fffects of roomtemperature tensile properties of cast tial
TRANSCRIPT

ISIJ Internationai, Vol. 39 (1999). No. 2, pp. 195-201
Fffects of Surface Condition onProperties of Cast TiAl-Fe-V-B
RoomAlloy
Temperature Tensile
SadaoNISHIKIORI. Mikiya ARA11)and Kenji MATSUDA2)
Research Institute. Ishikawajima-Harima Heavy Industries Co.. Ltd., Toyosu, Koto-ku. Tokyo, 135-8732 Japan.1) Aero-Engine and Space Operations, Ishikawajima-Harima Heavy Industries Co., Ltd,. Mukodai-cho, Tanashi. Tokyo.188-8555 Japan. 2) Technical Development, Ishikawajima-Harima HeavyIndustries Co.. Ltd,, Toyosu. Koto-ku, Tokyo,135-8732 Japan.
(Received on July 7. 1998; accepted in final form on November2. 1998)
Ti-48.0Al-1 ,3Fe-1 .1 V-0.30B(molo/•) has been developed to improve creep properties.1 ) In order for this
alloy to be widely employed in structural materials, it is important to understand effects of the surfacefinishing on mechanical properties, Thefinishing, such as the turning, the grinding, the beltgrinding (defined
as the grinding using the endless buff-belt) of this alioy wascarried out under the production scale in this
study, The effects of machinedsurface condition on room temperature tensile properties of this ailoy wereinvestigated with metallographic characterization. The roomtemperature ductility was influenced by surfacecondition and waswithin the range from about 0.5"/• to about I .3•/.. Asa result, the improvementof ductility
wasattributable to removal of grain distortion at subsurface. Moreover, comparedto the results of variousmachinedspecimens, the effects of chemicalmilled surface on roomtemperature tensile properties were alsoinvestigated.
KEYWORDS:gammatitanium aluminide; cast; heat treatment; microstructure; tensile properties; hardness;surface roughness; finishing.
1. Introduction
Wlth the development of aero-engines for next gen-eration, intermetallic compoundshave been considered
as alternate materials, replacing the existing Ni-basedsuperalloys. In particular, gammatitanium aluminide,TiAl, which has great potential due to the high specific
tensile strength and creep strength up to approximately
l OOOK, will makea large contribution toward reduc-ing the weight of engines.
It has been found that the castability of TiAl alloy is
greatly influenced by the amount of Fe and V addi-tions.2) Turbine componentsof complex shape, such asblades and vanes, can be successfully produced throughfurther alloy modifications in TiAI-Fe-V-B system bythe conventional casting process. Wehave developed
a gammatitanium aluminlde. Ti~~5.0-46.7A1-1.3Fe-l.1V-0.35B(mol"/*), as a casting material for high tem-perature structural use in aero-engines. The blades for
use of stage 5Iow pressure turbine were cast and its en-gineering app]icability was demonstrated by 500 flight
cycles test in a CF6engine.3) This alloy consists of the
y phase, the (c(2+'/) Iammelar phase and the pphase.
The alloy with the duplex structure obtained by the
HIP treatment at 200MPaand 1573K for 18ks andhomogenizing at 1573K for 54 ks had a tensile strength
of 550MPaand an elongation of 1.8~/. at room tem-perature.4~7) As for thls alloy, effects of meta]lurgi-
cal features, such as grain size, aluminumcontent andoxygen content on the room temperature tensile prop-erties have been quantitatively considered. The linear
multiple regression equations on each average value oftensile properties were derived.6)
Furthermore, modification of chemlcal composition
was investigated in order to improve creep properties.
Ti~18.0Al1 .3Fe-1.IV0.30B(molo/o) has also been de-
veloped. According to our understanding on tensile
properties of as-cast TiA1-1.3Fe-1.lV-0.35B(molo/o)alloy, the range of aluminumcompositlon which showsmorethan 0.5 o/o elongation is narrow, having a peak at45.5 molo/o aluminurn.7) Since aluminumcomposition ofthis alloy with 48.0 molo/o is well over 45.5 molo/o, it seemsthat this should lead to lower ductility than 1.80/0 at
room temperature. In use of this developed alloy asstructural materials, it will be important to know thedeterioration of room temperature tensile properties,especially the ductility, of Ti~8.0Al-1 .3Fel
.IV-0.30B
(molo/o), caused by various finishing processes. A studyof the finishing, such as the turning, the grinding, thebeltgrinding and the chernicalmilling, of this developedalloy wasperformed using factory machines. Theeffects
of machinedor chemicalmilled surface condition on roomtemperature tensile properties were also investigated
with metallographic characterization.
