リル - gridserver.comosgtooling.com.au.s129689.gridserver.com/uploads/product...powder metallurgy...
TRANSCRIPT

ドリルをお選びになる前にINFORMATION FOR THE USER
ドリル選定基準表DRILL SELECTION CHART
超硬ドリルCARBIDE DRILLS
ネクサスドリルNEXUS DRILLS
ダイヤモンドドリルDIAMOND DRILLS
VP-ゴールドドリルVP-GOLD DRILLS
スラスタードリルTDXL DRILLS
EX-ゴールドドリルEX-GOLD DRILLS
V-ゴールドドリルV-GOLD DRILLS
鉄骨用ドリルSTEEL FRAME DRILLS
ハードドリルHARD DRILLS
V-セレクトドリルV-SELECT DRILLS
ドリル特殊品製作事例SPECIAL ORDER DRILLS
PCD工具特殊品製作事例SPECIAL ORDER POLYCRYSTALLINE DIAMOND TOOL
ドリルの加工条件CUTTING CONDITIONS
難削材の穴あけDRILLING DIFFICULT TO MACHINE MATERIALS
シンニングTHINNING
切削条件基準表RECOMMENDED DRILLING CONDITIONS
トラブルシューティングTROUBLESHOOTING
再研削方法REGRINDING METHOD
ドリル研削盤DRILL RE-GRINDING MACHINE
PAGE ドリル D
RILL
8
10
30 ~85, 90 ~99
98, 99
86 ~89
100 ~113, 152 ~159
114 ~119
120 ~151, 160, 161, 163 ~165
162
166
167
168
170
171
172
174
175
176
222
226
228
7

8
DRILLS
ドリル
SELECTION CHART
選定表
INFORMATION FOR THE USER
ドリルをお選びになる前に
ドリルをお選びになる前に
■各部名称
マージン幅
マージン
先端二番面
中心R刃
切れ刃
二番取り面
二番取り深さ
先端三番面
先端二番面先端部
先端角
ウエブ 溝切り上げ
逃げ角(先端二番角)
ねじれ角
溝長 シャンク長
シャンク径
全長
外周コーナ
心厚
直径
ランド幅
溝幅
(逃げ面)
■切りくずの生成と排出従来のツイストドリルは、きれいにカールし連続した切りくずを溝に沿って排出させるように考えられています。従って、長い切りくずがドリルやホルダにからみついたり、又、振り回されるため危険が伴うことがあります。それに対してEXゴールドドリルは遷移折断形に分断された切りくずになるため、作業性・安全性が増すと共に、マシニングセンタ、自動機などの無人運転が可能となります。
1
2
3
1. 食付き時 2. 中央 3. 抜け際
EX- ゴールドドリル 一般ドリル
■ゴールドドリルと一般ドリルの切りくずの違い
切削条件ドリル径: EX-GDS φ12被 削 材 : S45C切削油剤: 水溶性切削油剤(エマルション)切削速度: 25m/min送り速度: 0.16㎜ /rev
■切りくずの例
A7075EX-SUS-GDR φ8.5切削速度 50m/min送 り 量 0.45㎜ /rev
SUS304EX-SUS-GDR φ8.5切削速度 18m/min送 り 量 0.2㎜ /rev
C1020(銅)EX-SUS-GDR φ8.5切削速度 32m/min送 り 量 0.24㎜ /rev
SCM440VP-GDR φ8.5切削速度 32m/min送 り 量 0.24㎜ /rev

9
DRILLS
ドリル
SELECTION CHART
選定表
INFORMATION FOR THE USER
ドリルをお選びになる前に
INFORMATION FOR THE USER
■ TERMINOLOGY
Margin width
Margin
Lip relief
Radial point thinning
Lip
Body clearance
Body diameter clearance
Secondary relief face
Lip relief widthPoint
Point angle
Web Flute Run-out
Lip relief angle
Helix angle
Flute length Shank length
Sha
nk d
iam
eter
Overall length
Radial corner
Core
Drilldiameter
Land width
Flut
e w
idth
■ CHIP SHAPEConventional drills produce long curly chips, which can get tangled in the spindle or the workpiece. Thanks to it's unique point design, the EX-GOLD drill produces short, broken chips. This feature improves automated drilling operations as operators do not be need to beside the machine to manage chip ejection.
1
2
3
1. Top of hole 2. Middle of hole 3. Breakthrough
EX-GOLD drill Conventional drill
■ DIFFERENCES IN CHIP SHAPE
■ CHIP SHAPES PRODUCED WITH EX-GOLD DRILL
C1020(銅)EX-SUS-GDR φ8.5Speed : 32m/minFeed : 0.24㎜ /rev
SCM440VP-GDR φ8.5Speed : 32m/minFeed : 0.24㎜ /rev
A7075EX-SUS-GDR φ8.5Speed : 50m/minFeed : 0.45㎜ /rev
SUS304EX-SUS-GDR φ8.5Speed : 18m/minFeed : 0.2㎜ /rev
Cutting ConditionsDrill diameter : 12mmWork material : JIS S45CCoolant: soluble oil (emulsion)Speed : 25m/min.Feed : 0.16mm/rev.
↑シール位置

10
2D以下 FOR DRILLING DEPTH≦2Dドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
30 UVM-DRL-5D 超硬極小径ドリル5DタイプUltra Small Carbide Drill (5D type)
φ0.02~φ0.09 SS
49 WDO-PLT エキストラロングドリル用超硬パイロットドリルPilot Drill for Extra Long Drill φ3.03~φ12.03 FX
81
~
85WX-MS-GDS
極小径・精密加工用超硬スタブ形Carbide Stub for Byway and Precision Processing
φ0.2~φ5 WX
52 FH-GDS 高硬度鋼用超硬スタブ形Carbide Stub for Hardened Steels φ0.3~φ2 FX
53 FH-GDN 高硬度鋼用超硬ミディアム形Carbide Medium for Hardened Steels φ0.3~φ2 FX
58
~
59SH-DRL 高硬度鋼用超硬
Carbide Drill for High Hardened Steel φ2~φ18.6
56
~
57WH70-DRL 高硬度鋼(~70HRC)用超硬
Carbide Drill for High Hardened Steel (~70HRC) φ2~φ12 WXS
90
~
91NF-GDN 非鉄金属加工用超硬ミディアム形
Carbide Medium for Non-Ferrous Metal φ3~φ13
34 WDS-3D 超硬3DタイプCarbide Drill (3D type) φ3~φ6 WDI
35 WDS-5D 超硬5DタイプCarbide Drill (5D type) φ6.8~φ12 WDI
36
~
37WDO-3D
油穴付き超硬3DタイプCarbide Drill with Internal Coolant Supply (3D type)
φ2.8~φ20 WDI
38
~
39WDO-5D
油穴付き超硬5DタイプCarbide Drill with Internal Coolant Supply (5D type)
φ2.76~φ20 WDI
50 TRS-HO-3D3刃油穴付き超硬3Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (3D type)
φ5~φ18 WDI
51 TRS-HO-5D3刃油穴付き超硬5Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (5D type)
φ5~φ18.5 WDI
54 WH55-5D高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel (~55HRC・5D type)
φ2~φ12 WXS
55 WHO55-5D油穴付き高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel with Internal Coolant Supply (~55HRC・5D type)
φ3.3~φ12 WXS
62
~
63FTO-GDS
高速加工用油穴付き超硬スタブ形Carbide Stub for High Speed Processing with Internal Coolant Supply
φ2.8~φ8 FX
64
~
65FTO-GDN
高速加工用油穴付き超硬ミディアム形Carbide Medium for High Speed Processing with Internal Coolant Supply
φ2.76~φ20 FX
70 FS-GDS 高速加工用超硬スタブ形Carbide Stub for High Speed Processing φ2~φ6 FX
71
~
73FS-GDN 高速加工用超硬ミディアム形
Carbide Medium for High Speed Processing φ6~φ20 FX
74
~
75FT-GDS 一般加工用超硬スタブ形
Carbide Stub for General Applications φ0.5~φ12 FX
76
~
77FT-GDN 一般加工用超硬ミディアム形
Carbide Medium for General Applications φ1.8~φ20 FX
94
~
95PHP 超硬インデキサブル ストレートシャンク
Carbide Indexable Type Drill with Straight Shank φ14~φ40
96
~
97B3020 超硬スローアウェイ ストレートシャンク
Carbide Indexable Type Drill with Straight Shank φ23~φ58 ─
93 FB-GDS 汎用超硬付け刃形Brazed Carbide Edge for General Applications φ14~φ30 FX

11
FOR DRILLING DEPTH≦2D 2D以下DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
○ ◎ ◎ ○
○ ◎ ◎ ○
◎ ◎
◎ ◎
◎ ○ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ○
◎ ◎ ○ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○ ○
↑シール位置

12
2D以下 FOR DRILLING DEPTH≦2Dドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
ダイヤモンドドリル
Diamond Drills
86 PCD-GDN PCDツイストドリルPCD Helix Twist Drilll
φ5~φ12
87 PCD-DAD CFRP用PCDダブルアングルドリルPCD Double Angle Drill for Composite Material φ4.864~9.55
88
~
89D-GDN ダイヤコート超硬
Diamond Coated Carbide φ2~φ12 DIA
89 D-STADCFRP用ダイヤコート超硬トリプルアングルドリルDiamond Coated Carbide Triple Angle Drill for Composite Material
φ4.864~9.55 DIA
VPゴールドドリル
VP-Gold Drills
104
~
111VPH-GDS 調質鋼用粉末ハイス スタブ形
Powder Metallurgy Stub for Hardened Steelφ0.5~φ20 V
100
~
102VP-GDR スーパープレミアムハイス レギュラ形
Super Premium HSS Regular φ1.8~φ32 V
152
~
154VP-HO-GDS
高速加工用粉末ハイス油穴付き スタブ形Powder HSS Stub with Internal Coolant Supply for High Speed Processing
φ6~φ26 V
155
~
157VP-HO-GDR
高速加工用粉末ハイス 油穴付きPowder Metallurgy Regular for High Speed Processing with Internal Coolant Supply
φ6~φ32 V
ネクサスドリル
NEXUS Drills
98 NEXUS-GDS ネクサスドリルスタブ形NEXUS Drill Stub
φ1~φ12 WDI
90 NEXUS-GDR ネクサスドリルレギュラ形NEXUS Drill Regular φ2~φ12 WDI
EXゴールドドリル
EX-Gold Drills
120
~
127EX-SUS-GDS ステンレス・軟鋼用スタブ形
Stub for Stainless and Mild Steelsφ0.5~φ32 TiN
128
~
129EX-SUS-GDN ステンレス・軟鋼用ミディアム形
Medium for Stainless Steels φ1~φ1.99 TiN
130
~
135EX-SUS-GDR ステンレス・軟鋼用レギュラ形
Regular for Stainless and Mild Steels φ2~φ32 TiN
136 MT-SUS-GDRステンレス・軟鋼用MTシャンクRegular with Morse Taper Shank for Stainless Steels
φ6~φ50 TiN
137
~
139EX-GDS 一般加工用スタブ形
Stub for General Applications φ1~φ13 TiN
140 EX-LS-GDS 一般加工用ロングシャンク スタブ形Stub with Long Shank for General Applications φ2.5~φ10.8 TiN
141
~
143EX-GDN 一般加工用ミディアム形
Medium for General Applications φ0.5~φ6 TiN
144
~
147EX-GDR 一般加工用レギュラ形
Regular for General Applications φ2~φ32 TiN
155
~
157EX-HO-GDR
一般加工用油穴付き レギュラ形Regular with Internal Coolant Supply for General Applications
φ6~φ40 TiN
163
~
165EX-MT-GDR
一般加工用MTシャンク レギュラ形Regular with Morse Taper Shank for General Applications
φ6~φ50 TiN
VゴールドドリルV-Gold Drills
162 V-MT-GDN 旋盤用For Lathe Machine φ6~φ32 V
鉄骨用ドリルSteel Frame Drills
165 EX-MT-TDR 鉄骨用For Steel Frame (Selections and Sheet Plates) φ17.5~φ26 TiN
ハードドリルHard Drills
167 EX-H-DRL 折損タップ除去用EX Hard Drills for removing Taps φ2~φ12
VセレクトドリルV-Select Drills
168
~
169V-SDR 汎用ストレート
Regular φ2~φ13 V

13
FOR DRILLING DEPTH≦2D 2D以下DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎ ○ ○ ◎
◎
○ ◎ ◎ ◎ ○
◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
○ ◎ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ○ ◎ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ◎ ○ ○ ◎ ○ ○ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
◎
○ ○ ◎
◎ ◎ ○ ◎ ○ ○ ○ ○ ○ ○

14
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
30 UVM-DRL-5D 超硬極小径ドリル5DタイプUltra Small Carbide Drill (5D type)
φ0.02~φ0.09 SS
30 UVM-DRL-DIA-5D 超硬極小径ドリル5Dタイプ(DIAコート)DIA coated Ultra Small Carbide Drill (5D type) φ0.03~φ0.09 DIA
81
~
85WX-MS-GDS 極小径・精密加工用超硬スタブ形
Carbide Stub for Byway and Precision Processingφ0.2~φ5 WX
52 FH-GDS 高硬度鋼用超硬スタブ形Carbide Stub for Hardened Steels
φ0.3~φ2 FX
53 FH-GDN 高硬度鋼用超硬ミディアム形Carbide Medium for Hardened Steels
φ0.3~φ2 FX
58
~
59SH-DRL 高硬度鋼用超硬
Carbide Drill for High Hardened Steelφ2~φ18.6
56 WH70-DRL 高硬度鋼(~70HRC)用超硬Carbide Drill for High Hardened Steel (~70HRC) φ2~φ12 WXS
90
~
91NF-GDN 非鉄金属加工用超硬ミディアム形
Carbide Medium for Non-Ferrous Metalφ3~φ13
34 WDS-3D 超硬3DタイプCarbide Drill (3D type) φ3~φ6 WDI
35 WDS-5D 超硬5DタイプCarbide Drill (5D type) φ6.8~φ12 WDI
36
~
37WDO-3D
油穴付き超硬3DタイプCarbide Drill with Internal Coolant Supply (3D type)
φ2.8~φ20 WDI
38
~
39WDO-5D
油穴付き超硬5DタイプCarbide Drill with Internal Coolant Supply (5D type)
φ2.76~φ20 WDI
50 TRS-HO-3D3刃油穴付き超硬3Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (3D type)
φ5~φ18 WDI
51 TRS-HO-5D3刃油穴付き超硬5Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (5D type)
φ5~φ18.5 WDI
54 WH55-5D高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel (~55HRC・5D type)
φ2~φ12 WXS
55 WHO55-5D油穴付き高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel with Internal Coolant Supply (~55HRC・5D type)
φ3.3~φ12 WXS
62
~
63FTO-GDS
高速加工用油穴付き超硬スタブ形Carbide Stub for High Speed Processing with Internal Coolant Supply
φ2.8~φ8 FX
64
~
65FTO-GDN
高速加工用油穴付き超硬ミディアム形Carbide Medium for High Speed Processing with Internal Coolant Supply
φ2.76~φ20 FX
70 FS-GDS 高速加工用超硬スタブ形Carbide Stub for High Speed Processing
φ2~φ6 FX
71
~
73FS-GDN 高速加工用超硬ミディアム形
Carbide Medium for High Speed Processingφ6~φ20 FX
74
~
75FT-GDS 一般加工用超硬スタブ形
Carbide Stub for General Applicationsφ0.5~φ12 FX
76
~
77FT-GDN 一般加工用超硬ミディアム形
Carbide Medium for General Applicationsφ1.8~φ20 FX
94
~
95PHP 超硬インデキサブル ストレートシャンク
Carbide Indexable Type Drill with Straight Shank φ14~φ40
96
~
97B3020 超硬スローアウェイ ストレートシャンク
Carbide Indexable Type Drill with Straight Shankφ23~φ58 ─
3D以下 FOR DRILLING DEPTH≦3D

15
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
○ ◎ ◎ ○
○ ◎ ◎ ○
◎ ◎
◎ ◎
◎ ○ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ○
◎ ◎ ○ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ○
FOR DRILLING DEPTH≦3D 3D以下

16
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
93 FB-GDS 汎用超硬付け刃形Brazed Carbide Edge for General Applications
φ14~φ30 FX
ダイヤモンドドリル
Diamond Drills
86 PCD-GDN PCDツイストドリルPCD Helix Twist Drilll
φ5~φ12
87 PCD-DAD CFRP用PCDダブルアングルドリルPCD Double Angle Drill for Composite Material φ4.864~9.55
88
~
89D-GDN ダイヤコート超硬
Diamond Coated Carbideφ2~φ12 DIA
89 D-STADCFRP用ダイヤコート超硬トリプルアングルドリルDiamond Coated Carbide Triple Angle Drill for Composite Material
φ4.864~9.55 DIA
VPゴールドドリル
VP-Gold Drills
105
~
111VPH-GDS 調質鋼用粉末ハイス スタブ形
Powder Metallurgy Stub for Hardened Steelφ0.5~φ20 V
100
~
102VP-GDR スーパープレミアムハイス レギュラ形
Super Premium HSS Regular φ1.8~φ32 V
152
~
154VP-HO-GDS
高速加工用粉末ハイス油穴付き スタブ形Powder HSS Stub with Internal Coolant Supply for High Speed Processing
φ6~φ26 V
155
~
157VP-HO-GDR
高速加工用粉末ハイス 油穴付きPowder Metallurgy Regular for High Speed Processing with Internal Coolant Supply
φ6~φ32 V
ネクサスドリル
NEXUS Drills
98 NEXUS-GDS ネクサスドリルスタブ形NEXUS Drill Stub
φ1~φ12 WDI
99 NEXUS-GDR ネクサスドリルレギュラ形NEXUS Drill Regular φ2~φ12 WDI
EXゴールドドリル
EX-Gold Drills
120
~
127EX-SUS-GDS ステンレス・軟鋼用スタブ形
Stub for Stainless and Mild Steelsφ0.5~φ32 TiN
128
~
129EX-SUS-GDN ステンレス・軟鋼用ミディアム形
Medium for Stainless Steelsφ1~φ1.99 TiN
130
~
135EX-SUS-GDR ステンレス・軟鋼用レギュラ形
Regular for Stainless and Mild Steelsφ2~φ32 TiN
136 MT-SUS-GDRステンレス・軟鋼用MTシャンクRegular with Morse Taper Shank for Stainless Steels
φ6~φ50 TiN
137
~
139EX-GDS 一般加工用スタブ形
Stub for General Applicationsφ1~φ13 TiN
140 EX-LS-GDS 一般加工用ロングシャンク スタブ形Stub with Long Shank for General Applications
φ2.5~φ10.8 TiN
141
~
143EX-GDN 一般加工用ミディアム形
Medium for General Applicationsφ0.5~φ6 TiN
144
~
147EX-GDR 一般加工用レギュラ形
Regular for General Applicationsφ2~φ32 TiN
160
~
161EX-HO-GDR
一般加工用油穴付き レギュラ形Regular with Internal Coolant Supply for General Applications
φ6~φ40 TiN
163
~
165EX-MT-GDR
一般加工用MTシャンク レギュラ形Regular with Morse Taper Shank for General Applications
φ6~φ50 TiN
VゴールドドリルV-Gold Drills
162 V-MT-GDN 旋盤用For Lathe Machine
φ6~φ32 V
鉄骨用ドリルSteel Frame Drills
166 EX-MT-TDR 鉄骨用For Steel Frame (Selections and Sheet Plates)
φ17.5~φ26 TiN
VセレクトドリルV-Select Drills
168
~
169V-SDR 汎用ストレート
Regularφ2~φ13 V
3D以下 FOR DRILLING DEPTH≦3D

17
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○ ○
◎ ○ ○ ◎
◎
○ ◎ ◎ ◎ ○
◎
○ ○ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ◎ ○
○ ◎ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ○ ◎ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
◎
◎ ◎ ○ ◎ ○ ○ ○ ○ ○ ○
FOR DRILLING DEPTH≦3D 3D以下

18
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
30 UVM-DRL-5D 超硬極小径ドリル5DタイプUltra Small Carbide Drill (5D type)
φ0.02~φ0.09 SS
30 UVM-DRL-DIA-5D 超硬極小径ドリル5Dタイプ(DIAコート)DIA coated Ultra Small Carbide Drill (5D type) φ0.03~φ0.09 DIA
81
~
87WX-MS-GDS
極小径・精密加工用超硬スタブ形Carbide Stub for Byway and Precision Processing
φ0.2~φ5 WX
52 FH-GDS 高硬度鋼用超硬スタブ形Carbide Stub for Hardened Steels
φ0.3~φ2 FX
53 FH-GDN 高硬度鋼用超硬ミディアム形Carbide Medium for Hardened Steels
φ0.3~φ2 FX
90
~
91NF-GDN 非鉄金属加工用超硬ミディアム形
Carbide Medium for Non-Ferrous Metalφ3~φ13
35 WDS-5D 超硬5DタイプCarbide Drill (5D type) φ6.8~φ12 WDI
38
~
39WDO-5D
油穴付き超硬5DタイプCarbide Drill with Internal Coolant Supply (5D type)
φ2.76~φ20 WDI
51 TRS-HO-5D3刃油穴付き超硬5Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (5D type)
φ5~φ18.5 WDI
54 WH55-5D高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel (~55HRC・5D type)
φ2~φ12 WXS
55 WHO55-5D油穴付き高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel with Internal Coolant Supply (~55HRC・5D type)
φ3.3~φ12 WXS
64
~
65FTO-GDN
高速加工用油穴付き超硬ミディアム形Carbide Medium for High Speed Processing with Internal Coolant Supply
φ2.76~φ20 FX
70 FS-GDS 高速加工用超硬スタブ形Carbide Stub for High Speed Processing
φ2~φ6 FX
71
~
73FS-GDN 高速加工用超硬ミディアム形
Carbide Medium for High Speed Processingφ6~φ20 FX
74
~
75FT-GDS 一般加工用超硬スタブ形
Carbide Stub for General Applicationsφ0.5~φ12 FX
76
~
77FT-GDN 一般加工用超硬ミディアム形
Carbide Medium for General Applicationsφ1.8~φ20 FX
94
~
95PHP 超硬インデキサブル ストレートシャンク
Carbide Indexable Type Drill with Straight Shank φ14~φ40
96
~
97B3020 超硬スローアウェイ ストレートシャンク
Carbide Indexable Type Drill with Straight Shankφ23~φ58
ダイヤモンドドリル
Diamond Drills
86 PCD-GDN PCDツイストドリルPCD Helix Twist Drilll
φ5~φ12
87 PCD-DAD CFRP用PCDダブルアングルドリルPCD Double Angle Drill for Composite Material φ4.864~9.55
88
~
89D-GDN ダイヤコート超硬
Diamond Coated Carbideφ2~φ12 DIA
89 D-STADCFRP用ダイヤコート超硬トリプルアングルドリルDiamond Coated Carbide Triple Angle Drill for Composite Material
φ4.864~9.55 DIA
4D以下 FOR DRILLING DEPTH≦4D

19
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
○ ◎ ◎ ○
○ ◎ ◎ ○
◎ ○ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ○
◎ ◎ ○ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ◎ ○ ◎
◎ ○ ○ ◎
◎
○ ◎ ◎ ◎ ○
◎
FOR DRILLING DEPTH≦4D 4D以下

20
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
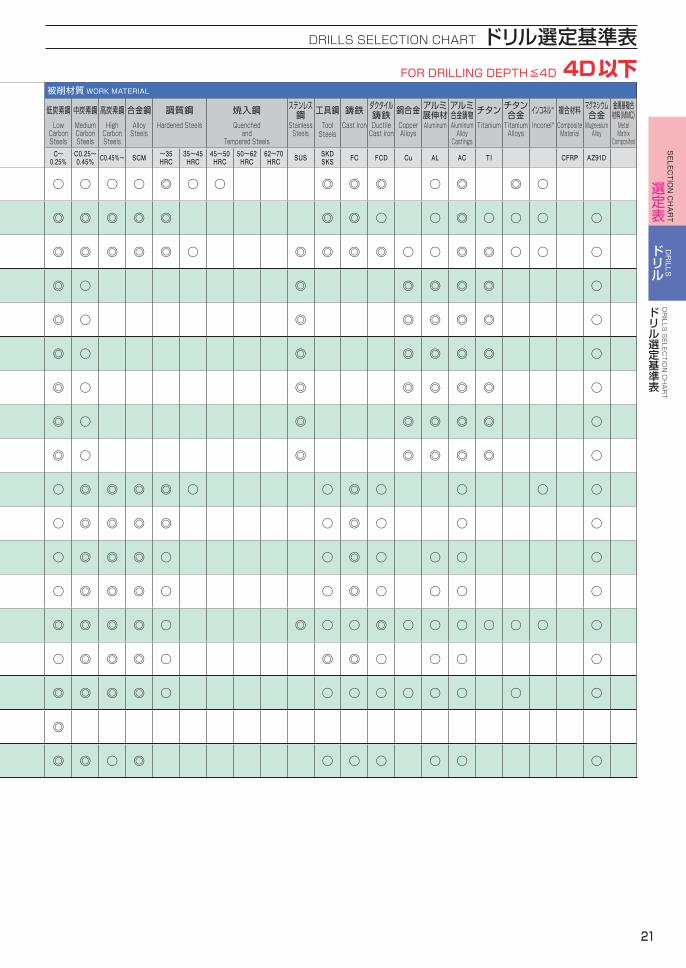
4D以下 FOR DRILLING DEPTH≦4D
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
VPゴールドドリル
VP-Gold Drills
104
~
111VPH-GDS 調質鋼用粉末ハイス スタブ形
Powder Metallurgy Stub for Hardened Steelφ0.5~φ20 V
100
~
102VP-GDR スーパープレミアムハイス レギュラ形
Super Premium HSS Regular φ1.8~φ32 V
155
~
157VP-HO-GDR
高速加工用粉末ハイス 油穴付きPowder Metallurgy Regular for High Speed Processing with Internal Coolant Supply
φ6~φ32 V
ネクサスドリル
NEXUS Drills
98 NEXUS-GDS ネクサスドリルスタブ形NEXUS Drill Stub
φ1~φ12 WDI
99 NEXUS-GDR ネクサスドリルレギュラ形NEXUS Drill Regular φ2~φ12 WDI
EXゴールドドリル
EX-Gold Drills
120
~
127EX-SUS-GDS ステンレス・軟鋼用スタブ形
Stub for Stainless and Mild Steelsφ0.5~φ32 TiN
128
~
129EX-SUS-GDN ステンレス・軟鋼用ミディアム形
Medium for Stainless Steelsφ1~φ1.99 TiN
130
~
135EX-SUS-GDR ステンレス・軟鋼用レギュラ形
Regular for Stainless and Mild Steelsφ2~φ32 TiN
136 MT-SUS-GDRステンレス・軟鋼用MTシャンクRegular with Morse Taper Shank for Stainless Steels
φ6~φ50 TiN
137
~
139EX-GDS 一般加工用スタブ形
Stub for General Applicationsφ1~φ13 TiN
140 EX-LS-GDS 一般加工用ロングシャンク スタブ形Stub with Long Shank for General Applications
φ2.5~φ10.8 TiN
141
~
143EX-GDN 一般加工用ミディアム形
Medium for General Applicationsφ0.5~φ6 TiN
144
~
147EX-GDR 一般加工用レギュラ形
Regular for General Applicationsφ2~φ32 TiN
155
~
157EX-HO-GDR
一般加工用油穴付き レギュラ形Regular with Internal Coolant Supply for General Applications
φ6~φ40 TiN
163
~
165EX-MT-GDR
一般加工用MTシャンク レギュラ形Regular with Morse Taper Shank for General Applications
φ6~φ50 TiN
VゴールドドリルV-Gold Drills
162 V-MT-GDN 旋盤用For Lathe Machine
φ6~φ32 V
鉄骨用ドリルSteel Frame Drills
165 EX-MT-TDR 鉄骨用For Steel Frame (Selections and Sheet Plates)
φ17.5~φ26 TiN
VセレクトドリルV-Select Drills
168
~
169V-SDR 汎用ストレート
Regularφ2~φ13 V
21
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
FOR DRILLING DEPTH≦4D 4D以下 被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ○ ○ ○ ◎ ○ ○ ◎ ◎ ◎ ○ ◎ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○ ○ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
○ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ○ ◎ ○ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ◎ ○ ○ ◎ ○ ○ ○ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
◎
◎ ◎ ○ ◎ ○ ○ ○ ○ ○ ○

22
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
30 UVM-DRL-5D 超硬極小径ドリル5DタイプUltra Small Carbide Drill (5D type)
φ0.02~φ0.09 SS
30 UVM-DRL-DIA-5D 超硬極小径ドリル5Dタイプ(DIAコート)DIA coated Ultra Small Carbide Drill (5D type) φ0.03~φ0.09 DIA
53 FH-GDN 高硬度鋼用超硬ミディアム形Carbide Medium for Hardened Steels
φ0.3~φ2 FX
90
~
91NF-GDN 非鉄金属加工用超硬ミディアム形
Carbide Medium for Non-Ferrous Metalφ3~φ13
35 WDS-5D 超硬5DタイプCarbide Drill (5D type) φ6.8~φ12 WDI
38
~
39WDO-5D
油穴付き超硬5DタイプCarbide Drill with Internal Coolant Supply (5D type)
φ2.76~φ20 WDI
51 TRS-HO-5D3刃油穴付き超硬5Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply (5D type)
φ5~φ18.5 WDI
54 WH55-5D高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel (~55HRC・5D type)
φ2~φ12 WXS
55 WHO55-5D油穴付き高硬度鋼(~55HRC)用超硬 5DタイプCarbide Drill for High Hardened Steel with Internal Coolant Supply (~55HRC・5D type)
φ3.3~φ12 WXS
64
~
65FTO-GDN
高速加工用油穴付き超硬ミディアム形Carbide Medium for High Speed Processing with Internal Coolant Supply
φ2.76~φ20 FX
71
~
73FS-GDN 高速加工用超硬ミディアム形
Carbide Medium for High Speed Processingφ6~φ20 FX
76
~
77FT-GDN 一般加工用超硬ミディアム形
Carbide Medium for General Applicationsφ1.8~φ20 FX
ダイヤモンドドリル
Diamond Drills
86
~
87PCD-GDN PCDツイストドリル
PCD Helix Twist Drilllφ5~φ12
88
~
89D-GDN ダイヤコート超硬
Diamond Coated Carbideφ2~φ12 DIA
VPゴールドドリル
VP-Gold Drills
100
~
102VP-GDR スーパープレミアムハイス レギュラ形
Super Premium HSS Regularφ1.8~φ32 V
103 VP-GDXL 粉末ハイス ロング形Powder HSS Long
φ3~φ10 V
155
~
157VP-HO-GDR
高速加工用粉末ハイス 油穴付きPowder Metallurgy Regular for High Speed Processing with Internal Coolant Supply
φ6~φ32 V
ネクサスドリル
NEXUS Drills99 NEXUS-GDR ネクサスドリルレギュラ形
NEXUS Drill Regular φ2~φ12 WDI
5D以下 FOR DRILLING DEPTH≦5D

23
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○
○ ◎ ◎ ○
◎ ○ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ○
◎ ◎ ○ ◎
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ○ ○ ○ ○ ◎ ◎
◎ ○ ○ ◎
○ ◎ ◎ ○ ◎ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○ ○ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
FOR DRILLING DEPTH≦5D 5D以下

24
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
31 UVM-DRL-10D 超硬極小径ドリル10DタイプUltra Small Carbide Drill (10D type)
φ0.02~φ0.09 SS
60 FHL-GDTS 高硬度鋼用超硬3刃ロングネック形Carbide 3 Flutes Long Neck for Hardened Steels
φ1~φ3 FX
69 FTO-GDXL高速加工用油穴付き超硬エキストラロング形Carbide Extra Long for High Speed Processing with Internal Coolant Supply
φ3~φ12 FX
40
~
41WDO-10D
油穴付き超硬10DタイプCarbide Drill with Internal Coolant Supply (10D type)
φ3~φ12 WDI
52 TRS-HO-10D3刃油穴付き超硬10Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply 10D type
φ5~φ12 WDI
スラスタードリルTDXL Drills
114 TDXL-10D ハイスエキストラロング10DタイプHSS Extra-Long Drill (10D type) φ1.5~φ12 WXL
VPゴールドドリルVP-Gold Drills
103 VP-GDXL 粉末ハイスロング形Powder Metallurgy Long
φ3~φ10 V
EXゴールドドリルEX-Gold Drills
148
~
151EX-GDXL 一般加工用ロング形
Long for General Applicationsφ2~φ13 TiN
8D以下 FOR DRILLING DEPTH≦8D
5D以下 FOR DRILLING DEPTH≦5D
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
EXゴールドドリル
EX-Gold Drills
128
~
129EX-SUS-GDN ステンレス・軟鋼用ミディアム形
Medium for Stainless Steelsφ1~φ1.99 TiN
130
~
135EX-SUS-GDR ステンレス・軟鋼用レギュラ形
Regular for Stainless and Mild Steelsφ2~φ32 TiN
136 MT-SUS-GDRステンレス・軟鋼用MTシャンクRegular with Morse Taper Shank for Stainless Steels
φ6~φ50 TiN
141
~
143EX-GDN 一般加工用ミディアム形
Medium for General Applicationsφ0.5~φ6 TiN
144
~
147EX-GDR 一般加工用レギュラ形
Regular for General Applicationsφ2~φ32 TiN
160
~
161EX-HO-GDR
一般加工用油穴付き レギュラ形Regular with Internal Coolant Supply for General Applications
φ6~φ40 TiN
148
~
151EX-GDXL 一般加工用ロング形
Long for General Applicationsφ2~φ13 TiN
163
~
165EX-MT-GDR
一般加工用MTシャンク レギュラ形Regular with Morse Taper Shank for General Applications
φ6~φ50 TiN
VゴールドドリルV-Gold Drills
162 V-MT-GDN 旋盤用For Lathe Machine
φ6~φ32 V
鉄骨用ドリルSteel Frame Drills
166 EX-MT-TDR 鉄骨用For Steel Frame (Selections and Sheet Plates)
φ17.5~φ26 TiN

25
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ○ ◎ ◎ ○
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
FOR DRILLING DEPTH≦8D 8D以下
FOR DRILLING DEPTH≦5D 5D以下 被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
◎ ○ ◎ ◎ ◎ ◎ ◎ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ◎ ○ ○ ◎ ○ ○ ○ ○ ○ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
○ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
◎

26
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
31 UVM-DRL-10D 超硬極小径ドリル10DタイプUltra Small Carbide Drill (10D type)
φ0.02~φ0.09 SS
31 UVM-DRL-DIA-10D 超硬極小径ドリル10Dタイプ(DIAコート)DIA coated Ultra Small Carbide Drill (10D type) φ0.03~φ0.09 DIA
69 FTO-GDXL高速加工用油穴付き超硬エキストラロング形Carbide Extra Long for High Speed Processing with Internal Coolant Supply
φ3~φ12 FX
40
~
41WDO-10D
油穴付き超硬10DタイプCarbide Drill with Internal Coolant Supply (10D type)
φ3~φ12 WDI
52 TRS-HO-10D3刃油穴付き超硬10Dタイプ3 Flutes Carbide Drill with Internal Coolant Supply 10D type
φ5~φ12 WDI
78
~
80MRS-GDL ステンレス加工用超硬マイクロレボリューションドリル
Micro Revolution Carbide Drill for Stainlessφ0.5~φ3 SS
60 FHL-GDTS 高硬度鋼用超硬3刃ロングネック形Carbide 3 Flutes Long Neck for Hardened Steels
φ1~φ3 FX
スラスタードリルTDXL Drills
114 TDXL-10D ハイスエキストラロング10DタイプHSS Extra-Long Drill (10D type) φ1.5~φ12 WXL
VPゴールドドリルVP-Gold Drills
103 VP-GDXL 粉末ハイスロング形Powder Metallurgy Long
φ3~φ10 V
EXゴールドドリルEX-Gold Drills
148
~
151EX-GDXL 一般加工用ロング形
Long for General Applicationsφ2~φ13 TiN
10D以下 FOR DRILLING DEPTH≦10D
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
32 UVM-DRL-15D 超硬極小径ドリル15DタイプUltra Small Carbide Drill (15D type)
φ0.03~φ0.09 SS
32 UVM-DRL-DIA-15D 超硬極小径ドリル15Dタイプ(DIAコート)DIA coated Ultra Small Carbide Drill (15D type) φ0.05~φ0.09 DIA
69 FTO-GDXL高速加工用油穴付き超硬エキストラロング形Carbide Extra Long for High Speed Processing with Internal Coolant Supply
φ3~φ10 FX
42
~
43WDO-15D
油穴付き超硬15DタイプCarbide Drill with Internal Coolant Supply (15D type)
φ3~φ12 WDI
92 CAO-GDXL銅・アルミニウム用油穴付き超硬エキストラロング形Carbide Extra Long for Copper Alloys and Aluminum Alloys with Internal Coolant Supply
φ3~φ10
60 FHL-GDTS 高硬度鋼用超硬3刃ロングネック形Carbide 3 Flutes Long Neck for Hardened Steels
φ1~φ3 FX
スラスタードリルTDXL Drills
115
~
116TDXL-15D ハイスエキストラロング形15Dタイプ
HSS Extra Long (15D type)φ1.6~φ12 WXL
VPゴールドドリルVP-Gold Drills
103 ※VP-GDXL 粉末ハイスロング形Powder Metallurgy Long
φ3~φ10 V
EXゴールドドリルEX-Gold Drills
148
~
151※EX-GDXL 一般加工用ロング形
Long for General Applicationsφ2~φ13 TiN
※はサイズによっては加工できません。 ※:It is not possible to use it according to the size.
15D以下 FOR DRILLING DEPTH≦15D

27
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ◎ ○ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ○
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎
◎
○ ◎ ◎ ○
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
*オーステナイト系ステンレスについては推奨できません。 *We don't recommend it for Austenitic Stainless Steel drilling.
FOR DRILLING DEPTH≦10D 10D以下
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
○ ○ ○ ○ ◎ ◎ ○ ◎ ○ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ○
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
○ ○ ◎
○ ◎ ◎ ○
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
*オーステナイト系ステンレスについては推奨できません。 *We don't recommend it for Austenitic Stainless Steel drilling.
FOR DRILLING DEPTH≦15D 15D以下

28
ドリル選定基準表 DRILLS SELECTION CHART
DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
61 FTO-H-GDXL高硬度金型材用油穴付き超硬エキストラロング形Carbide Extra Long Drill for Hard Mold Materials with Internal Coolant Supply
φ6~φ10 FX
61 FTO-M-GDXL金型用油穴付き超硬エキストラロング形Carbide Extra Long for Molds with Internal Coolant Supply
φ4~φ10 FX
69 FTO-GDXL高速加工用油穴付き超硬エキストラロング形Carbide Extra Long for High Speed Processing with Internal Coolant Supply
φ4~φ10 FX
44
~
45WDO-20D
油穴付き超硬20DタイプCarbide Drill with Internal Coolant Supply (20D type)
φ3~φ12 WDI
92 CAO-GDXL銅・アルミニウム用油穴付き超硬エキストラロング形Carbide Extra Long for Copper Alloys and Aluminum Alloys with Internal Coolant Supply
φ4~φ10
60 ※1 FHL-GDTS 高硬度鋼用超硬3刃ロングネック形Carbide 3 Flutes Long Neck for Hardened Steels
φ1~φ3 FX
スラスタードリルTDXL Drills
117
~
118TDXL-20D ハイスエキストラロング形20Dタイプ
HSS Extra Long (20D type)φ1.6~φ12 WXL
EXゴールドドリルEX-Gold Drills
148
~
151※1 EX-GDXL 一般加工用ロング形
Long for General Applicationsφ2~φ13 TiN
※1 はサイズによっては加工できません。 ※1:It is not possible to use it according to the size.
ドリル名称Name
掲載ページ
製品記号Tool Abbreviation
形状Appearance
仕様Specification
在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
69 FTO-GDXL高速加工用油穴付き超硬エキストラロング形Carbide Extra Long for High Speed Processing with Internal Coolant Supply
φ5~φ8 FX
48 WDO-30D油穴付き超硬30DタイプCarbide Drill with Internal Coolant Supply (30D type)
φ3.5~φ10 WDI
92 CAO-GDXL銅・アルミニウム用油穴付き超硬エキストラロング形Carbide Extra Long for Copper Alloys and Aluminum Alloys with Internal Coolant Supply
φ5~φ8
スラスタードリルTDXL Drills
119 TDXL-30D ハイスエキストラロング形30DタイプHSS Extra Long (30D type)
φ3~φ10 WXL
20D以下 FOR DRILLING DEPTH≦20D
30D以下 FOR DRILLING DEPTH≦30D

29
DRILLS SELECTION CHART ドリル選定基準表DRILLS
SELECTION CHART
ドリル選定基準表
DRILLS
ドリル
SELECTION CHART
選定表
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎ ◎※2
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
○ ○ ◎
○ ◎ ◎ ○ ○
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料 マグネシウム
合金金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel® Composite Material
MugnesiumAlloy
MetalMatrix
CompositesC~0.25%
C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~62HRC
62~70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
○ ○ ◎
○ ◎ ◎ ◎ ◎ ◎ ○ ○
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.※2 FTO-H-GDXLによる加工は55HRC以下を推奨します。※2 We don't recommend it for Austenitic Stainless Steel drilling.
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.
FOR DRILLING DEPTH≦20D 20D以下
FOR DRILLING DEPTH≦30D 30D以下

30
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
UVM-DRL-5D極小径UVMドリル5DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 5D TYPE 今までにない領域の極小径穴あけ加工を実現! 最小径φ0.02!
Ultra small size ever. The smallest size 0.02mm.
超硬ドリル CARBIDE DRILLS
L
ℓ
120° φDs
φDc
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
8589002 0.02×3 0.12
38 3
C
29,400 8589003 0.03×3 0.18 25,600 8589004 0.04×3 0.24 21,400 8589005 0.05×3 0.3 19,700
0.06×3 0.36 □0.07×3 0.42 □
8589008 0.08×3 0.48 C 12,500 0.09×3 0.54 □
ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
8589052 0.02×3.175 0.12
38 3.175
C
29,400 8589053 0.03×3.175 0.18 25,600 8589054 0.04×3.175 0.24 21,400 8589055 0.05×3.175 0.3 19,700
* 0.06×3.175 0.36 * ** 0.07×3.175 0.42 * *
8589058 0.08×3.175 0.48 C 12,500 * 0.09×3.175 0.54 * *
0~ -0.003
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
0~ -0.009
UVM-DRL-DIA-5D極小径UVMドリル5DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 5D TYPE 極小径専用ダイヤモンドコーティングで脆性材への微細加工にも対応します。
Special Diamond Coating for ultra miniature size end mills against fragile work materials.
超硬ドリル CARBIDE DRILLS
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
0.03 0.18
38 3 □0.04 0.240.05 0.300.06 0.36
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
0.07 0.4238 3 □0.08 0.48
0.09 0.54
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
L
ℓ
120° φDs
φDc
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 55HRC
55 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
UVM-DRL-5D
○ ◎ ○ ◎ ○ ○ ○ ○ ◎ UVM-DRL-DIA-5D
○ ◎ ◎

31
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
極小径UVMドリル10DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 10D TYPE今までにない領域の極小径穴あけ加工を実現! 最小径φ0.02!
Ultra small size ever. The smallest size 0.02mm. UVM-DRL-10D
CARBIDE DRILLS 超硬ドリル
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
極小径UVMドリル10DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 10D TYPE極小径専用ダイヤモンドコーティングで脆性材への微細加工にも対応します。
Special Diamond Coating for ultra miniature size end mills against fragile work materials. UVM-DRL-DIA-10D
CARBIDE DRILLS 超硬ドリル
↑シール位置
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
0.03 0.33
38 3 □0.04 0.440.05 0.550.06 0.66
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
0.07 0.7738 3 □0.08 0.88
0.09 0.99
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
0~ -0.009
0~ -0.003
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
8589102 0.02×3 0.22
38 3
C
34,300 8589103 0.03×3 0.33 30,000 8589104 0.04×3 0.44 25,400 8589105 0.05×3 0.55 23,100
0.06×3 0.66 □0.07×3 0.77 □
8589108 0.08×3 0.88 C 14,700 0.09×3 0.99 □
ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
8589152 0.02×3.175 0.22
38 3.175
C
34,300 8589153 0.03×3.175 0.33 30,000 8589154 0.04×3.175 0.44 25,400 8589155 0.05×3.175 0.55 23,100
* 0.06×3.175 0.66 * ** 0.07×3.175 0.77 * *
8589158 0.08×3.175 0.88 C 14,700 * 0.09×3.175 0.99 * *
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
L
ℓ
120° φDs
φDc
L
ℓ
120° φDs
φDc
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ◎ ○ ◎ ○ ○ ○ ○ ◎
32
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
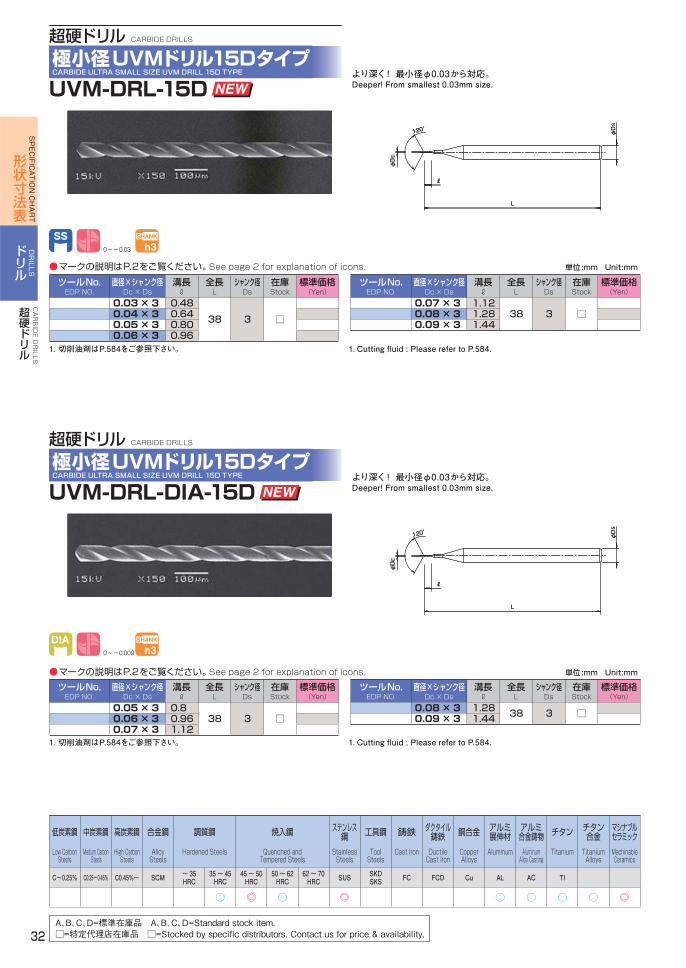
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ◎ ○ ◎ ○ ○ ○ ○ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
UVM-DRL-15D極小径UVMドリル15DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 15D TYPE より深く! 最小径φ0.03から対応。
Deeper! From smallest 0.03mm size.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
0.03×3 0.48
38 3 □0.04×3 0.64 0.05×3 0.80 0.06×3 0.96
UVM-DRL-DIA-15D極小径UVMドリル15DタイプCARBIDE ULTRA SMALL SIZE UVM DRILL 15D TYPE より深く! 最小径φ0.03から対応。
Deeper! From smallest 0.03mm size.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
0.05×3 0.838 3 □0.06×3 0.96
0.07×3 1.121. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
0.07×3 1.12 38 3 □0.08×3 1.28
0.09×3 1.44
ツールNo. 直径×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc × Ds ℓ L Ds Stock (Yen)
0.08×3 1.28 38 3 □0.09×3 1.44
L
ℓ
120° φDs
φDc
0~ -0.03
0~ -0.009
L
ℓ
120° φDs
φDc
L
ℓ
120° φDs
φDc
L
ℓ
120° φDs
φDc

33
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
0~ -0.003
ツールNo. 直径×先端角×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ×α× Ds ℓ L Ds Stock (Yen)
0.02 × 120° × 3 0.03
38 3
□ 0.03 × 120° × 3 0.045 0.04 × 120° × 3 0.06
8589205 0.05 × 120° × 3 0.075 C 28,300 0.06 × 120° × 3 0.09
□ 0.07 × 120°× 3 0.105 0.08 × 120° × 3 0.12 0.09 × 120° × 3 0.135 0.1 × 120° × 3 0.15
ツールNo. 直径×先端角×シャンク径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ×α× Ds ℓ L Ds Stock (Yen)
* 0.03 × 120° × 3.175 0.04538 3.175
* *8589255 0.05 × 120° × 3.175 0.075 C 28,300
* 0.1 × 120° × 3.175 0.15 * *
極小径UVMリーディングドリルCARBIDE ULTRA SMALL SIZE UVM STARTING DRILLUVM-DRLとのコラボレートで高精度穴あけ加工に対応します。
Using together with UVM-DRL, makes accurate drilling possible hole size. UVM-LDS
CARBIDE DRILLS 超硬ドリル
L
ℓ
φDc 120°
φDs
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ◎ ○ ◎ ○ ○ ○ ○ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

34
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
WDS-3D超硬WDSドリル3DタイプCARBIDE WDS DRILL (3D TYPE)
新刃形“ウェーブ形状”により、今まで以上の切れ味を実現。安定した低スラストとトルクです。Greater sharpness and longer tool life achieved through the new "wavy" point form. Stable low thrust & torque.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
* 3 18 66 3
*
* 3.1 19
74 4
* 3.3 20 * 3.4 21 * 3.5 * 3.68 23 * 3.8 * 4 24 * 4.2 26 80 5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
* 4.3 26
80 5
*
* 4.64 28 * 4.8 29 * 5 25 * 5.1 26
82 6
* 5.2 * 5.5 28 * 5.54 * 6 30
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
価格・納期は最寄りの営業所へお問合せ下さい。Please contact your local sales office regarding pricing and delivery.
R形シンニングR thinning
形 グ
φDs
φDc
140°
L
ℓ
P.201
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

