investigation on low temperature on farm drying …ejtafs.mardi.gov.my/jtafs/05-1/low...
TRANSCRIPT

MARDI Reg Bull. 5. l: (73 *86)
INVESTIGATION ON LOW TEMPERATURE ON FARMDRYING OF PADDY IN MALAYSIA
OOI HO SENG
Accepted for publication on 11 May, 1976
R]NGKASAN
Kebaikan dan perlunya pengeringan padi diusahakan oleh petani-petani sendiridibincangkan. Kajian keatas kertas-kertas terbitan yang lepas mengenai penggunaan kepanasan darijentera-jentera untuk tujuan pengeringan padi telah ddalankan. Pengeringan padi di Malaysiadengan menggunakan suhu udara yang rendah telah dikaji secara teori. Diperingkat awalpenyelidikan, jentera jenis gasoline yang berkekuatan 3 hp. (yang disambungkan kepada kipas)d{gunakan untuk meniup angin menerusi padi dalam peti yang luas permukaannya 8 kaki x 8kaki persegi (atat 2.4 meter x 2.4 metet persegi). Kepentingan keadaan cuaca keatas penggunaansuhu udara yang rendah ini untuk tujuan mengeringkan padi telah ditunjukkan.
INTRODUCTION
Inadequacy and delay in the use of controlled-drying facilities particularly during the peakharvesting period of off-season crop has resulted in substantial losses of paddy annually.Damped paddy of 24% moistwe content (wet basis).and above will begin to germinate within
48 hours unless dried very soon to safe storage of about 14% moisture content. Paddy at 18%moisture content shows a mark increase in deterioration within 2 weeks (DaNrt, et al., 1969).Most mills in Muda do not attempt to temporarily half-dry their paddy (to moisture content ofl6Vo to l8V) duing the peak harvesting period to spread out the load over a longer periodthereby increasing their effective drying capacities (The author was involved in the 1975 PostHarvest Grain loss Study in Muda (Tropical Product Institute, 1975)). The economic success ofdouble-cropping in this country may depend to an appreciable extent on the availability ofsuitable dryers that can be readily and easily used at the farmer's level. One of the observationmade by the author personally as a result of his participation in the post-harvest study onpaddy grain loss is that it is a common practice among farmers in the Muda area to sun-drytheir own paddy even during the wet off-season harvest instead of bringing their harvestedgrains quickly enough to available drying complexes to minimise the deterioration of quality(see Appendix 1). Under such circumstances, it appears that artificial drying should beintroduced to the farmers. Among the advantages of on-farm drying are:
a) farmer can store paddy until market conditions are better thus giving him greatercontrol over the marketing of his produce.
b) it will ease harvesting, transportation and investment problems as well as reducefarmer's reliance on costly immediate transport.
c) it will spread out the peak load on existing drying facilities.d) millers can pick up the paddy at farmer's place or any suitable assembly and storage
place instead of going through the middlemen.e) it allows cleaning of paddy to be carried out andf) quality of grains would be greatly improved which would in turn fetch a better
price of paddy for the farmers and result in an overall increaqe in whole riceproduction for the country.
73
Ambient air can seldom dry paddy to any significant extent due to the generally high
relative humidity prevailing in this country. However increasing air temperature by a few
degrees often can lower relative humidity enough to allow paddy to dry to safe storage
moisfure level. The use of waste engine heat to raise air temperature for paddy drying at
farmer's level was investigated in the present study.
Review of relevent literature
BoycE, D.S., (1960) experimented on the use of waste heat of an internal combustion
engine for drying of paddy. A 5 hp. air-cooled engine was used to deliver air through a 414 ft.
column of paddy in the bin of capacity of about 2 tons. A small plate-type heat exchanger was
used for extracting the exhaust heat. The difference in moisture content between top and
bottom of bin after drying was about 6 percent, which was rather high.
S9EMANGAT, et al., (1973) used low drying air temperature of 95oF from engine heat
for drying paddy and compared that to higher temperatures of l00oF and 125oF at air
velocities of tO *a 30 cfm/ftz (cubic feet per minute square foot) and grain depths of 6 to
24 inches. It was found that energy requirements was minimised with a large bed of 100 to
2OO ft2, since low air temperature and low air velocity could be used. The use of auxilliary
heat was found to increase throughout but cost was also increased and efficiency lowered.
ESMAy and TsOupORDE, (1913) discussed the technical details of a small batch-type
slow dryer using waste heat from a fan engine of 2rh hp. They proposed the use of this dryer
for farm and village paddy drying in tropical and semi-tiopical areas. Air heated up to 5-10oF
(i.e. 2.8-5.6"C; above ambient was found to be sufficient to reduce relative humidity of air
down to the desired value of 65%. In this country a temperature rise of 5-15oF would be
required.
