ingeniería de fabricación
DESCRIPTION
Ingenieria de materiales, Ingenieria de fabricación, Soldadura, Moldeado, Forja, Deformación y CorteTRANSCRIPT
Ingeniería de fabricación
0 – INTRODUCCIÓN
Ingeniería de materiales: ciencia cuyo objeto es el conocimiento, aplicación y desarrollo de procesos óptimos para conformación de conjuntos mecánicos, según especificaciones de diseño, basándose en el uso de factores productivos y teniendo en cuenta los fines del individuo, empresa y sociedad.
Conformación: modificaciones externas que realizamos en las piezas que afectan a su forma y dimensiones.
Diseño: proceso de elaboración de una solución que llega a la definición del elemento en si.
Productivo: que da un resultado favorable entre precios y costes.
El ingeniero tiene que decidir, entre los diferentes métodos o procedimientos de conformación de metales y aleaciones, cual es el más adecuado para fabricar el elemento solicitado a través del plano y pliego de condiciones. Para ello es necesario el análisis de diferentes variables: menor coste, menor tiempo y con la calidad exigida.
Procedimientos de fabricación:
Conformación por moldeo: se realiza fundiendo el metal o aleación y vertiéndolo en un molde que reproduce la forma de la pieza. También, a partir de metales o aleaciones que se reducen a partículas muy pequeñas (polvo) y se comprimen en un molde a una determinada temperatura (sinterización)
Conformación por deformación y corte: golpeando o sometiendo a presión los metales y aleaciones, en caliente o en frío. Puede ser deformación puta, sólo corte, o deformación y corte.
Conformación por soldadura: se realiza la unión de dos materiales (generalmente metales o termoplásticos) normalmente a través de la coalescencia (fusión), en la cual las piezas son soldadas fundiendo ambas y pudiendo agregar un material de relleno fundido (baño de soldadura) que al enfriarse se convierte en una unión fija. La presión también es usada para producir soldadura. Soldadura fuerte y blanda: implican el derretimiento de un material de bajo punto de fusión entre piezas de trabajo para formar un enlace entre ellas sin fundirlas.

Ingeniería de fabricación
1- PROCESOS DE TRANSFORMACIÓN: DEFORMACIÓN Y CORTE
1. Conformado de láminas
Conformado en frío o estampado: conjunto de operaciones sobre una chapa, sin producir viruta, a la que sometemos a una o más transformaciones, para obtener una pieza, plana o hueca. La chapa es sometida a deformación plástica generalmente por compresión.
La conformación puede realizarse por sólo deformación, por deformación y corte y por corte puro, mediante estampas o matrices o troqueles sobre prensas.
Principales operaciones de estampado en prensa Cortar o punzonar Doblar y curvar Embutir
Ciclos de estampado: secuencia ordenada de operaciones tecnológicas que transforman una chapa plana en una pieza de forma definida:
Cortar-doblar Cortar-curvar Cortar-embutir
2. Punzonado o corte de la chapa
Punzonado: operación mecánica con la cual mediante herramientas aptas para el corte, se consigue separar una parte metálica de otra obteniéndose instantáneamente una figura determinada
La chapa se corta sometiéndola a esfuerzos cortantes, con la forma característica determinada por punzón y matriz.
1. El punzón ejerce presión sobre la plancha que origina una compresión del material provocando deformación plástica de la chapa que tiende a levantarse. Se origina una zona cóncava.
2. El punzón encuentra libre el camino en la matriz y ocasiona una expansión lateral del medio plástico. El esfuerzo de compresión se iguala a la resistencia a la cortadura del material y se produce un brusco desgarro (superficie áspera) y el trozo de plancha sujeto al punzón se separa del resto. La superficie lisa (bruñida) que aparece en la pieza es consecuencia del frotamiento del borde del cizallado con las paredes del punzón y de la matriz. (Ver Fig. 2-3-4)
Partes de una estampa o matriz de corte (ver Fig. 5 para ver cada parte)
A) Punzones cilíndricosB) Placa porta-machos/porta-punzones: las dimensiones de esta placa serán tales que
permitan alojar a todos los machos y punzones cubriendo además por cada lado una sobredimensión de 15 a 20 mm con el fin de dar solidez a las paredes de estos alojamientos. Material: acero suave al carbono de construcción. No se suele tratar térmicamente.
C) Placa sujetadora-extractora: permite separar la pieza que queda agarrada o adherida. Sujeta la chapa durante la operación de conformado. Pueden estar aplicadas sobre los punzones (más habitual) o sobre la propia matriz.
D) Guías de banda: forman la calle para el paso de la banda de material. Dan cabida a una serie de elementos auxiliares como son los sistemas de apriete, topes inciales etc. Hacen funciones de placa sujetadora, eliminada ésta en la elaboración de la estampa.
E)F) Vástago-espiga de amarre: situado en el extremo superior del útil y encima de la cara
superior de la placa base superior. Su única función dentro de un útil es la de servir de enlace directo entre la prensa y el propio útil, amarrando y fijando éste al cabezal de la
prensa por su introducción en el agujero central que para tal finalidad lo llevan las máquinas.
G) Guías de columna para estampa: obtienen una referencia completa entre el grupo que comprende la matriz y el que comprende el punzón. Pueden ser por deslizamiento o rodadura.
H)I) Placa porta-matrices: permite reducir el empleo de los aceros especiales (económico),
supone una mayor comodidad de poder regular la alineación y facilidad de poder cambiar sólo la matriz.
Cálculo y diseño de los elementos de una matriz
Juego entre punzón y matriz
S<3mm u=0.005 · S·√K s
S>3mm u=(0.01 · S−0.015) ·√K sS= espesor de chapa en mmKs=resistencia al cizallamiento
El punzón define dimensiones pieza-matriz. Diámetro interior = D-2·uLa matriz define dimensiones pieza-punzón Diámetro exterior =D+2·u
Fuerza de corte en el punzonado Ps=F·Ks F= superficie de corte en mm2
Disminución de la fuerza de corte: con punto rectificado oblicuamente (Ver Fig. 33) , la diferencia de altura h debe elegirse aquí en una medida que corresponda aproximadamente de 0.6 a 0.9 veces el espesor de la chapa S, debiendo tenerse en cuenta que el ángulo del bisel no debe ser mayor de 5º, para evitar que la arista de corte sufra desperfectos por empuje lateral del punzón. Cuanto más frágil sea un material, tanto menor debe ser la inclinación elegida.
Determinación cdg de los esfuerzos de corte
Se deben tener en cuenta para establecer con exactitud el centro de presiones medias y situar la estampa de modo que la línea media de las guías, especificada por el eje del agujero para el mango, coincida con el cdg de los esfuerzos de estampado.
Si esto no ocurre, aparece un momento flector que obliga al carro de la prensa, cuando está bajo la carga P, a tomar una directriz de deslizamiento oblicua según un ángulo alfa, aumentando el juego de deslizamiento por una parte y anulándolo por la otra.
Determinación analítica: Ver Problemas
Disposiciones de banda (Ver Fig. 39-42)
3. Corte Fino
Corte convencional 1/3 del grueso del disco es cortado y 2/3 son desgarrados El recorte se efectúa con una prensa convencional. Existe deformación de la banda y pieza.
