flow assurance & operability - · pdf fileflow assurance & operability a system...
TRANSCRIPT

MEK 4450 - FMC TECHNOLOGIES
Flow Assurance & Operability A System Perspective
Revision 3
Tine Bauck Irmann-Jacobsen and Bjarte Hægland
9/22/2014
The objective of compendium is to give an introduction to system design, from a flow assurance point of view, for the development of subsea oil and gas fields. The main phases of the design process are presented. Main Flow Assurance related subjects of interest are presented in brief.
Table of Contents 1.0 Introduction .............................................................................................................. 3
2.0 Subsea Fields ............................................................................................................ 3
2.1 Main drivers for field development of subsea systems ........................................... 4
2.2 Types of fields ........................................................................................................... 5
2.3 Engineering phases ................................................................................................... 6
3.0 Main Flow Assurance challenges in system design .................................................. 8
4.0 Fluid properties ...................................................................................................... 11
5.0 Pipe flow ................................................................................................................. 12
5.1 Derivation of conservation of momentum for single phase flow in pipe .............. 12
5.2 Darcy – Weisbach friction factors and Moody chart .............................................. 15
5.3 Pressure drop ......................................................................................................... 17
5.4 Heat transfer in pipe flow ....................................................................................... 20
5.4.1 Heat loss over length of pipe - Liquid flow ............................................................. 20
5.5 Water hammer ....................................................................................................... 22
5.5.1 Joukowsky equation ............................................................................................... 22
5.5.2 Unsteady flow in pipes ........................................................................................... 25
6.0 Multiphase flow ...................................................................................................... 29
6.1.1 Flow regimes........................................................................................................... 29
6.2 Slugging................................................................................................................... 32
7.0 Hydrates ................................................................................................................. 34
7.1.1 Hydrate control strategy ........................................................................................ 35
7.1.2 Hydrate prevention ................................................................................................ 36
7.1.3 Hydrate control remediation .................................................................................. 40
7.1.4 Thermal insulation design process ......................................................................... 41
8.0 Flow Induced vibrations ......................................................................................... 42
9.0 Wax ......................................................................................................................... 42
10.0 Erosion .................................................................................................................... 46
10.1 Causes of erosion.................................................................................................... 46
10.1.1 Droplet erosion ....................................................................................................... 46
10.1.2 Cavitation ................................................................................................................ 46
10.1.3 Erosion corrosion .................................................................................................... 47

10.1.4 Sand production and erosion due to produced sand ............................................. 47
10.1.5 Particle trajectories in an elbow ............................................................................. 48
10.1.6 Impact erosion model ............................................................................................. 48
10.1.7 Guidelines and sand erosion prediction methods .................................................. 49
11.0 Overview simulation models in flow assurance ..................................................... 51
12.0 Field developments - Concept Selection ................................................................ 53
12.1 Types of fields ......................................................................................................... 53
12.2 Floater/Subsea........................................................................................................ 54
13.0 Examples of field developments with subsea process stations ............................. 56
13.1 Troll Pilot - liquid/liquid separation ........................................................................ 56
13.2 Tordis ...................................................................................................................... 58
13.3 Pazflor - Gas/Liquid Separation and Liquid Boosting ............................................. 60
13.4 Marlim .................................................................................................................... 62
14.0 Vocabulary .............................................................................................................. 63
15.0 Literature ................................................................................................................ 66
16.0 Attachments ........................................................................................................... 68
16.1 Water content in natural gas .................................................................................. 68

1.0 Introduction
Flow assurance is a relatively new term in oil and gas industry. It refers to ensuring successful and economical flow of hydrocarbon stream from reservoir to the point of sale. The primary goal of flow assurance is to ensure production of hydrocarbons in a safe and reliable way and ensure operability through the entire life of field.
Flow Assurance developed because of subsea development including shorter and longer flowlines transporting of unprocessed multiphase flow.
The term Flow Assurance was first used by Petrobras in the early 1990s in Portuguese as Garantia do Escoamento (pt::Garantia do Escoamento), meaning literally “Guarantee of Flow”, or Flow Assurance.
In order to guaranty feasible, safe and cost effective production for subsea oil and gas field Flow Assurance needs to covers a number of special engineering fields and is an extremely diverse subject matter.
In the system design for a subsea oil and gas development Flow Assurance take critical part in all phases of the project. Flow assurance challenges increase with sea depth, tie-back distances, harsh environment as well as more complex reservoir fluids.
The various phases of a subsea oil and gas development are presented herein. Some of the major Flow Assurance focus points are presented and dwelled briefly into.
2.0 Subsea Fields
Subsea fields are characterized by a large network of wells, flowlines and manifolds.
Subsea oil and gas field developments are usually split into Shallow water and Deepwater categories to distinguish between the different facilities and approaches that are needed.
The term shallow water or shelf is used for shallow water depths where bottom-founded facilities like jackup drilling rigs and fixed offshore structures can be used, and where saturation diving is feasible.
Deepwater is a term often used to refer to offshore projects located in water depths greater than around 600 feet (200 m sea water depth), where floating drilling vessels and floating oil platforms are used, and unmanned underwater vehicles are required as manned diving is not practical.
Shell completed its first subsea well in the Gulf of Mexico in 1961.
Subsea production systems can range in complexity from a single satellite well with a flowline linked to a fixed platform, Floating Production Storage and Offloading (FPSO) unit or an onshore installation, to complex subsea process stations and several wells on a template or clustered around a manifold, and transferring to a fixed or floating facility, or directly to an onshore installation.

The development of subsea oil and gas fields requires specialized equipment. The equipment must be reliable enough to safe guard the environment, and make the exploitation of the subsea hydrocarbons economically feasible. The deployment of such equipment requires specialized and expensive vessels, which need to be equipped with diving equipment for relatively shallow equipment work (i.e. a few hundred meter water depth maximum), and robotic equipment for deeper water depths. Any requirement to repair or intervene with installed subsea equipment is thus normally very expensive.
Subsea technology in offshore oil and gas production is a highly specialized field of application with particular demands on engineering, simulation and flow assurance knowledge. Most of the new oil and gas fields are located in deepwater and are generally referred to as deepwater systems. Development of these fields sets strict requirements for verification of the various systems’ functions and their compliance with current requirements and specifications, which is why flow assurance has a high focus in these types of development.
Figure 1: Example subsea field system characterized by a large network of wells, flowlines and manifolds.
2.1 Main drivers for field development of subsea systems
The main motivation for the development of an oil/gas field is in general to maximized production of oil or gas from reservoir to receiving facilities.
The main parameters from a flow assurance perspective are the reservoir fluid properties, pressure and temperature.
Main parameters for selection of system solution are technical feasibility, safety, reliability and cost.

Main focus areas dealt with are hydrates, wax, erosion, flow induced vibrations and water hammer.
The flow assurance specialist must be able to design multiphase systems to ensure the safe, uninterrupted transport of reservoir fluids to the processing facilities.
Keywords for subsea design are robustness, simplicity and efficiency. The equipment needs to operate for decades with a minimum of down time or required maintenance.
2.2 Types of fields
Fields are divided between types of production fluid e.g. oil or gas fields. In both cases the fluid will be multiphase incorporating; oil, gas and water, but in a typical gas field the amount of gas compare to liquid or oil will be dominant.
The production fluid is characterized by the gas oil ration (GOR) and gas liquid ratio (GLR). The GOR is calculated based on standard conditions of the fluid rates while the GLR are usually based on calculations of the actual fluid rates.
The fields are also divided in Old (Brown) and New (Green) fields. New developments of old fields are often called increased oil (gas) recovery developments, as the objective is to recover more of the fluid from the reservoir.
All fields are unique which means that the combination of fluid properties, pressures and temperatures and field layout must be evaluated for each new field.
Some new fields are difficult accessible fields
very deep water
extremely deep reservoirs
extremely shallow reservoirs
long tie-ins
heavy oil with high viscosity
high temperature/high pressure reservoirs
low temperature reservoirs
See section 7.0 for further details.

2.3 Engineering phases
A field is developed in several phases. Flow Assurance is an important part of each phase from concept evaluation to tail end production.
Figure 2: Phases in a field development
Feasibility/concept phase
In the feasibility and concept phase screening of different alternative solutions are one of the main activities. Possible showstoppers and opportunities for each option considered shall be identified. Flow Assurance contributes with system understanding, identification of specific challenges into this unique system related to fluid properties, multiphase handling and driving pressure. An outline of the production and process system for each option is created.
Among the various development options screened the ones deemed feasible are then ranked among many things with respect to safety, cost, technologic maturity and operability. One or two options are then moved into the FEED phase.
Main type of tools used aiding flow assurance:
1D multiphase simulations software like; FlowManager™ or OLGA. Mainly looking at pressure and temperature drops and flow regimes in flow lines. Heavy slugging should be avoided.
Front End Engineering Design (FEED) phase
In the FEED phase a concept is usually selected (or it might be a ranking of concepts) and the challenges identified in the concept phase are investigated in more detail. Further Flow Assurance challenges are identified and mitigating actions are identified. The Flow Assurance engineer needs to supply strategies to handle a multitude of issues such as erosive wear, flow induced vibrations, hydrates, wax, thermal cold spots and dead legs, pressure drop and temperature drop among many things. It shall be concluded on whether an issue can be solved in the detailed engineering phase or not.
Main type of tools used aiding flow assurance:
1D multiphase simulations softwares; FlowManager™ or OLGA
Concept Evaluations
FEED Detailed Engineering
Operatio
n Tail end production

Sand erosion screening tools; DNV-RP-O501 or Tulsa
Flow induced vibration screening; Energy Institute guideline and/or detailed structural analysis
Thermal design tools
Engineering Procurement Construction (EPC) phase
In the EPC phase detailed analysis is carried out to ensure that all Flow Assurance requirements are implemented to the specification of the customer. Also operational monitoring systems and development of process procedures are part of the flow assurance responsibility.
Main type of tools used aiding flow assurance:
1D multiphase simulations softwares; FlowManager™ or OLGA
Sand erosion screening tools; DNV-RP-O501 or Tulsa and CFD sand erosion simulations
Flow induced vibration screening; Detailed structural analysis
Thermal design tools: thermal finite element analysis (FEA) and thermal CFD simulations
Operation
During operation of the field the flow assurance engineer is involved in online monitoring of the system. Provide advice on flow assurance, operating procedures, surveillance, production optimization and de-bottlenecking for fields in operation.
Tail end production / Increased Oil (gas) recovery (IOR) or extension of life of field
Tail end production can result in an increased oil (gas) recovery development which starts all over from concept evaluations and through a FEED, detailed engineering and new operation. Evaluations from the first engineering phase must then be taken into the design of the new engineering.

