hydrocarbon processing integrated solutions for thriving ... · shell global solutions integrated...
TRANSCRIPT
Shell Global Solutions
InteGrated SolutIonS for thrIvInG In tomorrow’S refInInG InduStry
Special Supplement to
HYDROCARBON PROCESSING®
GS33460311 En(A
)
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 1 18/2/11 14:44:24

Süleyman Özmen
Refiners globally will continue to experience numerous challenges in the coming years. Principal among these is the sulphur paradox, which is a reality that refiners increasingly face: more sulphur is coming into the refinery as the availability of sweet crudes diminishes, but less sulphur must leave the refinery within the finished products or as harmful emissions.
Indeed, the need to meet changing product specifications and emissions legislation will continue to be a key focus for refinery managers as the global population rises and demand increases. For example, the economy in Russia remains extremely tight and, despite financial constraints, refiners must meet Euro 3 transportation fuel regulations this year and be prepared for Euro 5 by 2015. In terms of local product specifications, export markets can bring different demands. With the Middle East, for example, now providing significant product to Europe, South America and other regions, refiners must comply with the 10 weight parts per million (wppm) sulphur transportation fuels specification even though it is not required for the domestic market. In developing markets, tighter specifications for motor gasoline (mogas) or diesel will also be imposed.
During the next five years and beyond refiners must look forward to find more viable solutions. There is never a simple single solution. A flexible and tailored approach is necessary to account for individual circumstances. Intelligently applied, integrated technology and a robust sulphur management strategy are important now more than ever.
In this supplement, we showcase the thinking and technologies, which facilitate the effective management of sulphur in any form, as refiners face processing heavier, sourer crudes despite more stringent product specifications and emissions legislation.
We begin with the innovative ways of thinking that refiners can apply when dealing with the sulphur paradox. At the macro-level, the Shell energy scenarios enable refiners to navigate the energy landscape, exploring possible developments in the future of energy and testing strategies against those potential developments. The Shell Global Solutions Pentagon Model, a multi-platform approach, provides refiners with a template to help them improve operations and invest in their future. Theory is put into practice as we provide
examples of how refiners are responding to increasingly stringent environmental specifications as they relate to sulphur and other emissions using the Pentagon Model.
We then provide insight into the key technologies that help refiners execute on their sulphur management strategies. The Shell Global Solutions Sulphur Technology Platform, a focal point for integrated and customised sulphur solutions, helps refiners process heavier, sourer crudes, whilst meeting stringent emissions and product requirements. In addition, distillate upgrading and catalyst technology enables them to take their Ultra-Low sulphur diesel (ULSD) units to the next level by improving product quality or yield flexibility in revamp applications. JsC Ukrtatnafta’s Kremenchug refinery highlights the success of these technologies, which helped them improve the quality of their transportation fuels and improve their margins.
Ultimately, innovative process and catalyst technology solutions are required for processing heavier, sourer crudes whilst meeting emissions and clean transportation fuel specifications, specifically in relation to sulphur. By using integrated technology solutions to optimise sulphur management strategies, we can face today’s refining challenges head on to survive and thrive!
Süleyman Özmen Vice President, Refining and Chemical Licensing,Shell Global Solutions International B.V.
Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
www.shell.com/globalsolutions
IntroduCtIon:
taKIng Control oF tHe SulPHur ParadoX
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 2 18/2/11 14:44:25

Special Supplement to
HYDROCARBON PROCESSING®
www.shell.com/globalsolutions
explorInG alternatIve futureS:
SHell SCenarIoS enable reFInerS to maKe better energy deCISIonS
taKIng Control oF tHe SulPHur ParadoX
With the three most powerful drivers of the energy world - demand, supply, and effects on the environment - all set to undergo significant change in the coming years, the industry stands at the brink of an era of significant transition. When investing in operational improvements in the short or long term, refiners need to consider a range of issues and how they directly impact on their business. While price and technology will certainly play a major role in helping to drive these changes, political and social choices will arguably have the biggest impacts.
The International Energy Agency (IEA) estimates that over the next 25 years $8 trillion will need to be spent on developing new oil fields in order to meet the world’s anticipated oil needs. At the same time, refiners need to take into account the sulphur paradox, as feedstocks typically contain increasing levels of sulphur, but specifications for the cleanliness of fuels are ever-tightening. With higher sulphur crude going into refineries, more hydrogen sulphide, SOx, COx and NOx are being produced. Refiners must ensure that they have hydroprocessing technologies in place that are able to process more sour crude into high value products so they can meet shifts in demand without infringing new legislation.
In order to survive and thrive in this transitioning environment, refiners need to consider cutting edge technology solutions - like Shell Global Solutions’ Sulphur Technology Platform - to ensure that they can compete in the new energy world whilst continuing to meet emissions standards and product specifications.
Energy scenariosShell has been using energy scenarios for almost forty years to explore possible developments in the future of energy and to test strategies against those shifts. Decision makers use these scenarios to gain insight into the uncertainties ahead that concern them most, and explore the ways in which discontinuities might unfold. Scenarios enable better decisions today which will drive better performance in the midst of greater uncertainty.
Scenarios for the energy system differ from traditional forecasting techniques because they offer a long-term analysis from different perspectives. The approach is critical because the rate of change depends on the time needed to develop new equipment, obtain permits to deploy, and also for the lifecycle of existing capital stock and equipment to expire. It takes on average three decades for a new technology to emerge in the energy system and reach a maturity level whereby it can deliver around one per cent of global energy provision. Given that it can take a long time for the energy systems to evolve, the choices we make today influence the way the energy system plays out over the next 20 to 30 years.
The Three Hard TruthsTo develop scenarios, it is important to consider a range of different elements including consumer choices, government policies, the availability of energy resources and developing technology trends. However, before we factor in these variables there are three elements in the energy and environment space that cannot be overlooked. Shell calls these the Three Hard Truths:
n Global energy demand is accelerating in developing economies, notably in the East. By 2050 the UN forecasts that the global population will grow by 50 per cent to 9 billion people, which will see energy demand increase from current levels of around 250 million barrels of oil equivalent a day to around 300 to 400 million barrels a day;
n Conventional sources of energy supply will struggle to keep up with demand growth; and
n More energy means more emissions at a time when climate change looms as a critical global issue.
Within the boundaries of our Three Hard Truths, society and governments exercise choices, leading to many possible outcomes for the energy system. Our scenarios explore two very different possibilities:
Scenario one: ScrambleScramble represents a world where action takes place on a national level, with each government focused on securing energy for their own particular needs over concerns relating to the impact of energy on the environment and society. The choice of the term Scramble for this scenario is significant as it highlights how the world is always
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 3 18/2/11 14:44:25

