italian national agency for new technologies, energy and...
TRANSCRIPT

Italian National Agency for New Technologies,
Energy and Sustainable Economic Development
Ing. Raniero Trinchieri
Unità Tecnica Tecnologie avanzate per l’Energia e l’Industria
Laboratorio di Termofluidodinamica applicata ai Sistemi Energetici
www.climatizzazioneconfontirinnovabili.enea.it

2
Caratteristiche dei refrigeranti naturali
ODP GWP Infiammabilità Tossicità Sostanza
Naturale
Refrigeranti
Naturali
CO2 0 1 - - Si
HC 0 3 ++ - Si
NH3 0 ≒0 + + Si
HFC
R134a 0 1300 - - No
R410A 0 1900 - - No
R407C 0 1600 - - No
HCFC R22 0.055 1700 - - No
La CO2 possiede elevata compatibilità ambientale: ODP=0, GWP trascurabile
La CO2 è sicura: Non infiammabile, Non tossica, non è richiesto un recupero
#1. La CO2 è un fluido naturale
LE PROPRIETÀ DELLA CO2 COME FLUIDO REFRIGERANTE
ODP (potenziale di distruzione dell’ozono)
GWP (potenziale di riscaldamento globale)
* *
Es. un gas con GWP100 pari a 1.300, significa che 1 Kg di questo gas introdotto in atmosfera, in 100 anni,
causerà lo stesso effetto serra di 1.300 Kg di anidride carbonica (CO2).
Si deduce facilmente che più basso è il valore GWP minore è l’’’’impatto del gas sull’effetto serra.

3
La CO2 non condensa sul lato superiore del ciclo perché la
pressione del punto critico è minore della pressione di lavoro
(Ciclo Transcritico)
Alta Capacità Volumetrica, Ridotte Perdite di carico
#2. La CO2 è vincente nelle PdC
Enthalpy [kJ/kg]
Per il ciclo transcritico a CO2, esiste una pressione superiore del cicloottimale, in funzione della temperatura di uscita della CO2 dal gas cooler
Punto Critico (31 ⁰C)
Pressione Critica (73,8 bar)
CO2
HFCs
Punto Critico
R410A 72⁰C
R407C 86 ⁰C
R134a 101 ⁰C
R404A 72 ⁰C
Isoterme
Pre
ssu
re [
MP
a]
●
●
LE PROPRIETÀ DELLA CO2 COME FLUIDO REFRIGERANTE

4
I PREGI DELLE POMPE DI CALORE A CO2
� Le PdC a CO2 sono in grado di riscaldare
acqua calda sanitaria fino a una
temperatura di 90°°°°C, non ottenibile congli altri refrigeranti tradizionali� Sono attese prestazioni elevate anchecon temperature ambientali molto basse,fino a -20°C; gli altri refrigeranti lavoranofino a temperature dell’ordine di -10°C� Possibilità di realizzare sistemi integrati
per utilizzare l’acqua calda prodotta comeacqua calda sanitaria e nel riscaldamentodomestico� Operando con ciclo transcriticol’elemento che maggiormente influenza il
COP (coefficiente di performance) del cicloè la temperatura dell’acqua in ingresso al
gas cooler.� Quando la temperatura iniziale dellasorgente fredda è bassa, il COP di sistemi aCO2 è superiore rispetto agli altrirefrigeranti [1]
Applicazioni per produzione A.C.S.
Applicazioni per riscaldamento ambienti

L’IMPORTANZA DELLA PRESSIONE SUPERIORE PGC
• La CO2 subisce una riduzione(glide) di temperatura notevoledurante il rilascio termico al gascooler, che può essere sfruttataper ottimizzare il COP. Lavorarealla pressione ottimale al GCconsente di migliorare
l’efficienza di scambio termico.La pressione al GC deve esseretale da mantenere un pinchpoint adeguato nel GC.
• In tal modo, l’approccio ditemperatura sul lato freddo delgas cooler si riduceconsiderevolmente
5
→ TCO2_outGC ≈ Twater_in GC