3.0 Main Flow Assurance challenges in system design
Figure 3: Field schematic showing flow assurance challenges that need to be addressed in a subsea multiphase production system
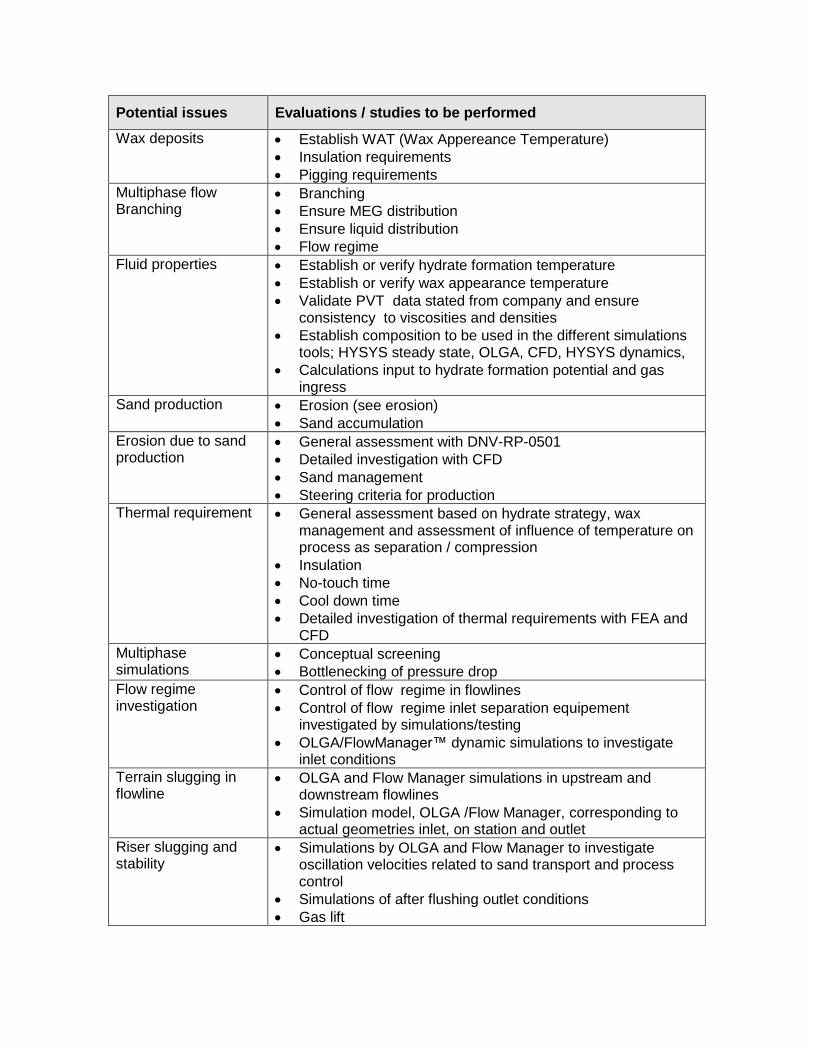
Table 1: Includes an overview of the main flow assurance issues and the tasks and analysis to be performed for any system
Potential issues Evaluations / studies to be performed
Hydrate formation Develop hydrate management strategy
(Understand actual Company hydrate strategy if already existing)
Requirement of insulation
Freezing valves (valve design)
Drainage of equipment
Deadleg design
Ensure MEG/Methanol distribution (if actual)
MEG/methanol injection points
Potential issues Evaluations / studies to be performed
Wax deposits Establish WAT (Wax Appereance Temperature)
Insulation requirements
Pigging requirements
Multiphase flow Branching
Branching
Ensure MEG distribution
Ensure liquid distribution
Flow regime
Fluid properties Establish or verify hydrate formation temperature
Establish or verify wax appearance temperature
Validate PVT data stated from company and ensure consistency to viscosities and densities
Establish composition to be used in the different simulations tools; HYSYS steady state, OLGA, CFD, HYSYS dynamics,
Calculations input to hydrate formation potential and gas ingress
Sand production
Erosion (see erosion)
Sand accumulation
Erosion due to sand production
General assessment with DNV-RP-0501
Detailed investigation with CFD
Sand management
Steering criteria for production
Thermal requirement General assessment based on hydrate strategy, wax management and assessment of influence of temperature on process as separation / compression
Insulation
No-touch time
Cool down time
Detailed investigation of thermal requirements with FEA and CFD
Multiphase simulations
Conceptual screening
Bottlenecking of pressure drop
Flow regime investigation
Control of flow regime in flowlines
Control of flow regime inlet separation equipement investigated by simulations/testing
OLGA/FlowManager™ dynamic simulations to investigate inlet conditions
Terrain slugging in flowline
OLGA and Flow Manager simulations in upstream and downstream flowlines
Simulation model, OLGA /Flow Manager, corresponding to actual geometries inlet, on station and outlet
Riser slugging and stability
Simulations by OLGA and Flow Manager to investigate oscillation velocities related to sand transport and process control
Simulations of after flushing outlet conditions
Gas lift

Potential issues Evaluations / studies to be performed
Dynamic simulations Impact from shut-down, start-up, sensitivity to flow regimes are incorporated in the simulations and in the flow assurance strategies
Operational Philosophy
Hydrate strategy, de-pressurization and other Flow Assurance issues are properly handled in operational procedures with special emphasize on shut-down and start-up
Water Hammer effects
Analysis to be performed
Chemical injection points and PDT instrumentation
General requirements
Emulsion Company premises: Downhole injection of de-emulsifiers through gas-lift valve
The use of de-emulsifiers affects the design of the separation equipment
Corrosion Material selection
Asphaltenes Evaluation composition and chemicals
Flow induced vibrations
Evaluations flow induced vibrations
Monitoring Online FAS (Flow Assurance System)
CPM (Conditioning Performance Monitoring)

Figure 4: Potential field challenges
4.0 Fluid properties
When an oil and/or gas field is discovered several exploration and appraisal wells are drilled to characterize the reservoir. Several samples of the reservoir fluid are taken. These are tested in labs and characterized and form the basis for determining the fluid properties for the field.
Fluid compositions are entered into a PVT equation of state software such as PVTsim or MultiFlash and tuned against fluid properties at reservoir conditions. Once the fluid has been properly characterized and tuned PVT simulations may determine the fluid properties for all operational conditions and is the main input tool providing input data to:
Reservoir simulation tools
Pipeline multiphase simulations tools
Process simulation tools
Physical fluid properties needed for detailed FEA and CFD simulations.
Hydrate management by providing hydrate equilibrium curves and identifying required amount of hydrate inhibitor.
Wax and asphaltenes management by providing wax appearance temperatures

Preliminary temperature drop calculations over production chokes.
5.0 Pipe flow
5.1 Derivation of conservation of momentum for single phase flow in pipe
This section derives the momentum equation for single phase flow in an inclined pipe. The equation is derived for the control volume (CV) shown in Figure 49.
CV
1
2Flow
mg sin(Θ)
mg
Θ
L
D
Vertical elevation
Figure 5: Control volume in inclined pipe.
Conservation of momentum, commonly known as Newton’s 2nd law, for the control volume in Figure 49 is given as:
Equation 1
Here
Parameter Explanation
Mass in control volume
Acceleration of the fluid particle defined by the control volume.

Sum of all forces acting on the control volume.
The rate of momentum change on the left hand side of Equation 29 for the control volume may be defined as
Equation 2
Here
Parameter Explanation
Average (constant) density of fluid in control volume.
Length of control volume.
Average (constant) cross-sectional area of the control volume
Average velocity in control volume.
Average volume flow rate in control volume.
The forces acting on the control volume are:
- Normal acting pressure forces
- Shear stress frictional force
- Gravitational force
Hence the total force on the right hand side of Equation 29 for the control volume is
( ) Equation 3
Here
Parameter Explanation

