grain boundary migration in ceramics
TRANSCRIPT

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
INTERFACE SCIENCE 6, 23–39 (1998)c© 1998 Kluwer Academic Publishers. Manufactured in The Netherlands.
Grain Boundary Migration in Ceramics
J.D. POWERS AND A.M. GLAESERDepartment of Materials Science and Mineral Engineering, University of California, Berkeley, California 94720
Abstract. During ceramic fabrication, densification processes compete with coarsening processes to determinethe path of microstructural evolution. Grain growth is a key coarsening process. This paper examines grain boundarymigration in ceramics, and discusses the effects of solutes, pores, and liquid phases on grain boundary migrationrates. An effort is made to highlight work in the past decade that has contributed to and advanced our understandingof solute drag effects, pore-boundary interactions, and the role of liquid phases in grain growth and microstructuralevolution. Anisotropy of the grain boundary mobility, and its role in the development of anisotropic (anisomet-ric) microstructures is discussed as it is a central issue in recent efforts to produce ceramic materials with newcombinations of properties and functionality.
Keywords: grain boundary mobility, ceramics, solute drag, pore drag, pore boundary interactions, liquid phases,anisotropy, microdesigned interfaces
1. Introduction
The ultimate properties of a material reflect the mi-crostructure developed during processing. The pathof microstructural evolution during ceramic process-ing hinges upon the properties of grain boundaries [1].Mass transport parallel to grain boundaries can domi-nate compact densification. Mass transport perpendic-ular to grain boundaries is essential to grain growth, andleads to microstructural coarsening. Control of graingrowth is thus an essential aspect of controlling thedensification-coarsening competition, and producingceramics with desirable microstructures and properties.
To produce dense fine-grained ceramics exhibitinghigh strength and hardness, one strives to enhance den-sification and to suppress grain boundary migration.One common approach to reducing grain boundarymigration is to add suitable dopants: the addition ofMgO to Al2O3 is a classic example [2]. Nominallyundoped alumina is very difficult to sinter to full den-sity: it is prone to abnormal grain growth, and thegrain boundaries detach from the pores during mi-gration, effectively leaving pores permanently trappedinside the grains. Small additions of MgO promote
pore-boundary attachment, inhibit the tendency towardabnormal grain growth, and yields material which canbe sintered to theoretical density with a small-grained,equiaxed microstructure. Dopants such as MgO can actto reduce (or enhance) grain boundary migration byseveral different mechanisms, all of which may act si-multaneously in any given system. Dopants can changeboundary, lattice and surface diffusivities, thereby al-tering the mobility of boundaries and pores. They can,by segregation to the boundary, create a drag force onboundary motion, or, if enough dopant is present, formprecipitates that can pin the boundary. Accumulationof sufficient dopant at the boundary (and recent studiessuggest this amount can be very small [3]) may causea wetting boundary phase to form, which can enhanceor suppress boundary motion. Models of these mecha-nisms, and some examples of their occurrence, will bediscussed. It is noteworthy that since ceramics invari-ably contain impurities, in some cases it is theremovalof a dopant, rather than the addition of one, that canyield desirable final microstructures [3].
More recently, interest has grown in the develop-ment of more exotic microstructures in ceramics, mi-crostructures which allow the development of unique

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
24 Powers and Glaeser
properties, or unique combinations of properties,e.g., high strength and high toughness. For example,anisotropic grain growth can increase toughness inmaterials like Si3N4 [e.g., 4–7] and SiC, [e.g., 8, 9]and can greatly influence the superconducting cur-rent in the high-Tc superconductor YBa2Cu3O7−x [10].Highly textured, oriented microstructures are desir-able in some magnetic and electronic ceramics [e.g.,11, 12]. The ability to create materials with such novelmicrostructures hinges on altering the grain boundarymigration behavior to promote the desired growth char-acteristics without causing other problems (such aspore-boundary separation). Thus, property optimiza-tion through control of microstructural evolution re-quires that the driving force, temperature, compositiondependencies, and (in some cases) the anisotropy ofgrain boundary migration rates be known. In view ofthe inherent complexity of ceramics, this is a dauntingtask even in the absence of intentional dopants. Bound-ary mobilities and microstructural evolution can be pro-foundly affected by the initial powder characteristics,which will determine the size, shape and distributionof pores along the boundaries (or inside the grains),by the unintentional impurities present in the startingmaterial (impurities present at<30 ppm have been ob-served to have significant effects in ceramic systems[3]), and by many other factors, including the defectstructure in slightly non-stoichiometric materials. As aresult of this complexity, simply measuring the grainboundary mobility in a ceramic will provide no assur-ance that the results will be useful for another batch ofthe same material. An illustration of this was given byYan et al. [13], whose plot of existing boundary mobil-ity data shows variations of up to four orders of mag-nitude in nominally similar materials. More recently,however, many careful studies have been performedin which attempts are made to isolate and systemati-cally investigate pore-boundary, precipitate-boundary,and solute-boundary interactions.
An excellent review of grain boundary migration inceramics is that by Yan et al. [13]. This work includes adiscussion of migration models as well as an exhaustivereview of the grain growth literature through approxi-mately 1975. Their review remains perhaps the mostcomprehensive source of grain growth data for ceramicsystems. No attempt will be made in the current paperto list all subsequent grain growth data. Rather, ourobjective is to summarize some of the modelling andexperimental advances, and to discuss selected recentwork which addresses some of the key issues of grain
boundary migration in ceramic systems. This paperwill limit itself to a discussion of curvature-driven grainboundary migration. An abundance of literature existson boundary migration in ceramics in response to ap-plied stress, or creep, and more recently on diffusion in-duced grain boundary migration: the interested readeris directed to the appropriate literature on these topics.
2. Modelling
In a single-phase material with unpinned grain bound-aries (much of the following discussion is relevant tometals as well as ceramics), grain boundaries will movein response to a curvature-induced driving forceFb.This is a diffusional process: atoms or ions move acrossthe boundary, from the higher curvature to the lowercurvature side. At steady state, with boundaries mov-ing with a velocityVb, the driving force is exactly bal-anced by the total drag force on the boundaryFd. Thisdrag force can have several different components: in-trinsic drag from diffusion rate limitations, drag from asolute which interacts with the boundary, and drag frompores or precipitates are examples which will be consid-ered. SinceVb depends onFb, and thus can vary widely(even within the same material), it is convenient to nor-malizeVb and consider the boundary mobilityMb:
Mb = Vb
Fb(1)
This simplifies distinguishing between cases in whicha difference inFb has produced only a velocity differ-ence (withMb remaining constant), and those in whichthe mechanism (and thereforeMb) has also changed. Achange in migration mechanism, brought about bychanges in the drag force on the boundary, can changeboth the magnitude and the temperature dependenceof Mb.
2.1. Intrinsic Migration
Intrinsic grain boundary migration occurs when thetransport of atoms or ions across the boundary itselflimits the migration rate: i.e., no sources of drag are act-ing on the boundary other than the intrinsic drag force,F0. Note that this does not require that the material befree of impurities [13]: for instance, if dopants are notstrongly attracted to or repelled from the grain bound-aries, the boundary will not see a change in compositionor defect structure as it migrates, and thus will not be