195 O1999 ISIJ
ISIJ International, Vol. 39 (1999), No. 2
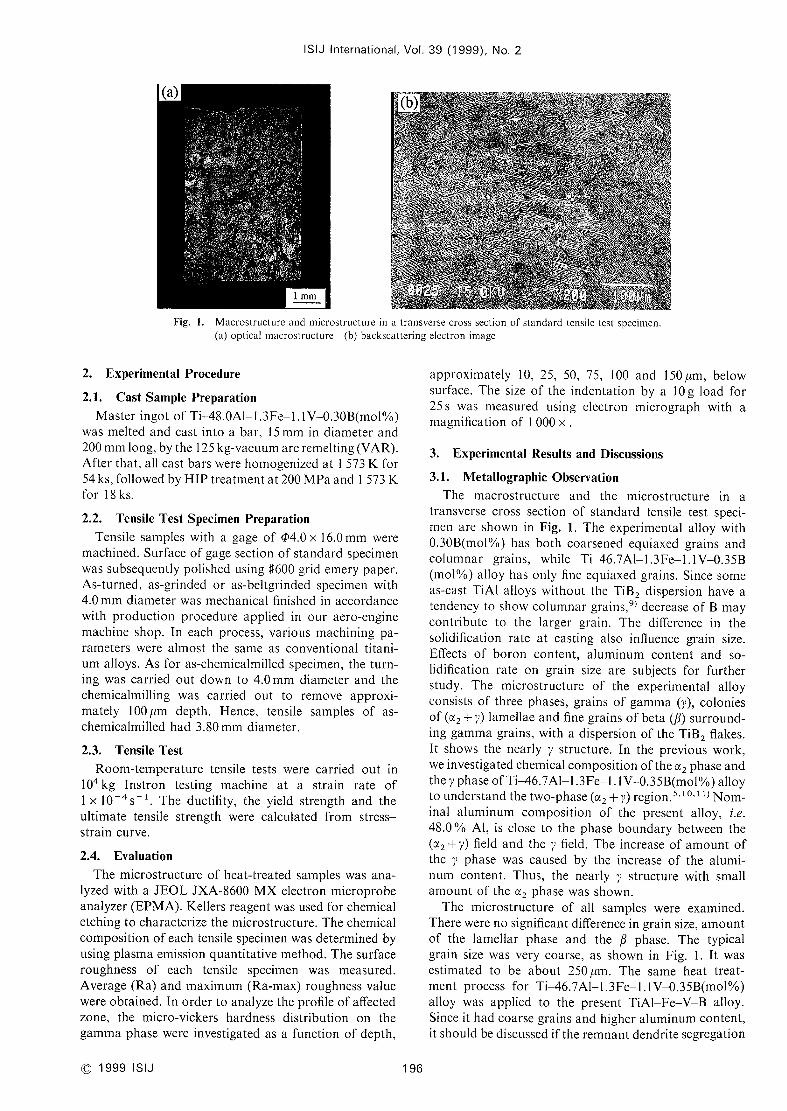
Fig. 1. Macrostruclure and microstructure in a transverse cross sectlon of standard tensile test specimen.(a) optical m:lcrostructure (b) backscattering electron image
2. Experimental Procedure
2.1. Cast SamplePreparation
Master ingot of Ti-48.0Al-1 .3Fe-1. IVO._30B(molo/o)
wasmelted and cast into a bar, 15 mmin diameter and200mlTl long, by the I'_5 kg-vacuumarc remelting (VAR).After that, all cast bars were homogenizedat 1573K for
54 ks, followed by HIP treatment at 200MPaand 1573 Kfor 18 ks.
