hot-fillable containers containing pet/pen copolymers and blends
TRANSCRIPT

1670 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9
INTRODUCTION
Polyethylene terephthalate (PET) containers arewidely used for packaging of carbonated and non-
carbonated beverages, oils and other liquid drinks aswell as for packaging of various solid foods. Its highclarity, good mechanical and gas barrier properties,light weight and ease of recycling favor this materialover glass and other polymers for many food-packagingapplications.
Many foods and drinks must undergo heat treat-ments such as pasteurization and sterilization in orderto kill pathogens and different spoiling microorgan-isms. Pasteurization is normally carried out at temper-atures below 100°C, and sterilization is carried out above120°C (1). These two processes are time-temperaturedependent: the higher the temperature, the shorter thetime required for the destruction of the microorganisms.
During heat treatment, beneficial components of thefood such as vitamins, nutrients, and flavor compoundsare also destroyed. However, the destruction of mi-croorganisms is more temperature-dependent than isdestruction of the beneficial components (2). Moreover,long heat treatments may cause undesirable changesin odor and/or taste. Therefore, for food, high-temper-ature, short-time (HTST) treatments are advantageous.One way to obtain a pasteurized liquid food (drink) ishot filling followed by product cooling. The higher thefilling temperature, the shorter the heat treatment, andthe product can be cooled sooner, with less damage. Aheat treatment of 87°C�90°C for about one minute isnormally sufficient to destroy pathogens, before theproduct can be cooled (3). Even heat-set PET bottles donot endure these conditions and undergo deformations(primarily, shrinkage). Therefore, hot filling is usuallycarried out in glass containers. In recent years, effortshave been made to modify PET, and/or its processingconditions, in order to enable hot filling. Such contain-ers would have important advantages over glass: nobreakage and significantly lower weight (lower trans-portation costs) accompanied by appropriate gas and
Hot-Fillable Containers Containing PET/PENCopolymers and Blends
A. OPHIR1, S. KENIG1, A. SHAI2, Y. BARKA’AI2, and J. MILTZ3*
1Israel Plastics and Rubber CenterJosepho Building
Haifa 32000, Israel
2LOG-PlasticProducts Co.Ashdot Ya’akov Ichud
Jordan Valley 15155, Israel
3Dept. of Food Engineering and BiotechnologyTechnion-Israel Institute of Technology
Haifa 32000, Israel
Bottles and containers made of PET are not suitable for hot filling since the limit-ing upper-use temperature of this polymer is about 85°C. In the present study theproperties and performance of bottles made from copolymers and blends of PET con-taining NDC groups and manufactured by the Injection Stretch Blow Molding (ISBM)process were investigated. These compositions possess advanced properties and canbe used up to 95°C. The properties of these bottles were found to depend on theircomposition and microstructure. The glass transition temperature, the degree ofcrystallinity and the induced strains that were measured by differential scanning cal-orimetry and differential mechanical thermal analysis are reported. It was concludedthat NDC-containing PET based copolymers and blends could be processed by a one-stage ISBM process into containers of improved properties and hot-filling capabili-ties. Polym. Eng. Sci. 44:1670–1675, 2004. © 2004 Society of Plastics Engineers.
*To whom correspondence should be addressed. E-mail: [email protected]© 2004 Society of Plastics EngineersPublished online in Wiley InterScience (www.interscience.wiley.com).DOI: 10.1002/pen.20166

UV light barrier, recyclability and multiple applicationpossibilities (4). Simplified filling lines with no cascadesystem for thermal pretreatment of the empty glass bot-tles required for preventing thermal shock failure pro-vide the plastic bottles another major advantage. Thismay result in a considerable economic advantage.