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 25
subjected to additional drag forces. It is possible, how-ever, for dopants (or non-stoichiometry) to changeMb,even within the intrinsic domain, e.g., if the dopantaddition leads to an increase in the grain boundary dif-fusivity of the rate limiting species. Some examplesof systems in which this may be occurring will be dis-cussed later in this paper [14–17].
If we assume thatVb is limited only by the trans-fer rate across the boundary by diffusional jumps, theintrinsic mobility M0 can be approximated at steadystate, whereFb = Fd = F0, by a modified version ofthe relationship derived by Turnbull [18]:
M0 = Vb
Fb= f DbÄ
δkT(2)
whereDb is the boundary self-diffusion coefficient forthe slower ion for transport normal to the boundaryplane;Ä is the total ionic volume divided by the numberof slow diffusing ions,δ is the boundary core width, andkT has its usual meaning. The site factor,f , reflectsthe density of boundary core sites associated with highjump probabilities. For random high angle boundarieswith poorly ordered core structures, values off = 1are assumed appropriate. Boundaries having orderedcore structures due to a special misorientation relation-ship (such as twin boundaries) are expected to havelower intrinsic mobilities. Low angle boundaries areexpected to have much lowerM0. As can be seen fromEq. (2), M0 should be constant for any given bound-ary, i.e., there should be a linear relationship betweenFb andVb (see Fig. 1(a)).
Differences in grain boundary structure can lead tosignificant variation inM0 within a single material.Experimental results further indicate that the orienta-tion and structure of one side of a grain boundary cancontrol the migration rate [19, 20]: thus, anisotropicmobilities can develop, and help to generate faceted,anisotropic microstructures.
Measurements of intrinsic grain boundary mobili-ties in ceramics are, at best, rare. Recent work byGreskovich [21] has revealed that when dense MgO-doped Al2O3 is annealed for prolonged periods at hightemperature (≈1900◦C) and the MgO dopant vapor-izes, mobilities approaching the estimated intrinsicvalue are observed. In most ceramics, observed mi-gration rates are usually several orders of magnitudebelow calculated estimates ofM0. This is likely causedin dense materials by impurities, which, even whenpresent at low levels, can dominate the migration char-acteristics.
2.2. Solute Drag Limited Migration
If an interaction potential exists between an impurityand a grain boundary in a ceramic, the solute will beeither attracted to or repelled from the boundary, anddevelop a spatial concentration profile that equalizesthe solute chemical potential. Similar effects can alsooccur in undoped non-stoichiometric materials, whereintrinsic defects segregate to or away from the bound-ary to accommodate the non-stoichiometry [22, 23].Whether the solute segregates to the boundary, andforms a solute cloud around the boundary, or is re-jected from the boundary and causes a local decreasein the solute concentration, motion of the boundaryand its associated interaction potential will drive diffu-sion of the solute in a direction normal to the bound-ary plane, i.e., in the direction of boundary migration.If the boundary moves with a constant velocity, thenthe composition profile is expected to reach a steady-state value that hinges upon the spatial variation ofthe interaction energy and the solute diffusivity. Themagnitude of the drag force,Fs, depends upon thespatial variations of both the impurity concentrationand the interaction potential. Drag will arise whetherthe impurity is segregated to or rejected from theboundary.
At steady state, the solute concentration profilearound the boundary will be asymmetric, with a con-stantFs acting as a drag force on the boundary. Thesolute drag force has been treated mathematically byCahn [24] as well as Lücke and Stüwe [25, 26], andextended to ionic materials by Yan et al. [27, 28]. Anapproximate solution for steady-state migration givenby Cahn [24] is:
Fs = αC∞Vb
[1+ (βVb)2](3)
whereα is the solute drag force per unit velocity andper unit solute concentration in the low-velocity limit,C∞ the bulk solute concentration, andβ−1 is approx-imately the drift velocity with which a solute diffusesacross the near grain boundary region (and defines thevelocity at which the boundary breaks away from thesolute cloud, Fig. 1(b). The drag coefficientα dependson temperature, the solute diffusivity in the near grainboundary region, and the absolute magnitude of thesolute-boundary interaction energy.
During steady-state migration, the total drag forceFd acting on a boundary is equal to the imposed drivingforce Fb, and is assumed to be the sum ofFs andF0,

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
26 Powers and Glaeser
Figure 1. (a) Force-velocity behavior for intrinsic migration, (b) force-velocity relationship for solute drag only, and (c) total force-velocitybehavior showing transition from solute drag limited migration at lowF to near-intrinsic migration at highF .

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 27
the intrinsic drag force. Thus,
Fd = Fb = Vb
M0+ αC∞Vb
[1+ (βVb)2](4)
When theαC∞ product is low, orβVb isÀ1, or both,then the second term will be negligible, and behav-ior approaching the intrinsic limit may be observed.At sufficiently low Fb, (βVb ) ¿ 1. If in addition,FsÀ F0,
Fd ≈ αC∞Vb (5)
Thus, in the high drag, low velocity limit,Mb shouldbe proportional to 1/C∞ and independent ofFb. Theactivation energy will in most cases differ from thatfor boundary diffusion, the value expected for intrinsicmigration. If the interaction energy extends beyond theimmediate grain boundary core region, one can antic-ipate that for substitutional impurities, the activationenergy will be nearer that for bulk diffusion in the so-lute drag case, as the diffusion of solute near, but notat the boundary, controls the motion.
Two points merit emphasis. First, when solute draglimits the rate of boundary migration, the solute thatwill exert the most influence will be that with thelargest value ofαC∞, and thus, sinceα can vary byorders of magnitude, the most important solute may beone present at trace levels. Second, solute segregationcharacteristics can vary greatly from grain boundary tograin boundary. The net result of this misorientationdependent solute interaction potential is that differentgrain boundaries in a polycrystal may be subject toradically different solute drag effects, and therefore ex-hibit a wide range of mobilities. In principle, such vari-ations in the mobility can contribute to the nucleationof abnormal grain growth: a single boundary whichbreaks away from its solute cloud may move manytimes faster than the boundaries around it, and consumea neighboring grain. Of course, at this point, the mis-orientation changes, and the mobility advantage maywell be lost. The ability to stimulate abnormal graingrowth would then hinge upon whether this rapid localmotion would be sufficient to destabilize the grain sizedistribution, and provide the grain with a continuinggrowth advantage.
2.3. Pore/Precipitate Drag Limited Migration
In ceramics containing a second phase which does notwet the boundaries (we include porosity in this cate-gory), the pores or particles, upon being contacted by
a moving boundary, attempt to remain attached to thatboundary. Thus, like a solute cloud, pores and particlescan exert a drag force on the boundary. The major dif-ferences between pores and solute clouds are that thedrag from pores is spatially nonuniform, and the poremobility is usually much lower than that of the impuritycloud [13]. Second-phase particles act like pores, ex-cept that the mobility of particles will typically be lowerstill. Recently Gottstein and Shvindlerman [29] consid-ered how mobile particles would affect grain boundarymigration. Shewmon [30] addressed the problem ofinclusion movement in response to temperature gradi-ents. Particles are often considered to be immobile,and thus, to pin the grain boundaries. Nichols [31] ex-tended the model to consider the migration of poreswith grain boundaries during grain growth in porouscompacts. For convenience, the rest of this discussionwill deal with pores, with the understanding that it canbe generalized to precipitates on the boundary.
Because pores, unlike solute clouds, can be treated asindividual objects, it is useful and convenient to intro-duce the pore mobility,Mp, which is directly analogousto the boundary mobility. A pore attached to a grainboundary, and thus dragged by the moving boundary,migrates at a velocity that depends on the transport pathof atoms through or around the pore. The expressionsfor the pore mobility have the form:
Mp = Aexp(−1Gi /kT)
r n(6)
The exponentn of the pore radiusr depends on thetransport process and assumes a value of 3 for latticediffusion, 4 for surface diffusion, and either 2 or 3 forvapor transport. The activation energy1Gi will re-flect the particular transport process. For the specificcase of surface diffusion controlled pore migration,the approximate pore mobility obtained in this way isgiven by
Mp = DsδsÄ
kTπr 4(7)
whereDsδs is the surface diffusivity–surface thicknessproduct andÄ is the atomic volume [30]. The dragforce exerted by the grain boundary on the pore wasestimated by considering the pore to remain sphericalduring motion. By allowing the contact line betweenthe pore and the grain boundary to move freely overthe pore surface, a maximum driving force for poremigration emerges,
Fp = πr γb (8)

