informe práctica de fundición
DESCRIPTION
cálculos para realizar la fundición de una chumacera en aluminio; los cáclulos incluyen los tiempos de vertido, y la modelación en catia.TRANSCRIPT

1
PRÁCTICA FUNDICIÓN DE CHUMACERA EN ALUMINIO
UNIVERSIDAD NACIONAL DE COLOMBIA
PROCESOS DE MANUFACTURA I
Juan David Arcila Rodríguez 234726
Miguel Ángel Ciro Sánchez 234765
Juan Carlos León González 234716
Norbey Sichacá Soto 234719
Resumen
Se presenta a continuación los cálculos para el diseño del sistema de alimentación y de colada, la
simulación del proceso de llenado de la pieza usando el software Procast, el modelado de la pieza
usando Catia para también obtener algunos parámetros relacionados con la inercia de la pieza, y
los resultados de la práctica llevada a cabo en el laboratorio de fundición para obtener una
chumacera en aluminio. Se compara el valor teórico de la pieza con el valor obtenido en la
práctica, al igual que las dimensiones obtenidas con las nominales. Finalmente se hace un análisis
de los defectos encontrados en la pieza.
1. INTRODUCCIÓN
El proceso de fundición y colado de piezas continúa siendo uno de los más importantes en el
área del conocimiento de la ingeniería. Su desarrollo se ha acelerado en los últimos años
gracias a la aparición de nuevos materiales y especialmente debido al avance en diversas
herramientas informáticas que permiten el modelamiento de las piezas y la simulación de
todo el proceso con resultados casi exactos.
Gracias a estos avances, el proceso de fundición es más seguro y eficaz. Aun así, la labor del
ingeniero en el diseño y control del proceso sigue siendo fundamental.
En el presente informe se combina el modelado de piezas en Catia y la simulación del proceso
de fundición en Procast, ambos software especializados en diseño CAD y orientados a los
procesos de manufactura, con el diseño y cálculo de los distintos elementos necesarios para
fundir una chumacera en aluminio.
2
2. MODELADO DE LA PIEZA EN CATIA
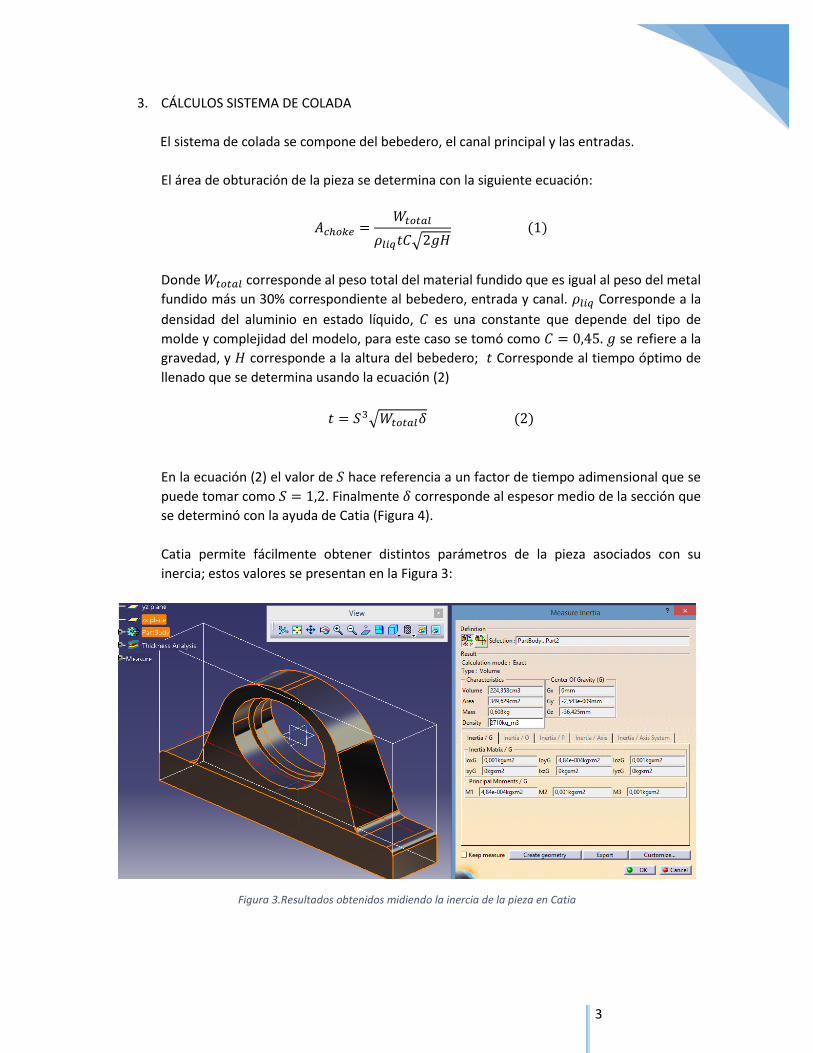
Las Figuras 1 y 2 muestran el resultado de modelar la chumacera en Catia. En la Figura 2 se
observa la pieza con el sistema de alimentación compuesto del bebedero, el canal y una
entrada; Este ensamble será utilizado posteriormente para la simulación Procast.