Recent years have seen a large increase in the use ofhot-fillable PET, especially in Japan (5). This type ofPET bottle is generally manufactured by a heat-setmethod using hot molds in the stretch-blowing phase,as shown by McChesney and Chung (6). However, inorder to achieve the morphology providing appropriateproperties and thermal stability, using this processingmethod for manufacturing of PET containers requiresa reduction in the output rate to 40%�55% of the nom-inal rate of a standard machine. Different reports dealwith heat-set PET products using hot molds (7�9). Themajor concerns are the modulus (creep), strength, andstress relaxation or thermal shrinkage affecting dimen-sional stability.
With the emergence and commercialization of di-methyl 2,6-naphthalene dicarboxylate (NDC) mono-mer, new avenues were opened for the development ofthermally enhanced polyester resins. The key variablesin controlling the properties of the NDC-containing res-ins are its material formulation and process parame-ters. In addition, the container’s design and geometryare of major importance in providing sufficient struc-tural strength for top-load and hydrostatic pressureduring hot filling at the elevated temperatures. The bot-tles must also withstand the vacuum collapsing effectassociated with the volumetric change during cooling.Introducing NDC groups to the primary polyester (PET)results in improved thermal stability, high strength, andhigh gas barrier properties. The preferred properties ofPEN (polyethylene naphthalate) compared to PET are il-lustrated in Table 1. PEN has a higher glass transitiontemperature, Tg, by 43°C than PET (121°C vs. 78°C)and higher rates of deformational and thermal crystal-lization. These advanced properties indicate the poten-tial for manufacturing containers of superior hot-fillcapabilities compared to heat-set PET (10). The devel-opment of the Injection Stretch Blow Molding (ISBM)process also assisted in obtaining containers of im-proved performance. This process is based on injectionmolding of a pre-form first, followed by a separate stageof stretch-blow molding of the pre-form either in a single-stage or a two-stage process. In the single-stage process,
a number of pre-forms (typically two to eight) are injec-tion molded, preconditioned to the required tempera-ture, stretch-blown to the final size, cooled and ejectedon the same unit. A four-station rotary table system isgenerally utilized.
In the two-stage process, the pre-forms are injectionmolded to a close tolerance using multicavity and hot-runner tools. Cooling is rapid, thus preventing the PETfrom crystallizing. The amorphous pre-forms are col-lected and can be stored indefinitely, before reheatingand blowing. In the second stage, infrared, radio fre-quency or electrical heaters are used to reheat the pre-forms to above the glass transition temperature. Thistemperature should not, however, be as high as to in-duce spherolitic-type, thermally induced crystallizationbefore blowing. The temperature profile can be adjustedto obtain an optimum thickness distribution. Biaxialstretching is then achieved by mechanical stretching(axial) using a telescopic mandrel, and radial deforma-tion by pneumatic inflation. During this mutual stretch-blow-molding step, PET crystallizes with the moleculesbeing biaxially oriented and the c-axis of the crystalliteslying parallel to the stretch directions. The ISBM pro-cess allows greater overall production flexibility.
In the present study, the properties of bottles pre-pared from various compositions of PET/PEN (copoly-esters and blends) by the ISBM process were investi-gated. The effect of material formulation and severalprocessing variables on the bottle thermal-mechanicalproperties and stability and on oxygen barrier proper-ties was evaluated.
EXPERIMENTAL
Materials
The following polyester resins were supplied by M&GPolymers and used for the preparation of bottles fromvarious compositions:
1) PET homopolymer—Cleartuf 8406.
2) PETN—Hipertuf 89010, a low-naphthalene con-tent PET copolymer.
3) PENT—Hipertuf 86017, a low-terephthalate con-tent PEN copolymer.
The PET properties and compositions of the blendsand copolymers are given in Table 2.
Methods
One-liter bottles weighing 52.5 g were produced by aone-stage ISBM on an Aoki 250 LL machine equippedwith a specially designed vented screw and with a ca-pability to heat the mold to 170°C.