35
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
超硬WDSドリル5DタイプCARBIDE WDS DRILL (5D TYPE)
新刃形“ウェーブ形状”により、今まで以上の切れ味を実現。安定した低スラストとトルクです。Greater sharpness and longer tool life achieved through the new "wavy" point form. Stable low thrust & torque. WDS-5D
形 グ
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
CARBIDE DRILLS 超硬ドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
* 6.8 55 109 7
*
* 6.9 56 * 7.38 60 118 8
* 7.5 * 8 64 * 8.5 68
128 9
* 8.6 69 * 8.8 71 * 8.9 72 * 9.26 75 136 10 * 9.38 76
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
* 10 80 136 10
*
* 10.3 83
146 11
* 10.4 84 * 10.5 * 10.6 85 * 10.8 87 * 10.9 88 * 11.1 89
156 12
* 11.24 90 * 11.38 92 * 12 96
φDs
φDc
140°
L
ℓ
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
価格・納期は最寄りの営業所へお問合せ下さい。Please contact your local sales office regarding pricing and delivery.
R形シンニングR thinning
P.201
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 55HRC
55 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
WDS-3D
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ WDS-5D
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
36
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
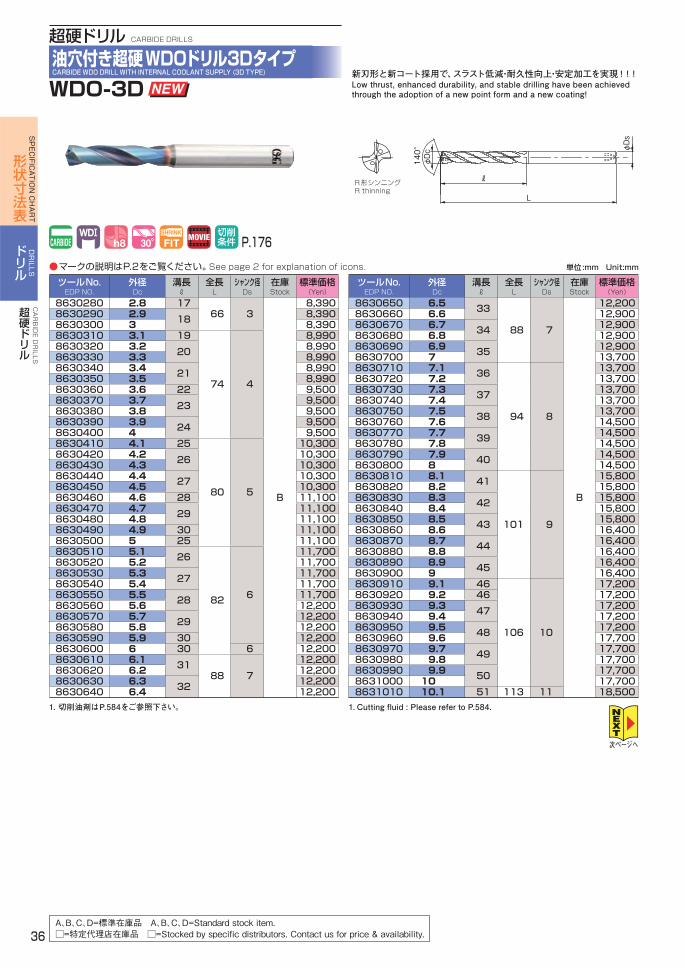
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8630280 2.8 1766 3
B
8,390 8630290 2.9 18 8,390 8630300 3 8,390 8630310 3.1 19
74 4
8,990 8630320 3.2 20 8,990 8630330 3.3 8,990 8630340 3.4 21 8,990 8630350 3.5 8,990 8630360 3.6 22 9,500 8630370 3.7 23 9,500 8630380 3.8 9,500 8630390 3.9 24 9,500 8630400 4 9,500 8630410 4.1 25
80 5
10,300 8630420 4.2 26 10,300 8630430 4.3 10,300 8630440 4.4 27 10,300 8630450 4.5 10,300 8630460 4.6 28 11,100 8630470 4.7 29 11,100 8630480 4.8 11,100 8630490 4.9 30 11,100 8630500 5 25 11,100 8630510 5.1 26
82 6
11,700 8630520 5.2 11,700 8630530 5.3 27 11,700 8630540 5.4 11,700 8630550 5.5 28 11,700 8630560 5.6 12,200 8630570 5.7 29 12,200 8630580 5.8 12,200 8630590 5.9 30 12,200 8630600 6 30 6 12,200 8630610 6.1 31
88 7
12,200 8630620 6.2 12,200 8630630 6.3 32 12,200 8630640 6.4 12,200
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8630650 6.5 33
88 7
B
12,200 8630660 6.6 12,900 8630670 6.7 34 12,900 8630680 6.8 12,900 8630690 6.9 35 12,900 8630700 7 13,700 8630710 7.1 36
94 8
13,700 8630720 7.2 13,700 8630730 7.3 37 13,700 8630740 7.4 13,700 8630750 7.5 38 13,700 8630760 7.6 14,500 8630770 7.7 39 14,500 8630780 7.8 14,500 8630790 7.9 40 14,500 8630800 8 14,500 8630810 8.1 41
101 9
15,800 8630820 8.2 15,800 8630830 8.3 42 15,800 8630840 8.4 15,800 8630850 8.5 43 15,800 8630860 8.6 16,400 8630870 8.7 44 16,400 8630880 8.8 16,400 8630890 8.9 45 16,400 8630900 9 16,400 8630910 9.1 46
106 10
17,200 8630920 9.2 46 17,200 8630930 9.3 47 17,200 8630940 9.4 17,200 8630950 9.5 48 17,200 8630960 9.6 17,700 8630970 9.7 49 17,700 8630980 9.8 17,700 8630990 9.9 50 17,700 8631000 10 17,700 8631010 10.1 51 113 11 18,500
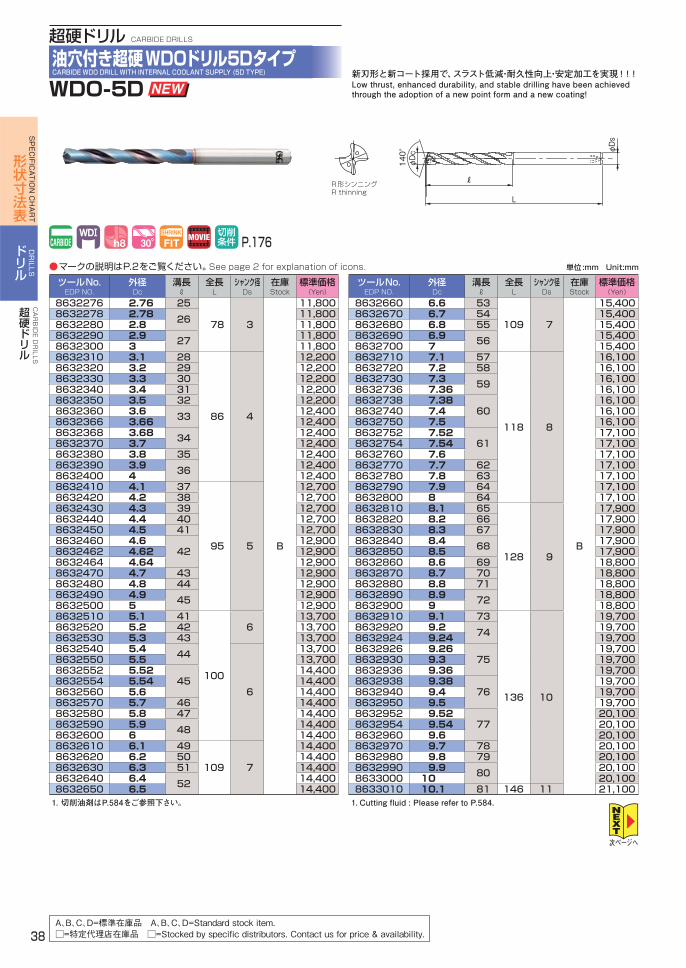
WDO-3D油穴付き超硬WDOドリル3DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (3D TYPE) 新刃形と新コート採用で、スラスト低減・耐久性向上・安定加工を実現!!!
Low thrust, enhanced durability, and stable drilling have been achievedthrough the adoption of a new point form and a new coating!
超硬ドリル CARBIDE DRILLS
φDs
φDc
140°
L
ℓR形シンニングR thinning
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.176
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
37
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
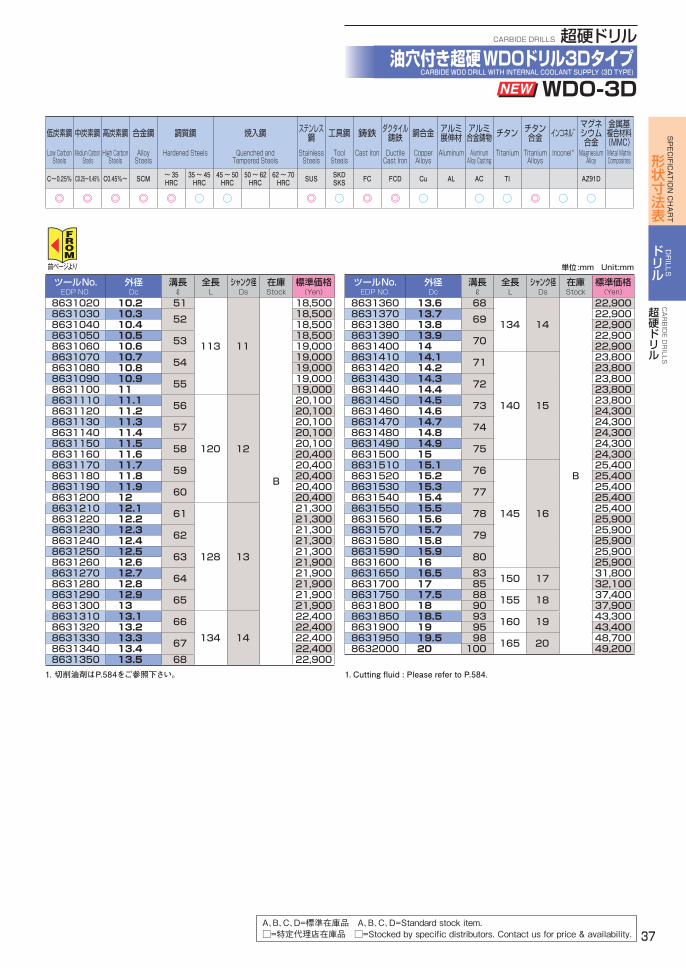
油穴付き超硬WDOドリル3DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (3D TYPE)
WDO-3D
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○ ○
前ページより 単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8631020 10.2 51
113 11
B
18,500 8631030 10.3 52 18,500 8631040 10.4 18,500 8631050 10.5 53 18,500 8631060 10.6 19,000 8631070 10.7 54 19,000 8631080 10.8 19,000 8631090 10.9 55 19,000 8631100 11 19,000 8631110 11.1 56
120 12
20,100 8631120 11.2 20,100 8631130 11.3 57 20,100 8631140 11.4 20,100 8631150 11.5 58 20,100 8631160 11.6 20,400 8631170 11.7 59 20,400 8631180 11.8 20,400 8631190 11.9 60 20,400 8631200 12 20,400 8631210 12.1 61
128 13
21,300 8631220 12.2 21,300 8631230 12.3 62 21,300 8631240 12.4 21,300 8631250 12.5 63 21,300 8631260 12.6 21,900 8631270 12.7 64 21,900 8631280 12.8 21,900 8631290 12.9 65 21,900 8631300 13 21,900 8631310 13.1 66
134 14
22,400 8631320 13.2 22,400 8631330 13.3 67 22,400 8631340 13.4 22,400 8631350 13.5 68 22,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8631360 13.6 68
134 14
B
22,900 8631370 13.7 69 22,900 8631380 13.8 22,900 8631390 13.9 70 22,900 8631400 14 22,900 8631410 14.1 71
140 15
23,800 8631420 14.2 23,800 8631430 14.3 72 23,800 8631440 14.4 23,800 8631450 14.5 73 23,800 8631460 14.6 24,300 8631470 14.7 74 24,300 8631480 14.8 24,300 8631490 14.9 75 24,300 8631500 15 24,300 8631510 15.1 76
145 16
25,400 8631520 15.2 25,400 8631530 15.3 77 25,400 8631540 15.4 25,400 8631550 15.5 78 25,400 8631560 15.6 25,900 8631570 15.7 79 25,900 8631580 15.8 25,900 8631590 15.9 80 25,900 8631600 16 25,900 8631650 16.5 83 150 17 31,800 8631700 17 85 32,100 8631750 17.5 88 155 18 37,400 8631800 18 90 37,900 8631850 18.5 93 160 19 43,300 8631900 19 95 43,400 8631950 19.5 98 165 20 48,700 8632000 20 100 49,200
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
38
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8632276 2.76 25
78 3
B
11,800 8632278 2.78 26 11,800 8632280 2.8 11,800 8632290 2.9 27 11,800 8632300 3 11,800 8632310 3.1 28
86 4
12,200 8632320 3.2 29 12,200 8632330 3.3 30 12,200 8632340 3.4 31 12,200 8632350 3.5 32 12,200 8632360 3.6 33 12,400 8632366 3.66 12,400 8632368 3.68 34 12,400 8632370 3.7 12,400 8632380 3.8 35 12,400 8632390 3.9 36 12,400 8632400 4 12,400 8632410 4.1 37
95 5
12,700 8632420 4.2 38 12,700 8632430 4.3 39 12,700 8632440 4.4 40 12,700 8632450 4.5 41 12,700 8632460 4.6
4212,900
8632462 4.62 12,900 8632464 4.64 12,900 8632470 4.7 43 12,900 8632480 4.8 44 12,900 8632490 4.9 45 12,900 8632500 5 12,900 8632510 5.1 41
100
613,700
8632520 5.2 42 13,700 8632530 5.3 43 13,700 8632540 5.4 44
6
13,700 8632550 5.5 13,700 8632552 5.52
4514,400
8632554 5.54 14,400 8632560 5.6 14,400 8632570 5.7 46 14,400 8632580 5.8 47 14,400 8632590 5.9 48 14,400 8632600 6 14,400 8632610 6.1 49
109 7
14,400 8632620 6.2 50 14,400 8632630 6.3 51 14,400 8632640 6.4 52 14,400 8632650 6.5 14,400
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8632660 6.6 53
109 7
B
15,400 8632670 6.7 54 15,400 8632680 6.8 55 15,400 8632690 6.9 56 15,400 8632700 7 15,400 8632710 7.1 57
118 8
16,100 8632720 7.2 58 16,100 8632730 7.3 59 16,100 8632736 7.36 16,100 8632738 7.38
6016,100
8632740 7.4 16,100 8632750 7.5 16,100 8632752 7.52
6117,100
8632754 7.54 17,100 8632760 7.6 17,100 8632770 7.7 62 17,100 8632780 7.8 63 17,100 8632790 7.9 64 17,100 8632800 8 64 17,100 8632810 8.1 65
128 9
17,900 8632820 8.2 66 17,900 8632830 8.3 67 17,900 8632840 8.4 68 17,900 8632850 8.5 17,900 8632860 8.6 69 18,800 8632870 8.7 70 18,800 8632880 8.8 71 18,800 8632890 8.9 72 18,800 8632900 9 18,800 8632910 9.1 73
136 10
19,700 8632920 9.2 74 19,700 8632924 9.24 19,700 8632926 9.26
7519,700
8632930 9.3 19,700 8632936 9.36 19,700 8632938 9.38
7619,700
8632940 9.4 19,700 8632950 9.5 19,700 8632952 9.52
7720,100
8632954 9.54 20,100 8632960 9.6 20,100 8632970 9.7 78 20,100 8632980 9.8 79 20,100 8632990 9.9 80 20,100 8633000 10 20,100 8633010 10.1 81 146 11 21,100
φDs
φDc
140°
L
ℓR形シンニングR thinning
WDO-5D油穴付き超硬WDOドリル5DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (5D TYPE) 新刃形と新コート採用で、スラスト低減・耐久性向上・安定加工を実現!!!
Low thrust, enhanced durability, and stable drilling have been achievedthrough the adoption of a new point form and a new coating!
超硬ドリル CARBIDE DRILLS
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
次ページへ
P.176
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

39
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き超硬WDOドリル5DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (5D TYPE)
WDO-5D
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ◎ ◎ ○ ○ ○ ◎ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8633020 10.2 82
146 11
B
21,100 8633030 10.3 83 21,100 8633040 10.4 84 21,100 8633050 10.5 21,100 8633060 10.6 85 22,000 8633070 10.7 86 22,000 8633080 10.8 87 22,000 8633090 10.9 88 22,000 8633100 11 22,000 8633110 11.1 89
156 12
22,900 8633120 11.2
9022,900
8633122 11.22 22,900 8633124 11.24 22,900 8633130 11.3 91 22,900 8633136 11.36 91 22,900 8633138 11.38
9222,900
8633140 11.4 22,900 8633150 11.5 22,900 8633160 11.6 93 24,000 8633170 11.7 94 24,000 8633180 11.8 95 24,000 8633190 11.9 96 24,000 8633200 12 24,000 8633210 12.1 97
167 13
24,600 8633220 12.2 98 24,600 8633230 12.3 99 24,600 8633240 12.4 100 24,600 8633250 12.5 24,600 8633260 12.6 101 25,600 8633270 12.7 102 25,600 8633280 12.8 103 25,600 8633290 12.9 104 25,600 8633300 13 25,600 8633310 13.1 105
176 14
26,300 8633320 13.2 106 26,300 8633325 13.25 26,300 8633330 13.3 107 26,300
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8633340 13.4 108
176 14
B
26,300 8633350 13.5 26,300 8633360 13.6 109 27,200 8633370 13.7 110 27,200 8633380 13.8 111 27,200 8633390 13.9 112 27,200 8633400 14 27,200 8633410 14.1 113
185 15
28,300 8633420 14.2 114 28,300 8633430 14.3 115 28,300 8633440 14.4 116 28,300 8633450 14.5 28,300 8633460 14.6 117 28,800 8633470 14.7 118 28,800 8633480 14.8 119 28,800 8633490 14.9 120 28,800 8633500 15 28,800 8633510 15.1 121
193 16
29,700 8633520 15.2 122 29,700 8633525 15.25 122 29,700 8633530 15.3 123 29,700 8633540 15.4 124 29,700 8633550 15.5 29,700 8633560 15.6 125 30,800 8633570 15.7 126 30,800 8633580 15.8 127 30,800 8633590 15.9 128 30,800 8633600 16 30,800 8633650 16.5 132 201 17 34,700 8633700 17 136 37,200 8633750 17.5 140 209 18 40,600 8633800 18 144 43,900 8633850 18.5 148 217 19 47,900 8633900 19 152 49,800 8633950 19.5 156 225 20 50,900 8634000 20 160 52,500
前ページより 単位:mm Unit:mm
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

40
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
140°
φDc φDs
ℓ
L
WDO-10D油穴付き超硬WDOドリル10DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (10D TYPE)
特殊仕様の効果で低スラストと安定したトルク、断続切削時の安定性を実現。WDⅠコーティングの効果も加わって、10Dまでの高速・長寿命加工が可能になりました。A special design gave low thrust and stable torque against interrupted cutting! With WDⅠ coating, it made possible to drill up to 10D deep with high speed and long tool life.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8636300 3 40 90 3 B 17,1003.1
45
100 4 □
3.23.33.4
50
3.53.63.73.83.9
8636400 4 B 17,5004.1 55
115 5 □
4.24.3
604.44.54.64.74.8
654.98636500 5 B 18,200
5.1 70 128 6 □5.2
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.3 70
128 6 □
5.4
78
5.55.65.75.85.9
8636600 6 B 20,6006.1
87
140 7 □
6.26.36.46.56.66.76.8
906.98636700 7 B 22,000
7.1
100 155 8 □7.27.37.47.5
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
P.178φ3
-0.005~ -0.024
φ3.1~φ6
-0.01~ -0.032
φ6.1~φ10
-0.015~ -0.04
φ10.1~φ12
-0.02~ -0.05
R形シンニングR thinning (Dc≧4)
X形シンニングX thinning (Dc<4)

41
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き超硬WDOドリル10DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (10D TYPE)
WDO-10D
CARBIDE DRILLS 超硬ドリル
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
7.6
105 155 8 □7.77.87.9
8636800 8 B 24,1008.1
110
165 9 □
8.28.38.48.58.6
1158.78.88.9
8636900 9 B 26,8009.1
125
190 10 □
9.29.39.49.59.6
1309.79.8
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.9 130 190 10 □86367000 10 B 28,900
10.1
140
205 11
□
10.210.310.410.510.610.7
14510.810.91111.1
155 215 12
11.211.311.411.511.611.711.811.912
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
前ページより
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.

42
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
140°
φDc φDs
ℓ
L
WDO-15D油穴付き超硬WDOドリル15DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (15D TYPE)
特殊仕様の効果で低スラストと安定したトルク、断続切削時の安定性を実現。WDⅠコーティングの効果も加わって、15Dまでの高速・長寿命加工が可能になりました。A special design gave low thrust and stable torque against interrupted cutting! With WDⅠ coating, it made possible to drill up to 15D deep with high speed and long tool life.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8638300 3 55 105 3 B 20,6003.1
60
125 4 □
3.23.33.4
653.53.63.73.8
753.9
8638400 4 B 21,1004.1
140 5 □
4.24.3
854.44.54.64.74.8
904.98638500 5 B 22,000
5.1 95 160 6 □5.2
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.3 95
160 6 □
5.4
110
5.55.65.75.85.9
8638600 6 B 24,7006.1
120
175 7
□
6.26.36.46.56.66.76.8
1256.977.1
135 195 87.27.37.47.5
R形シンニングR thinning
P.178φ3
-0.005~ -0.024
φ3.1~φ6
-0.01~ -0.032
φ6.1~φ10
-0.015~ -0.04
φ10.1~φ12
-0.02~ -0.05

43
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き超硬WDOドリル15DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (15D TYPE)
WDO-15D
単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
前ページより
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
7.6
145 195 8 □7.77.87.9
8638800 8 B 28,9008.1
155
210 9
□
8.28.38.48.58.6
1608.78.88.999.1
170
240 10
9.29.39.49.59.6
1809.79.8
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.9 180 240 10 □8639000 10 B 34,700
10.1
190
260 11
□
10.210.310.410.510.610.7
20010.810.91111.1
210280 12
11.211.311.411.511.611.711.811.9 21512
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.

44
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
140°
φDc φDs
ℓ
L
WDO-20D油穴付き超硬WDOドリル20DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (20D TYPE)
特殊仕様の効果で低スラストと安定したトルク、断続切削時の安定性を実現。WDⅠコーティングの効果も加わって、20Dまでの高速・長寿命加工が可能になりました。A special design gave low thrust and stable torque against interrupted cutting! With WDⅠ coating, it made possible to drill up to 20D deep with high speed and long tool life.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 70 120 3
□
3.180
140 4
3.23.33.4
853.53.63.73.8
903.98646400 4 B 24,600
4.1 100
165 5 □
4.24.3
1104.44.54.64.74.8
1154.98646500 5 B 25,700
5.1 120 190 6 □5.2
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.3 120
190 6 □
5.4
140
5.55.65.75.85.9
8646600 6 B 28,6006.1
155
210 7
□
6.26.36.46.56.66.76.8
1606.977.1
170 230 87.27.37.47.5
R形シンニングR thinning
P.178φ3
-0.005~ -0.024
φ3.1~φ6
-0.01~ -0.032
φ6.1~φ10
-0.015~ -0.04
φ10.1~φ12
-0.02~ -0.05

45
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き超硬WDOドリル20DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (20D TYPE)
WDO-20D
単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
前ページより
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
7.6
180 230 8 □7.77.87.9
8646800 8 B 33,8008.1
195
260 9
□
8.28.38.48.58.6
2108.78.88.999.1
220
290 10
9.29.39.49.59.6
2309.79.8
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.9 230 290 10
□
1010.1
250 310 11
10.210.310.410.510.610.710.810.91111.1
270 330 12
11.211.311.411.511.611.711.811.912
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.

46
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
WDO-25D油穴付き超硬WDOドリル25DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (25D TYPE)
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 85 135 3
□
3.195
165 4
3.23.33.4
1053.53.63.73.8
1153.944.1 120
190 5
4.24.3
1354.44.54.64.74.8
1404.955.1 150 220 65.2
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.3 150
220 6
□
5.4
170
5.55.65.75.85.966.1
190
250 7
6.26.36.46.56.66.76.8
2006.977.1
210 275 87.27.37.47.5
140°
φDc φDs
ℓ
L
R形シンニングR thinning
φ3
-0.005~ -0.024
φ3.1~φ6
-0.01~ -0.032
φ6.1~φ10
-0.015~ -0.04
φ10.1~φ12
-0.02~ -0.05
2011年3月発売予定です。Available from Mar. 2011.

47
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き超硬WDOドリル25DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (25D TYPE)
WDO-25D
単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
前ページより
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
7.6
225 275 8
□
7.77.87.988.1
240
305 9
8.28.38.48.58.6
2558.78.88.999.1
270
340 10
9.29.39.49.59.6
2809.79.8
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.9 280 340 10
□
1010.1
310 370 11
10.210.310.410.510.610.710.810.91111.1
340 400 12
11.211.311.411.511.611.711.811.912
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.
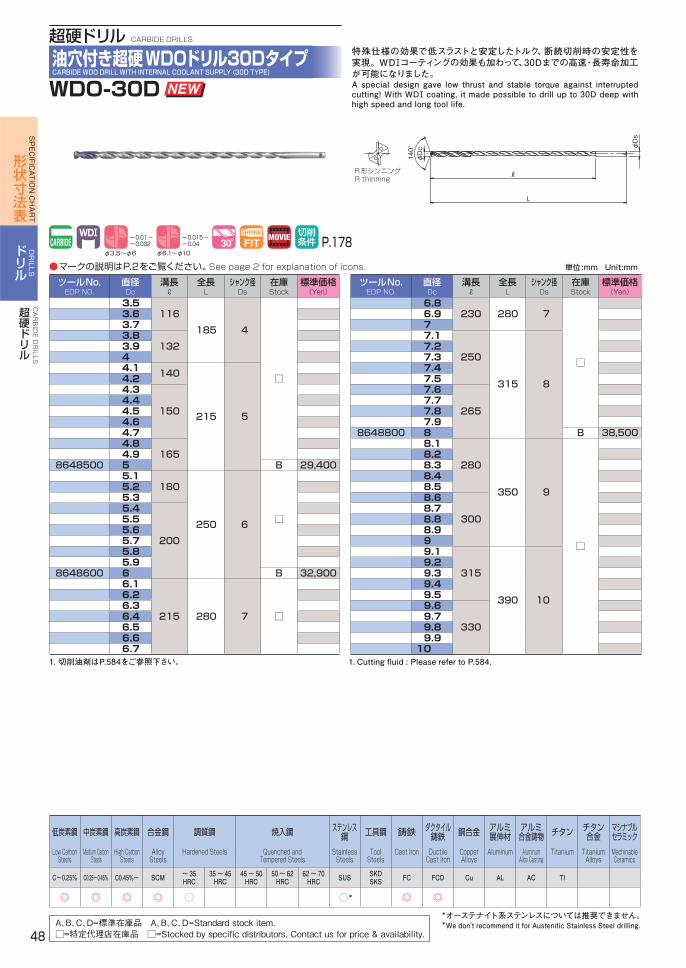
48
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
140°
φDc φDs
ℓ
L
WDO-30D油穴付き超硬WDOドリル30DタイプCARBIDE WDO DRILL WITH INTERNAL COOLANT SUPPLY (30D TYPE)
特殊仕様の効果で低スラストと安定したトルク、断続切削時の安定性を実現。WDⅠコーティングの効果も加わって、30Dまでの高速・長寿命加工が可能になりました。A special design gave low thrust and stable torque against interrupted cutting! With WDⅠ coating, it made possible to drill up to 30D deep with high speed and long tool life.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ○ ○* ◎ ◎
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3.5116
185 4
□
3.63.73.8
1323.944.1 140
215 5
4.24.3
1504.44.54.64.74.8
1654.98648500 5 B 29,400
5.1180
250 6 □
5.25.35.4
200
5.55.65.75.85.9
8648600 6 B 32,9006.1
215 280 7 □
6.26.36.46.56.66.7
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
6.8230 280 7
□
6.977.1
250
315 8
7.27.37.47.57.6
2657.77.87.9
8648800 8 B 38,5008.1
280
350 9
□
8.28.38.48.58.6
3008.78.88.999.1
315
390 10
9.29.39.49.59.6
3309.79.89.910
R形シンニングR thinning
*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.
P.178φ3.5~φ6
-0.01~ -0.032
φ6.1~φ10
-0.015~ -0.04

49
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
エキストラロングドリル用超硬パイロットドリルPILOT DRILL FOR EXTRA LONG DRILL
ロングドリルの安定・加工をサポート。高精度なパイロット穴加工を実現します。Supports stable drilling with long drills by creating high-precision pilot holes. WDO-PLT
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568903 3.03 15 65 3
C
8,9908568923 3.53 18 70 4 9,5008568904 4.03 20 10,2008568924 4.53 23 75 5 11,0008568905 5.03 25 11,6008568925 5.53 28 80 6 12,1008568906 6.03 30 12,1008568926 6.53 33 85 7 12,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568907 7.03 35 85 7
C
13,6008568908 8.03 40 90 8 15,2008568928 8.53 43 95 9 15,9008568909 9.03 45 16,6008568910 10.03 50 100 10 17,9008568911 11.03 55 115 11 19,3008568912 12.03 60 120 12 20,900
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.177
Lℓ
160°
φDc
φDs
R形シンニングR thinning
注1)
注1)WDI®コーティングに順次切替え生産となります。 Start manufacturing with WDI®Coating.

50
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
140°
φDc
φDs
ℓ
L
TRS-HO-3D3刃油穴付き超硬3Dタイプ3 FLUTES CARBIDE DRILL WITH INTERNAL COOLANT SUPPLY 3D TYPE 鋼・鋳物加工で、送り速度Vf=1,000mm/min超えを実現します。
High efficient processing of Steel & Cast Irons drilling feeds exceeding 1,000mm/min.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8660500 5 25 80 5
B
13,3008660510 5.1 26
82 6
14,0008660540 5.4 27 14,0008660580 5.8 29 14,7008660600 6 30 82 14,7008660650 6.5 33
88 714,700
8660680 6.8 34 15,5008660700 7 35 16,4008660710 7.1 36
94 816,400
8660760 7.6 38 17,4008660800 8 40 17,4008660810 8.1 41
101 9
19,0008660820 8.2 19,0008660830 8.3 42 19,0008660840 8.4 19,0008660850 8.5 43 19,0008660860 8.6 19,7008660870 8.7 44 19,7008660880 8.8 19,7008660890 8.9 45 19,7008660900 9 19,7008660910 9.1 46
106 10
20,8008660920 9.2 20,8008660930 9.3 47 20,8008660940 9.4 20,8008660950 9.5 48 20,800
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8660960 9.6 48
106 10
B
21,3008660970 9.7 49 21,3008660980 9.8 21,3008660990 9.9 50 21,3008661000 10 21,3008661020 10.2 51
113 11
22,2008661030 10.3 52 22,2008661040 10.4 22,2008661050 10.5 53 22,2008661080 10.8 54 22,7008661100 11 55 22,7008661110 11.1 56
120 12
24,0008661120 11.2 24,0008661180 11.8 59 24,6008661190 11.9 60 24,6008661200 12 24,6008661250 12.5 63 128 13 25,6008661300 13 65 28,3008661350 13.5 68 134 14 29,7008661400 14 70 29,7008661450 14.5 73 140 15 31,0008661500 15 75 31,6008661600 16 80 145 16 33,6008661700 17 85 150 17 41,8008661800 18 90 155 18 45,400
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
コーティングに色むらが発生しているものがありますが、性能上は全く問題ありません。On some drills, the coating may have some discoloration. This does not pose any performance problems.
クーラントの安定供給の為、シャンク端面にスリットが入っています。To ensure a stable flow of coolant, there is a groove on the bottom of the shank.
R形シンニングR thinning
P.179

51
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
140°
φDc φDs
ℓ
L
3刃油穴付き超硬5Dタイプ3 FLUTES CARBIDE DRILL WITH INTERNAL COOLANT SUPPLY 5D TYPE鋼・鋳物加工で、送り速度Vf=1,000mm/min超えを実現します。
High efficient processing of Steel & Cast Irons drilling feeds exceeding 1,000mm/min. TRS-HO-5D
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
CARBIDE DRILLS 超硬ドリル
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8662500 5 45 95 5
B
15,5008662510 5.1 41
100 6
16,4008662520 5.2 42 16,4008662550 5.5 44 16,4008662580 5.8 47 17,3008662600 6 48 17,3008662620 6.2 50
109 7
17,3008662650 6.5 52 17,3008662680 6.8 55 18,5008662690 6.9 56 18,5008662700 7 18,5008662710 7.1 57
118 8
19,3008662730 7.3 59 19,3008662750 7.5 60 19,3008662760 7.6 61 20,4008662800 8 64 20,4008662820 8.2 66
128 9
21,4008662850 8.5 68 21,4008662880 8.8 71 22,5008662900 9 72 22,5008662950 9.5 76 136 10 23,6008662960 9.6 77 24,000
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8662980 9.8 79 136 10
B
24,0008663000 10 80 24,0008663030 10.3 83
146 11
25,4008663040 10.4 84 25,4008663050 10.5 25,4008663080 10.8 87 26,3008663100 11 88 26,3008663110 11.1 89 156 12 27,3008663200 12 96 28,8008663250 12.5 100 167 13 29,5008663300 13 104 33,1008663350 13.5 108 176 14 34,2008663400 14 112 35,4008663450 14.5 116 185 15 36,9008663500 15 120 37,2008663550 15.5 124 193 16 41,5008663600 16 128 41,5008663700 17 136 201 17 48,2008663750 17.5 140 209 18 48,6008663800 18 144 52,7008663850 18.5 148 217 19 57,300
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
R形シンニングR thinning
コーティングに色むらが発生しているものがありますが、性能上は全く問題ありません。On some drills, the coating may have some discoloration. This does not pose any performance problems.
クーラントの安定供給の為、シャンク端面にスリットが入っています。To ensure a stable flow of coolant, there is a groove on the bottom of the shank.
P.179

52
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
140°
φDc
φDs
ℓ
L
TRS-HO-10D3刃油穴付き超硬10Dタイプ3 FLUTES CARBIDE DRILL WITH INTERNAL COOLANT SUPPLY 10D TYPE 鋼・鋳物加工で、送り速度Vf=1,000mm/min超えを実現します。
High efficient processing of Steel & Cast Irons drilling feeds exceeding 1,000mm/min.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8664050 5 65 115 5 B ※※ 5.5 78 128 6 ※ ※
8664060 6 B ※※ 6.5 87 140 7 ※ ※
8664070 7 90 B ※※ 7.5 100 155 8 ※ ※
8664080 8 105 B ※※ 8.5 110 165 9 ※ ※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8664090 9 115 165 9 B ※※ 9.5 125 190 10 ※ ※
8664100 10 130 B ※※ 10.5 140 205 11 ※ ※
8664110 11 145 B ※※ 11.5 155 215 12 ※ ※
8664120 12 B ※
1. 切削油剤はP.584をご参照下さい。在庫※品は、発売予定品です。営業にお問い合わせください。
1. Cutting fluid : Please refer to P.584.※:Will be standard items. Please contact our sales staff for more information.
コーティングに色むらが発生しているものがありますが、性能上は全く問題ありません。On some drills, the coating may have some discoloration. This does not pose any performance problems.
クーラントの安定供給の為、シャンク端面にスリットが入っています。To ensure a stable flow of coolant, there is a groove on the bottom of the shank.
R形シンニングR thinning
P.177
2011年5月発売予定です。Available from May. 2011.

53
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
140°
ℓ
φDs
φDc
L
FH-GDN高硬度鋼用超硬ミディアム形
CARBIDE MEDIUM FOR HARDENED STEELS焼き入れ鋼の小径穴加工用に開発され、深穴(7D程度)加工用に威力を発揮します。This drill is developed for small size drilling in hardened steel. It is applied to deep hole (around 7×D) .
フォーファセットポイントFour Facet point (Dc<1.2)
X形シンニングX thinning (Dc≧1.2)
P.191
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ○
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
FH-GDS高硬度鋼用超硬スタブ形
CARBIDE STUB FOR HARDENED STEELS140°
ℓ
φDs
φDc
L
焼き入れ鋼の小径穴加工用に開発され、浅穴(3D程度)の高精度・長寿命加工に適します。This drill is developed for small size drilling in hardened steel. It is applied to shallow hole (around 3×D) with high precision and long tool life.
フォーファセットポイントFour Facet point (Dc<1.2)
X形シンニングX thinning (Dc≧1.2)
P.191
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8564030 0.3 1.6
38 3 B
16,5008564040 0.4 2.6 13,6008564050 0.5 3 12,0008564060 0.6 3.5 11,0008564070 0.7 4.5 10,1008564080 0.8 5 9,5308564090 0.9 5.5 9,1208564100 1 6 8,5008564110 1.1 7 42 7,910
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8564120 1.2 8
42 3 B
7,9108564130 1.3 7,9108564140 1.4 9 7,9108564150 1.5 7,9108564160 1.6 10 7,0708564170 1.7 7,0708564180 1.8 11 7,0708564190 1.9 7,0708564200 2 12 46 7,070
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8562030 0.3 2.5
38
3 B
18,1008562040 0.4 4 14,9008562050 0.5 5 13,3008562060 0.6 5.5 12,0008562070 0.7 7 11,2008562080 0.8 7.5
4210,500
8562090 0.9 8.5 10,1008562100 1 9 9,3408562110 1.1 10.5 48 8,690
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8562120 1.2 12
48 3 B
8,6908562130 1.3 8,6908562140 1.4 13.5 8,6908562150 1.5 8,6908562160 1.6 15 7,7808562170 1.7 7,7808562180 1.8 16.5 7,7808562190 1.9 7,7808562200 2 18 50 7,780
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.

54
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
WH55-5D高硬度鋼(~55HRC)用超硬FOR HIGH HARDENED STEELS ( ~55HRC) ダイキャスト金型の安定加工が可能。55HRCまでの鋼材に最適です。
Possible stable diecast mold machining. Best for up to HRC55 steels.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3312200 2 18 684
B
6,6803312250 2.5 23 73 6,6803312280 2.8 27 6,6803312300 3 29
78
6
6,6803312330 3.3 32 7,2003312350 3.5 7,2003312380 3.8 36 7,5703312400 4 7,5703312420 4.2 38
88
8,0703312450 4.5 41 8,0703312480 4.8 45 8,6403312500 5 8,6403312510 5.1 42
92
9,1403312550 5.5 44 9,1403312580 5.8 48 9,6303312600 6 9,6303312650 6.5 52 102 8 9,6303312680 6.8 56 10,300
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3312700 7 56 102
8
B
10,3003312750 7.5 60
11810,900
3312780 7.8 64 11,5003312800 8 11,5003312850 8.5 68
128
10
12,0003312870 8.7 70 12,6003312880 8.8 72 12,6003312900 9 12,6003312950 9.5 76
13613,200
3312980 9.8 80 13,7003313000 10 13,7003313030 10.3 84
146
12
14,3003313050 10.5 14,3003313080 10.8 88 14,9003313100 11 14,9003313150 11.5 92
15615,500
3313180 11.8 96 16,0003313200 12 16,000
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
P.20212 20
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6
140°
φDs
ℓ
L
φDc
R形シンニングR thinning
2011年4月発売予定です。Available from Apr. 2011.

55
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
油穴付き高硬度鋼(~55HRC)用超硬FOR HIGH HARDENED STEELS WITH INTERNAL COOLANT SUPPLY (~55HRC)
55HRCまでの鋼材・Ni基合金に最適です。油穴付き仕様でより長寿命な加工を実現します。Best for up to HRC55 steels and Nickel Alloys. Oil hole design gives longer tool life. WHO55-5D
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
CARBIDE DRILLS 超硬ドリル
*=受注品1. 切削油剤はP.584をご参照下さい。
*=Special order products.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3316330 3.3
32
78
6 B
12,2003316340 3.4 12,2003316349 3.49 12,2003316350 3.5 12,2003316360 3.6 34 12,4003316370 3.7 12,4003316380 3.8
3612,400
3316390 3.9 12,4003316400 4 12,4003316410 4.1
38
88
12,7003316415 4.15 12,7003316420 4.2 12,7003316430 4.3
4112,700
3316440 4.4 12,7003316450 4.5 12,7003316460 4.6 43 12,9003316470 4.7 12,9003316480 4.8
4512,900
3316490 4.9 12,9003316500 5 12,9003316510 5.1 42
92
13,7003316520 5.2 13,7003316530 5.3
4413,700
3316540 5.4 13,7003316550 5.5 13,7003316556 5.56 46 14,4003316560 5.6 14,400
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3316570 5.7 46
92 6
B
14,4003316580 5.8
4814,400
3316590 5.9 14,4003316600 6 14,4003316650 6.5 52
102
8
14,4003316680 6.8 56 15,4003316700 7 15,4003316750 7.5 60
11816,100
3316780 7.8 64 17,1003316800 8 17,1003316850 8.5 68
128
10
17,9003316858 8.58 70 18,8003316870 8.7 18,8003316880 8.8 72 18,8003316900 9 18,8003316950 9.5 76
136
19,7003316980 9.8
8020,100
3316997 9.97 20,1003317000 10 20,1003317030 10.3 84
146
12
21,1003317050 10.5 21,1003317080 10.8 88 22,0003317100 11 22,0003317150 11.5 92
156
22,9003317156 11.56 94 24,3003317180 11.8 96 24,0003317200 12 24,000
P.20312 20
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
WH55-5D
◎ ◎ ○ WHO55-5D
◎ ◎ ○ ◎
140°
φDs
ℓ
L
φDc
R形シンニングR thinning
2011年5月発売予定です。Available from May. 2011.
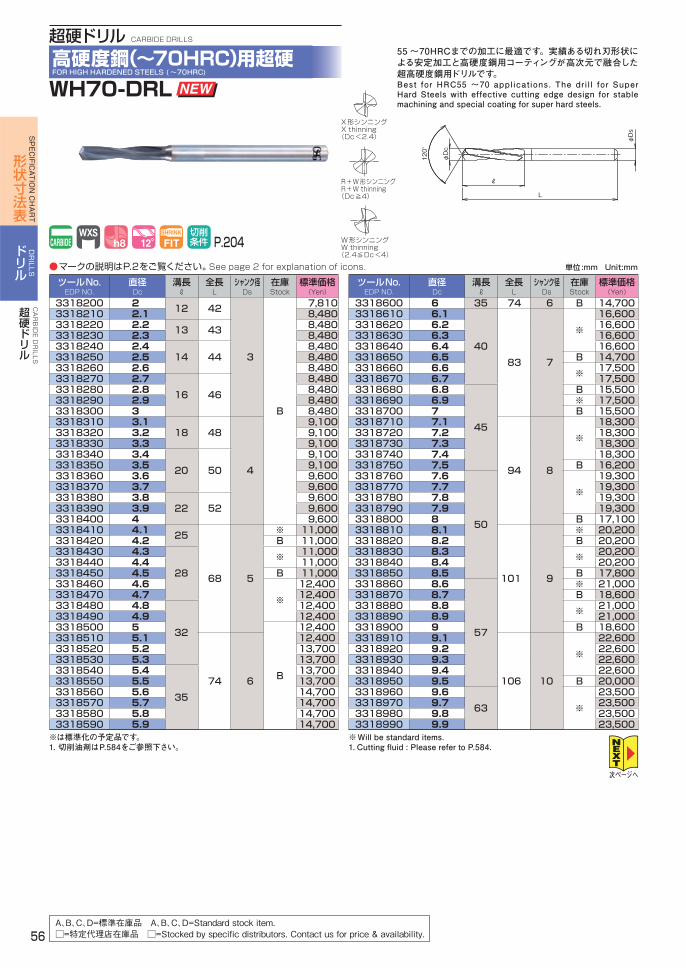
56
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
55 ~70HRCまでの加工に最適です。実績ある切れ刃形状による安定加工と高硬度鋼用コーティングが高次元で融合した超高硬度鋼用ドリルです。Best for HRC55 ~70 applications. The drill for Super Hard Steels with effective cutting edge design for stable machining and special coating for super hard steels.
X形シンニングX thinning (Dc<2.4)
R+W形シンニングR+W thinning (Dc≧4)
W形シンニングW thinning (2.4≦Dc<4)
ℓ
L
φDc
120°
φDs
WH70-DRL高硬度鋼(~70HRC)用超硬FOR HIGH HARDENED STEELS ( ~70HRC)
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3318200 2 12 42
3
B
7,8103318210 2.1 8,4803318220 2.2 13 43 8,4803318230 2.3 8,4803318240 2.4
14 448,480
3318250 2.5 8,4803318260 2.6 8,4803318270 2.7
16 46
8,4803318280 2.8 8,4803318290 2.9 8,4803318300 3 8,4803318310 3.1
18 48
4
9,1003318320 3.2 9,1003318330 3.3 9,1003318340 3.4
20 50
9,1003318350 3.5 9,1003318360 3.6 9,6003318370 3.7 9,6003318380 3.8
22 529,600
3318390 3.9 9,6003318400 4 9,6003318410 4.1 25
68 5
※ 11,0003318420 4.2 B 11,0003318430 4.3
28
※ 11,0003318440 4.4 11,0003318450 4.5 B 11,0003318460 4.6
※
12,4003318470 4.7 12,4003318480 4.8
32
12,4003318490 4.9 12,4003318500 5
B
12,4003318510 5.1
74 6
12,4003318520 5.2 13,7003318530 5.3 13,7003318540 5.4
35
13,7003318550 5.5 13,7003318560 5.6 14,7003318570 5.7 14,7003318580 5.8 14,7003318590 5.9 14,700
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3318600 6 35 74 6 B 14,7003318610 6.1
40
83 7
※
16,6003318620 6.2 16,6003318630 6.3 16,6003318640 6.4 16,6003318650 6.5 B 14,7003318660 6.6 ※ 17,5003318670 6.7 17,5003318680 6.8
45
B 15,5003318690 6.9 ※ 17,5003318700 7 B 15,5003318710 7.1
94 8
※
18,3003318720 7.2 18,3003318730 7.3 18,3003318740 7.4 18,3003318750 7.5 B 16,2003318760 7.6
50
※
19,3003318770 7.7 19,3003318780 7.8 19,3003318790 7.9 19,3003318800 8 B 17,1003318810 8.1
101 9
※ 20,2003318820 8.2 B 20,2003318830 8.3 ※ 20,2003318840 8.4 20,2003318850 8.5 B 17,8003318860 8.6
57
※ 21,0003318870 8.7 B 18,6003318880 8.8 ※ 21,0003318890 8.9 21,0003318900 9 B 18,6003318910 9.1
106 10
※
22,6003318920 9.2 22,6003318930 9.3 22,6003318940 9.4 22,6003318950 9.5 B 20,0003318960 9.6
63 ※
23,5003318970 9.7 23,5003318980 9.8 23,5003318990 9.9 23,500
※は標準化の予定品です。1. 切削油剤はP.584をご参照下さい。
※Will be standard items.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
P.204

57
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
高硬度鋼(~70HRC)用超硬FOR HIGH HARDENED STEELS ( ~70HRC)
WH70-DRL
CARBIDE DRILLS 超硬ドリル
※は標準化の予定品です。1. 切削油剤はP.584をご参照下さい。
※Will be standard items.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎
前ページより
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3319000 10
63
106 10 B 20,8003319010 10.1
113 11
※ 24,4003319020 10.2 24,4003319030 10.3 B 21,7003319040 10.4 ※ 24,4003319050 10.5 B 21,7003319060 10.6 ※ 25,0003319070 10.7
71
25,0003319080 10.8
B25,000
3319090 10.9 25,0003319100 11 22,100
ツールNo. 直径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3319110 11.1
71120 12
※
26,3003319120 11.2 26,3003319130 11.3 26,3003319140 11.4 26,3003319150 11.5 B 23,2003319160 11.6
※
27,2003319170 11.7 27,2003319180 11.8 27,2003319190 11.9 76 27,2003319200 12 B 24,100
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6
2011年3月発売予定です。Available from Mar. 2011.