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
trying to catch up with growing energy demand by pursuing the easiest, cheapest and most plentiful resources available.
With a pervasive short-term mindset, the demand for readily-available coal continues to grow very quickly. However, as the emissions challenge becomes more extreme, people are inevitably forced to consider other energy sources. At this point the next area of growth will be biofuels, since the technology is mature and can be implemented relatively quickly at a time when fast solutions are required, although that may have unintended consequences.
Shortly after, there will be a recognition that nuclear is probably the best solution for electricity supply. However, as nuclear power takes time to build and is relatively expensive by comparison, there will be an energy supply crunch in which countries are forced to take action to manage demand, by imposing taxes and mandates to reduce energy consumption.
Scenario two: BlueprintsBlueprints represents a world where a patchwork of solutions to tackle energy demand, supply and climate stresses emerge at a local and regional level and coalesce into mainstream solutions. It is a world in which people think more strategically about global energy needs and plan for a future that includes taking action in relation to climate change and more efficient use of energy.
In a Blueprints world, less coal is used in favour of cleaner natural gas resources and renewable energy sources are developed and deployed more quickly.
Investment in technology and market-based systems continues to help increase the number of emissions reduction schemes and build on the success of carbon capture and storage projects as the
primary means of abating the effects of CO2 from fossil fuel energy. The majority of coal and gas plants will have carbon capture and storage associated with them, either installed new or retrofitted. Technologies like the Sulphur Technology Platform provided by Shell Global Solutions also enable refiners to manage the ever-growing level of sulphur produced in refining processes despite processing ever-heavier crudes. By employing such solutions, it is easier for refiners to measure reactions. As a result, security of supply is more easily assured as demand is better managed on a global basis.
Preparing for the futureToday, the fundamental long-term energy drivers and uncertainties remain largely as anticipated. However, when we consider all the factors together and impose on them the enduring economic uncertainty, it’s clear that the energy system will be even more volatile over the next three to five years and possibly beyond, impacting refiners along the way.
There will be new competition from other energy sources for transport fuels - although this will not happen consistently across the world - raising challenges in terms of refinery footprints and also in meeting demands for specific products and increasing trade.
Transition is inevitable in the world energy system as we strive to provide more energy using sources that produce less SOx, COx, and NOx emissions. However, there are also real opportunities for positive change if we can begin to use energy more efficiently. Overall, 30 per cent
www.shell.com/globalsolutions
Scenario One: Scramble Scenario Two: Blueprints
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 4 18/2/11 14:44:26
Special Supplement to
HYDROCARBON PROCESSING®
120
mb/d
100
80
60
40
20
1990
Natural gas liquids
Non-conventional oil
Crude oil – yet to be developed (inc. EOR) or found
Crude oil – currently producing fields
2000 2010 2020 2030
0
IEA estimate 24 mb\d of supply will needreplacing by 2015
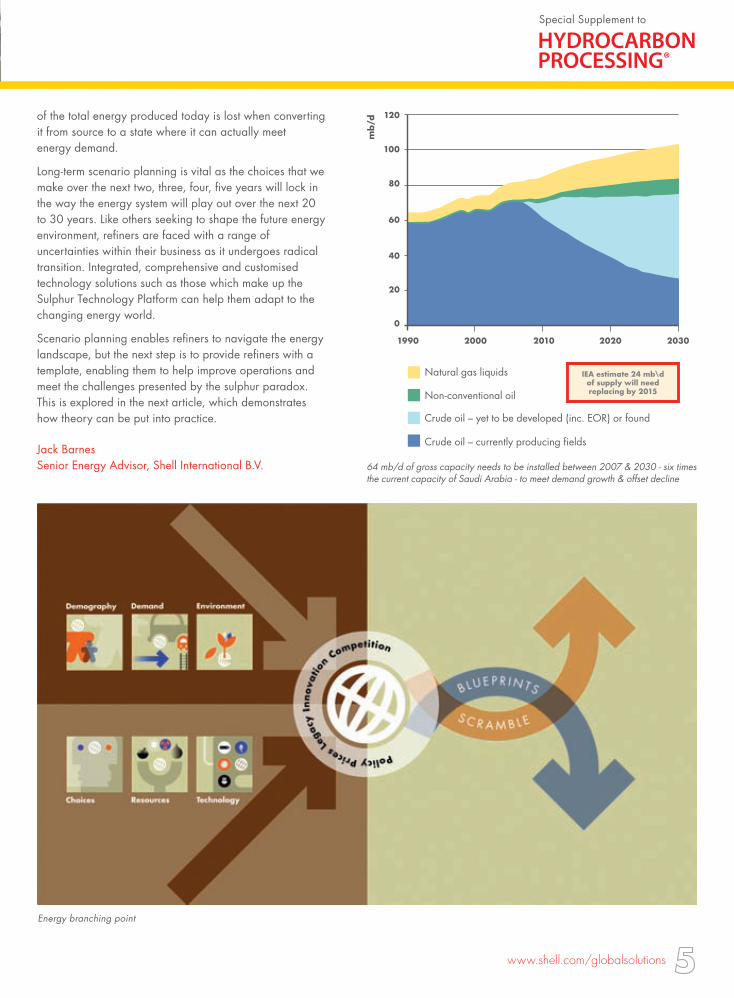
64 mb/d of gross capacity needs to be installed between 2007 & 2030 – six times the current capacity of Saudi Arabia – to meet demand growth & offset decline
www.shell.com/globalsolutions
Energy branching point
64 mb/d of gross capacity needs to be installed between 2007 & 2030 - six times the current capacity of Saudi Arabia - to meet demand growth & offset decline
of the total energy produced today is lost when converting it from source to a state where it can actually meet energy demand.
Long-term scenario planning is vital as the choices that we make over the next two, three, four, five years will lock in the way the energy system will play out over the next 20 to 30 years. Like others seeking to shape the future energy environment, refiners are faced with a range of uncertainties within their business as it undergoes radical transition. Integrated, comprehensive and customised technology solutions such as those which make up the Sulphur Technology Platform can help them adapt to the changing energy world.
Scenario planning enables refiners to navigate the energy landscape, but the next step is to provide refiners with a template, enabling them to help improve operations and meet the challenges presented by the sulphur paradox. This is explored in the next article, which demonstrates how theory can be put into practice.
Jack Barnes Senior Energy Advisor, Shell International B.V.
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 5 18/2/11 14:44:27