0
1
2
3
4
5
6
40 90 140 190
CO
P [
-]
pGC [bar]
20 °C25 °C30 °C35 °C40 °C45 °C
TCO2_outGC [°C]
A livello di ciclo, la scelta della corretta pGC può consentire cospicui incrementi diCOP, a parità di TCO2_outGC.Dimensionando opportunamente il GC, in modo da adeguare i profili di temperaturaCO2-acqua, è possibile ridurre la temperatura della CO2 in uscita dal gas cooler equindi la pressione ottimale di lavoro, e ottimizzare il COP [1,2]
Tev =0°C
Δtsur =5 °C
ηis =0.7
L’IMPORTANZA DELLA PRESSIONE SUPERIORE PGC
6
COP =
(h2-h3)/(h2-h1)

Experimental Facility (CO2 Heat Pump)
Campagna sperimentale in tre fasi su una PdC commerciale a CO2 aria(evaporatore) - acqua (gas cooler) per produzione di ACS di potenza 4,5 kW
OBIETTIVO
Valutazione delle prestazioni reali della macchina al variare del carico termico richiesto, della temperatura ambiente e della temperatura dell’acqua in ingresso alla pompa di calore.
7

Evaporator (Air)
DC Rotary two stage compressor
Gas cooler design
Refrigerant Amount
0,86 kg
8

9
1st Stage
2nd Stage
Motor ShellLow
pressure
High
pressure
Internal
intermediate
pressure

10
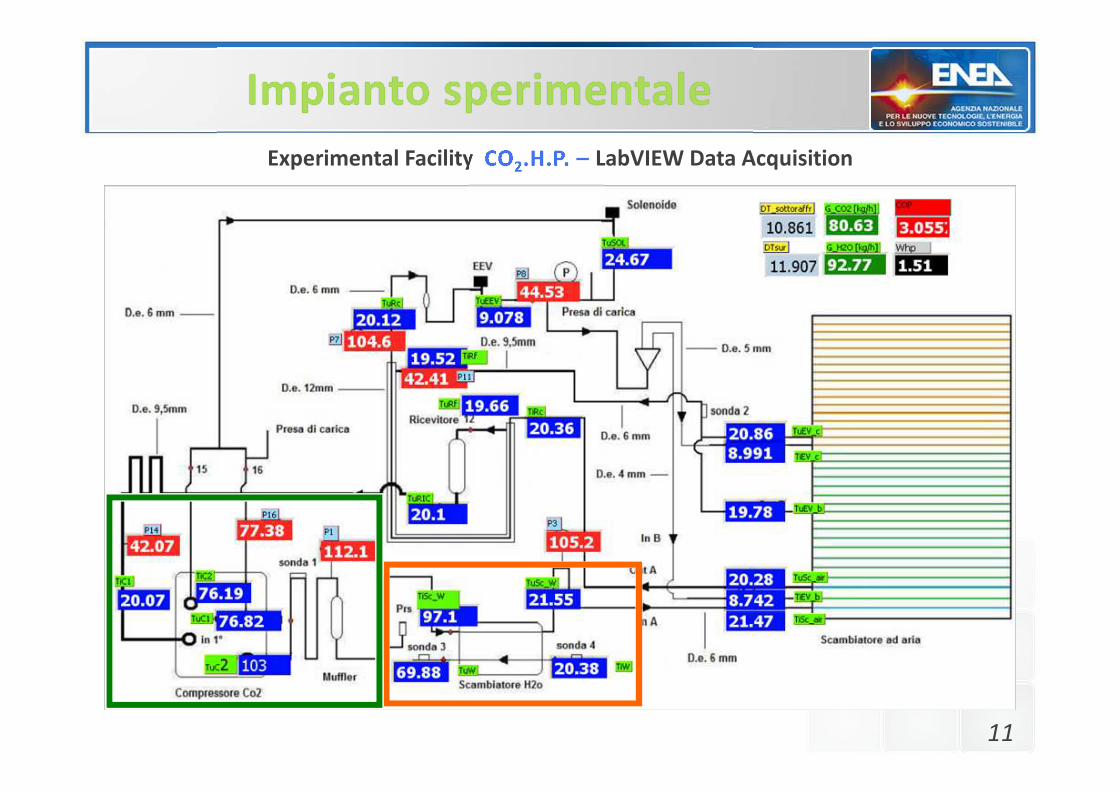
La PdC è stata strumentata con termocoppie, trasmettitori di pressione e misuratori di portata
a effetto Coriolis per monitorare lo stato termodinamico della CO2 in condizioni di esercizio in ingresso/uscita dei principali componenti:
� compressore rotativo bistadio con inverter
� scambiatore ad acqua (gas cooler tubo in tubo) e ad aria (evaporatore)
� valvola elettronica di espansione
� ricevitore
Anti-freezing circuit
Electronic
Particolare freezing protection
11
Experimental Facility LabVIEW Data Acquisition