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
28 Powers and Glaeser
whereγb is the grain boundary energy. The product ofthe pore mobility and the maximum driving force forpore migration defines the peak pore velocity,Vp.
Hsueh et al. [32] addressed the shape changes thatwere necessary to maintain an atomic flux over the poresurface during pore migration via surface diffusion.The results indicate that the dihedral angle plays animportant role in modifyingVp. The predicted steady-state value ofVp was approximated as
Vp = ÄDsδsγs
kT r3(17.9− 6.2ψ) (9)
whereψ is the dihedral angle. The analysis indicatesthat for all reasonable dihedral angles the steady-statevelocity exceeds the peak pore velocity estimated for aspherical pore. It is noteworthy that the equation alsoprovides a means of determining a surface diffusioncoefficient relevant to microstructural changes duringsintering ifVp of a pore of known size can be measured.
With the drag force, mobility, and peak velocity ofpores defined, it is now possible to consider the in-teractions between pores and the boundaries to whichthey are attached. Brook [33, 34] was the first to ana-lyze these interactions, and to develop a mapping pro-cedure identifying conditions of pore attachment andpore separation. The treatment of pore-boundary at-tachment and separation focuses on a comparison ofthe relative values of the peak pore velocityVp andthe velocity of the pore-laden grain boundaryVb(p).Attachment requires that
Vp = Vb(p) (10)
The velocity of the pore-laden grain boundary is theproduct of the boundary mobilityMb and the drivingforce on the boundaryFb diminished by the drag forceexerted by the pore arrayN Fp
Vb(p) = Mb(Fb − N Fp) (11)
whereN is the pore density andFp is the drag force perpore. (Fp is also the driving force for pore migration.)This result can be rearranged to yield
Vb(p) = FbMbMp
N Mb + Mp(12)
Two limiting cases emerge from this analysis. In thefirst, N Mb À Mp, which yields
Vp = Vb(p) = FbMp
N(13)
SinceVb can also be expressed as(Fb-N Fp) ·Mb, itfollows that in this case the net driving force actingon the boundary is small, i.e., the driving force on theboundary is nearly balanced by the drag forces from thepores. In this situation, the boundary motion is limitedby Mp.
The second limiting case of interest occurs whenN Mb ¿ Mp. This yields
Vp = Vb(p) = FbMb (14)
This result, in conjunction with the basic equation de-scribing attachment, Eq. (10), indicates that for thissituation
N Fp ≈ N Mb
MpFb ¿ Fb (15)
Thus, the driving force for grain boundary migrationexceeds the total drag force exerted by all pores, andVb is dictated byMb.
Separation occurs whenVb exceedsVp. Vp in turn isthe pore velocity under the maximum applied drivingforce,πr γb. In the context of Eq. (11), a critical driv-ing force for pore-boundary separation can be defined.Separation is predicted when
Fb > (Fb)max
(N + Mp
Mb
)= πr γb
(N + Mp
Mb
)(16)
The driving forceFb is due to grain boundary curva-ture, and is usually assumed to scale inversely withthe average grain size. High pore densitiesN, anda high Mp : Mb ratio increase the driving force rangewithin which pores remain attached to boundaries. Un-derstanding the role of additives on pore boundary sep-aration is complicated because solute additions canaffect Mp (e.g., the solute may increase or decreaseδsDs), and at the same time, can affectMb via solute-boundary interactions.
2.4. Grain Boundary Migration in the Presenceof a Liquid Film
Often, when an intergranular second phase wets theboundary, a liquid film will develop at high tempera-ture which will control boundary migration. When thisoccurs, one can expect to see the boundary move quiterapidly when the liquid film is sufficiently thin since thehigh diffusion rate through the liquid will offset the in-creased transport distance relative to a dry boundary.

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 29
In this situation, boundary migration may be limitedby either the rate at which ions can diffuse through theliquid film, or the surface reaction rate, that is, by thedissolution or reprecipitation rate [13, 35].
The driving force for grain growth in this instanceis due to the fact that smaller particles (with highersurface curvatures) have a higher solubility than largeparticles. As a result, concentration gradients are es-tablished which lead to the growth of large particlesat the expense of small ones. Wagner [36], Lifshitzand Slyozov [37], and Greenwood [38] have presentedtreatments describing the coarsening behavior of sec-ond phase particles present at low volume fraction. Lay[39] extended the treatment of Greenwood, and appliedit to the case of closely packed particles. When trans-port through the liquid film is rate limiting,
V` = D`C`
`
Ä
kTF` (17)
whereD` is the diffusivity of bulk ions in the liquidlayer, ` is the thickness of the liquid layer,C` is thesolubility andF`, the driving force, is given by
F` = γsl
G(G/Gcr− 1) (18)
whereγsl is the solid-liquid interfacial energy. Grainslarger than some critical size(Gcr = 9/8 · G) growwhile smaller grains disappear. Comparison of Eqs.(2) and (17) suggests that, given thatDb and D` areof similar magnitude, large enough film thicknesses(greater than≈10 nm) will result in lower migrationrates than intrinsic. Also, as migration continues andtotal grain boundary area decreases, the film thicknesswill increase, which in turn will reduce boundary ve-locity.
For the case where the surface reaction is slow com-pared to diffusion and therefore rate limiting, Wagner[36] gives:
V` = ÄF`kT
κ (19)
whereκ, the reaction constant, depends exponentiallyon temperature and can also vary with the kinetic pro-cess, orientation, and driving force.
3. Issues and Experiments
There have been numerous measurements of grainboundary mobilities (and/or grain growth rates, fromwhich a value, or at least an estimate, of mobility can
be extracted) in a wide range of ceramic systems. Inmany cases, the measurements were affected by secondphases, e.g., pores, precipitates, intergranular liquids.As noted in the introduction, a complete review of allthis data will not be attempted here. The objective ofthis section is to identify some of the areas of interestwhere advances have been made, and discuss some ofthe more recent work which address these aspects ofgrain boundary migration. The experiments to be dis-cussed tend to focus on the following areas: dopant anddefect chemistry effects on migration rates, anisotropicmigration and grain growth, and pore-boundary inter-actions. Obviously, there is a fair amount of overlapbetween these categories; they are separated this waymerely for convenience.
3.1. Experimental Measurement of the GrainBoundary Mobility
There are numerous difficulties involved in measuringMb in ceramics. Impurities are an inevitable problem:it is very difficult to produce clean enough materi-als where solute drag or liquid films do not dominateboundary behavior. It is notable, in this context, thatmeasured values ofMb are almost invariably orders ofmagnitude lower than predicted intrinsic values. Thepresence of pores, precipitates, and abnormal graingrowth can all affect the data. Nonetheless, muchcareful work has been done, from which useful infor-mation can be extracted. We begin with a discussion ofsome of the experimental methods used to measureMb.
Perhaps the “cleanest” method for measuringMb
is to perform recrystallization experiments on de-formed single crystals. This approach was pioneeredby Muller [40] in the 1930’s and used to characterizegrain boundary migration rates in NaCl. This methodwas also adopted by Yan [41], and by Glaeser et al.[42, 43] to investigate dopant effects on migration ratesin alkali halides. This method relies on subgrain bound-aries to provide a driving force for growth;Fb is to agood approximation time-independent and can be var-ied by adjusting deformation conditions, but is gener-ally low in comparison to that obtained in grain growthstudies. The boundary misorientation is not controlled.Alternatively, controlled misorientation bicrystals canbe grown from the melt; this method, pioneered bySun and Bauer [44], has also been used in ceram-ics, however, only on alkali halides.Fb in this casecan be high, but decays with time, and measurementswithin the high Fb range are difficult to make. The

