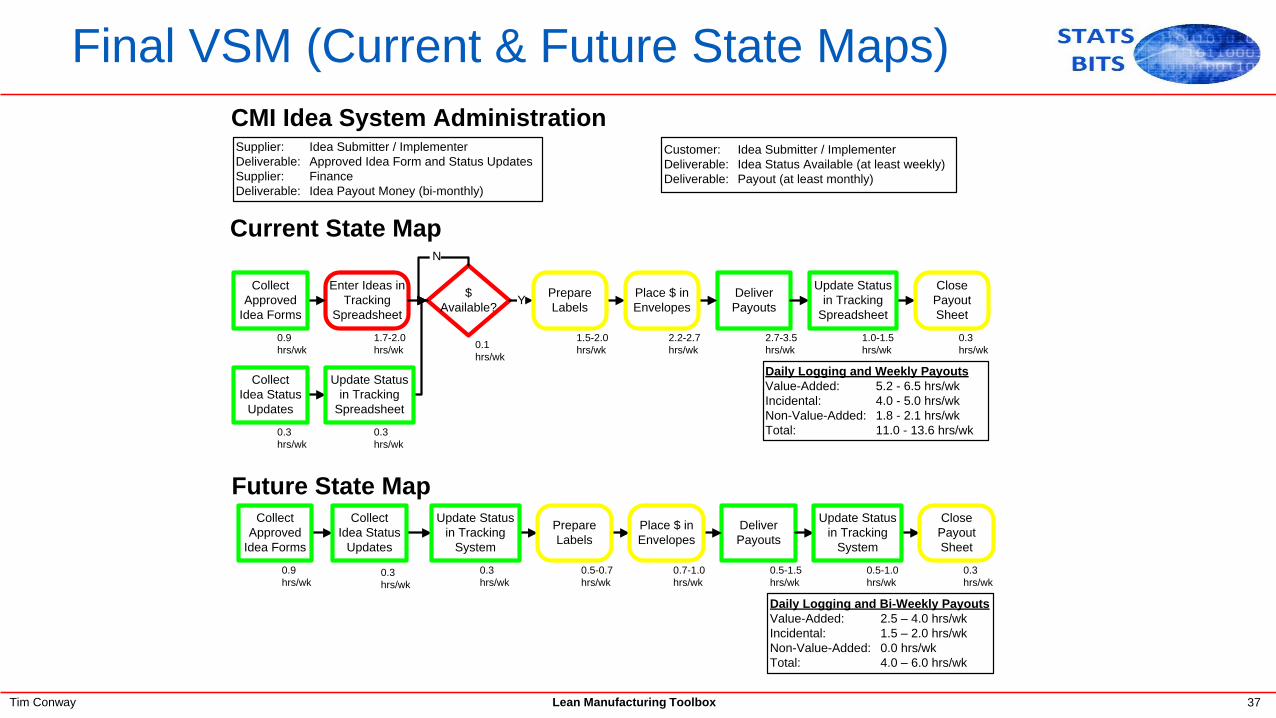
Customer: Idea Submitter / Implementer
Deliverable: Idea Status Available (at least weekly)
Deliverable: Payout (at least monthly)
Supplier: Idea Submitter / Implementer
Deliverable: Approved Idea Form and Status Updates
Supplier: Finance
Deliverable: Idea Payout Money (bi-monthly)
CMI Idea System Administration
Y
N
Prepare
Labels
Place $ in
Envelopes
Close
Payout
Sheet
Collect
Approved
Idea Forms
Collect
Idea Status
Updates
0.9
hrs/wk
1.7-2.0
hrs/wk
0.3
hrs/wk
0.3
hrs/wk
0.1
hrs/wk
1.5-2.0
hrs/wk
2.2-2.7
hrs/wk
2.7-3.5
hrs/wk
1.0-1.5
hrs/wk
0.3
hrs/wk
Update Status
in Tracking
Spreadsheet
Update Status
in Tracking
Spreadsheet
Daily Logging and Weekly Payouts
Value-Added: 5.2 - 6.5 hrs/wk
Incidental: 4.0 - 5.0 hrs/wk
Non-Value-Added: 1.8 - 2.1 hrs/wk
Total: 11.0 - 13.6 hrs/wk
Current State Map
Future State Map
Deliver
Payouts
Prepare
Labels
Place $ in
Envelopes
Close
Payout
Sheet
Collect
Approved
Idea Forms
Collect
Idea Status
Updates
0.9
hrs/wk0.3
hrs/wk
0.5-0.7
hrs/wk
0.7-1.0
hrs/wk