Samples from each of the eight different types of bot-tles were evaluated by differential scanning calorimetry(DSC-Perkin Elmer type 7a) and differential mechani-cal thermal analysis (DMTA-type 7c) at a rate of 10°C/min. The top-loading resistance was measured by fill-ing the bottles with preheated water (90°C�92°C) andcompressing them (top-loading) immediately in a Karl
Hot-Fillable Containers
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9 1671
Table 1. Comparison Between Properties of PET and PEN.*
Property/Polymer PET PEN
Elastic modulus, GPa 11.8 17.6Tensile strength, MPa 440 590Glass transition temperature, °C 78 121Thermal resistance, °C 120 150Thermal shrinkage at 150°C, % 1.5 0.9Radiation resistance, MGy 2 11Hydrolysis resistance, h 50 200
*From Teijin Film Brochure.
Frank (Germany) compression tester. The bottles werealso tested for the volumetric thermal shrinkage at ele-vated temperatures and for oxygen transmission rate.The volume shrinkage was measured by weighing theempty, followed by ambient water-filled bottle. Then,the same bottle was filled with hot water (90°C�92°C),kept for 5 minutes, emptied and cooled to room tem-perature, followed by refilling it with ambient water andreweighing. The bottle was rapidly wiped and air-driedbetween steps. From the difference in the water-filledbottle before and after the hot filling the volume shrink-age was calculated. The oxygen transmission rate wasmeasured in an Oxtran100 oxygen permeability in-strument (Mocon, Minneapolis, MN). The effects ofmold wall and cooling air (circulated internally) temper-atures on the resulting properties were also studied.
RESULTS AND DISCUSSION
The thermal and mechanical properties obtained forspecimens cut from the “lower panel” section of the bot-tle wall (see Fig. 1) are summarized in Tables 3�5. Inthese tables the results of top-loading tests and the bot-tle volume shrinkage at high temperatures as well asthe oxygen transmission rate (O2TR) for three differentmold wall temperatures—130°C, 145°C, 160°C—arealso presented.
Maruhashi and Asada (11) showed, in an early in-vestigation, that the properties of stretch-blown PETproducts were poor when the mold wall temperaturewas kept below 130°C, for short-term heat setting. Inthe present study it was found that cooling air at tem-peratures above 6°C, while maintaining the mold walltemperature above 125°C, for proper forming of themolded bottle in a reasonable time cycle, could not be
used because of wall sticking problems. The volumetricshrinkage of bottles made from the PET homopolymer,the NDC copolymers and of two blends, at three differ-ent mold wall temperatures, is shown in Fig. 2. It is
A. Ophir, S. Kenig, A. Shai, Y. Barka’ai, and J. Miltz
1672 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9
Table 2. Descriptions and Basic Properties of Materials.
Intrinsic Viscosity Melting Point–Material Description (dl/g) Tm (°C)
PET M&G, Cleartuf 8406–homopolymer 0.84 251PETN M&G, Hipertuf 89010–copolymer (low naphthalate content) 0.85 241PENT M&G, Hipertuf 86017–copolymer (low terephthalate content) 0.55 248PET/PENT Blends of Cleartuf 8406–homopolymer — —
with minor content of Hipetuf 86017–copolymer
Table 3. DSC and DMA Thermal/Mechanical Properties, Volume Shrinkage at 90°C, and O2TRfor Bottles Made of PETN–Copolymer, PENT–Copolymer, PET/PENT–Blends and PET–Homopolymer;
Blow Mold Wall Temperature Was Kept at 130°C and Cooling Air at 35°C.