Figura 1. Pieza modelada en Catia
Figura 2. Chumacera con sistema de alimentación
3
3. CÁLCULOS SISTEMA DE COLADA
El sistema de colada se compone del bebedero, el canal principal y las entradas.
El área de obturación de la pieza se determina con la siguiente ecuación:
𝐴𝑐ℎ𝑜𝑘𝑒 =𝑊𝑡𝑜𝑡𝑎𝑙
𝜌𝑙𝑖𝑞𝑡𝐶√2𝑔𝐻 (1)
Donde 𝑊𝑡𝑜𝑡𝑎𝑙 corresponde al peso total del material fundido que es igual al peso del metal
fundido más un 30% correspondiente al bebedero, entrada y canal. 𝜌𝑙𝑖𝑞 Corresponde a la
densidad del aluminio en estado líquido, 𝐶 es una constante que depende del tipo de
molde y complejidad del modelo, para este caso se tomó como 𝐶 = 0,45. 𝑔 se refiere a la
gravedad, y 𝐻 corresponde a la altura del bebedero; 𝑡 Corresponde al tiempo óptimo de
llenado que se determina usando la ecuación (2)
𝑡 = 𝑆3√𝑊𝑡𝑜𝑡𝑎𝑙𝛿 (2)
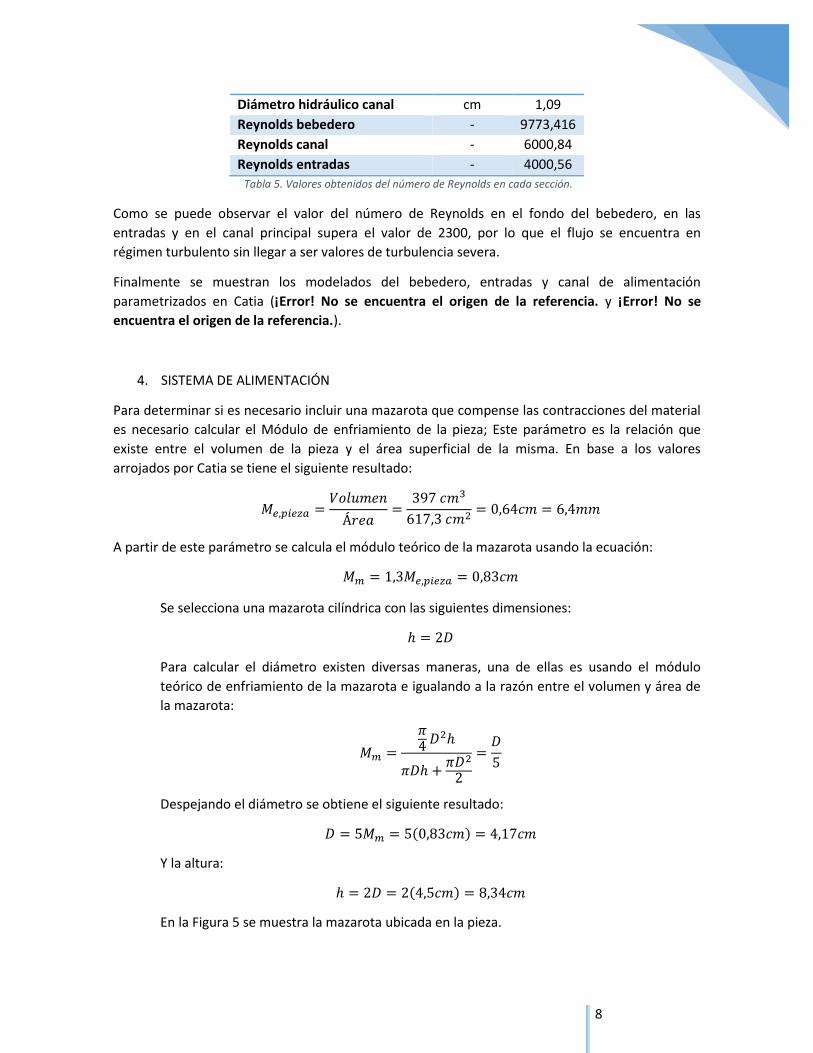
En la ecuación (2) el valor de 𝑆 hace referencia a un factor de tiempo adimensional que se
puede tomar como 𝑆 = 1,2. Finalmente 𝛿 corresponde al espesor medio de la sección que
se determinó con la ayuda de Catia (Figura 4).
