improving the energy efficiency of a single screw rev 2– 6 extruder speeds (25, 50, 75, 100, 125...
TRANSCRIPT
Improving the Energy Improving the Energy Efficiency of a Single Screw Efficiency of a Single Screw
ExtruderExtruderJohn P. ChristianoJohn P. Christiano
V.P. Process Technology V.P. Process Technology
Dr. Jason BairdDr. Jason BairdProcess EngineerProcess Engineer
Davis Standard LLCDavis Standard LLC
Presentation OutlinePresentation Outline
Drive and Motor ConfigurationDrive and Motor ConfigurationExtruder Screw DesignExtruder Screw DesignHeater DesignHeater DesignResin FormulationResin Formulation

Drive and Motor ComparisonDrive and Motor ComparisonEnergy Efficiency StudyEnergy Efficiency Study
Conventional DC and AC Motor and Gearbox
Direct DrivePermanent Magnet Synchronous Motor

Drive and Motor ConfigurationDrive and Motor ConfigurationEquipmentEquipment–– ThermaticThermatic 2 2 ½”½” 30:1 L/D Smooth30:1 L/D Smooth--Bore ExtruderBore Extruder–– Standard Standard ““Low WorkLow Work”” Barrier ScrewBarrier Screw–– Tubing DieTubing Die–– BP & 14/40/60 Mesh screenpackBP & 14/40/60 Mesh screenpack–– Motor/Drive CombinationsMotor/Drive Combinations
–– Base Speed of 100 RPM / 150 RPMBase Speed of 100 RPM / 150 RPM–– Base power of 75 HP for AC/DC, 58 kW for PMSMBase power of 75 HP for AC/DC, 58 kW for PMSM–– DC: Reliance RPMIII / Reliance DC: Reliance RPMIII / Reliance FlexPakFlexPak 30003000–– AC: AC: YaskawaYaskawa F7 / F7 / BaldorBaldor Reliance Reliance SuperESuperE XEXXEX–– DD: DD: BaumBaumüüllerller BM4453 / BM4453 / BaumBaumüüllerller DST315BXDST315BX
–– Power Quality AnalyzerPower Quality Analyzer–– Sound Level MeterSound Level Meter
MaterialsMaterials–– Equistar Equistar PetrothenePetrothene LR732001 HDPE, 0.3 MI, LR732001 HDPE, 0.3 MI, ��b =0.953 g/ccb =0.953 g/cc–– LyondellBasellLyondellBasell ProPro--Fax HD640H PP, 2.0 MFR, Fax HD640H PP, 2.0 MFR, ��b =0.90 g/ccb =0.90 g/cc

ExperimentalExperimentalMethodologyMethodology–– Same temperature profiles for each material regardless of Same temperature profiles for each material regardless of
drivedrive
–– 6 Extruder speeds (25, 50, 75, 100, 125 and 150 RPM) 6 Extruder speeds (25, 50, 75, 100, 125 and 150 RPM) including baseline @ 0 RPMincluding baseline @ 0 RPM
–– Wait for SS to be achieved (less than 1oF variation in TA)Wait for SS to be achieved (less than 1oF variation in TA)
–– Data recorded @ 1 Hz for a period of 10 min. and Data recorded @ 1 Hz for a period of 10 min. and averagedaveraged
Set & Actual Set & Actual �� Barrel Barrel TCTC’’ss, RPM, LOAD, RPM, LOADAll line & cum. All line & cum. �� V, A, kW, V, A, kW, kVAkVA, , kVARkVAR, PF, PFDrive: Calc. kW outDrive: Calc. kW out
Sound levels @ 5 perimeter positionsSound levels @ 5 perimeter positions

Comparing Energy Consumption Comparing Energy Consumption vs. Extruder Speed vs. Extruder Speed -- HDPEHDPE

Comparing Energy Consumption Comparing Energy Consumption vs. Extruder Speed vs. Extruder Speed -- PP PP

Comparing Drive SystemsComparing Drive SystemsEnergy Consumption vs. Extruder Speed

Energy Consumption vs. Extruder SpeedNormalized vs. AC Drive System
Consumed Power Comparison vs. AC Geared/Belted Drive
-30%
-20%
-10%
0%
10%
20%
30%
40%
50%
60%
70%
0 20 40 60 80 100 120 140 160
Extruder Speed (RPM)
% k
W C
onsu
mpt
ion
of A
C G
eare
d/B
elte
d D
rive
& M
otor
DC - PP DD - PP
DC - HD DD - HD
DC Geared/Belted Drive & Motor
Direct Drive Drive & Motor
AC Geared/Belted Drive & Motor Baseline
In operating range ~ 100 RPM,DC system consumes ~ 5-15% MORE power than AC systemDD system consumes ~ 12-15% LESS power than AC system