Top Volume O2TRSample �Hf Crystallinity E’ (25°C) E’ (90°C) Load at Shrinkage (cc/day Code Tg (°C) Tm (°C) (J/g) (%) (MPa) (MPa) 90°C (N) at 90°C (%) pack)
Homopolymer-PET 84.7 248.1 45.2 33.2 2447 2032 224 9.2 0.096Copolymer-PETN 88.8 238.8 38.7 34.5 3025 2724 282 2.8 0.066Copolymer-PENT 118.5 248.2 45.5 — 3696 3348 345 0 0.021Blend-PET/PENT (90/10) 87.0 238.4 39.9 — 2691 2248 235 4.6 0.081Blend-PET/PENT (85/15) 89.9 235.3 39.5 — 2663 2216 232 4.2 0.080Blend-PET/PENT (80/20) 89.2 232.4 39.1 — 2724 2299 245 4.2 0.070Blend-PET/PENT (75/25) 91.3 228.7 37.0 — 3198 2711 294 3.5 0.051Blend-PET/PENT (70/30) 92.1 223.7 33.9 — 2690 2318 219 4.5 0.046
Fig. 1. A PET bottle.
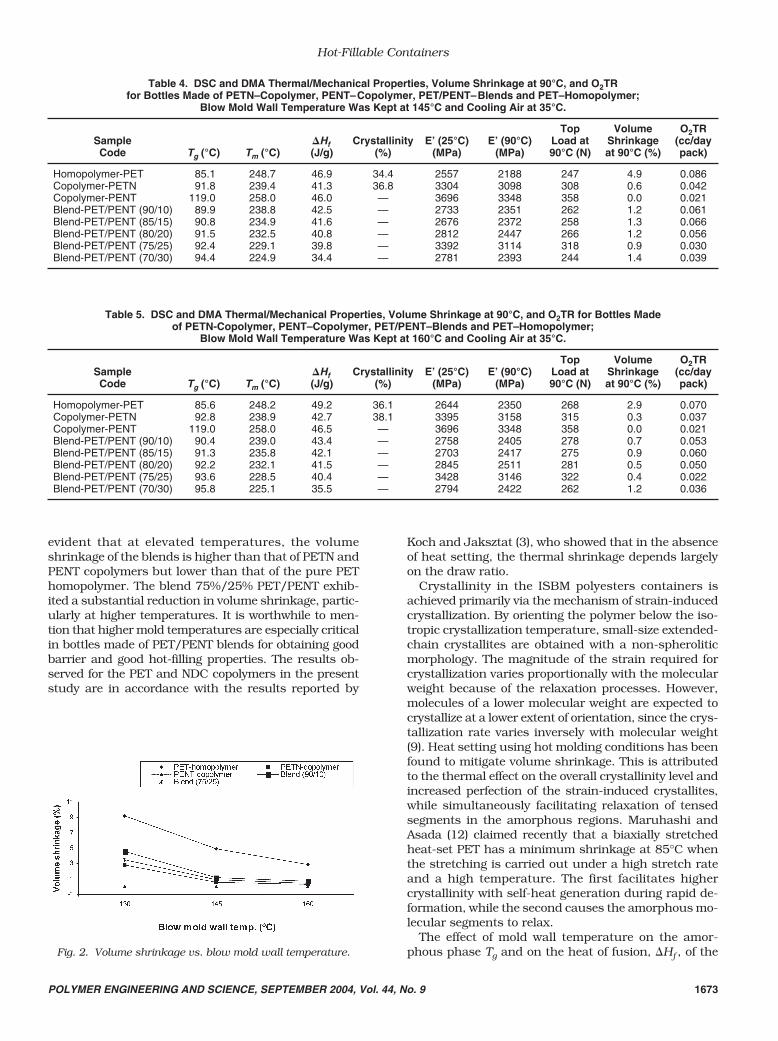
evident that at elevated temperatures, the volumeshrinkage of the blends is higher than that of PETN andPENT copolymers but lower than that of the pure PEThomopolymer. The blend 75%/25% PET/PENT exhib-ited a substantial reduction in volume shrinkage, partic-ularly at higher temperatures. It is worthwhile to men-tion that higher mold temperatures are especially criticalin bottles made of PET/PENT blends for obtaining goodbarrier and good hot-filling properties. The results ob-served for the PET and NDC copolymers in the presentstudy are in accordance with the results reported by
Koch and Jaksztat (3), who showed that in the absenceof heat setting, the thermal shrinkage depends largelyon the draw ratio.