Corte fino Se observa una sección de corte preciso. El recorte se realiza con una prensa de triple efecto.
Proceso de corte fino

1. El prensa-chapas con el anillo de presión, se clava en el material a cortar y lo retiene con la fuerza necesaria.
2. El punzón entra a cortar3. Simultáneamente, el eyector o sufridera expulsora, frena el material sin dejar de hacer
presión pero permitiendo el troquelado.
La condición fundamental para que una máquina sea apta para el “Corte Fino” es la generación de las tres fuerzas siguientes:
Fuerza de corte Fs (la única en corte convencional) Fuerza del pisador (diente periférico) Fr Contrapresión Fg
Ver Fig. 3
Secuencia de fases (Ver fig. 6-13)
1ª fase: útil abierto y material preparado para ser cortado de un solo golpe 2ª fase: el útil aprisiona la banda y sujeta el material con el diente periférico, actúa Fr, el
pisador y el punzón (retrasado respecto al pisador) 3ª fase: comienza el recortado con la actuación de Fs. Fg la retiene pero no le priva que
ejecute su función. La fuerza Fr continua presionando la banda. 4ª fase: el corte se ha efectuado, los punzones penetran en su matriz. 5ª fase: el útil se abre, la parte superior arrastra el retal de la banda y en la parte inferior
cae la pieza recortada 6ª fase: la parte superior retira el punzón y expulsa la banda a través de Fr. El perdigón cae
encima de la parte inferior. 7ª fase: la banda avanza para el próximo paso y Fga expulsa la pieza 8º fase: la banda se coloca para iniciar un nuevo ciclo. La pieza y el perdigón son extraídos
fuera de la matriz.
4. Doblado
Factores: radio de curvatura y elasticidad del material.
Métodos de doblado: en U y en V (Ver Fig 1 y 2)
En los dos casos las fibras exteriores del metal se alargan, las interiores se comprimen y las de la zona media (fibra neutra) cambian de forma pero no de longitud. Tras las acción deformante que origina el doblado, la pieza tienede a volver a su forma primitiva por la propiedad que poseen los cuerpos de ser elásticos. La recuperación elástica depende del espesor y del radio de doblado.
Radio interior de doblado
Al diseñar los útiles de doblado deben evitarse aristas de doblado agudas. El radio interior de doblado se rige por el espesor de la chapa y debe ser lo mas grande posible, pues las aristas de doblado agudas dan lugar a fallos en el material.
Radio interior de doblado mínimo admisible rimin=s· (0.0085 ·σ Bδ 10
+0.5)
Donde s: espesor de la chapa en mmσ B: resistencia a la tracción en kg/mm2δ 10: alargamiento absoluto de rotura del material (no %)
Radio medio max. de doblado que proporciona deformación permanente ρmax=E·s2· σ F
Donde E: módulo de elasticidad (Kg/mm2)σ F: limite de fluencia (kg/mm2) = 0,6·σ B

Radio interior de doblado rimin=ρ−s2
Anchura de matriz de doblado ‘W’
Para rimin W=6 a 8·riminPara ri>rimin W=5·ri
Desarrollo de la chapa
Antes de doblar es necesario realizar la operación preliminar de cortar su desarrollo de superficie. La línea neutra por el hecho de no deformarse es la que nos interesa para el cálculo del desarrollo lineal. Aunque se considera que se encuentra en la mitad exacta del espesor de chapa tona una posición diferente según la calidad del material.
La longitud extendida de piezas dobladas se calcula a base de la suma de las longitudes no doblads y dobladas (Oehler Kaiser)
lb=0.0175· α· (ri+e·s2
) donde ri: radio interior de doblado (mm)
s: espesor de chapa (mm) α : ángulo de dobladocircunscrito por los lados rectos e: factor de corrección
Fuerza requerida en el doblado: (ver apuntes)
5. Embutición
Embutición profunda con sujeta-chapas
La embutición profunda se confecciona a partir del corte a medida plano, un cuerpo hueco, que luego se sigue transformando por medio de pasadas sucesivas, por inversión, estirado, extrusión…
En todos los procedimientos de embutición profunda tiene lugar un aplastamiento del material en sentido periférico, con lo que el mismo fluye en dirección longitudinal. El espesor de la chapa no varía sensiblemente por lo que se puede partir de una superficie de idénticas dimensiones antes y después de la embutición profunda.
(ver fichas de embutición 2-3-4-5-6)
Prensas de embutición ( ver fig. 26 )
Prensa de doble efecto: tiene dos sistemas empujadores. El punzón se desplaza en el interior del presachapas. Los dos, punzón y prensa-chapas, se mueven hacia abajo en movimientos independientes.
Prensa de efecto simple: un solo sistema empujador. El punzón de embutir se fija sobre la placa de sujeción de la mesa, mientras que el prensa-chapas está montado sobre ella de modo que se pueda desplazar hacia arriba, abajo por la acción de varios pasadores de presión accionados neumáticamente o de otro modo. La matriz de embutir va sujeta al punzón. Las piezas embutidas son extraídas por un pulsador automático.
6. Estampas progresivas
Serie de operaciones sucesivas que transforman gradualmente con una misma estampa, una chapa plana a fin de obtener piezas con otra forma. Un trabajo progresivo comprende mínimo dos fases:
Corte y doblado Corte y embutido
El objeto principal es obtener, en un solo golpe y con una sola estampa, una serie de operaciones sucesivas que de otro modo habrían de efectuarse con varias estampas simples. Debe procurarse que la transformación de un grado a otro sea lo más pequeña posible para que resulten sencillas las partes de la herramienta operadora.
El proyecto de estas estampas múltiples para el trabajo progresivo requiere efectuar pruebas prácticas con estampas simples e independientes antes de su construcción. Así se determinará el número de pasos para obtener la pieza final. Es necesario que los punzones, además de estar perfectamente paralelos entre sí, actúen sincronizados.
Ver ejemplo ficha 6 pag 1
Ingeniería de fabricación
2.- PROCESOS DE TRANSFORMACIÓN: CONFORMADO VOLUMÉTRICO
1. Fundamentos de conformado volumétrico
La deformación plástica que experimente el metal considerado puede tener como origen muy diferentes estados de esfuerzo.
Expresiones básicas: comportamiento plástico
Tensión y deformación en el campo plástico tienen una relación exponencial, conocida por la ecuación de Holloman:
σ FP=K εn K: coeficiente de resistencia
n: exponente de endurecimiento por deformación
Conformado en caliente
A temperaturas de conformado en caliente, la recristalizacion de la estructura elimina el endurecimiento por deformación, disminuyendo los valores de la tensión de flujo plástico. En consecuencia, es posible la deformación plástica sin aplicar altos niveles de esfuerzo.
Ventaja: estas temperaturas pueden promover fenómenos de difusión, que tienden a reducir heterogeneidades de tipo químico y estructural
Inconvenientes: estas temperaturas promueven la reactividad del metal con su entorno, y también resultan perjudiciales de cara a las tolerancias dimensionales por efecto de contracciones térmicas. El desarrollo de gradientes térmicos no uniformes puede resultar en una distribución heterogénea de tamaños de grano y en la aparición de tensiones residuales, que será necesario aliviar con posteridad.