0.5-1.5
hrs/wk
0.5-1.0
hrs/wk
0.3
hrs/wk
Update Status
in Tracking
System
Update Status
in Tracking
System
Daily Logging and Bi-Weekly Payouts
Value-Added: 2.5 – 4.0 hrs/wk
Incidental: 1.5 – 2.0 hrs/wk
Non-Value-Added: 0.0 hrs/wk
Total: 4.0 – 6.0 hrs/wk
0.3
hrs/wk
Lean Manufacturing Toolbox 38Tim Conway
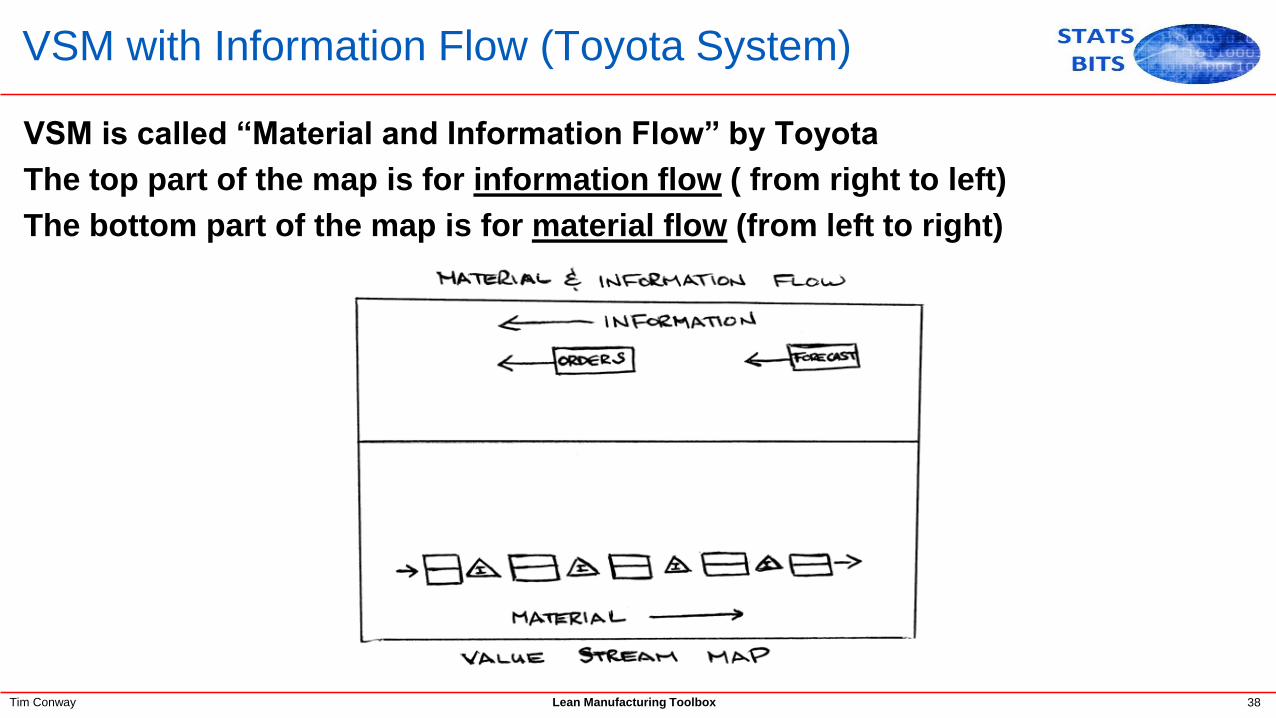
VSM is called “Material and Information Flow” by Toyota
The top part of the map is for information flow ( from right to left)
The bottom part of the map is for material flow (from left to right)
VSM with Information Flow (Toyota System)

Lean Manufacturing Toolbox 39Tim Conway
Spaghetti Diagrams
Spaghetti diagrams show the path taken by a person or product lot through a
portion of the processing flow
▪ Highlights handoffs and potentially wasted motion in the process
Lean Manufacturing Toolbox 40Tim Conway
Continuous Flow Manufacturing
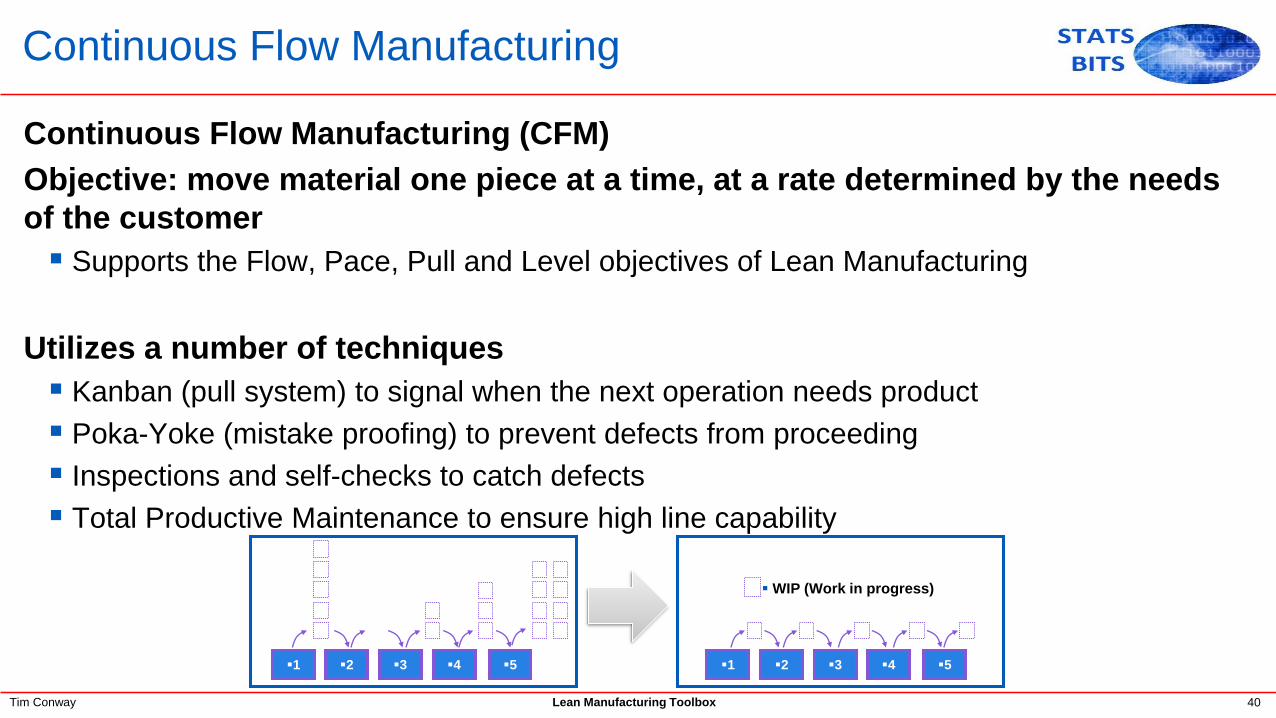
Continuous Flow Manufacturing (CFM)
Objective: move material one piece at a time, at a rate determined by the needs