Crystallinity in the ISBM polyesters containers isachieved primarily via the mechanism of strain-inducedcrystallization. By orienting the polymer below the iso-tropic crystallization temperature, small-size extended-chain crystallites are obtained with a non-spheroliticmorphology. The magnitude of the strain required forcrystallization varies proportionally with the molecularweight because of the relaxation processes. However,molecules of a lower molecular weight are expected tocrystallize at a lower extent of orientation, since the crys-tallization rate varies inversely with molecular weight(9). Heat setting using hot molding conditions has beenfound to mitigate volume shrinkage. This is attributedto the thermal effect on the overall crystallinity level andincreased perfection of the strain-induced crystallites,while simultaneously facilitating relaxation of tensedsegments in the amorphous regions. Maruhashi andAsada (12) claimed recently that a biaxially stretchedheat-set PET has a minimum shrinkage at 85°C whenthe stretching is carried out under a high stretch rateand a high temperature. The first facilitates highercrystallinity with self-heat generation during rapid de-formation, while the second causes the amorphous mo-lecular segments to relax.
The effect of mold wall temperature on the amor-phous phase Tg and on the heat of fusion, �Hf , of the
Hot-Fillable Containers
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9 1673
Table 4. DSC and DMA Thermal/Mechanical Properties, Volume Shrinkage at 90°C, and O2TRfor Bottles Made of PETN–Copolymer, PENT–Copolymer, PET/PENT–Blends and PET–Homopolymer;
Blow Mold Wall Temperature Was Kept at 145°C and Cooling Air at 35°C.
Top Volume O2TRSample �Hf Crystallinity E’ (25°C) E’ (90°C) Load at Shrinkage (cc/day Code Tg (°C) Tm (°C) (J/g) (%) (MPa) (MPa) 90°C (N) at 90°C (%) pack)
Homopolymer-PET 85.1 248.7 46.9 34.4 2557 2188 247 4.9 0.086Copolymer-PETN 91.8 239.4 41.3 36.8 3304 3098 308 0.6 0.042Copolymer-PENT 119.0 258.0 46.0 — 3696 3348 358 0.0 0.021Blend-PET/PENT (90/10) 89.9 238.8 42.5 — 2733 2351 262 1.2 0.061Blend-PET/PENT (85/15) 90.8 234.9 41.6 — 2676 2372 258 1.3 0.066Blend-PET/PENT (80/20) 91.5 232.5 40.8 — 2812 2447 266 1.2 0.056Blend-PET/PENT (75/25) 92.4 229.1 39.8 — 3392 3114 318 0.9 0.030Blend-PET/PENT (70/30) 94.4 224.9 34.4 — 2781 2393 244 1.4 0.039
Table 5. DSC and DMA Thermal/Mechanical Properties, Volume Shrinkage at 90°C, and O2TR for Bottles Madeof PETN-Copolymer, PENT–Copolymer, PET/PENT–Blends and PET–Homopolymer;
Blow Mold Wall Temperature Was Kept at 160°C and Cooling Air at 35°C.
Top Volume O2TRSample �Hf Crystallinity E’ (25°C) E’ (90°C) Load at Shrinkage (cc/day Code Tg (°C) Tm (°C) (J/g) (%) (MPa) (MPa) 90°C (N) at 90°C (%) pack)
Homopolymer-PET 85.6 248.2 49.2 36.1 2644 2350 268 2.9 0.070Copolymer-PETN 92.8 238.9 42.7 38.1 3395 3158 315 0.3 0.037Copolymer-PENT 119.0 258.0 46.5 — 3696 3348 358 0.0 0.021Blend-PET/PENT (90/10) 90.4 239.0 43.4 — 2758 2405 278 0.7 0.053Blend-PET/PENT (85/15) 91.3 235.8 42.1 — 2703 2417 275 0.9 0.060Blend-PET/PENT (80/20) 92.2 232.1 41.5 — 2845 2511 281 0.5 0.050Blend-PET/PENT (75/25) 93.6 228.5 40.4 — 3428 3146 322 0.4 0.022Blend-PET/PENT (70/30) 95.8 225.1 35.5 — 2794 2422 262 1.2 0.036
Fig. 2. Volume shrinkage vs. blow mold wall temperature.