There was very little work done on drying of paddy under Malaysian conditions that
would enable sound recommendations to be made to the local farmers on artificial drying of
paddy. In the present work, a theoretical evaluation of low temperature drying of paddy was
presented. A preliminary experimental study on the use of waste engine heat for drying of
paddy was also included.
Need for drying facility at the Farmer's Level
From the weather records (summarised and presented in the following section) it is
apparent that sun-drying is not dependable in the off-season. In a joint post'harvest grain loss
riuOy *itr a team from Tropical Product Institute in the Muda Irrigation region during the
off-season harvesting period from July to September 1975, it was noted that appreciable
spoilage losses of paddy (measured with respect to grain head yield) occured because of the
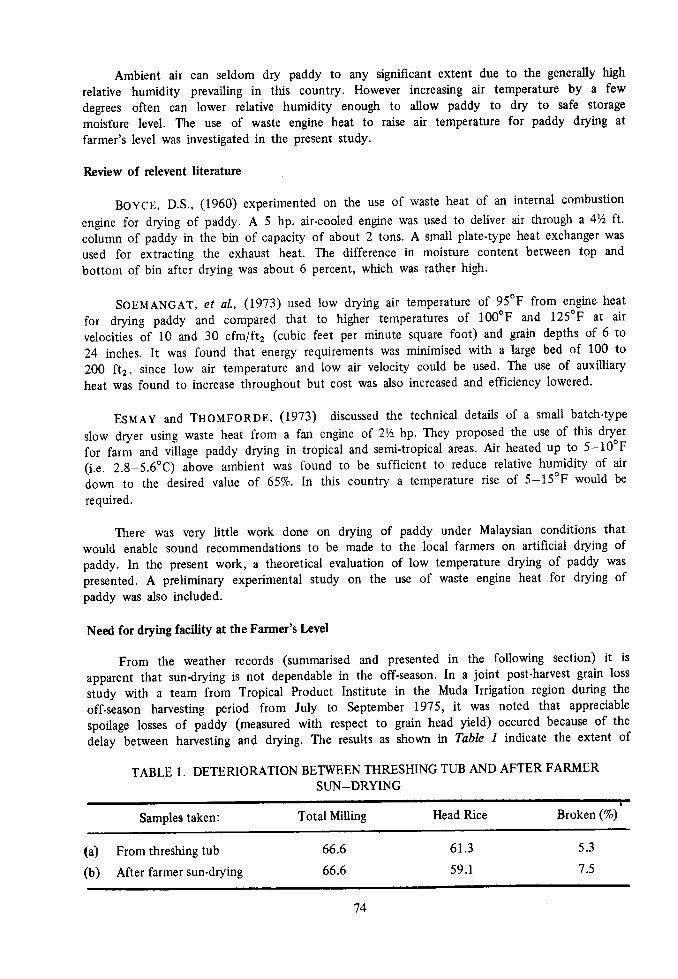
delay between harvesting and drying. The results as shown in Table I indicate the extent of
TABLE I. DETERIORATION BETWEEN THRESHING TUB AND AFTER FARMER
SI]N-DRYING
Samples taken: Total Milline Head Rice Broken (%)
(a) From threshing tub
(b) After farmer sun-drying
66.6
66.6
61.3
59.1
5 .3
I . >
74

deterioration occurring between the time the paddy was threshed in the field and after farmer
sun -d ry ing TP I (1975 ) .
On the average there was a 2.2% reduction in head yield after farmer sun-drying and an
equivalent increase in the broken grains with a negligible change in the total milling yield. In
sopre cases very high percentages of broken grains was registered (as high as 15 to 2O%) due to delay
in drying and poor sun-drying control. As a rough estimate there was a drop of about lVo in
the nrilling yield for every I day delay in drying of wet padi of 24% moistute content (wet
basis) and above.
Anrolg those interviewed, it was found that nearly 100% of the farmers dry some or all of
tf ieir paddy (either at the roadside or at their hornes). A large portion of the sun-dried paddy
were kept for own consurnption, ranging from l0 to 20 bags per farmer per season and the rest
were sold. From the paddy samples taken from the farmers threshing tubs and on its anival at
the mills, it was found that fairly serious losses and deterioration occurred. As shown in Table 2
there was a l% loss in total rnil l ing yield and a 4.2% decrease in head yield Trt (1975).
TABLE 2. LOSSES AND DETERIORATION BETWEEN THRESHING TUB AND MILL GATE
Sanrples taken: Total Mil l ing Head Rice Broken (%)
(a) Frorn threshing tub
(b) On arrival at rnill
67.3
66.3
64.7
60.s
2.6
5 .8
It was noted that most of the paddy sold were either inadequately dried or undried (as
weather did not permit) and almost all of those that were dried were sun-checked. Paddy
arriving at the rnills had moisture contents ranging from 18% to 30% (wet basis). Much more
serious losses and deterioration occurred at the mills before and during the process of drying
the wet paddy to safe storage level and to the moisture level suitable for the milling process.