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
As “easy oil” increasingly fails to meet demand, more difficult feedstocks with higher sulphur are increasingly used and senior refinery managers are asking themselves how they can maintain efficiency, throughput and margins in this environment, while having to deal effectively with product sulphur specification and sulphur-based emission limitation.
The key to navigating this sulphur paradox and investing in the future lies in a multi-platform Shell Global Solutions Pentagon Model, which forms the foundation for the Sulphur Technology Platform, which is explored in greater depth in the next article. While long-term scenario planning can provide refiners with the capability to test strategies against potential developments in the future of energy, the Pentagon Model is an approach that refiners can use as a template when performing various projects that help optimise operations, restructure existing assets and improve margins. This three-pronged model, developed using Shell Global Solutions’ expertise and experience as both a refiner and technology provider, encourages refiners to:
n Focus on operational improvements with no capital expenditures – or ‘sweating the assets’ – in the short term;
n Revamp to meet demand for clean fuels, increase margins while improving efficiencies and maximise production in the mid-term; and
n Schedule phased investment for the long term.
First pentagon: ‘Sweat the assets’Refiners are finding it more difficult to obtain financing for new projects despite facing strict laws that force the production of low-sulphur products and dealing with aging assets. Beginning with the first pentagon, refiners can increase their profitability with their existing assets – or ‘sweat their assets’ – with no capital expenditure.
Every refinery has the capability to get $0.3 to $1 per barrel of improvements. Tupras, for example, embarked on its first pentagon programme three years ago. They made operational improvements with a focus on reliability, training of staff and energy management. As a result, they were able to save $240 million through application of the first pentagon.
In an industry where refiners must increase their margins and maximise production, implementing the first pentagon provides a strong foundation for increased operational excellence in the short term.
Second pentagon: RevampsRefiners can begin to invest in upgrading units, including hydrocrackers, thermal crackers and other applications as part of the implementation of the second pentagon. This is an investment that ranges between $5 million to $25 million with a return on investment of between one to three years depending on the scope of the project. Successful refiners invest in revamp projects with the money generated from implementation of operational improvements in the first pentagon.
For example, one refiner who invested in hydrocrackers for many years wanted further improvements, including the installation of new reactor internals and new catalysts to boost performance. As a result they were able to process additional feedstock and increase middle distillate yields. Another US refinery that was previously operating a fluid catalytic cracking (FCC) unit, but had a vacuum gas oil (VGO) hydrotreating FCC unit, is now converting the unit to a mild hydrocracker. In addition they revamped their vacuum unit to deep flash operation to yield more VGO feedstock for the mild hydrocracker. This type of revamp has been popular in the last two years.
Refiners that will thrive in the next five to ten years are managing the sulphur paradox by evaluating their existing hydroprocessing, distillation and sulphur recovery units, looking into ways to improve and determining the long-term needs driving the refinery to improved margins while meeting environmental restrictions. As new refineries are built and displace the ones that cannot keep up with the changes, it is becoming more important for refiners to make the right margins and have the right conversions.
empowerInG Sulphur manaGement:
SHell global SolutIonS Pentagon model HelPS reFInerS InveSt In Future
www.shell.com/globalsolutions
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 6 18/2/11 14:44:27

Special Supplement to
HYDROCARBON PROCESSING®
Third pentagon: Phased investmentTo succeed long term, refiners must continue investing in phases as part of the third pentagon. For example, if they want to maximise their diesel production with the right product combination, they will need to install using deep flash technology with the hydrocracker and/or build light cycle oil (LCO) hydrotreaters to enhance production of diesel.
There are environmental benefits to phased investment as well. Refiners with a typical crude distillation unit and high vacuum unit can invest in new technologies as part of the Sulphur Technology Platform and thereby decrease their energy use by approximately 25 per cent by integrating their technologies. This not only helps refiners reduce capital investment, it can also help them achieve energy efficiency and CO2 reduction as well.
A multi-platform approach to sulphurEach of the three pentagons enables refiners to improve operations and adapt to changing emissions and product standards. During implementation of the first pentagon, refiners are able to make enough operational improvements to gain savings for further investment in
revamps. They can then use their increased margins for the phased investment programme in the long-term, enabling them to implement effective strategies for dealing with sulphur and other by-products and emissions.
It is crucial refiners invest now and continue to do so in order to prepare for an inevitable surge in demand and more stringent emissions legislation and product specifications. Refiners can use the lessons learned from the recent economic crisis to avoid the ‘stop and go’ behaviour of past crises in which refiners ceased investing in new projects through a multi-platform approach.
Efficient and continuous project management is a necessity in a challenging, cyclical business environment. With the Pentagon Model, refiners will enhance their existing assets to meet the growing energy demand by implementing appropriate sulphur management technologies such as the Sulphur Technology Platform and, at the same time, increase their margins. By adopting the Pentagon Model now, refiners will be in a better position to survive and thrive in the short and long term.
Süleyman Özmen Vice President, Refining and Chemical Licensing, Shell Global Solutions International B.V.
Short-Term =Just Surviving
OperationalImprovements
Short-TermRevampSolutions
PhasedInvestments
OverLong-Term
Short-to-Medium-Term=Survive/Starting to Thrive
Long-Term=Thrive
Health, safety and environmentalissues are of great importance toShell GS and thus central to all
pentagon options
www.shell.com/globalsolutions
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 7 18/2/11 14:44:27

www.shell.com/globalsolutions
Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
Through the multi-platform Pentagon Model, Shell Global Solutions provides a portfolio of integrated, comprehensive and customised technology solutions to meet refiners’ specific short-term and long-term business goals. Known as the Sulphur Technology Platform, this suite of technologies can help refiners not only survive but thrive in today’s volatile economy and environment by dealing with sulphur in all its forms, including: sulphur in crude; sulphur in all products, from liquefied petroleum gas (LPG) to residue; hydrogen sulphide (H2S); sulphur dioxide (SO2); mercaptans; and solid sulphur.
The Shell Global Solutions licensing portfolio, which includes technologies from key, carefully selected alliances, is a comprehensive portfolio of integrated technologies derived from and fine-tuned using real business challenges that can be customised to meet each refiner’s individual business needs.
Business value Shell Global Solutions supports refineries through the crucial front-end development phase, where decisions are critical and have a strong influence on the overall project value.
Initial consultancy and extended services throughout the project lifecycle may include:
n Market studies, such as scenario planning and masterplanning to help take a view of the future market and to enable more robust decision making regarding location, feedstock, logistics, process configuration and hardware requirements;
n Front-end development to optimise process design and technology selection;
n Implementation support, such as project management support and contractor management to ensure budgets and schedules are met; and
n Start-up and commissioning services to reduce implementation time and organisational effectiveness reviews throughout the project lifecycle.
Shell Global Solutions then works with refineries to provide optimised technical solutions as part of the Sulphur Technology Platform that can help them to reduce the sulphur levels of their products, from gasoline and diesel through to LPG and fuel oil, to meet product specifications. The solutions also enable refiners to remove H2S, SO2 and CO2 from their off-gases to meet their environmental mandate whilst processing opportunity crudes that represent an additional revenue opportunity.
Hydrotreating unit revamp to produce Euro 5 diesel extended with dewaxing technology One example of an application of the first pentagon (“operational improvements”), allowed the upgrade of an existing diesel hydrotreater. This particular case led to the application of the second pentagon (“short-term revamps”) through phased investment, which enabled the refinery’s long-term competitive positioning in the region and helped it to meet the regional winter grade diesel demand. The regional supply and demand orbit has historically been short of winter grade diesel and forecasted trends show that this shortfall would continue or even grow.
The main objective of the phase I feasibility study was the assessment of the performance of the diesel hydrotreater reactor section to meet the Euro 5 diesel specifications, in combination with a future target capacity increase of 30 per cent compared to design.
The objective of the phase II revamp was the installation of a second stage dewaxing section to achieve a further cloud point reduction of 20˚C and thus produce a winter diesel product for the local market.
The diesel hydrotreater was designed to process straight run diesel and kerosene with a maximum sulphur content of 50 to 350 wppm. A maximum capacity testrun showed that the unit was capable of operating at 115 per cent of the design throughput at the premised feedstock, having a
the Sulphur teChnoloGy platform:
reFInerS meet tHe SulPHur CHallenge wItH Integrated SolutIonS
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 8 18/2/11 14:44:27