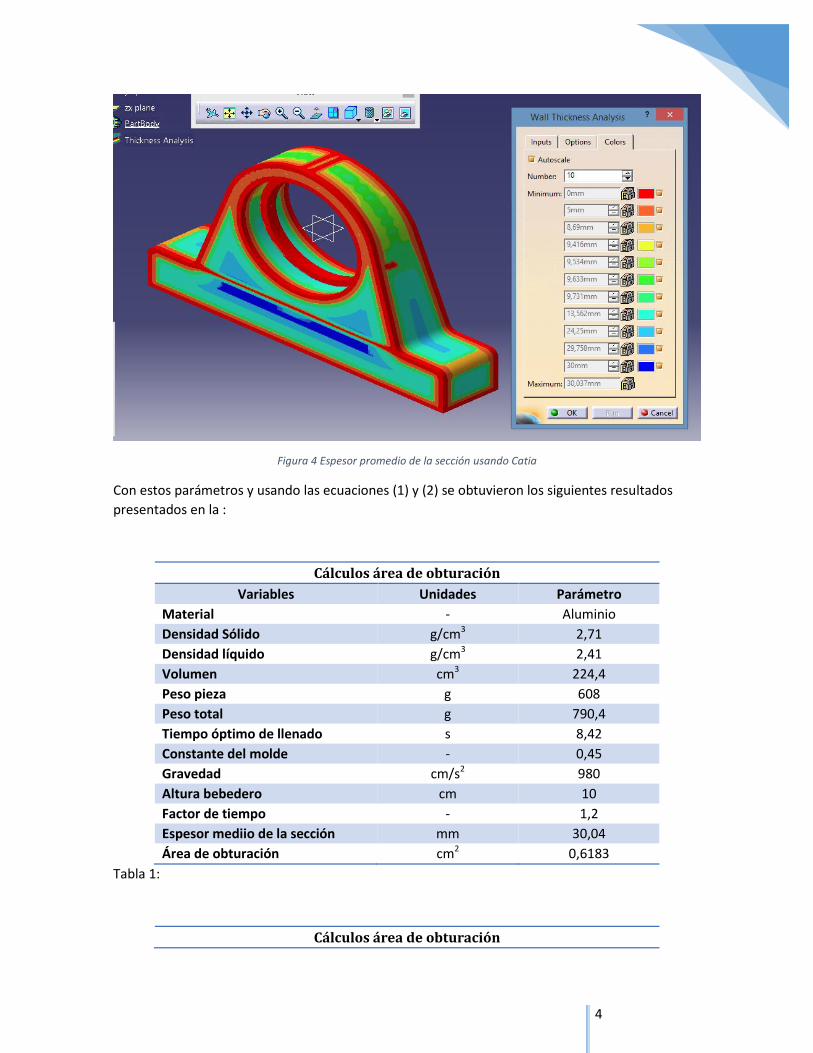
Catia permite fácilmente obtener distintos parámetros de la pieza asociados con su
inercia; estos valores se presentan en la Figura 3:
Figura 3.Resultados obtenidos midiendo la inercia de la pieza en Catia
4
Figura 4 Espesor promedio de la sección usando Catia
Con estos parámetros y usando las ecuaciones (1) y (2) se obtuvieron los siguientes resultados
presentados en la :
Cálculos área de obturación
Variables Unidades Parámetro
Material - Aluminio
Densidad Sólido g/cm3 2,71
Densidad líquido g/cm3 2,41
Volumen cm3 224,4
Peso pieza g 608
Peso total g 790,4
Tiempo óptimo de llenado s 8,42
Constante del molde - 0,45
Gravedad cm/s2 980
Altura bebedero cm 10
Factor de tiempo - 1,2
Espesor mediio de la sección mm 30,04
Área de obturación cm2 0,6183
Tabla 1:
Cálculos área de obturación

5
Variables Unidades Parámetro
Material - Aluminio
Densidad Sólido g/cm3 2,71
Densidad líquido g/cm3 2,41
Volumen cm3 224,4
Peso pieza g 608
Peso total g 790,4
Tiempo óptimo de llenado s 8,42
Constante del molde - 0,45
Gravedad cm/s2 980
Altura bebedero cm 10
Factor de tiempo - 1,2
Espesor mediio de la sección mm 30,04
Área de obturación cm2 0,6183 Tabla 1. Resultados área de obturación
Una vez obtenida el área de obturación se puede elegir un sistema presurizado en donde el flujo
va desde una área mayor a una área menor lo que genera un incremento en la velocidad del metal
líquido conforme avanza en el sistema pero a su vez genera una mayor turbulencia; por otro lado,
se puede optar por un sistema despresurizado en donde el flujo pasa de una área menor a un área
mayor generando una velocidad baja y menor turbulencia pero potenciales problemas de
solidificación anticipada.