Aplicaciones: piezas de gran tamaño (conformado primario) y sobre aquellos materiales que son manifiestamente más dúctiles a altas temperaturas, cuyo conformado en frío requeriría esfuerzos muy elevados.
Conformado en frío
Se desarrolla a temperaturas por debajo de la recristalización del material. Conlleva ventajas frente al conformado en caliente:
Mejores control dimensional y acabado superficial Aumentos en resistencia mecánica, fatiga y desgaste Mantenimiento de propiedades direccionales Minimización de problemas por interacción con el ambiente
Desventajas: Mayores fuerzas mecánicas para la deformación Las superficies deben estar limpias y sin cascarilla Pueden precisarse recocidos intermedios Se favorece el desarrollo de tensiones residuales.
Aplicaciones: altas producciones de piezas de pequeño tamaño y alta precisión dimensional, donde el volumen de producción y la calidad de los productos justifican el uso de equipos muy potentes y utillajes muy resistentes y de alta fiabilidad.
2. Procesos básicos
Laminación: el material es obligado a deformarse al pasar entre dos rodillos que lo aplastan

Forja o estampación en caliente: con sus variantes de forja libre o forja con estampa (estampación), abarcando también el concepto de recalcado. El material es obligado a deformarse al sufrir el golpe de una herramienta manual o una prensa.
Extrusión: el material es obligado a travesar una matriz de conformación por efecto de compresión
Estirado y trefilado: el material se deforma al ser obligado por tracción a atravesar una matriz.
3. Laminación (perfiles, roscas a partir de pieza inicial, tubos sin costura: proceso Mannesmann)
La laminación es el proceso por el cual el espesor del material de trabajo se reduce mediante la aplicación de fuerzas de compresión ejercidas por dos rodillos opuestos. La reducción en espesor suele ir acompañada de aumento en la longitud del producto.
Es un proceso muy extendido. Se estima que más del 70% de los productos metálicos pasan en algún momento de su fabricación por etapas de laminación. Aunque es, fundamentalmente, de carácter primario (y aplicado en caliente) también sirve para obtener productos tales como perfiles estructurales o railes
El equipamiento de laminación es especialmente costoso. Aunque el elemento básico es el conjunto de rodillos, llamado comúnmente molino, hay que contar también la instalación en donde se integran, junto con los sistemas de conducción del material a tratar y el control de velocidad y potencia. Tal inversión solo se justifica para altas producciones.
Molinos laminadores
Los molinos laminadores se clasifican considerando el número y la disposición de los rodillos. Los molinos más simples son los de 2 y 3 rodillos. Existe la posibilidad de efectuar el conformado en una o dos direcciones.
Molinos en racimo: emplean rodillos de pequeño tamaño, soportados por otros mayores, más rígidos. Los rodillos pequeños deforman y los grandes soportan. Ver Fig.10Molinos en tándem: son los habituales en producciones en continuo. Son de reducción progresiva en serie. Ver Fig.11
4. Forja o estampación en caliente
La forja implica el trabajo sobre metales por compresón entre dos superficies, a mayor o menor velocidad. A pesar de ser de los procesos más antiguos que se conocen, su versatilidad hace que siga vigente. Los procesos de forja se pueden clasificar según dos grandes grupos (Ver Fig.2)
Forja en útil abierto:o Se lleva a cabo entre útiles planos o con formas geométricas grabadas muy simples.o Es un proceso de conformado primario, previo a otras técnicas más próximas al producto final.o Es más habitual que se verifique en caliente, orientándose por lo tanto hacia primarios metálicos de gran tamaño.o La presión suele aplicarse a gran velocidad (golpes de presión) en martillos de forjao El estado de esfuerzos es compresión uniaxial.
Forja en útil cerradoo Se lleva a cabo entre útiles con formas grabadas elaboradas.o Suele ser un proceso típico de conformado secundario, próximo al producto final.o Más habitual para procesos en frío, orientándose hacia primarios metálicos de
pequeño tamaño que demanden alta complejidad en las formas (MONEDAS!!)o La presión suele aplicarse bajo velocidad controladas, en prensas de forjao El estado de esfuerzos es compresión triaxial.
5. Extrusión
Se trata del proceso industrial para la obtención de perfiles de material metálico. La extrusión de metales se desarrolla en estado sólido. En la extrusión un metal es comprimido, siendo forzado a fluir plásticamente a través de un útil que posee la forma del producto: un perfil de sección transversal constante. (Ver Fig 1 y 2)
Extrusión directa: el metal es comprimido hacia delante por el pistón. El material experimenta un fuerte rozamiento con las paradas de la cámara de la máquina.
Extrusión indirecta: (se empuja la matriz contra el material) El pistón es hueco y contiene al útil de conformado, por donde fluye plásticamente el material. El rozamiento es inferior por lo que el proceso es más eficiente, pero la variedad de productos es más baja.
Ver Fig 7 y 8
Extrusión por impactoSe emplea para fabricar en frío productos de paredes delgadas. El pistón es impulsado sobre el primario a gran velocidad, pero haciendo recorridos más cortos.
6. Estirado y trefilado (ver Fig 1)
Son procedimientos casi idénticos, que consisten en hacer pasar el material de aportación por una matriz o hilera de forma determinada. La temperatura de trabajo es inferior a la de recristalización. La diferencia entre ambos procesos estriba en la finalidad perseguida, de forma que en el estirado se efectúa la reducción de la sección para obtener formas y dimensiones determinadas y en el trefilado se desea reducir la sección al máximo
Ingeniería de fabricación
3- PROCESOS DE TRANSFORMACIÓN: MOLDEO
1. Definición
El proceso de moldeo o fundición consiste en la obtención de una pieza mediante el llenado con metal fundido de la cavidad de un molde.
Molde: recipiente en el cual se crea una cavidad que es el negativo de la pieza final a obtener junto con los canales necesarios para permitir correctamente su llenado de material fundido
Modelo: copia de la pieza final, normalmente realizado en un material de fácil manipulación. Dicha copia tiene unas dimensiones ligeramente diferentes a la pieza final, destinadas a compensar las contracciones que sufrirá el material fundido al solidificarse dentro del molde.
2. Procesos de moldeo: Molde desechable, modelo permanente
Moldeo en arena: técnica de moldeo para series medias-grandes y materiales de punto de fusión elevado (fundición de hierro y aceros). En este caso se utiliza un modelo que se aprovecha de un molde al siguiente, mientras que el molde, realizado con arenas refractarias, se destruye en cada pieza. El molde por un lado debe ser suficientemente rígido como para aguantar el flujo del metal por su interior y por otro, lo suficientemente frágil como para que se fragmente una vez cumplida su función. Ver Fig 3 y 4 paso a paso
Piezas importantes: Pieza, modelo, útil, macho o noyo, alimentador o bebedero y respiradero.
Moldeo en cáscara: el modelo de la pieza se contruye ordinariamente en dos mitades y se fija cada una de ellas a una placa metálica, con los canales de colada, mazarotas y marcas de macho si hacen falta. La placa modelo se calienta a unos 200ºC y se le aplica una capa antiadherente a base de parafina o silicona. A continuación entra en contacto con la mezcla de moldeado (arena-resina), formando en pocos segundos un caparazón sólido o cáscara de 5 a t mm de espesor. La placa, con la cáscara adherida, es sometida finalmente a un calentamiento a 350ºC en un horno de 3 a 5 minutos.