A. Ophir, S. Kenig, A. Shai, Y. Barka’ai, and J. Miltz
1674 POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9
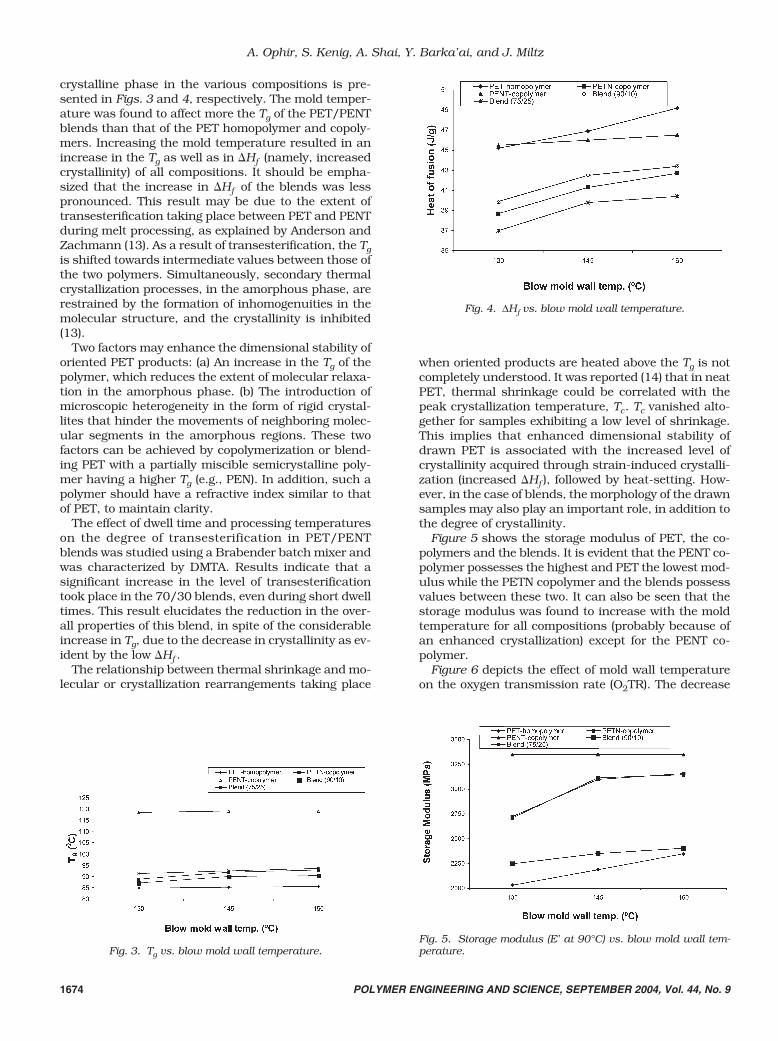
crystalline phase in the various compositions is pre-sented in Figs. 3 and 4, respectively. The mold temper-ature was found to affect more the Tg of the PET/PENTblends than that of the PET homopolymer and copoly-mers. Increasing the mold temperature resulted in anincrease in the Tg as well as in �Hf (namely, increasedcrystallinity) of all compositions. It should be empha-sized that the increase in �Hf of the blends was lesspronounced. This result may be due to the extent oftransesterification taking place between PET and PENTduring melt processing, as explained by Anderson andZachmann (13). As a result of transesterification, the Tgis shifted towards intermediate values between those ofthe two polymers. Simultaneously, secondary thermalcrystallization processes, in the amorphous phase, arerestrained by the formation of inhomogenuities in themolecular structure, and the crystallinity is inhibited(13).