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
30 Powers and Glaeser
results obtained from migration studies in undoped al-kali halides suggest that intrinsic grain boundary mi-gration is rarely if ever achieved even in these highlypure systems. At temperatures near the melting point,mobilities expected for intrinsic migration wereap-proached. At lower temperatures, observations of sus-tained migration at intrinsic rates were isolated andgenerally not reproducible.
The experimental approaches described above,while useful for measuring mobilities in alkali halides[40–46], do not lend themselves to measurements ofMb in more refractory and less plastic oxide materials.Either the temperatures needed to activate a sufficientnumber of slip systems to permit flow without failureare very high, or thermal expansion anisotropy com-plicates bicrystal growth. In general, two experimentalapproaches have been used to study grain boundary mi-gration in oxides. The first and most common methodis to extract an averageMb by measuring the kinetics ofnormal grain growth in a dense compact. Matrix graingrowth can usually be well-described by an equationof the form:
Gn − Gn0 = K (t − t0) (20)
whereG is the average grain size at timet , and the rateconstantK can be converted toMb by [13]:
Mb = Vb
Fb= K
nγgbGn−2(21)
where the grain boundary energy,γgb, is often taken tobe 0.3 J/m2 for oxides (this value is not likely to be offby more than a factor of 2 for most boundaries, whereasvariations in measuredMb can span several orders ofmagnitude). Theoretical treatments predict parabolic(n = 2) behavior for intrinsic and for solute-drag lim-ited grain growth, in which caseMb will be independentof the average grain size. However, in many ceramicsystems, different exponents are observed, withn = 3being very common. In this case,Mb will be grain-sizedependent, and this must be taken into account whenattempts are made to compare values from differentstudies [13].
The advantage of this measurement method is thatgrain growth studies are relatively simple to perform,and a large number of data points can be obtainedfrom a single micrograph. The major drawback is thatit can only measure an averageMb, and thus givesno information on mobility variations for boundariesof fixed misorientation or boundary-to boundaryMb
differences linked to misorientation differences [47].However, such experiments can provide valuable in-formation on trends in an average mobility, and severalsuch experiments will be described subsequently.
The second experimental method used to measureMb in oxides involves the use of large single-crystalseeds, either introduced into a powder compact orbonded to an already densified compact. In this method,the migration rate of the boundary between the seedcrystal (considered as a very large grain) and the ma-trix is measured, as are the grain growth kinetics ofthe matrix itself (in this way, this second measurementmethod includes the first). The total driving force forgrowth of a very large grain in a fine-grained matrixcan be approximated as the density of grain boundaryenergy in the matrix [13]:
Fb = γgbSv = 2γgb
L≈ 3γgb
G(22)
whereSv is the boundary area per unit volume andLis the mean linear intercept.Mb is then [13, 48–50]:
Mb = Vb
Fb= VbG
3γgb(23)
Since the velocityVb and the mean grain sizeG areboth time-dependent, it is necessary to measure bothto determine whetherMb of the seed is a function ofdriving force.
A major advantage of this method for measuringMb
is the ability to observe specific boundaries, where atleast one side of the boundary has a known orientation.This allows the measurement of anisotropies inMb
[19, 20, 51], which may help promote anisotropic andfaceted grain growth in certain systems. Also, sincethe measurement of matrix grain growth is part of thistechnique, comparisons can be made betweenMb ofspecific boundaries and the averageMb in the matrix[19, 48, 52].
3.2. Dopant Effects on Grain Boundary Mobility
In single phase systems, dopants are usually expectedto reduceMb via a solute drag effect. Such a reduc-tion has been observed in alkali halides. The extentof mobility reduction was dependent on both the sizemisfit and the charge misfit of the dopant [41–43, 46].Specifically, for isovalent dopants, those with a largersize mismatch appeared to produce a more significant

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 31
reduction inMb [41, 46]. However, the results gen-erally suggest that aliovalent impurities have a muchmore significant impact onMb than isovalent impuri-ties [41–43, 46]. For additions of Na, Mg and Al to LiF,the solute drag coefficients (Eq. (5)) differed greatly,with αAl/(7× 104) ≥ αMg ≥ 5αNa. If the results ob-tained in LiF can be considered characteristic of highlyionic, stoichiometric compounds, the results suggestthat aliovalent impurities at the ppm level can domi-nate grain boundary migration characteristics. This isconsistent with the observation that most reported grainboundary mobilities for oxides fall well below the cal-culated intrinsic values [13] (along with the observa-tion that these systems invariably contain appreciableamounts of impurities).
Much of the recent work on dopant effects on graingrowth has been performed on Al2O3, with the partic-ular goal of identifying the effects of doping with MgO[e.g., 53–57]. Bennison and Harmer [54, 55] measuredgrain growth rates in dense undoped and MgO-dopedalumina. In their initial work, MgO additions (200ppm) reduced the grain boundary migration rate of theaverage boundary (as measured by the growth rate con-stantK ) by a factor of approximately five at 1600◦C.Subsequently, concerns emerged that the alumina usedactually contained a liquid phase. This prompted a re-examination of grain growth in undoped and MgO-doped alumina. When a higher-purity alumina powderwas used, the same addition of MgO resulted in a fac-tor fifty reduction inMb. Further,Mb in undoped alu-mina was≈3× higher in the higher-purity material.These results suggest that some (many!) of the incon-sistencies in measurements ofMb (and dopant effectsthereon) may be the result of the presence or absence ofgrain boundary phases. Glassy phases of different com-positions will have different transport characteristics,and both the transport and wetting characteristics ofthe glasses may differ in their response to temperatureand dopant additions. Thus, while it is interesting tonote that the glassy phase observed in Bennison andHarmer’s work actually suppressedMb in alumina, itcannot be concluded that this will universally be true,as compacts with different compositions and process-ing histories may have quite different grain boundarychemistries.
In several additional studies [19, 48, 50, 52], thegrowth of single-crystal seeds into undoped and MgO-doped alumina compacts has been monitored. In eachcase, doping with MgO was observed to reduce therate of grain growth in the matrix and to reduceMb
associated with migration of the seed boundary. Someof these studies will be discussed in more detail in theAnisotropy section.
Recently, Chen and co-workers [14–17] have inves-tigated the effects of a wide variety of dopants onMb
in several ceramic systems. Hwang and Chen [14] in-vestigated the effects of divalent to pentavalent cationdopants on grain growth kinetics and grain-boundarysegregation in tetragonal zirconia polycrystals (TZP)with either 12 mol% CeO2 (12Ce-TZP) or 2 mol%Y2O3 (2Y-TZP). The dopants studies included Ca, Mg,Y, Yb, In, Sc, Ce, Ti, Ta, and Nb. Additive levels in the12Ce-TZP were fixed at 1% substitution of the cationsites, and at 0.6% in the 2Y-TZP. These levels are sig-nificantly higher than those used in studies of aliova-lent impurity additions in alkali halides, and in stud-ies examining the effects of MgO additions on grainboundary migration in aluminas, however, solubilitylimits are significantly higher in this and other systemsstudied by Chen. The dopant levels are sufficientlyhigh that extrinsic defects dominate. For the dopantsin 12Ce-TZP, the final grain sizes increased with dopantas follows:
Ca2+ < Mg2+ < Y3+ < Yb3+ < ln3+ < Sc3+
< Ce4+ (base composition)≤Ti4+<Ta5+ ≤Nb5+
For the divalent through isovalent dopants, the com-putedMb values span more than three orders of mag-nitude. The results of this work indicate that chargemismatch was the dominant factor affectingMb, andthat for dopants of identical charge, larger cations hada more important effect. (The authors suggest that pen-tavalent dopants compensate for the Ce3+ ions that arepresent in this material.) These results thus parallel thefindings of Yan [41], Kitazawa et al. [46], and Glaeseret al. [42, 43] on alkali halides, and indicate that mod-elling work of Yan et al. [27, 28] which applies a spacecharge concept to grain boundary migration and solutedrag may provide a useful framework for understand-ing and predicting the relative effectiveness of dopantsin some systems. We note that a glassy phase was de-tected in this material, and it is argued that due to thethinness of the glassy phase (≈1 nm), transport acrossthe boundary will be rapid, and solute drag could stilllimit the rate of grain growth.
Chen and Chen have performed similarly extensivestudies of dopant effects on grain growth and boundarymobility in CeO2 [15, 16] and Y2O3 [17]. In both cases,parabolic grain growth kinetics were obtained and used