Ventajas: piezas con mayor precisión geométrica, buen acabado superficial, moldes más ligeros, producción más rápida, para todo tipo de metales, gran estabilidad temporal de los moldes…
Inconvenientes: sólo válido para grandes series. Piezas poco voluminosas, placas modelo mecánicas de gran precisión, arenas y resinas más costosas.
3. Procesos de moldeo: Molde desechable, modelo desechable
Moldeo a la cera perdida Se construye un modelo de la pieza en latón o bronce con el máximo esmero y contando con
las contracciones y dilataciones que se han de producir. Empleando el modelo construido se funde un molde con aleación de bajo punto de fusión o de
acero. En una prensa de inyección especial se obtienen modelos de cera con ayuda del molde metálico antes preparado.
Los modelos son montados en conjuntos de colada llamados racimos y se introducen en un baño cerámico, seguido de un arenado. Se introducen en cajas de acero llenas de arena.
En una estufa a 100ºC se funde la cera (modelos perdidos) y seguidamente se cuecen los moldes en unos hornos a 1000ºC, con lo que la cáscara cerámica adquiere la solidez y resistencia necesarias.
Se vierte el metal en el molde bajo ligera presión y una vez solidificado se rompen los moldes.
Moldeo con poliestireno expandidoEn la fundición a la espuma perdida se usa un modelo de espuma de poliestireno incrustado en arena verde que es descompuesto por el metal fundido. El metal reemplaza el modelo de espuma
para duplicar todas las características del modelo original. Se requiere un modelo para cada fundición ya que se pierde en el proceso. El modelo de espuma esta recubierto con un revestimiento refractario permeable y se seca bajo condiciones controladas. El conjunto se invierte en un frasco de fundición con arena suelta que se hace vibrar para compactarlo. El metal fundido se vierte en la parte superior del molde que dirige el metal y sustituye a la espuma.
Pueden utilizarse todos los metales (ferrosos y no ferrosos). La tolerancia lineal estándar es de 0.1mm y el acabado resultante es excelente
Moldeo Mercast: para piezas con tolerancias del orden de micras Se fabrican los modelos patrón y medios moldes metálicos con placa intermedia La coquilla se llena con mercurio Se introducen los moldes en un baño de acetona a una temperatura inferior a -75ºC, ya que a esa temperatura el mercurio es solido Se sacan los moldes del baño, se quita la placa de acoplamiento y se unen los dos medios moldes de mercurio (sueldan entre si sin ayuda) Se sumerge ese modelo de mercurio en unas papillas cerámicas Se calienta el modelo hasta T ambiente, el mercurio liquido sale al exterior. Queda el recubrimiento cerámico que nos hara de molde. Se cuece a una T adecuada para endurecerlo.
4. Procesos de moldeo: Molde permanente, modelo permanente
Moldeo por gravedad o a coquilla: Moldes metálicos (aceros aleados e incluso templados). Permite producir series cortas o largas de piezas de distintas aleaciones, con calidad óptima y tiempos de puesta en marcha reducidos.
Ventajas: rapidez en la elaboración del molde, menor coste, versatilidad, geometría compleja, combinación con noyos de arena para obtener piezas huecas, tolerancia dimensionales de las piezas muy ajustadas.

Ingeniería de fabricación
4- PROCESOS DE TRANSFORMACIÓN: SOLDADURA
Soldadura: es la unión sólida de dos piezas metñalicas o dos partes de una misma pieza. Dicha unión se realiza mediante un incremento o elevación de la temperatura de las superficies a soldar, colocada en contacto, bien con aportación de material igual o semejante a la partes a unir, bien sin aportación de material.
Partes principales de una soldadura: Ver Fig 3
Clasificación de los procedimientos de soldadura (sólo los que vamos a ver)
a. Soldadura blanda
Es un proceso sin fusión. A veces se le denomina soldadura con estaño y se la llama blanda para distinguirla de la fuerte o dura. Es un sistema rápido, fácil y económico.
El material base no se funde por la aplicación de calor o presión. Se debe utilizar material de aporte. La energía para generar el calor puede ser eléctrica o gas.
Aplicación: la soldadura blanda se utiliza en los siguientes casos: Los metales tienen poca soldabilidad Se quieren unir materiales distintos El intenso calor de la soldadura con fusión puede dañar alguno de los materiales a
unir. La forma de la unión no se presta para ninguno de los métodos de soldadura por
fusión. No se requiere una alta resistencia.
Habitualmente se utiliza para unir las piezas de un mismo metal o de metales diferentes por medio de una aleación metálica de aporte de bajo punto de fusión <450ºC y depende de la acción capilar para unir los metales de base.
Con Fusión (Funde MB, puede haber o
no MA)
Por arco eléctrico (AW)
Manual (SMAW: electrodo revestido)
Con gas de protección
TIG (GTAW) - bicicletas
MIG-MAG (GMAW)
Arco sumergido (SAW)
Por resistencia (RW)
Por puntos (RSW) - carrocería coche
Por costura (RSW)
Por proyección, alta frecuencia, por
percusión...
En Estado sólido (No funde MB, no
hay MA)
Por fricción (FRW)
Soldadura fuerte y blanca (No funde
MB, funde MA)
Soldadura fuerte: MA funde a más de
450ºC
Soldadura blanda: MA funde a menos
de 450ºC
Unión de metal con metal: soldadura, adhesivos, tornillo-tuerca, remachado…

Accesorios: Soldador: formado por una pieza de cobre, en forma de cuña, con un mango
aislante que se calienta por diversos procedimientos. Aplica calor y el metal de aporte en las piezas que se van a unir.
Metal de aportación: se emplean en forma de barra, formada por una aleación de estaño y plomo. Las proporciones en que entran cada uno de los metales varía según la aplicación de la soldadura
Proceso Se limpian las superficies con desoxidantes o fundentes como el C2Zn y amoníaco. Se ensambla la unión y se comprueba la separación entre las piezas de metal. Se humedecen las dos superficies a soldar con el Cl2Zn Se frota la punta del soldador con la sal de amoníaco, interponiendo un trozo de
metal de aportación, que queda adherido en forma de gotas al soldador, llevándolo sobre las superficies que se sueldan.
Se limpian los restos de fundente, mediante agua caliente y sosa, seguido de un enjuague con agua limpia. En el caso del estaño se diluye el cloruro de cinc en alcohol hasta 50%
En el caso de soldaduras eléctricas, se emplea como desoxidante la resina sobre todo para el cableado. Su finalidad no es otra que la de limpiar químicamente el metal que se va a soldar y ayudar a que el material de aporte fluya con libertad a lo largo de la unión.
Ventajas No se alcanza cambios físicos en el material a soldar al no alcanzar la temperatura
de fusión No se presentan tensiones superficiales gracias a que la temperatura alcanzada es
muy baja Se puede conservar los recubrimientos y plaqueados de los materiales base Facilidad para obtener uniones sanas entre materiales diferentes, incluso entre
materiales metálicos y no metálicos o entre materiales de diferentes espesores. Se pueden obtener soldaduras en piezas de precisión y la apariencia de la
soldadura es buena. Con algunos procesos se pueden realizar soldaduras con muchas piezas al mismo
tiempo, por lo que resulta muy económico. Se requieren bajas temperaturas, con el ahorro energético que eso conlleva. Es un proceso fácilmente automatizable. No se necesitan medidas de protección especiales
Inconvenientes Resistencia mecánica inferior a la de los metales soldados Debe protegerse de la humedad, ya que la presencia de metales con distinto
potencial galvánico general corrosión El diseño de las piezas y en algunos casos su preparación puede ser más costoso,
sobre todo en el caso de piezas grandes.