Direct Drive Extruder TechnologyDirect Drive Extruder TechnologyAdvantagesAdvantages
Energy efficient Energy efficient Narrow footprintNarrow footprintQuiet operationQuiet operationLow maintenanceLow maintenance

Direct Drive Extruder TechnologyDirect Drive Extruder TechnologyChallengesChallenges
Available in a limited range of sizes Available in a limited range of sizes extruder sizesextruder sizesMotors still require a thrust bearingMotors still require a thrust bearingMotors are still very expensiveMotors are still very expensive

Direct Drive PaybackDirect Drive Payback
Estimated Cost difference for a 75mm Estimated Cost difference for a 75mm extruder with direct drive technology extruder with direct drive technology + $20,000+ $20,000Energy savings of 15% of 55kw = 8.25kw Energy savings of 15% of 55kw = 8.25kw 0.08 $/0.08 $/kwkw--hr hr –– 7000 hr/yr7000 hr/yrSavings = $4620/yrSavings = $4620/yrPayback Payback –– 4.3yrs4.3yrs
Improved Screw DesignImproved Screw Design
Improving the energy efficiency using Improving the energy efficiency using optimized extruder screw designoptimized extruder screw design

Drive and Motor ConfigurationDrive and Motor ConfigurationEquipmentEquipment–– ThermaticThermatic 4 4 ½”½” 30:1 L/D Smooth30:1 L/D Smooth--Bore Bore
ExtruderExtruder–– Two Barrier ScrewsTwo Barrier Screws–– Pipe Extrusion DiePipe Extrusion Die–– BP & 14/40 Mesh screenpackBP & 14/40 Mesh screenpack–– Motor/Drive CombinationsMotor/Drive Combinations
–– Base Speed of 300 RPM 79/138 RPMBase Speed of 300 RPM 79/138 RPM–– DC: Reliance RPMIII / Reliance DC: Reliance RPMIII / Reliance FlexPakFlexPak
MaterialMaterial–– Dow DGDA 2492 BiDow DGDA 2492 Bi--modal 5.5 HLMI HDPEmodal 5.5 HLMI HDPE

Experimental (Cont.)Experimental (Cont.)Operating Conditions and Recorded ParametersOperating Conditions and Recorded Parameters
Barrel Temperature ProfileBarrel Temperature Profile–– 390 390 -- 410 410 –– 400 400 -- 385 385 -- 375 375 -- 375 deg F375 deg F–– Die / Adapter Die / Adapter –– 410 deg F 410 deg F
Screw Speed Range Screw Speed Range –– 50, 75, 100 RPM50, 75, 100 RPM
Recorded ParametersRecorded Parameters–– Output rateOutput rate–– Melt TemperatureMelt Temperature–– Motor PowerMotor Power–– Heat Flux in each barrel zoneHeat Flux in each barrel zone–– Pressure along the length of the barrelPressure along the length of the barrel
Cross channel pressure gradients in each zone of the screw desigCross channel pressure gradients in each zone of the screw designn
ResultsResults

Screw Design OptimizationScrew Design Optimization4.5 30:1 L/D - Comparison of Barrier Screws with DGDA 2492 HDPE Bimodal Jun-09
0
200
400
600
800
1000
1200
1400
0 20 40 60 80 100 120SCREW SPEED (RPM)
OU
TPU
T (L
BS
/HR
)
Screw 1 Screw 2
440
450
460
470
480
490
500
0 20 40 60 80 100 120
SCREW SPEED (RPM)
PY
RO
TE
MP
ER
ATU
RE
(D
EG
. F)
0.00
50.00
100.00
150.00
200.00
250.00
0 20 40 60 80 100 120SCREW SPEED (RPM)
HO
RS
EP
OW
ER