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
32 Powers and Glaeser
to derive values ofMb, and results were discussed in thecontext of the defect reactions involving the dopants inthe matrix. In CeO2, Ce4+ is easily reduced to Ce3+, re-sulting in a large number of oxygen vacancies and bulktransport controlled by cation diffusion. As a result,this system provides an opportunity to study a materialin which the defect concentration is “intrinsic”, and inwhich the solubilities of impurities are relatively highin comparison to highly stoichiometric oxides. Grainboundary migration in undoped CeO2 was observedto increase with decreasing oxygen partial pressure;a decrease in oxygen pressure is expected to furtherincrease the oxygen vacancy concentration [V··
O] anddecrease the cation vacancy concentration [V
′′′′Ce]. Chen
and Chen suggest that interstitial diffusion of cationsis the transport mechanism controlling grain boundarydiffusion and the grain boundary mobility of CeO2.Their argument hinges on the assumption that defectreactions that alter the bulk cation diffusivity will haveparallel effects on cation transport at the grain bound-ary; it is not immediately obvious that this should nec-essarily be the case.
Chen and Chen suggest that the mobilities observedin undoped CeO2 are not influenced by solute drag. Inthe absence of grain boundary diffusion data for CeO2,it is not possible to predict a value forM0 in this system.However, the reported mobilities for undoped CeO2
can be compared with those predicted for intrinsic mi-gration in UO2 which is structurally similar, and has asimilarly high melting temperature. When experimen-tal data for CeO2 and predicted values forM0 in UO2
[13] at similar fractions of the melting temperature arecompared,Mb values in CeO2 are four orders of mag-nitude lower. Although this does not preclude intrinsicmigration in CeO2, it does cause concern that someother impuritymay have been influencing the grainboundary migration behavior.
When dopants were added to CeO2 at low levels(0.1%) [16], such that [V··O] is still controlled by the con-centration of Ce3+, Mb increased for acceptor dopants(such as Ca2+ and Y3+) which act to increase [V··O]and decreased for donor dopants (such as Nb5+) whichdecrease [V··O]. Isovalent dopants had minimal effecton Mb. These enhancements inMb were modest: lessthan one order of magnitude in the most extreme case.At higher levels of doping (1%), expected to be in theextrinsic region, most dopants loweredMb, which theauthors attribute to solute drag. The work raises sev-eral interesting possibilities, specifically, that impuri-ties and the sintering atmosphere, by virtue of their
influence on the point defect concentrations, can leadto complex variations in the rate controlling solute dif-fusivity, and thereby exert a complex effect onMb.Specifically, the addition of a dopant with a smallαvalue can exert a minimal solute drag effect, but createpoint defects that significantly alter the transport of theimpurity with the largestαC∞ product.
In Y2O3, a similar cation interstitial diffusion mech-anism is proposed [17]. In this material, however, thechanges inMb were much more dramatic than in CeO2.Dopants were added at a level of 1%, taken to be extrin-sic amounts. Even at this high level of doping, acceptordopants (Sr2+, Mg2+) were still found to increaseMb,in the case of Sr2+ by as much as two orders of mag-nitude. Donor dopants (Nb5+, Zr4+) suppressedMb,consistent with the cation interstitial diffusion mecha-nism proposed (again assuming the boundary diffusionas well as lattice diffusion is enhanced by this mech-anism). The authors suggest that solute drag was notobserved because the diffusivity enhancements wereso large as to mask the drag effect. An increase in thesolute diffusivity reducesα.
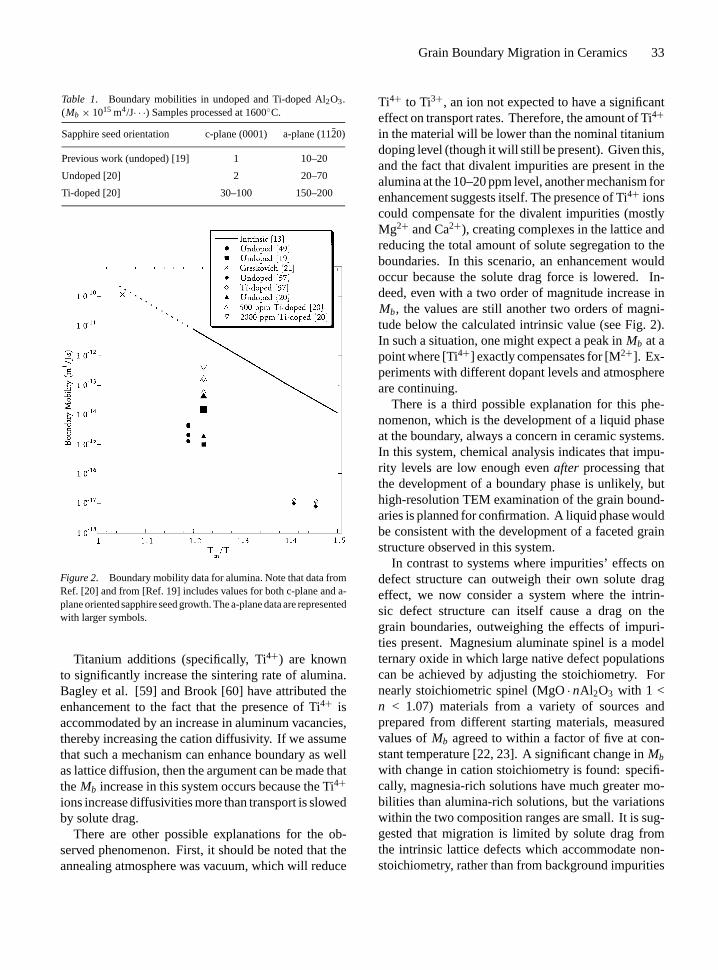
Studies such as the ones by Chen and Chen aredifficult to perform in highly stoichiometric oxideslike Al2O3, where dopant solubilities tend to be verylow and unintentional impurities are often presentin large enough quantities to dominate behavior ofthe boundaries. Nonetheless, in recent work usingultrahigh purity alumina compacts (total impurity con-tent<50 ppm) containing small amounts (500–2000ppm) of titanium dopant, significant enhancements inMb were observed [20]. Mobilities were measured bythe seed growth method: oriented sapphire crystalswere bonded to dense, polished alumina compacts andthe advancement of the sapphire-polycrystal boundaryas well as matrix grain growth were monitored duringsuccessive anneals. Values ofMb are indicated inTable 1 and Fig. 2, and compared with previous valuesdetermined in a less pure undoped alumina by the sameexperimental methods. Note that in this work, as in thatby Bennison and Harmer [55], the use of higher-puritypowder led to an increase in measuredMb, due eitherto the elimination of a liquid phase at the boundary orthe reduction of solute drag. Note also that mobilitiesin the c- and a-plane sapphire orientations were quitedifferent. The most significant effect, however, is theincrease inMb upon additions of titanium at levels be-low the solubility limit. The results are consistent with,but much more dramatic than, results reported by Hornand Messing [58] in Ti-doped alumina (see Fig. 2).
P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 33
Table 1. Boundary mobilities in undoped and Ti-doped Al2O3.(Mb × 1015 m4/J· · ·) Samples processed at 1600◦C.
Sapphire seed orientation c-plane (0001) a-plane (1120)
Previous work (undoped) [19] 1 10–20
Undoped [20] 2 20–70
Ti-doped [20] 30–100 150–200
Figure 2. Boundary mobility data for alumina. Note that data fromRef. [20] and from [Ref. 19] includes values for both c-plane and a-plane oriented sapphire seed growth. The a-plane data are representedwith larger symbols.
Titanium additions (specifically, Ti4+) are knownto significantly increase the sintering rate of alumina.Bagley et al. [59] and Brook [60] have attributed theenhancement to the fact that the presence of Ti4+ isaccommodated by an increase in aluminum vacancies,thereby increasing the cation diffusivity. If we assumethat such a mechanism can enhance boundary as wellas lattice diffusion, then the argument can be made thattheMb increase in this system occurs because the Ti4+
ions increase diffusivities more than transport is slowedby solute drag.
There are other possible explanations for the ob-served phenomenon. First, it should be noted that theannealing atmosphere was vacuum, which will reduce
Ti4+ to Ti3+, an ion not expected to have a significanteffect on transport rates. Therefore, the amount of Ti4+
in the material will be lower than the nominal titaniumdoping level (though it will still be present). Given this,and the fact that divalent impurities are present in thealumina at the 10–20 ppm level, another mechanism forenhancement suggests itself. The presence of Ti4+ ionscould compensate for the divalent impurities (mostlyMg2+ and Ca2+), creating complexes in the lattice andreducing the total amount of solute segregation to theboundaries. In this scenario, an enhancement wouldoccur because the solute drag force is lowered. In-deed, even with a two order of magnitude increase inMb, the values are still another two orders of magni-tude below the calculated intrinsic value (see Fig. 2).In such a situation, one might expect a peak inMb at apoint where [Ti4+] exactly compensates for [M2+]. Ex-periments with different dopant levels and atmosphereare continuing.
There is a third possible explanation for this phe-nomenon, which is the development of a liquid phaseat the boundary, always a concern in ceramic systems.In this system, chemical analysis indicates that impu-rity levels are low enough evenafter processing thatthe development of a boundary phase is unlikely, buthigh-resolution TEM examination of the grain bound-aries is planned for confirmation. A liquid phase wouldbe consistent with the development of a faceted grainstructure observed in this system.
In contrast to systems where impurities’ effects ondefect structure can outweigh their own solute drageffect, we now consider a system where the intrin-sic defect structure can itself cause a drag on thegrain boundaries, outweighing the effects of impuri-ties present. Magnesium aluminate spinel is a modelternary oxide in which large native defect populationscan be achieved by adjusting the stoichiometry. Fornearly stoichiometric spinel (MgO· nAl2O3 with 1 <n < 1.07) materials from a variety of sources andprepared from different starting materials, measuredvalues ofMb agreed to within a factor of five at con-stant temperature [22, 23]. A significant change inMb
with change in cation stoichiometry is found: specifi-cally, magnesia-rich solutions have much greater mo-bilities than alumina-rich solutions, but the variationswithin the two composition ranges are small. It is sug-gested that migration is limited by solute drag fromthe intrinsic lattice defects which accommodate non-stoichiometry, rather than from background impurities