Parameter Explanation
Cross-sectional area (assumed constant) in control volume.
Pressure at location 1
Pressure at location 2
Mass in control volume
Average (constant) density of fluid in control volume.
Length of control volume.
Average (constant) cross-sectional area of the control volume
Gravitational acceleration.
Diameter of control volume (assumed constant)
Angle of inclination for the pipe
( )
Sin-function of angle of inclination.
Elevation change along pipe section defined by the control volume.
Wall shear stress
The wall shear stress may be expressed introducing Darcy – Weisbach friction factor :
Equation 4
The frictional force term may be expressed as:
Equation 5
Here
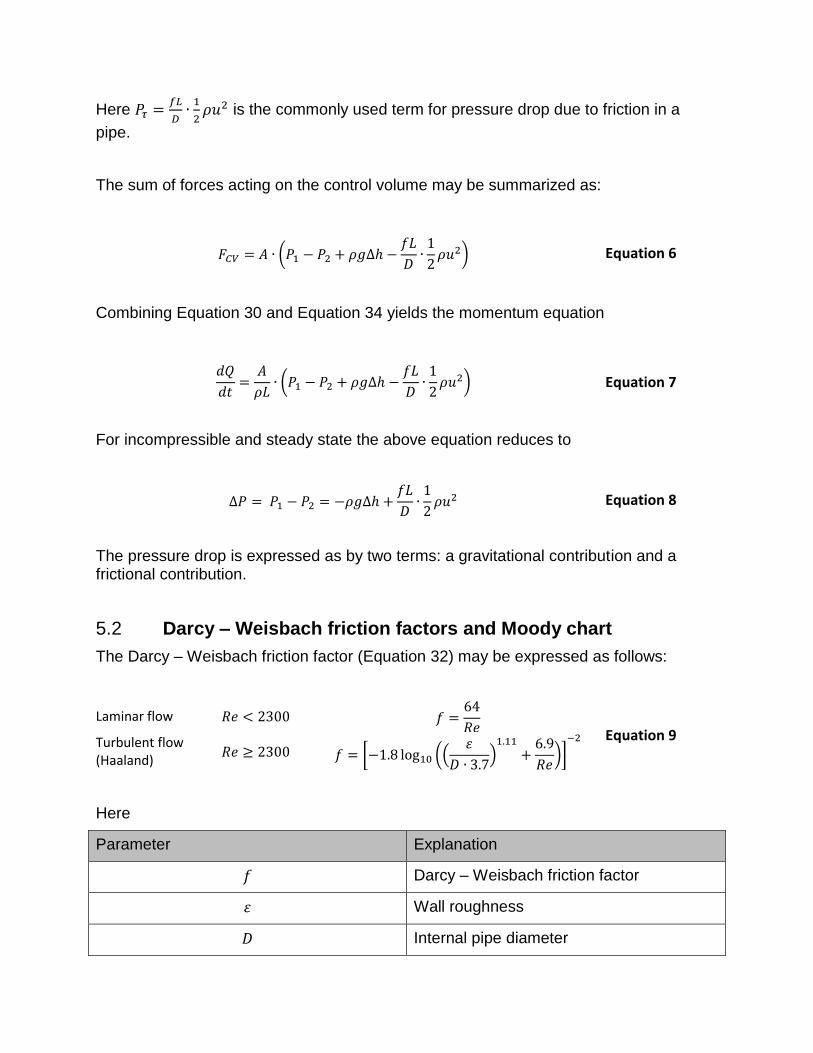
is the commonly used term for pressure drop due to friction in a
pipe.
The sum of forces acting on the control volume may be summarized as:
(
) Equation 6
Combining Equation 30 and Equation 34 yields the momentum equation
(
) Equation 7
For incompressible and steady state the above equation reduces to
Equation 8
The pressure drop is expressed as by two terms: a gravitational contribution and a frictional contribution.
5.2 Darcy – Weisbach friction factors and Moody chart
The Darcy – Weisbach friction factor (Equation 32) may be expressed as follows:
Laminar flow
Equation 9 Turbulent flow (Haaland)
[ ((
)
)]
Here
Parameter Explanation
Darcy – Weisbach friction factor
Wall roughness
Internal pipe diameter
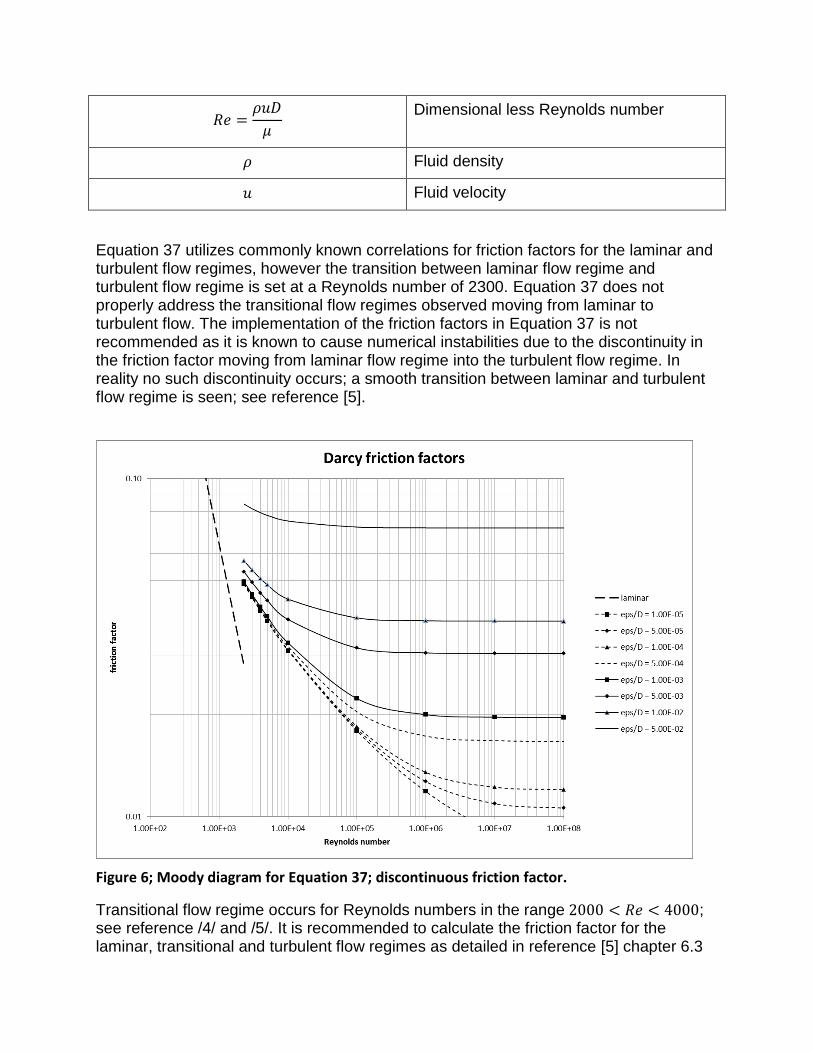
Dimensional less Reynolds number
Fluid density
Fluid velocity
Equation 37 utilizes commonly known correlations for friction factors for the laminar and turbulent flow regimes, however the transition between laminar flow regime and turbulent flow regime is set at a Reynolds number of 2300. Equation 37 does not properly address the transitional flow regimes observed moving from laminar to turbulent flow. The implementation of the friction factors in Equation 37 is not recommended as it is known to cause numerical instabilities due to the discontinuity in the friction factor moving from laminar flow regime into the turbulent flow regime. In reality no such discontinuity occurs; a smooth transition between laminar and turbulent flow regime is seen; see reference [5].
Figure 6; Moody diagram for Equation 37; discontinuous friction factor.
Transitional flow regime occurs for Reynolds numbers in the range ; see reference /4/ and /5/. It is recommended to calculate the friction factor for the laminar, transitional and turbulent flow regimes as detailed in reference [5] chapter 6.3
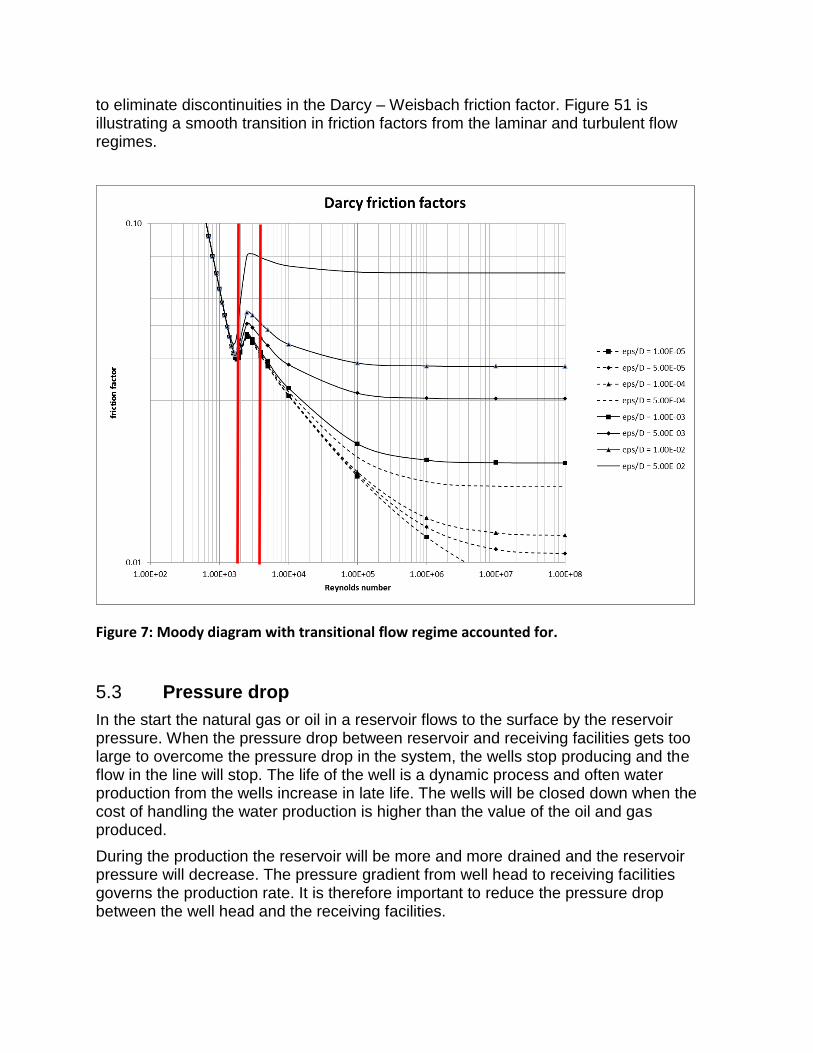
to eliminate discontinuities in the Darcy – Weisbach friction factor. Figure 51 is illustrating a smooth transition in friction factors from the laminar and turbulent flow regimes.
Figure 7: Moody diagram with transitional flow regime accounted for.
5.3 Pressure drop
In the start the natural gas or oil in a reservoir flows to the surface by the reservoir pressure. When the pressure drop between reservoir and receiving facilities gets too large to overcome the pressure drop in the system, the wells stop producing and the flow in the line will stop. The life of the well is a dynamic process and often water production from the wells increase in late life. The wells will be closed down when the cost of handling the water production is higher than the value of the oil and gas produced.
During the production the reservoir will be more and more drained and the reservoir pressure will decrease. The pressure gradient from well head to receiving facilities governs the production rate. It is therefore important to reduce the pressure drop between the well head and the receiving facilities.