It can tl.rus be seen that there is an urgent need for a suitable dryer to be introduced to
the farmers so tl.rat the paddy which is to be sold can be properly and quickly half-dried after
harvest to about l8% moisture content and that for own consumption to the safe storage level
of 14% (see Appendlx 1). The economic importance of on-farm drying with respect to increase
in head rice production in this country is apparently quite significant.
Weather records
The average temperature for the months of July and August (i.e. during the off-season
harvest) was about 27 to 28'C (80.6 to 83.4"F) with daily maximum at 3l to 33'C (87.8 to
91.4'F) and daily minimum at 22 to 24'C ('t1.6 to 75.2"F). The weather records were
obtained from the Meteorological Station at Alor Star. The relative humidity of the air on dry
days varied from 85 to 90% in the morning to about 60 to 7O% at noon and going up again
to 80% and above in the evenings. For about seven hours of the day (between 1000 and 1800
hours) the relative humidity was about 75Vo and below. The average rainfall at Alor Star over a
25 year period from l95l to 1974 for the month of July was 195.4 mm. and for the month
of August was 218.6 mm. There were 13 rainless days in July 1975 arft 16 rahless days in
August 1975. Duration of rain averaged at 2 to 3 hours at a time. It is not unusual after an
early nrorning rain for relative humidity to decrease below 75% in the aftemoon.
t )

Criteria for selection of a farm-level dryer
The following criteria were considered in the selection of the dryer:-
-a) The cost of dryer should be within the means of a farmer or a small group of
farmers.b) The operation of dryer must be simple enough to be within farmers capability.
c) It should possess the flexibility to handle paddy of different varieties and moisture
contents.d) It should be flexible with respect to capacity to cope with changing requirements'
e) It should preferrably make use of existing machines in the farms as its source of
power and any cheap, locally available material as its source of heat.
f) The dryer should be light and easily transportable.
From practical consideration a batch dryer of I to 2 tons (i.e. 1000-2000 kg) capacity
(making use of the power and waste heat from a pedestrian powertiller engine) was perhaps the
most suitable dryer for the farmers (see Appendix 2). The problem of over'heating or
over-drying of grains was overcome by using high flowrate of low temperature air. This dryer
could easily and efficiently be operated by the farmer as it would not require the operator to
have a good understanding of rice drying technolory. The additional cost of the dryer bin and
fan, which the farmer would have to incur, to attach to his existing power tiller was estimated
at about M$300-$500. This is within the means of the farmen in the Muda region.
THEORETICAL EVALUATION OF LOW TEMPERATURE DRYING OF PADDY
(a) Drying Air Temperature and Relative ltumidity
From the weather records it is clear that ambient atmospheric air can only be used
for drying of paddy on certain dry days and for only a limited period of time during those
days. However increasing air temperature by a few degrees could lower the relative humidity of
the air sufficibntly to dry paddy to safe storage moisture content. Drying of the grain can only
take place if the relative humidity of the drying air is lower than that corresponding to the
moisture content of the grain in hygroscopic equilibrium. The minimum temperature increase
required for average air condition for drying paddy to the desired final moisture content may
be summarised as shown in Table 3.
TABLE 3. MINIMUM TEMPERATURE INCREASE REQUIRED FOR DRYING OF
PADDY TO DESIRED MOISTURE CONTENT
Ambient air condition Minimum Temperature Increase Required to dry to
Temp ("F) RH (%) {a ) 18%m.c . (b) 16% m.c. (c) 14%m.c.
70 (21.1 'c)
90 (32.2"C)
100
90
80
5'F (2.8"C)
2 " F ( l . l ' c )
5"F (2.8'C)
2 ' F ( 1 . l ' c )
8'F (4.4"c)
5"F (2.8"C)
1"F (0.6"C)
8"F (4.4"C)
5 'F (2 .8 'C)
1"F (0 .6 'C)
14'F (7.8"C)
1 1 " F ( 6 . 1 ' C )
6"F (3.3"C)
2 ' F ( 1 . 1 ' C )
l4 'F (7.8'C)
1 1 ' F ( 6 . 1 " C )
6'F (3.3"c)
70
100
90
80
10 " o r ; ( 1 . l o C )- - L
76

For the same relative humidity of the air but at different ternperatures of 70"F and 90-F(i.e. 21.loC and 32.2'C respectively), the ternperature increases required for drying paddy to
the same desired final moisture content arc approximately sinri lar. The nrininrunt air
tenrperature- increase required to half-dry paddy to l6 18% moisture content is about 5oF(2.8"C) above ambient and that required to dry paddy to safe storage nroisture content is
about 10oF (5.6"C) above ambient. lt can be seen fron Table 3 that at relative humidity of
100% (i.e. on very wet or rainy days) a minimunr temperature ' incrcase of 5oF (2.8"C) isneeded for drying to 18% final moisture content. On less humid days with the same increase in
air temperature a lower final moisture content would be obtained. The actual moisture content
that is f inally obtained is however also greatly dependent on the grain condition, air f lowrate
and length of drying tirne. The values in Table 3 were derived by setting the relative hurnidityof drying air for 18% grain final moisture content at about 85%, for 16% ltnal moisture
content at about 78% and for 14% final moisture content at about 65% i.e 5% below the
respective static equil ibrium relative humidities ANG (1960). The temperature increases were
read out frorn a standard psychometric chart.