2.2. Tensile Test SpecimenPreparation
Tensile samples with a gage of c4.0 x 16.0mmweremachined. Surface of gage section of standard specimen
wassubsequently polished using #600 grid emery paper.As-turned, as-grinded or as-be]tgrinded specimen with4.0 mmdiameter wasmechanical finished in accordancewith production procedure applied in our aero-enginemachine shop. In each process, various machining pa-rameters were almost the sameas conventional titani-
umalloys. As for as-chemicalmilled specimen, the turn-ing was carried out downto 4.0nuTl diameter and thechemicalmilling was carrled out to remove approxi-mately 100pmdepth. Hence, tensile samples of as-chemicalmilled had 3.80 mmdlameter.
2.3. Tensile Test
Room-temperature tensile tests were carried out in
l04kg Instron testing machine at a strain rate of
l x 10~4s~1. The ductility, the yield strength and theultimate tensile strength were calculated from stress-strain curve.
2.4. Evaluation
The microstructure of heat-treated samples was ana-lyzed with a JEOLJXA-8600MXelectron microprobeanalyzer (EPMA).Kellers reagent wasused for chemicaletching to characterize the microstructure. Thechemicalcomposition of each tensile specimenwasdetermined byusing plasmaemission quantitative method. Thesurfaceroughness of each tensile specimen was measured.Average (Ra) and maximum(Ra-max) roughness value
were obtained. In order to analyze the profile of affected
zone, the micro-vickers hardness distribution on the
gammaphase were investigated as a function of depth,
C 1999 ISIJ 196
approximately lO, 25, 50, 75, 100 and 150,am, belowsurface. The size of the indentation by a 10g load for
25s was measured using electron micrograph with amagnificatlon of IOOO>
.
3. Experimental Results and Discussions
3.1. Metallographic Observation
The macrostructure and the microstructure in atransverse cross section of standard tensile test speci-
menare shown in Fig. l. The experimental al]oy withO.30B(molo/o) has both coarsened equiaxed gralns andcolumn'ar grains, while Ti-46.7Al-1.3 Fel.lV-O.35B(molo/o) 'alloy has only fine equiaxed gralns. Slnce someas-cast TiA1 alloys without the TiB2 dispersion have atendency to showcolumnar grains,9) decrease of Bmaycontribute to the iarger grain. The difference in thesolidification rate at casting also infiuence grain size.
Effects of boron content, aluminum content and so-lidlfication rate on grain slze are subjects for furtherstudy. The microstrLucture of the experimental alloyconsists of three phases, grains of gamma(y), coloniesof (c(2 +y) Iamellae and fine grains of beta (p) surround-ing gammagrains, with a dispersion of the TiB2 fiakes.It shows the nearly *' structure. In the previous work,
weinvestigated chemical composition of the c(2 phaseandthe yphaseof Ti-46.7AI-1 .3Fe-1
. IV0.35B(molo/o) alloy
to understand the two-phase (c(2 +y) region.5, I0.1 1) Nom-in'al aluminum compositlon of the present alloy, i.e.
48.00/0 A1, is close to the phase boLundary between the(c(2 +y) field and the y field. The increase of amountofthe y phase was caused by the increase of the alumi-
numcontent. Thus, the nearly y structure with small
amountof the o(2 phase wasshown.The mlcrostructure of all samples were examined.
There were no significant difference in grain size, amountof the lamel]ar phase and the pphase. The typical
grain size w'as very coarse, as shown In Fig. l. It wasestimated to be about 250,Im. The same heat treat-
ment process for Ti-46.7A1-1.3Fe-1.lV-0.35B(molo/o)alloy was applied to the present TiAI-Fe-V-B alioy.
Since it had coarse grains and higher aluminumcontent,it should be discussed if the remnantdendrite segregation

ISIJ International, Vol. 39 (1999). No. 2
~~"
65o600
550
500
450
400
350
300
250
o
A
oi
2.5
2.0
~~_1.5
':'o
cl$eJ),:: lO
~~,L:)
o.5
0.0
o;. (~}_
~co
~~S
F~
OC:S
eJ)f:~
C[J~
44.5 45.0 45.5 46.0 46.5 47.0 47.5 48.0 48.5 445 450 45.5 46.0 46.5 47.0 47.5 48.0
Al content [mol%] Al content [mol%]
Fig. 2. Roomtemperature tensile properties of as-cast TiA1-Fe-V-B alloy as a function of aluminumcontent.