Para este caso se ha optado por un sistema despresurizado. En este sistema el área de obturación
se toma igual al área del bebedero. Para determinar el área del canal principal y de las entradas se
tienen unas relaciones dadas en función del material; Para el aluminio una relación de áreas
posible es la siguiente:
𝐴𝑏: 𝐴𝑐: 𝐴𝑒 = 1: 2: 3
𝐴𝑐ℎ𝑜𝑘𝑒 = 𝐴𝑏 = 0.6183𝑐𝑚2
Con estas relaciones y teniendo el área del bebedero ya calculada se muestran los resultados para el área del canal principal y el área de las entradas en la
Sistema Despresurizado
Variables Unidades Parámetro
Área bebedero cm2 0,62
Relación áreas Ab: Ac: Ae 1:2:3.
Área canal cm2 1,24
Área entradas cm2 1,85
Tabla 2:
Sistema Despresurizado

6
Variables Unidades Parámetro
Área bebedero cm2 0,62
Relación áreas Ab: Ac: Ae 1:2:3.
Área canal cm2 1,24
Área entradas cm2 1,85
Tabla 2. Resultados para las diferentes áreas del sistema de colada
Teniendo el valor de estas áreas se pueden obtener las dimensiones geométricas de cada
elemento que compone el sistema de colada. Para el caso del bebedero se tienes las siguientes
fórmulas para calcular el diámetro inferior y el diámetro superior:
𝐷𝑖𝑛𝑓 = √4𝐴𝑏
𝜋 (3)
𝐷𝑠𝑢𝑝 = 1.25𝐷𝑖𝑛𝑓 (4)
Para el ancho y altura del canal principal se tienen las siguientes ecuaciones:
𝑎𝑛𝑐ℎ𝑜𝑐𝑎𝑛𝑎𝑙 = √𝐴𝑐
1.25 (5)
𝑎𝑙𝑡𝑢𝑟𝑎𝑐𝑎𝑛𝑎𝑙 = 1.5𝑎𝑛𝑐ℎ𝑜𝑐𝑎𝑛𝑎𝑙 (6)
Se ha dispuesto que el sistema de colada tenga una entrada; las dimensiones de cada entrada se
calculan de la siguiente forma:
𝑎𝑙𝑡𝑢𝑟𝑎𝑒𝑛𝑡𝑟𝑎𝑑𝑎𝑠 = √(𝐴𝑒 # 𝑒𝑛𝑡𝑟𝑎𝑑𝑎𝑠⁄ )
4 (7)
𝑎𝑛𝑐ℎ𝑜𝑒𝑛𝑡𝑟𝑎𝑑𝑎𝑠 = 4𝑎𝑙𝑡𝑢𝑟𝑎𝑒𝑛𝑡𝑟𝑎𝑑𝑎𝑠 (8)
Los resultados se muestran en la
Dimensiones sistema de colada
Variables Unidades Parámetro
Diámetro inf. Bebedero cm 0,89
Diámetro Sup. Bebedero cm 1,11
ancho canal principal cm 0,91
altura canal principal cm 1,36
área entrada cm2 1,85
altura entradas cm 0,68
ancho entradas cm 2,72
Tabla 3:
Dimensiones sistema de colada

7
Variables Unidades Parámetro
Diámetro inf. Bebedero cm 0,89
Diámetro Sup. Bebedero cm 1,11
ancho canal principal cm 0,91
altura canal principal cm 1,36
área entrada cm2 1,85
altura entradas cm 0,68
ancho entradas cm 2,72
Tabla 3. Resultados para las dimensiones del sistema de colada