(b) Grain Moisture Content
The amount of moisture pick-up by the air at any particular relative humidity isdependent on the moisture content of the grain. The rate at which moisture can be extractedby the air from the paddy grains is determined by the difference in their respective vapourpressures. The weight of water that must be removed in drying paddy to the desired finalmoisture content may be summarised as shown in Table 4.
TABLE 4. AMOUNT OF MOISTURE TO BE REMOVED IN DRYINGPADDY TO DESIRED MOISTURE CONTENT
Initial MoistureContenr (%)
Moisture (kg per kg paddy) to be removed in drying to:-
(a) 18% m.c (b) 16% ms (c) 14%m.c .
30
28
26
24
22
20
l 8
0 . 1 5
o . t 2
0 .10
0.070.0s
0.03
0.00
o.t '7
0 . 1 4
0 . 1 2
0.09
0.07
0.05
0.03
0 . 1 9
0 . 1 6
o . l 4
0 . 1 I
0.09
0.07
0.05
To dry I kg. of paddy of ir,jtial moisture content of 30% (wet basis) to 18% (w.b.),
about 0.15 kg. of water has be removed by the drying air from the grains. The theoreticalcapability of air to absorb moisture corresponds to the difference between the saturatedmoisture content of air at wet-bulb temp€rature and moisture content of supply air at dewpoint (adiabatic cooling being assumed). The actual amount absorbed is always less.
(c) Air Florvnte
The velocity of the drying air (in meter per second) or the air flowrate (in
m3/sec/m2 of bed) is dependent on the pressure drop across the grain (for the same fan). The
77
pressure drop is governed by the depth of the grain and the condition of the grains. Lightly
packed dry grains offer less resistance to the flow of air than densely packed wet grains. The
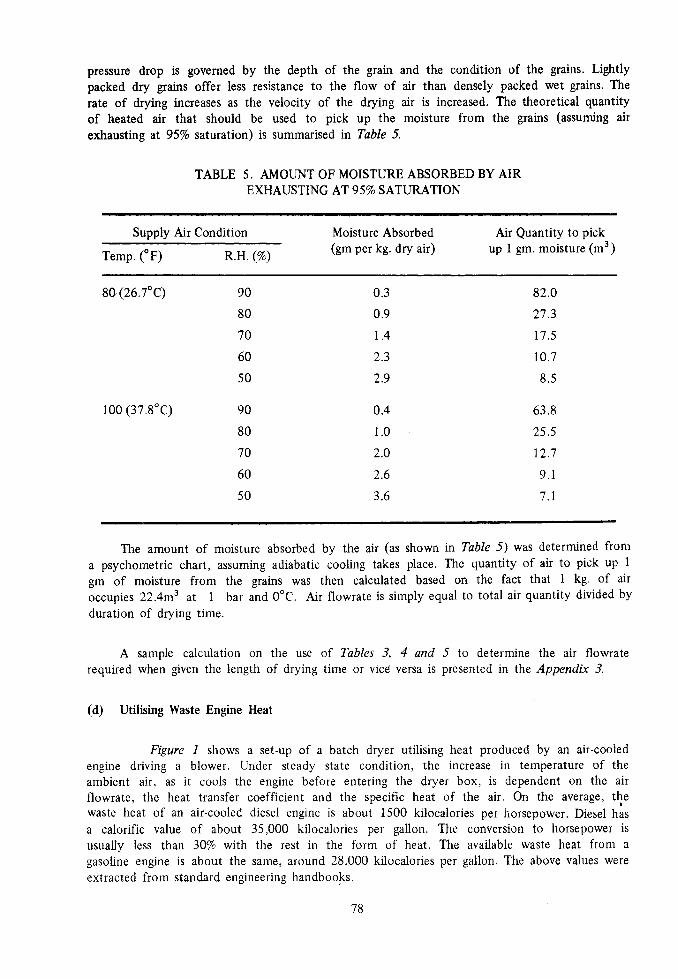
rate of drying increases as the velocity of the drying air is increased. The theoretical quantity
of heated air that should be used to pick up the moisture from the grains (assuming air
exhausting ar 95% saturation) is summarised in Table 5.