60O
48.5
l.4
l .2
l .O
0.8
0.6
0.4
0.2
OO
Mex:haJlical proccs5 ~E](•q)El
Chemicalprocess
~;{,.~;
"I~;:~:
,,;~
e
500
~F400
~300",:'
v) 200
100
oAs-turncd As-#600 grid
(by ha[!d)
YSI U,r s
ChemicalpTocess
As gnnded As-belt As- chemical As-turned As-#6COgridgrinded miucd (by hand)
Finish Process
Fig. 3. Effccts of flnish process on room temperature tensile properties.
will be remained by insufficient homogenizing condi-tions. However, according to results of chemica] com-position measurernents by EPMAover a dlstance of120/am in a ygrain, the scatter band of aluminumcon-tent waswithin ~0.2 molo/o
.Homogenlzingat 1573K for
54ks wassufficient to removeany dendrite segregation of
TiAl-Fe-V-B alloy with 48.0 o/o aluminum. As a result,
effects of segregation on tensile properties are ignored in
this study.
3.2. RoomTemperature Tensile Properties of Ti-48.0Al-1 .3Fe-1
. IV-0.30B(molo/o) Alloy
As for #600 grid polished specimenwith the nearly ystructure, the average value of the ultimate tensile
strength, the yield strength and the ductility are 400,
324MPa,0.960/0, respectively. Figure 2showseffects of
aluminum content on the room temperature tensile
properties, as compared with these of Ti~6.7A1-1.3Fe-1.1V-0.35B(molo/o) alloy.7) Tensile properties de-
creased with the increase of the aluminum content in
the range between 45 and 48 molo/o Al. The effects of
aluminumcontent on the roomtemperature tensile prop-erties were quantitatively evaluated, and the following
equations were derived.
= 13.896 -0.27042 o/o' AElongation Ave. (o/o)
Yield Strength Ave. (MPa) = 1742.8-29.6160/0 ' AUltimate Tensile Strength Ave. (MPa)
= 3313.8 - 60.85 1o/o' A
197
As gnnded As-bclt As- chemicalgrinded milled
Finish Process
A: A1 content45.0 molo/* content (molo/o) molol*
These equations are applicable to a microstructure ofTiAl-Fe-V-B alloy produced by the heat treatment in
the (c(2+y) field and polished using #600 grid emerypaper. Roomtemperature tensile properties are predictedby alumlnurn content. Other meta]1urgical feature, such
as oxygen and grain size, should be involved to Improvea reli',rbility of each experiment'al equation. A detailed
study on this subject is in progress.
3.3. RoomTemperatureTensile Properties of Machinedand Chemicalmilled Specimen
Figure 3 shows room temperature tensile properties
of machinedand chemicalmilled specimen, respectively.
After tensiie test, samples for the chemical analysis
were taken from the gage section of each tensile test
specimen. A110y composition was determined by using
plasma quantitative method. The calculated value ofductility, above El Ave-equation given as a function ofaluminumcontent, is comparedwith results of mechani-cal evaluation to know the real difference. The ductili-
ty of rough machinedspecimen, i.e. as-turned, is lowerthan the calculated value, while the actual ductility ofas-grinded or as-beltgrinded specimen was higher thanthe calcuiated value. As-beltgrlnded specimen showsgood room temperature tensile properties; the ultimatetensile strength, the yield strength and the ductility are430, 345MPa, 1.200/*, respectively. It is likely that finer
@1999 ISIJ

ISIJ International, Vol. 39 (1999), No, 2
Fig. 4. Photograph of surfacc aftcr varlous flnishings.
(a) as-turned (b) as-#600 grid (c) as-grinded (d) as-beltgrinded (e) as-chemicalmilled
surface finishing improves the room temperature duc-tility. The ductility is strongly dependent on the finish-
ing process, while the yield strength and the ultimatetensile strength are not so sensitive. The ductility ofas-chemicalmilled specimen was better than that ofas-turned. Thus, we have evaluated degree of surfaceroughness and hardness below surface, and investigatedtheir effects on the room temperature ductillty.