58
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
SH-DRL高硬度鋼用超硬FOR HIGH HARDENED STEELS
ℓ
L
φDc
120°
φDsX形シンニング
X thinning (Dc<2.4)
W形シンニングW thinning (2.4≦Dc<4)
R+W形シンニングR+W thinning (Dc≧4)
従来放電加工に依らざるを得なかった70HRCまでの焼入鋼の穴あけを可能としました。The SH-DRL can drill quenched and tempered steels (up to 70HRC) that previously could only be drilled with electrical discharge.
P.193
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8560200 2 12 42
3
B
6,8008560210 2.1 7,3808560220 2.2 13 43 7,3808560230 2.3 7,3808560240 2.4
14 447,380
8560250 2.5 7,3808560260 2.6 7,3808560270 2.7
16 46
7,3808560280 2.8 7,3808560290 2.9 7,3808560300 3 7,3808560310 3.1
18 48
4
7,9208560320 3.2 7,9208560330 3.3 7,9208560340 3.4
20 50
7,9208560350 3.5 7,9208560360 3.6 8,3508560370 3.7 8,3508560380 3.8
22 528,350
8560390 3.9 8,3508560400 4 8,3508560410 4.1 25 65
6
9,4608560420 4.2 9,4608560430 4.3
28 68
9,4608560440 4.4 9,4608560450 4.5 9,4608560460 4.6 10,7008560470 4.7 10,7008560480 4.8
32 72
10,7008560490 4.9 10,7008560500 5 10,7008560510 5.1 10,7008560520 5.2 12,0008560530 5.3 12,0008560540 5.4
35 75
12,0008560550 5.5 12,0008560560 5.6 12,8008560570 5.7 12,8008560580 5.8 12,8008560590 5.9 12,800
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8560600 6 35 75 6
B
12,8008560610 6.1
40 80
6.1 12,8008560620 6.2 6.2 12,8008560630 6.3 6.3 12,8008560640 6.4 6.4 12,8008560650 6.5 6.5 12,8008560660 6.6 6.6 13,5008560670 6.7 6.7 13,5008560680 6.8
45 85
6.8 13,5008560690 6.9 6.9 13,5008560700 7 7 13,5008560710 7.1 7.1 14,2008560720 7.2 7.2 14,2008560730 7.3 7.3 14,2008560740 7.4 7.4 14,2008560750 7.5 7.5 14,2008560760 7.6
50 98
7.6 14,9008560770 7.7 7.7 14,9008560780 7.8 7.8 14,9008560790 7.9 7.9 14,9008560800 8 8 14,9008560810 8.1 8.1 15,6008560820 8.2 8.2 15,6008560830 8.3 8.3 15,6008560840 8.4 8.4 15,6008560850 8.5 8.5 15,6008560860 8.6
57 105
8.6 16,2008560870 8.7 8.7 16,2008560880 8.8 8.8 16,2008560890 8.9 8.9 16,2008560900 9 9 16,2008560910 9.1 9.1 17,4008560920 9.2 9.2 17,4008560930 9.3 9.3 17,4008560940 9.4 9.4 17,4008560950 9.5 9.5 17,4008560960 9.6
63 111
9.6 18,1008560970 9.7 9.7 18,1008560980 9.8 9.8 18,1008560990 9.9 9.9 18,100
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
超硬ドリル CARBIDE DRILLS
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

59
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリルツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格
EDP NO. Dc ℓ L Ds Stock (Yen)
8561000 10
63 111
10
B
18,1008561010 10.1 10.1 18,8008561020 10.2 10.2 18,8008561030 10.3 10.3 18,8008561040 10.4 10.4 18,8008561050 10.5 10.5 18,8008561060 10.6 10.6 19,3008561070 10.7
71 119
10.7 19,3008561080 10.8 10.8 19,3008561090 10.9 10.9 19,3008561100 11 11 19,3008561110 11.1 11.1 20,3008561120 11.2 11.2 20,3008561130 11.3 11.3 20,3008561140 11.4 11.4 20,3008561150 11.5 11.5 20,300
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8561160 11.671 119
11.6
B
20,9008561170 11.7 11.7 20,9008561180 11.8 11.8 20,9008561190 11.9
76 127 11.9 20,9008561200 12 12 20,9008561221 12.1 136
16
D
22,2008561226 12.6 79 139 23,3008561241 14.1
90 15025,600
8561244 14.4 25,6008561246 14.6 26,3008561256 15.6 96 156 27,9008561261 16.1 102 162
20
31,3008561266 16.6 33,8008561760 17.6 108 168 40,1008561860 18.6 114 174 45,000
SH-DRL高硬度鋼用超硬
FOR HIGH HARDENED STEELS
単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

60
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
FHL-GDTS高硬度鋼用超硬3溝ロングネック形CARBIDE 3 FLUTES LONG NECK FOR HARDENED STEELS
従来、放電加工でしか実現できなかった焼き入れ鋼の10 ~20Dの超深穴の加工を、高精度で可能にし、総穴あけ加工時間の大幅短縮を実現できます。Made it possible to drill pre-hardened 10 ~20D deep hole with high precision and cut down the production time.
超硬ドリル CARBIDE DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ◎ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径×有効長 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ×ℓn ℓ L Ds α° Stock (Yen)
8569010 1 × 20 5
57 3 140 B
11,1008569011 1.1 × 20 5.5 10,3008569012 1.2 × 20 6.5 10,3008569013 1.3 × 20 10,3008569014 1.4 × 20 7.5 10,3008569015 1.5 × 20 10,3008569016 1.6 × 20 8.5 9,200
ツールNo. 外径×有効長 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ×ℓn ℓ L Ds α° Stock (Yen)
8569017 1.7 × 20 8.557
3140
B
9,2008569018 1.8 × 20 9.5 9,2008569019 1.9 × 20 9,2008569020 2 × 30 10.5
659,200
8569025 2.5 × 30 13 120 9,2008569030 3 × 30 15 9,200
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
Dc≧1.2P.192
X形シンニングX thinning
φDc
140°
ℓ
L
φDs
ℓn
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

61
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリルツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格
EDP NO. Dc ℓ L Ds Stock (Yen)
8568580 8 × 20D 180 230 8 C 49,8008568600 10 × 20D 230 290 10 61,300
金型用油穴付き超硬エキストラロングドリルCARBIDE EXTRA LONG DRILL FOR MOLDS WITH INTERNAL COOLANT SUPPLY 金型材の20Dという超深穴を安定、長寿命、高能率で実現します。
Achieves stability, long tool life, and high efficiency when deep hole drilling up to 20D in die steels. FTO-M-GDXL
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
CARBIDE DRILLS 超硬ドリル
R形シンニングR thinning
φDc
140°
L
φDs
ℓ
P.180
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568540 4 × 20D 90 140 4C
32,9008568550 5 × 20D 115 165 5 37,2008568560 6 × 20D 140 190 6 40,1001. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 55HRC
55 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
FTO-M-GDXL
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ FTO-H-GDXL
◎ ◎
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568800 10 × 20D 230 280 10 B 64,200
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568760 6 × 20D 140 190 6 B 42,0008568780 8 × 20D 180 230 8 52,400
高硬度金型材用油穴付き超硬エキストラロングドリルCARBIDE EXTRA LONG DRILL FOR HARD MOLD MATERIALS WITH INTERNAL COOLANT SUPPLY
高硬度金型材(45 ~55HRC)の20D超深穴加工を安定・長寿命・高能率で実現します。Achieves stability, long tool life, and high effciency when deep hole drilling up to 20D in hard mold ,materials (45 ~55HRC). FTO-H-GDXL
CARBIDE DRILLS 超硬ドリル
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
R形シンニングR thinning
φDs
L
ℓ
φDc
140°
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.180
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

62
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
高速加工用油穴付き超硬スタブ形CARBIDE STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
FTO-GDS
L
ℓ
140°
φDc
φDs
X形シンニング X thinning (Dc<4)
R形シンニング R thinning (Dc≧ 4)
一般鋼からステンレス鋼まで、さらなる高速・長寿命加工が可能です。油穴付き効果により直径の3倍のノンステップ加工を実現します。Provide high speed operation and long tool life on general steels and even with the stainless steels. This tool has an oil hole which improves coolant supply and tacili tates chip efection. Step feed is not necessary.
P.183~ 184
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566528 2.816 57 3 B
8,3708566529 2.9 8,3708566530 3 8,3708566930 3.02
18
63 4
D 8,9908566531 3.1
B
8,9908566532 3.2 8,9908566533 3.3 8,9908566534 3.4
20
8,9908566535 3.5 8,9908566536 3.6 9,5008566537 3.7 9,5008566538 3.8
22
9,5008566539 3.9 9,5008566540 4 9,5008566940 4.02
68 5
D 10,2008566541 4.1
B
10,2008566542 4.2 10,2008566543 4.3
24
10,2008566544 4.4 10,2008566545 4.5 10,2008566945 4.52 D 11,0008566546 4.6
B
11,0008566547 4.7 11,0008566548 4.8
2611,000
8566549 4.9 11,0008566550 5 11,000
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566950 5.02
26
73 6
D 11,6008566551 5.1
B
11,6008566552 5.2 11,6008566553 5.3 11,6008566554 5.4
28
11,6008566555 5.5 11,6008566955 5.52 D 12,1008566556 5.6
B
12,1008566557 5.7 12,1008566558 5.8 12,1008566559 5.9 12,1008566560 6 12,1008566960 6.02
31
81 7
D 12,1008566561 6.1
B
12,1008566562 6.2 12,1008566563 6.3 12,1008566564 6.4 12,1008566565 6.5 12,1008566965 6.52 D 12,9008566566 6.6
B
12,9008566567 6.7 12,9008566568 6.8
34
12,9008566569 6.9 12,9008566570 7 12,9008566970 7.02 87 8 D 13,6008566571 7.1 B 13,600
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

63
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
FTO-GDS高速加工用油穴付き超硬スタブ形CARBIDE STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566572 7.2
34
87 8 B
13,6008566573 7.3 13,6008566574 7.4 13,6008566575 7.5 13,6008566576 7.6
37
14,4008566577 7.7 14,4008566578 7.8 14,4008566579 7.9 14,4008566580 8 14,4008566980 8.02
92
9 D
15,2008566581 8.1 15,2008566582 8.2 15,2008566583 8.3 15,2008566584 8.4
9115,200
8566585 8.5 15,2008566985 8.52 40 15,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566586 8.6
40
91 9
D
15,9008566587 8.7 15,9008566588 8.8 15,9008566589 8.9 15,9008566590 9 15,9008566591 9.1
97 10
16,6008566592 9.2 16,6008566593 9.3 16,6008566594 9.4 16,6008566595 9.5 16,6008566596 9.6
43
17,2008566597 9.7 17,2008566598 9.8 17,2008566599 9.9 17,2008566600 10 17,2008566602 10.2 103 11 17,900
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○
CARBIDE DRILLS 超硬ドリル
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
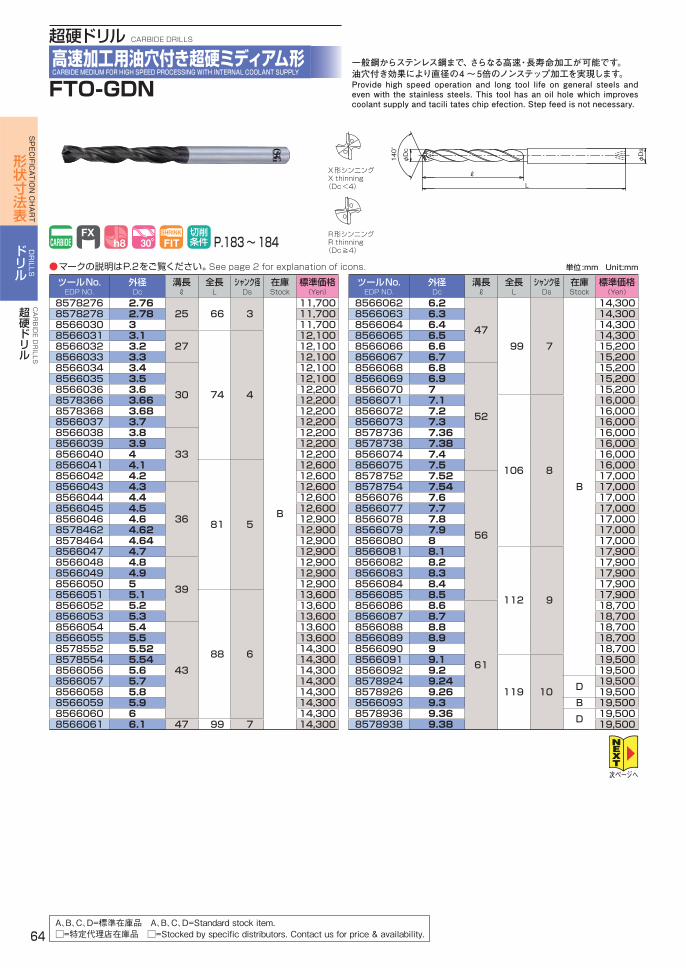
64
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
FTO-GDN高速加工用油穴付き超硬ミディアム形CARBIDE MEDIUM FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
ℓ
φDc
140°
L
φDs
一般鋼からステンレス鋼まで、さらなる高速・長寿命加工が可能です。油穴付き効果により直径の4~5倍のノンステップ加工を実現します。Provide high speed operation and long tool life on general steels and even with the stainless steels. This tool has an oil hole which improves coolant supply and tacili tates chip efection. Step feed is not necessary.
X形シンニング X thinning (Dc<4)
R形シンニング R thinning (Dc≧4)
P.183~ 184
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8578276 2.7625 66 3
B
11,7008578278 2.78 11,7008566030 3 11,7008566031 3.1
27
74 4
12,1008566032 3.2 12,1008566033 3.3 12,1008566034 3.4
30
12,1008566035 3.5 12,1008566036 3.6 12,2008578366 3.66 12,2008578368 3.68 12,2008566037 3.7 12,2008566038 3.8
33
12,2008566039 3.9 12,2008566040 4 12,2008566041 4.1
81 5
12,6008566042 4.2 12,6008566043 4.3
36
12,6008566044 4.4 12,6008566045 4.5 12,6008566046 4.6 12,9008578462 4.62 12,9008578464 4.64 12,9008566047 4.7 12,9008566048 4.8
39
12,9008566049 4.9 12,9008566050 5 12,9008566051 5.1
88 6
13,6008566052 5.2 13,6008566053 5.3 13,6008566054 5.4
43
13,6008566055 5.5 13,6008578552 5.52 14,3008578554 5.54 14,3008566056 5.6 14,3008566057 5.7 14,3008566058 5.8 14,3008566059 5.9 14,3008566060 6 14,3008566061 6.1 47 99 7 14,300
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566062 6.2
47
99 7
B
14,3008566063 6.3 14,3008566064 6.4 14,3008566065 6.5 14,3008566066 6.6 15,2008566067 6.7 15,2008566068 6.8
52
15,2008566069 6.9 15,2008566070 7 15,2008566071 7.1
106 8
16,0008566072 7.2 16,0008566073 7.3 16,0008578736 7.36 16,0008578738 7.38 16,0008566074 7.4 16,0008566075 7.5 16,0008578752 7.52
56
17,0008578754 7.54 17,0008566076 7.6 17,0008566077 7.7 17,0008566078 7.8 17,0008566079 7.9 17,0008566080 8 17,0008566081 8.1
112 9
17,9008566082 8.2 17,9008566083 8.3 17,9008566084 8.4 17,9008566085 8.5 17,9008566086 8.6
61
18,7008566087 8.7 18,7008566088 8.8 18,7008566089 8.9 18,7008566090 9 18,7008566091 9.1
119 10
19,5008566092 9.2 19,5008578924 9.24 D 19,5008578926 9.26 19,5008566093 9.3 B 19,5008578936 9.36 D 19,5008578938 9.38 19,500
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
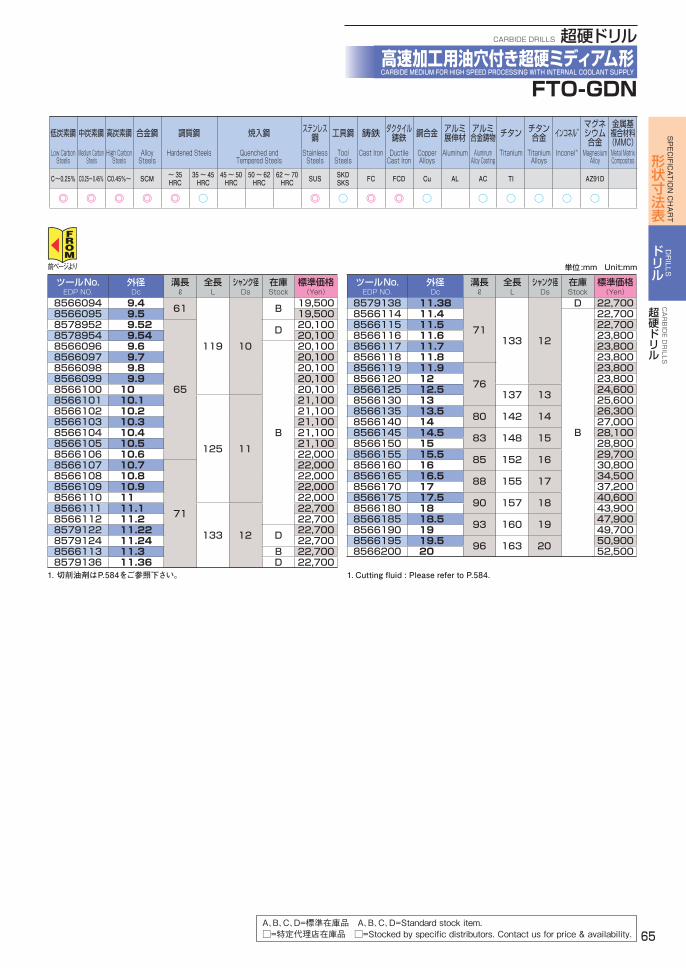
65
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
FTO-GDN高速加工用油穴付き超硬ミディアム形CARBIDE MEDIUM FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8566094 9.4 61
119 10
B 19,5008566095 9.5 19,5008578952 9.52
65
D 20,1008578954 9.54 20,1008566096 9.6
B
20,1008566097 9.7 20,1008566098 9.8 20,1008566099 9.9 20,1008566100 10 20,1008566101 10.1
125 11
21,1008566102 10.2 21,1008566103 10.3 21,1008566104 10.4 21,1008566105 10.5 21,1008566106 10.6 22,0008566107 10.7
71
22,0008566108 10.8 22,0008566109 10.9 22,0008566110 11 22,0008566111 11.1
133 12
22,7008566112 11.2 22,7008579122 11.22 D 22,7008579124 11.24 22,7008566113 11.3 B 22,7008579136 11.36 D 22,700
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8579138 11.38
71133 12
D 22,7008566114 11.4
B
22,7008566115 11.5 22,7008566116 11.6 23,8008566117 11.7 23,8008566118 11.8 23,8008566119 11.9
76
23,8008566120 12 23,8008566125 12.5 137 13 24,6008566130 13 25,6008566135 13.5 80 142 14 26,3008566140 14 27,0008566145 14.5 83 148 15 28,1008566150 15 28,8008566155 15.5 85 152 16 29,7008566160 16 30,8008566165 16.5 88 155 17 34,5008566170 17 37,2008566175 17.5 90 157 18 40,6008566180 18 43,9008566185 18.5 93 160 19 47,9008566190 19 49,7008566195 19.5 96 163 20 50,9008566200 20 52,500
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ◎ ○ ◎ ◎ ○ ○ ○ ○ ○ ○
CARBIDE DRILLS 超硬ドリル
単位:mm Unit:mm前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

66
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
FX-HO-GDS高速加工用油穴付き超硬スタブ形CARBIDE STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
超硬ドリル CARBIDE DRILLS
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 14 48 3
□
3.05
15
55 4
3.13.153.23.25
16
3.33.353.43.453.53.55
173.63.653.73.75
183.83.853.93.95
1944.05
60 5
4.14.15
204.24.254.34.35
214.44.454.54.55
224.64.654.74.75
234.84.854.94.95
24
55.05
72 6
5.15.155.25.25
255.35.355.45.45 265.5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.55 26
72 6
□
5.65.65
275.75.755.85.85
285.95.9566.05
29
76 7
6.16.156.26.25
306.36.356.46.45
31
6.56.556.66.656.76.75
326.86.856.96.95
3377.05
80 8
7.17.15
347.27.257.37.35
357.47.457.57.55
367.67.657.77.75
377.87.857.97.95 388
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
X形シンニング X thinning (Dc<4)
R形シンニング R thinning (Dc≧4)
ℓ
φDc
140°
L
φDs

67
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
高速加工用油穴付き超硬レギュラ形CARBIDE REGULAR FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
FX-HO-GDR
CARBIDE DRILLS 超硬ドリル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 20 54 3
□
3.05
21
63 4
3.13.153.23.25
223.33.353.4
233.453.53.55 243.63.65
253.73.753.83.85 263.93.95
2744.05
70 5
4.14.15 284.24.25
294.34.354.44.45 304.54.55
314.64.654.74.75 324.84.85 334.94.95
3455.05
84 6
5.15.15 355.25.25
365.35.355.45.45 375.5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.55
38
84 6
□
5.65.655.75.75 395.85.85
405.95.9566.05 41
90 7
6.16.15
426.26.256.36.35 436.46.45
446.56.556.66.65 456.76.75
466.86.856.96.95
48
77.05
96 8
7.17.157.27.25
50
7.37.357.47.457.57.55
52
7.67.657.77.757.87.85
547.97.958
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
ℓ
φDc
140°
L
φDs
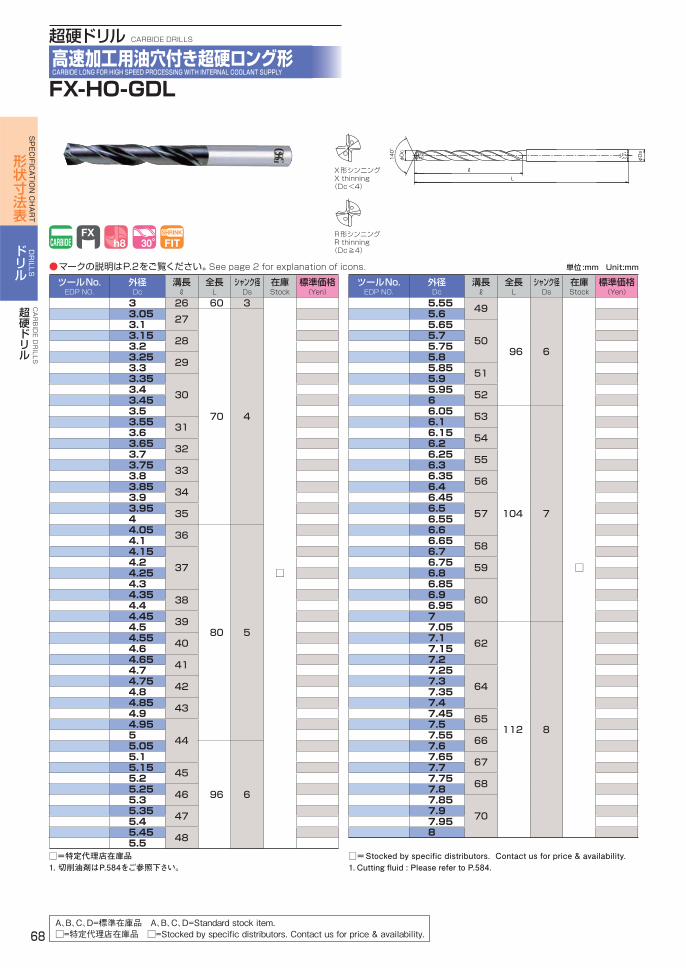
68
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
FX-HO-GDL高速加工用油穴付き超硬ロング形CARBIDE LONG FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
超硬ドリル CARBIDE DRILLS
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 26 60 3
□
3.05 27
70 4
3.13.15 283.23.25 293.33.35
303.43.453.53.55 313.63.65 323.73.75 333.83.85 343.93.95 3544.05 36
80 5
4.14.15
374.24.254.34.35 384.44.45 394.54.55 404.64.65 414.74.75 424.84.85 434.94.95
4455.05
96 6
5.15.15 455.25.25 465.35.35 475.45.45 485.5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
5.55 49
96 6
□
5.65.65
505.75.755.85.85 515.95.95 5266.05 53
104 7
6.16.15 546.26.25 556.36.35 566.46.45
576.56.556.66.65 586.76.75 596.86.85
606.96.9577.05
62
112 8
7.17.157.27.25
647.37.357.47.45 657.57.55 667.67.65 677.77.75 687.87.85
707.97.958
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
L
ℓ
φDc
140°
φDs

69
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
高速加工用油穴付き超硬エキストラロング形CARBIDE EXTRA LONG FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
10D ~30Dといった超深穴をノンステップで高速加工でき、しかもガンドリル、HSSツイストドリルの数倍の能率、寿命を実現できます。Not only be able to drill 10D ~30D deep holes with high speed and without pecking. But also multi fold tool life and performances than Gun drills,HSS drills.
FTO-GDXL
CARBIDE DRILLS 超硬ドリル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ○ ○* ◎ ◎*オーステナイト系ステンレスについては推奨できません。*We don't recommend it for Austenitic Stainless Steel drilling.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568170 7 × 15D 125 175 7
D
40,6008568180 8 × 15D 145 195 8 45,4008568185 8.5 × 15D 155 210 9 50,0008568200 10 × 15D 180 240 10 55,700
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568130 3 × 15D 55 105 3
D
29,2008568140 4 × 15D 75 125 4 29,7008568150 5 × 15D 90 140 5 33,8008568160 6 × 15D 110 160 6 36,3008568165 6.5 × 15D 120 175 7 39,000
15D用 For 15D operation 単位 :mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568340 4 × 20D 90 140 4
D
32,9008568345 4.5 × 20D 110 165 5 35,4008568350 5 × 20D 115 37,2008568355 5.5 × 20D 140 190 6 38,0008568360 6 × 20D 40,100
20D用 For 20D operationツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568365 6.5 × 20D 155 210 7
D
42,8008568370 7 × 20D 160 44,5008568380 8 × 20D 180 230 8 49,8008568385 8.5 × 20D 195 260 9 55,0008568400 10 × 20D 230 290 10 61,300
単位 :mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568030 3 × 10D 40 90 3
D
13,5008568035 3.5 × 10D 50 100 4 13,9008568040 4 × 10D 14,0008568045 4.5 × 10D 60 115 5 14,3008568050 5 × 10D 65 14,6008568055 5.5 × 10D 78 128 6 15,6008568060 6 × 10D 16,4008568065 6.5 × 10D 87 140 7 17,000
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568070 7 × 10D 90 140 7
D
17,4008568080 8 × 10D 105 155 8 19,2008568085 8.5 × 10D 110 165 9 20,3008568090 9 × 10D 115 21,3008568100 10 × 10D 130 190 10 23,1008568110 11 × 10D 145 205 11 25,1008568120 12 × 10D 155 215 12 27,000
10D用 For 10D operation● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
単位 :mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568450 5 × 30D 165 215 5D
49,7008568455 5.5 × 30D 200 250 6 50,8008568460 6 × 30D 53,200
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8568465 6.5 × 30D 215 280 7 D57,200
8568470 7 × 30D 230 59,4008568480 8 × 30D 265 315 8 66,100
単位 :mm Unit:mm30D用 For 30D operation
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.181R形シンニングR thinning (Dc≧4)
X形シンニングX thinning (Dc<4)
φDc
140°
L
φDs
ℓ

70
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
FS-GDS高速加工用超硬スタブ形CARBIDE STUB FOR HIGH SPEED PROCESSING 耐摩耗性に優れた高速加工用超硬ドリルです。
Superior wear resistance for high speed operations.
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
ℓ
L
φDc
140°
φDs
P.185~ 187
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8575200 2 12 46
3
B
7,0708575210 2.1 7,0708575220 2.2 13 47 7,0708575230 2.3 7,0708575240 2.4
14 487,070
8575250 2.5 7,0708575260 2.6 7,0708575270 2.7
16 50
7,0708575280 2.8 7,0708575290 2.9 7,0708575300 3 7,0708575310 3.1
18 54
4
7,6008575320 3.2 7,6008575330 3.3 7,6008575340 3.4
20 56
7,6008575350 3.5 7,6008575360 3.6 8,0208575370 3.7 8,0208575380 3.8
22 588,020
8575390 3.9 8,0208575400 4 8,020
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8575410 4.1 22 60
5
B
8,5908575420 4.2 8,5908575430 4.3
24 62
8,5908575440 4.4 8,5908575450 4.5 8,5908575460 4.6 9,2008575470 4.7 9,2008575480 4.8
26
649,200
8575490 4.9 9,2008575500 5 9,2008575510 5.1
68
6
9,7108575520 5.2 9,7108575530 5.3 9,7108575540 5.4
28 70
9,7108575550 5.5 9,7108575560 5.6 10,2008575570 5.7 10,2008575580 5.8 10,2008575590 5.9 10,2008575600 6 10,200
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ◎
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

71
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
FS-GDN耐摩耗性に優れた高速加工用超硬ドリルです。Superior wear resistance for high speed operations.
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
高速加工用超硬ミディアム形CARBIDE MEDIUM FOR HIGH SPEED PROCESSING
単位:mm Unit:mm
ℓ
L
φDc
140°
φDs
P.185~ 187
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8570200 2 18
52 3
B
8,3508570210 2.1 8,3508570220 2.2 20 8,3508570230 2.3 8,3508570240 2.4
228,350
8570250 2.5 8,3508570260 2.6 8,3508570270 2.7
25
8,3508570280 2.8 8,3508570290 2.9 8,3508570300 3 8,3508570310 3.1
27
60 4
8,9908570320 3.2 8,9908570330 3.3 8,9908570340 3.4
30
8,9908570350 3.5 8,9908570360 3.6 9,4408570370 3.7 9,4408570380 3.8
33
9,4408570390 3.9 9,4408570400 4 9,4408570410 4.1
71 5
10,1008570420 4.2 10,1008570430 4.3
36
10,1008570440 4.4 10,1008570450 4.5 10,1008570460 4.6 10,9008570470 4.7 10,9008570480 4.8
39
10,9008570490 4.9 10,9008570500 5 10,9008570510 5.1
83 6
11,5008570520 5.2 11,5008570530 5.3 11,5008570540 5.4
43
11,5008570550 5.5 11,5008570560 5.6 12,1008570570 5.7 12,1008570580 5.8 12,1008570590 5.9 12,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8570600 6 43 83 6
B
12,1008570610 6.1
47 87
7
12,1008570620 6.2 12,1008570630 6.3 12,1008570640 6.4 12,1008570650 6.5 12,1008570660 6.6 12,9008570670 6.7 12,9008570680 6.8
52
9012,900
8570690 6.9 12,9008570700 7 12,9008570710 7.1
92
8
13,5008570720 7.2 13,5008570730 7.3 13,5008570740 7.4 13,5008570750 7.5 13,5008570760 7.6
56 96
14,3008570770 7.7 14,3008570780 7.8 14,3008570790 7.9 14,3008570800 8 14,3008570810 8.1
9
15,0008570820 8.2 15,0008570830 8.3 15,0008570840 8.4 15,0008570850 8.5 15,0008570860 8.6
61
101
15,8008570870 8.7 15,8008570880 8.8 15,8008570890 8.9 15,8008570900 9 15,8008570910 9.1
105
10
16,4008570920 9.2 16,4008570930 9.3 16,4008570940 9.4 16,4008570950 9.5 16,4008570960 9.6
65 109
17,2008570970 9.7 17,2008570980 9.8 17,2008570990 9.9 17,200
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
CARBIDE DRILLS 超硬ドリル
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

72
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
FS-GDN高速加工用超硬ミディアム形CARBIDE MEDIUM FOR HIGH SPEED PROCESSING
ℓ
L
φDc
140°
φDs
耐摩耗性に優れた高速加工用超硬ドリルです。Superior wear resistance for high speed operations.
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
P.185~ 187
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8571400 14 80 134 14
B
23,6008571410 14.1
83 143 15
24,3008571420 14.2 24,3008571430 14.3 24,3008571440 14.4 24,3008571450 14.5 24,3008571460 14.6 25,1008571470 14.7 25,1008571480 14.8 25,1008571490 14.9 25,1008571500 15 25,1008571510 15.1
85 145 16
25,7008571520 15.2 25,7008571530 15.3 25,7008571540 15.4 25,7008571550 15.5 25,7008571560 15.6 26,5008571570 15.7 26,5008571580 15.8 26,5008571590 15.9 26,5008571600 16 26,5008571610 16.1
88 148 17
29,9008571620 16.2 29,9008571630 16.3 29,9008571640 16.4 29,9008571650 16.5 29,9008571660 16.6 32,4008571670 16.7 32,4008571680 16.8 32,4008571690 16.9 32,4008571700 17 32,4008571710 17.1
90 154 18
35,3008571720 17.2 35,3008571730 17.3 35,3008571740 17.4 35,3008571750 17.5 35,3008571760 17.6 38,2008571770 17.7 38,2008571780 17.8 38,2008571790 17.9 38,200
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8571000 10
65 109
10
B
17,2008571010 10.1
11
17,9008571020 10.2 17,9008571030 10.3 17,9008571040 10.4 17,9008571050 10.5 17,9008571060 10.6 18,7008571070 10.7
71
115
18,7008571080 10.8 18,7008571090 10.9 18,7008571100 11 18,7008571110 11.1
12112
19,3008571120 11.2 19,3008571130 11.3 19,3008571140 11.4 19,3008571150 11.5 19,3008571160 11.6 20,1008571170 11.7 20,1008571180 11.8 20,1008571190 11.9
76
126 20,1008571200 12 20,1008571210 12.1
128 13
21,3008571220 12.2 21,3008571230 12.3 21,3008571240 12.4 21,3008571250 12.5 21,3008571260 12.6 22,0008571270 12.7 22,0008571280 12.8 22,0008571290 12.9 22,0008571300 13 22,0008571310 13.1
80 134 14
22,7008571320 13.2 22,7008571330 13.3 22,7008571340 13.4 22,7008571350 13.5 22,7008571360 13.6 23,6008571370 13.7 23,6008571380 13.8 23,6008571390 13.9 23,600
超硬ドリル CARBIDE DRILLS
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
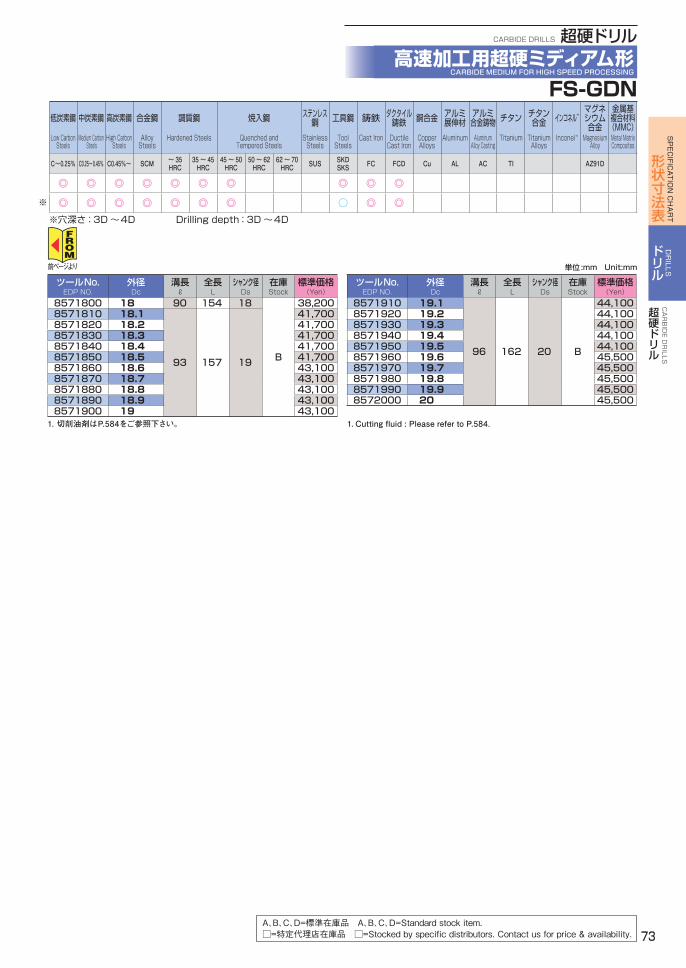
73
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
FS-GDN高速加工用超硬ミディアム形
CARBIDE MEDIUM FOR HIGH SPEED PROCESSING
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8571800 18 90 154 18
B
38,2008571810 18.1
93 157 19
41,7008571820 18.2 41,7008571830 18.3 41,7008571840 18.4 41,7008571850 18.5 41,7008571860 18.6 43,1008571870 18.7 43,1008571880 18.8 43,1008571890 18.9 43,1008571900 19 43,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8571910 19.1
96 162 20 B
44,1008571920 19.2 44,1008571930 19.3 44,1008571940 19.4 44,1008571950 19.5 44,1008571960 19.6 45,5008571970 19.7 45,5008571980 19.8 45,5008571990 19.9 45,5008572000 20 45,500
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎
CARBIDE DRILLS 超硬ドリル
単位:mm Unit:mm前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

74
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
FT-GDS一般加工用超硬スタブ形CARBIDE STUB FOR GENERAL APPLICATION
高じん性で欠損に強く、難削材の加工、低剛性機、旋盤に最適な超硬ドリルです。Suitable for difficult to machine materials and can be used on low rigidity machines and lathe machines.
フォーファセットポイントFour Facet point (Dc≦1.5)
X形シンニングX thinning (1.5<Dc<4)
R形シンニングR thinning (Dc≧4)
P.188
ℓ
L
φDc
140°
φDs
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8585050 0.5 3
38
3
B
12,0008585060 0.6 3.5 11,0008585070 0.7 4.5 10,1008585080 0.8 5 9,5308585090 0.9 5.5 9,1208585100 1 6 8,5008585110 1.1 7
42
7,9108585120 1.2 8 7,9108585130 1.3 7,9108585140 1.4 9 7,9108585150 1.5 7,9108585160 1.6 10 7,0708585170 1.7 7,0708585180 1.8 11 7,0708585190 1.9 7,0708585200 2 12 46 7,0708585210 2.1 7,0708585220 2.2 13 47 7,0708585230 2.3 7,0708585240 2.4
14 487,070
8585250 2.5 7,0708585260 2.6 7,0708585270 2.7
16 50
7,0708585280 2.8 7,0708585290 2.9 7,0708585300 3 7,0708585310 3.1
18 54
4
7,6008585320 3.2 7,6008585330 3.3 7,6008585340 3.4
20 56
7,6008585350 3.5 7,6008585360 3.6 8,0208585370 3.7 8,0208585380 3.8
2258
8,0208585390 3.9 8,0208585400 4 8,0208585410 4.1 60
5
8,5908585420 4.2 8,5908585430 4.3
24 62
8,5908585440 4.4 8,5908585450 4.5 8,5908585460 4.6 9,2008585470 4.7 9,2008585480 4.8
26
649,200
8585490 4.9 9,2008585500 5 9,2008585510 5.1
68 6
9,7108585520 5.2 9,7108585530 5.3 9,7108585540 5.4 28 70 9,710
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8585550 5.5
28 70 6
B
9,7108585560 5.6 10,2008585570 5.7 10,2008585580 5.8 10,2008585590 5.9 10,2008585600 6 10,2008585610 6.1
31
78 7
10,2008585620 6.2 10,2008585630 6.3 10,2008585640 6.4 10,2008585650 6.5 10,2008585660 6.6 10,9008585670 6.7 10,9008585680 6.8
34
10,9008585690 6.9 10,9008585700 7 10,9008585710 7.1
81 8
11,5008585720 7.2 11,5008585730 7.3 11,5008585740 7.4 11,5008585750 7.5 11,5008585760 7.6
37
12,1008585770 7.7 12,1008585780 7.8 12,1008585790 7.9 12,1008585800 8 12,1008585810 8.1
84 9
12,8008585820 8.2 12,8008585830 8.3 12,8008585840 8.4 12,8008585850 8.5 12,8008585860 8.6
40
13,4008585870 8.7 13,4008585880 8.8 13,4008585890 8.9 13,4008585900 9 13,4008585910 9.1
87 10
14,1008585920 9.2 14,1008585930 9.3 14,1008585940 9.4 14,1008585950 9.5 14,1008585960 9.6
43
14,7008585970 9.7 14,7008585980 9.8 14,7008585990 9.9 14,7008586000 10 14,7008586010 10.1
93 11
15,2008586020 10.2 15,2008586030 10.3 15,2008586040 10.4 15,200
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

75
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8586050 10.5 43
93 11B
15,2008586060 10.6 15,9008586070 10.7
47
15,9008586080 10.8 15,9008586090 10.9 15,9008586100 11 15,9008586110 11.1 101 12 16,5008586120 11.2 16,500
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8586130 11.3
47101 12 B
16,5008586140 11.4 16,5008586150 11.5 16,5008586160 11.6 17,2008586170 11.7 17,2008586180 11.8 17,2008586190 11.9 51 17,2008586200 12 17,200
FT-GDS一般加工用超硬スタブ形
CARBIDE STUB FOR GENERAL APPLICATION
※1
※2
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ○
CARBIDE DRILLS 超硬ドリル
※1 穴深さ:2D ~3D ※2 穴深さ:3D ~4D ※1 Drilling depth:2D ~3D ※2 Drilling depth:3D ~4D
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

76
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
FT-GDN一般加工用超硬ミディアム形CARBIDE MEDIUM FOR GENERAL APPLICATION
高じん性で欠損に強く、難削材の加工、低剛性機、旋盤に最適な超硬ドリルです。Suitable for difficult to machine materials and can be used on low rigidity machines and lathe machines.
ℓ
L
φDc
140°
φDs
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
P.188
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8580180 1.8 16.5 48
3
B 8,3508580182 1.82 D 9,3408580200 2 18
52
B
8,3508580230 2.3 20 8,3508580240 2.4
228,350
8580250 2.5 8,3508580260 2.6 8,3508580276 2.76
25
D 10,1008580278 2.78 10,1008580280 2.8
B
8,3508580290 2.9 8,3508580300 3 8,3508580330 3.3 27
60 4
8,9908580340 3.4
30
8,9908580350 3.5 8,9908580366 3.66 D 11,4008580368 3.68 11,4008580380 3.8
33
B
9,4408580400 4 9,4408580410 4.1
71 5
10,1008580420 4.2 10,1008580430 4.3
36
10,1008580450 4.5 10,1008580460 4.6 10,9008580462 4.62 D 13,0008580500 5
39 B
10,9008580510 5.1
83 6
11,5008580520 5.2 11,5008580550 5.5
43
11,5008580552 5.52 D 14,5008580554 5.54 14,5008580600 6
B
12,1008580610 6.1
47 87 7
12,1008580620 6.2 12,1008580630 6.3 12,1008580640 6.4 12,1008580650 6.5 12,1008580660 6.6 12,9008580670 6.7 12,9008580680 6.8 52 90 12,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8580690 6.9
52
90 7
B
12,9008580700 7 12,9008580710 7.1
92
8
13,5008580720 7.2 13,5008580730 7.3 13,5008580736 7.36 D 15,6008580738 7.38 15,6008580740 7.4 B 13,5008580750 7.5 13,5008580752 7.52
56 96
D 16,4008580754 7.54 16,4008580760 7.6
B
14,3008580770 7.7 14,3008580780 7.8 14,3008580790 7.9 14,3008580800 8 14,3008580810 8.1
9
15,0008580820 8.2 15,0008580830 8.3 15,0008580840 8.4 15,0008580850 8.5 15,0008580860 8.6
61
101
15,8008580870 8.7 15,8008580880 8.8 15,8008580890 8.9 15,8008580900 9 15,8008580910 9.1
105
10
16,4008580920 9.2 16,4008580924 9.24 D 19,0008580926 9.26 19,0008580930 9.3 B 16,4008580936 9.36 D 19,0008580938 9.38 19,0008580940 9.4 B 16,4008580950 9.5 16,4008580952 9.52
65 109
D 19,7008580954 9.54 19,7008580960 9.6
B17,200
8580970 9.7 17,2008580980 9.8 17,200
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

77
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
FT-GDN一般加工用超硬ミディアム形
CARBIDE MEDIUM FOR GENERAL APPLICATION
※1 穴深さ:3D ~4D ※2 穴深さ:4D ~5D ※1 Drilling depth:3D ~4D ※2 Drilling depth:4D ~5D
※1
※2
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8580990 9.9
65 109
10
B
17,2008581000 10 17,2008581010 10.1
11
17,9008581020 10.2 17,9008581030 10.3 17,9008581040 10.4 17,9008581050 10.5 17,9008581060 10.6 18,7008581070 10.7
71
115
18,7008581080 10.8 18,7008581090 10.9 18,7008581100 11 18,7008581110 11.1
121 12
19,3008581120 11.2 19,3008581122 11.22 D 22,2008581124 11.24 22,2008581130 11.3 B 19,3008581136 11.36 D 22,2008581138 11.38 22,2008581140 11.4 B 19,3008581150 11.5 19,300
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8581160 11.671 121
12
B
20,1008581170 11.7 20,1008581180 11.8 20,1008581190 11.9
76126 20,100
8581200 12 20,1008581250 12.5 128 13 21,3008581300 13 22,0008581350 13.5 80 134 14 22,7008581400 14 23,6008581450 14.5 83 143 15 24,3008581500 15 25,1008581550 15.5 85 145 16 25,7008581600 16 26,5008581650 16.5 88 148 17 29,9008581700 17 32,4008581750 17.5 90 154 18 35,3008581800 18 38,2008581850 18.5 93 157 19 41,7008581900 19 43,1008581950 19.5 96 162 20 44,1008582000 20 45,500
単位 :mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎
◎ ◎ ◎ ◎ ○ ○ ○ ○ ◎ ◎
CARBIDE DRILLS 超硬ドリル
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

78
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8577050 0.5
6
42
3
C 3,8200.51
□0.520.53
8577054 0.54 6.6 C3,820
8577055 0.55 3,0408577056 0.56
7.2
3,8200.57
□0.580.59
8577060 0.6 C 2,6500.61
7.8
46
□0.628577063 0.63
C3,820
8577064 0.64 3,8208577065 0.65 3,040
0.66
□0.670.68
8.40.698577070 0.7
C
2,6508577071 0.71
9
3,8208577072 0.72 3,8208577073 0.73 3,8208577074 0.74 3,8208577075 0.75 3,040
0.76
9.6 □0.770.780.79
8577080 0.8C
2,6508577081 0.81
10.2
3,8208577082 0.82 3,820
0.83
□
0.840.850.86
10.80.870.880.89
8577090 0.9C
2,6508577091 0.91
11.4
3,8208577092 0.92 3,820
0.93□0.94
0.95
MRS-GDL小径ステンレス加工用超硬マイクロレボリューションドリルMICRO REVOLUTION CARBIDE DRILL FOR STAINLESS
P.1890~ -0.008
X 形シンニングX thinning
(Dc≧1.2mm)
L
φDc
φDs
ℓ
120°
フォーファセットポイントFour Facet point (Dc≦1.15mm)
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
0.96
12 46
3
□0.970.980.99
8577100 1 C 2,4601.01
12.6
50
□
1.021.031.041.051.061.07
13.21.081.09
8577110 1.1C
2,4608577111 1.11
13.8
3,0408577112 1.12 3,040
1.13 □1.148577115 1.15 C 2,460
1.16
□1.171.181.19 14.48577120 1.2 C 2,4601.21
15 □
1.221.231.241.251.26
15.68577127 1.27
C
3,0408577128 1.28 3,0408577129 1.29 3,0408577130 1.3 2,460
1.31
16.2
54□
1.321.331.341.351.36
16.81.371.381.39
8577140 1.4 C 2,4601.41 17.4 □
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ

79
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
次ページへ
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎
前ページより
MRS-GDL小径ステンレス加工用超硬マイクロレボリューションドリル
MICRO REVOLUTION CARBIDE DRILL FOR STAINLESS
CARBIDE DRILLS 超硬ドリル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1.42
17.4
54
3
□1.431.44
8577145 1.45C
2,4608577146 1.46
18
3,0408577147 1.47 3,040
1.48 □1.498577150 1.5
C
2,4608577151 1.51
18.6
3,0408577152 1.52 3,0408577153 1.53 3,040
1.54 □8577155 1.55
C2,460
8577156 1.56
19.2
3,0408577157 1.57 3,040
1.58 □1.598577160 1.6 C 2,460
1.61
19.8
58
□
1.621.631.641.651.66
20.41.671.681.69
8577170 1.7 C 2,6501.71
21
□
1.721.731.741.751.76
21.61.771.781.79
8577180 1.8
C
2,6508577181 1.81
22.2
3,2408577182 1.82 3,2408577183 1.83 3,240
1.84
□1.851.86 22.81.87
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1.8822.8
58
3
□1.898577190 1.9 C 2,650
1.91
23.4□
1.921.931.941.951.96
241.97
8577198 1.98C
3,2408577199 1.99 3,2408577200 2 2,650
2.01
24.6
62
□
2.022.032.042.052.06
25.22.072.082.09
8577210 2.1 C 2,8402.11
25.8
□8577212 2.12
C3,430
8577213 2.13 3,4308577214 2.14 3,430
2.15
□2.16
26.42.172.182.19
8577220 2.2 C 2,8402.21
27
□
2.222.232.242.252.26
27.62.272.28
8577229 2.29C
3,4308577230 2.3 2,8408577231 2.31
28.23,430
2.32 □2.33

80
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
MRS-GDL小径ステンレス加工用超硬マイクロレボリューションドリルMICRO REVOLUTION CARBIDE DRILL FOR STAINLESS
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎
P.1890~ -0.008
X 形シンニングX thinning
(Dc≧1.2mm)
L
φDc
φDs
ℓ
120°
フォーファセットポイントFour Facet point (Dc≦1.15mm)
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
前ページより
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
2.3428.2
62
3
□2.352.362.37
28.82.388577239 2.39
C
3,4308577240 2.4 2,8408577241 2.41
29.4
66
3,4308577242 2.42 3,430
2.43
□
2.442.452.46
302.472.482.49
8577250 2.5 C 2,8402.51
30.6 □2.522.532.54
8577255 2.55C
3,4308577256 2.56
31.2
3,4308577257 2.57 3,430
2.58 □2.598577260 2.6 C 2,840
2.61
31.8□
2.622.632.642.652.66 32.42.67
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
2.6832.4
66 3
□2.698577270 2.7 C 2,840
2.71
33 □
2.722.732.742.752.76
33.68577277 2.77
C
3,4308577278 2.78 3,4308577279 2.79 3,4308577280 2.8 2,840
2.81
34.2
□
2.822.832.842.852.86
34.82.872.882.89
8577290 2.9 C 2,8402.91
35.4
□
2.922.932.942.952.96
362.972.982.99
8577300 3 C 2,840

81
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
WX-MS-GDS極小径・精密加工用超硬スタブ形
CARBIDE ULTRA SMALL SIZE FOR PRECISION OPERATION
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3300020 0.2
1.5
38 3 140 B
3,5403300021 0.21 4,0103300022 0.22 4,0103300023 0.23 4,0103300024 0.24 4,0103300025 0.25 4,0103300026 0.26 3,8203300027 0.27 3,8203300028 0.28 3,8203300029 0.29 3,8203300030 0.3 3,1103300031 0.31
2
3,8203300032 0.32 3,8203300033 0.33 3,8203300034 0.34 3,8203300035 0.35 3,4703300036 0.36 3,8203300037 0.37 3,8203300038 0.38 3,8203300039 0.39
2.5
3,8203300040 0.4 3,1103300041 0.41 3,8203300042 0.42 3,8203300043 0.43 3,8203300044 0.44 3,8203300045 0.45 3,4703300046 0.46 3,8203300047 0.47 3,8203300048 0.48 3,8203300049 0.49
3
3,8203300050 0.5 3,4703300051 0.51 3,4703300052 0.52 3,4703300053 0.53 3,4703300054 0.54 3.5 3,4703300055 0.55 2,750
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3300056 0.56
3.5
38 3 140 B
3,4703300057 0.57 3,4703300058 0.58 3,4703300059 0.59 3,4703300060 0.6 2,4003300061 0.61
4
3,4703300062 0.62 3,4703300063 0.63 3,4703300064 0.64 3,4703300065 0.65 2,7503300066 0.66 3,4703300067 0.67 3,4703300068 0.68
4.5
3,4703300069 0.69 3,4703300070 0.7 2,4003300071 0.71 3,4703300072 0.72 3,4703300073 0.73 3,4703300074 0.74 3,4703300075 0.75 2,7503300076 0.76
5
3,4703300077 0.77 3,4703300078 0.78 3,4703300079 0.79 3,4703300080 0.8 2,4003300081 0.81 3,4703300082 0.82 3,4703300083 0.83 3,4703300084 0.84 3,4703300085 0.85 2,7503300086 0.86
5.5
3,4703300087 0.87 3,4703300088 0.88 3,4703300089 0.89 3,4703300090 0.9 2,4003300091 0.91 3,470
CARBIDE DRILLS 超硬ドリル精密機器・情報通信部品等の極小径ドリル加工を高精度・高能率に実現します。WX-MS-GDS is capable of small size drilling operation efficiently in precision parts, components for IT industry, etc.
フォーファセットポイントFour Facet point (Dc<2)
スリーレーキシンニングThree-rake thinning (Dc ≧ 2)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
L
φDc
φDs
ℓ
α
P.1900~-0.01
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