12
Sono state condotte tre serie di prove in camera climatica:
� 1^ serie : condotta variando la portata di acqua in entrata al gas cooler della pdc e fissando Tamb a 19 °C e Twater_in GC a 16°C
� 2^ serie : condotta variando sia la portata di acqua in entrata al gas cooler della pdc sia la Tamb (da -10 a 20°C)
� 3^ serie : condotta variando tutte le condizioni al contorno
(portata e temperatura dell’acqua e Tamb)
Dopo il transitorio iniziale, sono state raggiunte e mantenute condizioni stazionarie di funzionamento della PdC

Prestazioni del compressore:
efficienza globale del compressore
ηg = [GCO2 · (houtCPis – hinCP)]/ Wel
• GCO2 : portata di CO2
• houtCPis : entalpia in uscita CP
• hinCP : entalpia in ingresso CP
• Wel : potenza elettrica assorbita
13
0,67
0,68
0,69
0,7
0,71
0,72
0,73
2,2 2,4 2,6 2,8 3 3,2 3,4 3,6
-5 0 5101520
η g [-]
β [-]
Tamb
[°C]
• ηg varia tra 0.67 e 0.75, ampiamenteaccettabile anche con condizioni alcontorno sfavorevoli (temperatureambiente molto basse).

14
�Twater out PdC al variare di Gwater
� Twater decresce con Gwater
� A parità di Gwater, Twater cresce con pGC
� COP della PdC in funzione di Gwater
� crescente con Gwater
1^ SERIE DI TEST (Tamb fissata a 19°C)
25
30
35
40
45
50
55
100 150 200 250 300 350
82
86
90
TA
CS
[°C
]
Gwater
[kg/h]
pinGC
[bar]
a)

15
� εGC = (TinGC-ToutGC) / (TinGC-Twater IN )
(fluido con capacità termica minore CO2)
� εGC unitaria se Gwater è elevata
� εGC unitario implica DT sul lato freddodel GC = 0 (TCO2 outGC ≈ TWATER IN )
1^ SERIE DI TEST (Tamb fissata a 19°C)
3,6
3,8
4
4,2
4,4
4,6
0,75 0,8 0,85 0,9 0,95 1 1,05
110140200280320
CO
P [-
]
εGC
Gwater
[kg/h]
a)
3,6
3,8
4
4,2
4,4
4,6
-2 0 2 4 6 8 10 12 14
100140200280320
CO
P [-
]∆T
_GC_lato freddo [°C]
Gwater
[kg/h]
b)
Il COP aumenta con εεεεGC

� Con Gwater basse, i ratei di crescita diTwater nel GC sono maggiori (linea bluin figura).
Ciò causa un “pinch” di temperaturaall’interno dello scambiatore moltoridotto, riducendo l’efficienza del GC.
� La presenza di perdite di carico,dell ’ ordine dei 7-10 bar, nel GCtestato acuisce la problematicarelativa all’eccessivo “avvicinamento”dei profili di temperatura.
16
1^ SERIE DI TEST (Tamb fissata a 19 °C )
)