Es importante analizar la velocidad del flujo en cada parte del sistema de colada, es decir, la
velocidad en el fondo del bebedero, en el canal y en las entradas; para ello se recurre a la ecuación
de continuidad dando las siguientes relaciones:
𝑉𝑏 = √2𝑔𝐻𝑏𝑒𝑏𝑒𝑑𝑒𝑟𝑜 (9)
𝑄 = 𝑉𝑏𝐴𝑏 = 𝑉𝑐𝐴𝑐 = 𝑉𝑒𝐴𝑒 (10)
Si se toma la altura del bebedero 𝐻𝑏𝑒𝑏𝑒𝑑𝑒𝑟𝑜 = 10𝑐𝑚 y reemplazando en las ecuaciones (9) y (10)
con los datos obtenidos anteriormente se encuentran los resultados mostrados en la Tabla 4:
Variables Unidades Parámetro
velocidad bebedero cm/s 140,00
velocidad canal principal cm/s 70,00
velocidad entradas cm/s 46,67
Tabla 4. Distintas velocidades del flujo
Las velocidades del flujo en los distintos elementos del sistema de colada permiten determinar el
régimen del flujo en cada sección; Para determinar el número de Reynolds se utiliza la siguiente
ecuación:
𝑅𝑒 =𝑉𝐷ℎ
𝜈 (11)
𝐷ℎ =4𝐴
𝑃 (12)
Donde 𝑉 corresponde a la velocidad en cada sección, 𝐷ℎ hace referencia al diámetro hidráulico en
cada sección calculado con la ecuación (12), y 𝜈 es la viscosidad cinemática del aluminio con valor
de 0.012710 𝑐𝑚2/𝑠.
Al aplicar las ecuaciones (11) y (12) para el bebedero, el canal y las entradas se obtuvieron los
valores presentados en la Tabla 5:
viscosidad cinemática aluminio
cm2/s 0,012710
Diámetro hidráulico entrada cm 1,09
8
Diámetro hidráulico canal cm 1,09
Reynolds bebedero - 9773,416
Reynolds canal - 6000,84
Reynolds entradas - 4000,56
Tabla 5. Valores obtenidos del número de Reynolds en cada sección.
Como se puede observar el valor del número de Reynolds en el fondo del bebedero, en las
entradas y en el canal principal supera el valor de 2300, por lo que el flujo se encuentra en
régimen turbulento sin llegar a ser valores de turbulencia severa.
Finalmente se muestran los modelados del bebedero, entradas y canal de alimentación
parametrizados en Catia (¡Error! No se encuentra el origen de la referencia. y ¡Error! No se
encuentra el origen de la referencia.).
4. SISTEMA DE ALIMENTACIÓN
Para determinar si es necesario incluir una mazarota que compense las contracciones del material