www.shell.com/globalsolutions
Special Supplement to
HYDROCARBON PROCESSING®
sulphur content of about 100 wppm in the diesel product. The premised feedstock is a blend of 85 per cent wt straight run diesel and 15 per cent visbreaker gasoil and light catalytic cracked cycle oil (LCO). The unit was further constrained in terms of a maximum pressure differential across the reactor section, set by the fixed speed recycle gas compressor capacity and heat integration limitations.
To achieve a diesel product sulphur content of less than 10 wppm, the installation of an additional reactor downstream of the existing HDS reactor was required, while the increased feed rate would require the installation of a maximum diameter impeller for the diesel hydrotreater feed charge pump, together with the replacement of the pump driver. This solution was a minimum capital expenditure (capex) solution for the refinery, meeting the premised Euro 5 diesel specifications and the target capacity increase of 30 per cent compared to design.
Processing of gas oils, especially when containing LCO, to very low sulphur levels requires hydrogenation of the difficult sterically-hindered sulphur species (dibenzothiophenes) found in the heavy end of the feed. In order to achieve the required sulphur in product, a catalyst system based around Criterion
Catalysts & Technologies ASCENT™ platform DN-3531 and DC-2531 in a sandwich structure was proposed. The nickel molybdenum (NiMo)-based catalyst was applied to reduce the residual nitrogen to low enough levels for the (future) second stage noble metal hydro-isomerisation dewaxing (HDW) catalyst. The cobalt molybdenum (CoMo)-based catalyst had been included to meet the diesel sulphur specification but minimise hydrogen consumption.
As an opportunity to minimise investment for the dewaxing expansion in phase II of the revamp project, the heat integration of the reactor section was optimised by the installation of a new hot high-pressure separator (HHPS) scrubber as part of the application of the third pentagon. This combination would make substantial heat available from the new HHPS pump to be used for feed preheat, while at the same time reducing the condensing duty requirement of the high pressure vapour condenser. The pump around could also be used as liquid quench in between the catalyst beds of the new reactor.
For phase II of the revamp project, the hydro-isomerisation dewaxing technology was applied, because of yield advantage over catalytic cracking dewaxing, and integrated within the existing HDS reactor section. The concept of isomerisation dewaxing is based on a catalyst having a zeolite structure, impregnated with noble metal platinum (Pt).
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 9 18/2/11 14:44:28