of the customer
▪ Supports the Flow, Pace, Pull and Level objectives of Lean Manufacturing
Utilizes a number of techniques
▪ Kanban (pull system) to signal when the next operation needs product
▪ Poka-Yoke (mistake proofing) to prevent defects from proceeding
▪ Inspections and self-checks to catch defects
▪ Total Productive Maintenance to ensure high line capability
▪1 ▪2 ▪3 ▪4 ▪5 ▪1 ▪2 ▪3 ▪4 ▪5
▪ WIP (Work in progress)
Lean Manufacturing Toolbox 41Tim Conway
Theory of Constraints (TOC)
Developed by Eli Goldratt
▪ “The Goal” (1986) and “Theory of Constraints” (1990)
Objective
▪ Maximize throughput and minimize cycle time
Three basic measures
▪ Throughput
▪ Inventory
▪ Operational Expense
Focus
▪ Identify bottleneck constraint and reduce it’s impact
Lean Manufacturing Toolbox 42Tim Conway
Theory of Constraints (cont.)
Procedure
▪ Identify the system constraint
▪ Ensure non-constraints are managed to provide materials and resources to the constraint
▪ Work to resolve the root causes of the constraint
▪ Repeat; look for new constraints
Drum – Buffer - Rope
▪ Goal: Ensure a smooth flow of material to the constraint
▪ Drum: The pace of the operation as determined by the constraint
▪ Buffer: Inventory at the bottleneck to ensure it never waits
▪ Rope: Feedback mechanism to ensure buffer is maintained at the proper inventory level
TOC promotes the Flow, Pace, Pull and Level principles
Lean Manufacturing Toolbox 43Tim Conway
Visual Factory
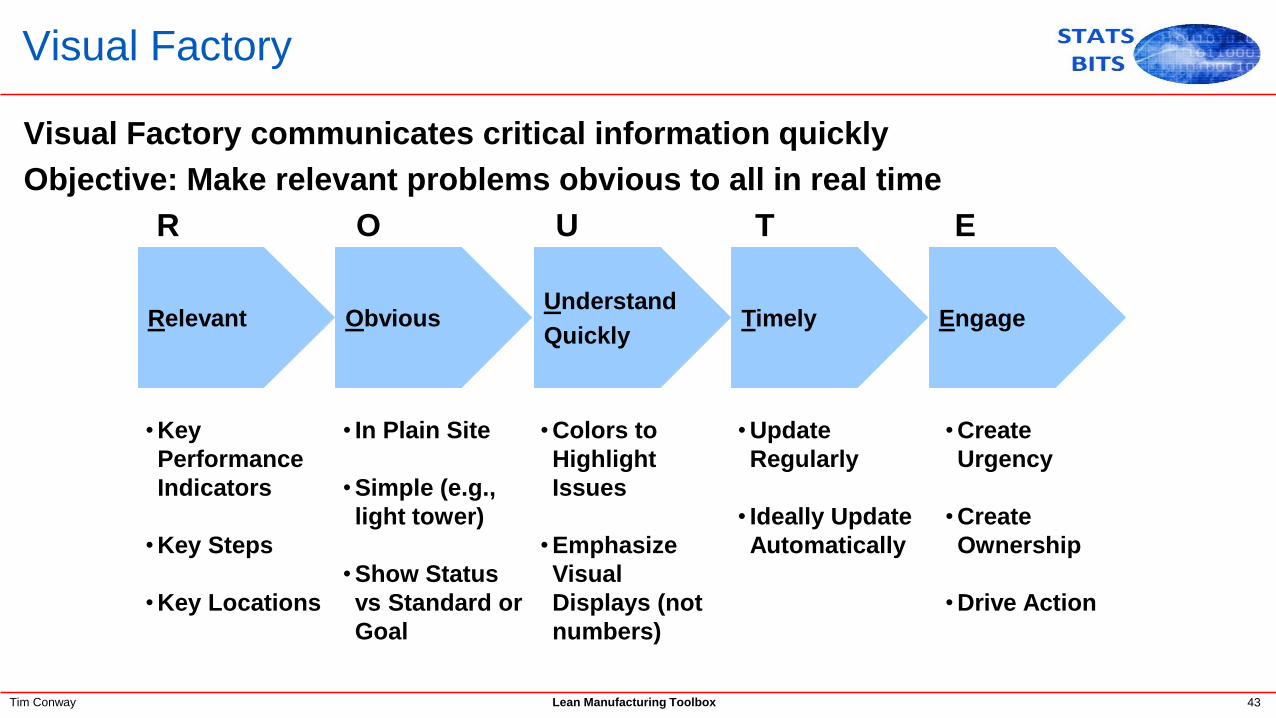
Visual Factory communicates critical information quickly
Objective: Make relevant problems obvious to all in real time
R O U T E
Relevant EngageObviousUnderstand
QuicklyTimely
• Key
Performance
Indicators
• Key Steps
• Key Locations
• In Plain Site
• Simple (e.g.,
light tower)
• Show Status
vs Standard or
Goal
• Colors to
Highlight
Issues
• Emphasize
Visual
Displays (not
numbers)
• Update
Regularly
• Ideally Update
Automatically
• Create
Urgency
• Create
Ownership
• Drive Action
Lean Manufacturing Toolbox 44Tim Conway
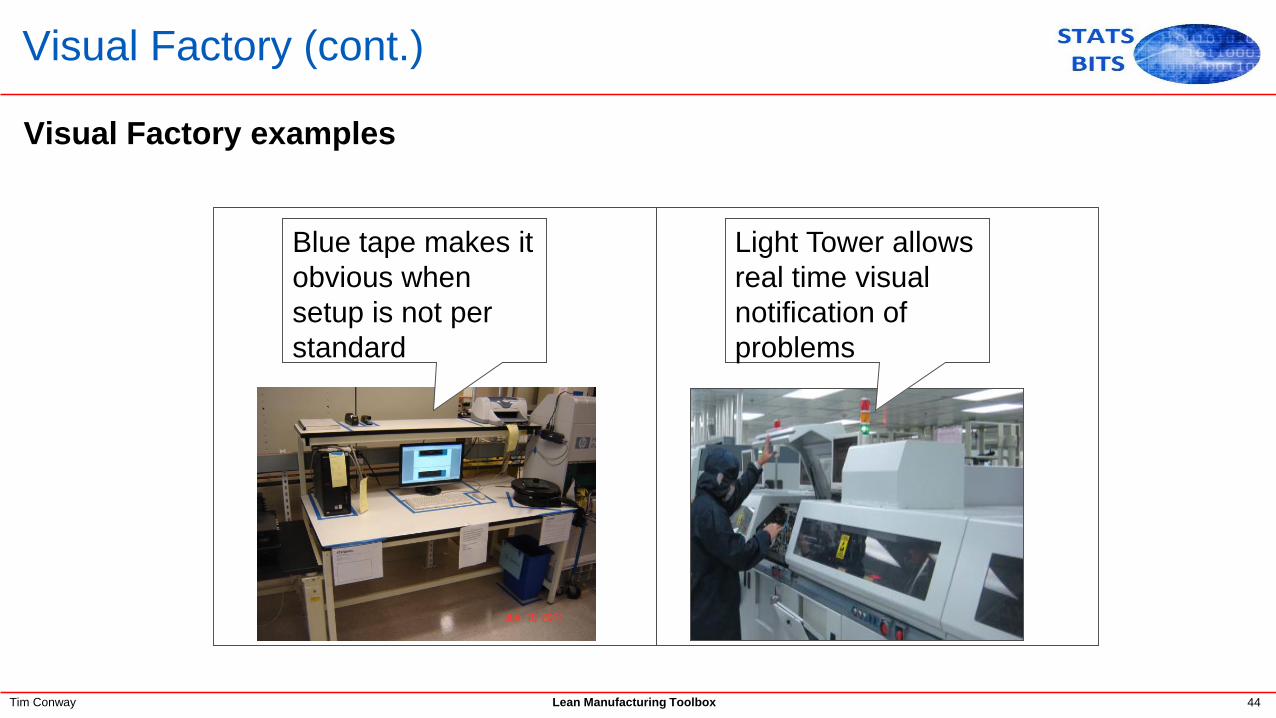
Visual Factory (cont.)