Two factors may enhance the dimensional stability oforiented PET products: (a) An increase in the Tg of thepolymer, which reduces the extent of molecular relaxa-tion in the amorphous phase. (b) The introduction ofmicroscopic heterogeneity in the form of rigid crystal-lites that hinder the movements of neighboring molec-ular segments in the amorphous regions. These twofactors can be achieved by copolymerization or blend-ing PET with a partially miscible semicrystalline poly-mer having a higher Tg (e.g., PEN). In addition, such apolymer should have a refractive index similar to thatof PET, to maintain clarity.
The effect of dwell time and processing temperatureson the degree of transesterification in PET/PENTblends was studied using a Brabender batch mixer andwas characterized by DMTA. Results indicate that asignificant increase in the level of transesterificationtook place in the 70/30 blends, even during short dwelltimes. This result elucidates the reduction in the over-all properties of this blend, in spite of the considerableincrease in Tg, due to the decrease in crystallinity as ev-ident by the low �Hf .
The relationship between thermal shrinkage and mo-lecular or crystallization rearrangements taking place
when oriented products are heated above the Tg is notcompletely understood. It was reported (14) that in neatPET, thermal shrinkage could be correlated with thepeak crystallization temperature, Tc. Tc vanished alto-gether for samples exhibiting a low level of shrinkage.This implies that enhanced dimensional stability ofdrawn PET is associated with the increased level ofcrystallinity acquired through strain-induced crystalli-zation (increased �Hf ), followed by heat-setting. How-ever, in the case of blends, the morphology of the drawnsamples may also play an important role, in addition tothe degree of crystallinity.
Figure 5 shows the storage modulus of PET, the co-polymers and the blends. It is evident that the PENT co-polymer possesses the highest and PET the lowest mod-ulus while the PETN copolymer and the blends possessvalues between these two. It can also be seen that thestorage modulus was found to increase with the moldtemperature for all compositions (probably because ofan enhanced crystallization) except for the PENT co-polymer.
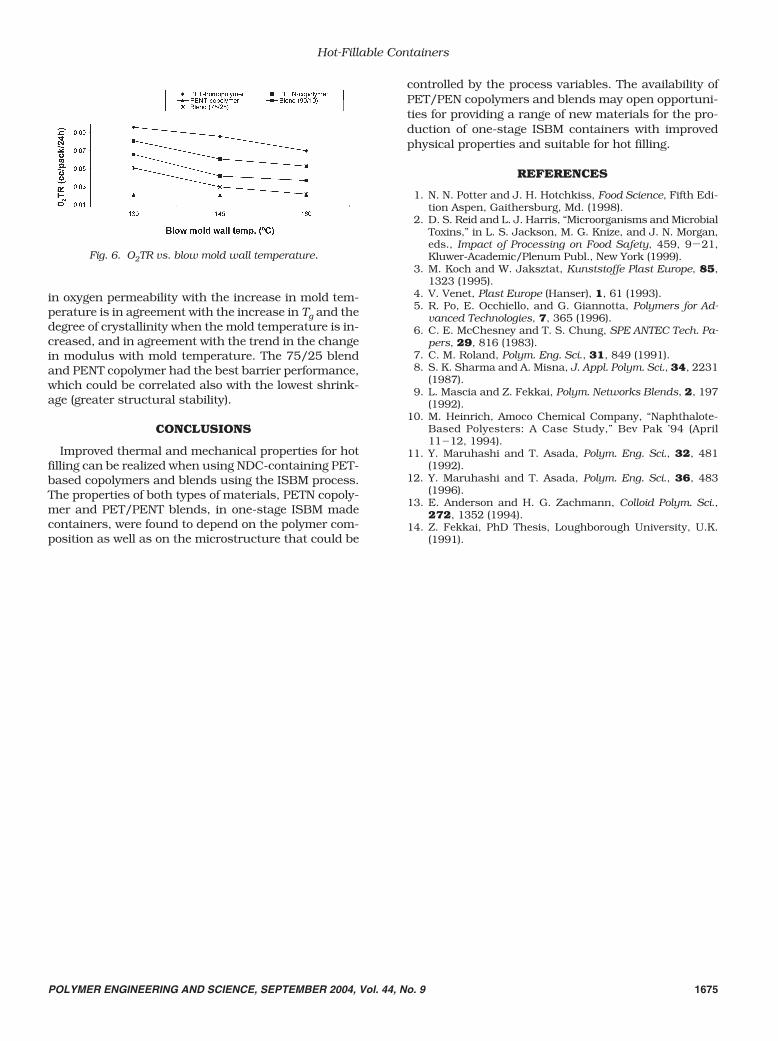
Figure 6 depicts the effect of mold wall temperatureon the oxygen transmission rate (O2TR). The decrease
Fig. 3. Tg vs. blow mold wall temperature.