82
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
極小径・精密加工用超硬スタブ形CARBIDE ULTRA SMALL SIZE FOR PRECISION OPERATION
WX-MS-GDS
フォーファセットポイントFour Facet point (Dc<2)
スリーレーキシンニングThree-rake thinning (Dc ≧ 2)
精密機器・情報通信部品等の極小径ドリル加工を高精度・高能率に実現します。WX-MS-GDS is capable of small size drilling operation efficiently in precision parts, components for IT industry, etc.
L
φDc
φDs
ℓ
α
0 ~-0.01
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3300092 0.92
5.5
38
3 140 B
3,4703300093 0.93 3,4703300094 0.94 3,4703300095 0.95 2,7503300096 0.96
6
3,4703300097 0.97 3,4703300098 0.98 3,4703300099 0.99 3,4703300100 1 2,2203300101 1.01 2,7503300102 1.02 2,7503300103 1.03 2,7503300104 1.04 2,7503300105 1.05 2,2203300106 1.06 2,7503300107 1.07
7
42
2,7503300108 1.08 2,7503300109 1.09 2,7503300110 1.1 2,2203300111 1.11 2,7503300112 1.12 2,7503300113 1.13 2,7503300114 1.14 2,7503300115 1.15 2,2203300116 1.16 2,7503300117 1.17 2,7503300118 1.18 2,7503300119 1.19
8
2,7503300120 1.2 2,2203300121 1.21 2,7503300122 1.22 2,7503300123 1.23 2,7503300124 1.24 2,7503300125 1.25 2,2203300126 1.26 2,7503300127 1.27 2,7503300128 1.28
8
2,7503300129 1.29 2,7503300130 1.3 2,2203300131 1.31 2,7503300132 1.32 2,7503300133 1.33
9
2,7503300134 1.34 2,7503300135 1.35 2,2203300136 1.36 2,7503300137 1.37 2,750
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3300138 1.38
9
42 3 140 B
2,7503300139 1.39 2,7503300140 1.4 2,2203300141 1.41 2,7503300142 1.42 2,7503300143 1.43 2,7503300144 1.44 2,7503300145 1.45 2,2203300146 1.46 2,7503300147 1.47 2,7503300148 1.48 2,7503300149 1.49 2,7503300150 1.5 2,2203300151 1.51
10
2,7503300152 1.52 2,7503300153 1.53 2,7503300154 1.54 2,7503300155 1.55 2,2203300156 1.56 2,7503300157 1.57 2,7503300158 1.58 2,7503300159 1.59 2,7503300160 1.6 2,2203300161 1.61 2,9403300162 1.62 2,9403300163 1.63 2,9403300164 1.64 2,9403300165 1.65 2,4003300166 1.66 2,9403300167 1.67 2,9403300168 1.68 2,9403300169 1.69 2,9403300170 1.7 2,4003300171 1.71
11
2,9403300172 1.72 2,9403300173 1.73 2,9403300174 1.74 2,9403300175 1.75 2,4003300176 1.76 2,9403300177 1.77 2,9403300178 1.78 2,9403300179 1.79 2,9403300180 1.8 2,4003300181 1.81 2,9403300182 1.82 2,9403300183 1.83 2,940
P.190
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
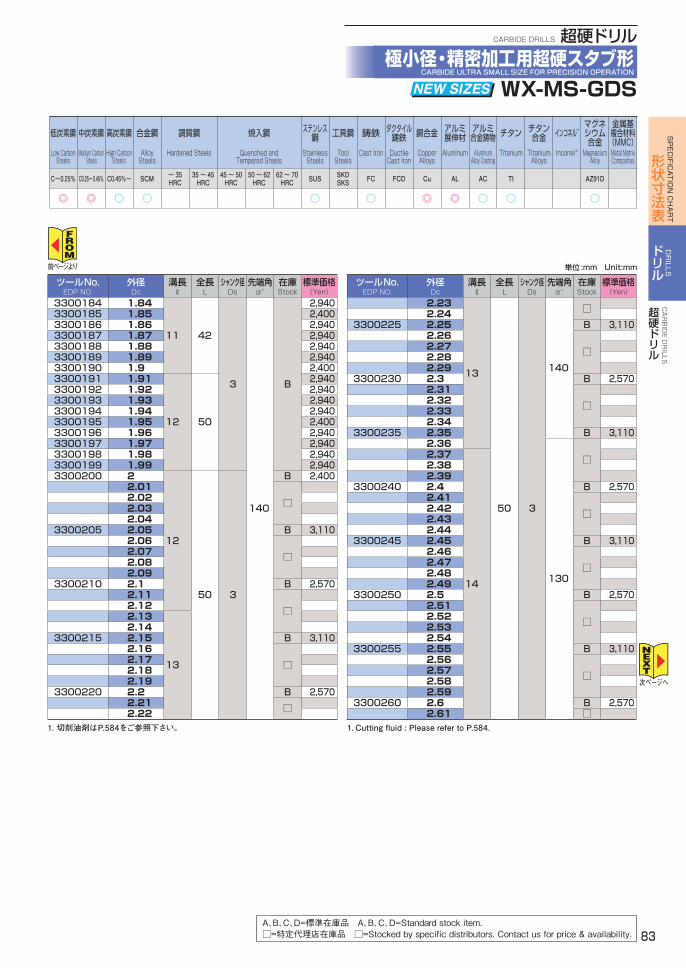
83
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
WX-MS-GDS極小径・精密加工用超硬スタブ形
CARBIDE ULTRA SMALL SIZE FOR PRECISION OPERATION
CARBIDE DRILLS 超硬ドリル
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3300184 1.84
11 42
3
140
B
2,9403300185 1.85 2,4003300186 1.86 2,9403300187 1.87 2,9403300188 1.88 2,9403300189 1.89 2,9403300190 1.9 2,4003300191 1.91
12 50
2,9403300192 1.92 2,9403300193 1.93 2,9403300194 1.94 2,9403300195 1.95 2,4003300196 1.96 2,9403300197 1.97 2,9403300198 1.98 2,9403300199 1.99 2,9403300200 2
12
50 3
B 2,4002.01
□2.022.032.04
3300205 2.05 B 3,1102.06
□2.072.082.09
3300210 2.1 B 2,5702.11
□2.122.13
13
2.143300215 2.15 B 3,110
2.16
□2.172.182.19
3300220 2.2 B 2,5702.21 □2.22
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
2.23
13
50 3
140
□2.243300225 2.25 B 3,110
2.26
□2.272.282.29
3300230 2.3 B 2,5702.31
□2.322.332.34
3300235 2.35 B 3,1102.36
130
□2.37
14
2.382.39
3300240 2.4 B 2,5702.41
□2.422.432.44
3300245 2.45 B 3,1102.46
□2.472.482.49
3300250 2.5 B 2,5702.51
□2.522.532.54
3300255 2.55 B 3,1102.56
□2.572.582.59
3300260 2.6 B 2,5702.61 □
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
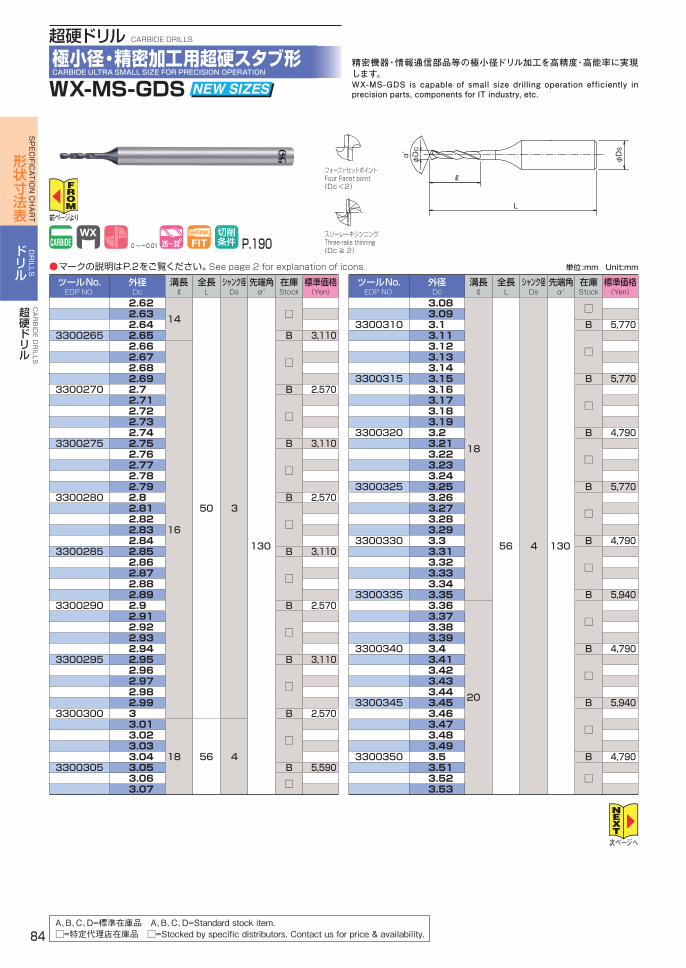
84
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
極小径・精密加工用超硬スタブ形CARBIDE ULTRA SMALL SIZE FOR PRECISION OPERATION
WX-MS-GDS
フォーファセットポイントFour Facet point (Dc<2)
スリーレーキシンニングThree-rake thinning (Dc ≧ 2)
精密機器・情報通信部品等の極小径ドリル加工を高精度・高能率に実現します。WX-MS-GDS is capable of small size drilling operation efficiently in precision parts, components for IT industry, etc.
L
φDc
φDs
ℓ
α
0 ~-0.01
超硬ドリル CARBIDE DRILLS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
P.190
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
2.62
14
50 3
130
□2.632.64
3300265 2.65 B 3,1102.66
16
□2.672.682.69
3300270 2.7 B 2,5702.71
□2.722.732.74
3300275 2.75 B 3,1102.76
□2.772.782.79
3300280 2.8 B 2,5702.81
□2.822.832.84
3300285 2.85 B 3,1102.86
□2.872.882.89
3300290 2.9 B 2,5702.91
□2.922.932.94
3300295 2.95 B 3,1102.96
□2.972.982.99
3300300 3 B 2,5703.01
18 56 4
□3.023.033.04
3300305 3.05 B 5,5903.06 □3.07
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3.08
18
56 4 130
□3.093300310 3.1 B 5,770
3.11
□3.123.133.14
3300315 3.15 B 5,7703.16
□3.173.183.19
3300320 3.2 B 4,7903.21
□3.223.233.24
3300325 3.25 B 5,7703.26
□3.273.283.29
3300330 3.3 B 4,7903.31
□3.323.333.34
3300335 3.35 B 5,9403.36
20
□3.373.383.39
3300340 3.4 B 4,7903.41
□3.423.433.44
3300345 3.45 B 5,9403.46
□3.473.483.49
3300350 3.5 B 4,7903.51
□3.523.53

85
CARBIDE DRILLS
超硬ドリル
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
WX-MS-GDS極小径・精密加工用超硬スタブ形
CARBIDE ULTRA SMALL SIZE FOR PRECISION OPERATION
CARBIDE DRILLS 超硬ドリル
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ○ ○ ○ ○ ◎ ◎ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3.54
20
56 4 130
□3300350 3.55 B 6,130
3.56
□3.573.583.59
3300360 3.6 B 5,1403.61
□3.623.633.64
3300365 3.65 B 6,1303.66
□3.673.683.69
3300370 3.7 B 5,1403.71
□3.723.733.74
3300375 3.75 B 6,1303.76
22
□3.773.783.79
3300380 3.8 B 5,1403.81
□3.823.833.84
3300385 3.85 B 6,1303.86 □3.87
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
3.88
22
56 4
130
□3.893300390 3.9 B 5,140
3.91
□3.923.933.94
3300395 3.95 B 6,5703.96
□3.973.983.99
3300400 4
B
5,8603300405 4.05
64 5
7,7303300410 4.1 6,5703300415 4.15 7,7303300420 4.2 6,5703300425 4.25 7,7303300430 4.3
246,570
3300435 4.35 7,7303300440 4.4 6,5703300445 4.45
24
64 5
7,7303300450 4.5 6,3103300455 4.55 7,9103300460 4.6 7,0903300465 4.65 7,9103300470 4.7 7,0903300475 4.75 7,9103300480 4.8
26
8,4503300485 4.85 7,9103300490 4.9 7,0903300495 4.95 7,9103300500 5 7,090

86
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
DIAMOND DRILLS
ダイヤモンドドリル
PCD-GDN (PAT.P.)
ダイヤモンドドリル DIAMOND DRILLS PCDツイストドリルPCD HELIX TWIST DRILL FOR ALUMINUM ALLOY WITH HIGH SILICONCONTENT
中心まで耐摩耗性に優れたPCD(焼結ダイヤモンド)を採用しているため、ハイシリコンアルミやMMCで抜群の寿命を発揮します。Thanks to specially selected PCD(polycrystalline diamond), PCD-GDN has high wear resistance that extends its tool life.
ℓL
φDc
φDs
120°
S形シンニングS thinning
P.194
PCDツイストドリルは再研削を承ります。 Re-grinding for PCD-GDN will be available at OSG.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
2.6 22 54
3
□
-2.7
25
59
-2.8 -2.9 -3 -3.1
27
4
-3.2 -3.3 -3.4
30
65
-3.5 -3.6 -3.7 -3.8
33
-3.9 -4 -4.1
73 5
-4.2 -4.3
36
-4.4 -4.5 -4.6 -4.7 -4.8
39-
4.9 -5 -5.1
43
80
6
-5.2 -5.3 -5.4 -5.5 -5.6
83
-5.7 -5.8 -5.9 -6 -6.1
47 87
7
-6.2 -6.3 -6.4 -6.5 -6.6 -6.7 -6.8
50 90-
6.9 -7 -7.1
52 92 8-
7.2 -7.3 -
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
7.4 52 92
8
□
-7.5 -7.6
56 96
-7.7 -7.8 -7.9 -8 -8.1
9
-8.2 -8.3 -8.4 -8.5 -8.6
61
101
-8.7 -8.8 -8.9 -9 -9.1
105
10
-9.2 -9.3 -9.4 -9.5 -9.6
65 109
-9.7 -9.8 -9.9 -10 -10.1
11
-10.2 -10.3 -10.4 -10.5 -10.6 -10.7
71
115
-10.8 -10.9 -11 -11.1
12112
-11.2 -11.3 -11.4 -11.5 -11.6 -11.7 -11.8 -11.9 76 126 -12 -
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

87
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
DIAMOND DRILLS
ダイヤモンドドリル
PCD-DAD
DIAMOND DRILLS ダイヤモンドドリルCFRP用PCDダブルアングルドリル
PCD DOUBLE ANGLE DRILL FOR COMPOSITE MATERIAL
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 Dc 溝長 全長 シャンク径 在庫 標準価格EDP NO. インチ inch ミリmm ℓ L Ds Stock (Yen)
8809101 .1915 4.864 39 73 5C
96,9008809102 .2510 6.375 47 87 7 105,0008809103 .3760 9.55 61 105 10 131,000
P.194● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
チゼル、切れ刃、先端マージンまで一体焼結されたPCDドリルで、3次元形状の切れ刃とダブルアングル形状から、CFRP、CFRP+銅メッシュ、CFRP/Al 、スタック材に最適です。Best for CFRP, CFRP+Copper Mesh, CFRP/Al applications thanks to the 3D integrated design on chisel, cutting edge, point margin.
X形シンニングX thinning
φDc
φDs
L
ℓ
120
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料
マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® ConpositeMaterial
Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
◎
2011年5月発売予定です。Available from May 2011.

88
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
DIAMOND DRILLS
ダイヤモンドドリル
D-GDNダイヤコート超硬DIAMOND COATED CARBIDE
ダイヤモンドドリル DIAMOND DRILLS アルミニウム合金は勿論の事、超硬ドリルでは極めて短寿命なハイシリコンアルミニウム合金に威力を発揮します。Able to drill aluminum alloy and even with the high silicon aluminum alloy which is previously suffered a short tool life with carbide drills, this drill performs well.
ℓL
φDc
φDs
120°
S形シンニングS thinning
Dc≦ 6 6<DcP.1950~-0.020
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1 9 41
3
□
1.1 11
47
1.2 121.31.4 141.51.6 151.71.8 17
54
1.98601020 2 18 C 12,900
2.1 □2.2 208601023 2.3 C 14,3002.4
22□
8601025 2.5 C 14,3002.6
□2.7
25
59
2.82.9
8601030 3 C 19,0003.1
27
4
□3.28601033 3.3 C 19,700
3.4
30
65
□8601035 3.5 C 19,700
3.6
□3.73.8
333.9
8601040 4 C 20,1004.1
73 5
□8601042 4.2 C 24,100
4.3
36
□4.48601045 4.5 C 24,100
4.6
□4.74.8
394.98601050 5 C 25,100
5.1
43
80
6
□5.25.35.4
8601055 5.5 C 31,0005.6
83 □5.75.85.9
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8601060 6 43 83 6 C 31,0006.1
47 87
7
□6.26.36.4
8601065 6.5 C 37,5006.6 □6.7
8601068 6.850 90
C 41,5006.9 □
8601070 7 C 41,5007.1
52 92
8
□7.27.37.4
8601075 7.5 C 44,3007.6
56 96
□7.77.87.9
8601080 8 C 47,0008.1
9
□8.28.38.4
8601085 8.5 C 49,3008.6
61
101 □8.78.88.9
8601090 9 C 51,4009.1
105
10
□9.29.39.4
8601095 9.5 C 53,4009.6
65 109
□9.79.89.9
8601100 10 C 55,20010.1
11
□10.28601103 10.3 C 56,800
10.4 □8601105 10.5 C 56,800
10.6
□10.771 11510.8
10.9
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

89
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
DIAMOND DRILLS
ダイヤモンドドリル
D-GDN
DIAMOND DRILLS ダイヤモンドドリルダイヤコート超硬
DIAMOND COATED CARBIDE
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8601110 11
71
115 11 C 58,40011.1
121 12 □11.211.311.4
8601115 11.5 C 59,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
11.671 121
12 □11.711.811.9 76 1268601120 12 C 61,000
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン
チタン合金 インコネル® 複合材料
マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® ConpositeMaterial
Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI CFRP AZ91D
D-GDN
○ ◎ ◎ ○ ◎ ○ D-STAD
◎
前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
D-STAD
DIAMOND DRILLS ダイヤモンドドリルCFRP用ダイヤコート超硬トリプルアングルドリルDIAMOND COATED CARBIDE TRIPLE ANGLE DRILL FOR COMPOSITE MATERIAL
ツールNo. 外径 Dc 溝長 全長 シャンク径 先端部長さ 在庫 標準価格EDP NO. インチ inch ミリmm ℓ L Ds Tip length Stock (Yen)
8809181 .1915 4.864 39 89 4.864 8.2C
33,6008809182 .251 6.375 51 101 6.375 10.8 40,4008809183 .376 9.55 76 126 9.55 16.1 58,000
P.1950~-0.020
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
3つの先端角で構成され、切削抵抗を半径方向に分散させるため、CFRPの出入り口両面でのデラミネーションを抑え、高い穴品位が得られます。Three point angle spreads cutting resistance to radial direction which controls elimination at CFRP entrance and exit of the hole thus high hole quality.
N形シンニングN thinning
φDs
L
ℓ
φDc
120
2011年3月発売予定です。Available from Mar. 2011.

90
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
NF-GDN非鉄金属加工用超硬ミディアム形CARBIDE MEDIUM FOR NON-FERROUS METAL
自動車、航空機で多用されるアルミ鋳物、アルミダイキャスト、アルミ展伸材などの高速穴あけを、高いコストパフォーマンスで実現します。Will provides high cost performances on Aluminum Die-casting, Extruded Aluminum, Casted Aluminum which are commonly used for Automotive, Aerospace Industries.
φDs
φDc
130°
ℓ
L
S形シンニングS thinning
P.1960~-0.01
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8587300 3 25 59 3
D
2,3808587310 3.1
27
65 4
3,0508587320 3.2 3,0508587330 3.3 3,0508587340 3.4
30
3,0508587350 3.5 3,0508587360 3.6 3,5808587366 3.66 3,5808587368 3.68 3,5808587370 3.7 3,5808587380 3.8
33
3,5808587390 3.9 3,5808587400 4 3,5808587410 4.1
73 5
4,1708587420 4.2 4,1708587430 4.3
36
4,1708587440 4.4 4,1708587450 4.5 4,1708587460 4.6 4,4508587462 4.62 4,4508587464 4.64 4,4508587470 4.7 4,4508587480 4.8
39
4,4508587490 4.9 4,4508587500 5 4,2808587510 5.1
83 6
5,3408587520 5.2 5,3408587530 5.3 5,3408587540 5.4
43
5,3408587550 5.5 5,3408587552 5.52 6,2108587554 5.54 6,2108587560 5.6 6,2108587570 5.7 6,2108587580 5.8 6,2108587590 5.9 6,2108587600 6 5,1808587610 6.1
47
90 7
6,2108587620 6.2 6,2108587630 6.3 6,2108587640 6.4 6,2108587650 6.5 6,2108587660 6.6 6,8708587670 6.7 6,8708587680 6.8
52
6,8708587690 6.9 6,8708587700 7 6,8708587710 7.1
96 8
8,0808587720 7.2 8,0808587730 7.3 8,0808587736 7.36 8,0808587738 7.38 8,0808587740 7.4 8,0808587750 7.5 8,0808587752 7.52 56 8,910
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8587754 7.54
56
96 8
D
8,9108587760 7.6 8,9108587770 7.7 8,9108587780 7.8 8,9108587790 7.9 8,9108587800 8 8,0708587810 8.1
101 9
10,3008587820 8.2 10,3008587830 8.3 10,3008587840 8.4 10,3008587850 8.5 10,3008587860 8.6
61
11,1008587870 8.7 11,1008587880 8.8 11,1008587890 8.9 11,1008587900 9 11,1008587910 9.1
109 10
11,6008587920 9.2 11,6008587924 9.24 11,6008587926 9.26 11,6008587930 9.3 11,6008587936 9.36 11,6008587938 9.38 11,6008587940 9.4 11,6008587950 9.5 11,6008587952 9.52
65
12,0008587954 9.54 12,0008587960 9.6 12,0008587970 9.7 12,0008587980 9.8 12,0008587990 9.9 12,0008588000 10 12,0008588010 10.1
115 11
12,6008588020 10.2 12,6008588030 10.3 12,6008588040 10.4 12,6008588050 10.5 12,6008588060 10.6 13,2008588070 10.7
71
13,2008588080 10.8 13,2008588090 10.9 13,2008588100 11 13,2008588110 11.1
126 12
13,6008588120 11.2 13,6008588122 11.22 13,6008588124 11.24 13,6008588130 11.3 13,6008588136 11.36 13,6008588138 11.38 13,6008588140 11.4 13,6008588150 11.5 13,6008588160 11.6 14,1008588170 11.7 14,1008588180 11.8 14,1008588190 11.9 76 14,100
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
超硬ドリル CARBIDE DRILLS
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

91
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
NF-GDN非鉄金属加工用超硬ミディアム形
CARBIDE MEDIUM FOR NON-FERROUS METAL
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8588200 12
76
126
12 D
14,1008588210 12.1
128
17,4008588220 12.2 17,4008588230 12.3 17,4008588240 12.4 17,4008588250 12.5 17,400
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8588260 12.6
76 128 12 D
18,2008588270 12.7 18,2008588280 12.8 18,2008588290 12.9 18,2008588300 13 18,200
単位:mm Unit:mm
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

92
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
CAO-GDXL銅・アルミニウム用油穴付き超硬エキストラロングドリルCARBIDE EXTRA LONG DRILL FOR COPPER ALLOYS ALUMINUM ALLOYS WITH INTERNAL COOLANT SUPPLY
15D ~30Dの超深穴をノンステップで加工。ガンドリル、HSSドリルの数倍の加工能率、工具寿命を実現します。For non-step drilling deep holes from 15D ~30D. Greatly increases productivity and tool life compared to gun drills and HSS drills.
超硬ドリル CARBIDE DRILLS
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
○ ○ ◎
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
15D用 For 15D operation 単位 :mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567130 3 × 15D 55 105 3
C
28,1008567140 4 × 15D 75 125 4 28,4008567150 5 × 15D 90 140 5 32,6008567160 6 × 15D 110 160 6 35,0008567165 6.5 × 15D 120 175 7 37,500
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567170 7 × 15D 125 175 7
C
39,1008567180 8 × 15D 145 195 8 43,9008567190 9 × 15D 160 210 9 50,0008567200 10 × 15D 180 240 10 54,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567340 4 × 20D 90 140 4
C
31,6008567345 4.5 × 20D 110 165 5 34,2008567350 5 × 20D 115 35,9008567355 5.5 × 20D 140 190 6 36,9008567360 6 × 20D 38,800
20D用 For 20D operationツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567370 7 × 20D 160 210 7
C
43,1008567380 8 × 20D 180 230 8 48,4008567390 9 × 20D 210 260 9 56,7008567400 10 × 20D 230 290 10 59,600
単位 :mm Unit:mm
30D用 For 30D operationツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567450 5 × 30D 165 215 5C
48,4008567455 5.5 × 30D 200 250 6 49,5008567460 6 × 30D 51,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8567470 7 × 30D 230 280 7 C 58,0008567480 8 × 30D 265 315 8 64,700
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
単位 :mm Unit:mm
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.182
X形シンニングX thinning
φDc
130°
L
φDs
ℓ

93
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
一般用超硬付け刃形BRAZED CARBIDE EDGE FOR GENERAL APPLICATION一般鋼からステンレス鋼まで高速・長寿命加工が可能です。
Provide high speed operation and long tool life on general steels and even with the stainless steels. FB-GDS
CARBIDE DRILLS 超硬ドリル
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金マシナブルセラミック
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
MachinableCeramics
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
ツールNo. 外径 有効溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc Eℓ L Ds Stock (Yen)
8600140 14 54 116 16
C
25,9008600145 14.5 25,9008600150 15 63 128
20
26,5008600155 15.5 26,5008600160 16 67 133 26,5008600165 16.5 26,5008600170 17 71 138 26,5008600175 17.5 26,5008600180 18 75 143 27,3008600185 18.5 27,3008600190 19 80
16025
27,3008600195 19.5 27,3008600200 20 84 27,3008600205 20.5 27,3008600210 21 83 32,0008600215 21.5 32,0008600220 22 87 165 32,0008600225 22.5 32,000
ツールNo. 外径 有効溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc Eℓ L Ds Stock (Yen)
8600230 23 86 165 25
C
32,0008600235 23.5 32,0008600240 24 90
174
32
32,0008600245 24.5 32,0008600246 24.6
89
36,6008600247 24.7 36,6008600250 25 34,0008600255 25.5 34,0008600260 26 93 179 34,0008600265 26.5 94
180
34,0008600267 26.7
9340,400
8600270 27 37,7008600275 27.5 37,7008600280 28 97 185 37,7008600285 28.5 37,7008600290 29 101 190
37,7008600295 29.5 37,7008600300 30 100 37,700
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
R3
R1
hφDs
R2
シャンク径 DsShank dia.
(単位:mm)(Unit:mm)
16
R1
20
25
32
48
50
56
60
7
35
35
43
48
15
19
23.5
30
R2 R3 h
P.200
R形シンニングR thinning
Eℓ
L
φDc
φDs
150°
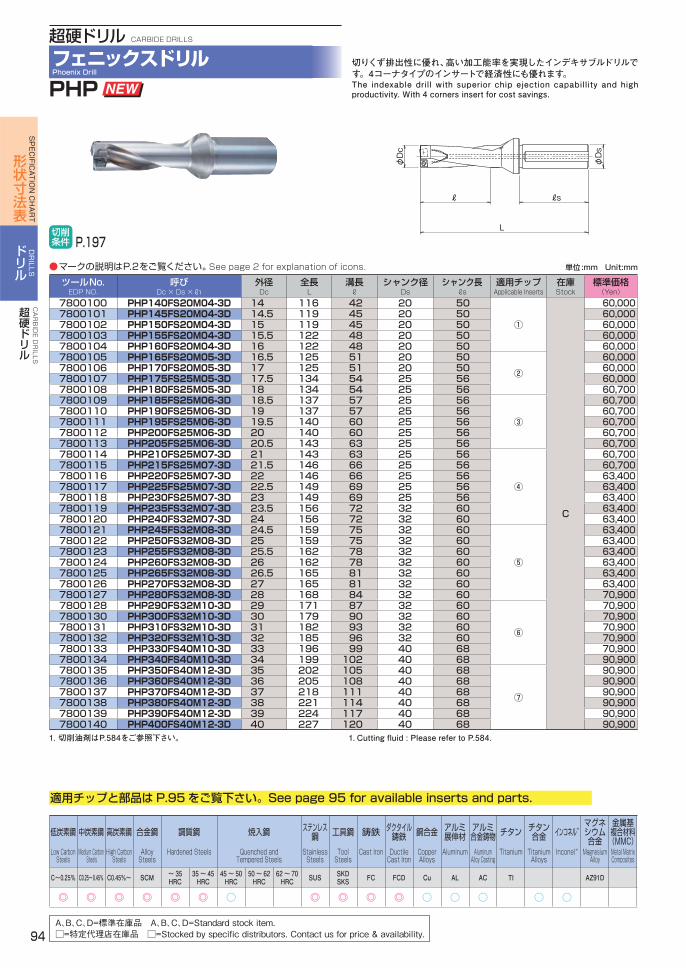
94
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
CARBIDE DRILLS
超硬ドリル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
PHPフェニックスドリルPhoenix Drill
切りくず排出性に優れ、高い加工能率を実現したインデキサブルドリルです。4コーナタイプのインサートで経済性にも優れます。The indexable drill with superior chip ejection capabillity and high productivity. With 4 corners insert for cost savings.
P.197
ツールNo. 呼び 外径 全長 溝長 シャンク径 シャンク長 適用チップ 在庫 標準価格EDP NO. Dc × Ds×ℓ1 Dc L ℓ Ds ℓs Applicable Inserts Stock (Yen)
7800100 PHP140FS20M04-3D 14 116 42 20 50
①
C
60,0007800101 PHP145FS20M04-3D 14.5 119 45 20 50 60,0007800102 PHP150FS20M04-3D 15 119 45 20 50 60,0007800103 PHP155FS20M04-3D 15.5 122 48 20 50 60,0007800104 PHP160FS20M04-3D 16 122 48 20 50 60,0007800105 PHP165FS20M05-3D 16.5 125 51 20 50
②
60,0007800106 PHP170FS20M05-3D 17 125 51 20 50 60,0007800107 PHP175FS25M05-3D 17.5 134 54 25 56 60,0007800108 PHP180FS25M05-3D 18 134 54 25 56 60,7007800109 PHP185FS25M06-3D 18.5 137 57 25 56
③
60,7007800110 PHP190FS25M06-3D 19 137 57 25 56 60,7007800111 PHP195FS25M06-3D 19.5 140 60 25 56 60,7007800112 PHP200FS25M06-3D 20 140 60 25 56 60,7007800113 PHP205FS25M06-3D 20.5 143 63 25 56 60,7007800114 PHP210FS25M07-3D 21 143 63 25 56
④
60,7007800115 PHP215FS25M07-3D 21.5 146 66 25 56 60,7007800116 PHP220FS25M07-3D 22 146 66 25 56 63,4007800117 PHP225FS25M07-3D 22.5 149 69 25 56 63,4007800118 PHP230FS25M07-3D 23 149 69 25 56 63,4007800119 PHP235FS32M07-3D 23.5 156 72 32 60 63,4007800120 PHP240FS32M07-3D 24 156 72 32 60 63,4007800121 PHP245FS32M08-3D 24.5 159 75 32 60
⑤
63,4007800122 PHP250FS32M08-3D 25 159 75 32 60 63,4007800123 PHP255FS32M08-3D 25.5 162 78 32 60 63,4007800124 PHP260FS32M08-3D 26 162 78 32 60 63,4007800125 PHP265FS32M08-3D 26.5 165 81 32 60 63,4007800126 PHP270FS32M08-3D 27 165 81 32 60 63,4007800127 PHP280FS32M08-3D 28 168 84 32 60 70,9007800128 PHP290FS32M10-3D 29 171 87 32 60
⑥
70,9007800130 PHP300FS32M10-3D 30 179 90 32 60 70,9007800131 PHP310FS32M10-3D 31 182 93 32 60 70,9007800132 PHP320FS32M10-3D 32 185 96 32 60 70,9007800133 PHP330FS40M10-3D 33 196 99 40 68 70,9007800134 PHP340FS40M10-3D 34 199 102 40 68 90,9007800135 PHP350FS40M12-3D 35 202 105 40 68
⑦
90,9007800136 PHP360FS40M12-3D 36 205 108 40 68 90,9007800137 PHP370FS40M12-3D 37 218 111 40 68 90,9007800138 PHP380FS40M12-3D 38 221 114 40 68 90,9007800139 PHP390FS40M12-3D 39 224 117 40 68 90,9007800140 PHP400FS40M12-3D 40 227 120 40 68 90,900
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
超硬ドリル CARBIDE DRILLS
適用チップと部品はP.95をご覧下さい。See page 95 for available inserts and parts.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○
L
ℓs
φDc
φDs
ℓ

95
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
■PHPチップ Available Inserts
呼 びDesignation
切れ刃数Number of Cutting Edge
適用ドリル径Applicable Drills
チップ寸法Insert Size
コーティング超硬Grade of Coated Materials
標準価格(Yen)
A×B 厚さT
逃げ角α R XP9040 XC9025
① SCMT042204-DM 4 14 ~16 4.8×4.8 2.2 7 0.4 7818001 7817001 1,240
② SCMT052404-DM 4 16.5 ~18 5.4×5.4 2.4 7 0.4 7818002 7817002 1,240
③ SCMT062806-DM 4 18.5 ~20.5 6.2×6.2 2.8 7 0.6 7818003 7817003 1,280
④ SCMT073206-DM 4 21~24 7.2×7.2 3.2 7 0.6 7818004 7817004 1,310
⑤ SCMT083608-DM 4 24.5 ~28 8.6×8.6 3.6 7 0.8 7818005 7817005 1,350
⑥ SCMT104208-DM 4 29 ~34 10×10 4.2 7 0.8 7818006 7817006 1,400
⑦ SCMT125008-DM 4 35 ~40 12.3×12.3 5 7 0.8 7818007 7817007 1,430
■部品 Parts
ツールNo.EDP No.
在 庫Stock
呼 びDesignation
適用チップRange
7808100 C FS18538(Torx 6) ① SCMT042204-DM ① ―7808102 C FS20540(Torx 6) ② SCMT052404-DM ② ―7808104 C FS22550(Torx 7) ③ SCMT062806-DM ③ ―7808108 C FS25560(Torx 8) ④ SCMT073206-DM ④ ―7808110 C FS30573(Torx 8) ⑤ SCMT083608-DM ⑤ ―7808111 C FS35572(Torx 15) ⑥ SCMT104208-DM ⑥ ―7808113 C FS45510(Torx 20) ⑦ SCMT125008-DM ⑦ ―7808203 C T6-D(Torx 6) ① SCMT042204-DM ② SCMT052404-DM7808204 C T7-D(Torx 7) ③ SCMT062806-DM ―7808205 C T8-D(Torx 8) ④ SCMT073206-DM ⑤ SCMT083608-DM7808208 C T15-D(Torx 15) ⑥ SCMT104208-DM ―7808209 C T20-D(Torx 20) ⑦ SCMT125008-DM ―
クランプねじClamping Screw
レンチ Wrench

96
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
B3020 スタードリルStar Drill
一般加工用スローアウェイ ストレートシャンクINDEXABLE TYPE DRILL FOR GENERAL APPLICATION
φDc
L
ℓ1
ℓ
φDs
剛性の高いボディとチップを持つスローアウェイドリル。4Dまでを高能率に加工できます。This indexable type drill has a highly rigid body and is capable of performing efficient drilling up to 4 times the drill diameter.
P.198~ 199
ツールNo. 呼び 全長 首下長 チップサイズ 在庫 標準価格EDP NO. Dc × Ds×ℓ1 L ℓ Insert Size Stock (Yen)
8006539 39 × SS40 × 78 190 120
5
C
70,0008006639 39 × SS40 × 163 270 200 80,8008006540 40 × SS40 × 80 195 125 70,0008006640 40 × SS40 × 167 275 205 80,8008006541 41 × SS40 × 82 195 125 74,1008006641 41 × SS40 × 171 280 210 85,1008006542 42 × SS40 × 84 195 125 74,1008006642 42 × SS40 × 175 285 215 85,1008006543 43 × SS40 × 86 205 135
6
74,1008006643 43 × SS40 × 179 290 220 85,1008006544 44 × SS40 × 88 205 135 74,1008006644 44 × SS40 × 183 295 225 85,1008006545 45 × SS40 × 90 205 135 74,1008006645 45 × SS40 × 187 300 230 85,1008006546 46 × SS40 × 92 215 145 74,1008006646 46 × SS40 × 191 305 235 98,0008006547 47 × SS40 × 94 215 145 74,1008006647 47 × SS40 × 195 310 240 98,0008006548 48 × SS40 × 96 215 145 84,8008006648 48 × SS40 × 199 310 240 98,0008006549 49 × SS40 × 98 215 145 84,8008006649 49 × SS40 × 203 315 245 98,0008006550 50 × SS40 × 100 220 150 84,8008006650 50 × SS40 × 207 320 250 98,0008006551 51 × SS40 × 102 235 165
7
84,8008006651 51 × SS40 × 211 335 265 98,0008006552 52 × SS40 × 104 235 165 84,8008006652 52 × SS40 × 215 340 270 98,0008006553 53 × SS40 × 106 235 165 89,8008006653 53 × SS40 × 219 345 275 104,0008006554 54 × SS40 × 108 235 165 89,8008006654 54 × SS40 × 223 345 275 104,0008006555 55 × SS40 × 110 240 170 89,8008006655 55 × SS40 × 227 350 280 104,0008006556 56 × SS40 × 112 240 170 89,8008006656 56 × SS40 × 231 355 285 104,0008006557 57 × SS40 × 114 245 175 89,8008006657 57 × SS40 × 235 360 290 104,0008006558 58 × SS40 × 116 245 175 89,8008006658 58 × SS40 × 239 365 295 104,000
ツールNo. 呼び 全長 首下長 チップサイズ 在庫 標準価格EDP NO. Dc × Ds×ℓ1 L ℓ Insert Size Stock (Yen)
8006510 16 × SS25 × 40126 70
1
C
55,2008006512 17 × SS25 × 43 55,2008006514 17.5 × SS25 × 44 55,2008006516 18 × SS25 × 45 131 75 55,2008006518 19 × SS25 × 48 56,8008006520 20 × SS25 × 50 136 80 56,8008006521 21 × SS25 × 53 141 85
2
56,8008006522 22 × SS25 × 55 56,8008006523 23 × SS25 × 46 131 75 56,8008006623 23 × SS25 × 92 171 115 65,2008006524 24 × SS25 × 48 131 75 56,8008006624 24 × SS25 × 96 176 120 65,2008006525 25 × SS25 × 50 136 80 56,8008006625 25 × SS25 × 100 176 120 65,2008006526 26 × SS32 × 52 150 90
3
63,2008006626 26 × SS32 × 104 195 135 73,0008006527 27 × SS32 × 54 150 90 63,2008006627 27 × SS32 × 108 200 140 73,0008006528 28 × SS32 × 56 155 95 63,2008006628 28 × SS32 × 112 205 150 73,0008006529 29 × SS32 × 58 155 95 63,2008006629 29 × SS32 × 116 210 150 73,0008006530 30 × SS32 × 60 155 95 63,2008006630 30 × SS32 × 120 215 155 73,0008006531 31 × SS32 × 62 160 100
4
65,9008006631 31 × SS32 × 124 220 160 76,0008006532 32 × SS32 × 64 160 100 65,9008006632 32 × SS32 × 128 220 160 76,0008006533 33 × SS32 × 66 165 105 65,9008006633 33 × SS32 × 132 225 165 76,0008006534 34 × SS32 × 68 165 105 65,9008006634 34 × SS32 × 136 230 170 76,0008006535 35 × SS32 × 70 170 110 65,9008006635 35 × SS32 × 147 240 180 76,0008006536 36 × SS32 × 72 170 110 70,0008006636 36 × SS32 × 151 245 185 80,8008006537 37 × SS40 × 74 190 120
5
70,0008006637 37 × SS40 × 155 260 190 80,8008006538 38 × SS40 × 76 190 120 70,0008006638 38 × SS40 × 159 265 195 80,800
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
超硬ドリル CARBIDE DRILLS
適用チップと部品はP.97をご覧下さい。See page 97 for available inserts and parts.
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ○ ○ ○ ◎ ○ ◎
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

97
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
■適用チップ Available Inserts
形 状Type
呼 びDesignation
仕 様Specification
サ イ ズSize
切れ刃数Number of Cutting Edge
コーティング材種Coating Type
WTL14 WTP35
P 28467
精密級平行ブレーカコーナカットPerimeter Precision Ground ChipBreaker
1 4 8045851 80548512 4 80548523 4 80548534 4 80548545 4 80548556 4 80548567 4 8045857 8054857
P 28469
精密級波形ブレーカコーナカットPerimeter Precision Ground Chip Groove from size 3 with Recessed Profi le
1 4 80548612 4 80548623 4 80548634 4 80548645 4 80548656 4 80548667 4 8054867
P 28475
並級二段ブレーカコーナカットPerimeter Precision Sintered ChipGroove
1 4 8045871 80548712 4 8045872 80548723 4 8045873 80548734 4 8045874 80548745 4 8045875 80548756 4 8045876 80548767 4 8045877 8054877
■部品 Parts
ツールNo.EDP No.
呼 びDesignation
適 用Range
ツールNo.EDP No.
呼 びDesignation
適 用Range
8008622 FS322 D=16~ 20 8008430 FS230(Torx8) D=21~ 258008558 FS258(Torx8) D=21~ 25 8008429 FS229(Torx15) D=26~ 368008621 FS321(Torx15) D=26~ 30 8008428 FS228(Torx20) D=37~ 588008619 FS319(Torx15) D=31~ 36
78075 FLR15S D=16~ 208008560 FS260(Torx20) D=37~ 428008543 FS243(Torx20) D=43~ 58
クランプねじClamping Screw
ドライバScrew Driver
レンチ Wrench

98
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
NEXUS DRILLS
ネクサスドリル
NEXUS-GDSネクサスドリル スタブ形NEXUS DRILL STUB
WDⅠコーティングにより、外周マージン摩耗を抑制し、高速領域での長寿命を実現した、ステンレス鋼、軟鋼、アルミニウム合金、銅合金などに最適なドリルです。The WDⅠ Coating inhibits wear on the margin to achieve long tool life in high-speed machining. Providing outstanding peifnmanie in stainless steels,aluminum alloys and copper alloys.
ネクサスドリル NEXUS DRILLS
ℓ
L
φDcα
φDs
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
8650100 1 6 38
3
140
A
8088650110 1.1 7 39 9448650120 1.2 8 40 9448650130 1.3 9448650140 1.4 9 41 9448650150 1.5 8008650160 1.6 10 42 8668650170 1.7 9448650180 1.8
11 43
9448650181 1.81 1,1008650183 1.83 1,1008650190 1.9 9448650200 2
12 44
130
7928650210 2.1 9208650211 2.11 1,1008650213 2.13
13 45
1,1008650220 2.2 9208650228 2.28 1,1008650230 2.3 9208650238 2.38
14 46
1,1008650240 2.4 9208650250 2.5 7928650260 2.6 8828650270 2.7
16 48
8828650276 2.76 1,0608650278 2.78 1,0608650280 2.8 8828650290 2.9 8828650300 3 7368650310 3.1
18 50
4
9208650320 3.2 9208650325 3.25 9668650330 3.3 9208650340 3.4
20 52
9208650350 3.5 9208650360 3.6 1,1108650365 3.65 1,1708650367 3.67 1,2808650370 3.7 1,1108650380 3.8
2254
9958650390 3.9 1,1108650400 4 9958650410 4.1 66
6 120
1,3208650420 4.2 1,2008650430 4.3
24 68
1,3208650440 4.4 1,3208650450 4.5 1,2008650459 4.59 1,7808650460 4.6 1,5608650463 4.63 1,7808650470 4.7 1,5608650480 4.8 26 70 1,5608650490 4.9 1,560
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
8650500 5
26 70
6
120 A
1,4008650510 5.1 1,4008650520 5.2 1,6208650530 5.3 1,7908650540 5.4
28 72
1,7908650548 5.48 2,0808650550 5.5 1,6208650560 5.6 2,0808650570 5.7 2,0808650580 5.8 2,0808650590 5.9 2,0808650600 6 1,8508650610 6.1
31 75
8
2,3508650620 6.2 2,3508650630 6.3 2,3508650640 6.4 2,3508650650 6.5 2,1108650660 6.6 2,1108650680 6.8
34 78
2,3808650690 6.9 2,3808650700 7 2,2408650734 7.34 2,8308650738 7.38 2,8308650740 7.4 2,4608650750 7.5 2,4608650780 7.8
37
812,720
8650790 7.9 2,7208650800 8 2,5608650810 8.1
87
10
3,0008650820 8.2 3,0008650830 8.3 3,0008650840 8.4 3,0008650850 8.5 2,7208650860 8.6
40 90
2,7208650870 8.7 3,3608650880 8.8 3,3608650900 9 2,8308650918 9.18 4,3308650920 9.2 3,7508650924 9.24 4,3308650934 9.34 4,3308650936 9.36 4,3308650950 9.5 3,4508650980 9.8
43
93 4,2208651000 10 3,5808651020 10.2
100
12
4,7308651030 10.3 4,7308651040 10.4 4,7308651050 10.5 4,3408651100 11
47 1044,490
8651120 11.2 5,7808651150 11.5 5,3008651200 12 51 108 5,380
フォーファセットポイントFour Face point
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.205
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

99
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
NEXUS DRILLS
ネクサスドリル
ネクサスドリル レギュラ形NEXUS DRILL REGULAR
WDⅠコーティングにより、外周マージン摩耗を抑制し、高速領域での長寿命を実現した、ステンレス鋼、軟鋼、アルミニウム合金、銅合金などに最適なドリルです。The WDⅠ Coating inhibits wear on the margin to achieve long tool life in high-speed machining. Providing outstanding peifnmanie in stainless steels,aluminum alloys and copper alloys.
NEXUS-GDR
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
NEXUS DRILLS ネクサスドリル
S形シンニングS thinning
ℓ
L
φDc
α φDs
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
8655200 2 24 56
3
130
A
910 8655230 2.3 27 59 1,060 8655250 2.5 30 62 910 8655260 2.6 1,020 8655280 2.8 33 65 1,020 8655300 3 846 8655330 3.3 36 68
4
1,060 8655340 3.4 39 71 1,060 8655350 3.5 1,060 8655400 4 43 75 1,150 8655420 4.2 87
6 120
1,390 8655430 4.3 47 91 1,510 8655450 4.5 1,390 8655500 5
52 961,610
8655510 5.1 1,610 8655520 5.2 1,870
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α° Stock (Yen)
8655550 5.5 57 101 6
120 A
1,870 8655600 6 2,130 8655680 6.8
69 113 8
2,720 8655690 6.9 2,720 8655700 7 2,560 8655800 8 75 119 2,950 8655850 8.5 125
10
3,130 8655860 8.6
81 1313,130
8655880 8.8 3,880 8655900 9 3,240 8656000 10
87
137 4,110 8656030 10.3
14412
5,410 8656040 10.4 5,410 8656050 10.5 4,980 8656100 11 94 151 5,160 8656200 12 101 158 6,200
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
P.206
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 55HRC
55 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
NEXUS-GDS
◎ ○ ◎ ◎ ◎ ◎ ◎ ○ NEXUS-GDR
◎ ○ ◎ ◎ ◎ ◎ ◎ ○

100
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-GDR
VP-ゴールドドリル VP-GOLD DRILLS スーパープレミアムハイス レギュラ形SUPER PREMIUM HSS REGULAR
スーパープレミアムハイス+Vコーティングで超硬ドリルに迫る高速加工が可能です。The super premium HSS regular and V coating allows for higher speed processing (Closed to carbide drills).
ℓL
φDc
120°
φDs
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
P.208
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593018 1.8 22 54
3
B 1,3108616182 1.82 D 1,5508593020 2 24 56
B
1,3108593021 2.1 1,5608593022 2.2 27 59 1,5608593023 2.3 1,5608593024 2.4
30 621,560
8593025 2.5 1,5608593026 2.6 1,5608593027 2.7
33 65
1,5608616276 2.76 D 1,8108616278 2.78 1,8108593028 2.8
B
1,5608593029 2.9 1,5608593030 3 1,5608593031 3.1
36 68
4
1,8708593032 3.2 1,8708593033 3.3 1,8708593034 3.4
39 71
1,8708593035 3.5 1,8708593036 3.6 2,0308616366 3.66 D 2,3808616368 3.68 2,3808593037 3.7
B
2,0308593038 3.8
4375
2,0308593039 3.9 2,0308593040 4 2,0308593041 4.1 87
6
2,2908593042 4.2 2,2908593043 4.3
47 91
2,2908593044 4.4 2,2908593045 4.5 2,2908593046 4.6 2,5708616462 4.62 D 3,0408593047 4.7
B
2,5708593048 4.8
52 96
2,5708593049 4.9 2,5708593050 5 3,0808593051 5.1 3,080
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593052 5.2 52 96
6
B
3,0808593053 5.3 3,0808593054 5.4
57 101
3,0808593055 5.5 3,0808616552 5.52 D 3,8808616554 5.54 3,8808593056 5.6
B
3,3208593057 5.7 3,3208593058 5.8 3,3208593059 5.9 3,3208593060 6 3,3208593061 6.1
63 107
8
3,6608593062 6.2 3,6608593063 6.3 3,6608593064 6.4 3,6608593065 6.5 3,6608593066 6.6 3,8508593067 6.7 3,8508593068 6.8
69 113
3,8508593069 6.9 3,8508593070 7 3,8508593071 7.1 4,0608593072 7.2 4,0608593073 7.3 4,0608616736 7.36 D 4,6508616738 7.38 4,6508593074 7.4 B 4,0608593075 7.5 4,0608616752 7.52
75
119
D 4,8408616754 7.54 4,8408593076 7.6
B
4,2008593077 7.7 4,2008593078 7.8 4,2008593079 7.9 4,2008593080 8 4,2008593081 8.1
125 10
4,6308593082 8.2 4,6308593083 8.3 4,6308593084 8.4 4,630
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

101
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-GDR
※穴深さ:>5D Drilling depth:>5D
※
スーパープレミアムハイス レギュラ形SUPER PREMIUM HSS REGULAR
VP-GOLD DRILLS VP-ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593085 8.5 75 125
10
B
4,6308593086 8.6
81 131
4,9208593087 8.7 4,9208593088 8.8 4,9208593089 8.9 4,9208593090 9 4,9208593091 9.1 5,2408593092 9.2 5,2408616924 9.24 D 6,0208616926 9.26 6,0208593093 9.3 B 5,2408616936 9.36 D 6,0208616938 9.38 6,0208593094 9.4 B 5,2408593095 9.5 5,2408616952 9.52
87
137
D 6,5908616954 9.54 6,5908593096 9.6
B
5,7508593097 9.7 5,7508593098 9.8 5,7508593099 9.9 5,7508593100 10 5,7508593101 10.1
144
12
6,2308593102 10.2 6,2308593103 10.3 6,2308593104 10.4 6,2308593105 10.5 6,2308593106 10.6 87 144
B
6,8508593107 10.7
94 151
6,8508593108 10.8 6,8508593109 10.9 6,8508593110 11 6,8508593111 11.1 7,7308593112 11.2 7,7308617122 11.22 D 8,8908617124 11.24 8,8908593113 11.3 B 7,7308617136 11.36 D 8,8908617138 11.38 8,890
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593114 11.4
94 151
12 B
7,7308593115 11.5 7,7308593116 11.6 8,3708593117 11.7 8,3708593118 11.8 8,3708593119 11.9
101 158
8,3708593120 12 8,3708593121 12.1 9,3408593122 12.2 9,3408593123 12.3 9,3408593124 12.4 9,3408593125 12.5 9,3408593126 12.6 9,8408593127 12.7 9,8408593128 12.8 9,8408593129 12.9 9,8408593130 13 9,8408593135 13.5 106 166
16
C
15,1008593140 14 15,1008593145 14.5 109 169 16,7008593150 15 17,5008593155 15.5 112 172 18,8008593160 16 18,8008593165 16.5 115 181
20
19,5008593170 17 19,5008593175 17.5 118 184 21,4008593180 18 21,4008593185 18.5 122 188 23,6008593190 19 24,6008593195 19.5 125 191 25,2008593200 20 25,2008593205 20.5 128 204
25
27,3008593210 21 27,3008593215 21.5 132 208 29,4008593220 22 29,4008593225 22.5 136 212 33,4008593230 23 33,4008593235 23.5 136 212 35,9008593240 24 140 216 35,900
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