Output Rate and Melt Temperature Output Rate and Melt Temperature ComparisonComparison
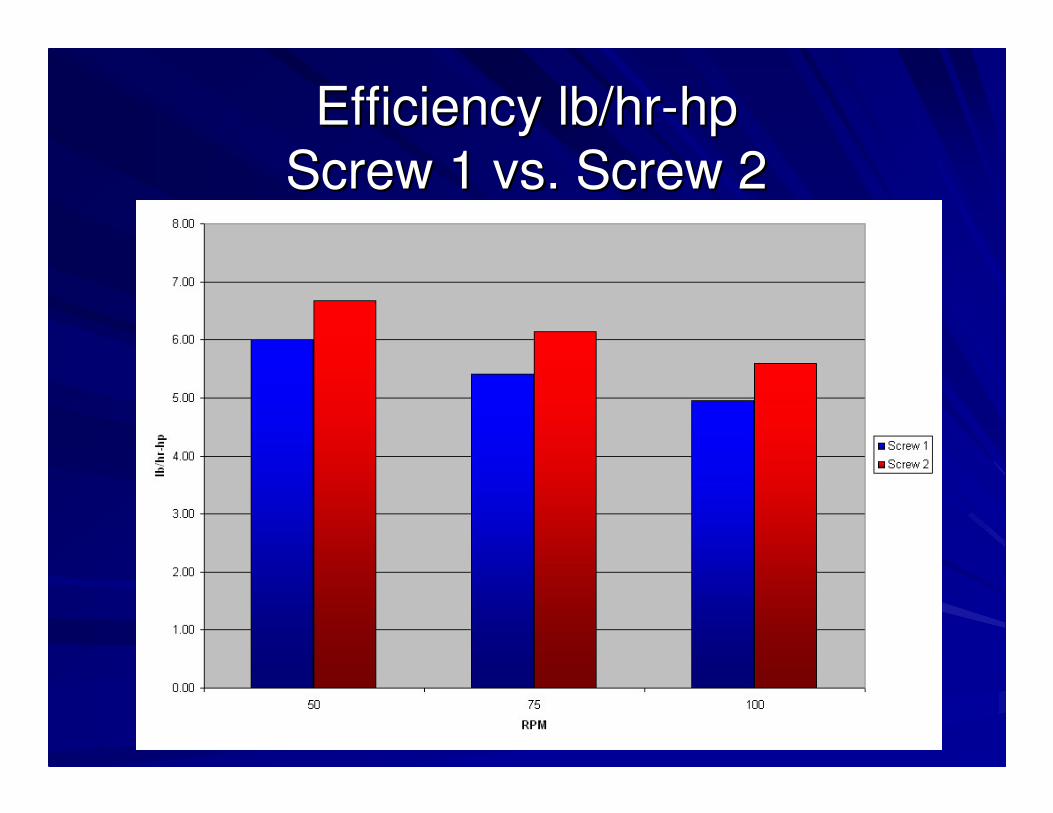
Efficiency lb/hrEfficiency lb/hr--hphpScrew 1 vs. Screw 2Screw 1 vs. Screw 2

Screw OptimizationScrew OptimizationSummarySummary
Output improvement of 11 Output improvement of 11 –– 13%13%Reduced melt temperature 20 Deg FReduced melt temperature 20 Deg FImprovement in Efficiency lb/hrImprovement in Efficiency lb/hr--hp hp –– 1111--13%13%Energy savings at equivalent output of Energy savings at equivalent output of 1030lb/hr = 18%1030lb/hr = 18%

Improved Screw DesignImproved Screw Design
Estimated Cost $15000Estimated Cost $15000Energy savings of 18% at equivalent Energy savings of 18% at equivalent output of 1030 lb/hr. = 37.44KWoutput of 1030 lb/hr. = 37.44KW0.08 $/0.08 $/kwkw--hr hr –– 7000 hr/yr7000 hr/yrSavings/yr = $21413/yrSavings/yr = $21413/yrPayback 8 Payback 8 –– 9 months9 months

Heater DesignHeater DesignRoom for improvementRoom for improvement
Reducing Convective heat lossesReducing Convective heat lossesNew Hood designNew Hood designImproving heater insulationImproving heater insulation

Convention Air Cooled HeatersConvention Air Cooled Heaters
Steady-State Power Loss vs. Barrel Temp
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0 100 200 300 400 500 600 700
Barrel Temp (TA, oF)
Ave
rage
Pow
er In
put @
SS
(kW
)
Standard HeaterFully-Insulated Heater

Improved Heater / Extruder DesignImproved Heater / Extruder Design
Heat loss due to convection for a 4.5 inch Heat loss due to convection for a 4.5 inch extruderextruder–– 1.9 1.9 kwkw for barrel zones set above 500 deg ffor barrel zones set above 500 deg f–– 2.1 2.1 kwkw for barrel zones set above 600 deg ffor barrel zones set above 600 deg f
Improved extruder hood design to reduce Improved extruder hood design to reduce convection convection Insulate heatersInsulate heaters

Resin FormulationResin FormulationPLA + Impact ModifierPLA + Impact Modifier

AN EXTRUSION STUDY: EXAMINATION OF THE AN EXTRUSION STUDY: EXAMINATION OF THE IMPROVED PROCESSING CHARACTERISTICS IMPROVED PROCESSING CHARACTERISTICS
OF A PLA IMPACT MODIFIED BLENDOF A PLA IMPACT MODIFIED BLENDJohn P. Christiano John P. Christiano –– DavisDavis--Standard, LLCStandard, LLC
Jason C. Baird, Ph.D. Jason C. Baird, Ph.D. –– DavisDavis--Standard, LLCStandard, LLCBarry A. Morris Barry A. Morris –– DuPont, Wilmington, DEDuPont, Wilmington, DE
Monday - Session 7Room 185A
11:00AM
0.00
2.00
4.00
6.00
8.00
10.00
12.00
50 75 100 125Extruder Speed, RPM
kg/h
r/kw
2002D Nat 2002D+BIOMAX
Efficiency Efficiency -- kg/hr/kg/hr/kwkw vs. Screw Speedvs. Screw Speed Axial Pressure GenerationAxial Pressure Generation