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
34 Powers and Glaeser
or added solutes [23]. In stoichiometric and alumina-rich materials, the rate-limiting defects are thought tobe positive substitutional cations, while in magnesia-rich materials, cation interstitials are rate-limiting.
3.3. Issues of Anisotropy
Rodel and Glaeser [19] have observed the migration ofsingle crystal sapphire seeds of controlled orientationinto both MgO-doped and undoped polycrystalline alu-minas, in order to study the anisotropy in boundary mi-gration. Both the migration rate of the sapphire/aluminainterface and the growth characteristics of the aluminamatrix were determined. These experiments have sincebeen repeated in a higher-purity alumina by Powers andGlaeser [20].
Several results are noteworthy (results are summa-rized in Table 1). The uniformity and rates of seed mi-gration rates for prismatic plane and basal plane seedsinto undoped alumina differed significantly. In the firstwork [19], growth of the prismatic plane was signifi-cantly faster than that of the basal plane, and it washighly nonuniform. Since the nonuniformity exceededthat which would be attributable to local driving forcevariations along the growth front (and was significantlyhigher than that for a basal plane seed growing into amicrostructurally similar polycrystal), the results mayindicate the effects of local grain boundary orienta-tion on migration characteristics. In a compact, suchnonuniformities could promote either abnormal graingrowth, pore-boundary separation, or both. When thisexperiment was repeated in a higher-purity alumina[20], the prismatic plane still migrated more rapidlythan the basal plane (and both migrated more rapidlythan in the earlier work); however, the growth of theseed was much more uniform, displaying none of thefaceting or irregularities in the previous work. This sug-gests that anisotropic segregation of impurities mayplay a significant role in causing the aforementionedirregular grain growth. The fact that MgO additionshad a strong homogenizing effect on the prismatic planemigration in the original study [19] is also consistentwith this conclusion: MgO seems to minimize the ef-fects of other impurities.
In recent years, in response to a desire for improvedproperties in ceramics, interest in nonequiaxed mi-crostructures has grown. For instance, the existenceof faceted platelike grains with a large aspect ratiohas been observed to improve toughness in some ce-ramic materials via an increase in crack deflection
and bridging [4–9]. Anisotropic grain structures havebeen produced in SiC by adding single-crystal seedsto a fine-grained matrix [9]. In Al2O3, anisotropic andfaceted grains can result from preferentially wettingliquid phases or other dopant additions [51, 61–63].Most studies have focused on characterization of mi-crostructures and experimental methods of producing(or avoiding) anisotropic grains: few have involvedcareful study of the issues of grain boundary migra-tion involved. Recently, attempts have been madeto use Monte Carlo models to simulate anisotropicgrain growth [64, 65]. These models are usually basedon anisotropic grain boundary energies, without con-sideration of other factors which may change mobil-ities. Some recent experimental papers, focusing onanisotropic grain growth in alumina, will be discussedbriefly here.
Kaysser et al. [51] examined grain growth kinet-ics in a fine-grained undoped and doped Al2O3 ma-trix containing single-crystal seeds. Doped sampleswere prepared containing anorthite glass, MgO and acombination of the two.Mb values, as measured bymatrix grain growth kinetics, were reduced in all thedoped samples relative to undoped: once again, a liquidphase is seen to lowerMb in Al2O3. In the samples con-taining glass, strong basal facetting of the seed crystalswas also observed.Mb in the direction normal to thebasal facet was much lower thanMb for growth in otherdirections. These are conditions which can commonlylead to abnormal grain growth: some boundaries aremuch less mobile than others, and the few grains withmobile boundaries grow at the expense of the others.
Bae and Baik [3, 56, 66] have studied the onset of ab-normal grain growth in ultra-high purity Al2O3. Theirresults indicate that there is a grain size at which ab-normal grain growth initiates; this critical grain size isinversely proportional to the concentration of glass for-mer. Baik proposes that when the critical grain size isreached, there is sufficient glass to form a continuous,wetting intergranular film. At finer grain sizes, the totalboundary area is large enough to prevent the develop-ment of equilibrium boundary films [67–69]: the liquidremains in pockets at three-grain boundaries. As sinter-ing progresses and boundary area decreases, boundaryfilms begin to develop. These films will then alter theboundary migration behavior. If this onset of wettingoccurs simultaneously at most or all boundaries, ab-normal grain growth will not necessarily be initiated.However, if inhomogeneities in grain size and density(or, alternatively, in impurity distribution) lead to local

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 35
wetting of a few grains before more global wetting oc-curs, abnormal growth of these few grains may initiate.If the wetted grains become large enough to skew thegrain size distribution before more widespread wet-ting occurs, abnormal growth may continue. Such ascenario would appear to require relatively significantphysical or chemical inhomogeneities; an alternativepossibility hinges on anisotropy inMb among wettedboundaries.
Song and Coble [62, 63] identified conditions whichfavored the development of facetted platelike grains(“platelike” grains are defined by the authors as “ab-normal grains usually≥100µm long with an aspectratio≥5 and whose boundaries parallel to the long axisare straight”) in liquid-phase-sintered alumina. In theplatelike grains they observed, the long straight facetalways had a (0001) (basal) orientation in the largegrain. They determined that two conditions, involvingcharge neutrality and strain energy, had to be met forthese faceted grain boundaries to appear. To achievethese conditions required codoping with donor and ac-ceptor impurities of equal charge imbalance with Al3+,with one ion larger than Al3+ and the other smaller.Apparently, the charge imbalance and strain energy as-sociated with one impurity must be balanced by theother to allow the basal facet to be stable. Codopingwith Ca and Si was one of the combinations which pro-moted the development of platelike grains, where thebasal boundary is faceted and slow-moving, and otherboundaries migrate very quickly. Such a combinationcan lead very quickly to an abnormal microstructure.
In two recent studies, anisotropic grain growth inTi-doped alumina was observed. Horn and Messing[58] studied grain growth in a high density, ultrafine(0.4 µm) boehmite-derived alumina matrix containing0.15–0.4 wt.% TiO2. Under certain time and tem-perature conditions, highly anisotropic, faceted grainsdeveloped in this matrix. These grains were plate-like, with large basal facets. The mobility differencebetween the slow-growing basal facets and the radialboundaries approached two orders of magnitude insome samples. Anisotropic growth was observed to oc-cur only under certain conditions: at low temperatures,only normal grain growth was observed, and at highdopant concentrations, only abnormal growth was seen.
Powers and Glaeser [61] also observed anisotropicgrain growth in Ti-doped alumina. The starting mate-rial was quite different: an ultrapure commercial pow-der containing<50 ppm total impurity was used, andthe grain size of dense pieces was≈3 µm. However,
Figure 3. Microstructures developed in the matrix during vacuumannealing of TiO2-doped alumina at 1600◦C: (a) matrix grain struc-ture showing development of an anisometric grain structure after 2 h,(b) development of abnormal grains in matrix after 12 h annealing.
there were striking similarities in the results. At lowdoping levels (500 ppm), anisotropic, facetted grainswere apparent during sintering, and grain growth ofdense compacts at 1600◦C resulted in a structure com-pletely dominated by anisotropic grains (see Fig. 3).At higher doping levels (2000 ppm), however, onlyabnormal grain growth was observed: no anisotropicgrains developed [70]. In these samples, precipitateswere clearly evident after quenching: it is not clearwhether the solubility limit was exceeded at 1600°C.Boundary migration studies, described at length in theprevious section [20] (results indicated in Table 1), didshow a difference in mobility between basal and pris-matic seeds. However, the difference was not greaterthan that observed in undoped material [19, 20], andso it is not clear that this explains the development ofanisotropic grains. The existence of large basal facets is