TABLE 5. AMOUNT OF MOISTURE ABSORBED BY AIREXHAUSTING AT 95Vo SATURATION
Supply Air Condition
Temp. ("F) R.H. (%)
Moisture Absorbed(gm per kg. dry air)
Air Quantity to pickup I gm. moisture (m3)
80 (26.7'C)
100 (37.8"C)
90
80
70
60
50
90
80
70
60
50
0.3
0.9
1 . 4
z . J
2.9
0.4
1 . 0
2.0
2 .6
3 .6
82.0
27.3
1 7 . 5
10.7
d . 5
63.8
25.5
12.7
9 . 1
7 . 1
The amount of moisture absorbed by the air (as showrr in Table 5) was determined from
a psychometric chart, assuming adiabatic cooling takes place. The quantity of air to pick up 1
gm of moisture from the grains was then calculated based on the fact that 1 kg. of air
occupies 22.4m3 at 1 bar and 0"C. Air flowrate is simply equal to total air quantity divided by
duration of drying time.
A sample calculation on the use of T'ables 3, 4 and 5 to determine the air flowraterequired when giverr the length of drying time or vicd versa is presented in the Appendix 3.
(d) Utilising Waste Engine Heat
Figure 1 shows a set-up of a batch dryer utilising heat produced by an air-cooledengine driving a blower. Under steady state condition, the increase in temperature of theambient air, as it cools the engine before entering the dryer box, is dependent on the airflowrate, the heat transfer coefficient and the specific heat of the air. On the average. thewaste heat of an air-cooled diesel engine is about 1500 kilocalories per horsepower. Diesel hasa calorific value of about 35,000 kilocalories per gallon. The conversion to horsepower is
usually less than 3O% with the rest in the fbrrn of heat. The available waste heat from agasoline engine is about the sarne, around 28,000 kilocalories per gallon. The above values wereextracted frorn standard engineering handbooks.
78
E)PERIMENTA L INVESTIGATION
In the present preliminary study, a 3 honepower air-cooled gasoline engine was used todrive an axial fan at 2500 r.p.m. It gave an air f lowrate of 3600 cubic feet per minute (or 102
m3/rnin) through a grain bed of 64 square feet (or S.9m2). The gasoline engine and fan wereencloseci in a cylindrical duct of 20 inches (or 0.508m) diameter. Provision was made to enableeasy flcw of ambient air into the dryer as it picked up heat from cooling the engine. Theexhaust gas from the engine was also passed into the dryer. Sri Malaysia I paddy at 20%moisture content (wet basis), weighing a total of 1640 lbs were loaded into the dryer bin togive a grain bed depth of about 9 inches. Readings of temperatures and moisture contents oftop and bottom grains, air duct temperature, ambient air temperature and ambient air humiditywere taken at hourly intervals. Paddy samples were taken at the end of the test to determinethe effect of exhaust gas on cooking quality.
RESULTS AND DISCUSSION
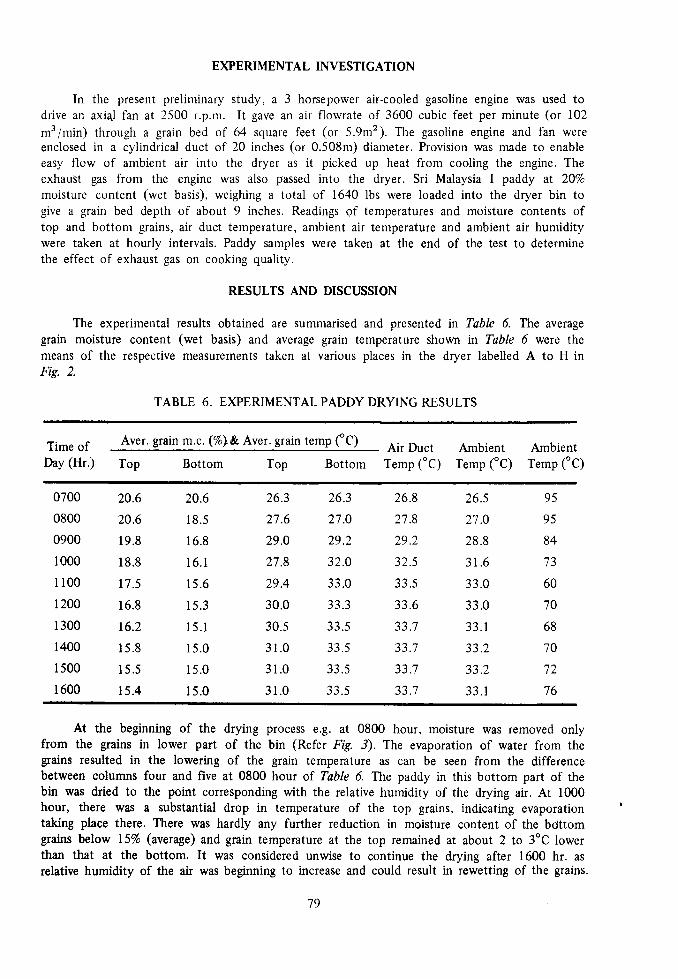
The experimental results obtained are summarised and presented in Table 6. The averagegrain moisture content (wet basis) and average grain temperature shown in Table 6 were themeans of the respective measurements taken at various places in the dryer labelled A to H inFig. 2.