3.4. Surface Profiles of Variously Finished SpecimensFigure 4 shows optical photographs of the surface
of each machined or chemicalmilled specimen. As for
machined specimens, Iathe-streaks are observed anddistance of adjoining streaks wascloser with finer surfacefinishing. As for as-chemicalmilled specimen. Lmevensurface are observed over the whoie surf'ace. Figure 5shows average surface roughness (Ra) and m'aximumsurface roughness (Ra-max) of machined and cheml-calmilled specimens, respectively. The turning and thegrinding provide similar surface roughness with less than2.5~m Ra-max. The beltgrinding showed the lowestvalue, 1.2pm of Ra-max. Surface roughness producedby these machining processes are simliar to that ofTl-6A1-4V alloy. 12) Thesurface roughness measurement
shows that the chemicalmilling provides rough surfacewith Ra of about 2/ml and Ra-maxof about 15knTl.
Thesev'alue weremuchlarger than any other machinings.Regardless of the machining processes prior to thechemicalmilling, the final surface roughness produced bythe chemicalmilling is similar to the values given in Fig.5. Figure 6showsthe ductility as a function of Ra-max.Amongas-beltgrinded, as-grinded, as-#600 grid polishedand as-chemicalmilled specimens, the ductility tends todecrease slightly with the increase of roughness. How-ever, the ductility of as-turned specimen is lower than
any other specimens. It is likely that the final surfaceroughness which is less than 3,am Ra-maxdoes notinfluence the ductillty so much. This suggests that theother feature brought during machining leads to lowductility. Thus, the microstructures below the machinedsurface, cracks and grain distortion, were also examined.There weresomedifferences In the configuration betweenmachined and chemicalmilled surface. Machlned speci-
menhas sharp scratches with higher degree of grain dis-
tortion, while chemicalmilled specimenhas dull scratches
without grain distortion. Heavy grain distortlon wasfound in the turned specimen to a depth of about 40
,tm at its deepest point, as shown in Fig. 7. In other
O1999 ISIJ 198

ISIJ International, Vol. 39 (1999). No. 2
20
~ ~5
~:
~ 10~)
~~:~~
5Cl)
O
Chemicalprocess
As-turned As-#600grid As-grinded As-belt As- chemical(by hand) grinded milled
Finish Process
Fig. 5. Surfacc roughness Ifter v mousrmlshings
a As-turned
A A54600gridCl As-grinded~] As-beltgrinded
c As-chemicalmilled
~~S)
l:~
ObJ)
~~~
500
Fig. 7. Cross section of turned surface.
1.6
l .4
1.2
l .O
0.8
0.6
O.4
O.2
0.0
Cl
I~~~
ooo
(,i
c
O.O 5.0 10.0 20.015.0
Surface roughness, Ramax [umJFig. 6. Ductility as a runctlon of surface roughness.
450
- 400~"e) 350
~;c,*
~ 300
250
200
-~)- As-turned
-1~ As~600grid
-H::}- As-grinded
-~- As-beltgrinded
O 400200 600 800 1000
Depthbelow surface [um]
Fig. 8. Microhardness below surface after various finish
processcs.
portion, the average depth of grain distortion was30-35,am. These results are similar to those reportedby other researchers.13~15) For the other specimenswith the #600 grid pollshed, the grlnded and the chemi-calmilled surface, grain distortion did not observed.
Microhardness profiles within the regions of graindistortion were measuredto discuss the surface integrity.
Figure 8shows the microhardness profile of the turnedspecimen and comparedto that of #600 gr{d polished.
There was somescatter in the data and the irregular
shape of the microvlckers indentations was observed.Thesephenomenamaybe explained by the presence ofhard TiB2 or the p_~rain beiow the indentation orsomeother microstructural heterogeneity. Average corehardness of the y grain at 500,tm below surface was250-280Hv. As-turned specimen shows an increasedhardness of over 600HVat subsurface. The hardnessreaches average core hardness at a depth of at least
250~m. Then, significant hardening over 350Hv wasrecognized at subsurface with grain distortion. Althoughperpendicular cracks have been reported,13,15) anykinds of cracks, neither across and perpendicular to thelamellae nor aion~ lamellae interfaces were not foundin this study. Hardness distribution of as-grinded, as-be]tgrinded and #600 grid polished specimensare shownand comparedto the turning specimen in Fig. 8. There
is no difference in these hardness profile amongme-chanical grinded specimens. As-#600 grid pollshed, as-grlnded and as-beltgrinded specimens showedalso in-
creased hardness within a depth of 50l/m. As-#600 gridpolished specimen shows hardness of approximately400HVand reaches average value within about 40ktmdepth below surface. The increase of hardness and thedegree of grain distortion are muchlower than thoseof as-turned specimen. The plastic deformation whichcaused by machining stress during the turning wasevaluated by grain distortion and microhardness profile.It is considered from these measurementthat different
behavior in ductility is due to the difference in plastic
deformation at subsurface.