102
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-GDR
VP-ゴールドドリル VP-GOLD DRILLS スーパープレミアムハイス レギュラ形SUPER PREMIUM HSS REGULAR
スーパープレミアムハイス+Vコーティングで超硬ドリルに迫る高速加工が可能です。The super premium HSS regular and V coating allows for higher speed processing (Closed to carbide drills).
ℓL
φDc
120°
φDs
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
P.208
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593245 24.5 140 216 25
C
35,9008593250 25 35,9008593255 25.5
145 225 32
37,2008593260 26 37,2008593265 26.5 41,1008593270 27 150 230 41,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593280 28 150 230
32 C
41,1008593290 29 155 235 43,9008593300 30 43,9008593310 31 160 240 50,6008593320 32 165 245 50,600
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
※穴深さ:>5D Drilling depth:>5D
※
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

103
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-GDXL粉末ハイス ロング形
POWDER METALLURGY LONG
VP-GOLD DRILLS VP-ゴールドドリル高剛性パラボリック溝と高級粉末ハイス+Vコーティングにより、直径の7~10倍までの深穴加工の長寿命化を実現します。Rigid parabolic flutes, the powdered metallurgy HSS and V coating can increase hole-processing depth to 7-10 times the hole diameter.
L
ℓ
φDc
120°
φDs
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
P.209
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8621030 355 100
3
D
3,1308621033 3.3 3.3 3,3608621035 3.5 3.5 3,3608621040 4 60 4 3,7508621540 4 80 150 4,6108621042 4.2 60 100 4.2 4,2008621542 4.2 80 150 5,1608621045 4.5 60 100 4.5 4,1808621545 4.5 80 150 5,1608621550 5 85 5 5,5608622050 5 105 200 6,4708621551 5.1 85 150 5.1 5,9608621552 5.2 5.2 5,9608622052 5.2 105 200 7,2308621555 5.5 85 150 5.5 5,9608622055 5.5 105 200 7,230
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8621560 6 90 150 6
D
6,3608622060 6 110 200 7,9208621565 6.5 90 150 6.5 7,0608622065 6.5 110 200 8,6908621568 6.8 90 150 6.8 8,0208622068 6.8 110 200 9,7108621569 6.9 90 150 6.9 8,0208621570 7 7 8,0208622070 7 110 200 9,7108621575 7.5 90 150 7.5 8,9108622075 7.5 110
200
10,7008622080 8
115
8 11,7008622085 8.5 8.5 13,1008622090 9 9 14,2008622095 9.5 9.5 15,5008622100 10 120 10 16,400
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

104
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS調質鋼用粉末ハイス スタブ形POWDER HSS STUB FOR HARDENED STEEL
VP-ゴールドドリル VP-GOLD DRILLS
40 ~50HRCの調質鋼加工に高いコストパフォーマンスを発揮します。Effective for high hardened steels (40-50 HRC).
ℓ
L
φDc
α φDs
フォーファセットポイントFour Facet point(Dc≦1.5)
X形シンニングX thinning (1.5<Dc<4)
R形シンニングR thinning (Dc≧4)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Dc≦13:α=130°Dc>13:α=120°
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599005 0.5
3
38 3 D
2,0808608051 0.51 2,1408608052 0.52 2,1408608053 0.53 2,1408608054 0.54
3.5
2,1408608055 0.55 1,8808608056 0.56 2,1408608057 0.57 2,1408608058 0.58 2,1408608059 0.59 2,1408599006 0.6 1,8808608061 0.61
4
1,9708608062 0.62 1,9708608063 0.63 1,9708608064 0.64 1,9708608065 0.65 1,7308608066 0.66 1,9708608067 0.67 1,9708608068 0.68
4.5
1,9708608069 0.69 1,9708599007 0.7 1,7308608071 0.71 1,9008608072 0.72 1,9008608073 0.73 1,9008608074 0.74 1,9008608075 0.75 1,6508608076 0.76
5
1,9008608077 0.77 1,9008608078 0.78 1,9008608079 0.79 1,9008599008 0.8 1,6508608081 0.81 1,8108608082 0.82 1,8108608083 0.83 1,8108608084 0.84 1,8108608085 0.85 1,5708608086 0.86
5.5
1,8108608087 0.87 1,8108608088 0.88 1,8108608089 0.89 1,8108599009 0.9 1,5708608091 0.91 1,6708608092 0.92 1,6708608093 0.93 1,6708608094 0.94 1,6708608095 0.95 1,4608608096 0.96 6 1,6708608097 0.97 1,670
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608098 0.98
6 38
3 D
1,6708608099 0.99 1,6708599010 1 1,4608608101 1.01 1,5608608102 1.02 1,5608608103 1.03 1,5608608104 1.04 1,5608608105 1.05 1,3508608106 1.06 1,5608608107 1.07
7 39
1,5608608108 1.08 1,5608608109 1.09 1,5608599011 1.1 1,3508608111 1.11 1,5608608112 1.12 1,5608608113 1.13 1,5608608114 1.14 1,5608608115 1.15 1,3508608116 1.16 1,5608608117 1.17 1,5608608118 1.18 1,5608608119 1.19
8 40
1,5608599012 1.2 1,3508608121 1.21 1,5608608122 1.22 1,5608608123 1.23 1,5608608124 1.24 1,5608608125 1.25 1,3508608126 1.26 1,5608608127 1.27 1,5608608128 1.28 1,5608608129 1.29 1,5608599013 1.3 1,3508608131 1.31 1,5608608132 1.32 1,5608608133 1.33
9 41
1,5608608134 1.34 1,5608608135 1.35 1,3508608136 1.36 1,5608608137 1.37 1,5608608138 1.38 1,5608608139 1.39 1,5608599014 1.4 1,3508608141 1.41 1,5608608142 1.42 1,5608608143 1.43 1,5608608144 1.44 1,5608608145 1.45 1,350
単位:mm Unit:mm
次ページへ
P.207注1)
or
注1) 2008年10月生産分よりWDⅠコーティングに順次切替え生産となります。 Start manufacturing with WDⅠ Coating from october 2008.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

105
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS調質鋼用粉末ハイス スタブ形
POWDER HSS STUB FOR HARDENED STEEL
VP-GOLD DRILLS VP-ゴールドドリル
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608146 1.46
9 41
3 D
1,5608608147 1.47 1,5608608148 1.48 1,5608608149 1.49 1,5608599015 1.5 1,3508608151 1.51
10 42
1,4008608152 1.52 1,4008608153 1.53 1,4008608154 1.54 1,4008608155 1.55 1,2108608156 1.56 1,4008608157 1.57 1,4008608158 1.58 1,4008608159 1.59 1,4008599016 1.6 1,2108608161 1.61 1,4008608162 1.62 1,4008608163 1.63 1,4008608164 1.64 1,4008608165 1.65 1,2108608166 1.66 1,4008608167 1.67 1,4008608168 1.68 1,4008608169 1.69 1,4008599017 1.7 1,2108608171 1.71
11 43
1,4008608172 1.72 1,4008608173 1.73 1,4008608174 1.74 1,4008608175 1.75 1,2108608176 1.76 1,4008608177 1.77 1,4008608178 1.78 1,4008608179 1.79 1,4008599018 1.8 1,2108608181 1.81 1,4008608182 1.82 1,4008608183 1.83 1,4008608184 1.84 1,4008608185 1.85 1,2108608186 1.86 1,4008608187 1.87 1,4008608188 1.88 1,4008608189 1.89 1,4008599019 1.9 1,2108608191 1.91
12 441,400
8608192 1.92 1,4008608193 1.93 1,400
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608194 1.94
12 44
3
D
1,4008608195 1.95 1,2108608196 1.96 1,4008608197 1.97 1,4008608198 1.98 1,4008608199 1.99 1,4008599020 2 C 1,2108608201 2.01
D
1,6408608202 2.02 1,6408608203 2.03 1,6408608204 2.04 1,6408608205 2.05 1,4308608206 2.06 1,6408608207 2.07 1,6408608208 2.08 1,6408608209 2.09 1,6408599021 2.1 C 1,4308608211 2.11
D
1,6408608212 2.12 1,6408608213 2.13
13 45
1,6408608214 2.14 1,6408608215 2.15 1,4308608216 2.16 1,6408608217 2.17 1,6408608218 2.18 1,6408608219 2.19 1,6408599022 2.2 C 1,4308608221 2.21
D
1,6408608222 2.22 1,6408608223 2.23 1,6408608224 2.24 1,6408608225 2.25 1,4308608226 2.26 1,6408608227 2.27 1,6408608228 2.28 1,6408608229 2.29 1,6408599023 2.3 C 1,4308608231 2.31
D
1,6408608232 2.32 1,6408608233 2.33 1,6408608234 2.34 1,6408608235 2.35 1,4308608236 2.36 1,6408608237 2.37
14 46
1,6408608238 2.38 1,6408608239 2.39 1,6408599024 2.4 C 1,4308608241 2.41 D 1,640
※穴深さ:3D ~4D Drilling depth:3D ~4D
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ○ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ○ ○ ○ ◎ ○ ○ ◎ ◎ ◎ ◎ ○
前ページより
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

106
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS調質鋼用粉末ハイス スタブ形POWDER HSS STUB FOR HARDENED STEEL
VP-ゴールドドリル VP-GOLD DRILLS
40 ~50HRCの調質鋼加工に高いコストパフォーマンスを発揮します。Effective for high hardened steels (40-50 HRC).
ℓ
L
φDc
α φDs
フォーファセットポイントFour Facet point(Dc≦1.5)
X形シンニングX thinning (1.5<Dc<4)
R形シンニングR thinning (Dc≧4)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Dc≦13:α=130°Dc>13:α=120°
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608242 2.42
14 46
3
D
1,6408608243 2.43 1,6408608244 2.44 1,6408608245 2.45 1,4308608246 2.46 1,6408608247 2.47 1,6408608248 2.48 1,6408608249 2.49 1,6408599025 2.5 C 1,4308608251 2.51
D
1,6408608252 2.52 1,6408608253 2.53 1,6408608254 2.54 1,6408608255 2.55 1,4308608256 2.56 1,6408608257 2.57 1,6408608258 2.58 1,6408608259 2.59 1,6408599026 2.6 C 1,4308608261 2.61
D
1,6408608262 2.62 1,6408608263 2.63 1,6408608264 2.64 1,6408608265 2.65 1,4308608266 2.66
16 48
1,6408608267 2.67 1,6408608268 2.68 1,6408608269 2.69 1,6408599027 2.7 C 1,4308608271 2.71
D
1,6408608272 2.72 1,6408608273 2.73 1,6408608274 2.74 1,6408608275 2.75 1,4308608276 2.76 1,6408608277 2.77 1,6408608278 2.78 1,6408608279 2.79 1,6408599028 2.8 C 1,4308608281 2.81
D
1,6408608282 2.82 1,6408608283 2.83 1,6408608284 2.84 1,6408608285 2.85 1,4308608286 2.86 1,6408608287 2.87 1,6408608288 2.88 1,6408608289 2.89 1,640
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599029 2.9
16 48 3
C 1,4308608291 2.91
D
1,6408608292 2.92 1,6408608293 2.93 1,6408608294 2.94 1,6408608295 2.95 1,4308608296 2.96 1,6408608297 2.97 1,6408608298 2.98 1,6408608299 2.99 1,6408599030 3 C 1,4308608301 3.01
18 504
D
1,9708608302 3.02 1,9708608303 3.03 1,9708608304 3.04 1,9708608305 3.05 1,7208608306 3.06 1,9708608307 3.07 1,9708608308 3.08 1,9708608309 3.09 1,9708599031 3.1 C 1,7208608311 3.11
D
1,9708608312 3.12 1,9708608313 3.13 1,9708608314 3.14 1,9708608315 3.15 1,7208608316 3.16 1,9708608317 3.17 1,9708608318 3.18 1,9708608319 3.19 1,9708599032 3.2 C 1,7208608321 3.21
D
1,9708608322 3.22 1,9708608323 3.23 1,9708608324 3.24 1,9708608325 3.25 1,7208608326 3.26 1,9708608327 3.27 1,9708608328 3.28 1,9708608329 3.29 1,9708599033 3.3 C 1,7208608331 3.31
D
1,9708608332 3.32 1,9708608333 3.33 1,9708608334 3.34 1,9708608335 3.35 1,7208608336 3.36 20 52 1,9708608337 3.37 1,970
次ページへ
前ページより 注1) 2008年10月生産分よりWDⅠコーティングに順次切替え生産となります。 Start manufacturing with WDⅠ Coating from october 2008.P.207
注1)or
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
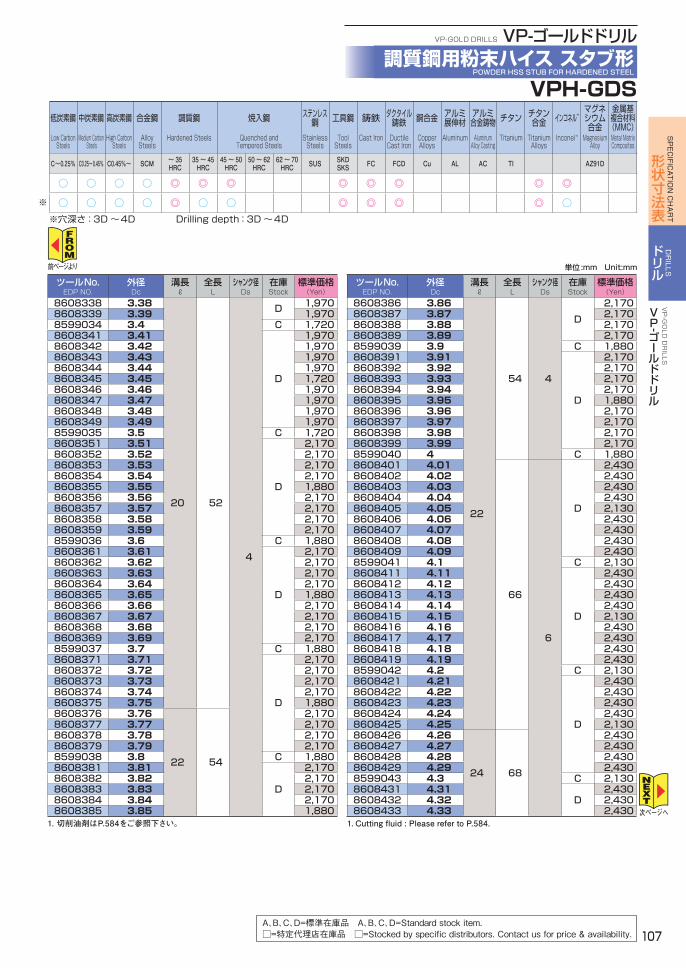
107
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS調質鋼用粉末ハイス スタブ形
POWDER HSS STUB FOR HARDENED STEEL
VP-GOLD DRILLS VP-ゴールドドリル
※
※穴深さ:3D ~4D Drilling depth:3D ~4D
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608338 3.38
20 52
4
D 1,9708608339 3.39 1,9708599034 3.4 C 1,7208608341 3.41
D
1,9708608342 3.42 1,9708608343 3.43 1,9708608344 3.44 1,9708608345 3.45 1,7208608346 3.46 1,9708608347 3.47 1,9708608348 3.48 1,9708608349 3.49 1,9708599035 3.5 C 1,7208608351 3.51
D
2,1708608352 3.52 2,1708608353 3.53 2,1708608354 3.54 2,1708608355 3.55 1,8808608356 3.56 2,1708608357 3.57 2,1708608358 3.58 2,1708608359 3.59 2,1708599036 3.6 C 1,8808608361 3.61
D
2,1708608362 3.62 2,1708608363 3.63 2,1708608364 3.64 2,1708608365 3.65 1,8808608366 3.66 2,1708608367 3.67 2,1708608368 3.68 2,1708608369 3.69 2,1708599037 3.7 C 1,8808608371 3.71
D
2,1708608372 3.72 2,1708608373 3.73 2,1708608374 3.74 2,1708608375 3.75 1,8808608376 3.76
22 54
2,1708608377 3.77 2,1708608378 3.78 2,1708608379 3.79 2,1708599038 3.8 C 1,8808608381 3.81
D
2,1708608382 3.82 2,1708608383 3.83 2,1708608384 3.84 2,1708608385 3.85 1,880
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608386 3.86
22
54 4
D
2,1708608387 3.87 2,1708608388 3.88 2,1708608389 3.89 2,1708599039 3.9 C 1,8808608391 3.91
D
2,1708608392 3.92 2,1708608393 3.93 2,1708608394 3.94 2,1708608395 3.95 1,8808608396 3.96 2,1708608397 3.97 2,1708608398 3.98 2,1708608399 3.99 2,1708599040 4 C 1,8808608401 4.01
66
6
D
2,4308608402 4.02 2,4308608403 4.03 2,4308608404 4.04 2,4308608405 4.05 2,1308608406 4.06 2,4308608407 4.07 2,4308608408 4.08 2,4308608409 4.09 2,4308599041 4.1 C 2,1308608411 4.11
D
2,4308608412 4.12 2,4308608413 4.13 2,4308608414 4.14 2,4308608415 4.15 2,1308608416 4.16 2,4308608417 4.17 2,4308608418 4.18 2,4308608419 4.19 2,4308599042 4.2 C 2,1308608421 4.21
D
2,4308608422 4.22 2,4308608423 4.23 2,4308608424 4.24 2,4308608425 4.25 2,1308608426 4.26
24 68
2,4308608427 4.27 2,4308608428 4.28 2,4308608429 4.29 2,4308599043 4.3 C 2,1308608431 4.31
D2,430
8608432 4.32 2,4308608433 4.33 2,430
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ○ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ○ ○ ○ ◎ ○ ○ ◎ ◎ ◎ ◎ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

108
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS調質鋼用粉末ハイス スタブ形POWDER HSS STUB FOR HARDENED STEEL
VP-ゴールドドリル VP-GOLD DRILLS
40 ~50HRCの調質鋼加工に高いコストパフォーマンスを発揮します。Effective for high hardened steels (40-50 HRC).
ℓ
L
φDc
α φDs
フォーファセットポイントFour Facet point(Dc≦1.5)
X形シンニングX thinning (1.5<Dc<4)
R形シンニングR thinning (Dc≧4)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Dc≦13:α=130°Dc>13:α=120°
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608434 4.34
24 68
6
D
2,4308608435 4.35 2,1308608436 4.36 2,4308608437 4.37 2,4308608438 4.38 2,4308608439 4.39 2,4308599044 4.4 C 2,1308608441 4.41
D
2,4308608442 4.42 2,4308608443 4.43 2,4308608444 4.44 2,4308608445 4.45 2,1308608446 4.46 2,4308608447 4.47 2,4308608448 4.48 2,4308608449 4.49 2,4308599045 4.5 C 2,1308608451 4.51
D
2,7508608452 4.52 2,7508608453 4.53 2,7508608454 4.54 2,7508608455 4.55 2,3808608456 4.56 2,7508608457 4.57 2,7508608458 4.58 2,7508608459 4.59 2,7508599046 4.6 C 2,3808608461 4.61
D
2,7508608462 4.62 2,7508608463 4.63 2,7508608464 4.64 2,7508608465 4.65 2,3808608466 4.66 2,7508608467 4.67 2,7508608468 4.68 2,7508608469 4.69 2,7508599047 4.7 C 2,3808608471 4.71
D
2,7508608472 4.72 2,7508608473 4.73 2,7508608474 4.74 2,7508608475 4.75 2,3808608476 4.76
26 70
2,7508608477 4.77 2,7508608478 4.78 2,7508608479 4.79 2,7508599048 4.8 C 2,3808608481 4.81 D 2,750
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608482 4.82
26 70 6
D
2,7508608483 4.83 2,7508608484 4.84 2,7508608485 4.85 2,3808608486 4.86 2,7508608487 4.87 2,7508608488 4.88 2,7508608489 4.89 2,7508599049 4.9 C 2,3808608491 4.91
D
3,2408608492 4.92 3,2408608493 4.93 3,2408608494 4.94 3,2408608495 4.95 2,8408608496 4.96 3,2408608497 4.97 3,2408608498 4.98 3,2408608499 4.99 3,2408599050 5 C 2,8408608501 5.01
D
3,2408608502 5.02 3,2408608503 5.03 3,2408608504 5.04 3,2408608505 5.05 2,8408608506 5.06 3,2408608507 5.07 3,2408608508 5.08 3,2408608509 5.09 3,2408599051 5.1 C 2,8408608511 5.11
D
3,2408608512 5.12 3,2408608513 5.13 3,2408608514 5.14 3,2408608515 5.15 2,8408608516 5.16 3,2408608517 5.17 3,2408608518 5.18 3,2408608519 5.19 3,2408599052 5.2 C 2,8408608521 5.21
D
3,2408608522 5.22 3,2408608523 5.23 3,2408608524 5.24 3,2408608525 5.25 2,8408608526 5.26 3,2408608527 5.27 3,2408608528 5.28 3,2408608529 5.29 3,240
次ページへ
前ページより
P.207注1)
or
注1) 2008年10月生産分よりWDⅠコーティングに順次切替え生産となります。 Start manufacturing with WDⅠ Coating from october 2008.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

109
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599053 5.3 26 70
6
C 2,8408608531 5.31
28 72
D
3,2408608532 5.32 3,2408608533 5.33 3,2408608534 5.34 3,2408608535 5.35 2,8408608536 5.36 3,2408608537 5.37 3,2408608538 5.38 3,2408608539 5.39 3,2408599054 5.4 C 2,8408608541 5.41
D
3,2408608542 5.42 3,2408608543 5.43 3,2408608544 5.44 3,2408608545 5.45 2,8408608546 5.46 3,2408608547 5.47 3,2408608548 5.48 3,2408608549 5.49 3,2408599055 5.5 C 2,8408608551 5.51
D
3,4808608552 5.52 3,4808608553 5.53 3,4808608554 5.54 3,4808608555 5.55 3,0508608556 5.56 3,4808608557 5.57 3,4808608558 5.58 3,4808608559 5.59 3,4808599056 5.6 C 3,0508608561 5.61
D
3,4808608562 5.62 3,4808608563 5.63 3,4808608564 5.64 3,4808608565 5.65 3,0508608566 5.66 3,4808608567 5.67 3,4808608568 5.68 3,4808608569 5.69 3,4808599057 5.7 C 3,0508608571 5.71
D
3,4808608572 5.72 3,4808608573 5.73 3,4808608574 5.74 3,4808608575 5.75 3,0508608576 5.76 3,4808608577 5.77 3,480
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8608578 5.78
28 72 6
D 3,4808608579 5.79 3,4808599058 5.8 C 3,0508608581 5.81
D
3,4808608582 5.82 3,4808608583 5.83 3,4808608584 5.84 3,4808608585 5.85 3,0508608586 5.86 3,4808608587 5.87 3,4808608588 5.88 3,4808608589 5.89 3,4808599059 5.9 C 3,0508608591 5.91
D
3,4808608592 5.92 3,4808608593 5.93 3,4808608594 5.94 3,4808608595 5.95 3,0508608596 5.96 3,4808608597 5.97 3,4808608598 5.98 3,4808608599 5.99 3,4808599060 6
C
3,0508599061 6.1
31 75
8
3,2008599062 6.2 3,2008599063 6.3 3,2008599064 6.4 3,2008599065 6.5 3,2008599066 6.6 3,3408599067 6.7 3,3408599068 6.8
34 78
3,3408599069 6.9 3,3408599070 7 3,3408599071 7.1 3,4808599072 7.2 3,4808599073 7.3 3,4808599074 7.4 3,4808599075 7.5 3,4808599076 7.6
37
81
3,6608599077 7.7 3,6608599078 7.8 3,6608599079 7.9 3,6608599080 8 3,6608599081 8.1
87 10
4,0108599082 8.2 4,0108599083 8.3 4,0108599084 8.4 4,0108599085 8.5 4,010
VPH-GDS調質鋼用粉末ハイス スタブ形
POWDER HSS STUB FOR HARDENED STEEL
VP-GOLD DRILLS VP-ゴールドドリル
※
※穴深さ:3D ~4D Drilling depth:3D ~4D
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ○ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ○ ○ ○ ◎ ○ ○ ◎ ◎ ◎ ◎ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

110
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599086 8.6
40 90
10
C
4,2508599087 8.7 4,2508599088 8.8 4,2508599089 8.9 4,2508599090 9 4,2508599091 9.1 4,5408599092 9.2 4,5408599093 9.3 4,5408599094 9.4 4,5408599095 9.5 4,5408599096 9.6
43
93
4,7908599097 9.7 4,7908599098 9.8 4,7908599099 9.9 4,7908599100 10 4,7908599101 10.1
100
12
5,1608599102 10.2 5,1608599103 10.3 5,1608599104 10.4 5,1608599105 10.5 5,1608599106 10.6 5,7208599107 10.7
47 104
5,7208599108 10.8 5,7208599109 10.9 5,7208599110 11 5,7208599111 11.1 6,4208599112 11.2 6,4208599113 11.3 6,4208599114 11.4 6,4208599115 11.5 6,4208599116 11.6 6,9608599117 11.7 6,9608599118 11.8 6,9608599119 11.9
51
6,9608599120 12
108
6,9608599121 12.1 7,7108599122 12.2 7,7108599123 12.3 7,7108599124 12.4 7,7108599125 12.5 7,7108599126 12.6 8,1808599127 12.7 8,1808599128 12.8 8,1808599129 12.9 8,1808599130 13 8,1808599131 13.1 111 16 D
12,7008599132 13.2 12,7008599133 13.3 54 114 12,700
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599134 13.4
54 114
16
D
12,7008599135 13.5 12,7008599136 13.6 12,7008599137 13.7 12,7008599138 13.8 12,7008599139 13.9 12,7008599140 14 12,7008599141 14.1
56 116
14,0008599142 14.2 14,0008599143 14.3 14,0008599144 14.4 14,0008599145 14.5 14,0008599146 14.6 14,6008599147 14.7 14,6008599148 14.8 14,6008599149 14.9 14,6008599150 15 14,6008599151 15.1
58 118
15,7008599152 15.2 15,7008599153 15.3 15,7008599154 15.4 15,7008599155 15.5 15,7008599156 15.6 15,7008599157 15.7 15,7008599158 15.8 15,7008599159 15.9 15,7008599160 16 15,7008599161 16.1
60 126
20
16,3008599162 16.2 16,3008599163 16.3 16,3008599164 16.4 16,3008599165 16.5 16,3008599166 16.6 16,3008599167 16.7 16,3008599168 16.8 16,3008599169 16.9 16,3008599170 17 16,3008599171 17.1
62 128
17,9008599172 17.2 17,9008599173 17.3 17,9008599174 17.4 17,9008599175 17.5 17,9008599176 17.6 17,9008599177 17.7 17,9008599178 17.8 17,9008599179 17.9 17,9008599180 18 17,9008599181 18.1 64 130 19,700
VPH-GDS調質鋼用粉末ハイス スタブ形POWDER HSS STUB FOR HARDENED STEEL
VP-ゴールドドリル VP-GOLD DRILLS
40 ~50HRCの調質鋼加工に高いコストパフォーマンスを発揮します。Effective for high hardened steels (40-50 HRC).
ℓ
L
φDc
α φDs
フォーファセットポイントFour Facet point(Dc≦1.5)
X形シンニングX thinning (1.5<Dc<4)
R形シンニングR thinning (Dc≧4)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Dc≦13:α=130°Dc>13:α=120°
単位:mm Unit:mm
次ページへ
前ページより
P.207注1)
or
注1) 2008年10月生産分よりWDⅠコーティングに順次切替え生産となります。 Start manufacturing with WDⅠ Coating from october 2008.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

111
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599182 18.2
64 130 20 D
19,7008599183 18.3 19,7008599184 18.4 19,7008599185 18.5 19,7008599186 18.6 20,4008599187 18.7 20,4008599188 18.8 20,4008599189 18.9 20,4008599190 19 20,4008599191 19.1 66 132 21,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8599192 19.2
66 132 20 D
21,1008599193 19.3 21,1008599194 19.4 21,1008599195 19.5 21,1008599196 19.6 21,1008599197 19.7 21,1008599198 19.8 21,1008599199 19.9 21,1008599200 20 21,100
VPH-GDS調質鋼用粉末ハイス スタブ形
POWDER HSS STUB FOR HARDENED STEEL
VP-GOLD DRILLS VP-ゴールドドリル
※
※穴深さ:3D ~4D Drilling depth:3D ~4D
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ○ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
○ ○ ○ ○ ◎ ○ ○ ◎ ◎ ◎ ◎ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

112
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDN調質鋼用粉末ハイス ミディアム形POWDER HSS MEDIUM FOR HARDENED STEEL
VP-ゴールドドリル VP-GOLD DRILLS
ℓ
L
φDc
130°
φDs
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧4)
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
2 18 50
3
□
2.12.2 20 522.32.4
22 542.52.62.7
25 572.82.933.1
27 59
4
3.23.33.4
30 623.53.63.73.8
33653.9
44.1 77
6
4.24.3
36 804.44.54.64.74.8
39 83
4.955.15.25.35.4
43 87
5.55.65.75.85.9
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
6 43 87 6
□
6.1
47 91
8
6.26.36.46.56.66.76.8
52 96
6.977.17.27.37.47.57.6
56
1007.77.87.988.1
106
10
8.28.38.48.58.6
61 111
8.78.88.999.19.29.39.49.59.6
65 1159.79.89.9
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

113
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDN調質鋼用粉末ハイス ミディアム形
POWDER HSS MEDIUM FOR HARDENED STEEL
単位:mm Unit:mm
VP-GOLD DRILLS VP-ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
10
65
115 10
□
10.1
122
12
10.210.310.410.510.610.7
71 128
10.810.91111.111.211.311.411.5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
11.671 128
12 □
11.711.811.9
76 133
1212.112.212.312.412.512.612.712.812.913
前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
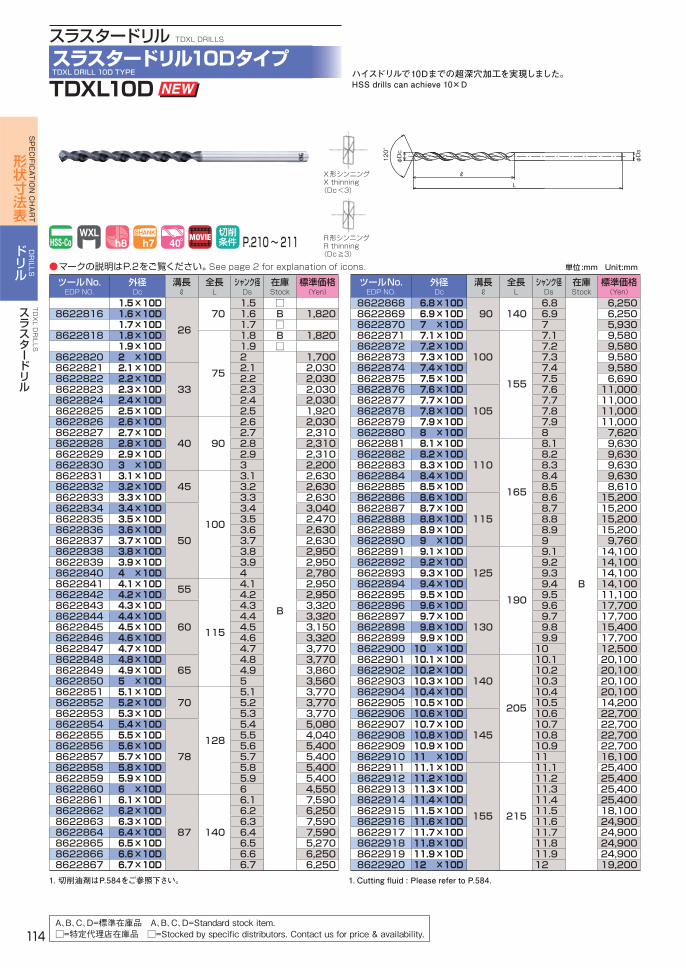
114
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
TDXL DRILLS
スラスタードリル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
TDXL10Dスラスタードリル10DタイプTDXL DRILL 10D TYPE ハイスドリルで10Dまでの超深穴加工を実現しました。
HSS drills can achieve 10×D
スラスタードリル TDXL DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1.5 × 10D
26
701.5 □
8622816 1.6 × 10D 1.6 B 1,820 1.7 × 10D 1.7 □
8622818 1.8 × 10D
75
1.8 B 1,820 1.9 × 10D 1.9 □
8622820 2 × 10D 2
B
1,7008622821 2.1 × 10D
33
2.1 2,0308622822 2.2 × 10D 2.2 2,0308622823 2.3 × 10D 2.3 2,0308622824 2.4 × 10D 2.4 2,0308622825 2.5 × 10D 2.5 1,9208622826 2.6 × 10D
40 90
2.6 2,0308622827 2.7 × 10D 2.7 2,3108622828 2.8 × 10D 2.8 2,3108622829 2.9 × 10D 2.9 2,3108622830 3 × 10D 3 2,2008622831 3.1 × 10D
45
100
3.1 2,6308622832 3.2 × 10D 3.2 2,6308622833 3.3 × 10D 3.3 2,6308622834 3.4 × 10D
50
3.4 3,0408622835 3.5 × 10D 3.5 2,4708622836 3.6 × 10D 3.6 2,6308622837 3.7 × 10D 3.7 2,6308622838 3.8 × 10D 3.8 2,9508622839 3.9 × 10D 3.9 2,9508622840 4 × 10D 4 2,7808622841 4.1 × 10D 55
115
4.1 2,9508622842 4.2 × 10D 4.2 2,9508622843 4.3 × 10D
60
4.3 3,3208622844 4.4 × 10D 4.4 3,3208622845 4.5 × 10D 4.5 3,1508622846 4.6 × 10D 4.6 3,3208622847 4.7 × 10D 4.7 3,7708622848 4.8 × 10D
654.8 3,770
8622849 4.9 × 10D 4.9 3,8608622850 5 × 10D 5 3,5608622851 5.1 × 10D
70
128
5.1 3,7708622852 5.2 × 10D 5.2 3,7708622853 5.3 × 10D 5.3 3,7708622854 5.4 × 10D
78
5.4 5,0808622855 5.5 × 10D 5.5 4,0408622856 5.6 × 10D 5.6 5,4008622857 5.7 × 10D 5.7 5,4008622858 5.8 × 10D 5.8 5,4008622859 5.9 × 10D 5.9 5,4008622860 6 × 10D 6 4,5508622861 6.1 × 10D
87 140
6.1 7,5908622862 6.2 × 10D 6.2 6,2508622863 6.3 × 10D 6.3 7,5908622864 6.4 × 10D 6.4 7,5908622865 6.5 × 10D 6.5 5,2708622866 6.6 × 10D 6.6 6,2508622867 6.7 × 10D 6.7 6,250
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8622868 6.8 × 10D90 140
6.8
B
6,2508622869 6.9 × 10D 6.9 6,2508622870 7 × 10D 7 5,9308622871 7.1 × 10D
100
155
7.1 9,5808622872 7.2 × 10D 7.2 9,5808622873 7.3 × 10D 7.3 9,5808622874 7.4 × 10D 7.4 9,5808622875 7.5 × 10D 7.5 6,6908622876 7.6 × 10D
105
7.6 11,0008622877 7.7 × 10D 7.7 11,0008622878 7.8 × 10D 7.8 11,0008622879 7.9 × 10D 7.9 11,0008622880 8 × 10D 8 7,6208622881 8.1 × 10D
110
165
8.1 9,6308622882 8.2 × 10D 8.2 9,6308622883 8.3 × 10D 8.3 9,6308622884 8.4 × 10D 8.4 9,6308622885 8.5 × 10D 8.5 8,6108622886 8.6 × 10D
115
8.6 15,2008622887 8.7 × 10D 8.7 15,2008622888 8.8 × 10D 8.8 15,2008622889 8.9 × 10D 8.9 15,2008622890 9 × 10D 9 9,7608622891 9.1 × 10D
125
190
9.1 14,1008622892 9.2 × 10D 9.2 14,1008622893 9.3 × 10D 9.3 14,1008622894 9.4 × 10D 9.4 14,1008622895 9.5 × 10D 9.5 11,1008622896 9.6 × 10D
130
9.6 17,7008622897 9.7 × 10D 9.7 17,7008622898 9.8 × 10D 9.8 15,4008622899 9.9 × 10D 9.9 17,7008622900 10 × 10D 10 12,5008622901 10.1 × 10D
140
205
10.1 20,1008622902 10.2 × 10D 10.2 20,1008622903 10.3 × 10D 10.3 20,1008622904 10.4 × 10D 10.4 20,1008622905 10.5 × 10D 10.5 14,2008622906 10.6 × 10D
145
10.6 22,7008622907 10.7 × 10D 10.7 22,7008622908 10.8 × 10D 10.8 22,7008622909 10.9 × 10D 10.9 22,7008622910 11 × 10D 11 16,1008622911 11.1 × 10D
155 215
11.1 25,4008622912 11.2 × 10D 11.2 25,4008622913 11.3 × 10D 11.3 25,4008622914 11.4 × 10D 11.4 25,4008622915 11.5 × 10D 11.5 18,1008622916 11.6 × 10D 11.6 24,9008622917 11.7 × 10D 11.7 24,9008622918 11.8 × 10D 11.8 24,9008622919 11.9 × 10D 11.9 24,9008622920 12 × 10D 12 19,200
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
L
ℓ
φDc
120°
φDs
P.210~ 211

115
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
TDXL DRILLS
スラスタードリル
スラスタードリル15DタイプTDXL DRILL 15D TYPE
TDXL15D
単位:mm Unit:mm
TDXL DRILLS スラスタードリル
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
ハイスドリルで15Dまでの超深穴加工を実現しました。HSS drills can achieve 15×D
L
ℓ
φDc
120°
φDs
P.210~ 211
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1.5 × 15D30 70
1.5 □8623016 1.6 × 15D 1.6 B 2,140
1.7 × 15D 1.7 □8623018 1.8 × 15D 34 75 1.8 B 2,140
1.9 × 15D 1.9 □8623020 2 × 15D 36
802 B 2,010
8623021 2.1 × 15D 38 2.1 B 2,380 8623022 2.2 × 15D 40 2.2 B 2,380 8623023 2.3 × 15D 42
852.3 B 2,380
8623024 2.4 × 15D 44 2.4 B 2,380 8623025 2.5 × 15D 46 2.5 B 2,250 8623026 2.6 × 15D 48
1002.6 B 2,380
8623027 2.7 × 15D 50 2.7 B 2,720 8623028 2.8 × 15D 2.8 B 2,720 8623029 2.9 × 15D 54 105 2.9 B 2,720 8623030 3 × 15D 3 B 2,590 8623031 3.1 × 15D 56
1103.1 B 3,080
8623032 3.2 × 15D 58 3.2 B 3,080 8623033 3.3 × 15D 60 3.3 B 3,080 8623034 3.4 × 15D 62
1153.4 B 3,560
8623035 3.5 × 15D 64 3.5 B 2,920 8623036 3.6 × 15D 66 3.6 B 3,080 8623037 3.7 × 15D 68
120
3.7 B 3,080 8623038 3.8 × 15D 70 3.8 B 3,470 8623039 3.9 × 15D 3.9 B 3,470 8623040 4 × 15D 72 4 B 3,270 8623041 4.1 × 15D 74 135 4.1 B 3,470 8623042 4.2 × 15D 76 4.2 B 3,470 8623043 4.3 × 15D 78
1404.3 B 3,900
8623044 4.4 × 15D 80 4.4 B 3,900 8623045 4.5 × 15D 82 4.5 B 3,720 8623046 4.6 × 15D 84
1454.6 B 3,900
8623047 4.7 × 15D 86 4.7 B 4,430 8623048 4.8 × 15D 4.8 B 4,430
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8623049 4.9 × 15D 88150
4.9
B
4,540 8623050 5 × 15D 90 5 4,180 8623051 5.1 × 15D 92 5.1 4,430 8623052 5.2 × 15D 94
155
5.2 4,430 8623053 5.3 × 15D 96 5.3 4,430 8623054 5.4 × 15D 98 5.4 5,940 8623055 5.5 × 15D 100 5.5 4,760 8623056 5.6 × 15D 102 160 5.6 6,340 8623057 5.7 × 15D 104
1655.7 6,340
8623058 5.8 × 15D 106 5.8 6,340 4510004530 5.9 × 15D 5.9 □8623060 6 × 15D 108
1706 B 5,380
4510004540 6.1 × 15D 110 6.1 □8623062 6.2 × 15D 112 6.2 B 7,330 8623063 6.3 × 15D 114 175 6.3 8,910
4510004550 6.4 × 15D 116 6.4 □8623065 6.5 × 15D 118
200
6.5 B 6,200 8623066 6.6 × 15D 120 6.6 7,330
4510004560 6.7 × 15D 122 6.7 □8623068 6.8 × 15D 124 6.8
B
7,330 8623069 6.9 × 15D 126 6.9 7,330 8623070 7 × 15D 7 6,980 8623071 7.1 × 15D 128 7.1 11,400
4510004570 7.2 × 15D 130 7.2□4510004580 7.3 × 15D 132 7.3
4510004590 7.4 × 15D 134 7.48623075 7.5 × 15D 136
205
7.5 B 7,890 4510004600 7.6 × 15D 138 7.6
□4510004610 7.7 × 15D 140 7.74510004620 7.8 × 15D 142 7.84510004630 7.9 × 15D 144 215
7.98623080 8 × 15D 8
B8,960
8623081 8.1 × 15D 146 8.1 11,400 8623082 8.2 × 15D 148 220 8.2 11,400
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 55HRC
55 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
TDXL10D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ TDXL15D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
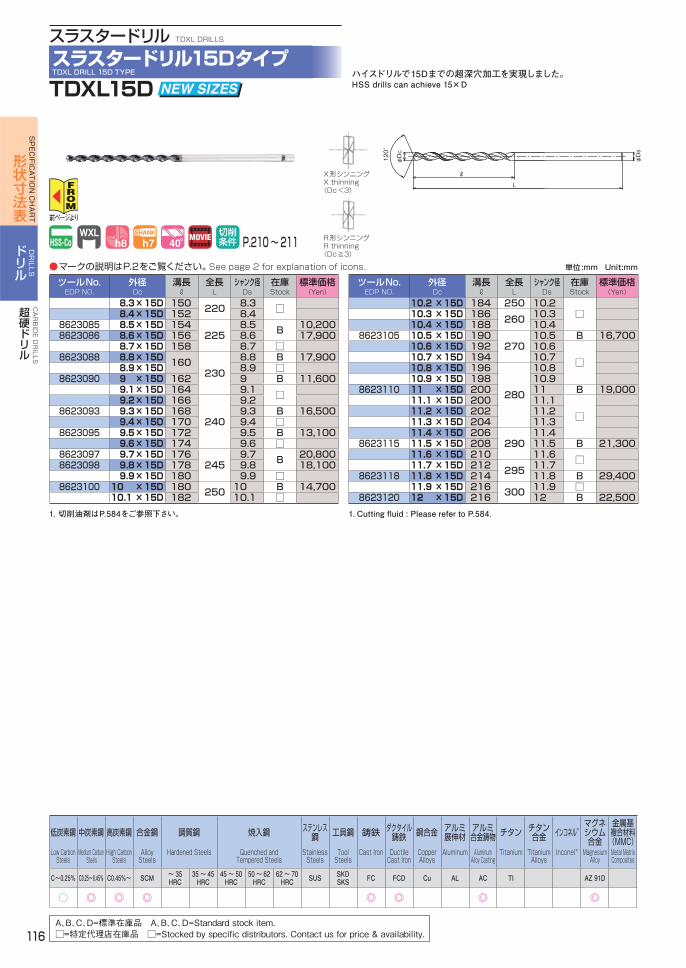
116
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
TDXL15Dスラスタードリル15DタイプTDXL DRILL 15D TYPE ハイスドリルで15Dまでの超深穴加工を実現しました。
HSS drills can achieve 15×D
スラスタードリル TDXL DRILLS
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ 91D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
L
ℓ
φDc
120°
φDs
P.210~ 211
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
前ページより
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8.3 × 15D 150 220 8.3 □ 8.4 × 15D 152 8.48623085 8.5 × 15D 154
2258.5 B 10,200
8623086 8.6 × 15D 156 8.6 17,900 8.7 × 15D 158 8.7 □
8623088 8.8 × 15D 160230
8.8 B 17,900 8.9 × 15D 8.9 □
8623090 9 × 15D 162 9 B 11,600 9.1 × 15D 164 9.1 □ 9.2 × 15D 166
240
9.28623093 9.3 × 15D 168 9.3 B 16,500
9.4 × 15D 170 9.4 □8623095 9.5 × 15D 172 9.5 B 13,100
9.6 × 15D 174 9.6 □8623097 9.7 × 15D 176
2459.7 B 20,800
8623098 9.8 × 15D 178 9.8 18,100 9.9 × 15D 180 9.9 □
8623100 10 × 15D 180 250 10 B 14,700 10.1 × 15D 182 10.1 □
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
10.2 × 15D 184 250 10.2□10.3 × 15D 186 260 10.3
10.4 × 15D 188 10.48623105 10.5 × 15D 190
27010.5 B 16,700
10.6 × 15D 192 10.6
□10.7 × 15D 194 10.710.8 × 15D 196
280
10.810.9 × 15D 198 10.9
8623110 11 × 15D 200 11 B 19,000 11.1 × 15D 200 11.1
□11.2 × 15D 202 11.211.3 × 15D 204 11.311.4 × 15D 206
29011.4
8623115 11.5 × 15D 208 11.5 B 21,300 11.6 × 15D 210 11.6 □11.7 × 15D 212 295 11.7
8623118 11.8 × 15D 214 11.8 B 29,400 11.9 × 15D 216 300 11.9 □
8623120 12 × 15D 216 12 B 22,500
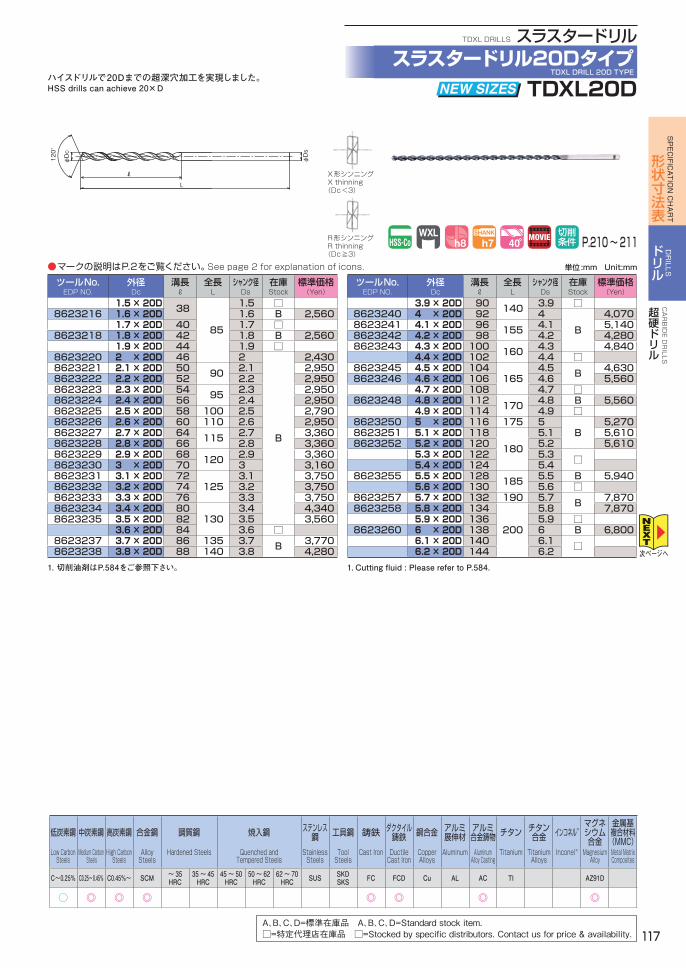
117
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
スラスタードリル20DタイプTDXL DRILL 20D TYPE
TDXL20D
単位:mm Unit:mm
TDXL DRILLS スラスタードリル
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
ハイスドリルで20Dまでの超深穴加工を実現しました。HSS drills can achieve 20×D
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
1.5 × 20D 38
85
1.5 □8623216 1.6 × 20D 1.6 B 2,560
1.7 × 20D 40 1.7 □8623218 1.8 × 20D 42 1.8 B 2,560
1.9 × 20D 44 1.9 □8623220 2 × 20D 46 2
B
2,4308623221 2.1 × 20D 50 90 2.1 2,9508623222 2.2 × 20D 52 2.2 2,9508623223 2.3 × 20D 54 95 2.3 2,9508623224 2.4 × 20D 56 2.4 2,9508623225 2.5 × 20D 58 100 2.5 2,7908623226 2.6 × 20D 60 110 2.6 2,9508623227 2.7 × 20D 64 115 2.7 3,3608623228 2.8 × 20D 66 2.8 3,3608623229 2.9 × 20D 68 120 2.9 3,3608623230 3 × 20D 70 3 3,1608623231 3.1 × 20D 72
1253.1 3,750
8623232 3.2 × 20D 74 3.2 3,7508623233 3.3 × 20D 76 3.3 3,7508623234 3.4 × 20D 80
1303.4 4,340
8623235 3.5 × 20D 82 3.5 3,560 3.6 × 20D 84 3.6 □
8623237 3.7 × 20D 86 135 3.7 B 3,7708623238 3.8 × 20D 88 140 3.8 4,280
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3.9 × 20D 90 140 3.9 □8623240 4 × 20D 92 4
B
4,0708623241 4.1 × 20D 96 155 4.1 5,1408623242 4.2 × 20D 98 4.2 4,2808623243 4.3 × 20D 100 160 4.3 4,840
4.4 × 20D 102 4.4 □8623245 4.5 × 20D 104
1654.5 B 4,630
8623246 4.6 × 20D 106 4.6 5,560 4.7 × 20D 108 4.7 □
8623248 4.8 × 20D 112 170 4.8 B 5,560 4.9 × 20D 114 4.9 □
8623250 5 × 20D 116 175 5B
5,2708623251 5.1 × 20D 118
180
5.1 5,6108623252 5.2 × 20D 120 5.2 5,610
5.3 × 20D 122 5.3 □ 5.4 × 20D 124 5.48623255 5.5 × 20D 128 185 5.5 B 5,940
5.6 × 20D 130 5.6 □8623257 5.7 × 20D 132 190 5.7 B 7,8708623258 5.8 × 20D 134
200
5.8 7,870 5.9 × 20D 136 5.9 □
8623260 6 × 20D 138 6 B 6,800 6.1 × 20D 140 6.1 □ 6.2 × 20D 144 6.2
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
L
ℓ
φDc
120°
φDs
P.210~ 211
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
次ページへ