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
The feasibility study resulted in several benefits to the refinery’s revamp project. By applying the Pentagon Model, the refinery experienced a capacity expansion of 30 per cent and diesel product that met Euro 5 standards through phased capital expenditure without replacement of capital-intensive equipment. The refinery also produced winter diesel grade with a cloud point specification of -25˚C. Lastly the refinery achieved increased diesel yield (optimisation of gasoil stripper in work-up section) and increased unit reliability (reinstate wash water application).
Integrated MHC/HDS Complex In an example of the application of the third pentagon (“long-term options”), an integration of mild hydrocracking and diesel desulphurisation units helped to add value to an existing refinery generating Euro 5 diesel quality products and feedstock for the fluid catalytic cracking (FCC) unit. The main objective of the configuration review was to upgrade heavy gas oil (HGO)/vacuum gas oil (VGO) to diesel while still producing unconverted oil (UCO) as feedstock to the FCC. Another business driver was to hydrotreat excess light gas oil (LGO) to produce diesel. The challenge was to determine the most economical, reliable and robust solution through co-processing or post treatment while meeting diesel Euro 5 specification.
The assessment demonstrated that in an integrated HDT/HCU configuration, the unconverted oil bleed from the common fractionation section to the FCC and the remainder recycled to a hydrocracker unit (operating at higher conversion), would not be feasible at any of the three investigated pressure levels. This was because the sulphur content of the middle distillate (kerosene and diesel combined) could not meet the 10 wppm sulphur specification. Even at the 120 bar pressure level the S-slip in ULSD was estimated at 65 wppm.
For both the single-stage full range MHC and the integrated MHC/HDS configurations, the cetane number specification could not be achieved at the lower pressure levels of 80 bar and 100 bar. The density specification of < 845 kg/m3 could only be met at SOR conditions for the single-stage full range.
At the highest pressure level of 120 bar, all diesel specifications could be met for both these configurations. The middle distillate yield from the single-stage full range MHC configuration compared with the integrated MHC/HDS is around 5 per cent lower due to extra cracking of the LGO feed. Although the single-stage full range MHC
www.shell.com/globalsolutions
Final Diesel Hydrotreater Flow Scheme post revamp with Dewaxing technology
Diesel
Drier bottoms
HHPS Liquid
HDW Liquid
CHPS#2 Liquid
CHPS Liquid
CHPS Water
Fresh gas
HDWCHPS
HDW Effluentcondenser
HP AmineAbsorber
Recycle GasCompressor
HP VapourCondenser
CHPSTo HLPS
To HLPS
To HLPS#2
From CDU
To HLPS#2
From HMU
HDW Reactor
HDW Feed/ EffluentExchanger
To SWS
Interstage Stripper
HHPSRG / Reactor
Effluent Exchanger
HDS Reactor#2
HDS Reactor
Reactor FeedHeater
Pass
2-4
Pass
2-4
A/BHHPS pumparound
Pump
A/B/C/DFeed / Effluent
Exchanger
A-DFeed oil / Product
Exchanger
A/BFeed / HDW
LiquidExchanger
New HHPS PumparoundExchanger
Feed Charge Pump
Feed Surge Drum M
HDW EffluentKO Drum
HDW Feed Pump
1
20
Wash water
Gasoil feed
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 10 18/2/11 14:44:28
LPG treating
Gas/liquid treatingand regeneration
Naphtha hydrotreating Catalytic reforming
FCC gasoline selectivehydrodesulphurisation
H2S
SOx/NOx
Mercaptan/COS S
SO2
Organic S
On-specificationproduct or emission
Kerosene wet treating
Kerosene hydrotreating
Diesel hydrotreating
FCC
Furnaces, boilers and turbines
Sulphur recoveryand tail gas treating
Sulphur solidificationSulphurpastilles
LPG
Gasoline
Kerosene/Jet
Gasoline
Diesel
Diesel
GasolineBenzeneTolueneXylene
CANSOLV SO2 scrubbing
VGO hydrotreating
Crude oil
Hydrocracking
Residue upgrading- Visbreaking- Residue hydroconversion- Coking- Solvent deasphalting
Naphtha
Kerosene
Diesel
HGO
HVG
OLV
GO
Atm
osp
her
ic c
olu
mn
Vacu
um
colu
mn
Special Supplement to
HYDROCARBON PROCESSING®
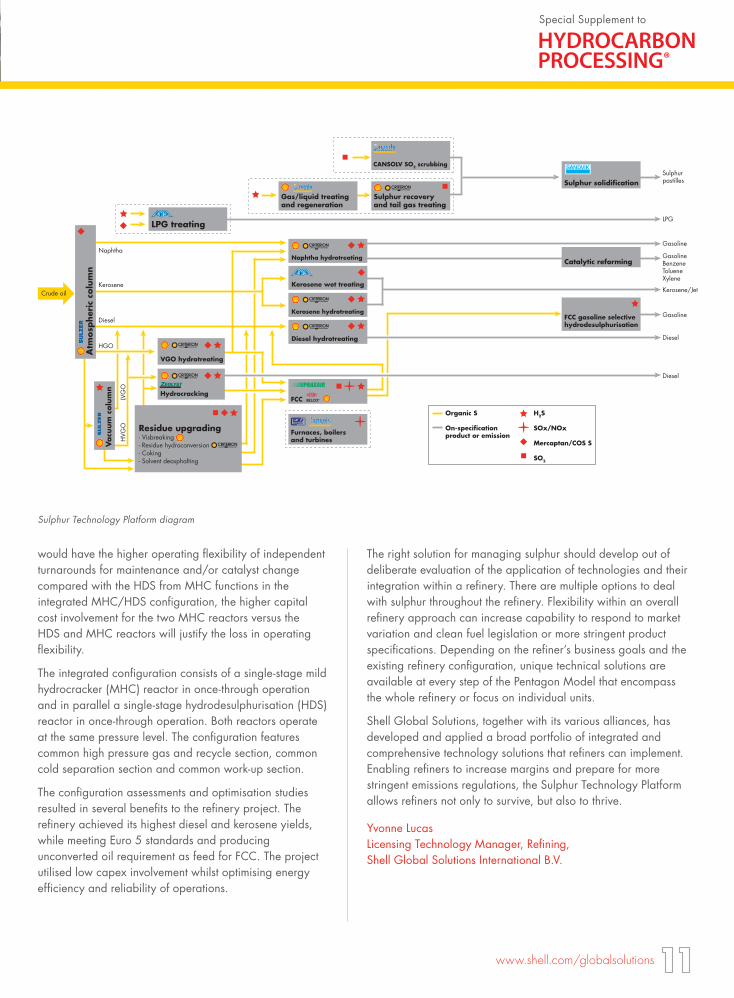
Sulphur Technology Platform diagram
would have the higher operating flexibility of independent turnarounds for maintenance and/or catalyst change compared with the HDS from MHC functions in the integrated MHC/HDS configuration, the higher capital cost involvement for the two MHC reactors versus the HDS and MHC reactors will justify the loss in operating flexibility.
The integrated configuration consists of a single-stage mild hydrocracker (MHC) reactor in once-through operation and in parallel a single-stage hydrodesulphurisation (HDS) reactor in once-through operation. Both reactors operate at the same pressure level. The configuration features common high pressure gas and recycle section, common cold separation section and common work-up section.
The configuration assessments and optimisation studies resulted in several benefits to the refinery project. The refinery achieved its highest diesel and kerosene yields, while meeting Euro 5 standards and producing unconverted oil requirement as feed for FCC. The project utilised low capex involvement whilst optimising energy efficiency and reliability of operations.
www.shell.com/globalsolutions
The right solution for managing sulphur should develop out of deliberate evaluation of the application of technologies and their integration within a refinery. There are multiple options to deal with sulphur throughout the refinery. Flexibility within an overall refinery approach can increase capability to respond to market variation and clean fuel legislation or more stringent product specifications. Depending on the refiner’s business goals and the existing refinery configuration, unique technical solutions are available at every step of the Pentagon Model that encompass the whole refinery or focus on individual units.
Shell Global Solutions, together with its various alliances, has developed and applied a broad portfolio of integrated and comprehensive technology solutions that refiners can implement. Enabling refiners to increase margins and prepare for more stringent emissions regulations, the Sulphur Technology Platform allows refiners not only to survive, but also to thrive.
Yvonne Lucas Licensing Technology Manager, Refining, Shell Global Solutions International B.V.
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 11 18/2/11 14:44:29

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
The sulphur paradox is resulting in refiners being squeezed from both sides by tighter product specifications and increasing emissions legislation.
Although there are several technologies that take out the sulphur and nitrogen molecules from the hydrocarbons, these molecules then end up in some of the streams that must be cleaned up. Sulphur, mostly as hydrogen sulphide (H2S) is removed from the above streams using treating solutions. The treating solutions are then regenerated, thereby creating a H2S rich stream that must be handled. Refiners are not permitted to just send this stream to an incinerator, burn it to SO2 and emit it into the atmosphere. They must convert the H2S to something else; a by-product that can be used, such as sulphur, or disposed of as non-hazardous waste. How can refiners manage all of this?
A range of investments through application of the Shell Global Solutions Pentagon Model can help refiners meet future regulation and environmental issues that deal with handling sulphur as a by-product. A portfolio of technologies as part of Shell Global Solutions’ Sulphur Technology Platform can help remove refinery emissions, enabling refiners to manage the sulphur paradox.
First pentagon: Handling more H2SWith refiners faced with doing more with less, the first step is to make sure they are getting the maximum use out of the assets they have before they start making new investments or wholesale changes to refinery operations. This process of going back and looking at refinery assets based on current and anticipated concerns is known as the first pentagon. It is the starting point in the journey to improved operations, which continuously adapt to changing product specifications and emissions standards.
Reducing emissions plays a key role in decision-making for refinery operators. To ensure, for example, that the refinery amine treating system is operating at optimum, maintenance of amine hygiene is very important. The Sulphur Technology Platform enables proper amine hygiene, ensuring that the treating solvent a refiner is using matches what the system was designed for. It also ensures that the type of amine molecule and the amount of amine circulating solution is correct, so that all the amine molecules are able to pick up the acid gas components. Most gas streams contain some contaminants that degrade amine over time and form, for example, organic acids. These organic acids tie up the amine molecule and, as a result, refiners don’t get as much out of the amine as they would normally.
What Shell does in its own refineries every one to two years is to clean up the amine, bringing in outside truck-mounted systems to take out these contaminants so that the amine can be restored to its full capacity.
Applying the first pentagon can help refiners get five to 10 per cent more capacity out of the assets that they already have without making significant equipment changes. Before making a new investment, refiners that thrive are making sure they are getting the maximum out of what they have while they plan for any future additions and operational changes.
Second pentagon: Debottlenecking the amine systemWhen applying the second pentagon, refiners implement short-term solutions or revamps, allowing investments to be made during a normal turnaround.
Many new amine solvents available today are more energy-efficient and have higher capacity. As a result, change out of a solvent during a turnaround can help a refiner get more capacity in the system. For instance, a plant in the northern part of the US was using diethanolamine (DEA) as the solvent, and the inlet gas rates were about to increase by about 30 to 35 per cent. Shell Global Solutions studied the facility and recommended changing the refining process to the Sulfinol-X1 process. The plant was able to boost capacity by 30 per cent and save energy for regeneration without making any hardware changes. The plant was able to lower its circulation rate due to the high capacity of Sulfinol-X and the smaller heat of regeneration requirements.
Another refinery was adding a new hydrotreater unit (DHT) and wanted help with optimising their amine system. They needed amine for the recycle hydrogen scrubber in the new DHT, and wanted the same amine for use in other parts of the refinery. The facility still needed to meet the sulphur specifications on the low-pressure fuel system. Shell Global
www.shell.com/globalsolutions
ControllInG emISSIonS:
reSPondIng to InCreaSIngly StrIngent envIronmental SPeCIFICatIonS
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 12 18/2/11 14:44:30