Diseño de uniones para soldadura blanda ver Fig. 4
b. Soldadura fuerte
La soldadura fuerte consiste en un proceso de unión de dos metales a través del calentamiento de estos y la posterior adición de un metal de aportación, el cual debe tener una temperatura de fusión superior a 450ºC y menor al del metal base.
El material base no se funde por la aplicación de calor y/o presión. Se debe utilizar material de aporte. La energía para generar el calor puede ser eléctrica o gas.

Aplicación: este tipo de soldadura permite la unión de la gran mayoría de los metales existentes, solo hay una regla: para que la soldadura sea la correcta, el metal base debe ser parcialmente soluble en alguno de los metales que forman la aleación de aportación. Generalmente son: plata, cobre, zinc, aluminio… No contendrán más de un 46% de plata ni un 37% de cobre.
Accesorios Soplete: consiste en una tubería unida a un depósito que contiene gases como
hidrógeno que al salir por el otro extremo del tubo a presión se mezclan con el oxígeno presente en el aire. Esta mezcla tiene un alto potencial calórico por lo que la aplicación de una fuente de calor externa provoca una llama que puede alcanzar altísimas temperaturas, perfectas para el trabajo de soldadura
Horno: elemento que genera calor a través de múltiples fuentes y que permite tenerlo encerrado en una cámara.
Proceso Las piezas deben queda adaptadas perfectamente y los metales base deben estar
limpios y libres de óxidos. Se recomienda dejar una distancia de entre 0,003 y 0,08 mm para lograr una mejor
acción capilar. Sin embargo, en algunas operaciones de soldadura no precisas no es tan raro tener espacios comunes en torno a 0,6mm
La limpieza de las superficies es de vital importancia: suele ser química, con abrasivos o mecánica.
La temperatura de fusión elegida debe estar por encima del punto de fusión del metal de aporte. Para la elección de la temperatura, esta será la temperatura más baja posible para poder:
o Soldaro Minimizar los efectos del calor en la unióno Mantener el metal de rellenoo Maximizar la vida de la herramienta
Ventajas Al no fundir el material base permite un mejor control del proceso y de las
tolerancias finales, además de no ser necesario un proceso secundario para mejorar el acabado superficial
Puede soldar materiales disimilares No hay una gran zona afectada térmicamente Es fácilmente automatizable y sirve para producciones elevadas.
Inconvenientes No son uniones que vayan a soportar altos esfuerzos por lo que no son
recomendables para estructuras metálicas. La soldadura puede dañarse con temperaturas altas, ya que el material base tiene
un punto más elevado de fusión que el material de aporte El color es diferente, entre metal base y de aporte, por lo que estéticamente no es
del todo recomendable
Diseño de uniones para soldadura fuerte Ver Fig 9
Variantes de la soldadura fuerte
Con gases combustibleso Soldadura fuerte con plata: procedimiento en el cual se suelda con un
fundente de aleación de plata junto con cobre, cadmio o cinc. Se usa principalmente en la industria de la herramienta para unir puntas de metal duro como el carburo de tungsteno (TiC) a herramientas como sierras o taladros. Son aleaciones que funden entre 570ºC y 715ºC y con contenidos entre 30 y 70% en plata.

Aplicaciones: une la mayoría de los metales ferrosos y no ferrosos. Une todos los aceros y tungsteno con una gota de soldadura
Usos: para unir tubería de cobre, bronce, acero inoxidable sometidas a tensión y vibración: aire acondicionado, refrigeración, radiadores, sierras…
o Soldadura de bronce (amarilla): se usa una tira de bronce o latón recubierto con fundente para unirse con piezas de acero. El método de soldadura es igual que en los anteriores aunque en este proceso será necesaria una fuente de calor mayor, por ello suelen usarse gases como acetileno como combustible.
En este caso el bronce no funde, por lo que tiene ciertas ventajas frente a otros procesos: permite unir metales diferentes además de la disminución del proceso de calentado previo de los metales a unir. La no fusión de los elementos a unir le permite mantener su geometría. Otra ventaja consiste en la eliminación de tensiones que se puedan generar en el metal a unir, importante a la hora de reparar piezas de grandes dimensiones. Por el contrario, pierde fuerza a altas temperaturas y no puede soportar altas tensiones.
o Con gases combustibles de oxihidrogeno (OHW)
Por inducción: se aplica fundente o flux y el material de relleno a la superficie de las piezas. Se coloca una bobina de inducción con una configuración que se adapte a las piezas que se quieren unir. Por esta bobina pasa una corriente alterna con altas frecuencias (5kHz-5MHz). La corriente que pasa por las bobinas se induce sobre las piezas lo que genera una corriente que encuentra gran resistencia en las pates a unir. Allí se genera calor que varía en proporción a la conductividad del material, la corriente inducida y la frecuencia aplicada.
Mediante horno: permite producir en masa ensambles pequeños, con la consecuente reducción del coste de fabricación, cosa que lo hace ideal para cadenas de montaje. No necesita mano de obra cualificada y permite la regulación de la temperatura a la que se realiza el proceso. Además, no es necesario un proceso de limpieza de las piezas acabadas.
Sólo puede aplicarse si el material de aporte puede ser precolocado en la junta antes de soldarla y mantenido en esa posición durante el proceso
Dentro de los hornos se suelen crear ambientes idóneos para la soldadura. Estos se consiguen modificando el gas que se encuentra en el horno o eliminarlos, para evitar la generación de óxido en el metal.
Por inmersión: este proceso de aplica en un baño de metal de aportación fundido contenido en un crisol que se calienta desde el exterior o bien mediante la inmersión de las piezas en un baño de sal fundida. Se conoce también como soldadura fuerte en baño de sal o en baño químico fundido. Se utiliza principalmente para soldar partes pequeñas como alambres o soleras angostas de metal.
c. Electrodo revestido

Esta soldadura se realiza empleando el calor producido al saltar un arco eléctrico entre dos conductores de diferente polaridad, llamado electrodos. Dado que se alcanzan más de 3400ºC y se llega a fundir la zona de soldadura, puede considerarse esta soldadura como una verdadera soldadura por fusión
Para que se produzca el arco eléctrico es necesario disponer de: Un generador de corriente eléctrica alterna o continua, con una de su bornas
unidas con cable de masa a la pieza a soldar y la otra borna unida con cable a la pinza
Un amperímetro y un voltímetro para medir la intensidad y la tensión
Ver Fig. 2. Si el electrodo está en contacto con la pieza (cortocircuito) el amperímetro marcara una intensidad elevada y el voltímetro cero. Si el electrodo está separado de la pieza, el amperímetro marcara cero y el voltímetro la tensión en vacío.