3.5. Effect of Surface Profile on RoomTemperatureTensile Ductility
It is likely that the fol]owing three factors, micro-hardness distribution (degree of plastic deformation),surface roughness and surface configuration, are Impor-tant whenconsidered the effect of surface conditions
on roomtemperature tensile properties, especiall yductili-
ty. The grinded and the beltgrlnded specimens showedgood overall room temperature tensile properties whencomparedwith the turned specimen. Especially the belt-
grinding contributes to the improvement of ductility.
199 O1999 ISIJ
ISIJ International, Vol.
These results indicated that the ductility depends onsurface roughness and has nothing to do with surface
configuration, such as sharp scratch or dull unevenness.Thus, if it is possible to provide sample without heavygrain distortion at subsurface, the following equation is
derived for the present alloy, regardless of surface
configuration.
l .OO- 3.0 x lO~ 2Ra.Max E]ongation. (olo)
I.32-7.3 x 10~3Ra.Max
(Ra.Max: micron)This experimental equation is applicable to the chem-icalmilled samples. For specimen with mechanical orchemical polished surface, the ductility is evaluated bymaximumsurface roughness. The scatter range of duc-tility increases with the increase of maximumsurface
roughness.
3.6. Stress Relieving and Microstructural Evaluation
In this and other studies, grain dlstortion induced bymachining stress during the turning or the cutting hasbeen estab]ished.15) If machining stress remains asresidual stress at subsurface, stress re]ieving will berequired to avold the room temperature brittleness. In-
deed, for the present TiAlFeV-B alloy, rernoval ofgrain distortion improves the ductility approximatelyfrom 0.6 to 1.1 o/o. However, if mechanical removal arenot applicable due to the difnculty of configuration ofactual parts, chemical process or heat treatment processwill be available.
With regard to chemical process, the chemlcahTlilling
will be applied to removeplastically deformed area, i.c'.
grain distortion with a residual stress. In deed, the
ductility of as-chemicalmilled specimenis better than that
of as-turned and is in the range of O.5 and I .2 o/o. Removalof grain distortion by chemical process is effective to
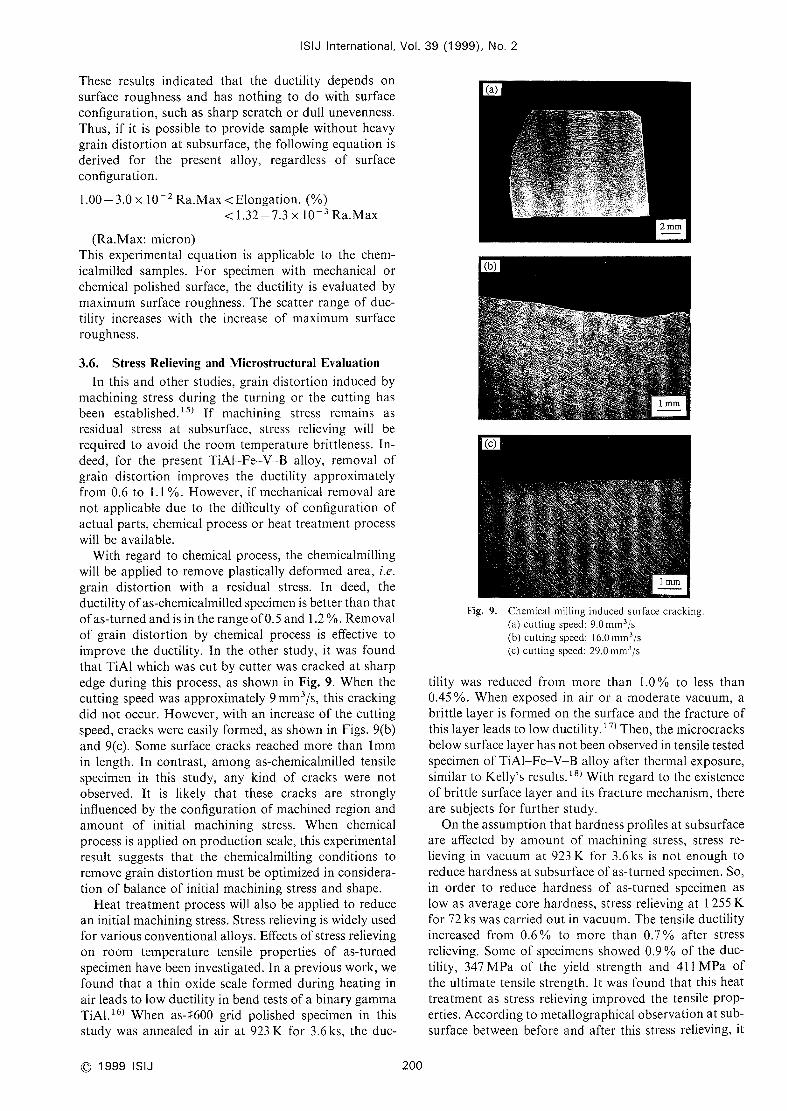
improve the ductility. In the other study, It was foundthat TiAl which wascut by cutter wascracked at sharpedge during this process, as shownin Fig. 9. Whenthe
cutting speed wasapproximately 9mm3/s, this crackingdld not occur. However, with an increase of the cutting
speed, cracks were easily formed, as shownin Figs. 9(b)
and 9(c). Somesurface cracks reached more than Immin length. In contrast, amongas-chemicalmilled tensile
specimen in this study, any kind of cracks were notobserved. It is likely that these cracks are strongly