es necesario calcular el Módulo de enfriamiento de la pieza; Este parámetro es la relación que
existe entre el volumen de la pieza y el área superficial de la misma. En base a los valores
arrojados por Catia se tiene el siguiente resultado:
𝑀𝑒,𝑝𝑖𝑒𝑧𝑎 =𝑉𝑜𝑙𝑢𝑚𝑒𝑛
Á𝑟𝑒𝑎=
397 𝑐𝑚3
617,3 𝑐𝑚2= 0,64𝑐𝑚 = 6,4𝑚𝑚
A partir de este parámetro se calcula el módulo teórico de la mazarota usando la ecuación:
𝑀𝑚 = 1,3𝑀𝑒,𝑝𝑖𝑒𝑧𝑎 = 0,83𝑐𝑚
Se selecciona una mazarota cilíndrica con las siguientes dimensiones:
ℎ = 2𝐷
Para calcular el diámetro existen diversas maneras, una de ellas es usando el módulo
teórico de enfriamiento de la mazarota e igualando a la razón entre el volumen y área de
la mazarota:
𝑀𝑚 =
𝜋4 𝐷2ℎ
𝜋𝐷ℎ +𝜋𝐷2
2
=𝐷
5
Despejando el diámetro se obtiene el siguiente resultado:
𝐷 = 5𝑀𝑚 = 5(0,83𝑐𝑚) = 4,17𝑐𝑚
Y la altura:
ℎ = 2𝐷 = 2(4,5𝑐𝑚) = 8,34𝑐𝑚
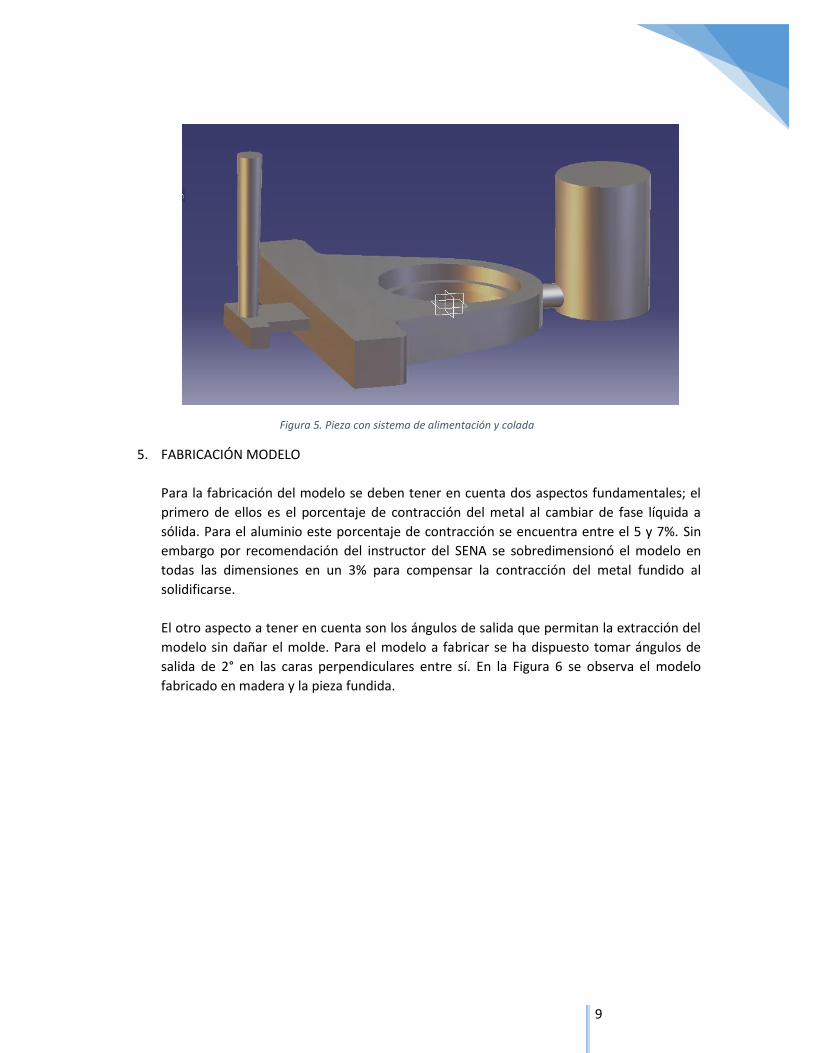
En la Figura 5 se muestra la mazarota ubicada en la pieza.
9
Figura 5. Pieza con sistema de alimentación y colada
5. FABRICACIÓN MODELO
Para la fabricación del modelo se deben tener en cuenta dos aspectos fundamentales; el
primero de ellos es el porcentaje de contracción del metal al cambiar de fase líquida a
sólida. Para el aluminio este porcentaje de contracción se encuentra entre el 5 y 7%. Sin
embargo por recomendación del instructor del SENA se sobredimensionó el modelo en
todas las dimensiones en un 3% para compensar la contracción del metal fundido al
solidificarse.
El otro aspecto a tener en cuenta son los ángulos de salida que permitan la extracción del
modelo sin dañar el molde. Para el modelo a fabricar se ha dispuesto tomar ángulos de
salida de 2° en las caras perpendiculares entre sí. En la Figura 6 se observa el modelo
fabricado en madera y la pieza fundida.

10
Figura 6. Modelo fabricado en madera junto con la pieza fundida
6. PRÁCTICA DE FUNDICIÓN
La práctica se realizó en el laboratorio de fundición de la universidad. Lo primero en
realizarse fue la preparación de la arena para que tuviera la humedad necesaria para
compactación. Posteriormente se colocó el modelo en la parte inferior de la caja para
moldes y se empezó a llenar con la arena como se observa en la Figura 7.