The pressure drop is influenced by many different parameters in multiphase flow. All of these parameters need to be evaluated and calculated in all parts of a system. The following parameters have impact on the pressure drop in multiphase production systems.
Frictional pressure drop
o For long flowlines the contribution from the friction between flow and fluid is the most dominant parameter that causes pressure drop (see exercises).
Hydraulic resistance in pipe components
o There are contributions to pressure drop from every bend, valve and process module in a system. Especially on a subsea station these impacts need to be calculated and reduced to a minimum. In some cases a high consciousness of this can result in an optimal design with regards to minimum pressure drop.
Gravity forces
o The weight of the height column of multiphase will be important in the vertical part of the well, long flowlines and risers (see exercises)
Fluid, amount of liquid
o In multiphase flow the fluid phases will vary in different parts of the system and in different parts of production life according to temperature, pressure and rates. As can be seen from Equation 2, density is one of the parameters that influence on pressure drop, and in general more liquid give a higher pressure drop than very dry gas. This means i.e. that when a well start to produce more water along with oil and/or gas, the pressure drop will increase resulting in lower production rates and hence even lower gas/and or oil rates.
Length of flowline
o In some fields the distance to shore from field is a governing parameter. Solutions as separation of liquid and gas and boosting with pump and compressor are evaluations to be done to see what is necessary to get a driving pressure in the system.
Velocity
o Higher velocities increase pressure drop. This is important to evaluate in line sizing.
Temperature increase actual flow
o Water is nearly incompressible and the impact from temperature on the actual flow is low. This is not the case in gas, which is highly compressible. The actual flow will increase with higher temperature and resulting in a higher velocity, which again impacts on the pressure drop.

Density
o The density in multiphase will be a function of the rates of the three phases, the temperature and pressure.
Contribution from gravity forces on pressure drop
∫ ( )
Equation 10
Contribution from friction on pressure drop (Darcy-Weisbach)
Equation 11
Figure 8: Steady state pressure drop and hold-up versus production rate

5.4 Heat transfer in pipe flow
5.4.1 Heat loss over length of pipe - Liquid flow
Figure 9: Steady state flow in pipe section with heat loss to ambient
Consider the pipe section depicted above. Fluid is flowing at steady state through the pipe. The fluid temperature changes over the length of the pipe as heat is either lost or gained from the ambient. The heat balance for the heat section may be described by
( ( ) ( )) ( ( ) ) Equation 12
The above equation results in the simple differential equation
( ( ) )
Equation 13
The solution to the above differential equation is
( ) ( ( ) )
Equation 14
Here
Parameter Explanation
( ) Temperature along the pipeline [°C]
Ambient temperature outside pipe [°C]
Overall outer heat transfer coefficient defined at pipe ID [W/(m2K)]
Inner pipe diameter (ID) [m]
V
dx
��
��
𝑇(𝑥) 𝑇(𝑥 𝑑𝑥)
𝑑𝑄 𝜋 𝐷 𝑈 (𝑇 𝑇 ) 𝑑𝑥
D

Parameter Explanation
Mass flow rate [kg/s]
Heat capacity [J/(kg K)]

5.5 Water hammer
The presentation of water hammer theory in this section follows closely the presentation in Hydraulics of pipeline systems [8].
When velocities in a pipe system changes so rapidly that the elastic properties of the pipe and liquid must be considered in an analysis, we have a hydraulic transient commonly known has water hammer. Water hammer commonly occurs when a valve is closed quickly at an end of a pipeline system, and a pressure wave propagates in the pipe. It may also be known as hydraulic shock.
5.5.1 Joukowsky equation
Consider the simple pipe flow below with constant liquid flow towards the right with velocity V. The valve positioned downstream is initially open.
Figure 10: Constant liquid flow in a straight pipe.
Consider further the event that the downstream valve suddenly closes. The flowing liquid immediately upstream the valve will come to an abrupt stop and the pressure upstream the valve will have to increase an amount just sufficient to reduce the momentum of the moving liquid to zero. The abrupt valve closure causes an increase in pressure which will travel in the upstream direction. The question is how large is the pressure increase due to the abrupt valve closure?
As the valve closes the pressure upstream the valve increases to overcome the momentum of the liquid. As the pressure increases the liquid gets compressed and the liquid density increases. Also the pressure increase slightly enlarges the pipe.
Assume the pressure wave travels upstream with a velocity . Consider Figure 20 showing an unsteady control volume centered on the pressure wave traveling upstream the pipe after the valve closure.
V
L
Constant upstream pressure Valve

Figure 11: Unsteady control volume for water hammer analysis
The flow is not steady as the control volume is moving, so the linear equations for steady flow do not apply. Instead it is possible to assume the reference system moves
towards the left with a velocity as depicted in Figure 21:
Figure 12: Steady flow control volume for water hammer analysis.
Let's detail the forces acting on the control volume in further details
V
δL
V+ΔV a
V+a
δL
V+ΔV+a

Figure 13: Steady flow control volume for water hammer with all forces shown.
The wall shear force due to friction will be ignored. Also we only consider relatively
strong pipe materials such as steel the pipe bulge is very small and so is neglected. We assume uniform flow velocity and consider the linear momentum equation parallel to the pipe for the control volume in Figure 22:
∑ ( ) Equation 15
[( ) ( )]
Equation 16
Here ( ) . Assume the pressure at (1) is then the pressure at (2) is . Then Equation 5 reads:
( )( ) ( )
Equation 17
The increase in pipe cross sectional area is very small and can be ignored so the pressure increase can be simplified as
( ) (
)
Equation 18
In most rigid pipes the value of is very small and the pressure increase due to a decrease in velocity is
Equation 19
V+a
δL
V+ΔV+a
F3
Fn
Fs
F1
F2
(1) (2)
Area: A
Density: ρ
Area: A+δA
Density: ρ+δρ

The pressure pulse wave speed is denoted the sonic speed or speed of sound in the fluid filled pipe. The sonic speed is dependent on the fluid bulk modulus, elasticity of the pipe and the amount of entrapped gas present in the liquid system.
Equation 8 is sometimes referred to as Joukowsky's equation and gives the maximum amplitude of the pressure pulse due to an abrupt valve closure.
5.5.2 Unsteady flow in pipes
Unsteady flow in pipes may be described using two independent partial differential equations for pressure and velocity
The Euler equation (momentum equation)
| |
Equation 20
The conservation of mass equation
Equation 21
The pressure may be described in terms of piezometric head via the relation ( ). (Remember ( ).) Hence
[ ( )]
[( )]
Equation 22
So the momentum equation becomes
| |
Equation 23
The equation for conservation of mass becomes
Equation 24
The total time derivatives in Equation 12 and Equation 13 are defined as
Equation 25

So both equations involve non-linear terms. For the moment let us assume the linear terms in the momentum and the conservation of mass equation are larger than the non-linear terms in addition to the non-linear friction term. We may evaluate later the consequences of this simplification. The simplified equations become
Equation 26
and
Equation 27
The equations are linear so cross-differentiation will low us to eliminate one of the unknowns
(
)
Equation 28
Hence the piezometric head is governed by the wave equation
Equation 29
It can be shown that the velocity also is governed by this equation.
In Equation 18 the parameter is known as the wave propagation speed. Assuming
( ) and introducing as new independent variables and we get
Equation 30
And
(
)
Equation 31
In a similar fashion
Equation 32

And
(
)
(
)
(
)
(
)
(
)
(
)
Equation 33
So by introducing and as new independent variables Equation 18 reduces to
Equation 34
The general solution to Equation 23 is a solution
( ) ( ) (
) (
) Equation 35
Here is a constant and is a function of and is a function of .
Consider , if the time passes from to the function has the same value if
Equation 36
Or if
( ) Equation 37
So as time advances the argument
remains constant if
decreases with the same
amount as the time increases. So is a leftward moving wave with an absolute velocity . In the same fashion it can be argued that is a rightward moving wave with absolute velocity . The general solution to Equation 18 is a superposition of left and right moving
waves, moving at absolute velocity .
In deriving Equation 29 nonlinear terms in the conservation of momentum equation and the mass conservation equation were ignored. These terms are
, and
Equation 38

Let us assume a scaling to the terms in Equation 38 and we find
Equation 39
For almost all cases ⁄ and the convective terms are negligible. Only in rare cases
were the flowing velocity is comparable to the sonic velocity is it important to include
the non-linear convective terms.

6.0 Multiphase flow
Multiphase flow describes multi-component systems in which the interaction between the different components has a major influence on the overall flow structure. In the oil and gas industry multiphase flow is the combined flow of gas, condensate/oil and water in a pipe. There are very few cases in multiphase flow in which the problem can be simplified and still retain the essential physics. Some examples of how to simplify and derive at evaluations in multiphase problems are given in the exercises. Numerical simulation models are therefore necessary tools for designing multiphase systems. There exist several numerical simulation tools and models.
Figure 14: Multiphase flow; water, oil, gas
6.1.1 Flow regimes
The behavior of the gas and liquid in a flowing pipe will exhibit various flow characteristics depending on the gas pressure, gas velocity and liquid content, as well as orientation of the piping (horizontal, sloping or vertical). The liquid may be in the form of tiny droplets or the pipe may be filled completely with liquid. Despite the complexity of gas and liquid interaction, attempts have been made to categorize this behavior. These gas and liquid interactions are commonly referred to as flow regimes or flow patterns.
Annular mist flow occurs at high gas velocities. A thin film of liquid is present around the annulus of the pipe. Typically most of the liquid is entrained in the form of droplets in the gas core. As a result of gravity, there is usually a thicker film of liquid on the bottom of the pipe as opposed to the top of the pipe.
Stratified (smooth) flow exists when the gravitational separation is complete. The liquid flows along the bottom of the pipe as gas flows over the top. Liquid holdup in this regime can be large but the gas velocities are low.
Stratified wave flow is similar to stratified smooth flow, but with a higher gas velocity. The higher gas velocity produces waves on the liquid surface. These waves may become large enough to break off liquid droplet at the peaks of the waves and become entrained in the gas. These droplets are distributed further down the pipe.