influenced by the configuration of machined region andamount of initial machining stress. Whenchemical
process is applied on production scale, this experlmentalresult suggests that the chemicalmilling conditions to
removegrain distortion must be optimized in considera-tion of balance of initiai machining stress and shape.
Heat treatment process will also be applied to reduce
an initial machining stress. Stress relieving is widely usedfor various conventional alloys. Effects of stress relieving
on room temperature tensile properties of as-turnedspecimenhave been investigated. In a previous work, wefound that a thin oxide scale formed during heating in
air leads to low ductility in bend tests of a binary gammaTIA1.16) Whenas-#600 grid polished specimen in this
study w'as annealed in air at 923K for 3.6ks, the duc-
@1999 ISIJ 200
39 (1999), No. 2
Fig. 9. Chemical mllling induced su]'~tce cracking.(a) cuttin_g speed: 9Omm3/s(b) cutting specd: 16.0mm3/s(c) cutting speed: '_9.0 ITllT13/S
tility was reduced from more than 1.00/0 to less thanO.45 o/o. Whenexposed in air or a moderate vacuum, abrittle layer is formed on the surface and the fracture ofthis layer leads to low ductillty. 17) Then, the microcracksbelow surface layer has not beenobserved in tensile tested
specimenof TiA1-Fe-V-B alloy after thermal exposure,slmilar to Kelly's results.18) With regard to the existenceof brittle surface layer and Its fracture mechanism,there
are subjects for further study.
Onthe assumption that hardness profiles at subsurface
are affected by amount of machinlng stress, stress re-
lieving in vacLILlm at 923K for 3.6ks is not enough to
reduce hardness at subsurface of as-turned specimen. So,in order to reduce hardness of as-turned specimen aslow as average core hardness, stress relieving at 1255Kfor 72 ks wascarried out in vacuum.The tensile ductility
Increased from 0.60/0 to more than 0.70/0 after stress
relieving. Someof specimens showed0.90/0 of the duc-tility, 347MPaof the yield strength and 411 MPaofthe ultimate tensile strength. It was found that this heat
treatment as stress relieving improved the tensile prop-erties. According to metallographical observ'ation at sub-
surface between before and after this stress relieving, it

ISIJ International. Vol.
was enough to reduce hardness. Recrystallization withfine grains wascaused. Thedepth of recrystallization wasalmost the sameas that of grain distortion. Effects ofthis recrystaliization on the other mechanical propertieswill be reported in detail in another paper.
4. Conclusions
The following are the main results of the presentstudy.
(1) TiAl-Fe-V-B with aluminum composition of48.0molo/o shows near gammastructure. Dendrite seg-regation was removed when HIP'ed and homogeniz-ed. Mlcrostructure showsnearly gammastructure wlth200300p~mof gammagrain.