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
36 Powers and Glaeser
consistent with the presence of a liquid phase [51], butno boundary liquid was observed by Horn and Mess-ing [58], and a boundary phase is not expected in theultrapure alumina used in this study [20].
3.4. Pore-Boundary Interactions
As discussed previously, the essential parameters inmodels of pore-boundary interactions include the grainboundary mobilityMb, the pore mobilityMp, and theareal density of poresN. The mobilities can in principlebe assessed by measuringVb andVp under known driv-ing forces. The latter is the more difficult to achieve. Inaddition, the size and areal density of pores is nonuni-form in a typical powder compact, and can be difficultto assess in a conventional two-dimensional section.
As a result of these experimental difficulties, therehave been relatively few studies of pore-boundary inter-actions; until recently, pore-boundary separation mapshad been obtained only for MgO. Handwerker et al.[71] measured the sizes of grains and of attached andseparated pores on polished surfaces and found goodcorrelation between predicted and observed behavior.This method is straightforward; however, great caremust be taken in obtaining relevant pore and grain sizesfrom micrographs of 2-D sections. In addition, one islimited to investigating pore and grain size regimes thatarise naturally during the course of sintering. A simi-lar study by Sakarcan et al. [72] utilized measurementsof the shapes of distorted pores attached to migratinggrain boundaries to examine pore-boundary interac-tions and predict the critical pore size for separation.This experimental approach also requires great care insectioning and data interpretation. These experimen-tal uncertainties, coupled with numerous simplifyingassumptions inherent to the analysis, limited the preci-sion with which the critical pore size could be defined.
More recently, model experiments have been de-veloped, in which more parameters can be controlled.Zhao and Harmer [73] generated model final-stage sin-tering microstructures in alumina by incorporating la-tex spheres which burn out during calcining and leavean idealized array of grain-boundary pores. These sam-ples were used to study the controlling transport mech-anisms for densification and grain growth as a functionof pore size and distribution. Using similar techniques,Thompson and Harmer [74] examined the effects ofatmosphere (dry hydrogen vs. wet hydrogen) on final-stage sintering kinetics in alumina. They determinedthat sintering in dry hydrogen (with a lower oxygen
partial pressure) decreased the likelihood of pore-boundary separation by shifting the grain size-densitytrajectory to lower densities for a given grain size.
Rodel and Glaeser introduced a method of creat-ing model systems specifically designed for the ex-amination of pore drag and pore-boundary separation[75, 76]. In these experiments, interference from densi-fication was eliminated and complete and precise con-trol over the critical geometric parameters that affectpore-boundary interactions (pore size, pore spacing,grain size) was achieved. The method was applied toa study of pore drag and pore-boundary separation inundoped and 250-ppm MgO-doped alumina [76].
Using photolithographic techniques [77], arrays ofmonosized cavities were formed on the surface oforiented sapphire wafers. The size and spacing ofthe cavities could be precisely controlled and varied.The sapphire pieces were then bonded to dense poly-crystalline substrates to create a large grain bound-ary with a known pore configuration and density. Themigration of this boundary was then observed duringsubsequent heat treatments. Conditions under whichthe pores separated from the boundary were deter-mined, as well as conditions under which pore attach-ment was maintained. The migration kinetics of thesingle-crystal/polycrystal interface reflect the size andspacing of the pores comprising the interfacial porearray. Figure 4 illustrates pore boundary separation inMgO-doped alumina at two different pore spacings. InFig. 4(a), which corresponds to a pore spacing of 4µm,pore separation has just initiated after a 2.5 h anneal at1600◦C. In Fig. 4(b), with a pore spacing of 6µm, poreseparation has just been completed.
Measurements of the migration kinetics includedmeasurements of the interface velocity just prior topore-boundary separation (e.g., as illustrated in Fig. 4),which were lower than corresponding values in seedgrowth experiments. From this data, measurementsof pore velocities approaching the peak pore velocity,Vp, swere made. Using the analysis of Hsueh et al.[32], Vp could be used to estimateδsDs. Data wasdetermined using two different seed orientations, andthe results were insensitive to that change. At 1600◦C,δsDs was increased by a factor of between 2 and 10 bythe addition of 250 ppm MgO [76].
In this study, conditions of pore-boundary attach-ment and separation, as well as the transitions betweenthem, could be identified. Specifically, for the growth ofsingle-crystal seeds into a dense polycrystalline matrixwith an average grain sizeG, separation is predicted

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 37
Figure 4. Illustration of effect of pore density on the onset of poreseparation during growth of prismatic plane sapphire into MgO-doped alumina at 1600◦C. After a 2.5 h anneal, pore separation has(a) just initiated for an interface with a pore spacing of 4µm, and (b)and has just been completed in a sample with a pore spacing of 6µm.
when
G <3 f 2
πr
(1− Vp
Vb
)(24)
where f is the center-to-center pore spacing,r is thepore radius, andVb is the velocity of a pore-free bound-ary into the matrix. Since all these parameters couldbe controlled or measured in this experiment, it waspossible to generate pore-boundary separation maps,shown in Fig. 5. For a given grain size and pore spac-ing (given constant pore size), the map determineswhether pore-boundary attachment (region A) or sep-aration (region C) is expected. The uncertainty in thepeak pore velocity broadens the ideal transition lineinto a transition region which is indicated as region B.
Two results are noteworthy. First, the experimentalresults indicate a reduction in the critical grain size (in-
Figure 5. Experimentally observed and theoretically predictedpore-boundary separation conditions for basal plane sapphire grow-ing into (a) undoped, and (b) MgO-doped alumina. Triangles cor-respond to separation, squares correspond to attachment, and thesolid lines are calculated boundary positions. A is the predicted at-tachment region, C is the predicted separation region, and B is aregion of uncertainty reflecting uncertainty in the precise interfacedisplacement. MgO doping expands the attachment region.
crease in the critical driving force) for separation withthe addition of MgO. This leads to an enlargement ofthe attachment region. Second, the predictions alsoshow this trend, and there is quite good agreementwith the experimental observations. In undoped andMgO-doped alumina, the predicted and experimentallyobserved positions of the pore-boundary separation re-gion agreed to within a fewµm in grain size.
4. Summary and Conclusions
The understanding and control of grain boundary mi-gration are of critical importance in ceramic process-ing. This is particularly true in the development of