TABLE 6. EXPERIMENTALPADDY DRYING RESULTS
Time ofDay (Hr.)
Aver. grain m.c. (70\& Aver. grain temp ("C)
Top Bottom BottomAmbient AmbientTemp ("C) Temp ('C)Top
Air DuctTemp ('C)
0700
0800
0900
1000
I 100
I 200
1300
1400
I 500
1600
20.6
20.6
19.8
18.8
r 7 . 5
16.8
t6.2
r 5 . 8
I 5 .5
15.4
20.6
1 8 . 5
16.8
1 6 . 1
1 5 . 6
1 5 . 3
l 5 . l
r 5 .0
1 5 . 0
1 5 . 0
26.3
27.6
29.0
27.8
29.4
30.0
30.5
3 1 . 0
3 1 . 0
3 l .0
26.3
27.0
29.2
32.0
33.0
J J . )
J J . )
J J . )
33.5
26.8
27.8
29.2
5 1 . )
J J . )
33.6
J J . I
33.7
5 J . I
26.5
27.0
28.8
31.6
33.0
33.0
3 3 . 1
3 3 - Z
3 3 . 1
95
95
84
73
60
70
68
70
72
76
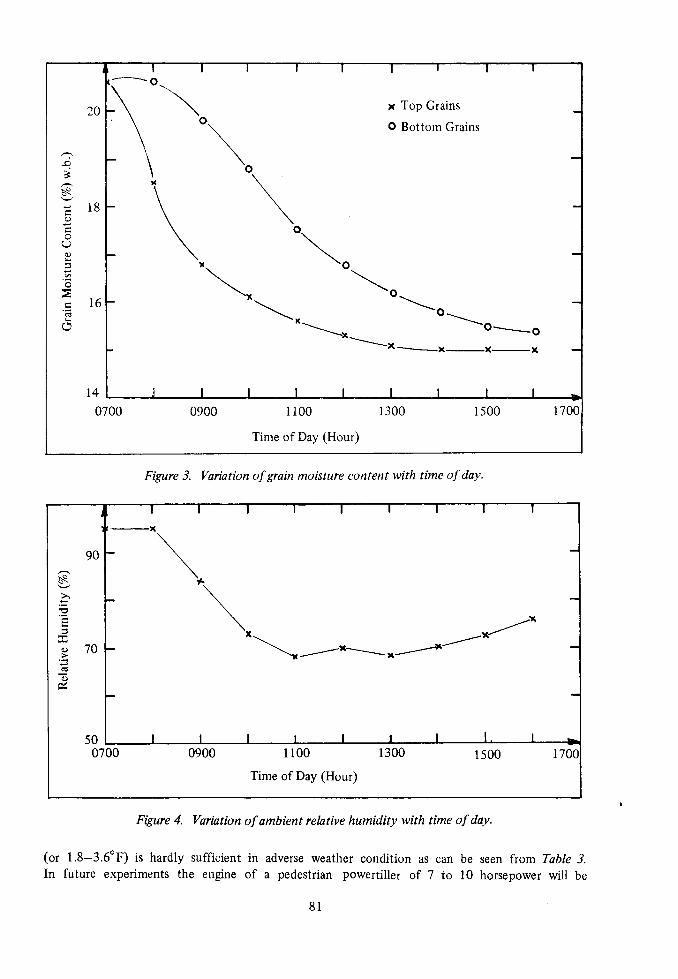
At the beginning of the drying process e.g. at 0800 hour, moisture was removed onlyfrom the grains in lower part of the bin (Refer Fig. 3). The evaporation of water from thegrains resulted in the lowering of the grain temperature as can be seen from the differencebetween columns four and five at 0800 hour of Table 6. The paddy in this bottom part of thebin was dried to the point corresponding with the relative humidity of the drying air. At 1000hour, there was a substantial drop in temperature of the top grains, indicating evaporationtaking place there. There was hardly any further reduction in moisture content of the bdttomgrains below 15% (average) and grain temperature at the top remained at about 2 to 3oC lowerthan that at the bottom. It was considered unwise to continue the drying after 1600 hr. asrelative humidity of the air was beginning to increase and could result in rewetting of the grains.