Slug flow is where large frothy waves of liquid form a slug that can fill the pipe completely. These slugs may also be in the form of a surge wave that exists upon a thick film of liquid on the bottom of the pipe.
Elongated bubble flow consists of a mostly liquid flow with elongated bubbles present closer to the top of the pipe.
Dispersed flow assumes a pipe is completely filled with liquid with a small amount of entrained gas. The gas is in the form of smaller bubbles. These bubbles of gas have a tendency to reside in the top region of the pipe as gravity holds the liquid in the bottom of the pipe.
Figure 15: Flow regimes

Figure 16: Flow regime transition map for horizontal multiphase flow
From the flow regime transition map it can be seen that multiphase flow attends different flow regimes. These flow regimes are dependent on the difference in rate and velocity between the phases. In the figures above the multiphase flow is simplified to two phase flow, gas and liquid. Simulation models that solve the full Navier-Stokes equations for three phase flow can indicate which flow regime is present at any time in the pipe.
Table 2: Example transition between flow regimes in FlowManagerTM simulations

In the table above Flow Manager™ multiphase simulation model has simulated multiphase flow in 120 km long flow lines. FlowManager™ is a hydraulic steady state model that solves the Navier - Stokes equations for multiphase flow. It is used as an online monitoring tool for well management in the North Sea and outside Angola. It can also be used to simulate how a new system will behave. In the table above the simulations have been used to predict flow regimes for different pipe sizes and different rates. As can be seen the flow regime varies along the line with temperature and pressure. This is because the temperature and pressure drop along the line and impacts on the equilibrium between the phases and the amount of oil, water and natural gas change, which again impacts on the actual velocity along the pipe and the flow regime. In the transition map this is illustrated by the operating point of the fluid moving from stratified to annular flow. In this particular case the amount of liquid is small which indicate that the flow regime transition is in the lower part of the map.
As can be seen from Equation 3, the mass flow rate is dependent on the velocity, density and area occupied by each phase. To move towards a slug regime the mass rate of liquid must increase, and this happens either by increase of the velocity of the liquid or by increase in area occupied by the liquid.
Equation 40
Here is the superficial velocity of each phase. Each phase will have an individual equation.
6.2 Slugging
In a multiphase system the design should attempt to reduce slugging.
Terrain slugging is caused by the elevations in the pipeline, which follows the ground elevation or the sea bed. Liquid can accumulate at a low point of the pipeline until sufficient pressure builds up behind it. Once the liquid is pushed out of the low point, it can form a slug.
Hydrodynamic slugging is caused by gas flowing at a fast rate over a slower flowing liquid phase. The gas will form waves on the liquid surface, which may grow to bridge the whole cross-section of the line. This creates a blockage on the gas flow, which travels as a slug through the line.
Riser-based slugging, also known as severe slugging, is associated with the pipeline risers often found in offshore oil production facilities. Liquids accumulate at the bottom of the riser until sufficient pressure is generated behind it to push the liquids over the top of the riser, overcoming the static head. Behind this slug of liquid follows a slug of gas, until sufficient liquids have accumulated at the bottom to form a new liquid slug.
Pigging/ramp-up slugs are caused by pigging operations in the pipeline. The pig is designed to push all or most of the liquids contents of the pipeline to the outlet. This intentionally creates a liquid slug.

Operationally induced surges: Created by forcing the system from one steady-state to another. For example during ramp-up or pigging operations
Figure 17: Operational induced surges

7.0 Hydrates
Hydrates are crystalline material that forms when light hydrocarbon molecules mix with water at appropriate pressure and temperature conditions. In oil system it is not necessary to have a separate gas phase in close contact with water as there is enough hydrate forming components presents in a hydrocarbon liquid phase.
A massive and uncontrolled formation of hydrates can result in restriction in the flowline that can eventually develop into a full blockage; resulting in stop in production. Hydrate prevention is a key flow assurance focus area.
The following conditions are required to form hydrates:
Free water (water in liquid form)
Small molecules like: methane, ethane, propane, n-butane, carbon dioxide
Sufficiently high pressure: typically above 10-20bar at ambient temperature
Sufficiently low temperatures: typically below 20 - 25 °C.
Figure 18: Hydrates are not ice.

Figure 19: Hydrate blockage in a pipeline
The common hydrate control strategy is to operate outside the thermodynamic hydrate formation envelope in all operational scenarios. Hydrate control philosophy is field specific and selection of hydrate control strategy is based on theoretical estimated hydrate equilibrium conditions.
Figure 12 shows curves for hydrate dissociation curve for two compositions. Hydrates form in the domain over the curve. Moving down and crossing the curves the hydrates start to melt.
Figure 20: Example of hydrate curve
Hydrate equilibrium curves are calculated for a given composition using PVT equation of state software such as PVTsim and MulitFlash.
7.1.1 Hydrate control strategy
All different operational modes needs to be covered by a hydrate control strategy:
0
50
100
150
200
250
300
0 5 10 15 20 25
Temperature [°C]
Pre
ss
ure
[k
gf/
cm
²]
Wellfluid with gaslift
Wellfluid
T = 4°C

Normal production
Planned shutdown
Unplanned shutdown
Restart after the different shutdown scenarios
Remediation
7.1.2 Hydrate prevention
In order to prevent hydrates from being formed, one have to eliminate at least one of the conditions required for their formations, see section 3.5. Hydrate prevention methods can be categorized as follows:
Removal of water
Chemical injection
Hydraulic methods
Heat control methods
Removal of water
Risk of hydrates forming can be alleviated by controlling the amount of water present. For example by well completion, reservoir management and subsea processing (separation).
For gas export lines hydrates are prevented by dehydrating the gas to a specific water dew-point such that no free water will be present at operating conditions.
For oil dominated systems separators are required to remove water. This can be performed topside or subsea.
Chemical injection
Chemical injection of chemicals such as methanol (MeOH) and monoethylene glycol (MEG) are commonly used for hydrate prevention. Chemical injection can either be continuous or sporadic to help in certain operational scenarios such as shutdown and startup.
Two main classes of hydrate inhibitors exist:

Thermodynamic inhibitors are chemical that lower the hydrate equilibrium temperature. They act in the water phase for inhibition of hydrate. Commonly used chemicals are MeOH and MEG.
Figure 13 shows the hydrate equilibrium curve for a gas field fluid for increasing amount of MEG added. Notice how adding MEG moves the equilibrium curve towards lower temperatures.
Figure 21: Show how the hydrate curve moves towards left when MEG is inhibited in system
Low-concentration inhibitors (kinetics and anti-agglomerants) are added in low concentration. Two types exist:
Kinetic inhibitors delay the formation of hydrates by a certain length of time at temperatures below the HET; 6 - 24 hours typically.
Anti-agglomerants allow hydrates to form as transportable slurry thereby preventing plugging.
Hydraulic methods
Hydraulic hydrate control methods covers several options:
Fluid displacement
Fluid displacement means that the content in the entire flow line or subsea component is replaced with a non hydrate forming fluid during or prior to a planned shutdown. The displacement fluid can be dead oil, diesel or MEG.
Compression method
For gas systems compressing the system prior to restart will result in a temperature increase which places the fluid outside the hydrate forming domain.
Depressurization
Depressurization is a widely used strategy for avoiding hydrates formation for a planned and unplanned shutdown. Depressurization needs to be performed before the uninhibited fluid enters the hydrate forming domain. Partial depressurization during shutdown may help increase the cooldown time and the time before other hydrate control measurements need to be taken.
Heat control methods
Insulation
Thermal insulation is commonly used for limiting the temperature loss of subsea equipment and shorter flowlines. During normal production thermal insulation ensures that the production fluid temperatures are kept well above hydrate equilibrium temperatures during flowing conditions.
Thermal insulation is also used for buying the operator more time reducing how quickly the system cools down after a planned or unplanned shutdown. Normally the operation of the field requires a minimum cooldown period for before the production fluid moved into hydrate formation domain.
The cooldown time (CDT) is the time it takes for the production fluid to cool down to actual HET at current conditions. The different phases does not cools down identically; gas phase will cool down the fastes. Typically the cooldown time consist of a no touch time (NTT) and an implementation time (IMT).
The NTT is the time required after shutdown where the fluid is allowed to stay untouched before the start of implementing any hydrate control methods.
The IMT is the time to implement hydrate control methods.
Design of thermal insulation for subsea components needs to meet the customer specified cooldown time allowing safe operation of the system. The thermal insulation design is a focus area and a vital part of detailed design.
Components transporting heat to the ambient are classified as cold spots. These are typically valves, support structures, instrumentation.
Other focus areas for thermal design are deal legs. Dead legs are pipe segments containing stagnant unhibited production fluid. These should be eliminated if possible or the length of the dead legs should be minimized.
Cold spots and dead legs are main components focused on in the thermal insulation design.
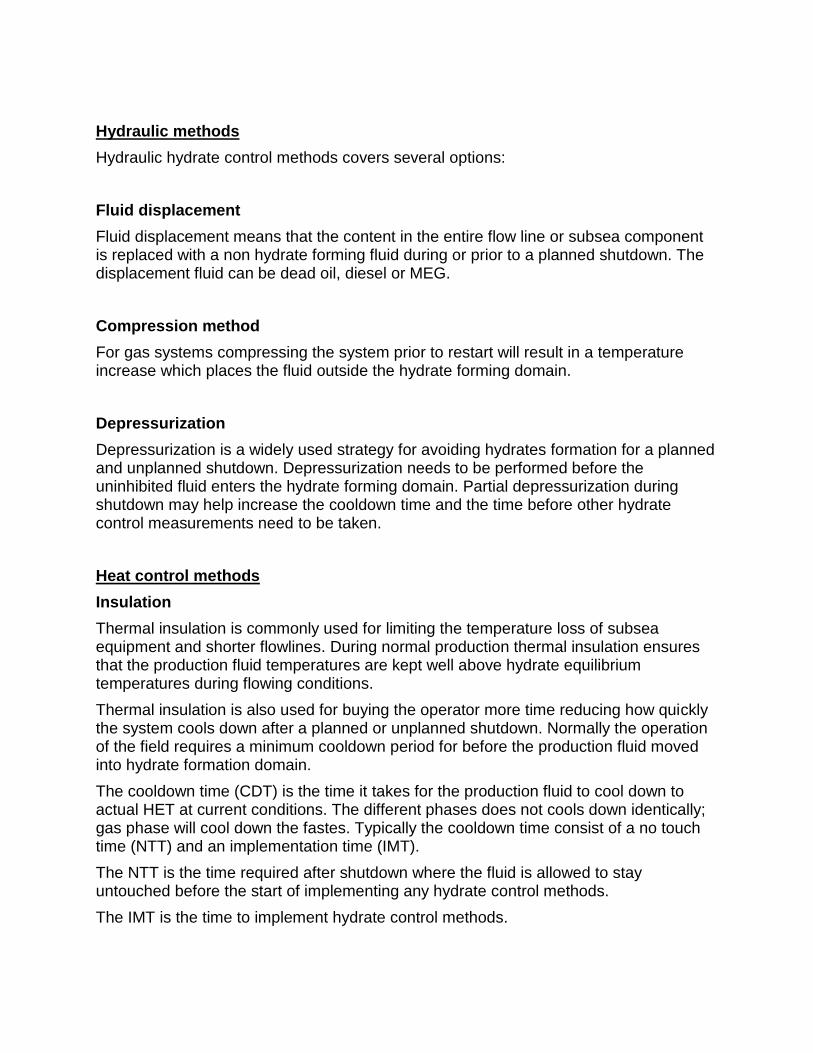
Detailed finite element and computational fluid dynamics simulations are often needed to properly design the thermal insulation. Design of thermal insulation can also be confirmed by full scale cooldown test of subsea production equipment in large water filled test pits.
Figure 22: Thermal analysis
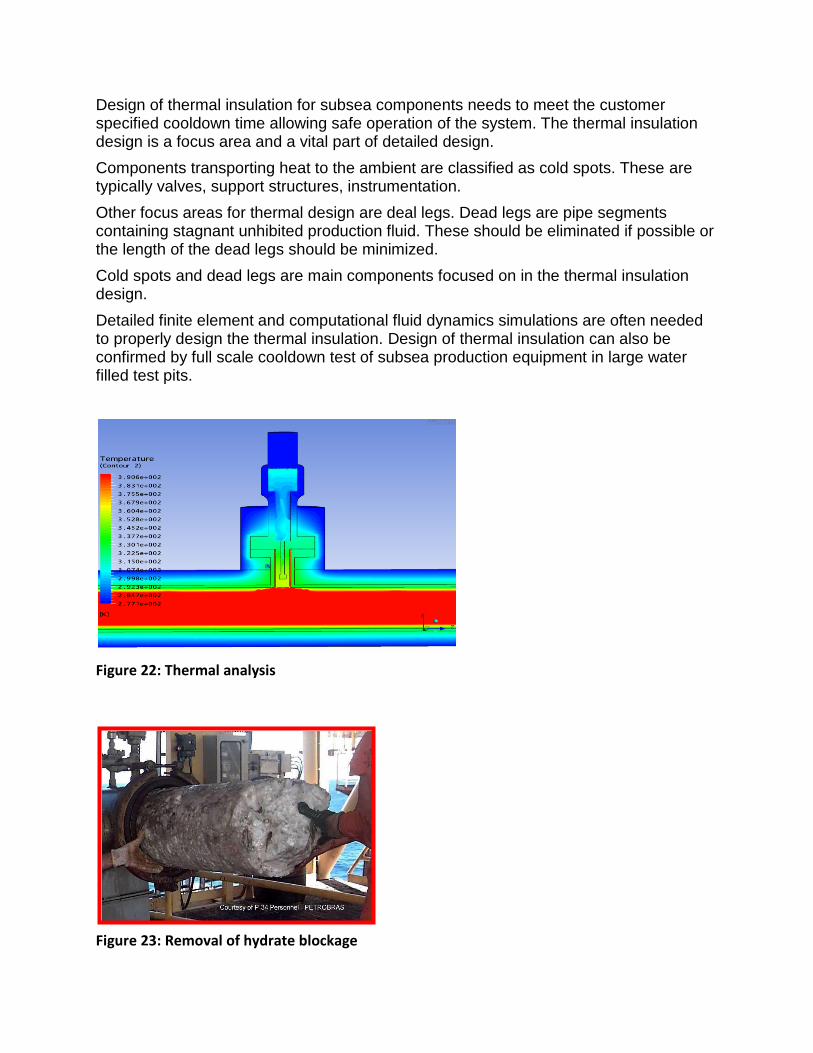
Figure 23: Removal of hydrate blockage

Active heat control methods
Hydrates can be prevented by adding heat to the production fluid. Several options exist:
- Heat tracing adds heat to specific components
- Pipeline bundling consist of a carries pipe with one or several internal oil production and/or gas injection lines together with lines for circulation of a heating medium.
- Direct Electric Heating may be used for long pipelines during shutdown to maintain the flowline temperature above the hydrate forming temperature.
7.1.3 Hydrate control remediation
The best way of avoiding the formation of forming is to properly design the subsea production equipment. Key points in a design are:
- Eliminate low points
- Eliminate dead legs
- Optimal location of instruments
- Optimal location of chemical injection points
- Liquid drainage to remove liquid from the actual pipe section
Fields need to be designed properly to minimize unwanted hydrate plugs. However, the risk cannot be entirely eliminated so remediation methods must be identified in the design phase.
Hydrate remediation methods may be organized as follows:
Chemical injection
Heating
Depressurization
Mechanical methods
Chemical injection
Thermodynamic hydrate inhibitors are used to melt hydrate plugs. The chemical needs to be able to reach the plug so the number of and the locations of injection points are of great importance.
Heating

By heating the system the temperature will move out of the hydrate region and plugs may melt. Heating to remove hydrates presents a high risk as large amounts of gas is released when melting hydrates causing a large pressure buildup. 1 m3 of hydrates may contain typically 0.8 m3 of water and 150 Sm3 of gas.
Depressurization
Depressurization is commonly used for removing hydrate plugs. Care has to be taken though. Reducing the pressure on one side of the plug only may cause the plug to travel like a projectile though the piping driven by the high pressure on the other side of the plug. The plug may then cause great damage to the piping.
Mechanical methods
Hydrated may be removed by mechanical means using pigging, hydrate tractors or by replacing the piping.
7.1.4 Thermal insulation design process
Of particular importance in the thermal insulation design is the identifying and elimination of cold spots and dead legs in the subsea system. The thermal design of a subsea system is a multidiscipline task involving component design, piping design and flow assurance including cold spot management and thermal analyses. Thermal finite element analysis (FEA) and computational fluid dynamics (CFD) play an important role in the development of thermal insulation design of complex components.
The approach to thermal design consists of several steps:
1. Description of thermal requirements
2. Initial insulation design based on experience
3. Identify potential problem areas
4. Establish thermal management plan for cold spots
5. Incorporate design improvements in accordance with results
8.0 Flow Induced vibrations
The dynamic response of structures immersed in (external induced i.e. vortex shedding from sea currents) or conveying (internal induced i.e. vortexes from turbulence or bends) fluid flow. Fluid flow is a source of energy that can induce structural and mechanical oscillations. Flow-induced vibrations best describe the interaction that occurs between the fluid's dynamic forces and a structure's inertial, damping, and elastic forces.
9.0 Wax
Wax is a class of hydrocarbons that are natural constituents of any crude oil and most gas condensates. Waxy oils may create problems in oil production due to three main reasons:
Restricted flow due to reduced inner diameter in pipelines and increased wall roughness
Increased viscosity of the oil
Settling of wax in storage tanks
First, there is a potential for the wax to crystallize and adhere onto surfaces like the pipe wall in a pipeline and thereby form a deposit layer which will increase with time and eventually, in the worst case, completely block the line. Such deposition will reduce the capacity of the line by decreasing the effective diameter and increasing the wall roughness and thus the pressure drop in turbulent flow. For any pipeline experiencing wax deposition, there has to be a wax control strategy. Most often, the wax control strategy simply consists of scraping the wax away from the pipe wall by regular pigging. Sometimes, substantial quantities of wax are removed from the line. In one case several tons of wax was collected in the pig trap at Statfjord B after pigging the line from Snorre B.