118
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE DRILLS
超硬ドリル
TDXL20Dスラスタードリル20DタイプTDXL DRILL 20D TYPE ハイスドリルで20Dまでの超深穴加工を実現しました。
HSS drills can achieve 20×D
スラスタードリル TDXL DRILLS
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ 91D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎
P.210~ 211
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
L
ℓ
φDc
120°
φDs
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
前ページより
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8623263 6.3 × 20D 146 200 6.3 B 11,400 6.4 × 20D 148 6.4 □
8623265 6.5 × 20D 150
225
6.5 B 7,860 6.6 × 20D 152 6.6 □ 6.7 × 20D 154 6.7
8623268 6.8 × 20D 158 6.8B
9,3708623269 6.9 × 20D 160
2306.9 9,370
8623270 7 × 20D 162 7 8,930 7.1 × 20D 164 7.1
□ 7.2 × 20D 166235
7.2 7.3 × 20D 168 7.3 7.4 × 20D 172 7.4
8623275 7.5 × 20D 174
245
7.5 B 10,200 7.6 × 20D 176 7.6
□ 7.7 × 20D 178 7.7 7.8 × 20D 180 7.8 7.9 × 20D 182 7.9
8623280 8 × 20D 184 8B
11,6008623281 8.1 × 20D 188 8.1 14,4008623282 8.2 × 20D 190
2608.2 14,400
8.3 × 20D 192 8.3 □ 8.4 × 20D 194 8.48623285 8.5 × 20D 196
265
8.5 B 13,300 8.6 × 20D 198 8.6
□ 8.7 × 20D 200 8.7 8.8 × 20D 204 8.8 8.9 × 20D 206
2758.9
8623290 9 × 20D 208 9 B 14,900 9.1 × 20D 210 9.1 □
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.2 × 20D 212 280 9.2
□
9.3 × 20D 214 9.3 9.4 × 20D 218 285 9.4 9.5 × 20D 220 9.5 9.6 × 20D 222
290
9.6 9.7 × 20D 224 9.7 9.8 × 20D 226 9.8 9.9 × 20D 228 9.9
8623300 10 × 20D 230 300 10 B 19,30010.1 × 20D 234
310
10.1
□
10.2 × 20D 236 10.210.3 × 20D 238 10.310.4 × 20D 240 10.410.5 × 20D 242
32010.5
10.6 × 20D 244 10.610.7 × 20D 246 10.710.8 × 20D 250 330 10.810.9 × 20D 252 10.9
8623310 11 × 20D 254
350
11 B 25,10011.1 × 20D 256 11.1
□
11.2 × 20D 258 11.211.3 × 20D 260 11.311.4 × 20D 264 11.411.5 × 20D 266 11.511.6 × 20D 268 11.611.7 × 20D 270 11.711.8 × 20D 272 11.811.9 × 20D 274 11.9
8623320 12 × 20D 276 12 B 31,600
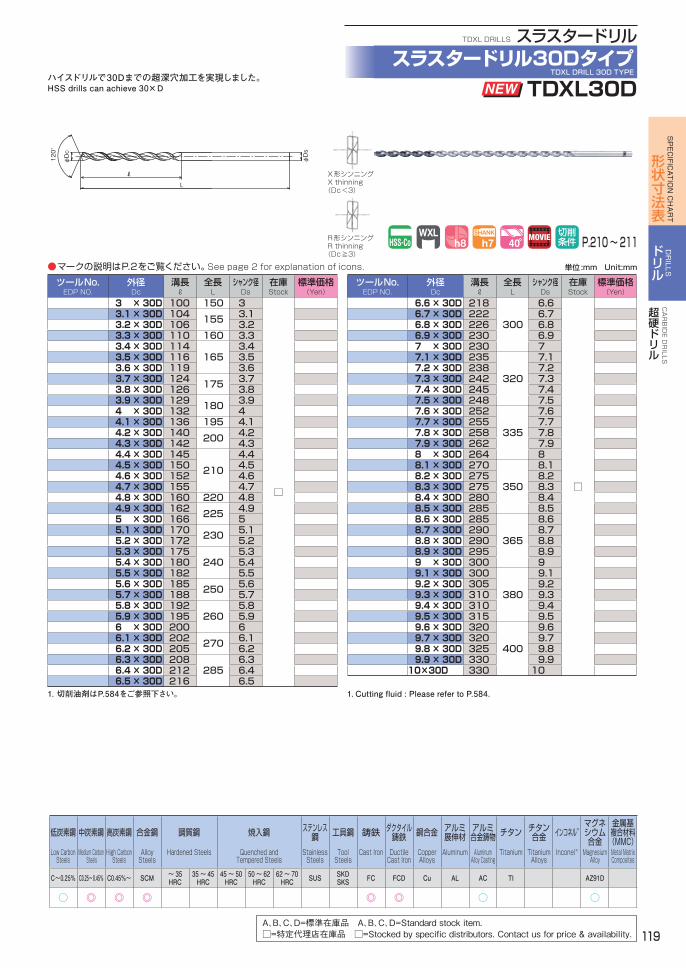
119
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
CARBIDE DRILLS
超硬ドリル
スラスタードリル30DタイプTDXL DRILL 30D TYPE
TDXL30D
単位:mm Unit:mm
TDXL DRILLS スラスタードリル
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
ハイスドリルで30Dまでの超深穴加工を実現しました。HSS drills can achieve 30×D
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
3 × 30D 100 150 3
□
3.1 × 30D 104 155 3.1 3.2 × 30D 106 3.2 3.3 × 30D 110 160 3.3 3.4 × 30D 114
1653.4
3.5 × 30D 116 3.5 3.6 × 30D 119 3.6 3.7 × 30D 124 175 3.7 3.8 × 30D 126 3.8 3.9 × 30D 129 180 3.9 4 × 30D 132 4 4.1 × 30D 136 195 4.1 4.2 × 30D 140 200 4.2 4.3 × 30D 142 4.3 4.4 × 30D 145
210
4.4 4.5 × 30D 150 4.5 4.6 × 30D 152 4.6 4.7 × 30D 155 4.7 4.8 × 30D 160 220 4.8 4.9 × 30D 162 225 4.9 5 × 30D 166 5 5.1 × 30D 170 230 5.1 5.2 × 30D 172 5.2 5.3 × 30D 175
2405.3
5.4 × 30D 180 5.4 5.5 × 30D 182 5.5 5.6 × 30D 185 250 5.6 5.7 × 30D 188 5.7 5.8 × 30D 192
2605.8
5.9 × 30D 195 5.9 6 × 30D 200 6 6.1 × 30D 202 270 6.1 6.2 × 30D 205 6.2 6.3 × 30D 208
2856.3
6.4 × 30D 212 6.4 6.5 × 30D 216 6.5
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
6.6 × 30D 218
300
6.6
□
6.7 × 30D 222 6.7 6.8 × 30D 226 6.8 6.9 × 30D 230 6.9 7 × 30D 230 7 7.1 × 30D 235
320
7.1 7.2 × 30D 238 7.2 7.3 × 30D 242 7.3 7.4 × 30D 245 7.4 7.5 × 30D 248 7.5 7.6 × 30D 252
335
7.6 7.7 × 30D 255 7.7 7.8 × 30D 258 7.8 7.9 × 30D 262 7.9 8 × 30D 264 8 8.1 × 30D 270
350
8.1 8.2 × 30D 275 8.2 8.3 × 30D 275 8.3 8.4 × 30D 280 8.4 8.5 × 30D 285 8.5 8.6 × 30D 285
365
8.6 8.7 × 30D 290 8.7 8.8 × 30D 290 8.8 8.9 × 30D 295 8.9 9 × 30D 300 9 9.1 × 30D 300
380
9.1 9.2 × 30D 305 9.2 9.3 × 30D 310 9.3 9.4 × 30D 310 9.4 9.5 × 30D 315 9.5 9.6 × 30D 320
400
9.6 9.7 × 30D 320 9.7 9.8 × 30D 325 9.8 9.9 × 30D 330 9.910 × 30D 330 10
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ◎ ◎ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
X形シンニングX thinning (Dc<3)
R形シンニングR thinning (Dc≧3)
L
ℓ
φDc
120°
φDs
P.210~ 211
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

120
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDSステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLS
ステンレス鋼、軟鋼、銅合金などに最適です。This drill is most suitable for stainless steels, mild steels, and copper alloys.
N形シンニングN thinning (Dc>13)
フォーファセットポイントFour Facet point(Dc≦13)
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ℓ
L
φDcα
φDs
注1)P.212
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61505 0.5
3
38 3150 D
1,5808595051 0.51 1,7508595052 0.52 1,7508595053 0.53 1,7508595054 0.54
3.5
1,7508595055 0.55 1,7508595056 0.56 1,7508595057 0.57 1,7508595058 0.58 1,7508595059 0.59 1,75061506 0.6 1,4608595061 0.61
4
1,6008595062 0.62 1,6008595063 0.63 1,6008595064 0.64 1,6008595065 0.65 1,6008595066 0.66 1,6008595067 0.67 1,6008595068 0.68
4.5
1,6008595069 0.69 1,60061507 0.7 1,3208595071 0.71 1,4508595072 0.72 1,4508595073 0.73 1,4508595074 0.74 1,4508595075 0.75 1,4508595076 0.76
5
1,4508595077 0.77 1,4508595078 0.78 1,4508595079 0.79 1,45061508 0.8 1,2608595081 0.81 1,3908595082 0.82 1,3908595083 0.83 1,3908595084 0.84 1,3908595085 0.85 1,3908595086 0.86
5.5
1,3908595087 0.87 1,3908595088 0.88 1,3908595089 0.89 1,39061509 0.9 1,2208595091 0.91 1,3308595092 0.92 1,3308595093 0.93 1,3308595094 0.94 1,3308595095 0.95 1,3308595096 0.96
6
1,3308595097 0.97 1,3308595098 0.98 1,3308595099 0.99 1,33061510 1 140 A 7708595101 1.01 D 1,060
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595102 1.02
6 38
3 140
D1,060
8595103 1.03 1,0608595104 1.04 1,0608595105 1.05 B 9448595106 1.06
D
1,0608595107 1.07
7 39
1,0608595108 1.08 1,0608595109 1.09 1,06061511 1.1 A 8998595111 1.11
D
1,0608595112 1.12 1,0608595113 1.13 1,0608595114 1.14 1,0608595115 1.15 B 9448595116 1.16
D
1,0608595117 1.17 1,0608595118 1.18 1,0608595119 1.19
8 40
1,06061512 1.2 A 8998595121 1.21
D
1,0608595122 1.22 1,0608595123 1.23 1,0608595124 1.24 1,0608595125 1.25 B 9448595126 1.26
D
1,0608595127 1.27 1,0608595128 1.28 1,0608595129 1.29 1,06061513 1.3 A 8998595131 1.31
D
1,0608595132 1.32 1,0608595133 1.33
9 41
1,0608595134 1.34 1,0608595135 1.35 B 9448595136 1.36
D
1,0608595137 1.37 1,0608595138 1.38 1,0608595139 1.39 1,06061514 1.4 A 8998595141 1.41
D
1,0608595142 1.42 1,0608595143 1.43 1,0608595144 1.44 1,0608595145 1.45 B 9448595146 1.46
D
1,0608595147 1.47 1,0608595148 1.48 1,0608595149 1.49 1,06061515 1.5 A 7628595151 1.51
10 42 D1,060
8595152 1.52 1,0608595153 1.53 1,060
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

121
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDS
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595154 1.54
10 42
3
140
D 1,0608595155 1.55 B 9448595156 1.56
D
1,0608595157 1.57 1,0608595158 1.58 1,0608595159 1.59 1,06061516 1.6 A 8248595161 1.61
D
1,0608595162 1.62 1,0608595163 1.63 1,0608595164 1.64 1,0608595165 1.65 B 9448595166 1.66
D
1,0608595167 1.67 1,0608595168 1.68 1,0608595169 1.69 1,06061517 1.7 A 8998595171 1.71
11 43
D
1,0608595172 1.72 1,0608595173 1.73 1,0608595174 1.74 1,0608595175 1.75 B 9448595176 1.76
D
1,0608595177 1.77 1,0608595178 1.78 1,0608595179 1.79 1,06061518 1.8 A 8998595181 1.81
D
1,0608595182 1.82 1,0608595183 1.83 1,0608595184 1.84 1,0608595185 1.85 B 9448595186 1.86
D
1,0608595187 1.87 1,0608595188 1.88 1,0608595189 1.89 1,06061519 1.9 A 8998595191 1.91
12 44
D
1,0608595192 1.92 1,0608595193 1.93 1,0608595194 1.94 1,0608595195 1.95 B 9448595196 1.96
D
1,0608595197 1.97 1,0608595198 1.98 1,0608595199 1.99 1,06061520 2
130
A 7558595201 2.01
D
1,0608595202 2.02 1,0608595203 2.03 1,0608595204 2.04 1,0608595205 2.05 B 944
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595206 2.06
12 44
3 130
D
1,0608595207 2.07 1,0608595208 2.08 1,0608595209 2.09 1,06061521 2.1 A 8778595211 2.11
D
1,0608595212 2.12 1,0608595213 2.13
13 45
1,0608595214 2.14 1,0608595215 2.15 B 9448595216 2.16
D
1,0608595217 2.17 1,0608595218 2.18 1,0608595219 2.19 1,06061522 2.2 A 8778595221 2.21
D
1,0608595222 2.22 1,0608595223 2.23 1,0608595224 2.24 1,0608595225 2.25 B 9448595226 2.26
D
1,0608595227 2.27 1,0608595228 2.28 1,0608595229 2.29 1,06061523 2.3 A 8778595231 2.31
D
1,0608595232 2.32 1,0608595233 2.33 1,0608595234 2.34 1,0608595235 2.35 B 9448595236 2.36
D
1,0608595237 2.37
14 46
1,0608595238 2.38 1,0608595239 2.39 1,06061524 2.4 A 8778595241 2.41
D
1,0608595242 2.42 1,0608595243 2.43 1,0608595244 2.44 1,0608595245 2.45 B 9448595246 2.46
D
1,0608595247 2.47 1,0608595248 2.48 1,0608595249 2.49 1,06061525 2.5 A 7558595251 2.51
D
1,0308595252 2.52 1,0308595253 2.53 1,0308595254 2.54 1,0308595255 2.55 B 9208595256 2.56 D 1,0308595257 2.57 1,030
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

122
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDSステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLS
ステンレス鋼、軟鋼、銅合金などに最適です。This drill is most suitable for stainless steels, mild steels, and copper alloys.
N形シンニングN thinning (Dc>13)
フォーファセットポイントFour Facet point(Dc≦13)
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ℓ
L
φDcα
φDs
注1)P.212
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595258 2.58
14 46
3
130
D 1,0308595259 2.59 1,03061526 2.6 A 8408595261 2.61
D
1,0308595262 2.62 1,0308595263 2.63 1,0308595264 2.64 1,0308595265 2.65 B 9208595266 2.66
16 48
D
1,0308595267 2.67 1,0308595268 2.68 1,0308595269 2.69 1,03061527 2.7 A 8408595271 2.71
D
1,0308595272 2.72 1,0308595273 2.73 1,0308595274 2.74 1,0308595275 2.75 B 9208595276 2.76
D
1,0308595277 2.77 1,0308595278 2.78 1,0308595279 2.79 1,03061528 2.8 A 8408595281 2.81
D
1,0308595282 2.82 1,0308595283 2.83 1,0308595284 2.84 1,0308595285 2.85 B 9208595286 2.86
D
1,0308595287 2.87 1,0308595288 2.88 1,0308595289 2.89 1,03061529 2.9 A 8408595291 2.91
D
1,0308595292 2.92 1,0308595293 2.93 1,0308595294 2.94 1,0308595295 2.95 B 9208595296 2.96
D
1,0308595297 2.97 1,0308595298 2.98 1,0308595299 2.99 1,03061530 3 A 7008595301 3.01
18 50 4
D
1,0308595302 3.02 1,0308595303 3.03 1,0308595304 3.04 1,0308595305 3.05 B 9208595306 3.06
D
1,0308595307 3.07 1,0308595308 3.08 1,0308595309 3.09 1,030
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61531 3.1
18 50
4 130
A 8778595311 3.11
D
1,0308595312 3.12 1,0308595313 3.13 1,0308595314 3.14 1,0308595315 3.15 B 9208595316 3.16
D
1,0308595317 3.17 1,0308595318 3.18 1,0308595319 3.19 1,03061532 3.2 A 8778595321 3.21
D
1,0308595322 3.22 1,0308595323 3.23 1,0308595324 3.24 1,0308595325 3.25 B 9208595326 3.26
D
1,0308595327 3.27 1,0308595328 3.28 1,0308595329 3.29 1,03061533 3.3 A 8778595331 3.31
D
1,0308595332 3.32 1,0308595333 3.33 1,0308595334 3.34 1,0308595335 3.35 B 9208595336 3.36
20 52
D
1,0308595337 3.37 1,0308595338 3.38 1,0308595339 3.39 1,03061534 3.4 A 8778595341 3.41
D
1,0308595342 3.42 1,0308595343 3.43 1,0308595344 3.44 1,0308595345 3.45 B 9208595346 3.46
D
1,0308595347 3.47 1,0308595348 3.48 1,0308595349 3.49 1,03061535 3.5 A 8778595351 3.51
D
1,2408595352 3.52 1,2408595353 3.53 1,2408595354 3.54 1,2408595355 3.55 B 1,1108595356 3.56
D
1,2408595357 3.57 1,2408595358 3.58 1,2408595359 3.59 1,24061536 3.6 A 1,0508595361 3.61 D 1,240
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

123
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDS
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595362 3.62
20 52
4 130
D1,240
8595363 3.63 1,2408595364 3.64 1,2408595365 3.65 B 1,1108595366 3.66
D
1,2408595367 3.67 1,2408595368 3.68 1,2408595369 3.69 1,24061537 3.7 A 1,0508595371 3.71
D
1,2408595372 3.72 1,2408595373 3.73 1,2408595374 3.74 1,2408595375 3.75 B 1,1108595376 3.76
22
54
D
1,2408595377 3.77 1,2408595378 3.78 1,2408595379 3.79 1,24061538 3.8 A 9468595381 3.81
D
1,2408595382 3.82 1,2408595383 3.83 1,2408595384 3.84 1,2408595385 3.85 B 1,1108595386 3.86
D
1,2408595387 3.87 1,2408595388 3.88 1,2408595389 3.89 1,24061539 3.9 A 1,0508595391 3.91
D
1,2408595392 3.92 1,2408595393 3.93 1,2408595394 3.94 1,2408595395 3.95 B 1,1108595396 3.96
D
1,2408595397 3.97 1,2408595398 3.98 1,2408595399 3.99 1,24061540 4 A 9468595401 4.01
66 6 120
D
1,4708595402 4.02 1,4708595403 4.03 1,4708595404 4.04 1,4708595405 4.05 B 1,3208595406 4.06
D
1,4708595407 4.07 1,4708595408 4.08 1,4708595409 4.09 1,47061541 4.1 A 1,2608595411 4.11
D1,470
8595412 4.12 1,4708595413 4.13 1,470
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595414 4.14
22 66
6 120
D 1,4708595415 4.15 B 1,3208595416 4.16
D
1,4708595417 4.17 1,4708595418 4.18 1,4708595419 4.19 1,47061542 4.2 A 1,1508595421 4.21
D
1,4708595422 4.22 1,4708595423 4.23 1,4708595424 4.24 1,4708595425 4.25 B 1,3208595426 4.26
24 68
D
1,4708595427 4.27 1,4708595428 4.28 1,4708595429 4.29 1,47061543 4.3 A 1,2608595431 4.31
D
1,4708595432 4.32 1,4708595433 4.33 1,4708595434 4.34 1,4708595435 4.35 B 1,3208595436 4.36
D
1,4708595437 4.37 1,4708595438 4.38 1,4708595439 4.39 1,47061544 4.4 A 1,2608595441 4.41
D
1,4708595442 4.42 1,4708595443 4.43 1,4708595444 4.44 1,4708595445 4.45 B 1,3208595446 4.46
D
1,4708595447 4.47 1,4708595448 4.48 1,4708595449 4.49 1,47061545 4.5 A 1,1508595451 4.51
D
1,7308595452 4.52 1,7308595453 4.53 1,7308595454 4.54 1,7308595455 4.55 B 1,5608595456 4.56
D
1,7308595457 4.57 1,7308595458 4.58 1,7308595459 4.59 1,73061546 4.6 A 1,4808595461 4.61
D
1,7308595462 4.62 1,7308595463 4.63 1,7308595464 4.64 1,7308595465 4.65 B 1,560
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

124
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDSステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLS
ステンレス鋼、軟鋼、銅合金などに最適です。This drill is most suitable for stainless steels, mild steels, and copper alloys.
N形シンニングN thinning (Dc>13)
フォーファセットポイントFour Facet point(Dc≦13)
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ℓ
L
φDcα
φDs
注1)P.212
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595466 4.66
24 68
6 120
D
1,7308595467 4.67 1,7308595468 4.68 1,7308595469 4.69 1,73061547 4.7 A 1,4808595471 4.71
D
1,7308595472 4.72 1,7308595473 4.73 1,7308595474 4.74 1,7308595475 4.75 B 1,5608595476 4.76
26 70
D
1,7308595477 4.77 1,7308595478 4.78 1,7308595479 4.79 1,73061548 4.8 A 1,4808595481 4.81
D
1,7308595482 4.82 1,7308595483 4.83 1,7308595484 4.84 1,7308595485 4.85 B 1,5608595486 4.86
D
1,7308595487 4.87 1,7308595488 4.88 1,7308595489 4.89 1,73061549 4.9 A 1,4808595491 4.91
D
1,7308595492 4.92 1,7308595493 4.93 1,7308595494 4.94 1,7308595495 4.95 B 1,5608595496 4.96
D
1,7308595497 4.97 1,7308595498 4.98 1,7308595499 4.99 1,73061550 5 A 1,3308595501 5.01
D
2,0108595502 5.02 2,0108595503 5.03 2,0108595504 5.04 2,0108595505 5.05 B 1,7908595506 5.06
D
2,0108595507 5.07 2,0108595508 5.08 2,0108595509 5.09 2,01061551 5.1 A 1,3308595511 5.11
D
2,0108595512 5.12 2,0108595513 5.13 2,0108595514 5.14 2,0108595515 5.15 B 1,7908595516 5.16 D 2,0108595517 5.17 2,010
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8595518 5.18
26 70
6 120
D 2,0108595519 5.19 2,01061552 5.2 A 1,5508595521 5.21
D
2,0108595522 5.22 2,0108595523 5.23 2,0108595524 5.24 2,0108595525 5.25 B 1,7908595526 5.26
D
2,0108595527 5.27 2,0108595528 5.28 2,0108595529 5.29 2,01061553 5.3 A 1,7208595531 5.31
28 72
D
2,0108595532 5.32 2,0108595533 5.33 2,0108595534 5.34 2,0108595535 5.35 B 1,7908595536 5.36
D
2,0108595537 5.37 2,0108595538 5.38 2,0108595539 5.39 2,01061554 5.4 A 1,7208595541 5.41
D
2,0108595542 5.42 2,0108595543 5.43 2,0108595544 5.44 2,0108595545 5.45 B 1,7908595546 5.46
D
2,0108595547 5.47 2,0108595548 5.48 2,0108595549 5.49 2,01061555 5.5 A 1,5508595551 5.51
D
2,3108595552 5.52 2,3108595553 5.53 2,3108595554 5.54 2,3108595555 5.55 B 2,0808595556 5.56
D
2,3108595557 5.57 2,3108595558 5.58 2,3108595559 5.59 2,31061556 5.6 A 1,9708595561 5.61
D
2,3108595562 5.62 2,3108595563 5.63 2,3108595564 5.64 2,3108595565 5.65 B 2,0808595566 5.66
D
2,3108595567 5.67 2,3108595568 5.68 2,3108595569 5.69 2,310
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
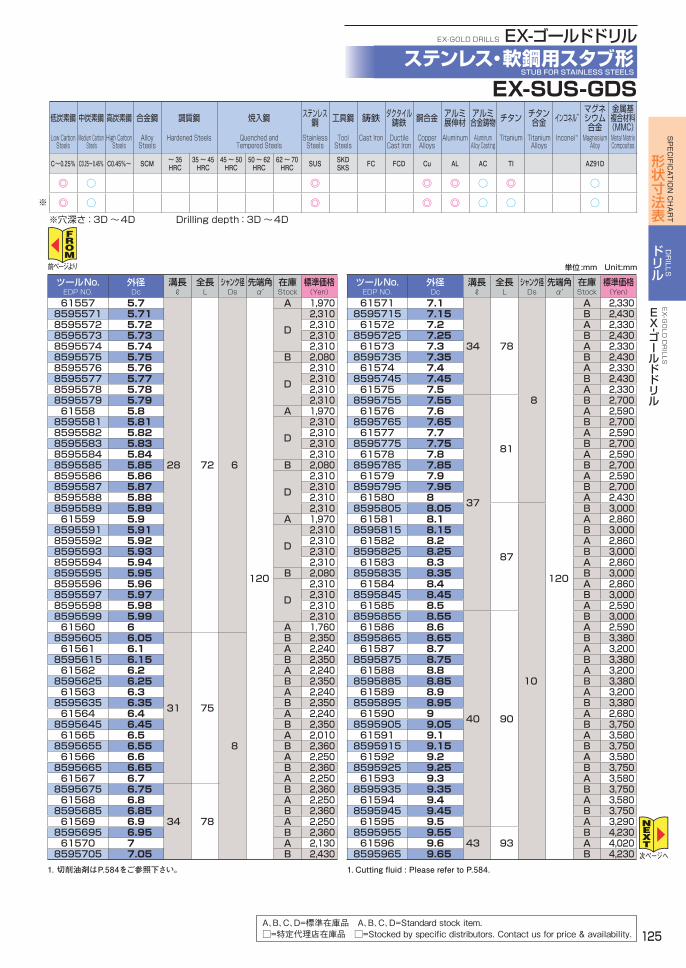
125
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDS
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61557 5.7
28 72 6
120
A 1,9708595571 5.71
D
2,3108595572 5.72 2,3108595573 5.73 2,3108595574 5.74 2,3108595575 5.75 B 2,0808595576 5.76
D
2,3108595577 5.77 2,3108595578 5.78 2,3108595579 5.79 2,31061558 5.8 A 1,9708595581 5.81
D
2,3108595582 5.82 2,3108595583 5.83 2,3108595584 5.84 2,3108595585 5.85 B 2,0808595586 5.86
D
2,3108595587 5.87 2,3108595588 5.88 2,3108595589 5.89 2,31061559 5.9 A 1,9708595591 5.91
D
2,3108595592 5.92 2,3108595593 5.93 2,3108595594 5.94 2,3108595595 5.95 B 2,0808595596 5.96
D
2,3108595597 5.97 2,3108595598 5.98 2,3108595599 5.99 2,31061560 6 A 1,7608595605 6.05
31 75
8
B 2,35061561 6.1 A 2,2408595615 6.15 B 2,35061562 6.2 A 2,2408595625 6.25 B 2,35061563 6.3 A 2,2408595635 6.35 B 2,35061564 6.4 A 2,2408595645 6.45 B 2,35061565 6.5 A 2,0108595655 6.55 B 2,36061566 6.6 A 2,2508595665 6.65 B 2,36061567 6.7 A 2,2508595675 6.75
34 78
B 2,36061568 6.8 A 2,2508595685 6.85 B 2,36061569 6.9 A 2,2508595695 6.95 B 2,36061570 7 A 2,1308595705 7.05 B 2,430
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61571 7.1
34 78
8
120
A 2,3308595715 7.15 B 2,43061572 7.2 A 2,3308595725 7.25 B 2,43061573 7.3 A 2,3308595735 7.35 B 2,43061574 7.4 A 2,3308595745 7.45 B 2,43061575 7.5 A 2,3308595755 7.55
37
81
B 2,70061576 7.6 A 2,5908595765 7.65 B 2,70061577 7.7 A 2,5908595775 7.75 B 2,70061578 7.8 A 2,5908595785 7.85 B 2,70061579 7.9 A 2,5908595795 7.95 B 2,70061580 8 A 2,4308595805 8.05
87
10
B 3,00061581 8.1 A 2,8608595815 8.15 B 3,00061582 8.2 A 2,8608595825 8.25 B 3,00061583 8.3 A 2,8608595835 8.35 B 3,00061584 8.4 A 2,8608595845 8.45 B 3,00061585 8.5 A 2,5908595855 8.55
40 90
B 3,00061586 8.6 A 2,5908595865 8.65 B 3,38061587 8.7 A 3,2008595875 8.75 B 3,38061588 8.8 A 3,2008595885 8.85 B 3,38061589 8.9 A 3,2008595895 8.95 B 3,38061590 9 A 2,6808595905 9.05 B 3,75061591 9.1 A 3,5808595915 9.15 B 3,75061592 9.2 A 3,5808595925 9.25 B 3,75061593 9.3 A 3,5808595935 9.35 B 3,75061594 9.4 A 3,5808595945 9.45 B 3,75061595 9.5 A 3,2908595955 9.55
43 93B 4,230
61596 9.6 A 4,0208595965 9.65 B 4,230
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

126
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDSステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLS
ステンレス鋼、軟鋼、銅合金などに最適です。This drill is most suitable for stainless steels, mild steels, and copper alloys.
N形シンニングN thinning (Dc>13)
フォーファセットポイントFour Facet point(Dc≦13)
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ℓ
L
φDcα
φDs
注1)P.212
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61597 9.7
43
93 10
120
A 4,0208595975 9.75 B 4,23061598 9.8 A 4,0208595985 9.85 B 4,23061599 9.9 A 4,0208595995 9.95 B 4,23061600 10 A 3,4008596005 10.05
100
12
B 4,73061601 10.1 A 4,5008596015 10.15 B 4,73061602 10.2 A 4,5008596025 10.25 B 4,73061603 10.3 A 4,5008596035 10.35 B 4,73061604 10.4 A 4,5008596045 10.45 B 4,73061605 10.5 A 4,1208596055 10.55 B 5,19061606 10.6 A 4,9308596065 10.65
47 104
B 5,19061607 10.7 A 4,9308596075 10.75 B 5,19061608 10.8 A 4,9308596085 10.85 B 5,19061609 10.9 A 4,9308596095 10.95 B 5,19061610 11 A 4,2708596105 11.05 B 5,78061611 11.1 A 5,5208596115 11.15 B 5,78061612 11.2 A 5,5208596125 11.25 B 5,78061613 11.3 A 5,5208596135 11.35 B 5,78061614 11.4 A 5,5208596145 11.45 B 5,78061615 11.5 A 5,0608596155 11.55 B 6,26061616 11.6 A 5,9908596165 11.65 B 6,26061617 11.7 A 5,9908596175 11.75 B 6,26061618 11.8 A 5,9908596185 11.85
51 108
B 6,26061619 11.9 A 5,9908596195 11.95 B 6,26061620 12
A
5,13061621 12.1 6,61061622 12.2 6,61061623 12.3 6,61061624 12.4 6,61061625 12.5 6,100
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61626 12.6
51108 12
120
A
7,01061627 12.7 7,01061628 12.8 7,01061629 12.9 7,01061630 13 6,26061631 13.1 111
16
B
9,30061632 13.2 9,30061633 13.3
54 114
9,30061634 13.4 9,30061635 13.5 9,30061636 13.6 9,30061637 13.7 9,30061638 13.8 9,30061639 13.9 9,30061640 14 9,30061641 14.1
56 116
10,30061642 14.2 10,30061643 14.3 10,30061644 14.4 10,30061645 14.5 10,30061646 14.6 10,70061647 14.7 10,70061648 14.8 10,70061649 14.9 10,70061650 15 10,70061651 15.1
58 118
11,60061652 15.2 11,60061653 15.3 11,60061654 15.4 11,60061655 15.5 11,60061656 15.6 11,60061657 15.7 11,60061658 15.8 11,60061659 15.9 11,60061660 16 11,60061661 16.1
60 126
20
12,10061662 16.2 12,10061663 16.3 12,10061664 16.4 12,10061665 16.5 12,10061666 16.6 12,10061667 16.7 12,10061668 16.8 12,10061669 16.9 12,10061670 17 12,10061671 17.1
62 128
13,20061672 17.2 13,20061673 17.3 13,20061674 17.4 13,20061675 17.5 13,20061676 17.6 13,20061677 17.7 13,200
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

127
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61678 17.862 128
20 120 B
13,20061679 17.9 13,20061680 18 13,20061681 18.1
64 130
14,60061682 18.2 14,60061683 18.3 14,60061684 18.4 14,60061685 18.5 14,60061686 18.6 15,10061687 18.7 15,10061688 18.8 15,10061689 18.9 15,10061690 19 15,10061691 19.1
66 132
15,70061692 19.2 15,70061693 19.3 15,70061694 19.4 15,70061695 19.5 15,70061696 19.6 15,70061697 19.7 15,70061698 19.8 15,70061699 19.9 15,70061700 20 15,70061705 20.5 68 144 25 20,300
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
61710 21 68 144
25
120 B
20,30061715 21.5 70 146 21,90061720 22 21,90061725 22.5
72 14824,900
61730 23 24,90061735 23.5 26,70061740 24
75 15126,700
61745 24.5 26,70061750 25 26,70061755 25.5
78 158
32
27,50061760 26 27,50061765 26.5 30,40061770 27
81 16130,400
61775 27.5 30,40061780 28 30,40061785 28.5
84 164
32,40061790 29 32,40061795 29.5 32,40061800 30 32,40061805 30.5
87 16737,700
61810 31 37,70061815 31.5 37,70061820 32 90 170 37,700
EX-SUS-GDS
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ステンレス・軟鋼用スタブ形STUB FOR STAINLESS STEELS
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

128
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8610100 1
9 41
3 D
1,1708610101 1.01 1,2908610102 1.02 1,2908610103 1.03 1,2908610104 1.04 1,2908610105 1.05 1,2908610106 1.06 1,2908610107 1.07
11 43
1,2908610108 1.08 1,2908610109 1.09 1,2908610110 1.1 1,1708610111 1.11 1,2908610112 1.12 1,2908610113 1.13 1,2908610114 1.14 1,2908610115 1.15 1,2908610116 1.16 1,2908610117 1.17 1,2908610118 1.18 1,2908610119 1.19
12 44
1,2908610120 1.2 1,1708610121 1.21 1,2908610122 1.22 1,2908610123 1.23 1,2908610124 1.24 1,2908610125 1.25 1,2908610126 1.26 1,2908610127 1.27 1,2908610128 1.28 1,2908610129 1.29 1,2908610130 1.3 1,1708610131 1.31 1,2908610132 1.32 1,2908610133 1.33
14 46
1,2908610134 1.34 1,2908610135 1.35 1,2908610136 1.36 1,2908610137 1.37 1,2908610138 1.38 1,2908610139 1.39 1,2908610140 1.4 1,1708610141 1.41 1,2908610142 1.42 1,2908610143 1.43 1,290
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8610144 1.44
14 46
3 D
1,2908610145 1.45 1,2908610146 1.46 1,2908610147 1.47 1,2908610148 1.48 1,2908610149 1.49 1,2908610150 1.5 1,1708610151 1.51
15 47
1,2408610152 1.52 1,2408610153 1.53 1,2408610154 1.54 1,2408610155 1.55 1,2408610156 1.56 1,2408610157 1.57 1,2408610158 1.58 1,2408610159 1.59 1,2408610160 1.6 1,1208610161 1.61 1,2408610162 1.62 1,2408610163 1.63 1,2408610164 1.64 1,2408610165 1.65 1,2408610166 1.66 1,2408610167 1.67 1,2408610168 1.68 1,2408610169 1.69 1,2408610170 1.7 1,1208610171 1.71
17 49
1,2408610172 1.72 1,2408610173 1.73 1,2408610174 1.74 1,2408610175 1.75 1,2408610176 1.76 1,2408610177 1.77 1,2408610178 1.78 1,2408610179 1.79 1,2408610180 1.8 1,1208610181 1.81 1,2408610182 1.82 1,2408610183 1.83 1,2408610184 1.84 1,2408610185 1.85 1,2408610186 1.86 1,2408610187 1.87 1,240
EX-SUS-GDNステンレス・軟鋼用ミディアム形MEDIUM FOR STAINLESS AND MILD STEELS
EX-ゴールドドリル EX-GOLD DRILLS
ステンレス鋼、軟鋼、銅合金などに最適です。This drill is most suitable for stainless steels, mild steels, and copper alloys.
P.212
ℓ
L
φDc
140°
φDs
フォーファセットポイントFour Facet point
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
次ページへ
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

129
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8610188 1.8817 49
3 D
1,2408610189 1.89 1,2408610190 1.9 1,1208610191 1.91
18 501,240
8610192 1.92 1,2408610193 1.93 1,240
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8610194 1.94
18 50 3 D
1,2408610195 1.95 1,2408610196 1.96 1,2408610197 1.97 1,2408610198 1.98 1,2408610199 1.99 1,240
EX-SUS-GDN
EX-GOLD DRILLS EX-ゴールドドリルステンレス・軟鋼用ミディアム形
MEDIUM FOR STAINLESS AND MILD STEELS
※穴深さ:>3D Drilling depth:>3D
※
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

130
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDRステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLSステンレス鋼、軟鋼、アルミニウム合金、銅合金などに最適な、レギュラ溝長シリーズです。The regular flute length series is ideal for stainless steels, mild steels, and aluminum alloys.
N形シンニングN thinning (Dc>13)
ℓ
L
φDc
α°
φDs
S形シンニングS thinning (Dc≦13)
注1)P.212
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
62520 2
24 56
3 130
A 8668597201 2.01
D
1,2208597202 2.02 1,2208597203 2.03 1,2208597204 2.04 1,2208597205 2.05 B 1,0608597206 2.06
D
1,2208597207 2.07 1,2208597208 2.08 1,2208597209 2.09 1,22062521 2.1 A 1,0108597211 2.11
D
1,2208597212 2.12 1,2208597213 2.13
27 59
1,2208597214 2.14 1,2208597215 2.15 B 1,0608597216 2.16
D
1,2208597217 2.17 1,2208597218 2.18 1,2208597219 2.19 1,22062522 2.2 A 1,0108597221 2.21
D
1,2208597222 2.22 1,2208597223 2.23 1,2208597224 2.24 1,2208597225 2.25 B 1,0608597226 2.26
D
1,2208597227 2.27 1,2208597228 2.28 1,2208597229 2.29 1,22062523 2.3 A 1,0108597231 2.31
D
1,2208597232 2.32 1,2208597233 2.33 1,2208597234 2.34 1,2208597235 2.35 B 1,0608597236 2.36
D
1,2208597237 2.37
30 62
1,2208597238 2.38 1,2208597239 2.39 1,22062524 2.4 A 1,0108597241 2.41
D
1,2208597242 2.42 1,2208597243 2.43 1,2208597244 2.44 1,2208597245 2.45 B 1,0608597246 2.46
D
1,2208597247 2.47 1,2208597248 2.48 1,2208597249 2.49 1,22062525 2.5 A 8668597251 2.51 D 1,190
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597252 2.52
30 62
3
130
D1,190
8597253 2.53 1,1908597254 2.54 1,1908597255 2.55 B 1,0608597256 2.56
D
1,1908597257 2.57 1,1908597258 2.58 1,1908597259 2.59 1,19062526 2.6 A 9688597261 2.61
D
1,1908597262 2.62 1,1908597263 2.63 1,1908597264 2.64 1,1908597265 2.65 B 1,0608597266 2.66
33 65
D
1,1908597267 2.67 1,1908597268 2.68 1,1908597269 2.69 1,19062527 2.7 A 9688597271 2.71
D
1,1908597272 2.72 1,1908597273 2.73 1,1908597274 2.74 1,1908597275 2.75 B 1,0608597276 2.76
D
1,1908597277 2.77 1,1908597278 2.78 1,1908597279 2.79 1,19062528 2.8 A 9688597281 2.81
D
1,1908597282 2.82 1,1908597283 2.83 1,1908597284 2.84 1,1908597285 2.85 B 1,0608597286 2.86
D
1,1908597287 2.87 1,1908597288 2.88 1,1908597289 2.89 1,19062529 2.9 A 9688597291 2.91
D
1,1908597292 2.92 1,1908597293 2.93 1,1908597294 2.94 1,1908597295 2.95 B 1,0608597296 2.96
D
1,1908597297 2.97 1,1908597298 2.98 1,1908597299 2.99 1,19062530 3 A 8078597301 3.01
36 68 4 D1,190
8597302 3.02 1,1908597303 3.03 1,190
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

131
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDR
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:>3D Drilling depth:>3D
※
ステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597304 3.04
36 68
4 130
D 1,1908597305 3.05 B 1,0608597306 3.06
D
1,1908597307 3.07 1,1908597308 3.08 1,1908597309 3.09 1,19062531 3.1 A 1,0108597311 3.11
D
1,1908597312 3.12 1,1908597313 3.13 1,1908597314 3.14 1,1908597315 3.15 B 1,0608597316 3.16
D
1,1908597317 3.17 1,1908597318 3.18 1,1908597319 3.19 1,19062532 3.2 A 1,0108597321 3.21
D
1,1908597322 3.22 1,1908597323 3.23 1,1908597324 3.24 1,1908597325 3.25 B 1,0608597326 3.26
D
1,1908597327 3.27 1,1908597328 3.28 1,1908597329 3.29 1,19062533 3.3 A 1,0108597331 3.31
D
1,1908597332 3.32 1,1908597333 3.33 1,1908597334 3.34 1,1908597335 3.35 B 1,0608597336 3.36
39 71
D
1,1908597337 3.37 1,1908597338 3.38 1,1908597339 3.39 1,19062534 3.4 A 1,0108597341 3.41
D
1,1908597342 3.42 1,1908597343 3.43 1,1908597344 3.44 1,1908597345 3.45 B 1,0608597346 3.46
D
1,1908597347 3.47 1,1908597348 3.48 1,1908597349 3.49 1,19062535 3.5 A 1,0108597351 3.51
D
1,4308597352 3.52 1,4308597353 3.53 1,4308597354 3.54 1,4308597355 3.55 B 1,280
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597356 3.56
39 71
4 130
D
1,4308597357 3.57 1,4308597358 3.58 1,4308597359 3.59 1,43062536 3.6 A 1,2108597361 3.61
D
1,4308597362 3.62 1,4308597363 3.63 1,4308597364 3.64 1,4308597365 3.65 B 1,2808597366 3.66
D
1,4308597367 3.67 1,4308597368 3.68 1,4308597369 3.69 1,43062537 3.7 A 1,2108597371 3.71
D
1,4308597372 3.72 1,4308597373 3.73 1,4308597374 3.74 1,4308597375 3.75 B 1,2808597376 3.76
43
75
D
1,4308597377 3.77 1,4308597378 3.78 1,4308597379 3.79 1,43062538 3.8 A 1,1008597381 3.81
D
1,4308597382 3.82 1,4308597383 3.83 1,4308597384 3.84 1,4308597385 3.85 B 1,2808597386 3.86
D
1,4308597387 3.87 1,4308597388 3.88 1,4308597389 3.89 1,43062539 3.9 A 1,2108597391 3.91
D
1,4308597392 3.92 1,4308597393 3.93 1,4308597394 3.94 1,4308597395 3.95 B 1,2808597396 3.96
D
1,4308597397 3.97 1,4308597398 3.98 1,4308597399 3.99 1,43062540 4 A 1,1008597401 4.01
87 6 120
D
1,7008597402 4.02 1,7008597403 4.03 1,7008597404 4.04 1,7008597405 4.05 B 1,5108597406 4.06 D 1,7008597407 4.07 1,700
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

132
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDRステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLSステンレス鋼、軟鋼、アルミニウム合金、銅合金などに最適なレギュラ溝長シリーズです。The regular flute length series is ideal for stainless steels, mild steels, and aluminum alloys.
N形シンニングN thinning (Dc>13)
ℓ
L
φDc
α°
φDs
S形シンニングS thinning (Dc≦13)
注1)P.212
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597408 4.08
43 87
6 120
D 1,7008597409 4.09 1,70062541 4.1 A 1,4508597411 4.11
D
1,7008597412 4.12 1,7008597413 4.13 1,7008597414 4.14 1,7008597415 4.15 B 1,5108597416 4.16
D
1,7008597417 4.17 1,7008597418 4.18 1,7008597419 4.19 1,70062542 4.2 A 1,3208597421 4.21
D
1,7008597422 4.22 1,7008597423 4.23 1,7008597424 4.24 1,7008597425 4.25 B 1,5108597426 4.26
47 91
D
1,7008597427 4.27 1,7008597428 4.28 1,7008597429 4.29 1,70062543 4.3 A 1,4508597431 4.31
D
1,7008597432 4.32 1,7008597433 4.33 1,7008597434 4.34 1,7008597435 4.35 B 1,5108597436 4.36
D
1,7008597437 4.37 1,7008597438 4.38 1,7008597439 4.39 1,70062544 4.4 A 1,4508597441 4.41
D
1,7008597442 4.42 1,7008597443 4.43 1,7008597444 4.44 1,7008597445 4.45 B 1,5108597446 4.46
D
1,7008597447 4.47 1,7008597448 4.48 1,7008597449 4.49 1,70062545 4.5 A 1,3208597451 4.51
D
1,9808597452 4.52 1,9808597453 4.53 1,9808597454 4.54 1,9808597455 4.55 B 1,7808597456 4.56
D
1,9808597457 4.57 1,9808597458 4.58 1,9808597459 4.59 1,980
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
62546 4.6
47 91
6 120
A 1,7008597461 4.61
D
1,9808597462 4.62 1,9808597463 4.63 1,9808597464 4.64 1,9808597465 4.65 B 1,7808597466 4.66
D
1,9808597467 4.67 1,9808597468 4.68 1,9808597469 4.69 1,98062547 4.7 A 1,7008597471 4.71
D
1,9808597472 4.72 1,9808597473 4.73 1,9808597474 4.74 1,9808597475 4.75 B 1,7808597476 4.76
52 96
D
1,9808597477 4.77 1,9808597478 4.78 1,9808597479 4.79 1,98062548 4.8 A 1,7008597481 4.81
D
1,9808597482 4.82 1,9808597483 4.83 1,9808597484 4.84 1,9808597485 4.85 B 1,7808597486 4.86
D
1,9808597487 4.87 1,9808597488 4.88 1,9808597489 4.89 1,98062549 4.9 A 1,7008597491 4.91
D
1,9808597492 4.92 1,9808597493 4.93 1,9808597494 4.94 1,9808597495 4.95 B 1,7808597496 4.96
D
1,9808597497 4.97 1,9808597498 4.98 1,9808597499 4.99 1,98062550 5 A 1,5408597501 5.01
D
2,3108597502 5.02 2,3108597503 5.03 2,3108597504 5.04 2,3108597505 5.05 B 2,0808597506 5.06
D
2,3108597507 5.07 2,3108597508 5.08 2,3108597509 5.09 2,31062551 5.1 A 1,5408597511 5.11 D 2,310
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
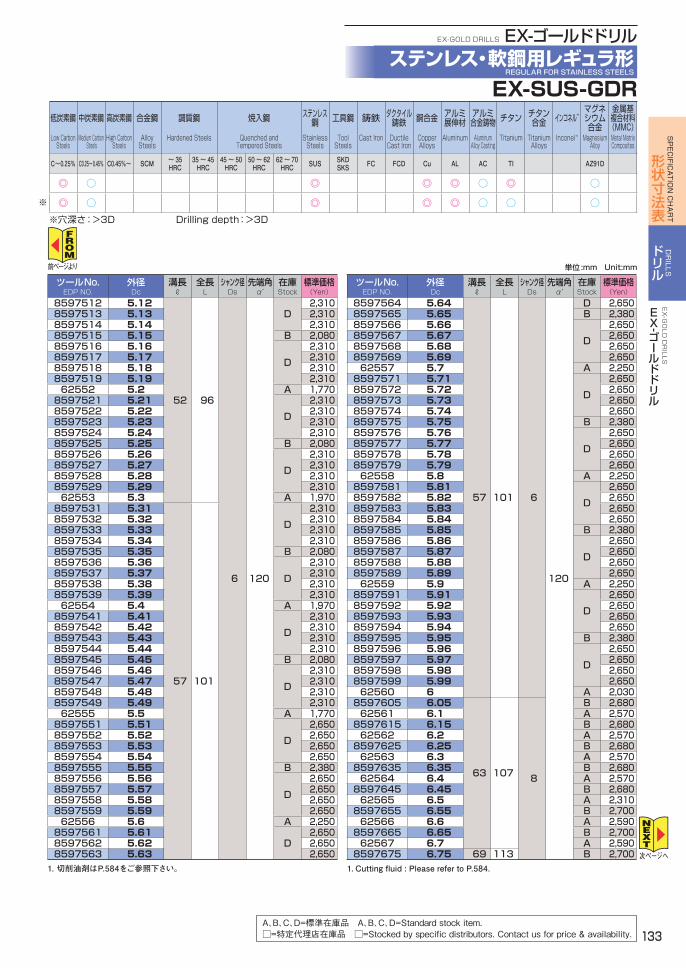
133
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDR
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:>3D Drilling depth:>3D
※
ステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597512 5.12
52 96
6 120
D2,310
8597513 5.13 2,3108597514 5.14 2,3108597515 5.15 B 2,0808597516 5.16
D
2,3108597517 5.17 2,3108597518 5.18 2,3108597519 5.19 2,31062552 5.2 A 1,7708597521 5.21
D
2,3108597522 5.22 2,3108597523 5.23 2,3108597524 5.24 2,3108597525 5.25 B 2,0808597526 5.26
D
2,3108597527 5.27 2,3108597528 5.28 2,3108597529 5.29 2,31062553 5.3 A 1,9708597531 5.31
57 101
D
2,3108597532 5.32 2,3108597533 5.33 2,3108597534 5.34 2,3108597535 5.35 B 2,0808597536 5.36
D
2,3108597537 5.37 2,3108597538 5.38 2,3108597539 5.39 2,31062554 5.4 A 1,9708597541 5.41
D
2,3108597542 5.42 2,3108597543 5.43 2,3108597544 5.44 2,3108597545 5.45 B 2,0808597546 5.46
D
2,3108597547 5.47 2,3108597548 5.48 2,3108597549 5.49 2,31062555 5.5 A 1,7708597551 5.51
D
2,6508597552 5.52 2,6508597553 5.53 2,6508597554 5.54 2,6508597555 5.55 B 2,3808597556 5.56
D
2,6508597557 5.57 2,6508597558 5.58 2,6508597559 5.59 2,65062556 5.6 A 2,2508597561 5.61
D2,650
8597562 5.62 2,6508597563 5.63 2,650
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597564 5.64
57 101 6
120
D 2,6508597565 5.65 B 2,3808597566 5.66
D
2,6508597567 5.67 2,6508597568 5.68 2,6508597569 5.69 2,65062557 5.7 A 2,2508597571 5.71
D
2,6508597572 5.72 2,6508597573 5.73 2,6508597574 5.74 2,6508597575 5.75 B 2,3808597576 5.76
D
2,6508597577 5.77 2,6508597578 5.78 2,6508597579 5.79 2,65062558 5.8 A 2,2508597581 5.81
D
2,6508597582 5.82 2,6508597583 5.83 2,6508597584 5.84 2,6508597585 5.85 B 2,3808597586 5.86
D
2,6508597587 5.87 2,6508597588 5.88 2,6508597589 5.89 2,65062559 5.9 A 2,2508597591 5.91
D
2,6508597592 5.92 2,6508597593 5.93 2,6508597594 5.94 2,6508597595 5.95 B 2,3808597596 5.96
D
2,6508597597 5.97 2,6508597598 5.98 2,6508597599 5.99 2,65062560 6 A 2,0308597605 6.05
63 107 8
B 2,68062561 6.1 A 2,5708597615 6.15 B 2,68062562 6.2 A 2,5708597625 6.25 B 2,68062563 6.3 A 2,5708597635 6.35 B 2,68062564 6.4 A 2,5708597645 6.45 B 2,68062565 6.5 A 2,3108597655 6.55 B 2,70062566 6.6 A 2,5908597665 6.65 B 2,70062567 6.7 A 2,5908597675 6.75 69 113 B 2,700
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
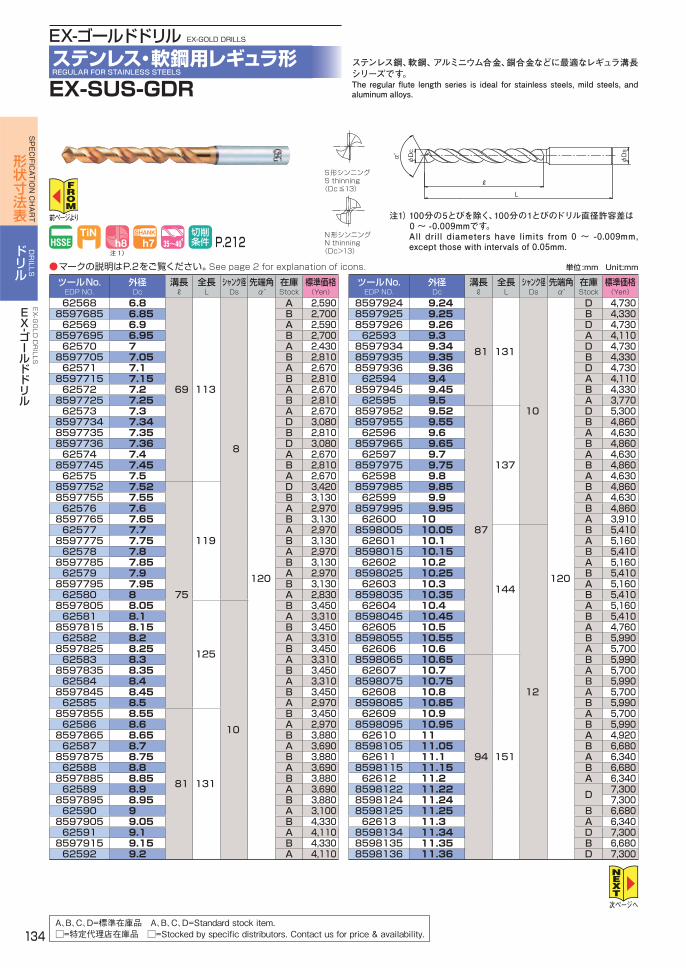
134
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDRステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLSステンレス鋼、軟鋼、アルミニウム合金、銅合金などに最適なレギュラ溝長シリーズです。The regular flute length series is ideal for stainless steels, mild steels, and aluminum alloys.
N形シンニングN thinning (Dc>13)
ℓ
L
φDc
α°
φDs
S形シンニングS thinning (Dc≦13)
注1)P.212
注1)100分の5とびを除く、100分の1とびのドリル直径許容差は 0 ~ -0.009mmです。
All drill diameters have limits from 0 ~ -0.009mm, except those with intervals of 0.05mm.
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
62568 6.8
69 113
8
120
A 2,5908597685 6.85 B 2,70062569 6.9 A 2,5908597695 6.95 B 2,70062570 7 A 2,4308597705 7.05 B 2,81062571 7.1 A 2,6708597715 7.15 B 2,81062572 7.2 A 2,6708597725 7.25 B 2,81062573 7.3 A 2,6708597734 7.34 D 3,0808597735 7.35 B 2,8108597736 7.36 D 3,08062574 7.4 A 2,6708597745 7.45 B 2,81062575 7.5 A 2,6708597752 7.52
75
119
D 3,4208597755 7.55 B 3,13062576 7.6 A 2,9708597765 7.65 B 3,13062577 7.7 A 2,9708597775 7.75 B 3,13062578 7.8 A 2,9708597785 7.85 B 3,13062579 7.9 A 2,9708597795 7.95 B 3,13062580 8 A 2,8308597805 8.05
125
10
B 3,45062581 8.1 A 3,3108597815 8.15 B 3,45062582 8.2 A 3,3108597825 8.25 B 3,45062583 8.3 A 3,3108597835 8.35 B 3,45062584 8.4 A 3,3108597845 8.45 B 3,45062585 8.5 A 2,9708597855 8.55
81 131
B 3,45062586 8.6 A 2,9708597865 8.65 B 3,88062587 8.7 A 3,6908597875 8.75 B 3,88062588 8.8 A 3,6908597885 8.85 B 3,88062589 8.9 A 3,6908597895 8.95 B 3,88062590 9 A 3,1008597905 9.05 B 4,33062591 9.1 A 4,1108597915 9.15 B 4,33062592 9.2 A 4,110
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
8597924 9.24
81 131
10
120
D 4,7308597925 9.25 B 4,3308597926 9.26 D 4,73062593 9.3 A 4,1108597934 9.34 D 4,7308597935 9.35 B 4,3308597936 9.36 D 4,73062594 9.4 A 4,1108597945 9.45 B 4,33062595 9.5 A 3,7708597952 9.52
87
137
D 5,3008597955 9.55 B 4,86062596 9.6 A 4,6308597965 9.65 B 4,86062597 9.7 A 4,6308597975 9.75 B 4,86062598 9.8 A 4,6308597985 9.85 B 4,86062599 9.9 A 4,6308597995 9.95 B 4,86062600 10 A 3,9108598005 10.05
144
12
B 5,41062601 10.1 A 5,1608598015 10.15 B 5,41062602 10.2 A 5,1608598025 10.25 B 5,41062603 10.3 A 5,1608598035 10.35 B 5,41062604 10.4 A 5,1608598045 10.45 B 5,41062605 10.5 A 4,7608598055 10.55 B 5,99062606 10.6 A 5,7008598065 10.65
94 151
B 5,99062607 10.7 A 5,7008598075 10.75 B 5,99062608 10.8 A 5,7008598085 10.85 B 5,99062609 10.9 A 5,7008598095 10.95 B 5,99062610 11 A 4,9208598105 11.05 B 6,68062611 11.1 A 6,3408598115 11.15 B 6,68062612 11.2 A 6,3408598122 11.22 D 7,3008598124 11.24 7,3008598125 11.25 B 6,68062613 11.3 A 6,3408598134 11.34 D 7,3008598135 11.35 B 6,6808598136 11.36 D 7,300
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