Al separar unos milímetros (máx 10mm) el electrodo de la pieza, salta el arco eléctrico: el amperímetro marcara una intensidad menor que en cortocircuito y el voltímetro una tensión entre 20 y 40V
La distancia entre la pieza y la punta del electrodo es aproximadamente la misma que el diámetro del electrodo, y como máximo unos 10mm
Otros procedimientos
Soldadura en sobreintensidad: busca aumentar a la vez la penetración del cordón y la velocidad de ejecución. Los electrodos deben ser más refractarios para resistir las características eléctricas que se les imponen.
Soldadura de gran penetración: se precisa de electrodos especiales que permiten realizar la soldadura con número menor de pasadas, sobre chapas sin chaflanes
Soldadura por contacto: se utilizan electrodos especiales con revestimientos muy gruesos para asegurar una cierta penetración
Electrodos de gran rendimiento: se consigue que el peso del metal depositado por fusión es superior al que corresponde al alma del electrodo. Esto se obtiene añadiendo polvo de hierro en el revestimiento.
Proceso de soldeo
Se pueden distinguir cinco posiciones de soldeo: plana o acunada (P), horizontal (H), vertical (V), de techo (T) e inclinada (M).
Angulo de inclinación: es el ángulo formado por la línea de la raíz del cordón de soldadura respecto a un plano de referencia.
Ángulo de rotación: es el ángulo formado por un plano vertical de referencia que contenga a la línea de raíz de la soldadura y el plano bisector de la misma.
Ver Tabla 1: posiciones de soldadura
Electrodos
Electrodos revestidos: están formados por una varilla metálica recubierta por una mezcla de productos orgánicos y minerales.Las condiciones eléctricas de intensidad y tensión utilizadas para la fusión de un electrodo dependen de muchos factores y principalmente del diámetro del electrodo y del espesor y naturaleza del revestimiento.
RevestimientoEl revestimiento está compuesto por una mezcla de elementos variables en cuanto a cantidad y composición, según sea el tipo de electrodo y se adhiere a la varilla por medio de silicato sódico o potásico. Finalidades:
Crear una atmósfera protectora Facilitar el encendido del arco Formar una capa de escoria sobre el metal fundido y protegerlo contra un
enfrentamiento demasiado rápido Mejorar las propiedades mecánicas Hacer que se pueda soldar en posiciones vertical y techo.
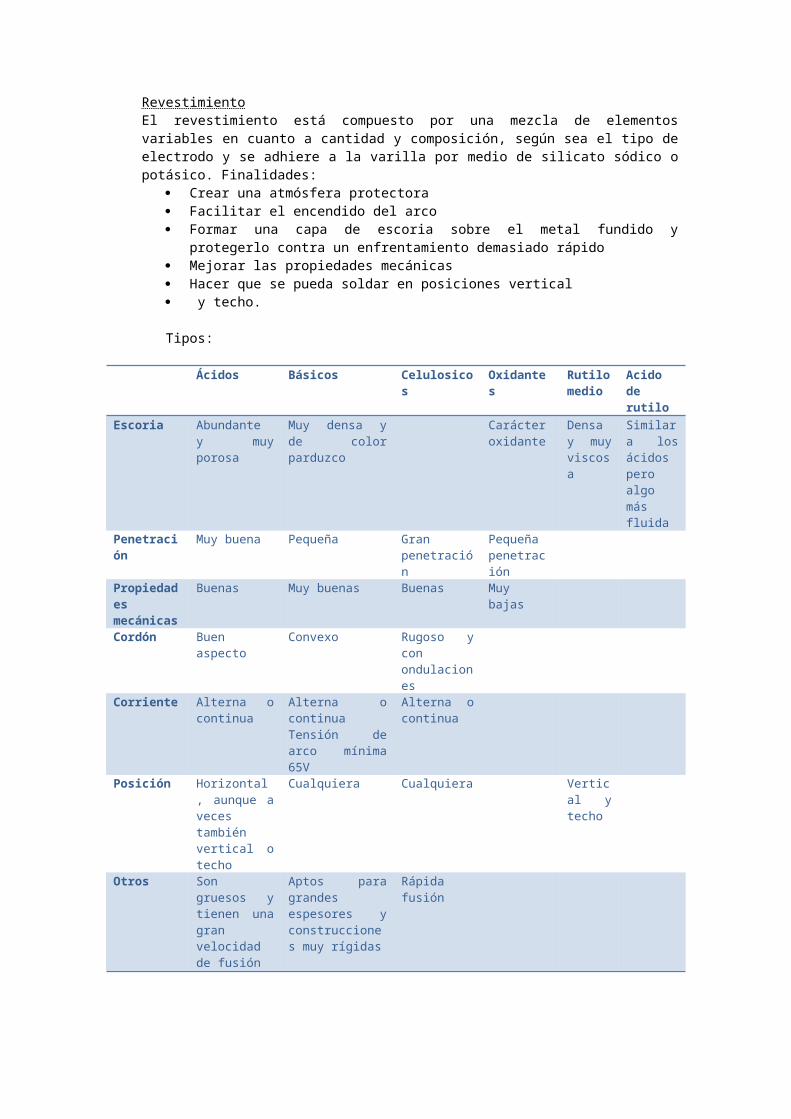
Tipos:
Ácidos Básicos Celulosicos Oxidantes Rutilo medio
Acido de rutilo
Escoria Abundante y muy porosa
Muy densa y de color parduzco
Carácter oxidante
Densa y muy viscosa
Similar a los ácidos pero algo más fluida
Penetración Muy buena Pequeña Gran penetración
Pequeña penetración
Propiedades mecánicas
Buenas Muy buenas Buenas Muy bajas
Cordón Buen aspecto Convexo Rugoso y con ondulaciones
Corriente Alterna o continua
Alterna o continuaTensión de arco mínima 65V
Alterna o continua
Posición Horizontal, aunque a veces también vertical o techo
Cualquiera Cualquiera Vertical y techo
Otros Son gruesos y tienen una gran velocidad de fusión
Aptos para grandes espesores y construcciones muy rígidas
Rápida fusión
Movimiento y posición: según sea la posición de las piezas a soldar hay que dar al electrodo un determinado movimiento y llevarlo en la posición correctaVer Fig. 12, 13, 14
Protección Máscara de soldar: protege los ojos, cara, cuello… Guantes de cuero Delantal de cuero Polainas y casaca de cuero Zapatos de seguridad Gorro
Ver Fig. Tipos de unión, soldadura, comparativa entre CC y CAd. TIG (Tungsteno inerte gas)

Esta soldadura se realiza con electrodo infusible y protección gaseosa con gas inerte, saltando el arco de la soldadura desde el electrodo, que es de tungsteno y no se consume. El chorro de gas inerte que se aplica es suministrado con cierta presión a través de una boquilla que rodea al electrodo, expulsando el aire de la zona a soldar, evitando la oxidación del electrodo, del baó de fusión y de la junta. Por lo anterior, el electrodo sólo se emplea para establecer el arco y, al no consumirse, no sirve como metal de aportación.
Paréntesis: corrientesCorriente continua
Polaridad inversa: la circulación de electrones es desde la pieza hacia el electrodoPolaridad directa: los electrones van del electrodo a la pieza
Corriente alterna: durante medio ciclo se comporta como una corriente continua de una polaridad, y en el siguiente medio ciclo se invierte la polaridad.