Figure 24: Part of wax plug retrieved from the pig trap at Statfjord B (sept 2001)
Secondly, wax precipitation causes the bulk viscosity of the oil to increase sharply and become shear-rate dependent (non-Newtonian), leading to increased pressure losses. Ultimately, when a sufficient amount of solid wax has precipitated (approximately 4-6 wt%), the wax tends to form a three-dimensional network resulting in even larger viscosity increase ending up with a completely gelled structure with solid-like mechanical properties. Particularly during production shut-downs, when the oil is allowed to cool statically in the pipeline, this may be a severe situation, since high pressure may be required to break down the gel structure upon restart. When performing regular pigging of a pipeline, the internal diameter is maintained as no/little wax deposit is allowed to build up. This will ensure an efficient flow.
Figure 25: Wax can deposit at inner walls if the temperature is below WAT

Figure 26: Manipulation of WAT by separation at different stages/temperatures.
The wax appearance temperature (WAT) in the gas phase can be manipulated through separation at different stages/temperatures.
Table 3: U-value sensitivity to evaluate whether insulation can be used as wax control
Pipe size Tin [C] U-value [W/m2K] Pipe length @
34C
8” 80 200 750 m
8” 80 50 3000 m
8” 80 3 52 km
8” 80 1 128 km
8” 60 200 500 m
8” 60 50 2000 m
8” 60 3 35 km
8” 40 200 150 m
8” 40 50 600 m
8” 40 3 10 km
The wax appearance temperature of most "normal", paraffin North Sea oils and condensates is in the range 30° to 40°C.

Hot flushing or direct heating must be at a temperature at least 20°C above WAT (WDT Wax Disappearance Temperature).

10.0 Erosion
10.1 Causes of erosion
Erosion can be generated by a number of phenomena:
• Particulate erosion
– Solids produced
– Proppants used for gravel pack or fracking the reservoir
• Liquid droplet erosion
– Impingent of liquid droplets
• Cavitation
• Erosion corrosion
Particulate erosion by sand is most likely to cause erosive failures in oil and gas production systems.
10.1.1 Droplet erosion
Confined to wet gas and multiphase flows in which droplets can form. Droplet erosion occurs when liquid droplets (or liquid jets) impinge at a surface at high speed.
The erosion rate is dependent on a number of factors including the droplet size, impact velocity, impact frequency, and liquid and gas density and viscosity.
Test have shown solid-free erosion only occurs at very high velocities DNV-RP-O501 uses a velocity above 70 – 80 m/s. Droplet erosion may be experienced at the leading edge turbines and potentially in gas/mist flow in chokes.
The material loss is due to the impact of droplets at the material surface resulting in high pressure pulses. The forces of droplet droplet impact damage the material by formation of pits and cracks on the surface and by loss of the material.
10.1.2 Cavitation
When liquid passes through a restriction low pressure areas can be generated. If the pressure is reduced below the vapor pressure of the liquid, bubbles are formed. These bubbles then collapse generating shock waves. These shock waves can be of sufficient amplitude to damage pipework.
The collapse of vapor bubbles may result in loud noise, vibrations and erosion.

If the collapse occurs on a wall/material surface, a micro jet of liquid is formed and will be impacting on the surface. This will create a high pressure pulse
Cavitation occurs rarely in oil and gas production systems as the operating pressures are well above vapor pressure, but can be seen in chokes, control valves and pump impellers.
10.1.3 Erosion corrosion
Erosion-corrosion is the combined effect of particulate erosion and corrosion.
The progression of the erosion-corrosion process depends on the balance between the erosion and corrosion processes:
In a purely corrosive flow new pipework components typically corrode very rapidly until a brittle scale develops on the surfaces exposed to the fluid. This scale layer forms a barrier between the metal and the fluid that substantially reduces the penetration rate.
In highly erosive flows, in which corrosion is also occurring, the erosion process predominates and scale is scoured from exposed surfaces before it can influence the penetration rate.
At intermediate conditions erosion and corrosion mechanisms can interact. In this case scale can form and then be periodically removed by the erosive particles.
10.1.4 Sand production and erosion due to produced sand
Erosion is due to impact of solid/sand particles at a surface. New wells typically produce a large amount of sand and proppant as they “clean up”. Sand production then stabilizes at a relatively low level before increasing again as the well ages and the reservoir formation deteriorates. Sand concentration typically ranges from 1 to 50 parts per million by mass.
Gas systems generally has higher velocities than liquid systems; making them more prone to erosion. However oil fields may have a higher concentration of produced sand.
Main concerns to be handled and planned for are:
Erosion due to sand production
Transportation of sand; avoid accumulation of sand in flowlines or subsea separators.

10.1.5 Particle trajectories in an elbow
a) Small particles b) Medium particles
(liquid system)
c) Large particle
(gas system)
Drag forces on sand particles are different in liquids and gases. Erosion rates in gas flows are usually greater than in liquid flows operating at the same velocities. Also, the erosion scar position will be different.
10.1.6 Impact erosion model
Consider Figure 23 depicting solid particles in a fluid flow traveling at a particle velocity
of and impacting a solid wall at an angle α.
Figure 27: Solid particles impacting on wall
Most erosion models for predicting erosive material loss for the wall are on the following form:
( )
Equation 41
Here
is the erosion rate (kg of material removed/kg of erodant )
is the particle impact velocity
is a constant depending on the material being eroded and other factors
is the particle impact angle
( ) is a material dependent function of the impact angle between 0 and 1
is a material dependent index
Note that material loss is proportional with the amount of solids/sand impacting on a surface provided the sand concentration is not too high; i.e. typically <1-5% by volume.
10.1.7 Guidelines and sand erosion prediction methods
The recommended practice DNV-RP-O501 – Erosive Wear in Piping Systems is widely used as a guideline and for predicting erosion due to sand production is subsea production systems. The recommended practice includes an impact erosion model and empirical models for calculating erosion in common piping components such as:
- Straight pipes
- Welded joints
- Reducers
- Elbows
- Blind tees
- Intrusive sand sensors
For multiphase flow, DNV uses mixture velocities and mixture density and viscosity as input to the flow/particle calculations. These empirical models have proved useful in estimating erosion due to sand production and aiding in the design and line sizing of subsea systems.
Another often used guideline is the API 14E although it is widely accepted to be misleading and incorrect. The API 14E standard does not account for the physical phenomena governing the erosion process. Note also that the recommendations given in API 14E are highly conservative for liquid flows and under-estimate the potential for erosion in gas flows.

For complex geometries or if more detailed analysis is required, CFD is required to determine the particle trajectories and particle impact characteristics. Contribution to local pipe wall erosion is calculated by adding up contributions for each particle impact on the wall using the DNV GL particle erosion impact model:
( )
Equation 42
Mass of particles impacting on the surface is denoted and the resulting wall material
loss is denoted .The material grade is characterized by the material constant and
and a material response function ( ). The material parameters are determined by testing.
The shape of the material function ( ) depends on the type of group for used. Figure 24 shows ( ) for both ductile materials (steel) and brittle materials respectively. For ductile materials, e.g. steel grades, the most critical erosion is obtained at impact angle in the range 25-40°. For brittle materials; e.g. ceramics or WC materials, the most critical impact angle is close to 90°. The difference in most critical impact angle for ductile and brittle materials is reflecting the difference in erosion mechanisms. Material removal/erosion for ductile materials are due to mechanical action, while for brittle materials the removal of material/erosion is due to brittle fracture due to repeated impact at the material surface.
Figure 28: Material function F(α) for ductile and brittle materials
For steel grades DNV uses K = 2 E-9 (m/s)-n and n=2.6. It is documented experimentally that the erosion characteristics/resistance is more or less the same all standard steel grades. For wolfram carbide (brittle material) K=1.1E-10 to 3.2E-10 (m/s)-n depending of type and n = 2.2.

The DNV GL erosion models are developed based on tests with angular particles representative for particles produced in the North Sea. Erosion is dependent on the shape of the particles; i.e. the erosion rate increases with the angularity. Sharp/very angular particles may typically give 2-3 the erosion rate as for angular particles, while rounded particles may give 2-3 times less erosion than angular particles.
Figure 29: Erosion wear in complex geometries
11.0 Overview simulation models in flow assurance
It is important to understand the difference of the suitability for the different simulation models. For transient multiphase models there exists a hierarchical regime of models. A rule of thumb is to start with the simplest model in steady state modus, i.e. HYSYS steady state, FlowManagerTM, OLGA steady state and gradually increase the physical complexity of the problem by use of more complex models i.e. HYSYS dynamics and OLGA transient. The last phase of complexity is the CFD analysis which should never be used before a crucial mapping of need has been performed as this is a very detailed activity and needs to be used in combination with the other ones.
In the same manner the erosion analysis should start with a simple screening by the DNV erosion model RP 0501 or FlowManagerTM, erosion model. The potential problem areas that have been identified will then be investigated by use of CFD. In the thermal analysis only an analytical approach is available for the first screening. The main calculations need to be done by FEA and in some cases a more refined CFD is required.
For the analysis and calculation regarding fluid properties, i.e. hydrate strategy and wax strategy, the simulation tool to be used is PVTsim. In PVTsim a whole specter of equations of state is available. In the Marlim project the Penelux Peng Robinson equation of state has been used for fluid property analysis.