Resin Formulation Resin Formulation PLA + 2 % IMPLA + 2 % IM
As a Result, Addition of 2% IMAs a Result, Addition of 2% IM–– Decreased throughput 6Decreased throughput 6--8%8%–– Lowered Melt Temperature 3.3 Lowered Melt Temperature 3.3 –– 3.9 Deg C3.9 Deg C–– Reduced Power consumption 15.6 Reduced Power consumption 15.6 –– 23.7 %23.7 %–– Increased Energy Efficiency 9 Increased Energy Efficiency 9 –– 21% 21% –– Decreased Heat removal 36 Decreased Heat removal 36 –– 46%46%–– Lower axial pressure generationLower axial pressure generation–– Reduced cross channel gradients in feed and Reduced cross channel gradients in feed and
melting zonesmelting zones

Efficiency Efficiency -- kg/hr/kg/hr/kwkw vs. Screw Speedvs. Screw Speed
0.00
2.00
4.00
6.00
8.00
10.00
12.00
50 75 100 125Extruder Speed, RPM
kg/h
r/kw
2002D Nat 2002D+ IM

Cross Channel Pressure GradientsCross Channel Pressure GradientsFeed ZoneFeed Zone
0
2
4
6
8
10
12
14
16
30.7 30.9 31.1 31.3Time (s)
Pres
sure
(Mpa
)
PLA
IMB (PLA + IM)
Feed Zone
Melt Film / Solid BedInterface
Melt Film / Barrel WallInterface
MechanicalDeformation
Conductive Melting w/ Forced Melt Removal

Axial Pressure GenerationAxial Pressure Generation
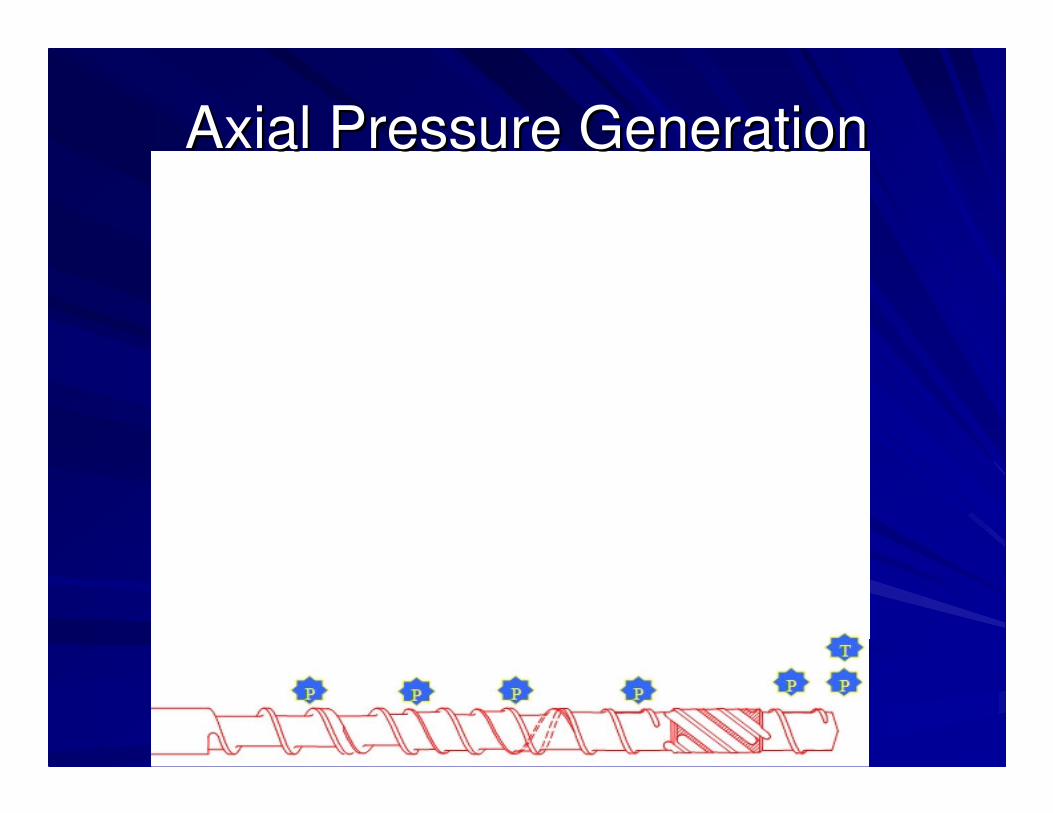
Axial Pressure GenerationAxial Pressure Generation