17
2^ SERIE DI TEST (Tamb variabile)
25
30
35
40
45
50
55
50 100 150 200 250 300 350
707478828690
TA
CS [
°C]
Gwater
[kg/h]
pinGC
[bar]
a)
0,7
0,75
0,8
0,85
0,9
0,95
1
1,05
50 100 150 200 250 300 350
707478828690
ε GC [
-]
Gwater
[kg/h]
pinGC
[bar]
b)
• Con la macchina testata si ottengono TACS
prossime ai 50°C con Gwater di 100 ÷150kg/h
• Per queste portate, εGC è bassa e ridotta,anche del 25%, rispetto alla ottimale
• A parità di Gwater, εGC cresce con pGC perla stessa motivazione termodinamicadescritta precedentemente (aumentodel valore di pinch all’interno delloscambiatore)

18
2^ SERIE DI TEST (Tamb variabile)
• Il COP varia con Gwater e Tamb. Con Gwater
basse, a parità di Tamb, la riduzione diCOP è da addebitare anche allariduzione di εGC
• Con Gwater maggiori di 200 kg/h, ildecremento di COP può essereattribuito alla condizione di lavorodell’evaporatore
• Il COP è infatti proporzionale a Tev per itest caratterizzati da εGC elevate
2
2,5
3
3,5
4
4,5
5
-10 -5 0 5 10 15 20
100150200280320340
CO
P [-
]
Tamb
[°C]
Gwater
[kg/h]
a)
2
2,5
3
3,5
4
4,5
5
-20 -15 -10 -5 0 5
7577.58082.58590
CO
P [
-]
Tev
[°C]
pinGC
[bar]
εGC
= 0.99
b)
• Tev, e la corrispondente pev,diminuiscono al decrescere di Tamb :aumenta il β e peggiorano le prestazioniglobali del compressore

19
3^ SERIE DI TEST
• Il COP decresce considerevolmente conTwater_inGC, con scarsa influenza di Tamb eGwater. Con Twater_inGC dell’ordine di 44°Cil COP si mantiene costante al variare diTamb, mentre per Twater_inGC minori siregistra un andamento del COP crescentecon Tamb
0.5
1
1.5
2
2.5
3
3.5
4
4.5
20 25 30 35 40 45 50
100150200280320340
CO
P [
-]
Twater in GC
[°C]
GH2O
[kg/h]
0.5
1
1.5
2
2.5
3
3.5
4
4.5
20 25 30 35 40 45 50
-30481020
CO
P [
-]
Twater in GC
[°C]
Tamb
[°C]
0.5
1
1.5
2
2.5
3
3.5
4
4.5
-10 -5 0 5 10 15 20 25
202428323644
CO
P [
-]
Tamb
[°C]
Twater in GC
[°C]

20
3^ SERIE DI TEST Una simulazione condotta imponendo Tev, ΔTsur e ηis uguali ai valori sperimentali ha consentito di ricavare, per ogni prova, la pressione al gas cooler ottimale (pGC_ott) e il corrispondente COP ideale ottenibile (COP_pGCott ), che è stato messo in relazione al COP sperimentale (COP_pGC):
ΔCOPpc = (COP_pGC-COP_pGCott)/COP_pGCott
Confronto tra pressione sperimentale e pressione ottimale
� Le prove a sinistra della bisettrice con pGC diversa da pGC_ott per massimo il 10% hanno un valore di COP_pGC molto prossimo a COP_pGCott (scostamento massimo del 15%), mentre le altre prove a sinistra della bisettrice si ottengono COP minori del 15-65% rispetto ai massimi ottenibili. � Per i test a destra della bisettrice, invece si evidenziano numerose prove per le quali, pur con pGC leggermente minori di pGC_ott , si ottengono valori di COP_pGC molto minori di COP_pGCott , con differenze percentuali anche del 35-45%.
La maggior parte delle prove presenti in questa fascia è
caratterizzata da TCO2_outGC comprese tra 30 e 40 °°°°C. In questi casi,
valori anche leggermente minori dell’ottimale conducono a
decrementi considerevoli di COP.
40
50
60
70
80
90
100
110
120
40 50 60 70 80 90 100 110 120
-65-55-45-35-25-15-10
p outG
C [b
ar]
pottimale
[bar]
∆COPpc [%]
+10%
-10%
40
50
60
70
80
90
100
110
120
40 50 60 70 80 90 100 110 120
15202530354045
p outG
C [b
ar]
pottimale
[bar]
TCO2_outGC
[°C]