Visual Factory examples
Light Tower allows
real time visual
notification of
problems
Blue tape makes it
obvious when
setup is not per
standard
Lean Manufacturing Toolbox 45Tim Conway
5S
5S is an important element of visual control
▪ Enables detection of non-standard practices
Instills order and cleanliness in the workplace by:
▪ Establishing orderly workplace
▪ Sustaining the new order
Achieved by:
▪ Sort: clear out unnecessary items
▪ Set in Order: arrange & mark optimum work area layout
▪ Shine: clean workplace regularly
▪ Standardize: document best practices
▪ Sustain: maintain workplace best practices

Lean Manufacturing Toolbox 46Tim Conway
Poka-Yoke (Mistake Proofing)
Pronounced POH-kah YOH-kay
▪ It is a translation of a shortened Japanese phrase meaning “to make mistakes impossible”
Developed by S. Shingo of Toyota
▪ Shingo calls it “Zero Quality Control” (ZQC)
Why is Poka-Yoke important?
▪ It has extremely high impact, usually at little cost
▪ Conceptually is one of the simplest tools to learn
Poka-Yoke has two parts:
▪ Making mistakes impossible (prevention and solution)
▪ Making mistakes immediately obvious (detection)
Example
▪ Machine part design only allows the correct install orientation
Lean Manufacturing Toolbox 47Tim Conway
Total Productive Maintenance (TPM)
Total Productive Maintenance (TPM) originated in Japan as a method for
improved machine availability through better utilization of maintenance and
production resources.