Special Supplement to
HYDROCARBON PROCESSING®
Solutions evaluated the system and changed the monoethanolamine (MEA) process that they were using to the Shell Global Solutions’ ADIP-M (aqueous MDEA) process. In addition, Shell Global Solutions recommended acid aided regeneration additive that was needed to keep the fuel gas H2S specification low. This helped increase the sulphur handling capacity from 167 t/d to 290 t/d (almost double the capacity of the system), supply amine to new DHT recycle gas scrubber and maintain low fuel gas H2S specifications without adding a whole new unit.
Even simple, small changes and investments can get refiners anywhere between 15 to 30 per cent more capacity in the existing assets.
Third pentagon: Achieving very low sulphur emissionsRefiners ultimately look to implement long-term solutions or schedule phased investments as part of the third pentagon. The Sulphur Technology Platform provides a range of technologies that can help refiners focus on long-term improvements while meeting product and emissions standards at the same time.
For example, the Claus, SuperClaus and EuroClaus units can take a refinery up to 96 to about 99.3 per cent sulphur recovery. However, if a refinery needs to go beyond this, they would need to add tail gas treating to the tail gas
coming from the sulphur plant. The tail gas coming from the sulphur plant contains many sulphur species. In a tail gas treating plant, all these sulphur species are converted to H2S, which is then picked up by an amine system and recycled to the front end of the Claus unit.
The Shell Claus Offgas Treatment unit (SCOT) is a low sulphur, low-temperature tail gas treating unit that allows refiners to achieve > 99.9 per cent sulphur recovery. This particularly helps refiners meet the fluid catalytic cracking (FCC) consent decree, whereby refineries are expected to reduce sulphur emissions, or at least hold the sulphur emissions at the levels at which they were at before, whilst the feed to the FCC is increasing in sulphur content.
In the new Shell Global Solutions designs, the amine unit, the sulphur plant and the tail gas treating units are all completely integrated so refiners can thrive by achieving very high (>99.9 per cent) sulphur recoveries and low emissions. Shell Global Solutions, along with its various alliances, offer the extremely robust Sulphur Technology Platform that covers all facets of refinery operations where sulphur or nitrogen is present in any form, allowing refiners to respond quickly and effectively to changing environmental specifications.
Pervaiz Nasir Regional Manager Gas/Liquid Treating and Sulphur Processes, Shell Global Solutions (US) Inc.
1Sulfinol is a Shell trademark.
www.shell.com/globalsolutions
Sulphur Technology Platform diagram
3 in wt. eq. sulphur
in endproducts(10 ppmS spec)
Reducesulphur inproducts
100 in wt. eq. sulphurgoing in via
feedstock
More sour crude = more
sulphur1 3
2
4
SULPHUR ISSUES INSIDE THE REFINERY:Create more H2S, Create more SOx,
NOx & COx
6 in wt. eq.sulphur emitted
Reduce SOx and NOx
in emissions
Produces more elemental sulphur
91 in wt. eq. sulphur
converted into elemental sulphur
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 13 18/2/11 14:44:30

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
The global distillate market is expected to remain tight over the next few years, which will continue to encourage refiners to favour diesel production over gasoline. Complicated further by the sulphur paradox, senior refinery managers are asking themselves how they can maintain efficiency, throughput and margins in this challenging environment.
Although redirecting heavy naphtha is a way to generate additional diesel barrels, a greater incentive exists to increase the endpoint of diesel streams or upgrade more fluid catalytic cracking light cycle oil (FCC LCO) from the heating or fuel oil pool into on-road diesel. For example, since 2005, when Euro 4 ULSD specifications took effect in Europe, the value of diesel over lower quality dispositions has increased by a factor of three to five times. With more stringent legislations cropping up all over the globe, refiners have considerable economic incentive to upgrade heavy diesel molecules or convert LCO to ULSD product now and for the foreseeable future.
The challenge will be to adopt more innovative ways of thinking about meeting long-term product standards and emissions legislation in order to maximise diesel volume. The good news is that refiners can optimise operations and meet these requirements through the multi-platform Shell Global Solutions Pentagon Model. The Pentagon Model can help refiners move “beyond ULSD” to improve cetane, reduce aromatics, upgrade cold flow properties, improve density, reduce heavy diesel end point, process biodiesel components and shift conversion between naphtha, kerosene and diesel. By employing the Pentagon Model with advanced unit
designs, customised catalyst solutions and process configurations from the Sulphur Technology Platform, refiners are able to not only survive but thrive in this volatile environment.
A strong ULSD catalyst portfolio A strong ULSD catalyst portfolio is a key enabler for upgrading diesel quality while meeting sulphur specifications. A robust and flexible portfolio maximises activity to reduce the volume of catalyst necessary to achieve ULSD targets. This frees up reactor volume for other upgrading catalyst system options. The catalyst portfolio provides a range of nickel molybdenum (NiMo) and cobalt molybdenum (CoMo) catalysts to control hydrodesulphurisation (HDS), hydrodenitrification (HDN) and aromatic saturation (ASAT) thus improving the quality of the feed flowing to the catalyst systems. Offering the flexibility to modify hydrogen consumption and offset hydrogen requirements associated with additional upgrading requirements, the ULSD catalyst portfolio also provides a flexible set of products that can be presulphurised, activated and regenerated to meet unit process and operations requirements.
Criterion Catalysts & Technologies’ portfolio is extensive, reflecting the continuous innovation and commitment to catalysis research and development across all hydroprocessing applications. The latest products allow
www.shell.com/globalsolutions
Beyond ulSd:
reFInerS ImPlement tomorrow’S dIStIllate uPgradIng teCHnology today
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 14 18/2/11 14:44:30