Figure 1. Shows the Expeimental Set-up of lilaste Engine Heat Dryer. The cylindrical duct at
the back can be moved forward or backward to regulate air flow.
Figure 2. Plan view of llaste Engine Heat Dryer showing Points A to H where readings were taken.
The drying rate was greatest at the side of the bin opposite the air inlet point and was
least at the air inlet adjacent corners. This was due to the higher air flowrates at such points
like A, B and C and lower air flowrates at such points like D, E and F when compared withthose at points G and H (Refer ,Flg 2). In addition to that, the drying air tend to take thepath of least resistance by flowing through the dry portions and by-passing the wetter portions.
The air duct temperature was about 0.5-loC above ambient. Decreasing the fan r.p.n\.(revolutions per minute) gave a slightly bigger air temperature increase though engine speed wasalso reduced. At 1600 r.p.m. and an air f lowrate of 1600 c.f.m. (cubic feet per minute), a
temperature increase of 0.5-2"C was registered. An air temperature increase of up to 1-2"C
80
, . [ \ " \ .
t \ \ .x Top Grains
o Bottom Grains
-
B
so
OO
1 8\
l 6
o\
\o
\ o _
\ -:-^
\* -\o-_...--o-..-t..'..'............-ra--x-x-x
t 40700 I 100 1300
Time of Day (Hour)
I 500 1700
Figure 3. Variotion of grain moisture content with time of day.
\e
o 7 0
a
\ x----.-->
o""'
500700 0900 I 100 1300 1500 I
Time of Day (Hour)
Figure 4. Variation of ambient relative humidity with time of day.
(or 1.8-3.6"F) is hardly sufficient in adverse weather condition as can be seen from Table 3.In future experiments the engine of a pedestrian powertiller of 7 to l0 horsepower will be
8 l

used to drive a centri l lgal blower. TI.re anibient relative hunridit ir cluring the drying periodvaried (as shown in Fig 4) frorn 95% at 0700 hour to about 70% at around noon and to 76%at 1600 hour. The average anrbient hurnidity fcrr the period was
'/6.3% and the average arnbient
tenrperature was 31.1 'C. The average exper inrerr ta l a i r duct temperature was 31 . loC 1i .e. anaverage temperature rise of 0.6"C was obtained) and thc cxpelinrental ai,erage final grainr.noisture content was l5.l percent. The theoretical f inal grain nroisturc content. for the aboveavcrage anrbient a i r condi t ions and a ternperature i r rcrease of 0.6oC in the supply a i r , asestinrated fronr Table 3 by graphical interpolation was 15.4 pelcent. This showed goodagreenrent between the theoret ica l and the exper inrenta l resul ts . I t should be easy t r l see thereason for carrying out the experiment during this particular period oi'thc darv. It wor"rld notbe possible to obtain the same anrount of moisture reduction. had the experiment been carriedout at a different period of the day. This experiment has served to show clearly the irnportanceof weather conditions on low temperature drying of paddy in Malaysia.
CONCLUSION
The fundamentals of low temperature drying of paddy in this country was evaiuatedtheoretically. Good agreement was shown between the theoretical and experinrental results. Theimportance of weather conditions on low telnperature drying of paddy was il lustratedexperirnentally. The experimental trials showed that it was feasible for low-tenrperature on-farnrhalf-drying of paddy using waste engine beat.
ACKNOWLEDGEMENTS
The author wishes to express his thanks to Encik Abu Bakar bin Adam, Farrn Manager ofTanjong Karang MARDI Station, for his cooperation.
SUMMARY
The advantages and need for on-farm drying of paddy were discussed. A literature review
on the use of waste engine heat for drying of paddy was carried out. The fundamentals of low
temperature drying of paddy in Malaysia was evaluated theoretically. In the preliminary
experimental investigation, a 3hp. gasoline engine (driving axial fan) was used to blow air
through a grain bed of area 8 f t . .x 8 f t . ( i .e. 2.4 m x 2.4 m). The importance of weather
conditions on low temperature drying of paddy was illustrated.
REFERENCES
ANGLADETTE, A., (1960). "Rice Drying Principles and Techniques". Agric. Engg., InformalWorking Bulletin 23, F.A.O.
Bovcr', D.S., (1960). "Aspects of in-Bin drying of Padi in Malaya uti l ising the waste heat ofan intemal combustion engine". A Report.
D.lNrE DE PADUA and Harr, C.W., (1969). "High Moisture Storage of rough rice by control
of environmental gases", Trans. ASAE.