Table 4: Overview simulation models that are used in flow assurance
Simulation model Purpose Output
FlowManagerTM Multiphase design Steady state
Quick pressure-temperature-flow rate analysis of long flow lines Pressure Temperature Flow Rates
FlowManagerTM Design Multiphase design Steady state Includes subsea process modules as compressor, pump, separation etc.
Subsea process as part of total system, from well to topside Pressure-temperature-flow rate analysis of long flow lines Pressure Temperature
FlowManagerTM Dynamic Multiphase design Transient Includes subsea process modules as compressor, pump, separation etc. Flow Assurance philosophy Process control philosophy, control system and operational procedures
Subsea process response as part of total system, from well to topside Test of functionality Equipment sizes Control parameters/ Control loops Operational procedures
HYSYS steady state Design tool to determine process conditions Design of process equipment
Flow rates Pressures Temperatures Input to line sizing
HYSYS dynamic simulation Flow Assurance philosophy Process control philosophy, control system and operational procedures
Test of functionality Equipment sizes Control parameters/ Control loops Operational procedures
PVTsim Fluid properties analysis Hydrate curve
Fluid properties tables for simulation models Hydrate curves Wax appearance Composition of multiphase fluids Phase envelope
RP O501 DNV Erosion calculations Screening of erosion rates Map potential problem areas
CFD multiphase Detailed erosion analysis
Detailed analysis of erosion hot-spots

Simulation model Purpose Output
CFD/FEA Thermal analysis
Detailed analysis of cold-spots
OLGA steady state multiphase Multiphase design Steady state
Pressure-temperature-flow rate analysis of long flow lines Pressure Temperature Flow rates Flow regime
OLGA transient multiphase Multiphase design
Flow regime Slug tracking Slug volume
CFD transient multiphase Multiphase design CFX
Details of flow behavior
12.0 Field developments - Concept Selection
In this part different field developments will be investigated with examples from existing system designs. The target is to give an understanding of how a flow assurance engineer will work to assure the field.
12.1 Types of fields
Table 5: Types of fields
Types of fields Types/Concept Typical Flow Assurance Challenges and solutions for
specific fields
New fields Unique combination of fluid properties,
pressure, temperature,
topography and field layout combination
Normal accessible fields
Gas Hydrate management Wax Management Erosion (Velocity)
Flow Induced Vibrations
Oil Hydrate management Wax management
Difficult accessible fields
Very deep water and/or reservoirs
Boosting requirements Hydrate
Wax
Long tie-ins Pressure drop Hydrate
Wax
Heavy oil with low API°(high viscosity, high spec gravity)
Hydrate Wax
Asphaltenes, scale Temperature
High pressure drop
Examples Boosting and separation (Pazflor) Separation (Troll)
High pressure/high temperature
Typically gas Material temperature limits (subsea cooling) Operate between hydrate /WATand high limit
Old fields Tail-end production
Increased Oil/Gas recovery with
boosting
Dry Gas compression
(Subsea compression, liquid pump, separator)
Åsgard Ormen Lange
Wet Gas compression
Gullfaks

Types of fields Types/Concept Typical Flow Assurance Challenges and solutions for
specific fields
Multiphase Pump
Water prod Hydrate Scale
Separation Tordis (North sea) Marlim (Brazil)
* All fields are unique which means that the combination of fluid properties, pressures and temperatures and field layout must be evaluated for each new field
12.2 Floater/Subsea
At the time being the subsea concepts very often competes with a more traditional floater solution.
For shallow water depths, bottom-founded facilities like jack up drilling rigs and fixed offshore structures can be used, and where saturation diving is feasible.
Recently, all subsea solutions are also considered in shallow water fields as they can compete with floating platforms in cost and reliability.
Figure 30: Concepts of floating or fixed constructions

Figure 31: Active GulfOil rigs
Figure 32: All subsea, vision of topsideless field developments

13.0 Examples of field developments with subsea process stations
13.1 Troll Pilot - liquid/liquid separation
With its 115 subsea wells Troll is the largest subsea development in the world. The wells are characterized by their production from thin oil zones which has required the development of new drilling and completion technology (1995).
Troll pilot started production in the Troll field in 2001. It was the first subsea separation system to be installed on the sea bed at 340 meters and 3.5 km from the platform.
By means of the gravity method produced water is separated from the oil and gas flow from four of Troll C's producing wells. The water is then injected back into the reservoir, while the separated oil and gas are sent up to the platform.

The Troll C subsea separation system is tied back 3.3 km to the Troll C platform in 350 m of water. The subsea station makes it possible to separate water from the well stream on the seafloor and re-inject it into a low-pressure aquifer so that the water does not have to be transported back to the main platform. Eight wells can be routed through the processing station, which is designed to process four wells at a time, provided they are at normal production rates.
The main processing modules are the horizontal gravity-based separation vessel and the subsea water re-injection pump. A fully automated control system with separation level instrumentation and variable speed drive system provides the main functional blocks for control of the process system.
The well stream is routed into the separator from one of the main production lines. Pre-processing is done in an innovative inlet mechanism called a low-shear de-gassing device. Its purpose is to split the gas and liquids to reduce the speed of the liquids and limit the emulsion formed. Once past the inlet device, the liquid is allowed to settle in the separator vessel, and the separated water is taken out directly to the water re-injection pump. From there, the oil and gas is commingled and forced back to the Troll C semi by the flowing pressure in the separator and pipeline system. The separated produced

water is re-injected into the disposal reservoir by the subsea water injection pump via a dedicated injection well.
Depth: 340 m, Step-out: 600 m, Design pressure: 179 bar, Design temperature: -5-68 °C,
Operation pressure: 16-40 bar, Operation temperature: 40-60 °C
Figure 33: Troll Pilot
Troll B features liquid/liquid separation (water from oil), re-injection of water and
multiphase boosting of oil and gas. The separator used is the Pipe Separator developed by
Hydro.
13.2 Tordis
Located in the Tampen area west of Bergen Tordis came on stream in 1994. After many years of operation the energy (pressure) in the reservoir has dropped and in addition the water content in the produced liquid has increased. The reduced energy is thus used for transporting great volumes of superfluous liquid.
Typical challenges for mature subsea oil fields are increased water cut which has the following consequences:
Increased hydrostatic head towards platform
o Reduced production
o Not possible to restart wells
Need for increased capacity on platform water treatment facilities

Need for increased amounts of Methanol/MEG for hydrate prevention
o Need for expensive modifications
o Limitations in infra structure
Increased oil recovery from Tordis field increased the recovery from 49% to 55% which added 35 million barrels of oil reserves.
Figure 34: Tordis field layout
Figure 35: Tordis subsea separation station

Figure 36: System overview
Water and sand are separated from the well stream close to the reservoir and injected into a subsea formation for storage.
In addition a multi-phase pump helps send oil and gas through a 10-kilometre pipeline to Gullfaks C for processing, storage and export.
Optimizing the use of energy, this solution is also environmentally friendly as it reduces the volume of produced water discharged into the sea.
13.3 Pazflor - Gas/Liquid Separation and Liquid Boosting

Gas / Liquid Separation and Liquid Boosting:
Gas flows freely to the FPSO
Hydrate preventions of flowlines by means of depressurization is possible
Reduced cost due to elimination of circular flow line

Liquid out of separator with relative low GVF
Efficient pumps with high ∆P can be used → Increased recovery & less power consumption
Boosting of liquid
Stabilized flow regime in risers → reduced slugging
13.4 Marlim
Mature field, in operation since 1991
Subsea separation in a deepwater, mature field environment
Reinjection of water into production reservoir
Separation of heavy oil in a subsea environment

14.0 Vocabulary
Abbreviation Definition
ASV Anti Surge Valve
Bar Unity of pressure equal to 100kPa roughly the atmospheric pressure at sea-level
Bara Absolute pressure ref to vacuum
Barg Pressure above 1 atmosphere
BHP Bottom Hole Pressure
CFD Computational Fluid Dynamics, both Fluent and CFX are simulation packages for CFD (solution of the full Navier-Stokes equations, nonlinear and dynamic)
CFD Computational Fluid Dynamics
Company Petrobras
Company StatoilHydro
Conceptual Design Early phase design/ Study
CP Cathodic Protection
DNV Det Norske Veritas
dP Differential Pressure
EPC Engineering Procurement Construction (Contract)
ESD Emergency Shut Down
FEA Finite Element Analysis (computer-based numerical technique for obtaining near-accurate solutions to a wide variety of complex engineering problems where the variables are related by sets of algebraic, differential, and integral equations)
FEED Front End Engineering Design
FIV Flow Induced Vibrations
Formation water Produced water from reservoir
GLR Gas Liquid ratio

Abbreviation Definition
GOR Gas Oil Ratio
GVF Gas Volume Fraction, used to express the fraction of the volume occupied by gas in a gas liquid mixture at any pressure, (Volume of gas/Volume of gas+oil+water)
HISC Hydrogen Induced Stress Cracking
HYSYS Process simulation model, steady-state and dynamic, design tool to determine process conditions
ID Inner Diameter
IOR Increased Oil Recovery
LP Low Pressure
Manifold Branch pipe
MEG Mono Ethylene Glycol
MFP Minimum Flow Project
MSm3/d Mega Standard
ND Nominal Diameter
OLGA Dynamic transient simulation model that solves the Navier-stokes equations for pipelines
PDT Instrumentation for pressure difference and temperature
PLIM Pipeline Inline Manifold
ppm Parts per Million
PSD Process Shut Down
PVT Pressure Volume Temperature (used as abbreviations for the fluid properties)
ROV Remote Operated Vehicle
SCM Subsea Control Module (Control Pod)
SCS(t) Subsea Compression Station
Slug Liquid volume in multiphase flow
Slug Catcher Liquid catcher

Abbreviation Definition
SPS Subsea Process System/Subsea Production System
SSAO Submarine Oil/water Separation System
Standard Defined according to 1bar, 15(20)°C
Surge Mix of gas and liquid
Template Several wells put together on one frame, well cluster
THP Top Hole Pressure
TQP Technical Qualification Program
UPS Un-interruptible Power Supply
UTA Umbilical Termination Assembly
VCM Vertical Connector Module
Vol% Volume percentage
VSD Variable Speed Drive
WC Water Cut, fraction of water in total liquid
WI Water Injection
WSIP Well Shut In Pressure
Wt weight
yr Year

15.0 Literature
[1] PipeFlow 1 and 2, Ove Bratland, free on net
[2] NORSOK standard P-001, Process design, free on net
[3] Innføring I fluidmekanikk, UiO, Bjørn Gjevik
[4] An introduction to multiphase flow, UiO, Ruben Schulkes
[5] Applied fluid dynamics handbook, Blevins, Krieger
[6] Guidelines for the Avoidance of Vibration Induced Failure in Process Pipework.
[7] Water content of gas, chart, attached
[8] Hydraulics of pipeline systems, B.E. Larock, R.W. Jeppson and G.Z. Watters, CRC Press, 2000


16.0 Attachments
16.1 Water content in natural gas