Figura 7. Modelo en la caja para moldes
11
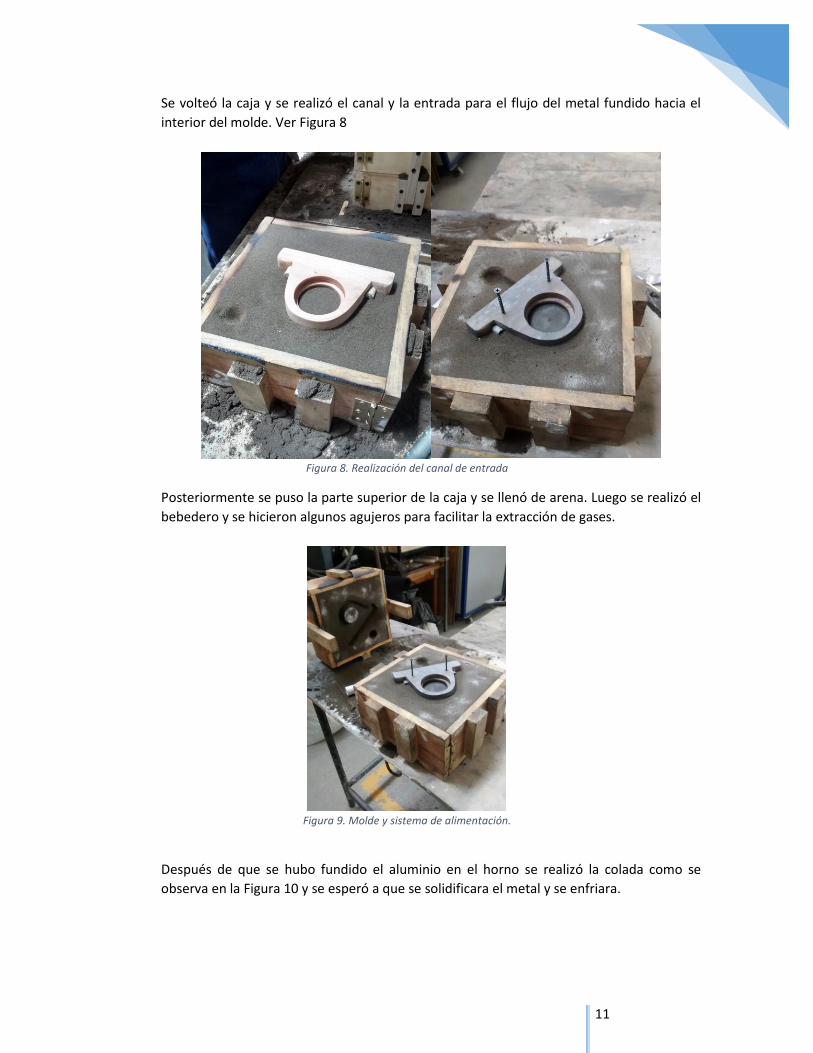
Se volteó la caja y se realizó el canal y la entrada para el flujo del metal fundido hacia el
interior del molde. Ver Figura 8
Figura 8. Realización del canal de entrada
Posteriormente se puso la parte superior de la caja y se llenó de arena. Luego se realizó el
bebedero y se hicieron algunos agujeros para facilitar la extracción de gases.
Figura 9. Molde y sistema de alimentación.
Después de que se hubo fundido el aluminio en el horno se realizó la colada como se
observa en la Figura 10 y se esperó a que se solidificara el metal y se enfriara.

12
Figura 10. Vertido del aluminio fundido en el molde
Finalmente se retiró toda la arena y se extrajo la pieza como se observa en la Figura 11.
Figura 11. Pieza obtenida después de la fundición.
7. RESULTADOS OBTENIDOS
Después de eliminar los excesos de material producto de las rebabas la chumacera quedó
como se observa en la Figura 12:
Después de realizar las mediciones sobre la pieza se evidencia que hay una disminución en
la mayoría de las dimensiones respecto a las dimensiones nominales; En la Figura 13 se
encuentra el plano mecánico de la pieza y en la Tabla 6 se comparan las dimensiones
obtenidas más relevantes con las nominales.