135
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-SUS-GDR
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:>3D Drilling depth:>3D
※
ステンレス・軟鋼用レギュラ形REGULAR FOR STAINLESS STEELS
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
62614 11.4
94 151
12120
A 6,3408598145 11.45 B 6,68062615 11.5 A 5,8308598155 11.55 B 7,23062616 11.6 A 6,8508598165 11.65 B 7,23062617 11.7 A 6,8508598175 11.75 B 7,23062618 11.8 A 6,8508598185 11.85
101 158
B 7,23062619 11.9 A 6,8508598195 11.95 B 7,23062620 12 A 5,890
12.05 □62621 12.1 A 7,620
12.15 □62622 12.2 A 7,620
12.25 □62623 12.3 A 7,620
12.35 □62624 12.4 A 7,620
12.45 □62625 12.5 A 7,010
12.55 □62626 12.6 A 8,080
12.65 □62627 12.7 A 8,080
12.75 □62628 12.8 A 8,080
12.85 □62629 12.9 A 8,080
12.95 □62630 13 A 7,20062635 13.5 106 166 16 B 10,70062640 14 10,700
ツールNo. 外径 溝長 全長 シャンク径 先端角 在庫 標準価格EDP NO. Dc ℓ L Ds α Stock (Yen)
62641 14.1109 169
16
120
B
11,90062645 14.5 11,90062650 15 12,40062655 15.5
112 17213,300
62656 15.6 13,30062660 16 13,30062665 16.5 115 181
20
13,90062670 17 13,90062675 17.5
118 18415,200
62676 17.6 15,20062680 18 15,20062685 18.5 122 188 16,70062690 19 17,40062695 19.5
125 19117,900
62696 19.6 17,90062700 20 17,90062705 20.5 128 204
25
C
23,50062710 21 23,50062715 21.5 132 208 25,10062720 22 25,10062725 22.5
136 21228,400
62730 23 28,40062735 23.5 30,50062740 24
140 21630,500
62745 24.5 30,50062750 25 30,50062755 25.5
145 225
32
31,60062760 26 31,60062765 26.5 35,30062770 27 150 230 35,30062780 28 35,30062790 29 155 235 37,50062800 30 37,50062810 31 160 240 43,10062820 32 165 245 43,100
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
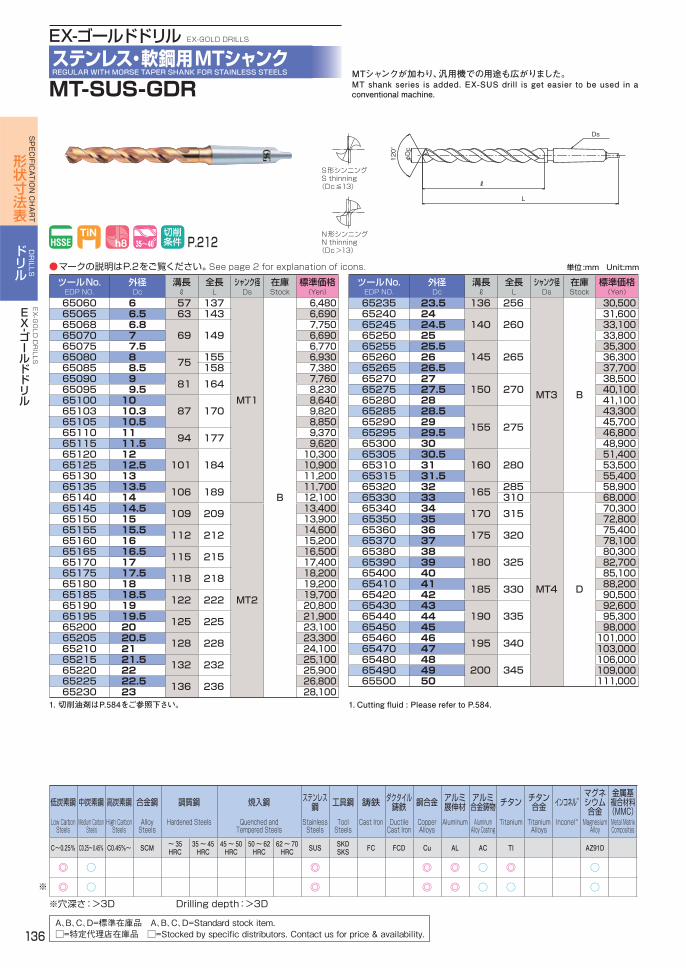
136
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
MT-SUS-GDRステンレス・軟鋼用MTシャンクREGULAR WITH MORSE TAPER SHANK FOR STAINLESS STEELS
EX-ゴールドドリル EX-GOLD DRILLS
L
ℓ
Ds
120°
φDc
S形シンニングS thinning (Dc≦13)
N形シンニングN thinning (Dc>13)
P.212
MTシャンクが加わり、汎用機での用途も広がりました。MT shank series is added. EX-SUS drill is get easier to be used in a conventional machine.
※穴深さ:>3D Drilling depth:>3D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
65060 6 57 137
MT1
B
6,48065065 6.5 63 143 6,69065068 6.8
69 1497,750
65070 7 6,69065075 7.5 6,77065080 8 75 155 6,93065085 8.5 158 7,38065090 9 81 164 7,76065095 9.5 8,23065100 10
87 1708,640
65103 10.3 9,82065105 10.5 8,85065110 11 94 177 9,37065115 11.5 9,62065120 12
101 18410,300
65125 12.5 10,90065130 13 11,20065135 13.5 106 189 11,70065140 14 12,10065145 14.5 109 209
MT2
13,40065150 15 13,90065155 15.5 112 212 14,60065160 16 15,20065165 16.5 115 215 16,50065170 17 17,40065175 17.5 118 218 18,20065180 18 19,20065185 18.5 122 222 19,70065190 19 20,80065195 19.5 125 225 21,90065200 20 23,10065205 20.5 128 228 23,30065210 21 24,10065215 21.5 132 232 25,10065220 22 25,90065225 22.5 136 236 26,80065230 23 28,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
65235 23.5 136 256
MT3 B
30,50065240 24
140 26031,600
65245 24.5 33,10065250 25 33,80065255 25.5
145 26535,300
65260 26 36,30065265 26.5 37,70065270 27
150 27038,500
65275 27.5 40,10065280 28 41,10065285 28.5
155 275
43,30065290 29 45,70065295 29.5 46,80065300 30 48,90065305 30.5
160 28051,400
65310 31 53,50065315 31.5 55,40065320 32 165 285 58,90065330 33 310
MT4 D
68,00065340 34 170 315 70,30065350 35 72,80065360 36 175 320 75,40065370 37 78,10065380 38
180 32580,300
65390 39 82,70065400 40 85,10065410 41 185 330 88,20065420 42 90,50065430 43
190 33592,600
65440 44 95,30065450 45 98,00065460 46 195 340 101,00065470 47 103,00065480 48
200 345106,000
65490 49 109,00065500 50 111,000
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ○ ◎ ◎ ◎ ○ ◎ ○
◎ ○ ◎ ◎ ◎ ○ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
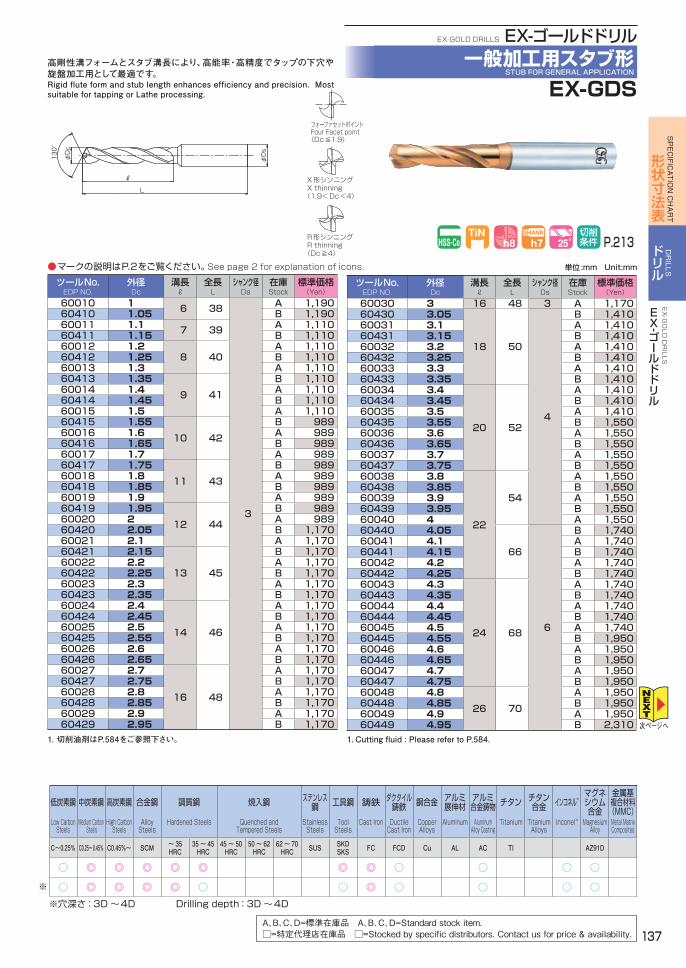
137
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDS一般加工用スタブ形
STUB FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル高剛性溝フォームとスタブ溝長により、高能率・高精度でタップの下穴や旋盤加工用として最適です。Rigid flute form and stub length enhances efficiency and precision. Most suitable for tapping or Lathe processing.
ℓ
L
φDc
130°
φDs
X形シンニングX thinning (1.9<Dc<4)
R形シンニングR thinning (Dc≧4)
P.213
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60010 1 6 38
3
A 1,19060410 1.05 B 1,19060011 1.1 7 39 A 1,11060411 1.15 B 1,11060012 1.2
8 40A 1,110
60412 1.25 B 1,11060013 1.3 A 1,11060413 1.35
9 41
B 1,11060014 1.4 A 1,11060414 1.45 B 1,11060015 1.5 A 1,11060415 1.55
10 42
B 98960016 1.6 A 98960416 1.65 B 98960017 1.7 A 98960417 1.75
11 43
B 98960018 1.8 A 98960418 1.85 B 98960019 1.9 A 98960419 1.95
12 44
B 98960020 2 A 98960420 2.05 B 1,17060021 2.1 A 1,17060421 2.15
13 45
B 1,17060022 2.2 A 1,17060422 2.25 B 1,17060023 2.3 A 1,17060423 2.35 B 1,17060024 2.4
14 46
A 1,17060424 2.45 B 1,17060025 2.5 A 1,17060425 2.55 B 1,17060026 2.6 A 1,17060426 2.65 B 1,17060027 2.7
16 48
A 1,17060427 2.75 B 1,17060028 2.8 A 1,17060428 2.85 B 1,17060029 2.9 A 1,17060429 2.95 B 1,170
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60030 3 16 48 3 A 1,17060430 3.05
18 50
4
B 1,41060031 3.1 A 1,41060431 3.15 B 1,41060032 3.2 A 1,41060432 3.25 B 1,41060033 3.3 A 1,41060433 3.35 B 1,41060034 3.4
20 52
A 1,41060434 3.45 B 1,41060035 3.5 A 1,41060435 3.55 B 1,55060036 3.6 A 1,55060436 3.65 B 1,55060037 3.7 A 1,55060437 3.75 B 1,55060038 3.8
22
54
A 1,55060438 3.85 B 1,55060039 3.9 A 1,55060439 3.95 B 1,55060040 4 A 1,55060440 4.05
66
6
B 1,74060041 4.1 A 1,74060441 4.15 B 1,74060042 4.2 A 1,74060442 4.25 B 1,74060043 4.3
24 68
A 1,74060443 4.35 B 1,74060044 4.4 A 1,74060444 4.45 B 1,74060045 4.5 A 1,74060445 4.55 B 1,95060046 4.6 A 1,95060446 4.65 B 1,95060047 4.7 A 1,95060447 4.75 B 1,95060048 4.8
26 70
A 1,95060448 4.85 B 1,95060049 4.9 A 1,95060449 4.95 B 2,310
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
フォーファセットポイントFour Facet point(Dc≦1.9)
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

138
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDS一般加工用スタブ形STUB FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS 高剛性溝フォームとスタブ溝長により、高能率・高精度でタップの下穴や旋盤加工用として最適です。
ℓ
L
φDc
130°
φDs
X形シンニングX thinning (1.9<Dc<4)
R形シンニングR thinning (Dc≧ 4)
P.213
Rigid flute form and stub length enhances efficiency and precision. Most suitable for tapping or Lathe processing.
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60050 5
26 70
6
A 2,31060450 5.05 B 2,31060051 5.1 A 2,31060451 5.15 B 2,31060052 5.2 A 2,31060452 5.25 B 2,31060053 5.3 A 2,31060453 5.35
28 72
B 2,31060054 5.4 A 2,31060454 5.45 B 2,31060055 5.5 A 2,31060455 5.55 B 2,51060056 5.6 A 2,51060456 5.65 B 2,51060057 5.7 A 2,51060457 5.75 B 2,51060058 5.8 A 2,51060458 5.85 B 2,51060059 5.9 A 2,51060459 5.95 B 2,51060060 6
A
2,51060061 6.1
31 75
8
2,67060062 6.2 2,67060063 6.3 2,67060064 6.4 2,67060065 6.5 2,67060465 6.55 B 2,79060066 6.6 A 2,79060466 6.65 B 2,79060067 6.7
A
2,79060068 6.8
34 78
2,79060069 6.9 2,79060070 7 2,79060071 7.1 2,92060072 7.2 2,92060073 7.3 2,92060473 7.35 B 2,92060074 7.4 A 2,92060075 7.5 2,92060475 7.55
37
81
B 3,08060076 7.6 A 3,08060476 7.65 B 3,08060077 7.7
A
3,08060078 7.8 3,08060079 7.9 3,08060080 8 3,08060081 8.1
87 10
3,34060082 8.2 3,34060083 8.3 3,34060483 8.35 B 3,34060084 8.4 A 3,34060085 8.5 3,340
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60485 8.55
40 90
10
B 3,56060086 8.6 A 3,56060486 8.65 B 3,56060087 8.7
A
3,56060088 8.8 3,56060089 8.9 3,56060090 9 3,56060091 9.1 3,80060092 9.2 3,80060492 9.25 B 3,80060093 9.3 A 3,80060493 9.35 B 3,80060094 9.4 A 3,80060494 9.45 B 3,80060095 9.5 A 3,80060495 9.55
43
93
B 4,01060096 9.6 A 4,01060496 9.65 B 4,01060097 9.7
A4,010
60098 9.8 4,01060099 9.9 4,01060499 9.95 B 4,01060100 10
A4,010
60101 10.1
100
12
4,33060102 10.2 4,33062002 10.25 B 4,33060103 10.3 A 4,33062003 10.35 B 4,33060104 10.4 A 4,33060105 10.5 4,33062005 10.55 B 4,76060106 10.6 A 4,76062006 10.65
47 104
B 4,76060107 10.7
A4,760
60108 10.8 4,76060109 10.9 4,76062009 10.95 B 4,76060110 11
A4,760
60111 11.1 5,35060112 11.2 5,35062012 11.25 B 5,35060113 11.3 A 5,35062013 11.35 B 5,35060114 11.4 A 5,35060115 11.5 5,35062015 11.55 B 5,78060116 11.6
A
5,78060117 11.7 5,78060118 11.8 5,78060119 11.9
51 1085,780
60120 12 5,78060121 12.1 6,420
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
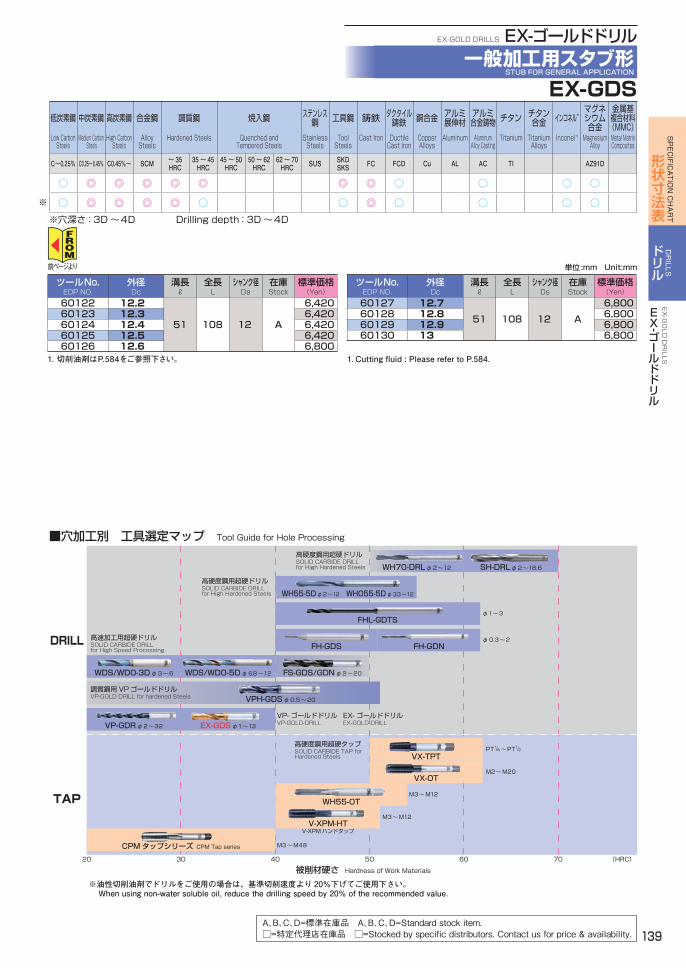
139
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDS一般加工用スタブ形
STUB FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
※穴深さ:3D ~4D Drilling depth:3D ~4D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60122 12.2
51 108 12 A
6,42060123 12.3 6,42060124 12.4 6,42060125 12.5 6,42060126 12.6 6,800
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60127 12.7
51 108 12 A
6,80060128 12.8 6,80060129 12.9 6,80060130 13 6,800
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○
○ ◎ ◎ ◎ ◎ ○ ○ ◎ ○ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
DRILL
TAP
20 30 40 50 60 70 (HRC)
被削材硬さ Hardness of Work Materials※油性切削油剤でドリルをご使用の場合は、基準切削速度より 20%下げてご使用下さい。 When using non-water soluble oil, reduce the drilling speed by 20% of the recommended value.
FS-GDS/GDNφ2~20
VPH-GDSφ0.5~20
VP-GDRφ2~32 EX-GDSφ1~13VP- ゴールドドリルVP-GOLD-DRILL
EX- ゴールドドリルEX-GOLD-DRILL
高速加工用超硬ドリル SOLID CARBIDE DRILL for High Speed Processing
調質鋼用VPゴールドドリル VP-GOLD DRILL for hardened Steels
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
φ0.3~2
φ1~3
VX-OT
V-XPM-HT
CPMタップシリーズ CPM Tap series M3~M48
M3~M12
M2~M20
VX-TPTPT1/8 ~PT1/2
高硬度鋼用超硬タップ SOLID CARBIDE TAP for Hardened Steels
V-XPMハンドタップ
■穴加工別 工具選定マップ Tool Guide for Hole Processing
FH-GDS
FHL-GDTS
FH-GDN
高硬度鋼用超硬ドリル SOLID CARBIDE DRILL for High Hardened Steels
WH70-DRLφ2~12
WH55-5Dφ2~12
WH55-OTM3~M12
WDS/WDO-5Dφ6.8~12WDS/WDO-3Dφ3~6
WHO55-5Dφ3.3~12
SH-DRLφ2~18.6

140
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-LS-GDS一般加工用ロングシャンク スタブ形STUB WITH LONG SHANK FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
リーチの要する横形の機械や、壁、治具類に近接した部分の加工に適します。
X形シンニングX thinning (Dc<4)
R形シンニングR thinning (Dc≧ 4)
130°
φDc
φDs
ℓ
L
EX-LS-GDS is best used with a horizontal machine which requires long overhang length. It performs well for drilling besides deep walls and with bush or clamping system.
P.214
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8601525 2.514
1002.5
D
2,0908602025 2.5 120 2,3108602525 2.5 150 2,5108601533 3.3
18100
3.32,380
8602033 3.3 120 2,4108602533 3.3 150 2,9208601542 4.2
22100
4.22,970
8602042 4.2 120 3,1308602542 4.2 150 3,6408601550 5
26
100
5
3,0408602050 5 120 3,5608602550 5 150 3,9308603050 5 200 4,6108601568 6.8
34
100
6.8
3,4308602068 6.8 120 4,5408602568 6.8 150 5,7008603068 6.8 200 6,9308603568 6.8 250 8,0008602070 7 120
7
4,0108602570 7 150 5,7008603070 7 200 6,9308603570 7 250 8,000
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8602085 8.5
37
120
8.5
D
6,2508602585 8.5 150 8,2308603085 8.5 200 9,2508603585 8.5 250 10,3008602088 8.8
41
120
8.8
6,7908602588 8.8 150 8,1608603088 8.8 200 10,1008603588 8.8 250 11,5008602103 10.3
43
120
10.3
7,1408602603 10.3 150 9,2508603103 10.3 200 12,8008603603 10.3 250 14,4008602105 10.5 120
10.5
7,1408602605 10.5 150 9,2508603105 10.5 200 12,8008603605 10.5 250 14,4008602108 10.8
47
120
10.8
8,3408602608 10.8 150 10,9008603108 10.8 200 13,9008603608 10.8 250 15,500
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ◎ ○ ◎ ○ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

141
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
一般加工用ミディアム形MEDIUM FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
フォーファセットポイントFour Facet point(Dc≦1.5)
L
ℓ
φDc
130°
φDs
R形シンニングR thinning (Dc≧4)
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
X形シンニングX thinning (1.5<Dc<4)
P.215
スタブとレギュラの中間溝長で、小径でも直径4倍までのノンステップ高速加工を実現します。The middle-flute length allows for high speed, non-step processing; to depths up to 4 times the drill diameter. EX-GDN
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
61005 0.5
6 38
3
B 1,8708607051 0.51
D
1,9708607052 0.52 1,9708607053 0.53 1,9708607054 0.54
7 39
1,9708607055 0.55 1,8108607056 0.56 1,9708607057 0.57 1,9708607058 0.58 1,9708607059 0.59 1,97061006 0.6 B 1,6808607061 0.61
D
1,8108607062 0.62 1,8108607063 0.63 1,8108607064 0.64 1,8108607065 0.65 1,6608607066 0.66 1,8108607067 0.67 1,8108607068 0.68
8 40
1,8108607069 0.69 1,81061007 0.7 B 1,5608607071 0.71
D
1,7508607072 0.72 1,7508607073 0.73 1,7508607074 0.74 1,7508607075 0.75 1,6008607076 0.76 1,7508607077 0.77 1,7508607078 0.78 1,7508607079 0.79 1,75061008 0.8 B 1,4908607081 0.81
D
1,6508607082 0.82 1,6508607083 0.83 1,6508607084 0.84 1,6508607085 0.85 1,5108607086 0.86
9 41
1,6508607087 0.87 1,6508607088 0.88 1,6508607089 0.89 1,65061009 0.9 B 1,4208607091 0.91 D 1,520
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8607092 0.92
9 41
3
D
1,5208607093 0.93 1,5208607094 0.94 1,5208607095 0.95 1,4008607096 0.96 1,5208607097 0.97 1,5208607098 0.98 1,5208607099 0.99 1,52061010 1 B 1,3108607101 1.01
D
1,4308607102 1.02 1,4308607103 1.03 1,4308607104 1.04 1,4308607105 1.05 1,3108607106 1.06 1,4308607107 1.07
11 43
1,4308607108 1.08 1,4308607109 1.09 1,43061011 1.1 B 1,2208607111 1.11
D
1,4308607112 1.12 1,4308607113 1.13 1,4308607114 1.14 1,4308607115 1.15 1,3108607116 1.16 1,4308607117 1.17 1,4308607118 1.18 1,4308607119 1.19
12 44
1,43061012 1.2 B 1,2208607121 1.21
D
1,4308607122 1.22 1,4308607123 1.23 1,4308607124 1.24 1,4308607125 1.25 1,3108607126 1.26 1,4308607127 1.27 1,4308607128 1.28 1,4308607129 1.29 1,43061013 1.3 B 1,2208607131 1.31
D1,430
8607132 1.32 1,4308607133 1.33 14 46 1,430
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
次ページへ1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

142
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDN一般加工用ミディアム形MEDIUM FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS スタブとレギュラの中間溝長で、小径でも直径4倍までのノンステップ高速加工を実現します。
X形シンニングX thinning (Dc≧1.6)
The middle-flute length allows for high speed, non-step processing; to depths up to 4 times the drill diameter.
L
ℓ
φDc
130°
φDs
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8607134 1.34
14 46
3
D
1,4308607135 1.35 1,3108607136 1.36 1,4308607137 1.37 1,4308607138 1.38 1,4308607139 1.39 1,43061014 1.4 B 1,2208607141 1.41
D
1,4308607142 1.42 1,4308607143 1.43 1,4308607144 1.44 1,4308607145 1.45 1,3108607146 1.46 1,4308607147 1.47 1,4308607148 1.48 1,4308607149 1.49 1,43061015 1.5 B 1,2208607151 1.51
15 47
D
1,2908607152 1.52 1,2908607153 1.53 1,2908607154 1.54 1,2908607155 1.55 1,1708607156 1.56 1,2908607157 1.57 1,2908607158 1.58 1,2908607159 1.59 1,29061016 1.6 B 1,1008607161 1.61
D
1,2908607162 1.62 1,2908607163 1.63 1,2908607164 1.64 1,2908607165 1.65 1,1708607166 1.66 1,2908607167 1.67 1,2908607168 1.68 1,2908607169 1.69 1,29061017 1.7 B 1,1008607171 1.71
17 49
D
1,2908607172 1.72 1,2908607173 1.73 1,2908607174 1.74 1,2908607175 1.75 1,1708607176 1.76 1,2908607177 1.77 1,2908607178 1.78 1,2908607179 1.79 1,29061018 1.8 B 1,1008607181 1.81
D
1,2908607182 1.82 1,2908607183 1.83 1,2908607184 1.84 1,2908607185 1.85 1,170
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8607186 1.86
17 49
3
D
1,2908607187 1.87 1,2908607188 1.88 1,2908607189 1.89 1,29061019 1.9 B 1,1008607191 1.91
18 50
D
1,2908607192 1.92 1,2908607193 1.93 1,2908607194 1.94 1,2908607195 1.95 1,1708607196 1.96 1,2908607197 1.97 1,2908607198 1.98 1,2908607199 1.99 1,29061020 2 1,1208607205 2.05 1,37061021 2.1 1,3108607215 2.15
20 52
1,37061022 2.2 1,3108607225 2.25 1,37061023 2.3 1,3108607235 2.35 1,37061024 2.4
22 54
1,3108607245 2.45 1,37061025 2.5 1,3108607255 2.55 1,37061026 2.6 1,3108607265 2.65 1,37061027 2.7
25 57
1,3108607275 2.75 1,37061028 2.8 1,3108607285 2.85 1,37061029 2.9 1,3108607295 2.95 1,37061030 3 1,3108607305 3.05
27 59
4
1,65061031 3.1 1,5808607315 3.15 1,65061032 3.2 1,5808607325 3.25 1,65061033 3.3 1,5808607335 3.35 1,65061034 3.4
30 62
1,5808607345 3.45 1,65061035 3.5 1,5808607355 3.55 1,81061036 3.6 1,7308607365 3.65 1,81061037 3.7 1,7308607375 3.75 1,81061038 3.8 33 65 1,7308607385 3.85 1,810
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
P.215
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
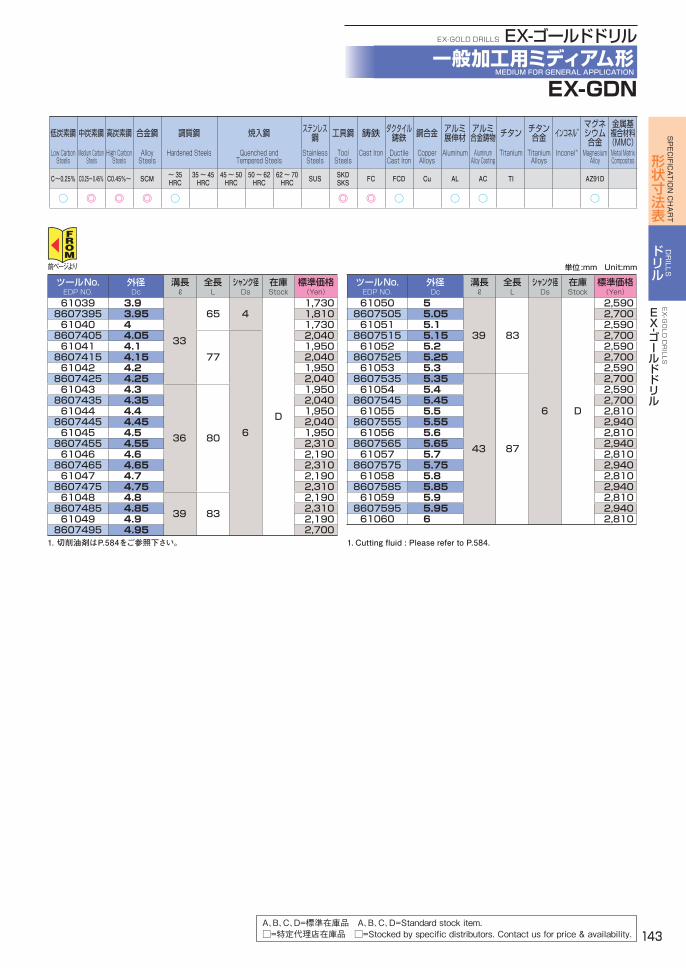
143
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
61039 3.9
33
65 4
D
1,7308607395 3.95 1,81061040 4 1,7308607405 4.05
77
6
2,04061041 4.1 1,9508607415 4.15 2,04061042 4.2 1,9508607425 4.25 2,04061043 4.3
36 80
1,9508607435 4.35 2,04061044 4.4 1,9508607445 4.45 2,04061045 4.5 1,9508607455 4.55 2,31061046 4.6 2,1908607465 4.65 2,31061047 4.7 2,1908607475 4.75 2,31061048 4.8
39 83
2,1908607485 4.85 2,31061049 4.9 2,1908607495 4.95 2,700
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
61050 5
39 83
6 D
2,5908607505 5.05 2,70061051 5.1 2,5908607515 5.15 2,70061052 5.2 2,5908607525 5.25 2,70061053 5.3 2,5908607535 5.35
43 87
2,70061054 5.4 2,5908607545 5.45 2,70061055 5.5 2,8108607555 5.55 2,94061056 5.6 2,8108607565 5.65 2,94061057 5.7 2,8108607575 5.75 2,94061058 5.8 2,8108607585 5.85 2,94061059 5.9 2,8108607595 5.95 2,94061060 6 2,810
一般加工用ミディアム形MEDIUM FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
EX-GDN
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

144
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDR一般加工用レギュラ形REGULAR FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
汎用性が高く、直径4~5倍までのノンステップ高速加工を実現します。
X形シンニングX thinning (Dc<4)
Non-step processing to depth 4-5 times the hole diameter allows this drill to be used for numerous high speed applications.
ℓ
L
φDc
130°
φDs
R形シンニングR thinning (Dc≧4)
※φ13超えはフラット付ストレートシャンクとなっておりますが、 在庫無くなり次第プレインシャンクに変更となります。※For shank size over 13mm, shank geometry "with flat on shank" is changed to "without flat on shank" accordingly.
Dc>13 Dc≦13P.215
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60520 224 56
3
B
1,10062120 2.05 1,30060521 2.1 1,30062121 2.15
27 59
1,30060522 2.2 1,30062122 2.25 1,30060523 2.3 1,30062123 2.35 1,30060524 2.4
30 62
1,30062124 2.45 1,30060525 2.5 A 1,30062125 2.55 B 1,30060526 2.6 A 1,30062126 2.65 B 1,30060527 2.7
33 65
A 1,30062127 2.75 B 1,30060528 2.8 A 1,30062128 2.85 B 1,30060529 2.9 A 1,30062129 2.95 B 1,30060530 3 A 1,30062130 3.05
36 68
4
B 1,56060531 3.1 A 1,56062131 3.15 B 1,56060532 3.2 A 1,56062132 3.25 B 1,56060533 3.3 A 1,56062133 3.35 B 1,56060534 3.4
39 71
A 1,56062134 3.45 B 1,56060535 3.5 A 1,56062135 3.55 B 1,70060536 3.6 A 1,70062136 3.65 B 1,70060537 3.7 A 1,70062137 3.75 B 1,70060538 3.8
43
75
A 1,70062138 3.85 B 1,70060539 3.9 A 1,70062139 3.95 B 1,70060540 4 A 1,70062140 4.05
87
6
B 1,90060541 4.1 A 1,90062141 4.15 B 1,90060542 4.2 A 1,90062142 4.25 B 1,90060543 4.3
47 91
A 1,90062143 4.35 B 1,90060544 4.4 A 1,90062144 4.45 B 1,90060545 4.5 A 1,90062145 4.55 B 2,140
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60546 4.6
47 91
6
A 2,14062146 4.65 B 2,14060547 4.7 A 2,14062147 4.75 B 2,14060548 4.8
52 96
A 2,14062148 4.85 B 2,14060549 4.9 A 2,14062149 4.95 B 2,56060550 5 A 2,56062150 5.05 B 2,56060551 5.1 A 2,56062151 5.15 B 2,56060552 5.2 A 2,56062152 5.25 B 2,56060553 5.3 A 2,56062153 5.35
57 101
B 2,56060554 5.4 A 2,56062154 5.45 B 2,56060555 5.5 A 2,56062155 5.55 B 2,78060556 5.6 A 2,78062156 5.65 B 2,78060557 5.7 A 2,78062157 5.75 B 2,78060558 5.8 A 2,78062158 5.85 B 2,78060559 5.9 A 2,78062159 5.95 B 2,78060560 6 A 2,78062160 6.05
63 107
8
B 3,08060561 6.1 A 3,08062161 6.15 B 3,08060562 6.2 A 3,08062162 6.25 B 3,08060563 6.3 A 3,08062163 6.35 B 3,08060564 6.4 A 3,08062164 6.45 B 3,08060565 6.5 A 3,08062165 6.55 B 3,18060566 6.6 A 3,18062166 6.65 B 3,18060567 6.7 A 3,18062167 6.75
69 113
B 3,18060568 6.8 A 3,18062168 6.85 B 3,18060569 6.9 A 3,18062169 6.95 B 3,18060570 7 A 3,18062170 7.05 B 3,38060571 7.1 A 3,38062171 7.15 B 3,380
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

145
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
一般加工用レギュラ形REGULAR FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
EX-GDR
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60572 7.2
69 113
8
A 3,38062172 7.25 B 3,38060573 7.3 A 3,38062173 7.35 B 3,38060574 7.4 A 3,38062174 7.45 B 3,38060575 7.5 A 3,38062175 7.55
75
119
B 3,48060576 7.6 A 3,48062176 7.65 B 3,48060577 7.7 A 3,48062177 7.75 B 3,48060578 7.8 A 3,48062178 7.85 B 3,48060579 7.9 A 3,48062179 7.95 B 3,48060580 8 A 3,48062180 8.05
125
10
B 3,86060581 8.1 A 3,86062181 8.15 B 3,86060582 8.2 A 3,86062182 8.25 B 3,86060583 8.3 A 3,86062183 8.35 B 3,86060584 8.4 A 3,86062184 8.45 B 3,86060585 8.5 A 3,86062185 8.55
81 131
B 4,11060586 8.6 A 4,11062186 8.65 B 4,11060587 8.7 A 4,11062187 8.75 B 4,11060588 8.8 A 4,11062188 8.85 B 4,11060589 8.9 A 4,11062189 8.95 B 4,11060590 9 A 4,11062190 9.05 B 4,36060591 9.1 A 4,36062191 9.15 B 4,36060592 9.2 A 4,36062192 9.25 B 4,36060593 9.3 A 4,36062193 9.35 B 4,36060594 9.4 A 4,36062194 9.45 B 4,36060595 9.5 A 4,36062195 9.55
87 137
B 4,79060596 9.6 A 4,79062196 9.65 B 4,79060597 9.7 A 4,79062197 9.75 B 4,790
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60598 9.8
87
137 10
A 4,79062198 9.85 B 4,79060599 9.9 A 4,79062199 9.95 B 4,79060600 10 A 4,79062200 10.05
144
12
B 5,19060601 10.1 A 5,19062201 10.15 B 5,19060602 10.2 A 5,19062202 10.25 B 5,19060603 10.3 A 5,19062203 10.35 B 5,19060604 10.4 A 5,19062204 10.45 B 5,19060605 10.5 A 5,19062205 10.55 B 5,73060606 10.6 A 5,73062206 10.65
94 151
B 5,73060607 10.7 A 5,73062207 10.75 B 5,73060608 10.8 A 5,73062208 10.85 B 5,73060609 10.9 A 5,73062209 10.95 B 5,73060610 11 A 5,73062210 11.05 B 6,45060611 11.1 A 6,45062211 11.15 B 6,45060612 11.2 A 6,45062212 11.25 B 6,45060613 11.3 A 6,45062213 11.35 B 6,45060614 11.4 A 6,45062214 11.45 B 6,45060615 11.5 A 6,45062215 11.55 B 6,98060616 11.6 A 6,98062216 11.65 B 6,98060617 11.7 A 6,98062217 11.75 B 6,98060618 11.8 A 6,98062218 11.85
101 158
B 6,98060619 11.9 A 6,98062219 11.95 B 6,98060620 12
A
6,98060621 12.1 7,78060622 12.2 7,78060623 12.3 7,78060624 12.4 7,78060625 12.5 7,78060626 12.6 8,21060627 12.7 8,210
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
前ページより
次ページへ□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

146
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDR一般加工用レギュラ形REGULAR FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
汎用性が高く、直径4~5倍までのノンステップ高速加工を実現します。
X形シンニングX thinning (Dc<4)
Non-step processing to depth 4-5 times the hole diameter allows this drill to be used for numerous high speed applications.
ℓ
L
φDc
130°
φDs
R形シンニングR thinning (Dc≧4)
※φ13超えはフラット付ストレートシャンクとなっておりますが、 在庫無くなり次第プレインシャンクに変更となります。※For shank size over 13mm, shank geometry "with flat on shank" is changed to "without flat on shank" accordingly.
Dc>13 Dc≦13P.215
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60628 12.8101 158 12 A
8,21060629 12.9 8,21060630 13 8,210
13.1 85 145
16
□13.213.3
90 150
13.460635 13.5 B 12,700
13.6
□13.713.813.9
60640 14 B 12,70060641 14.1
95
155
14,00014.2
□14.314.4
60645 14.5 B 14,00014.6
161
20
□14.714.814.9
60650 15 B 14,60015.1
100 166
□15.215.315.4
60655 15.5 B 15,70060656 15.6 15,700
15.7□15.8
15.960660 16 B 15,700
16.1
106 172
□16.216.316.4
60665 16.5 B 16,30016.6
□16.716.816.9
60670 17 B 16,30017.1
112 178
□17.217.317.4
60675 17.5 B 17,90060676 17.6 17,900
17.7□17.8
17.9
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
60680 18 112 178
20
B 17,90018.1
118
184 □18.218.318.4
60685 18.5 B 19,70018.6
194
25
□18.718.818.9
60690 19 B 20,40019.1
125 201
□19.219.319.4
60695 19.5 B 21,10060696 19.6 21,100
19.7□19.8
19.960700 20 B 21,100
20.1
128 204
□20.220.320.4
60705 20.5 B 23,10020.6
□20.720.820.9
60710 21 B 23,10060711 21.1 23,100
21.2□21.3
132 208
21.460715 21.5 B 24,600
21.6
□21.721.821.9
60720 22 B 24,60022.1
□22.222.322.4
60725 22.5
136 212
B 27,90022.6
□22.722.822.9
60730 23 B 27,90023.1 □
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

147
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
一般加工用レギュラ形REGULAR FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
EX-GDR
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
23.2
136 212 25□23.3
23.460735 23.5 B 29,700
23.6
□23.7
140 220
32
23.823.9
60740 24 B 29,70024.1
□24.224.324.4
60745 24.5 B 29,70024.6
□24.724.824.9
60750 25 B 29,70025.1
145 225
□25.225.325.4
60755 25.5 B 31,10025.6
□25.725.825.9
60760 26 B 31,10026.1
□26.226.326.4
60765 26.5 B 34,30026.6 150 230 □26.7
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
26.8
150 230
32
□26.960770 27 B 34,300
27.1
□
27.227.327.427.527.627.727.827.9
60780 28 B 34,30028.1
155 235
□
28.228.328.428.528.628.728.828.9
60790 29 B 36,40029.1
□
29.229.329.429.529.629.729.829.9
60800 30B
36,40060810 31 160 240 42,00060820 32 165 245 42,000
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

148
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDXL一般加工用ロング形LONG FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
高剛性パラボリック溝により、直径の7~10倍までの深穴加工も可能です。Rigid parabolic flutes can increase hole-processing depth to 7-10 times the hole diameter.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
X形シンニングX thinning (Dc<4)
ℓL
φDc
130°
φDs
R形シンニングR thinning (Dc≧4)
P.216
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8590520 2 40
100
2
D
2,2508591020 2 50 2,3508590521 2.1 40 2.1 2,3308591021 2.1 50 2,4008590522 2.2 40 2.2 2,3308591022 2.2 50 2,4008590523 2.3 40 2.3 2,3308591023 2.3 50 2,4008590524 2.4 40 2.4 2,3308591024 2.4
50
2,4008591025 2.5 2.5 2,3308591026 2.6 2.6 2,4308591027 2.7 2.7 2,4308591028 2.8 2.8 2,4308591029 2.9 2.9 2,4308591030 3 55
3 B 2,4108591530 3 75 150 2,9508592030 3 100 200
D
3,8008591031 3.1 55 100
3.12,650
8591531 3.1 75 150 3,2408592031 3.1 100 200 4,0108591032 3.2 55 100
3.22,650
8591532 3.2 75 150 3,2408592032 3.2 100 200 4,0108591033 3.3 55 100
3.3 B 2,5908591533 3.3 75 150 3,1608592033 3.3 100 200
D
4,0108591034 3.4 55 100
3.42,650
8591534 3.4 75 150 3,2408592034 3.4 100 200 4,0108591035 3.5 55 100
3.5 B 2,5908591535 3.5 75 150 3,1608592035 3.5 100 200
D
4,0108591036 3.6 55 100
3.62,950
8591536 3.6 75 150 3,6308592036 3.6 100 200 4,3808591037 3.7 55 100
3.72,950
8591537 3.7 75 150 3,6308592037 3.7 100 200 4,3808591038 3.8 55 100
3.82,950
8591538 3.8 75 150 3,6308592038 3.8 100 200 4,3808591039 3.9 55 100
3.92,950
8591539 3.9 75 150 3,6308592039 3.9 100 200 4,3808591040 4 60 100
4 B2,890
8591540 4 80 150 3,5608592040 4 100 200 4,3108591041 4.1 60 100
4.1 D3,320
8591541 4.1 80 150 4,0708592041 4.1 100 200 4,7908591042 4.2 60 100 4.2 B 3,2608591542 4.2 80 150 4,010
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8592042 4.2 100 200 4.2 B 4,6808591043 4.3 60 100
4.3
D
3,3208591543 4.3 80 150 4,0708592043 4.3 100 200 4,7908591044 4.4 60 100
4.43,320
8591544 4.4 80 150 4,0708592044 4.4 100 200 4,7908591045 4.5 60 100
4.5 B3,240
8591545 4.5 80 150 4,0108592045 4.5 100 200 4,6808591046 4.6 60 100
4.6
D
3,7008591546 4.6 80 150 4,3808592046 4.6 100 200 5,1108591547 4.7 80 150 4.7 4,3808592047 4.7 100 200 5,1108591548 4.8 80 150 4.8 4,3808592048 4.8 100 200 5,1108591549 4.9 80 150 4.9 4,3808592049 4.9 100 200 5,1108591550 5 85 150
5B 4,310
8592050 5 105 200 5,0008592550 5 130 250 D 6,2608604050 5 160 6,2608591551 5.1 85 150
5.1 B 4,6108592051 5.1 105 200 5,5908604051 5.1 160 250 D 6,8508591552 5.2 85 150
5.2 B 4,6108592052 5.2 105 200 5,5908604052 5.2 160 250
D
6,8508591553 5.3 85 150
5.35,880
8592053 5.3 105 200 7,1208604053 5.3 160 250 7,4808591554 5.4 85 150
5.45,880
8592054 5.4 105 200 7,1208604054 5.4 160 250 7,4808591555 5.5 85 150
5.5 B 4,6108592055 5.5 105 200 5,5908604055 5.5 160 250
D
6,8508591556 5.6 85 150
5.66,260
8592056 5.6 105 200 7,8108604056 5.6 160 250 8,2108591557 5.7 85 150
5.76,260
8592057 5.7 105 200 7,8108604057 5.7 160 250 8,2108591558 5.8 85 150
5.86,260
8592058 5.8 105 200 7,8108604058 5.8 160 250 8,2108591559 5.9 85 150
5.96,260
8592059 5.9 105 200 7,8108604059 5.9 160 250 8,2108591560 6 90 150
6 B 4,9308592060 6 110 200 6,1308604060 6 160 250 D 7,520
次ページへ A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