TPM is a critical adjunct to lean manufacturing.
TPM enhances lean efforts
and facilitates productivity
1. Starts with 5S / Visual Factory
2. Analyzes downtime events by cause,
frequency, and duration
3. Prevents downtime using effective
Preventive Maintenance (PM)
4. Predicts downtime using Predictive
Maintenance
5. Expands role of Operator as first point of
early warning and prevention
Lean Manufacturing Toolbox 48Tim Conway
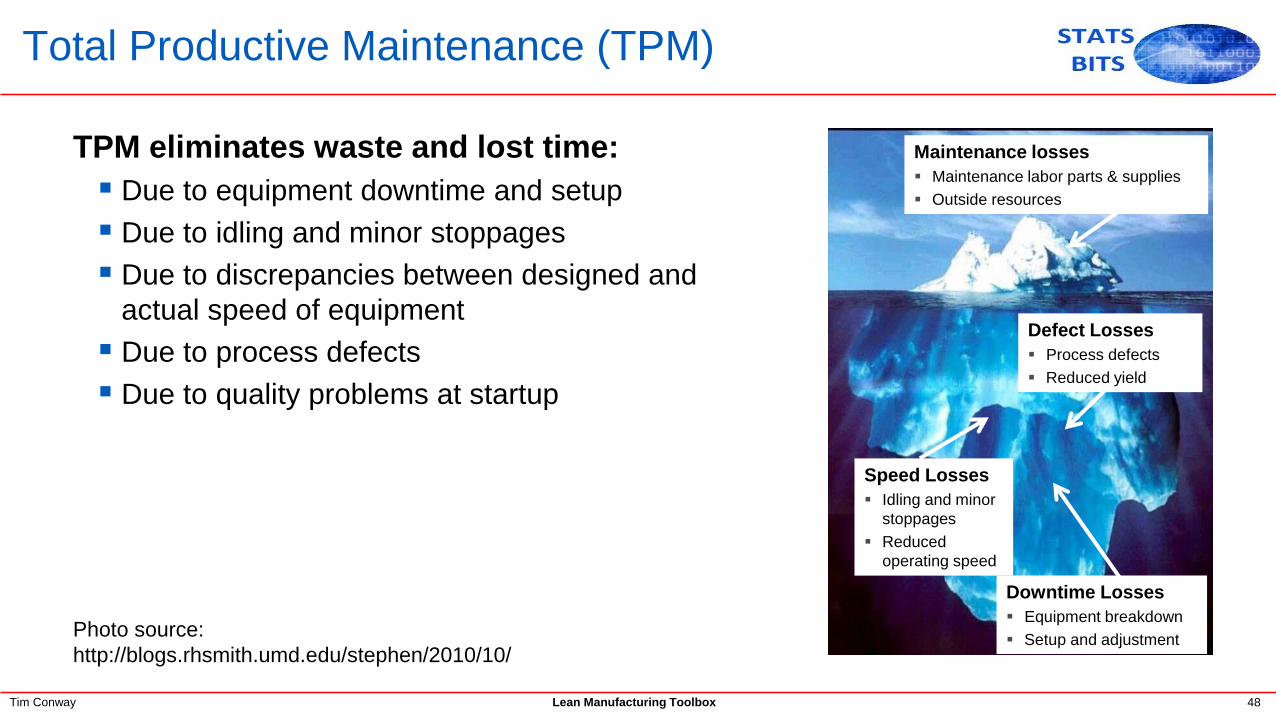
Total Productive Maintenance (TPM)
TPM eliminates waste and lost time:
▪ Due to equipment downtime and setup
▪ Due to idling and minor stoppages
▪ Due to discrepancies between designed and
actual speed of equipment
▪ Due to process defects
▪ Due to quality problems at startup
Photo source:
http://blogs.rhsmith.umd.edu/stephen/2010/10/
Maintenance losses
▪ Maintenance labor parts & supplies
▪ Outside resources
Defect Losses
▪ Process defects
▪ Reduced yield
Downtime Losses
▪ Equipment breakdown
▪ Setup and adjustment
Speed Losses
▪ Idling and minor
stoppages
▪ Reduced
operating speed

Lean Manufacturing Toolbox 49Tim Conway
TPM: Overall Equipment Effectiveness
Total Time
Ava
ilabili
ty A Operations Time (Scheduled Time)
*Non-
scheduled
Time
B Uptime*UPDT, PDT
*Setup
Perf
orm
ance
C Manufacturing Time
D Productive Time* Speed
Losses
* Idle
Time
Qualit
y E Actual output
F Good output*Scrap/rework
*Startup losses
OEE = B/A x D/C x F/E = F/A
Availability Rate x Performance Rate x Quality Rate

Lean Manufacturing Toolbox 50Tim Conway