Special Supplement to
HYDROCARBON PROCESSING®
ULSD to occur in a reactor volume that is only 60-75 per cent (~10-15°C more activity) of first generation ULSD products in the market. The CENTERA® products in particular provide refiners with a great opportunity to reduce the amount of catalyst needed to make ULSD, freeing up space to utilise other upgrading catalysts in the same reactor system. Both the CoMo DC-2618 at lower operating pressure and the NiMo DN-3630 at higher operating pressures offer considerable activity gains.
Reactor internals technology Implementing the additional chemistries requires proper control over the reaction environment, which in many cases requires much finer control over gas and liquid flows as well as reaction temperatures. In fact, if proper mixing and redistribution does not occur, there can be a detrimental impact on the catalytic environment, which can reduce product quality or degrade yields.
Shell Global Solutions’ reactor internals technology provides advanced vapour and liquid distribution and optimised mixing of vapour and liquids. Two of the most widely known are the high dispersion distributor tray (HD-tray) and ultra flat quench (UFQ) assembly, both of which are responsible for ensuring maximum contact of liquid and gas with the catalyst and uniform temperature control of both phases separately, as a result of excellent mixing performance regardless of quench load.
Shell Global Solutions HD-trays have been able to substantially improve performance of units by distributing gas and liquid more widely over the catalyst bed. The robustness of these distribution trays combined with a high tolerance against tray tilt and a boltless, weldless and ergonomic design, have made these trays a desirable choice for refiners in application of the second pentagon (revamps) and for new units. Over 1500 trays have been supplied to customers in the last 10 years. Besides the HD-tray, the UFQ has been an integral component for higher severity applications like ULSD and hydrocracking units, which have a large heat release and need of uniform temperature control from bed to bed.
After implementing a strong ULSD catalyst portfolio and reactor internals technology, refiners looking to implement additional chemistries can choose from various types of upgrading that are enabled by catalyst and reactor internals technologies; to operate in the “beyond ULSD” mode. These include: ASAT, selective ring opening (SRO), “mild” hydrocracking (MHC) and cold flow improvement via catalytic dewaxing (CDW).
Aromatic Saturation (ASAT) Refiners can choose from two catalyst plus process ASAT solution options, depending on the degree of aromatic saturation required.
Single Stage – Enhanced Aromatic Saturation (EAS) EAS involves utilising a bed or two of a multi-bed ULSD unit for ASAT. In this scenario, all or most of the HDS and HDN reactions occur in the lead beds of reactor. The low levels of organic
www.shell.com/globalsolutions
reFInerS ImPlement tomorrow’S dIStIllate uPgradIng teCHnology today
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 15 18/2/11 14:44:31

www.shell.com/globalsolutions
Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
sulphur and organic nitrogen in the latter beds of the reactor create an environment that is favourable for ASAT to occur. Diesel is then processed in the latter beds to meet cetane, density, and aromatics content targets for ULSD product specifications. This allows a portion of the reactor to be operated in a temperature range that is favourable for ASAT, maximising ASAT and the product property improvements associated with it throughout the catalyst cycle.
Two-Stage - Deep Aromatic Saturation (DAS) The requirement for the first stage operation of the two-stage ASAT technology, indicated as DAS for deep aromatic saturation, is to prepare ULSD feedstock for the second stage noble metal catalyst system. Since the noble metal catalyst can be poisoned by H2S and NH3, these by-products are removed in an inter-stage stripper, and the stripped liquid is recombined with clean treat gas to complete the aromatic saturation reactions.
An advantage of two-stage ASAT units is that they can be designed for low to moderate pressure operation. The major disadvantages are that they are more complex than single stage operations and are hydrogen intensive.
Selective Ring Opening (SRO) SRO can provide improved diesel product quality (density, aromatics, cetane) with a distillate selective reaction pathway due to the clean nature of the ULSD product. Catalyst acidity is carefully controlled to avoid full hydrocracking, which would result in excessive distillate yield shift to naphtha.
Shell Global Solutions and Criterion Catalysts & Technologies offer a wide range of solutions including naphtha hydrotreaters to process straight run naphtha and coker naphtha, distillate hydrotreaters, and sulphur recovery units - all of which form part of Shell Global Solutions’ overall Sulphur Technology Platform.
Utilising SRO for cetane enhancement will result in some shift of distillate to naphtha. The multi-functional catalysts used in the SRO system permit some naphthenic molecules to “exit” the reversible aromatic saturation loop via conversion, increasing the overall conversion. SRO catalyst systems can also deliver the required density, aromatics and cetane at ~10 per cent lower overall H2 consumption than ASAT.
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 16 18/2/11 14:44:33

www.shell.com/globalsolutions
Special Supplement to
HYDROCARBON PROCESSING®
“Mild” Hydrocracking (MHC) With sufficient operating pressure and hydrogen availability, MHC of diesel feed components to gasoline can provide both an opportunity to upgrade the quality of the diesel product as well as an operating flexibility to capture any shifts in diesel and gasoline margins. MHC is different from full hydrocracking in that conversion objectives are much lower. From the product diesel perspective, this is a selective way to remove the worst molecules and generate a much higher quality product. Significant incremental improvement in aromatics, density, and cetane can be achieved with ~10 per cent naphtha production.
Cold Flow Improvement via Catalytic Dewaxing (CDW) At low temperatures, products with “waxy” components start to crystallise and affect the flow characteristics of the product. To avoid problems of fuel supply to an engine or lubricating problems under low temperature conditions, diesel fuels and lube oils often have stringent specifications on flow properties at low temperature. Implementation of CDW provides feedstock flexibility and enables refiners to achieve cold flow property specifications, avoid expensive cold flow improvement additives and reduce kerosene blending.
SummaryIn addition to the catalyst being an enabler for going “beyond ULSD”, reactor hardware and process technology improvements enable one or more upgrading chemistries to occur in a single stage, moderate pressure system, making this a cost-effective unit for producing clean distillate products. These combined catalyst and process options provide opportunities to improve refinery economics by capturing the margins for high quality ULSD over lower value fuels. Possible choices include processing of heavier and dirtier feeds, handling additional LCO, and providing crude slate flexibility.
By investing in the Sulphur Technology Platform, refiners can reach “beyond ULSD” to mitigate the effects of the sulphur paradox and capture opportunities to upgrade diesel quality (or modify yield profiles) without settling for the economic constraints of regular ULSD operations. These opportunities range from simple catalyst changes to capital project upgrades at any stage of the Pentagon Model. These fundamental examples clearly demonstrate how refiners can implement solutions to build flexibility into ULSD assets, driving opportunities to improve profitability and thrive in any economic environment.
Salvatore P. Torrisi, Jr. Business Manager, Distillate Catalysts, Criterion Catalysts & Technologies
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 17 18/2/11 14:44:37