21
Tht-1
Tht-2
Tht-3
Tht-4
Circolatore
60°C0%
Rete 10°°°°C
60°°°°C
10°°°°C
500 L
...inizialmente
2 x 250 L = 500 L
ON
250 L 250 L
FONTE [3]: Francesco Frau – Termal Hot Wave – Mitsubishi Heavy Industries
OTTIMIZZAZIONI: IL CONTROLLO DELLA TEMPERATURA DELL’ACQUA DI ALIMENTO
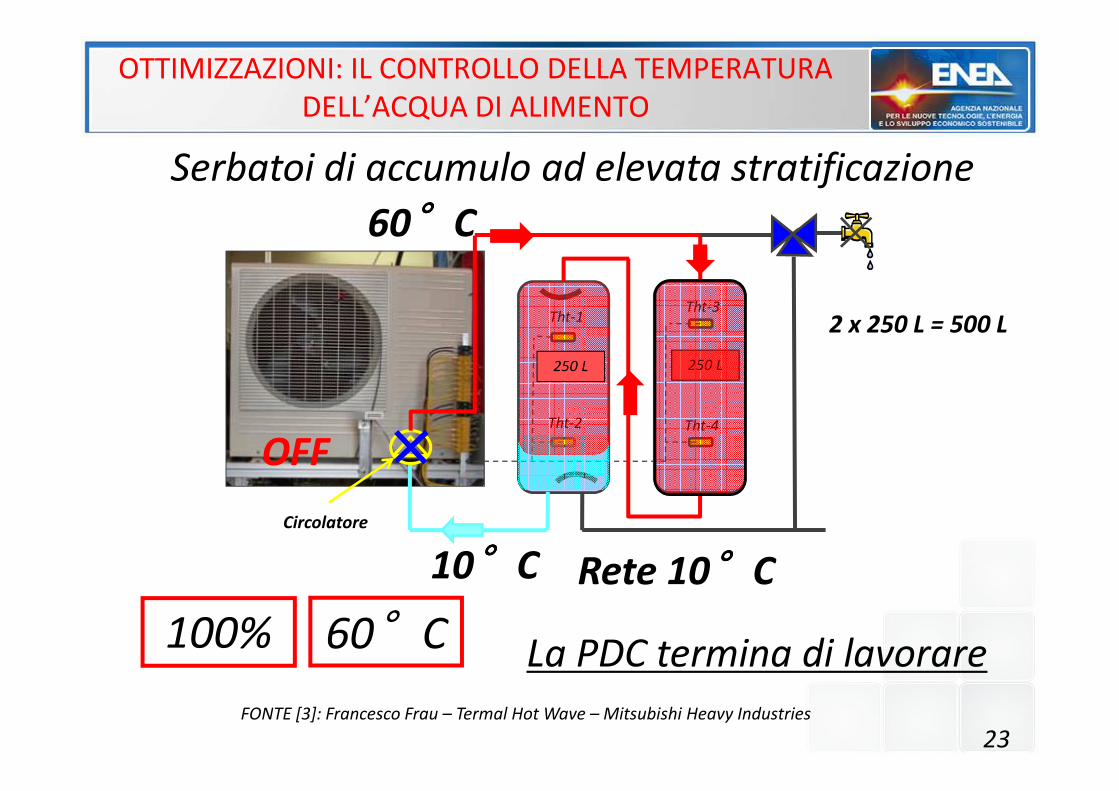
Nel settore residenziale la produzione di acqua calda sanitaria mediante pompa di calore avviene con accumulo,
in quanto l’energia primaria richiesta per produzione istantanea sarebbe nettamente superiore alla potenza
elettrica disponibile al contatore. Tuttavia, all’aumentare della temperatura dell’acqua nel serbatoio può
riduzione importante dell’efficienza della macchina.