Efectos de la corriente en TIGPolaridad directa: penetración grande y cordón estrechoPolaridad inversa: penetración reducida y cordón ancho (no se usa en TIG)Corriente alterna y alta frecuencia: cordón ancho y bien penetrado
Gas de protecciónEl gas utilizado en el procedimiento TIG suele ser: helio, argón o una mezcla de ambos. El más empleado es el argón, por ser más barato que el helio.
El gas argón, al ser más pesado que el aire, hace una mayor protección de la soldadura, a la vez que la atmósfera creada es más clara. Los arcos son más suaves y estables y con el uso del argón hay menos peligro de perforar las chapas.
Material de aportaciónPara espesores finos de chapa no es necesario material de aportación. Cuando es necesario dicho material es para espesores medianos y gruesos. El metal de aportación tiene que ser de igual composición y mejor calidad que el metal base y deben utilizarse varillas fabricadas expresamente para emplearlas con este procedimiento TIG.
Preparación de los bordes
Unión a tope Ver Fig. 5
Bordes rectos: cuando las piezas a unir son de espesor fino y no suele emplearse material de aportación
Bordes en V: cuando los espesores de las piezas son de 8 a 12 mm Bordes en X: cuando los espesores son mayores de 12mm
Unión a solape Ver Fig. 6Hasta 6mm de espesor, puede utilizarse o no metal de aportación y no son recomendables estas uniones para espesores mayores de 6mm
Unión en ángulo exterior Ver Fig 7Para espesores hasta 3mm puede realizarse la soldadura con o sin aportación de material. Para espesores mayores de 6mm es recomendable achaflanar uno de los bordes.
Unión en ángulo interior Ver Fig. 8Se realiza cuando se puede soldar por ambos lados y se utiliza siempre metal de aportación
Unión sobre cantos Ver Fig. 9Sólo se emplea para espesores muy finos y sin metal de aportación
Cebado del arco. Fig 10 y 11

Otros datos Fig. 13, 14, 15
Aplicaciones del sistema TIGEste sistema puede ser aplicado casi a cualquier tipo de metal como: aluminio, acero inoxidable, acero al carbono, hierro fundido, cobre, níquel, magnesio…Es especialmente apto para unión de metales de espesores delgados, desde 0.5mm, debido al control preciso del calor del arco y la facilidad de aplicación con o sin metal de aporte. Ej: tuberías, estanques, etc…
Se utiliza también en unión de espesores mayores, cuando se requiere calidad y buena terminación de la soldadura. Se puede utilizar para aplicaciones de recubrimientos duros de superficie y para realizar cordones de raíz en cañerías de acero al carbono.
Para soldadura de cañería, es ventajosa la combinación: Cordón de raíz: TIG Resto de pases: MIG o Arco manual.
e. MIG-GMAW
Esta soldadura se realiza mediante arco con electrodo fusible y protección gaseosa. El electrodo es un hilo continuo que se alimenta automáticamente por medio de una pistola de soldadura. Al igual que con el procedimiento TIG, el baño de fusión está protegido con un gas inerte.
El procedimiento MIG puede ser automático o semiautomático (la pistola hay que mantenerla y desplazarla manualmente)
Es más productivo que el método de electrodo revestido.
Tipo de corriente.
a) Corriente continua y polaridad inversa: buen cordón (estrecho) y gran penetraciónb) Corriente continua y polaridad directa: casi no se emplea, da lugar a cordones muy anchos
y de poca penetraciónc) Corriente alterna: prácticamente no se utiliza debido a las grandes diferencias que se
presentan en cada semiciclo
Gas protector
Argón: produce arcos muy estables y con pocas proyecciones, reduce la tensión de las mismas, con lo que se disminuye el poder de penetración y es utilizado normalmente para soldar espesores finos.
Helio: cordones de soldadura más anchos y con una penetración relativamente más baja que empleando argón. Este gas se usa principalmente para soldar metales no férricos como el aluminio, magnesio y cobre.
CO2: A temperatura normal se comporta como un gas inerte, pero a elevadas temperaturas se disocia en CO (monóxido de carbono) y O2 (oxígeno). Los arcos de soldadura que se producen son muy enérgicos y con muchas proyecciones, sobre todo al soldar en espesores finos. Se usa principalmente para soldar aceros al carbono.
Argón con CO2: Se usa cuando se requiere que las soldaduras presenten aspectos superficiales buenos. Se usan para soldar aceros al carbono, aceros débilmente aleados y aceros inoxidables.
Argón con O2: Cuando se requiere mejorar el contorno del cordón y la forma de penetración. El oxígeno a mezclar no debe superar el 5% para no originar poros en la soldadura. Mejora el aspecto de la junta y disminuye la tendencia a producir mordeduras.

Argón con helio y CO2: Cordón de buen aspecto y con pequeño sobreespesor. Por ésta razón se utilizan mucho para soldar tuberías de acero inoxidable.
Material de aportación
Los hilos electrodos que se utilizan son de composición similar a la del metal base. Los diámetros de hilo más usuales son 0’6, 0’8, 1 1’2, 1’6 y 3’25mm. Los tres primeros se utilizan para espesores finos.
Longitud de la parte terminal del hilo Ver Fig. 3
Posición de la pistola de soldar Ver Fig. 4 y 5
Ver Tabla de Regulación para uniones a tope…
f. Soldadura Arco Sumergido (SAW)
Es un proceso automático, en el cual (Ver Fig.1) un alambre desnudo es alimentado hacia la pieza. Este proceso se caracteriza porque el arco se mantiene sumergido en una masa de fundente, provisto desde una tolva, que se desplaza delante del electrodo. De esta manera el arco resulta invisible, lo que constituye una ventaja, pues evita el empleo de elementos de protección contra la radiación infrarroja y ultravioleta, que son imprescindibles en otros casos.
Las corrientes utilizadas en este proceso varían en un rango que va desde los 200 hasta los 2000A y los espesores que es posible soldar varían entre 5mm y hasta más de 40mm. Usualmente se utiliza corriente continua con polaridad inversa, cuando se trata de intensidades inferiores a los 1000ª, reservándose el uso de corriente alterna para intensidades mayores.
El proceso se caracteriza por sus elevados regímenes de deposición y es normalmente empleado cuando se trata de soldar grandes espesores de acero al carbono o de baja aleación.
Ventajas1. Alta velocidad y rendimiento: con electrodos de 5/32” y 3/16” a 800 y 1000A, se logra
depositar hasta 15Kg de soldadura por hora. Con electrodos de 1/4" y 1300 A, se depositan hasta 24Kg por hora (tras a cuatro veces más que en la soldadura manual)
2. Propiedades de la soldadura: este proceso permite obtener depósitos de propiedades comparables o superiores a las del metal base.
3. Rendimiento 100%4. Soldaduras 100% radiográficas5. Soldaduras homogéneas6. Soldaduras de buen aspecto y penetración uniforme7. No se requieren protecciones especiales.