Integrated SolutIonSFor Thriving in Tomorrow’s Refining Industry
Like many refiners today, JsC Ukrtatnafta’s Kremenchug refinery in Ukraine was at a crossroads, facing a business imperative to increase production of better quality fuels, improve revenues and meet forthcoming stringent fuel regulations, a manifestation of the sulphur paradox. With refining capacity of four to 10 million tonnes of crude oil per annum, Ukraine’s largest refinery needed strategic replacement and phased upgrading of aging assets. Even though gasoline sulphur content was a priority, the refiner also needed to improve quality of diesel fuel, focusing not only on production of Ultra-Low sulphur grades but also on producing winter grades with enhanced cold flow properties. These improvements would allow Ukrtatnafta to gain revenue opportunities largely fed by the country’s growing share of commuter and commercial diesel vehicles.
To help Ukrtatnafta achieve its goals within its financial parameters, Shell Global Solutions and Criterion Catalysts & Technologies provided integrated, comprehensive and customised technology solutions as part of the Sulphur Technology Platform. Ukrtatnafta also adopted the Shell Global Solutions Pentagon Model, approaching its refining process by maximising use of its existing assets (first pentagon), revamps (second pentagon) and phased investments (third pentagon). This approach helped Ukrtatnafta not only survive but thrive, as it optimised its operations and improved margins as a result.
Key success factorsDrawing on deep experience and knowledge gained as an owner and operator of large, complex refining facilities, Shell Global Solutions and Criterion Catalysts & Technologies worked with Ukrtatnafta to implement solutions from the Sulphur Technology Platform and to ensure that the key requirements of a successful revamp were met:
ImprovInG operatIonS:
Integrated SolutIonS HelP uKrtatnaFta reFInery tHrIve wItH better Fuel qualIty and HIgHer margInS
www.shell.com/globalsolutions
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 18 18/2/11 14:44:38

Special Supplement to
HYDROCARBON PROCESSING®
n Quality - ensure that the right project is well executed; invest with no regrets; and identify all potential value that can be unlocked during the revamp.
n Speed - execute fast with no delays and target to start producing high quality fuels within the shortest period of time (i.e. months rather than years).
n Cost - maximise use of existing equipment as an application of the first pentagon; define depth of project requirements and invest wisely in a quick win project with room for longer term improvement as an application of the third pentagon.
n Implementation - use an experienced technology group and deliver on time to benefit from improved fuel qualities.
DiagnoseTo begin the project, Shell Global Solutions and Criterion Catalysts & Technologies worked with Ukrtatnafta to seamlessly analyse the refinery’s key requirements and collaboratively bring forward solutions with minimal infrastructure changes. Together, the team developed a customised solution to revamp a diesel hydrotreating unit (DHT) in two phases that would ultimately produce Euro 5 diesel. Recognising another opportunity to bring Kremenchug closer to its business objectives, Criterion Catalysts & Technologies and Shell Global Solutions also recommended a cost-effective solution focused on improvement of catcracker feed, and hence quality of gasoline pool, that could be achieved by conversion of another DHT unit to treat vacuum gasoil.
DesignTo optimise production capabilities with minimal infrastructure changes, one DHT unit (LCh-24-7/68 DHT), consisting of two trains in parallel, underwent a two-phased revamp. A second unit (LK 6U-300 DHT) was converted to treat straight-run vacuum gasoil in line with the application of the second pentagon.
Revamp of LCh-24-7/68 DHT UnitPhase one improvements enable uninterrupted production of automotive diesel based on the move to Euro 3, which requires no more than 350 wppm sulphur content. With lighter feedstock, the solution allows the refiner to produce shipments of diesel with sulphur content of no more than 50 wppm to meet Euro 4 guidelines. The solution included utilisation of offerings from Shell Global Solutions’ Sulphur Technology Platform:
n Criterion Catalysts & Technologies’ new generation of catalyst technology, ASCENT™ DC-2531, a high-activity CoMo catalyst providing a full range of sulphiding options as well as handling and loading flexibilities;
n Reactor modifications with Shell Global Solutions’ reactor internals, HD Trays and UFQs, to enhance unit performance, distribute gas and liquid uniformly, minimise thermal instabilities and maximise reactor catalyst inventory and catalyst utilisation.
Conversion of LK 6U-300 DHT UnitCriterion Catalysts & Technologies and Shell Global Solutions recommended the conversion of another DHT unit to treat straight-run vacuum gasoil, with minimal changes, that enables production of vacuum gas oil with 0.2 per cent sulphur content. The customised catalyst solution extends catalyst lifespan to a cycle of about 24 months, thus yielding longer intervals between scheduled maintenance. The unit conversion included:
n Supply of full set of reactor internals including HD tray and UFQs;
n ASCENT™ DC-2551 specially developed for medium pressure VGO hydroprocessing applications, providing high coke stability, metals uptake capacity and high activity; and
n ASCENT™ NiMo DN-3551 that provides protection to catalysts from feed metal contaminants.
DeliverIdentifying challenges and working as a team towards the optimal solutions, Criterion Catalysts & Technologies, Shell Global Solutions and Ukrtatnafta successfully implemented a series of strategic, cost-effective technology improvements that enabled the Kremenchug refinery to meet competitive challenges, improve margins and increase production at a time when fuel standards were also becoming more stringent. During a 12-month period ending in mid-2010, Ukrtatnafta realised sales and revenue increases of more than 49 and 129 per cent, respectively. During the same period, crude intake increased 51.5 per cent. While the focus was on enabling Kremenchug’s gasoline grades to meet Euro 3 standards, upgrades for production of low-sulphur diesel fuels significantly improved refining efficiency. With sustained feedstocks, improvements also facilitated full production of Euro 4 diesel fuel well ahead of the mandate deadline.
With help from Shell Global Solutions and Criterion Catalysts & Technologies, Ukrtatnafta was able to implement a full integration of services, catalysts and licensing which form part of the Sulphur Technology Platform. By applying the Pentagon Model approach with the Sulphur Technology Platform solutions, the refinery will be in a position to comply with Euro 4 and 5 standards, manage the sulphur paradox and not only survive but thrive.
Malcolm Robertson Director General, Shell Global Solutions Eastern Europe B.V., Moscow
www.shell.com/globalsolutions
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 19 18/2/11 14:44:38

CENTERA® is the latest development in catalyst technology from Criterion. Featuring nanotechnology
in active site assembly, CENTERA builds upon the strong legacy of Centinel, Centinel Gold
and ASCENT technologies. Based on your specific needs, CENTERA can help improve your
refining capabilities. Whether you are facing challenges in cycle length, feedstock type, or process
flexibility, our advanced technology offers a solution. Take a step forward with CENTERA. For more
information, please contact [email protected].
R03304-GS_HCP_Supp_Brochure_20pg_V5_AW.indd 20 18/2/11 14:44:38