22
50% ...fase di carica serbatoi
FONTE [3]: Francesco Frau – Termal Hot Wave – Mitsubishi Heavy Industries
Tht-1
Tht-2
Tht-3
Tht-4
Circolatore
60 °C
Rete 10°°°°C
60 °°°°C
10°°°°C
500 L
2 x 250 L = 500 L
ON
250 L 250 L
OTTIMIZZAZIONI: IL CONTROLLO DELLA TEMPERATURA DELL’ACQUA DI ALIMENTO
Serbatoi di accumulo ad elevata stratificazione
23
100% La PDC termina di lavorare
FONTE [3]: Francesco Frau – Termal Hot Wave – Mitsubishi Heavy Industries
Tht-1
Tht-2
Tht-3
Tht-4
Serbatoi di accumulo ad elevata stratificazione
Circolatore
60°C
Rete 10°°°°C
60°°°°C
10°°°°C
2 x 250 L = 500 L
OFF
250 L250 L
OTTIMIZZAZIONI: IL CONTROLLO DELLA TEMPERATURA DELL’ACQUA DI ALIMENTO
Le prove sperimentali condotte su una pdC commerciale a CO2 da 4.5 kW hannoconsentito di evidenziare alcuni aspetti interessanti:
�Il compressore bistadio in dotazione alla macchina garantisce rendimenti elevati inogni condizione
�Per ottenere εGC elevate deve essere correttamente impostata la pressionesuperiore del ciclo
�E’ importante disporre di sistemi di controllo e gestione della macchina efficienti(ad esempio, per ottimizzare tramite l’inverter del compressore la pressione al gascooler al variare delle condizioni al contorno)
�L’uso di sistemi in grado di stabilizzare le condizioni termodinamiche dell’acqua dialimento può garantire il funzionamento della PdC sempre con elevati COP
CONCLUSIONI
E’’’’ plausibile ritenere che, per macchine di potenza tale da produrre ACS
nel quantitativo e alla temperatura richiesta dalla norma UNI 9182:2010,
si possa disporre di compressori aventi efficienze superiori rispetto a
quelli di taglia inferiore e che si possano realizzare gas cooler con
efficienze molto elevate, viste le alte portate e le elevate pressioni di
lavoro24

Grazie per l’attenzione
http://www.climatizzazioneconfontirinnovabili.enea.it/
““““Climatizzazione con fonti rinnovabili””””
Le nostre attività di ricerca e sviluppo:
25

RIFERIMENTI BIBLIOGRAFICI
Per la redazione di questa presentazione sono state utilizzate figure tratte da:
1. P. NEKSÅ, H. T. WALNUM and A. HAFNER, CO2 - A REFRIGERANT FROM THE PAST WITH PROSPECTS OF BEING ONE OF THE MAIN REFRIGERANTS IN THE FUTURE, 9th IIR Gustav Lorentzen Conference 2010 - natural refrigerants – real alternatives, Sydney, April 12-14, 2010
2.CAVALLINI A. 2004. PROPERTIES OF CO2 AS REFRIGERANT. European Seminar Carbon dioxide as a refrigerant, Centro Studi Galileo Milano
3.Presentazione AiCARR Torino: Francesco Frau – Termal Hot Wave – Mitsubishi Heavy Industries
26

27
3^ SERIE DI TEST La macchina è stata ottimizzata per lavorare con COP prossimi all’ottimale quando Twater_in GC è dell’ordine di 30°C.
�Utilizzando sistemi (come serbatoi ad alta stratificazione) per la stabilizzazione di Twater_inGC è
possibile far lavorare la macchina sempre con COP elevati al variare del carico termico
richiesto e al variare delle altre condizioni al contorno
Alla diapo 20
-0.8
-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
15 20 25 30 35 40 45 50
-6 0 4 8
121620
∆CO
Ppc
[%]
Twater in GC
[°C]
Tamb
[°C]
-0.7
-0.6
-0.5
-0.4
-0.3
-0.2
-0.1
0
0 0.2 0.4 0.6 0.8 1
-6 0 4 8121620
∆CO
Ppc
[%]
x in EV
[-]
Tamb
[°C]