Setup Reduction
Setup Reduction (SUR)
▪ Also known as Single Minute Exchange of Die (SMED) or Quick Changeover
Objective
▪ Reduce changeover and setup times to <10 min
Benefits
▪ Increases operational flexibility, especially for high-mix, low-WIP
▪ Reduces waste (waiting, inventory)
▪ Increase area utilization and capacity
Lean Manufacturing Toolbox 51Tim Conway
Setup Reduction (cont.)
Techniques
▪ Convert Internal Setup (IS) activities to External Setup (ES)
• Internal Setup must be performed while the machine/process is stopped
• External Setup can be performed while the machine/process is still running
▪ Remove useless setup steps, adjustments and quals
▪ Simplify tooling (jigs, clamps, interlocks, etc.)
▪ Simplify procedures
▪ Do procedures in parallel
▪ Standardize (checklists)
Lean Manufacturing Toolbox 52Tim Conway
Kaizen
“Kai” means “change.” “Zen” means “good” (for the better).
Kaizen typically means small improvements, carried out on a continual basis
and involving all people in an organization.
Objective: Reduce losses and inefficiencies in the workplace
Example Kaizen system: Idea System
A version of Kaizen called Kaizen Blitz is a focused, short-term effort to resolve
a specific issue. Typically <1-2 wks.
Lean Manufacturing Toolbox 53Tim Conway
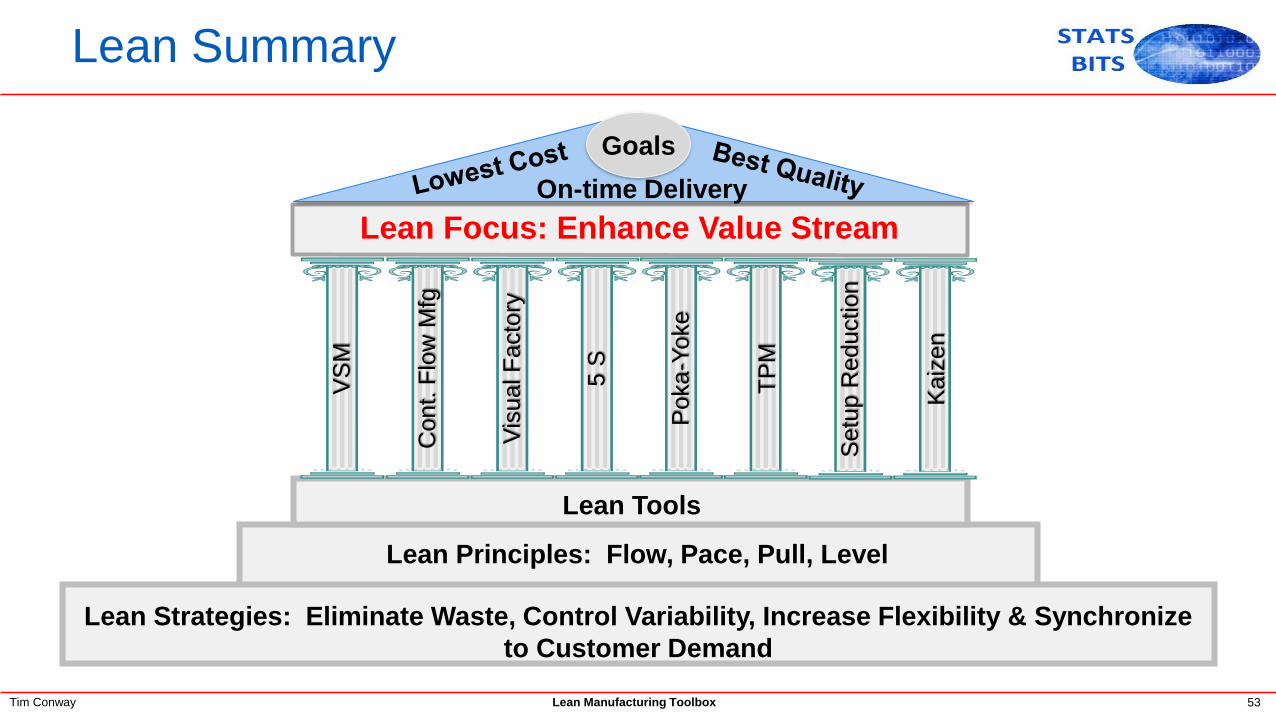
Lean Summary
Lean Principles: Flow, Pace, Pull, Level
Lean Tools
Kaiz
en
On-time Delivery
Goals
Setu
p R
eduction
TP
M
Poka-Y
oke
5 S
Vis
ual F
acto
ry