EsMAY, M.L. and TuonaponoE, C., (1973). "A farm and vil lage paddy rice dryer for less
developed countries", Agric. Mech. in Asia.
RIcHEY JAcoBSoN HALL, (1961). Agricultural Engineering Handbook.
82
Sor,u.lucnr, M., Estrlav M.L., CHANcELLoR, W.J. (1973). "Rice Drying with wasteengine heat", Agric. Mech. in Asia.
Tropical Ptoduct Institute, (1975). "A study of the Muda region of Maiaysia -- Technical andEconomic Problems in Off-Season Padi from Harvesting to Post-Milling Storage", APreliminary Report.
83

APPENDIX I
Drying Situation in Muda Area
The observations and conclusions summarised here are those derived by the author fromhis personal participation in the field study on post-harvest paddy grain loss in the Muda areaduring the 1975 off-season harvest. Farmers dry their own paddy because of these reasons:-
a) to facil i tate winnowingb) to keep for own consumptionc) to prevent germinationd) to obtain better price and less deductions from the buyer.
Very wet paddy are not easily accepted by private millers. Only LPN accepts very wet paddy.But LPN will only collect the paddy from the farmers if they have a lorry load to sell.Farmers usually do not have this amount for sale after I or 2 days harvest as some of thepaddy is kept for own consumption. It takes an average of about 8 days for the harvestedpaddy to reach the millers. By then farmers would have dried and winnowed their paddy tosome extent to be acceptable to the millers. Mil lers at the start of the season accept wet paddybut have to reject when their drying capacity could no longer cope with further intake and thisusually happen around the peak of the harvesting season. To ease the situation and increasetheir drying capacity, mil lers could have half-dried the paddy and stored them ternporarily f irst.Farmers are very keen to dry their own paddy for reasons mentioned above. As farmers keeptheir paddy until they have enough to sell. it is inevitable that some form of drying has to becarried out by the farmers themselves. The advantages of on-farm drying are l isted in theIntroduction. The present problem farmers are facing with regard to drying is lack of sun-dryingspace. A batch dryer would have solved this problem. Farmers have been drying their paddyever since they started growing it. A change in the drying method to batch drying on the useof it to slrpplement the traditional sun-drying should not bring about new problems.
84

APPENDIX II
Design of Batch Dryer Holding Capacity
The average farm size in Muda lrrigation area is about 4 acres per farmer and the average
yield is about 1.5 ton per acre. Assuming 4 farmers to a dryer, the total paddy production is:-
Tota lProduct ion = 4,x4x 1.5= 24 tons (or 2400 kg.)
The harvesting period is between 4 to 6 weeks and the average moisture content of paddy
harvested during the off-season is 25 per cent moisture content (wet basis). Assuming 30 days
are suitable for harvesting and allowing a drying time of 48 hours per batch, the required
holding capacity of the dryer is:-
Dryer Capacity = 24 + (30 x 24 + 48)= 1 .6 tons (or 1600 kg.)
Hence provide a dryer holding capacity of I to 2 tons.
The depth of paddy in the dryer box governs the resistance to airflow and consequently
the air flowrate and the hnal moisture gradient across the grains. The recommended depth for
batch drying with heated air is 3/q to 7r/z ft. (7). Paddy at 25 per cent moisture content has a
specific volume of about 34.4 lb. per cubic feet. Assuming a grain depth of 2 feet and a
holding capacity of 2 tons, the bed area is:-
Grain bed area = ) x2240 + (34.4 x2)= 65.0 f t3 (or 1.84m3)
Hence provide a grain bed of dimension 8 ft. x 8 ft. x 2 ft. to handle varying quantities
of paddy between I to 2 tons.
85

APPENDIX III
A sample calculation on the use of Tqbles 3, 4 and 5 to determine the air flowraterequired when given the length of drying time or vice versa is presented below.
Fron Table 3, for an average ambient condition of say 80oF and 80% relative humiditythe minimum air temperature increase required for drying paddy to l6 l8% moisture contentis about 5"F. The average condition of the supply air for a 5"F temperature increase asobtained from a psychornetric chart is 85oF and 68% R.H. Most of the paddy harvested duringthe wet off-season is about 25% moisture content. For a 1000 kg. (or I tonne) grain dryingcapacity the amount of water to be removed from the grains in drying from 25% to 16% m.c.is about 110 kg. (as obtained from Table 4). lt can easlly be estimated from Table 5 that theair flowrate required. (assuming air exhausting at 95% saturation and the length of drying timeof 48 hours) is about 577 cubic meter per minute (or 19,800 cubic feet per minute). On theother hand, assuming a given air f lowrate of 180 m3/min (or 6000 cfm) the drying timerequired would be less than 158 hours.
86