Fig. 4. ∆Hf vs. blow mold wall temperature.
Fig. 5. Storage modulus (E’ at 90°C) vs. blow mold wall tem-perature.
Hot-Fillable Containers
POLYMER ENGINEERING AND SCIENCE, SEPTEMBER 2004, Vol. 44, No. 9 1675
in oxygen permeability with the increase in mold tem-perature is in agreement with the increase in Tg and thedegree of crystallinity when the mold temperature is in-creased, and in agreement with the trend in the changein modulus with mold temperature. The 75/25 blendand PENT copolymer had the best barrier performance,which could be correlated also with the lowest shrink-age (greater structural stability).
CONCLUSIONS
Improved thermal and mechanical properties for hotfilling can be realized when using NDC-containing PET-based copolymers and blends using the ISBM process.The properties of both types of materials, PETN copoly-mer and PET/PENT blends, in one-stage ISBM madecontainers, were found to depend on the polymer com-position as well as on the microstructure that could be
controlled by the process variables. The availability ofPET/PEN copolymers and blends may open opportuni-ties for providing a range of new materials for the pro-duction of one-stage ISBM containers with improvedphysical properties and suitable for hot filling.
REFERENCES
1. N. N. Potter and J. H. Hotchkiss, Food Science, Fifth Edi-tion Aspen, Gaithersburg, Md. (1998).
2. D. S. Reid and L. J. Harris, “Microorganisms and MicrobialToxins,” in L. S. Jackson, M. G. Knize, and J. N. Morgan,eds., Impact of Processing on Food Safety, 459, 9�21,Kluwer-Academic/Plenum Publ., New York (1999).
3. M. Koch and W. Jaksztat, Kunststoffe Plast Europe, 85,1323 (1995).
4. V. Venet, Plast Europe (Hanser), 1, 61 (1993).5. R. Po, E. Occhiello, and G. Giannotta, Polymers for Ad-
vanced Technologies, 7, 365 (1996).6. C. E. McChesney and T. S. Chung, SPE ANTEC Tech. Pa-
pers, 29, 816 (1983).7. C. M. Roland, Polym. Eng. Sci., 31, 849 (1991).8. S. K. Sharma and A. Misna, J. Appl. Polym. Sci., 34, 2231
(1987).9. L. Mascia and Z. Fekkai, Polym. Networks Blends, 2, 197
(1992).10. M. Heinrich, Amoco Chemical Company, “Naphthalote-
Based Polyesters: A Case Study,” Bev Pak ’94 (April11�12, 1994).
11. Y. Maruhashi and T. Asada, Polym. Eng. Sci., 32, 481(1992).
12. Y. Maruhashi and T. Asada, Polym. Eng. Sci., 36, 483(1996).
13. E. Anderson and H. G. Zachmann, Colloid Polym. Sci.,272, 1352 (1994).
14. Z. Fekkai, PhD Thesis, Loughborough University, U.K.(1991).
Fig. 6. O2TR vs. blow mold wall temperature.