Cont. F
low
Mfg
VS
M
Lean Focus: Enhance Value Stream
Lean Strategies: Eliminate Waste, Control Variability, Increase Flexibility & Synchronize
to Customer Demand
Lean Manufacturing Toolbox 54Tim Conway
Summary
Thank you for attending!
This course has covered the following:
▪ The concepts of Lean Manufacturing and Value Stream
▪ Types of activities: Value-Added, Non-Value-Added and Incidental
▪ The 7 types of wastes
▪ 4 strategies to remove waste
▪ Several lean tools
Questions?
Lean Manufacturing Toolbox 55Tim Conway
Attachment: To Batch or Not To Batch

Lean Manufacturing Toolbox 56Tim Conway
Small Queue Batches Reduce Inter-Step Wait Times
Lean Manufacturing Toolbox 57Tim Conway
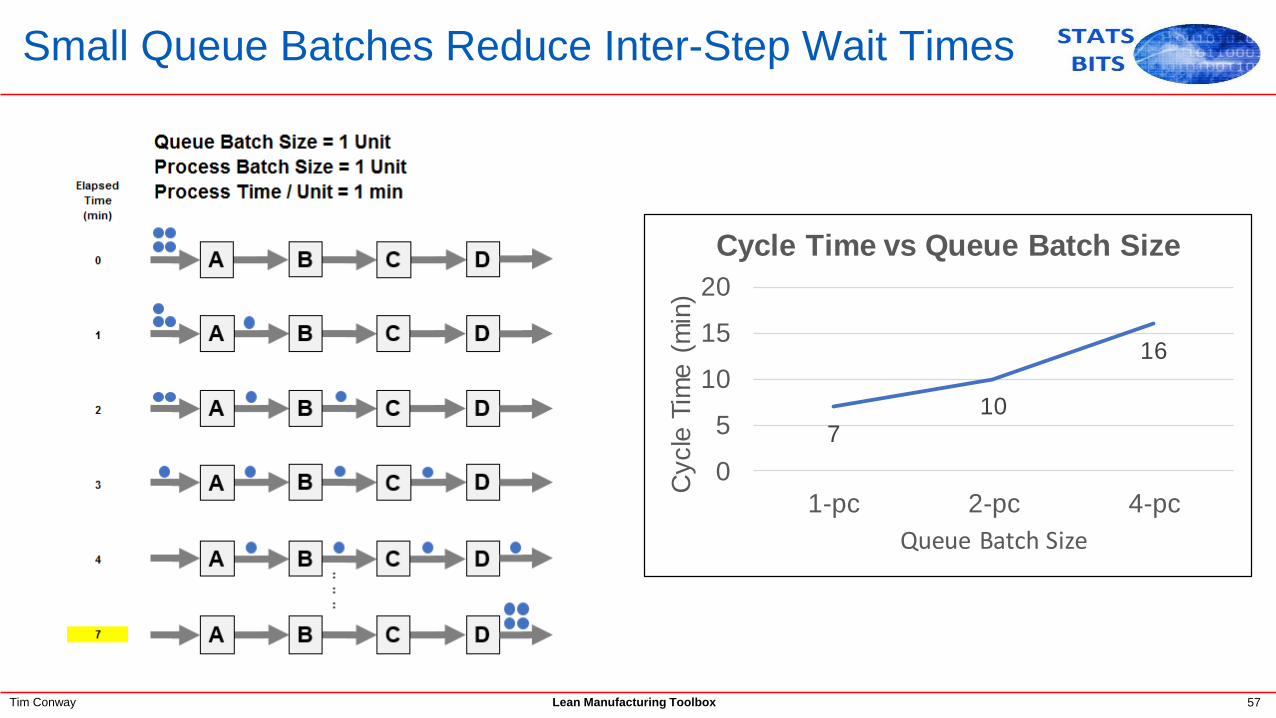
Small Queue Batches Reduce Inter-Step Wait Times
710
16
0
5
10
15
20
1-pc 2-pc 4-pc
Cycle
Tim
e (
min
)
Queue Batch Size
Cycle Time vs Queue Batch Size
Lean Manufacturing Toolbox 58Tim Conway
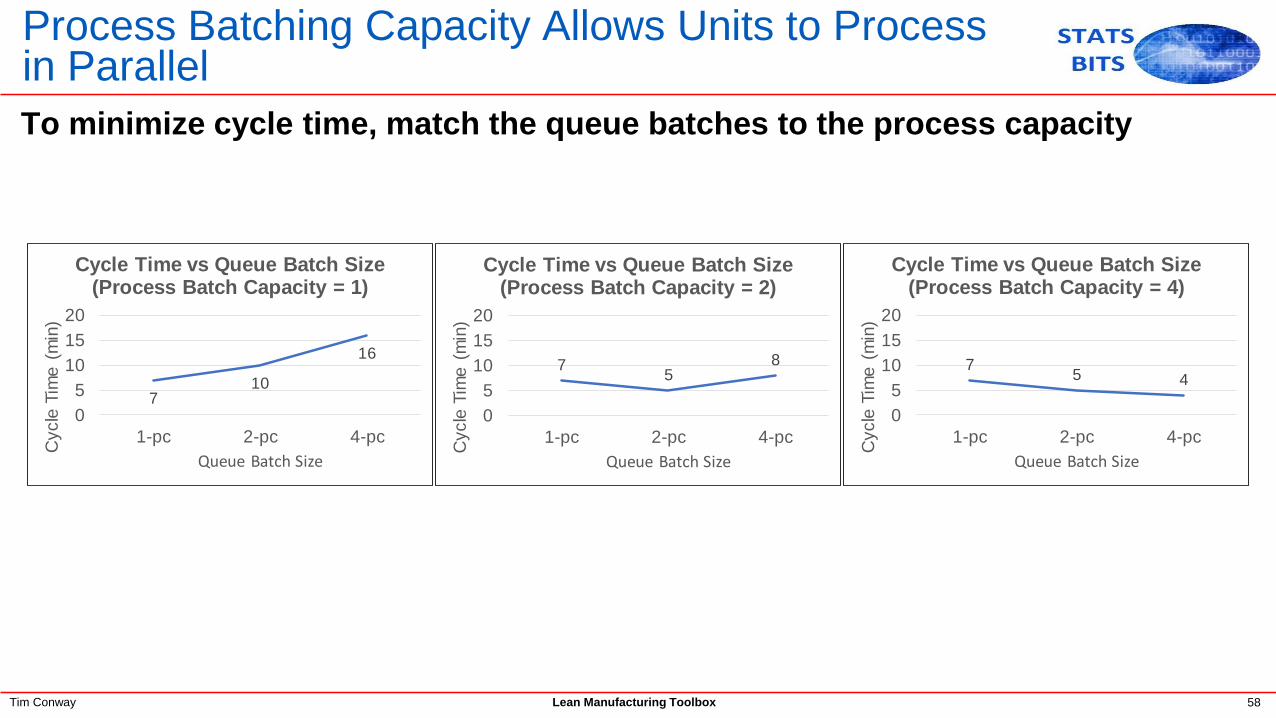
Process Batching Capacity Allows Units to Process in Parallel
To minimize cycle time, match the queue batches to the process capacity
710
16
0
5
10
15
20
1-pc 2-pc 4-pc
Cycle
Tim
e (
min
)
Queue Batch Size
Cycle Time vs Queue Batch Size(Process Batch Capacity = 1)
75
8
0
5
10
15
20
1-pc 2-pc 4-pc
Cycle
Tim
e (
min
)Queue Batch Size
Cycle Time vs Queue Batch Size(Process Batch Capacity = 2)
75 4
0
5
10
15
20
1-pc 2-pc 4-pc
Cycle
Tim
e (
min
)
Queue Batch Size
Cycle Time vs Queue Batch Size(Process Batch Capacity = 4)