AplicacionesPara soldar en posición plana u horizontal: vigas y perfiles estructurales, estanques, cilindros de gas, bases de máquinas, fabricación de barcos…
Descripción de alambresSe utiliza un alambre sólido recubierto por una fina capa de cobrizado para evitar su oxidación y mejorar el contacto eléctrico. Generalmente contiene elementos desoxidantes, que junto a los que aporta el fundente, limpian las impurezas provenientes del metal base o de la atmósfera y aportan elementos de aleación seleccionados según sean las características químicas y mecánicas de la soldadura que se desee.Ver Tabla 1: Regulación para soldadura en aceros de mediana y baja aleacióng. Soldadura por resistencia (RW)
Si colocamos las dos piezas metálicas que se pretende soldar juntas y apretadas por una mordaza formada por dos conductores aislados entre si y se aplica a estos electrodos dos polos de una corriente eléctrica alterna o continua, se produce una corriente entre los puntos de contacto de los conductores con las piezas, a través de éstas que las calienta por el efecto Joule.
La sección que más se calentará del circuito será la que tenga mayor resistencia R y ésta sección es la de contacto entre las dos piezas. Por tanto con una intensidad corrinte adecuada se puede logra que esta sección de contacto se caliente hasta que el metal quede en estado plástico, sin que el resto de la masa de las piezas llegue a calentarse excesivamente, y como es en esa zona de contacto donde las piezas están unidas a presión, se produce la soldadura.
La soldadura eléctrica por resistencia se realiza con tensiones de 1 a 15V e intensidades entre 1000 y hasta 200000 A, con corriente alterna.
Ventajas1. Se realiza en corto espacio de tiempo2. No se calienta más que una pequeña zona de las piezas3. El calentamiento de la zona de soldadura, debido a su pequeña duración, no produce
crecimiento del grano4. Permite soldar entre sí piezas de diferentes espesores, incluso de distintos metales.
Soldadura eléctrica por puntosSe denomina por puntos porque las piezas, generalmente chapas, quedan soldadas por pequeñas zonas circulares aisladas y espaciadas regularmente.
Ver Fig. 2 Máquina para soldadura por puntos
Proceso1. Arrimado: se colocan las dos piezas juntas entre los electrodos y se acciona el pedal que
desplaza el brazo móvil, hasta que las piezas quedan aprisionadas por los electrodos2. Soldado: presionando más el pedal, se cierra el circuito eléctrico y se produce la soldadura3. Forjado: se levanta el pedal y cesa el paso de la corriente, pero las piezas continúan
aprisionadas un tiempo prudencial, denominándose ésta operación forjado. Se asegura la homogeneidad del material y la resistencia mecánica de la soldadura, disminuyendo las contracciones.
Factores que influyen en la soldadura
a) Intensidad de la corriente de soldadurab) Tiempo de soldadurac) Presión de soldadura
Electrodos
Cobre-cromo Aceros dulces, duros y semiduros, níquel y aleaciaciones de níquel, latón y latón sobre acero
Punta de molibdeno Aceros recubiertoCobre-berilio Acero inoxidableCobre-wolframio Cu y aleaciones con más del 80% de Cu
Aplicaciones
La soldadura eléctrica por puntos ha incidido en la fabricación de numerosos productos de la industria moderna, con gran aplicación en la fabricación de carrocerías de vehículos, en la industria eléctrica, electrodomésticos y del juguete. Se usa para chapas de acero normalmente de hasta 2x6mm de espesor pero puede llegarse a 2x12mm. Para el latón el espesor máximo es 2x4mm y para el cobre 2x2mmSoldadura eléctrica por costura

Está basada en el mismo principio que la soldadura eléctrica por puntos. Se diferencian fundamentalmente en que en la soldadura por costura se sustituyen los electrodos de punta por dos discos, entre los cuales, y presionadas por el borde de estos, pasan las piezas a soldar. Ver Fig 5
Los discos que actúan de electrodos son de aleación de Cu (cobre-berilio, cobre-níquel) para soldadura de chapas de acero y cobre puro para soldadura de metales ligeros. El disco superior es movido por un motor eléctrico a través de un reductor de engranajes mientras que el disco inferior es arrastrado por fricción. Ambos están refrigerados por agua. Para piezas cilíndricas de poco diámetro el disco inferior es sustituido por un mandril.
Soldadura por proyección o protuberancia
Ocurre la coalescencia en uno o más puntos de contacto, relativamente pequeños en las partes. Estos puntos se determinan mediante el diseño de las partes que se van a unir y pueden consistir en proyecciones, grabados o intersecciones localizadas de las partes.
Ver Fig 7 y 8 y descripciones
Soldadura por percusión
La soldadura por percusión (SP) también es similar a la soldadura instantánea, excepto que la duración del ciclo de soldadura es extremadamente breve, por lo general soólo trasncurren de 1 a 10 milésimas de segundo. El calentamiento se obtiene rápidamente a través de las veloces descargas de energía eléctrica entre las dos superficies que se van a unir, para continuar con la percusión inmediata de una parte contra la otra para formar la soldadura. El calentamiento está muy localizado y esto hace atractivo el proceso para aplicaciones electrónicas, en las cuales las dimensiones son muy pequeñas y los componentes pueden ser sensibles al calor.
Soldadura de alta frecuencia
SRAF, es un proceso en el cual se usa una corriente alterna de alta frecuencia para el calentamiento seguido de la aplicación rápida de una fuerza de recalcado para producir coalescencia (Ver Fig 9 a). Las frecuencias están en el rango de 10 a 500KHz y los electrodos hacen contacto con el trabajo en la vecindad inmediata de la unión soldada.
En una variación del proceso denominada soldadura por inducción de alta frecuencia (SIAF), la corriente de calentamiento se induce en las partes mediante un rollo de inducción de alta frecuencia (Ver Fig. 9b) El rollo no hace contacto físico con el trabajo.
Aplicaciones
Soldadura continua de tramos longitudinales en conductos y tubos metálicos.
h. Soldadura por fricción.
Puede ser de tres tipos:. Fricción rotativa. Fricción lineal. Friction Stir Welding
DefiniciónUnión en estado sólido, es decir, no requiere de fusión de los metales para ser unidos. Se realiza presionando las dos superficies a soldar y haciendo girar una con respecto a la otra hasta que la elevación de temperatura producida por el frotamiento alcanza un valor determinado, en cuyo momento se detiene la rotación, se aumenta la presión de contacto y las piezas quedan soldadas entre sí.
Las velocidades de giro óptimas están entre los 1000 y 3000 rpm, con presiones en giro de 1 a 3 Kg/mm 2 y aproximadamente el doble para el recalcado (valores para el acero al carbón)
Ventajas. Gran reproducibilidad. No requiere consumibles. No generar ruidos, salpicaduras, gases, ni humos. Produce una mínima distorsión post-soldadura. Permite soldar aleaciones insoldables por otros procesos. Provee excelentes propiedades mecánicas a la unión.
Inconvenientes. Equipamiento muy costoso.
Friction Stir Welding (FSW)
Un cilindro de sección plana y un rotor perfilado, son suavemente aproximados a las áreas a juntar, las cuales son enfrentadas de tope. El calor de la fricción entre el cilindro rotatorio de alta resistencia al desgaste y las piezas a ser soldadas causan que los materiales se suavicen sin llegar al punto de fusión, permitiendo al cilindro rotatorio seguir la línea de soldadura a través de las piezas a trabajar..
Puede ser usada para láminas de aluminio y planchas sin la necesidad de usar material de aporte o ningún tipo de gases y materiales de un espesor de 1.6 hasta 30 mm. Pueden ser soldados con total penetración, sin porosidad o evasiones internas.