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
38 Powers and Glaeser
advanced materials, where the properties of a compo-nent depend precisely on the details of the microstruc-ture. Grain boundary migration in ceramics is alsoextremely difficult to study experimentally, because ofthe many complications the materials present: impu-rity segregation and exsolution, anisotropic boundaryproperties, and random and irregular pore sizes anddistributions, to name a few. Nonetheless, the abilityof researchers to model the various kinds of migrationprocesses, and to conduct relatively controlled experi-ments, is progressing in impressive fashion. It is nowpossible to extract information, even in some of themore difficult systems, which can be used to advanceour understanding not only of migration processesthemselves, but how they relate to practical processingproblems, such as how to control microstructures dur-ing sintering. An effort has been made here to highlightsome of the more recent contributions to the literaturethat have provided new tools and brought new insights,both theoretical and experimental, to the problem ofboundary migration as it relates to microstructural evo-lution in ceramics. There is still a great deal of room forimprovement in the understanding of these processes:perhaps this paper, in conjunction with other materialpresented in this issue, will help stimulate ideas andapproaches which can further advance the field.
Acknowledgments
The research described in this paper that was performedat Berkeley was supported by the Director, the Officeof Energy Research, Office of Basic Energy Sciences,Materials Sciences Division of the U.S. Department ofEnergy under Contract No. DE-AC03-76SF00098, orby the National Science Foundation under Grant No.DMR-8821238, and Grant No. DMR-9222644. Wealso acknowledge an NSF Equipment Grant No. DMR-9119460 which allowed the acquisition of hot pressingequipment used in this work.
References
1. M.F. Yan, Mater. Sci. Eng.48, 53 (1981).2. R.L. Coble, J. App. Phys.32, 793 (1961).3. I.J. Bae and S. Baik, Mater. Sci. Forum204–206, 485 (1996).4. G.E. Petzow, inAdvances and Applications in the Metallog-
raphy and Characterization of Materials and MicroelectronicComponents(ASM Int., Materials Park, OH, 1996), p. 3.
5. W. Dressler, H.J. Kleebe, M.J. Hoffmann, M. Rühle, and G.Petzow, J. Eur. Cer. Soc.16, 3 (1996).
6. A.J. Pyzik and D.R. Beaman, J. Am. Ceram. Soc.76, 2737(1993).
7. K. Hirao, M. Ohashi, M.E. Brito, and S. Kanzaki, J. Am. Ceram.Soc.78, 1687 (1995).
8. N.P. Padture, J. Am. Ceram. Soc.77, 519 (1994).9. M.D. Sacks, G.W. Scheiffele, and G.A. Staab, J. Am. Ceram.
Soc.79, 1611 (1996).10. J.G. Fagan and V.R.W. Amarakoon, inSuperconductivity and
its Applications, edited by H.S. Kwok, D.T. Shaw, and M.J.Naughton (Am. Inst. Phys., New York, 1992), p. 378.
11. T. Takenaka and K. Sakata, Jpn. J. Appl. Phys.19, 31 (1980).12. M. Granahan, M. Holmes, W.A. Schulze, and R.E. Newnham,
J. Am. Ceram. Soc.64, C-68 (1981).13. M.F. Yan, R.M. Cannon, and H.K. Bowen, inCeramic Mi-
crostructures ‘76, edited by R.M. Fulrath and J.A. Pask (West-view Press, Boulder, CO, 1976), p. 276.
14. S.L. Hwang and I.W. Chen, J. Am. Ceram. Soc.73, 3269 (1990).15. P.L. Chen and I.W. Chen, J. Am. Ceram. Soc.77, 2289 (1994).16. P.L. Chen and I.W. Chen, J. Am. Ceram. Soc.79, 1793 (1996).17. P.L. Chen and I.W. Chen, J. Am. Ceram. Soc.79, 1801 (1996).18. D. Turnbull, Trans. A.I.M.E.191, [8], 661 (1951).19. J. Rodel and A.M. Glaeser, J. Am. Ceram. Soc.73, 3293 (1990).20. M. Kitayama, J.D. Powers, L. Kulinsky, and A.M. Glaeser, in
Microstructures ‘96, edited by A.P. Tomsia and A.M. Glaeser,(Plenum Press, New York, 1997).
21. C. Greskovich, Private communication (1996).22. Y.M. Chiang and W.D. Kingery, J. Am. Ceram. Soc.72, 271
(1989).23. Y.M. Chiang and W.D. Kingery, J. Am. Ceram. Soc.73, 1153
(1990).24. J.W. Cahn, Acta Metall.10, 789 (1962).25. K. Lucke and H.P. St¨uwe, inRecovery and Recrystallization of
Metals, edited by L. Himmel (Gordon and Breach, New York,1963), p. 171.
26. K. Lücke and H.P. Stüwe, Acta Metall.19, 1087 (1971).27. M.F. Yan, R.M. Cannon, and H.K. Bowen, J. Appl. Phys.54,
764 (1983).28. M.F. Yan, R.M. Cannon, and H.K. Bowen, J. Appl. Phys.54,
779 (1983).29. G. Gottstein and L.S. Shvindlerman, Acta Metall. Mater.41,
3267 (1993).30. P.G. Shewmon, Trans. A.I.M.E.230, 1134 (1964).31. F.F. Nichols, J. Appl. Phys.37, 4599 (1966).32. C.H. Hsueh, A.G. Evans, and R.L. Coble, Acta Metall.30, 1269
(1982).33. R.J. Brook, inTreatise on Materials Science and Technology,
edited by F.F.Y. Wang (Academic Press, New York, 1976), vol. 9,p. 331.
34. R.J. Brook, J. Am. Ceram. Soc.52, 56 (1969).35. A.M. Glaeser, Yogyo-Kyokai-Shi92, 537 (1984).36. C. Wagner, Z. Electrochemie65, 581 (1961).37. I.M. Lifshitz and V.V. Slyozov, Phys. Chem. Solids19, 35
(1961).38. G.W. Greenwood, Acta Metall.4, 243 (1956).39. K.W. Lay, J. Am. Ceram. Soc.51, 373 (1968).40. H.G. Müller, Z. Phys.96, 279 (1935).41. M.F. Yan, Sc.D. Thesis, Massachusetts Institute of Technology,
Cambridge, MA, 1976.42. A.M. Glaeser, H.K. Bowen, and R.M. Cannon, J. Am. Ceram.
Soc.69, 119 (1986).

P1: SGAP1: SGA
INTERFACE SCIENCE KL532-03-Powers January 13, 1998 14:3
Grain Boundary Migration in Ceramics 39
43. A.M. Glaeser, H.K. Bowen, and R.M. Cannon, J. Am. Ceram.Soc.69, 299 (1986).
44. R.C. Sun and C.L. Bauer, Acta Metall.18, 635 (1970).45. R.C. Sun and C.L. Bauer, Acta Metall.18, 639 (1970).46. K. Kitazawa, T. Arima, N. Bessho, Y. Saito, K. Fueki, and T.
Mukaibo, Sci. of Sintering10, 27 (1978).47. A.M. Glaeser, inThe Science of Ceramic Interfaces, edited by
J. Nowotny (Elsevier Press, Amsterdam, 1991), p. 287.48. M. Kinoshita, Yogyo-Kyokai-Shi82, 295 (1974).49. A.M. Glaeser and J.C. Chen, J. Am. Ceram. Soc.65, C97
(1982).50. C.A. Handwerker, P.A. Morris, and R.L. Coble, J. Am. Ceram.
Soc.72, 130 (1989).51. W.A. Kaysser, M. Sprissler, C.A. Handwerker, and J.E. Blendell,
J. Am. Ceram. Soc.70, 339 (1987).52. R.D. Monahan and J.W. Halloran, J. Am. Ceram. Soc.62, 564
(1979).53. K.A. Berry and M.P. Harmer, J. Am. Ceram. Soc.69, 143
(1986).54. S.J. Bennison and M.P. Harmer, J. Am. Ceram. Soc.66, C-90
(1983).55. S.J. Bennison and M.P. Harmer, J. Am. Ceram. Soc.68, C-22
(1985).56. S.I. Bae and S. Baik, J. Am. Ceram. Soc.77, 2499 (1994).57. Y. Yoshizawa and T. Sakuma, Acta Metall. and Mater.40, 2943
(1992).58. D.S. Horn and G.L. Messing, Mat. Sci. and Eng. AA195, 169
(1995).59. R.D. Bagley, I.B. Cutler, and D.L. Johnson, J. Am. Ceram. Soc.
53, 136 (1970).60. R.J. Brook, J. Am. Ceram. Soc.55, 114 (1972).
61. M. Kitayama, J.D. Powers, and A.M. Glaeser, inFGM’96, Proc.of Fourth Int. Symp. on Structural and Functional Gradient Ma-terials, Tsukuba, 1996 (accepted for publication).
62. H. Song and R.L. Coble, J. Am. Ceram. Soc.73, 2077 (1990).63. H. Song and R.L. Coble, J. Am. Ceram. Soc.73, 2086 (1990).64. W. Yang, L.Q. Chen, and G.L. Messing, Mat. Sci. and Eng. A,
A195, 179 (1995).65. U. Kunaver and D. Kolar, Acta Metall. Mater.41, 2255 (1993).66. S. Baik, inMicrostructures ’96, edited by A.P. Tomsia and
A.M. Glaeser (Plenum Press, New York, 1997).67. D.R. Clarke, J. Am. Ceram. Soc.70, 15 (1987).68. H.-J. Kleebe, M. Cinibulk, R.M. Cannon, and M. R¨uhle, J. Am.
Ceram. Soc.76, 1969 (1993).69. Y.M. Chiang, L.A. Silverman, R.H. French, and R.M. Cannon,
J. Am. Ceram. Soc.77, 1143 (1994).70. J.D. Powers and A.M. Glaeser, Unpublished research.71. C.A. Handwerker, R.M. Cannon, and R.L. Coble, inAdvances in
Ceramics, Vol. 10, Structure and Properties of MgO and Al2O3
Ceramics, edited by W.D. Kingery (American Ceramic Society,Columbus, OH, 1984), p. 619.
72. M. Sakarcan, C.H. Hsueh, and A.G. Evans, J. Am. Ceram. Soc.66, 456 (1983).
73. J. Zhao and M.P. Harmer, J. Am. Ceram. Soc.75, 830 (1992).74. A.M. Thompson and M.P. Harmer, J. Am. Ceram. Soc.76, 2248
(1993).75. J. Rödel and A.M. Glaeser, inSintering of Advanced Cer-
mics, edited by C.A. Handwerker, J.E. Blendell, and W.A.Kaysser (Ceramic Transactions,7, The American Ceramic So-ciety, Westerville, OH, 1990), p. 280.
76. J. Rodel and A.M. Glaeser, J. Am. Ceram. Soc.73, 3302 (1990).77. J. Rodel and A.M. Glaeser, J. Am. Ceram. Soc.70, C172 (1987).