(2) Tensile properties of TiAl-Fe-VB within the
range from 45.0 to 48.0molo/o AI are evaluated as afunction of aluminumcontent.
(3) Beltgrinded specimen shows good room tem-perature tensile properties. TiAl-FeV-B with 48.0molo/o A] has average ultimate tensile strength, yield
strength and elongation values of 430, 345 MPa,I.20 olo,
respectively.
(4) Grain distortion which caused by machiningstress during the turning can be evaluated by micro-hardness.
(5) Chemicalmllled specimen shows similar tensile
properties to grinded specimen. Removalof grain dis-
tortion improves ductility. As for specimen withoutgrain distortion, ductility is evaluated by maximumsurface roughness.
(6) AsforTiAi-Fe-VBwith highermachlningstressat subsurface, removal of grain distortion or stressrelieving in vacuumat 1255K for 72ks are useful toimprove room temperature tensile properties.
Acknowledgments
The authors would like to express their appreciation
39 (1999), No. 2
to Mr. F. Wikstroem, Volvo Aero Corporation, formechanical and metallurgical evaluation. They alsowish to thank Mr. K. Mashino, materia]s technologydepartment of IHI, for providing the test pieces for theresearch
.
REFERENCES1)
2)
3)
4)
5)
(,)
7)
8)
9)
lO)
ll)
l2)
13)
14)
i5)
16)
17)
18)
Patent in Japan: P09-366c)30. Patent-Pending in USA&EU.Y. G. N2lkagawa. K. Matuda and S Yokoshima: Mate,'. Sci.
Eng. A. 153 (1992). 722.
M. Arai, R. Irnamura. K. Matuda. Y. G. Nakag2rwa~lnd T.Hosokaw21:MTERE2.36 (1997), No. 4. 394.S. Nishikiori. K Matudaand Y. G. NakagawEl: T(•/st/-!o-Hu,~'(ul~.
83 (1997), 275.
SNis hikiori. K M~1lud21tlnd Y. G N2Lk2rg2lwa: T('/.Yu-!o-Hugani,
83 (1997), 647.S. Nishikiori and K. Matuda: T~r,tl-!o-Hcigc,,1~, 84 (1998).369.
S. Nishikiori. K Matudaand Y. G. Nakagawa:Mcue,'. Sci. E,1g.
A. 239-240 (19c)7), 592.
Y. G Nakagawa.K. Matsuda. S. Masaki, R. Imamuraand M.Arai: GammaTitanium Aluminidcs. TMS.Las Vegas. (1995).415.
M, ~iilnomi. T. Hirota, T. Hasegawa.T. KobayashiandT Noda:J. Jp,1 1,Is!. Me!., 61 (1997), No 2, 171.S. C. Hu2lng and E L. Hall: MRSMeeting. Boston. (1988).
C MCCLllloLlgll, J. J. Valencia. H. Mateos, C. G. Levi and R.Mehrabian: Scr. Me!a!!.. 22 (1988), I131
.
Repo]-t of collaborated researcll wo]-k on the hi~~h cycle fatigueproperlies of Ti-6AI~IV alloy. ISIJ. Tokyo. (1994), 3.
H Zhang. A. Mantle and M. L. H. Wise: Titanium '95 Scienceand Technology, Inst, of Materials, UK, (1995), 497.P. E. Jones, D. Smits, D. Eylon and C. Smits: GammaTltaniumAluminidcs
. TMS.Las Vc_gas, (1995). 63A. L. Mantle. D. K Aspinwall and M L. H. Wise: Titanium'95, Science andTechnolo_gy, Inst, of Materials. UK. (19c)5). 248.Y. Saitoh. K. Asakawaand K. Mino: JIMIS-7. Aspccts of Hi_~h
Temperature Deformation and Fracture of Crystalline Materials,July (1993). Nagoya, Jpn. Insl Metals.
W. E. Dowingand W.T. Donlon : S(',' !~!ela!!. Ma!e"., 27 (1992),
No. 11. 1663.
T. J. Kelly. C. M. Austin, P. i. Fink and J. Schaeffer: Scr. Me!a!!.Mu!e"
,30 (1994), No. 9, 1105.
201 @1999 ISIJ