13
Figura 12. Chumacera después de eliminar las rebabas
Figura 13. Plano mecánico de la pieza

14
Parámetro Medida nominal
Medida real
Diferencia porcentual
Ancho total (mm) 160 158 1,25%
Altura total (mm) 108,9 106 2,66%
altura base (mm) 25 24 4,00%
Espesor base (mm) 30 28 6,67%
Espesor superior (mm)
22 22 0,00%
diámetro interno (mm)
63 62 1,59%
Peso total (g) 608 595 2,14% Tabla 6. Comparación medidas nominales y obtenidas
Como se aprecia en la Tabla 6 la mayor diferencia en longitud corresponde al 7% y hay una
diferencia del 2,14% en el peso obtenido comparado con el esperado. Estas diferencias pueden
deberse a una mayor contracción del metal fundido de la que se esperaba; un mayor
sobredimensionamiento en el modelo con un porcentaje de alrededor 5% hubiera podido resultar
en dimensiones mucho más cercanas a las nominales.
Otro aspecto importante es observar si existe presencia de rechupes en la pieza final; Como se
aprecia en la Figura 14 solo se encontró un rechupe en la pieza de un tamaño considerable. La
presencia de este rechupe puede deberse a la no presencia de la mazarota que según los cálculos
era necesaria pero que en la práctica no se utilizó.
Figura 14. Presencia de rechupes en la pieza
8. SIMULACIÓN EN PROCAST
El software Procast es un software orientado hacia los procesos de fundición. Mediante
técnicas de elementos finitos permite obtener resultados de todo el proceso de fundición.
Los resultados se adjuntan por separado.
15
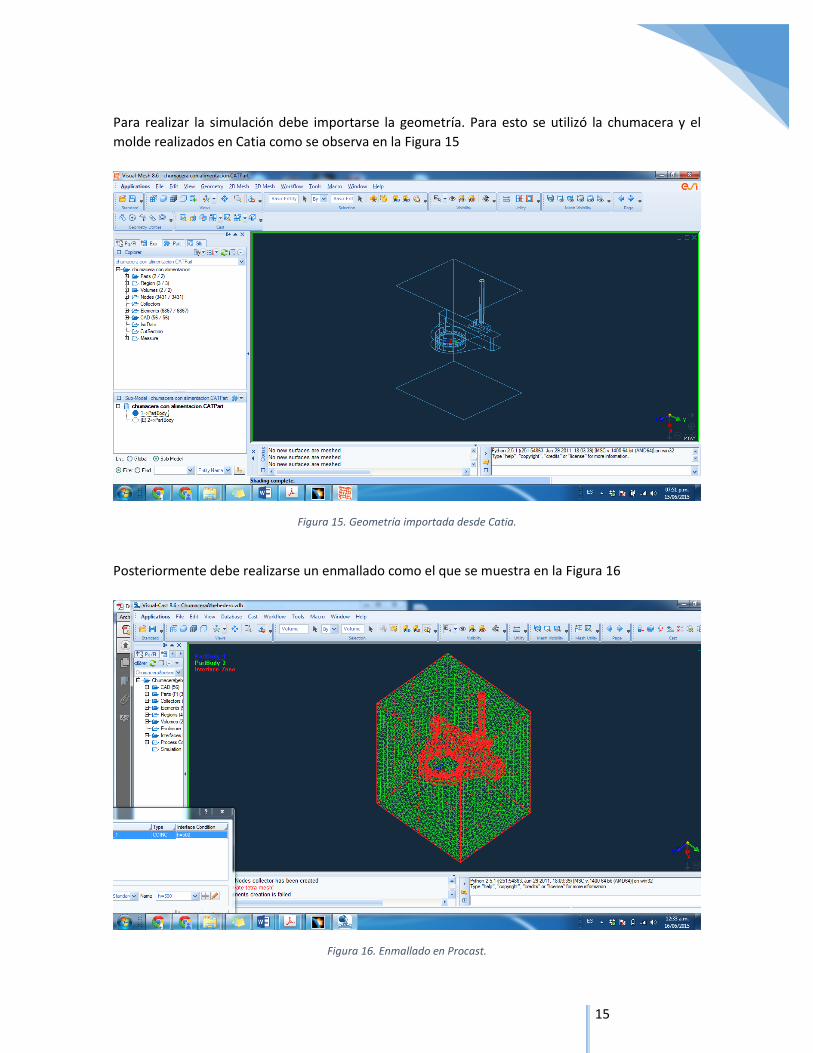
Para realizar la simulación debe importarse la geometría. Para esto se utilizó la chumacera y el
molde realizados en Catia como se observa en la Figura 15
Figura 15. Geometría importada desde Catia.
Posteriormente debe realizarse un enmallado como el que se muestra en la Figura 16
Figura 16. Enmallado en Procast.
16