149
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8591574 7.4 90 150
7.4 D
8,7808592074 7.4 110 200 10,6008604074 7.4 160 250 11,1008604274 7.4 200 300 17,3008591575 7.5 90 150
7.5B 7,010
8592075 7.5 110 200 8,4008604075 7.5 160 250
D
9,6608604275 7.5 200 300 17,3008592076 7.6 110 200
7.611,500
8604076 7.6 160 250 12,0008604276 7.6 200 300 17,6008592077 7.7 110 200
7.711,500
8604077 7.7 160 250 12,0008604277 7.7 200 300 17,6008592078 7.8 110 200
7.811,500
8604078 7.8 160 250 12,0008604278 7.8 200 300 17,6008592079 7.9 110 200
7.911,500
8604079 7.9 160 250 12,0008604279 7.9 200 300 17,6008592080 8 115 200
8B 9,140
8604080 8 160 250
D
10,4008604280 8 200 300 17,6008592081 8.1 115 200
8.112,900
8604081 8.1 160 250 13,5008604281 8.1 200 300 17,9008592082 8.2 115 200
8.212,900
8604082 8.2 160 250 13,5008604282 8.2 200 300 17,9008592083 8.3 115 200
8.312,900
8604083 8.3 160 250 13,5008604283 8.3 200 300 17,9008592084 8.4 115 200
8.412,900
8604084 8.4 160 250 13,5008604284 8.4 200 300 17,9008592085 8.5 115 200
8.5B 10,300
8604085 8.5 160 250
D
11,5008604285 8.5 200 300 17,9008592086 8.6 115 200
8.614,000
8604086 8.6 160 250 14,6008604286 8.6 200 300 18,2008592087 8.7 115 200
8.714,000
8604087 8.7 160 250 14,6008604287 8.7 200 300 18,2008592088 8.8 115 200
8.814,000
8604088 8.8 160 250 14,6008604288 8.8 200 300 18,2008592089 8.9 115 200
8.914,000
8604089 8.9 160 250 14,6008604289 8.9 200 300 18,2008592090 9 115 200
9B 11,200
8604090 9 160 250 D 12,8008604290 9 200 300 18,200
EX-GDXL
EX-GOLD DRILLS EX-ゴールドドリル 一般加工用ロング形
LONG FOR GENERAL APPLICATION
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8604260 6 200 300 6
D
12,0008591561 6.1 90 150
6.1
6,9508592061 6.1 110 200 8,5908604061 6.1 160 250 9,0108604261 6.1 200 300 16,7008591562 6.2 90 150
6.2
6,9508592062 6.2 110 200 8,5908604062 6.2 160 250 9,0108604262 6.2 200 300 16,7008591563 6.3 90 150
6.3
6,9508592063 6.3 110 200 8,5908604063 6.3 160 250 9,0108604263 6.3 200 300 16,7008591564 6.4 90 150
6.4
6,9508592064 6.4 110 200 8,5908604064 6.4 160 250 9,0108604264 6.4 200 300 16,7008591565 6.5 90 150
6.5B 5,560
8592065 6.5 110 200 6,8408604065 6.5 160 250
D
8,2708604265 6.5 200 300 16,7008591566 6.6 90 150
6.6
7,8708592066 6.6 110 200 9,5708604066 6.6 160 250 10,1008604266 6.6 200 300 17,0008591567 6.7 90 150
6.7
7,8708592067 6.7 110 200 9,5708604067 6.7 160 250 10,1008604267 6.7 200 300 17,0008591568 6.8 90 150
6.8B 6,310
8592068 6.8 110 200 7,6608604068 6.8 160 250 D 8,8908604268 6.8 200 300 17,0008591569 6.9 90 150
6.9B 6,310
8592069 6.9 110 200 7,6608604069 6.9 160 250 D 8,8908604269 6.9 200 300 17,0008591570 7 90 150
7B 6,310
8592070 7 110 200 7,6608604070 7 160 250
D
8,8908604270 7 200 300 17,0008591571 7.1 90 150
7.1
8,7808592071 7.1 110 200 10,6008604071 7.1 160 250 11,1008604271 7.1 200 300 17,3008591572 7.2 90 150
7.2
8,7808592072 7.2 110 200 10,6008604072 7.2 160 250 11,1008604272 7.2 200 300 17,3008591573 7.3 90 150
7.3
8,7808592073 7.3 110 200 10,6008604073 7.3 160 250 11,1008604273 7.3 200 300 17,300
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
前ページより
次ページへ
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.注1)シャンク形状はP.658をご参照下さい。 NOTE. Dimension of shank : refer to Appendix P.658
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

150
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDXL一般加工用ロング形LONG FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
高剛性パラボリック溝により、直径の7~10倍までの深穴加工も可能です。Rigid parabolic flutes can increase hole-processing depth to 7-10 times the hole diameter.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
X形シンニングX thinning (Dc<4)
ℓL
φDc
130°
φDs
R形シンニングR thinning (Dc≧4)
P.216
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8592091 9.1 115 2009.1
D
15,2008604091 9.1 160 250 16,0008604291 9.1 200 300 18,7008592092 9.2 115 200
9.215,200
8604092 9.2 160 250 16,0008604292 9.2 200 300 18,7008592093 9.3 115 200
9.315,200
8604093 9.3 160 250 16,0008604293 9.3 200 300 18,7008592094 9.4 115 200
9.415,200
8604094 9.4 160 250 16,0008604294 9.4 200 300 18,7008592095 9.5 115 200
9.5B 12,100
8604095 9.5 160 250
D
13,5008604295 9.5 200 300 18,7008592096 9.6 115 200
9.616,100
8604096 9.6 160 250 17,0008604296 9.6 200 300 19,0008592097 9.7 115 200
9.716,100
8604097 9.7 160 250 17,0008604297 9.7 200 300 19,0008592098 9.8 115 200
9.816,100
8604098 9.8 160 250 17,0008604298 9.8 200 300 19,0008592099 9.9 115 200
9.916,100
8604099 9.9 160 250 17,0008604299 9.9 200 300 19,0008592100 10 120 200
10B 12,900
8604100 10 160 250
D
14,6008604300 10 200 300 19,0008592101 10.1 120 200
10.117,700
8604101 10.1 160 250 15,9008604301 10.1 200 300 19,3008592102 10.2 120 200
10.217,700
8604102 10.2 160 250 15,9008604302 10.2 200 300 19,3008592103 10.3 120 200
10.317,700
8604103 10.3 160 250 15,9008604303 10.3 200 300 19,3008592104 10.4 120 200
10.417,700
8604104 10.4 160 250 15,9008604304 10.4 200 300 19,3008592105 10.5 120 200
10.5B 14,200
8604105 10.5 160 250
D
15,9008604305 10.5 200 300 19,3008592106 10.6 120 200
10.619,300
8604106 10.6 160 250 17,2008604306 10.6 200 300 19,8008592107 10.7 120 200
10.719,300
8604107 10.7 160 250 17,2008604307 10.7 200 300 19,8008592108 10.8 120 200 10.8 19,3008604108 10.8 160 250 17,200
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8604308 10.8 200 300 10.8
D
19,8008592109 10.9 120 200
10.919,300
8604109 10.9 160 250 17,2008604309 10.9 200 300 19,8008592110 11 120 200
11B 15,500
8604110 11 160 250
D
17,2008604310 11 200 300 19,8008592111 11.1 120 200
11.120,900
8604111 11.1 160 250 19,5008604311 11.1 200 300 21,7008592112 11.2 120 200
11.220,900
8604112 11.2 160 250 19,5008604312 11.2 200 300 21,7008592113 11.3 120 200
11.320,900
8604113 11.3 160 250 19,5008604313 11.3 200 300 21,7008592114 11.4 120 200
11.420,900
8604114 11.4 160 250 19,5008604314 11.4 200 300 21,7008592115 11.5 120 200
11.5B 16,700
8604115 11.5 160 250
D
19,5008604315 11.5 200 300 21,7008592116 11.6 120 200
11.622,700
8604116 11.6 160 250 20,1008604316 11.6 200 300 23,5008592117 11.7 120 200
11.722,700
8604117 11.7 160 250 20,1008604317 11.7 200 300 23,5008592118 11.8 120 200
11.822,700
8604118 11.8 160 250 20,1008604318 11.8 200 300 23,5008592119 11.9 120 200
11.922,700
8604119 11.9 160 250 20,1008604319 11.9 200 300 23,5008592120 12 120 200
12B 18,100
8604120 12 160 250
D
20,1008604320 12 200 300 23,5008592121 12.1 120 200
12.124,600
8604121 12.1 160 250 22,0008604321 12.1 200 300 25,7008592122 12.2 120 200
12.224,600
8604122 12.2 160 250 22,0008604322 12.2 200 300 25,7008592123 12.3 120 200
12.324,600
8604123 12.3 160 250 22,0008604323 12.3 200 300 25,7008592124 12.4 120 200
12.424,600
8604124 12.4 160 250 22,0008604324 12.4 200 300 25,7008592125 12.5 120 200
12.5B 19,500
8604125 12.5 160 250D
22,0008604325 12.5 200 300 25,7008592126 12.6 120 200 12.6 26,700
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
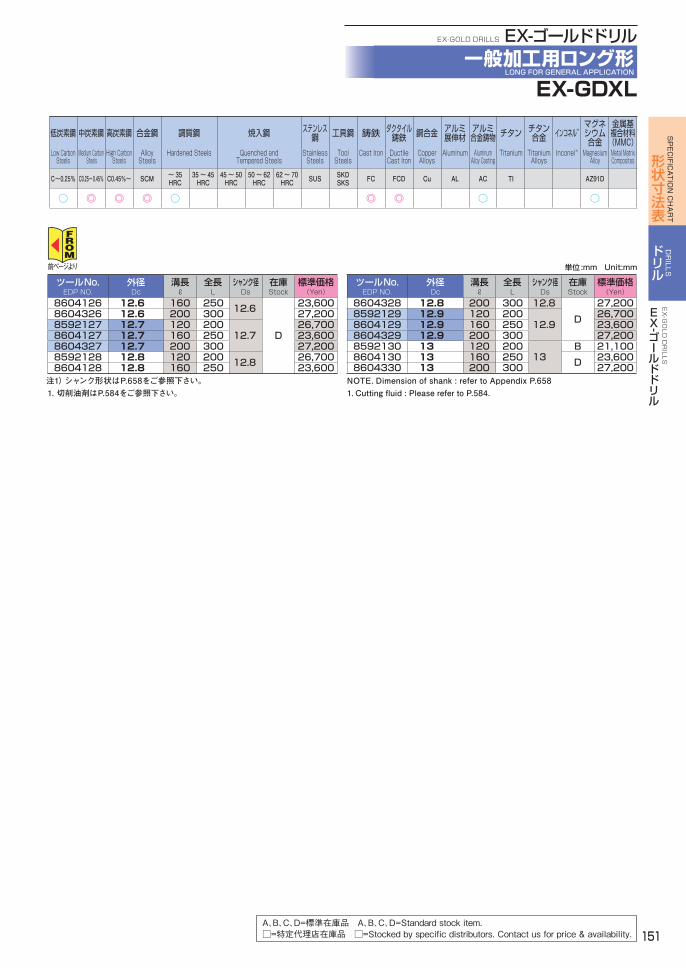
151
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDXL
EX-GOLD DRILLS EX-ゴールドドリル 一般加工用ロング形
LONG FOR GENERAL APPLICATION
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8604126 12.6 160 250 12.6
D
23,6008604326 12.6 200 300 27,2008592127 12.7 120 200
12.726,700
8604127 12.7 160 250 23,6008604327 12.7 200 300 27,2008592128 12.8 120 200 12.8 26,7008604128 12.8 160 250 23,600
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8604328 12.8 200 300 12.8
D
27,2008592129 12.9 120 200
12.926,700
8604129 12.9 160 250 23,6008604329 12.9 200 300 27,2008592130 13 120 200
13B 21,100
8604130 13 160 250 D 23,6008604330 13 200 300 27,200
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.注1)シャンク形状はP.658をご参照下さい。 NOTE. Dimension of shank : refer to Appendix P.658
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

152
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDS高速加工用粉末ハイス油穴付きスタブ形POWDER METALLURGY STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
VP-ゴールドドリル VP-GOLD DRILLS オイルホール付き粉末ハイス+Vコーティングで超硬ドリルを上回る高速加工も可能です。Similar to the VP-GDR, but includes an internal coolant supply system. This drill's high-speed processing capability exceeds that of carbide drills.
L
ℓ
φDc
120°
φDs
RシンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shankP.217
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594560 6 28 72
6
D
14,1008594561 6.1
31 75
14,3008594562 6.2 14,3008594563 6.3 14,3008594564 6.4 14,3008594565 6.5 14,3008594566 6.6
7
14,3008594567 6.7 14,3008594568 6.8
34 78
14,3008594569 6.9 14,3008594570 7 14,3008594571 7.1
8
14,4008594572 7.2 14,4008594573 7.3 14,4008594574 7.4 14,4008594575 7.5 14,4008594576 7.6
37
81
14,4008594577 7.7 14,4008594578 7.8 14,4008594579 7.9 14,4008594580 8 14,400
8.05
87
9
□8594581 8.1 D 14,600
8.15 □8594582 8.2 D 14,600
8.25 □8594583 8.3 D 14,600
8.35 □8594584 8.4 D 14,600
8.45 □8594585 8.5 D 14,600
8.55
40 90
□8594586 8.6 D 14,700
8.65 □8594587 8.7 D 14,700
8.75 □8594588 8.8 D 14,700
8.85 □8594589 8.9 D 14,700
8.95 □8594590 9 D 14,700
9.05
10
□8594591 9.1 D 14,800
9.15 □8594592 9.2 D 14,800
9.25 □
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594593 9.3
40 90
10
D 14,8009.35 □
8594594 9.4 D 14,8009.45 □
8594595 9.5 D 14,8009.55
43
93
□8594596 9.6 D 15,100
9.65 □8594597 9.7 D 15,100
9.75 □8594598 9.8 D 15,100
9.85 □8594599 9.9 D 15,100
9.95 □8594600 10 D 15,100
10.05
100
11
□8594601 10.1 D 15,400
10.15 □8594602 10.2 D 15,400
10.25 □8594603 10.3 D 15,400
10.35 □8594604 10.4 D 15,400
10.45 □8594605 10.5 D 15,400
10.55 □8594606 10.6 D 15,600
10.65
47 104
□8594607 10.7 D 15,600
10.75 □8594608 10.8 D 15,600
10.85 □8594609 10.9 D 15,600
10.95 □8594610 11 D 15,600
11.05
12
□8594611 11.1 D 15,900
11.15 □8594612 11.2 D 15,900
11.25 □8594613 11.3 D 15,900
11.35 □8594614 11.4 D 15,900
11.45 □8594615 11.5 D 15,900
11.55 □
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

153
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDS高速加工用粉末ハイス油穴付きスタブ形POWDER METALLURGY STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
VP-GOLD DRILLS VP-ゴールドドリル
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594616 11.6
47 104
12
D 16,20011.65 □
8594617 11.7 D 16,20011.75 □
8594618 11.8 D 16,20011.85
51
108
□8594619 11.9 D 16,200
11.95 □8594620 12
D
16,2008594621 12.1
111
16
16,8008594622 12.2 16,8008594623 12.3 16,8008594624 12.4 16,8008594625 12.5 16,8008594626 12.6 19,8008594627 12.7 19,8008594628 12.8 19,8008594629 12.9 19,8008594630 13 19,8008594631 13.1 21,9008594632 13.2 21,9008594633 13.3
54 114
21,9008594634 13.4 21,9008594635 13.5 21,9008594636 13.6 21,9008594637 13.7 21,9008594638 13.8 21,9008594639 13.9 21,9008594640 14 21,9008594641 14.1
56 116
24,1008594642 14.2 24,1008594643 14.3 24,1008594644 14.4 24,1008594645 14.5 24,1008594646 14.6 25,2008594647 14.7 25,2008594648 14.8 25,2008594649 14.9 25,2008594650 15 25,2008594651 15.1
58 118
27,3008594652 15.2 27,3008594653 15.3 27,3008594654 15.4 27,3008594655 15.5 27,3008594656 15.6 27,3008594657 15.7 27,300
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594658 15.858 118 16
D
27,3008594659 15.9 27,3008594660 16 27,3008594661 16.1
60 126
20
28,4008594662 16.2 28,4008594663 16.3 28,4008594664 16.4 28,4008594665 16.5 28,4008594666 16.6 28,4008594667 16.7 28,4008594668 16.8 28,4008594669 16.9 28,4008594670 17 28,4008594671 17.1
62 128
28,4008594672 17.2 28,4008594673 17.3 28,4008594674 17.4 28,4008594675 17.5 28,4008594676 17.6 28,4008594677 17.7 28,4008594678 17.8 28,4008594679 17.9 28,4008594680 18 28,4008594681 18.1
64 130
31,8008594682 18.2 31,8008594683 18.3 31,8008594684 18.4 31,8008594685 18.5 31,8008594686 18.6 33,1008594687 18.7 33,1008594688 18.8 33,1008594689 18.9 33,1008594690 19 33,1008594691 19.1
66 132
34,2008594692 19.2 34,2008594693 19.3 34,2008594694 19.4 34,2008594695 19.5 34,2008594696 19.6 34,2008594697 19.7 34,2008594698 19.8 34,2008594699 19.9 34,2008594700 20 34,2008594705 20.5 68 144 25
37,2008594710 21 37,2008594715 21.5 70 146 39,500
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
前ページより
次ページへ□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

154
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDS高速加工用粉末ハイス油穴付きスタブ形POWDER METALLURGY STUB FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
VP-ゴールドドリル VP-GOLD DRILLS オイルホール付き粉末ハイス+Vコーティングで超硬ドリルを上回る高速加工も可能です。Similar to the VP-GDR, but includes an internal coolant supply system. This drill's high-speed processing capability exceeds that of carbide drills.
L
ℓ
φDc
120°
φDs
RシンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shankP.217
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594720 22 70 146
25 D
39,5008594725 22.5
72 14845,200
8594730 23 45,2008594735 23.5 48,1008594740 24 75 151 48,100
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594745 24.5 75 151 25D
48,1008594750 25 48,1008594755 25.5 78 158 32 50,2008594760 26 50,200
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

155
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDR高速加工用粉末ハイス 油穴付き レギュラ形
POWDER HSS REGULAR WITH INTERNAL COOLANT SUPPLY FOR HIGH SPEED PROCESSING
VP-GOLD DRILLS VP-ゴールドドリルオイルホール付き粉末ハイス+Vコーティングで超硬ドリルを上回る高速加工も可能です。Similar to the VP-GDR, but includes an internal coolant supply system. This drill's high-speed processing capability exceeds that of carbide drills.
L
ℓ
φDc
120°
φDs
R形シンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shank
Dc>12 Dc≦12P.218
※穴深さ:>5D Drilling depth:>5D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593560 6 57 101 6
C
16,2008593565 6.5 63 107 16,4008593568 6.8
69 113 7 16,4008593570 7 16,4008593575 7.5 8 16,5008593580 8
75
119 16,5008.05
125
9
□
8.18.158.28.258.38.358.48.45
8593585 8.5 C 16,8008.55
81 131
□8593586 8.6 C 17,000
8.65
□
8.78.758.88.858.98.95
8593590 9 C 17,0009.05
10
□
9.19.159.29.259.39.359.49.45
8593595 9.5 C 17,1009.55
87 137 □9.69.659.7
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
9.75
87
137 10 □9.89.859.99.95
8593600 10 C 17,40010.05
144
11
□10.110.1510.210.25
8593603 10.3 C 17,60010.35
□10.410.45
8593605 10.5 C 17,60010.55
□
10.610.65
94 151
10.710.7510.810.8510.910.95
8593610 11 C 17,90011.05
12
□
11.111.1511.211.2511.311.3511.411.45
8593615 11.5 C 18,20011.55
□11.611.6511.7
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ◎ ◎ ◎ ○
次ページへ□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

156
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDR高速加工用粉末ハイス 油穴付き レギュラ形POWDER HSS REGULAR WITH INTERNAL COOLANT SUPPLY FOR HIGH SPEED PROCESSING
VP-ゴールドドリル VP-GOLD DRILLS オイルホール付き粉末ハイス+Vコーティングで超硬ドリルを上回る高速加工も可能です。Similar to the VP-GDR, but includes an internal coolant supply system. This drill's high-speed processing capability exceeds that of carbide drills.
R形シンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shank
Dc>12 Dc≦12P.218
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
L
ℓ
φDc
120°
φDs
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
11.75 94 151
12 □11.811.85
101
15811.911.95
8593620 12 C 18,70012.1
161
16
□12.212.312.4
8593625 12.5 C 19,30012.6
□12.712.812.9
8593630 13 C 23,10013.1
□13.213.3
106 166
13.48593635 13.5 C 26,300
13.6
□13.713.813.9
8593640 14 C 26,3008593641 14.1
109 169
29,40014.2
□14.314.4
8593645 14.5 C 29,40014.6
□14.714.814.9
8593650 15 C 30,50015.1
112 172
□15.215.315.4
8593655 15.5 C 33,1008593656 15.6 33,100
15.7□15.8
15.98593660 16 C 33,100
16.1 115 181 20 □16.2
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
16.3
115 181
20
□16.48593665 16.5 C 34,200
16.6
□16.716.816.9
8593670 17 C 34,20017.1
118 184
□17.217.317.4
8593675 17.5 C 34,2008593676 17.6 34,200
17.7□17.8
17.98593680 18 C 34,200
18.1
122 188
□18.218.318.4
8593685 18.5 C 37,70018.6
□18.718.818.9
8593690 19 C 39,30019.1
125 191
□19.219.319.4
8593695 19.5 C 40,7008593696 19.6 40,700
19.7□19.8
19.98593700 20
C
40,7008593705 20.5
128 204
25
43,9008593710 21 43,9008593711 21.1 43,9008593715 21.5 132 208 46,8008593720 22 46,8008593725 22.5
136 21253,400
8593730 23 53,4008593735 23.5 57,2008593740 24 140 216 57,2008593745 24.5 57,200
単位:mm Unit:mm
次ページへ
前ページより
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

157
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDR高速加工用粉末ハイス 油穴付き レギュラ形
POWDER HSS REGULAR WITH INTERNAL COOLANT SUPPLY FOR HIGH SPEED PROCESSING
VP-GOLD DRILLS VP-ゴールドドリル
※穴深さ:>5D Drilling depth:>5D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593750 25 140 216 25
C
57,2008593755 25.5
145 225 32
59,6008593760 26 59,6008593765 26.5 65,9008593770 27 150 230 65,900
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8593780 28 150 230
32 C
65,9008593790 29 155 235 69,8008593800 30 69,8008593810 31 160 240 80,8008593820 32 165 245 80,800
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ◎ ◎ ◎ ○
前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

158
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDL高速加工用粉末ハイス油穴付きロング形POWDER METALLURGY LONG FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
VP-ゴールドドリル VP-GOLD DRILLS
R形シンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shank
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
L
ℓ
120°
φDc
φDs
Dc>12 Dc≦12
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8
113
157 8
□
8.05
163
9
8.18.158.28.258.38.358.48.458.58.55
122 172
8.68.658.78.758.88.858.98.9599.05
10
9.19.159.29.259.39.359.49.459.59.55
131
181
9.69.659.79.759.89.859.99.951010.05
188 11
10.110.1510.210.2510.310.3510.410.4510.510.5510.610.65 141 198
単位:mm Unit:mm
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
10.7
141 198
11
□
10.7510.810.8510.910.951111.05
12
11.111.1511.211.2511.311.3511.411.4511.511.5511.611.6511.711.7511.811.85
151
20811.911.951212.1
211
16
12.212.312.412.512.612.712.812.91313.113.213.3
158 218
13.413.513.613.713.813.91414.1
162 222
14.214.314.414.514.614.7
次ページへ A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

159
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
VP-GOLD DRILLS
VP-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
14.8162 222
16
□
14.91515.1
166 226
15.215.315.415.515.615.715.815.91616.1
170 236
20
16.216.316.416.516.616.716.816.91717.1
174 24017.217.317.4
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
17.5
174 240
20 □
17.617.717.817.91818.1
180 246
18.218.318.418.518.618.718.818.91919.1
184 250
19.219.319.419.519.619.719.819.920
VP-HO-GDL高速加工用粉末ハイス油穴付きロング形POWDER METALLURGY LONG FOR HIGH SPEED PROCESSING WITH INTERNAL COOLANT SUPPLY
VP-GOLD DRILLS VP-ゴールドドリル
単位:mm Unit:mm前ページより
□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

160
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64060 6 57 101
6
B 10,60064061 6.1
63 107
D
13,60064062 6.2 13,60064063 6.3 13,60064064 6.4 13,60064065 6.5 B 11,00064066 6.6
7
D 13,60064067 6.7 13,60064068 6.8
69 113
B 11,00064069 6.9 D 13,60064070 7 B 11,00064071 7.1
8
D
13,70064072 7.2 13,70064073 7.3 13,70064074 7.4 13,70064075 7.5 B 11,10064076 7.6
75
119 D
13,90064077 7.7 13,90064078 7.8 13,90064079 7.9 13,90064080 8 B 11,10064081 8.1
125
9
D
14,10064082 8.2 14,10064083 8.3 14,10064084 8.4 14,10064085 8.5 B 11,20064086 8.6
81 131
11,30064087 8.7
D14,100
64088 8.8 14,10064089 8.9 14,10064090 9 B 11,30064091 9.1
10
D
14,30064092 9.2 14,30064093 9.3 14,30064094 9.4 14,30064095 9.5 B 11,40064096 9.6
87
137 D
14,50064097 9.7 14,50064098 9.8 14,50064099 9.9 14,50064100 10 B 11,60064101 10.1
144
11
D 14,70064102 10.2 14,70064103 10.3 B 11,70064104 10.4 D 14,70064105 10.5 B 11,70064106 10.6
D
14,90064107 10.7
94 151
14,90064108 10.8 14,90064109 10.9 14,90064110 11 B 11,90064111 11.1
12 D15,200
64112 11.2 15,20064113 11.3 15,200
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64114 11.4
94 15112
D 15,20064115 11.5 B 12,20064116 11.6
D
15,60064117 11.7 15,60064118 11.8 15,60064119 11.9 101 158 15,60064120 12 B 12,50064121 12.1
80 140
16
D
16,20064122 12.2 16,20064123 12.3 16,20064124 12.4 16,20064125 12.5 B 12,90064126 12.6
85 145
D
19,00064127 12.7 19,00064128 12.8 19,00064129 12.9 19,00064130 13 B 15,20064131 13.1
D
22,00064132 13.2 22,00064133 13.3
90 150
22,00064134 13.4 22,00064135 13.5 B 17,60064136 13.6
D
22,00064137 13.7 22,00064138 13.8 22,00064139 13.9 22,00064140 14 B 17,60064141 14.1 19,50064142 14.2
95
155 D24,600
64143 14.3 24,60064144 14.4 24,60064145 14.5 B 19,50064146 14.6
161
20
D
25,60064147 14.7 25,60064148 14.8 25,60064149 14.9 25,60064150 15 B 20,40064151 15.1
100 166
D
27,30064152 15.2 27,30064153 15.3 27,30064154 15.4 27,30064155 15.5 B 21,90064156 15.6 21,90064157 15.7
D27,300
64158 15.8 27,30064159 15.9 27,30064160 16 B 21,90064161 16.1
106 172
D
28,40064162 16.2 28,40064163 16.3 28,40064164 16.4 28,40064165 16.5 B 22,70064166 16.6 D 28,40064167 16.7 28,400
EX-HO-GDR一般加工用油穴付き レギュラ形REGULAR WITH INTERNAL COOLANT SUPPLY FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
R形シンニングR thinning
※φ12以下はプレインシャンクとなります。※Drill dia. ≦ 12 : with plain straight shank※φ12超えはフラット付ストレートシャンクとなります。※Drill dia. > 12 : straight and flat shank
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
L
ℓ
φDc
φDs
130°
油穴の効果により高能率加工・長寿命で、ステンレス鋼などの難削材にも効果的です。This drill is highly efficient with difficult to machine materials (such as stainless steels) and has long tool life due to the internal coolant supply.
Dc>12 Dc≦12P.219
単位:mm Unit:mm
次ページへ A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
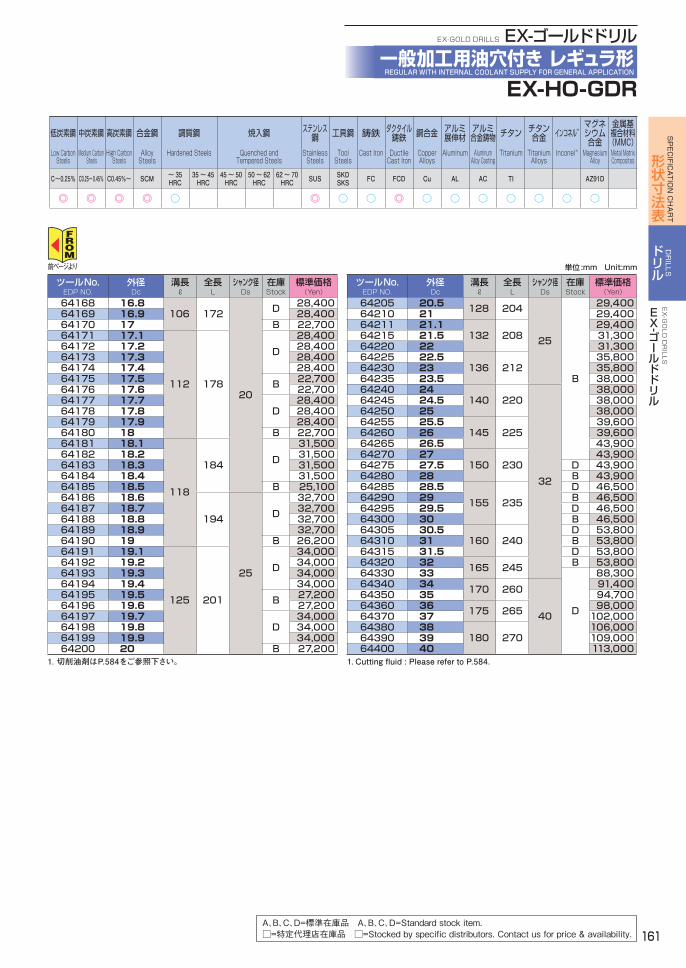
161
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64168 16.8106 172
20
D 28,40064169 16.9 28,40064170 17 B 22,70064171 17.1
112 178
D
28,40064172 17.2 28,40064173 17.3 28,40064174 17.4 28,40064175 17.5 B 22,70064176 17.6 22,70064177 17.7
D28,400
64178 17.8 28,40064179 17.9 28,40064180 18 B 22,70064181 18.1
118
184 D
31,50064182 18.2 31,50064183 18.3 31,50064184 18.4 31,50064185 18.5 B 25,10064186 18.6
194
25
D
32,70064187 18.7 32,70064188 18.8 32,70064189 18.9 32,70064190 19 B 26,20064191 19.1
125 201
D
34,00064192 19.2 34,00064193 19.3 34,00064194 19.4 34,00064195 19.5 B 27,20064196 19.6 27,20064197 19.7
D34,000
64198 19.8 34,00064199 19.9 34,00064200 20 B 27,200
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64205 20.5 128 204
25
B
29,40064210 21 29,40064211 21.1
132 20829,400
64215 21.5 31,30064220 22 31,30064225 22.5
136 21235,800
64230 23 35,80064235 23.5 38,00064240 24
140 220
32
38,00064245 24.5 38,00064250 25 38,00064255 25.5
145 22539,600
64260 26 39,60064265 26.5 43,90064270 27
150 23043,900
64275 27.5 D 43,90064280 28 B 43,90064285 28.5
155 235
D 46,50064290 29 B 46,50064295 29.5 D 46,50064300 30 B 46,50064305 30.5
160 240D 53,800
64310 31 B 53,80064315 31.5 D 53,80064320 32 165 245 B 53,80064330 33
D
88,30064340 34 170 260
40
91,40064350 35 94,70064360 36 175 265 98,00064370 37 102,00064380 38
180 270106,000
64390 39 109,00064400 40 113,000
EX-HO-GDR一般加工用油穴付き レギュラ形REGULAR WITH INTERNAL COOLANT SUPPLY FOR GENERAL APPLICATION
EX-GOLD DRILLS EX-ゴールドドリル
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ○ ◎ ○ ○ ◎ ○ ○ ○ ○ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

162
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
V-GOLD DRILLS
V-
ゴールドドリル
V-MT-GDN旋盤用FOR LATHE MACHINE
V-ゴールドドリル V-GOLD DRILLS低スラスト化に特に配慮し、旋盤での使い勝手が良いVコーティングテーパシャンク、ミディアム形ドリルです。This drill has V coated and a tapered shank. Suitable for drilling on lathe machines.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
R形シンニングR thinning ℓ
L
φDc
Ds
130°
P.220
※穴深さ:4D ~5D Drilling depth:4D ~5D
※
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
66060 6 43 123
MT1
D
9,09066065 6.5 47 127 9,17066068 6.8
52 1329,570
66070 7 9,57066075 7.5 9,62066080 8 56 136 9,74066085 8.5 139 10,20066088 8.8
61 14410,400
66090 9 10,40066095 9.5 10,60066100 10
65 14810,900
66103 10.3 11,10066105 10.5 11,10066110 11
71 15412,400
66115 11.5 12,80066120 12 12,90066125 12.5 76 159 13,40066130 13 13,40066135 13.5 80 163 14,40066140 14 15,20066145 14.5 83 183
MT2
16,00066150 15 16,40066155 15.5 85 185 17,20066160 16 17,80066165 16.5 88 188 18,70066170 17 19,50066175 17.5 90 190 20,80066180 18 21,700
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
66185 18.5 93 193
MT2
D
22,70066190 19 23,60066195 19.5 96 196 24,70066200 20 25,70066205 20.5 98 198 27,30066210 21 28,40066215 21.5
101 201
29,50066220 22 30,00066225 22.5 32,00066230 23 33,60066235 23.5 104 224
MT3
34,50066240 24
108 22836,400
66245 24.5 38,60066250 25 39,50066255 25.5
112 23241,100
66260 26 41,70066265 26.5 42,70066270 27
116 23644,900
66275 27.5 45,70066280 28 47,10066285 28.5
120 240
50,20066290 29 53,20066295 29.5 55,40066300 30 57,30066305 30.5
124 24466,400
66310 31 67,10066315 31.5 71,20066320 32 128 248 74,900
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

163
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-MT-GDR
EX-GOLD DRILLS EX-ゴールドドリル 一般加工用MTシャンク レギュラ形REGULAR WITH MORSE TAPER SHANK FOR GENERAL APPLICATION旋盤、多軸専用機などに適します。
This drill is suitable for lathe and multi-spindle specialized machines.
R形シンニングR thinning
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Lℓ
Ds
φDc
130°
P.215
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64560 6 57 137
MT1
B 8,5006.1
63 143
□6.26.36.4
64565 6.5 B 8,6406.6 □6.7
64568 6.8
69 149
B 8,6906.9 □
64570 7 B 8,6907.1
□7.27.37.4
64575 7.5 B 8,7707.6
75
155 □7.77.87.9
64580 8 B 8,9108.1
158 □8.28.38.4
64585 8.5 B 9,3108.6
81 164
□8.764588 8.8 B 9,550
8.9 □64590 9 B 9,550
9.1
□9.29.39.4
64595 9.5 B 9,8209.6
87 170
□9.79.89.9
64600 10 B 10,10010.1 □10.2
64603 10.3 B 10,40010.4 □
64605 10.5 B 10,40010.6
□10.7
94 17710.810.9
64610 11 B 11,70011.1 □
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
11.2
94 177
MT1
□11.311.4
64615 11.5 B 12,40011.6
□11.711.811.9
101 184
64620 12 B 12,50012.1
□12.212.312.4
64625 12.5 B 13,10012.6
□12.712.812.9
64630 13 B 13,10013.1
□13.213.3
106 189
13.464635 13.5 B 14,400
13.6
□13.713.813.9
64640 14 B 15,40064641 14.1
109 209
MT2
D
17,60064642 14.2 17,60064643 14.3 17,60064644 14.4 17,60064645 14.5 B 15,70064646 14.6
D
18,10064647 14.7 18,10064648 14.8 18,10064649 14.9 18,10064650 15 B 16,30064651 15.1
112 212
D
19,00064652 15.2 19,00064653 15.3 19,00064654 15.4 19,00064655 15.5 B 17,10064656 15.6
D
19,70064657 15.7 19,70064658 15.8 19,70064659 15.9 19,70064660 16 B 17,70064661 16.1
115 215 D20,400
64662 16.2 20,40064663 16.3 20,400
単位:mm Unit:mm
次ページへ□=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

164
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-MT-GDR一般加工用MTシャンク レギュラ形REGULAR WITH MORSE TAPER SHANK FOR GENERAL APPLICATION
EX-ゴールドドリル EX-GOLD DRILLS
旋盤、多軸専用機などに適します。This drill is suitable for lathe and multi-spindle specialized machines.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
Lℓ
Ds
φDc
130°
R形シンニングR thinning
P.215
前ページより
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64664 16.4
115 215
MT2
D 20,40064665 16.5 B 18,70064666 16.6
D
21,40064667 16.7 21,40064668 16.8 21,40064669 16.9 21,40064670 17 B 19,70064671 17.1
118 218
D
22,50064672 17.2 22,50064673 17.3 22,50064674 17.4 22,50064675 17.5 B 20,90064676 17.6
D
24,00064677 17.7 24,00064678 17.8 24,00064679 17.9 24,00064680 18 B 22,00064681 18.1
122 222
D
25,60064682 18.2 25,60064683 18.3 25,60064684 18.4 25,60064685 18.5 B 22,70064686 18.6
D
26,30064687 18.7 26,30064688 18.8 26,30064689 18.9 26,30064690 19 B 23,80064691 19.1
125 225
D
27,30064692 19.2 27,30064693 19.3 27,30064694 19.4 27,30064695 19.5 B 25,10064696 19.6
D
28,90064697 19.7 28,90064698 19.8 28,90064699 19.9 28,90064700 20 B 26,20064701 20.1
128 228
D
30,00064702 20.2 30,00064703 20.3 30,00064704 20.4 30,00064705 20.5 B 27,30064706 20.6
D
31,50064707 20.7 31,50064708 20.8 31,50064709 20.9 31,50064710 21 B 28,80064711 21.1
D
33,10064712 21.2 33,10064713 21.3
132 23233,100
64714 21.4 33,10064715 21.5 B 30,000
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64716 21.6
132 232
MT2
D
34,50064717 21.7 34,50064718 21.8 34,50064719 21.9 34,50064720 22 B 30,50064721 22.1
D
35,40064722 22.2 35,40064723 22.3 35,40064724 22.4 35,40064725 22.5
136
236
B 32,00064726 22.6
D
36,90064727 22.7 36,90064728 22.8 36,90064729 22.9 36,90064730 23 B 33,60064731 23.1
256
MT3
D
38,60064732 23.2 38,60064733 23.3 38,60064734 23.4 38,60064735 23.5 B 34,50064736 23.6
D
40,10064737 23.7
140 260
40,10064738 23.8 40,10064739 23.9 40,10064740 24 B 36,60064741 24.1
D
42,50064742 24.2 42,50064743 24.3 42,50064744 24.4 42,50064745 24.5 B 37,90064746 24.6
D
43,60064747 24.7 43,60064748 24.8 43,60064749 24.9 43,60064750 25 B 38,80064751 25.1
145 265
D
44,50064752 25.2 44,50064753 25.3 44,50064754 25.4 44,50064755 25.5 B 40,90064756 25.6
D
47,10064757 25.7 47,10064758 25.8 47,10064759 25.9 47,10064760 26 B 41,50064761 26.1
D
47,90064762 26.2 47,90064763 26.3 47,90064764 26.4 47,90064765 26.5 B 42,50064766 26.6 150 270 D 48,70064767 26.7 48,700
単位:mm Unit:mm
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

165
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-MT-GDR
EX-GOLD DRILLS EX-ゴールドドリル 一般加工用MTシャンク レギュラ形REGULAR WITH MORSE TAPER SHANK FOR GENERAL APPLICATION
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64768 26.8
150 270
MT3
D 48,70064769 26.9 48,70064770 27 B 45,00064771 27.1
D
51,60064772 27.2 51,60064773 27.3 51,60064774 27.4 51,60064775 27.5 B 45,00064776 27.6
D
51,60064777 27.7 51,60064778 27.8 51,60064779 27.9 51,60064780 28 B 46,30064781 28.1
155 275
D
53,20064782 28.2 53,20064783 28.3 53,20064784 28.4 53,20064785 28.5 B 49,70064786 28.6
D
57,20064787 28.7 57,20064788 28.8 57,20064789 28.9 57,20064790 29 B 52,90064791 29.1
D
60,70064792 29.2 60,70064793 29.3 60,70064794 29.4 60,70064795 29.5 B 55,00064796 29.6
D
63,20064797 29.7 63,20064798 29.8 63,20064799 29.9 63,20064800 30
B
57,20064805 30.5
160 28067,400
64810 31 67,90064815 31.5 72,20064820 32 165 285 76,600
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
64825 32.5165 310
MT4 D
80,20064830 33 80,20064835 33.5 80,20064840 34
170 315
82,90064845 34.5 82,90064850 35 86,10064855 35.5 86,10064860 36
175 320
88,80064865 36.5 88,80064870 37 91,70064875 37.5 91,70064880 38
180 325
94,60064885 38.5 94,60064890 39 97,30064895 39.5 97,30064900 40 101,00064905 40.5
185 330
104,00064910 41 104,00064915 41.5 104,00064920 42 107,00064925 42.5 107,00064930 43
190 335
110,00064935 43.5 110,00064940 44 113,00064945 44.5 113,00064950 45 116,00064955 45.5
195 340
118,00064960 46 118,00064965 46.5 118,00064970 47 121,00064975 47.5 121,00064980 48
200 345
125,00064985 48.5 125,00064990 49 128,00064995 49.5 128,00065000 50 130,000
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
○ ◎ ◎ ◎ ○ ◎ ◎ ○ ○ ○ ○
前ページより
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
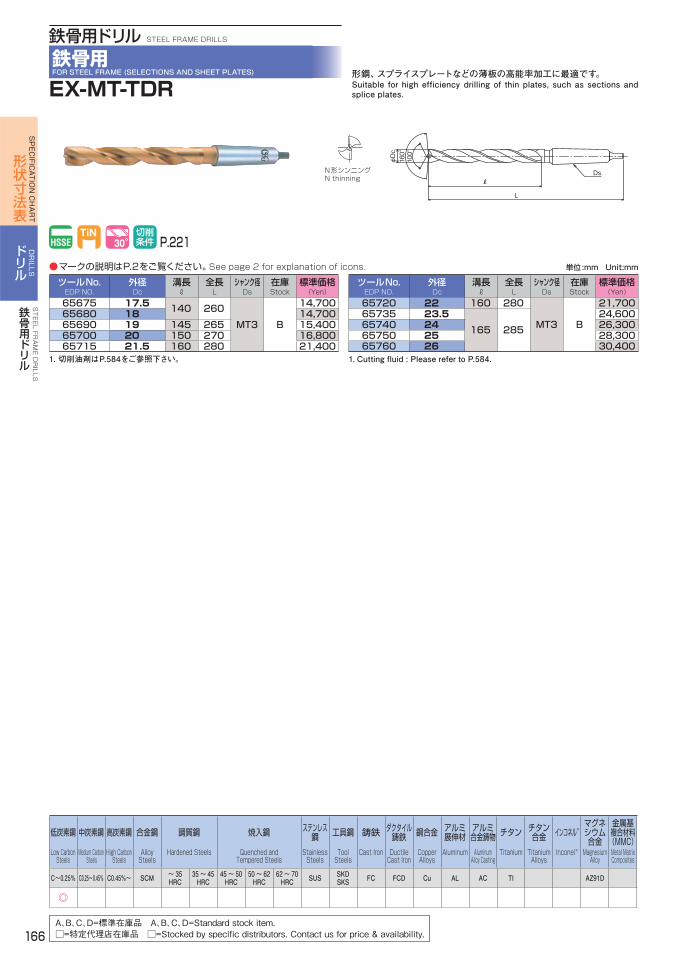
166
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
STEEL FR
AME DRILLS
鉄骨用ドリル
EX-MT-TDR鉄骨用FOR STEEL FRAME (SELECTIONS AND SHEET PLATES)
鉄骨用ドリル STEEL FRAME DRILLS
形鋼、スプライスプレートなどの薄板の高能率加工に最適です。Suitable for high efficiency drilling of thin plates, such as sections and splice plates.
ℓ
L
φDc
100°
160°
DsN形シンニングN thinning
P.221
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
65675 17.5 140 260
MT3 B
14,70065680 18 14,70065690 19 145 265 15,40065700 20 150 270 16,80065715 21.5 160 280 21,400
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
65720 22 160 280
MT3 B
21,70065735 23.5
165 285
24,60065740 24 26,30065750 25 28,30065760 26 30,400
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

167
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
HARD DRILLS
ハードドリル
EX-H-DRL破損タップ除去、焼き入れ鋼(58 ~68HRC)、ステライトなどの穴加工忘れに使用します。These drills are used for: removing broken taps, drilling after heat treatment, drilling stellite or drilling quenched and tempered steels (58 ~68HRC).
折損タップ除去用EX HARD DRILLS FOR REMOVING TAPS
HARD DRILLS ハードドリル
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
1 2 心出し Centering 3 穴加工 Hole Processing 4 タップ残部、切りくず除去 Tap remains, chips removal
ドリル及びワークを、しっかりと固定し、破損したタップの中心にドリルを置きます。タップの頭が上に出ている場合には、破損面をグラインダー等で平らにすると中心が出し易くなります。
Position the drill at the center of the damaged tap, securing both the workpiece and the drill firmly. When the head of the damaged tap is protruding, grind the damaged surface flat to make the center of the damaged tap easier to drill.
心出し加工は給油しないで、微速クイック送りで、ていねいに行って下さい。3で使用するハードドリルより大きいサイズのものを使用すれば、よりスムーズに加工ができます。
Make an initial, centered approach by d r i l l ing l igh t ly , then qu ick ly withdrawing the drill. For this step, do not use lubrication.
表の使用区分を参考に適切なドリルを選びます。一定の安定したスピードで穴あけします。ドリルの抜けぎわには、特に注意して下さい。また、時々作業を止めて切りくずをていねいに取除いて下さい。なお、切削油剤は良質のものを十分かけて下さい。Select an appropriate drill by consulting the table. Drill the hole at a fixed feed speed, stopping the operation occasion-ally to remove chip waste. In addition, use plenty of high quality cutting fluid.
タップに穴あけが終わりましたら周囲のタップの残部は、けがき針などで簡単に除去する事ができます。そして、再タッピングする事により、製品として完成します。
Once the hole has been cleared, the peripheral remnants of the tap can be removed with ease. Once the hole is cleaned, tapping can he resumed.
破損タップ穴あけの作業手順 Work Procedure for Removing Damaged Tap in Hole
※穴加工忘れの場合も上記に準じて下さい。 * For drilling after heat treatment, follow the instructions above.
切削条件および注意点 Cutting Conditions and Procedures to Note.1. 切削速度は 20 ~ 25m/min にして下さい。2. 送り量は 0.01 ~ 0.05mm/rev を目安に手送りします。3. ホルダは直径に見合った剛性のあるものを使用して下さい。4. 切削油剤は良質なものを選定し、強制給油として下さい。5. 軟鋼、アルミニウム、銅等、軟らかい被削材には使用できません。6. 再研削は、定期的にこまめに行い、刃先を常にシャープに保って下さい。7. 焼入鋼などの通し穴加工には、抜け際の急激なトルクがかからない様に受け金をすると、切損防止に役立ちます。
1. Use a drilling speed of 20-25 m/min.2. Hand feed of 0.01mm - 0.05mm/rev. is the norm.3. Use a rigid holder.4. Select a high quality cutting oil and apply sufficient amounts.5. This tool should not be used to drill soft steel, aluminium alloy equivalents, or other soft materials.
6. Resharpening should be done periodically.7. For through hole processing of heat treated steel etc., using a cut off - positioned under the work material - to prevent breakage caused by sudden torque.
ツールNo. 外径 溝長 全長 シャンク径 先端角 適応破損タップ 在庫 標準価格EDP NO. Dc ℓ L Ds α° ハンドタップ ポイントタップ スパイラルタップ Stock (Yen)
87702 2 10 30 2
118
M 3 No.4,No.5,No.6 M 3 No.4,No.5 M 3 No.4,No.5,No.6
B
3,70087703 3 15 40 3 M 4, M 5 No.8,No.10 M 4 No.8,No.10 M 4, M 5 No.8,No.10 4,34087704 4 20 45 4 M 6 ¼, ⁵⁄₁₆ M 5, M 6 ¼ M 6 ¼, ⁵⁄₁₆ 4,98087705 5 25 50 5 M 8, M 10 ⅜ ⁵⁄₁₆ M 8, M 10 ⅜ 5,91087706 6 30 60 6 M 12 ⁷⁄₁₆,½ M 8 ⅜ M 12 ⁷⁄₁₆,½ 7,41087707 7 35 80 8 M 14 ⁹⁄₁₆ M 10 ⁷⁄₁₆ M 14 ⁹⁄₁₆ 12,20087708 8 40 M 16 ⅝ M 12 ½ M 16 ⅝ 13,90087709 9 45 100 10 M 18 ¾ M 14 ⁹⁄₁₆ M 18 ¾ 18,80087710 10 50 M 20 M 16 ⅝ M 20 20,10087781 11 55 110 12 M 22 ⅞ M 18 M 22 ⅞ 26,20087782 12 60 M 24 1 M 20 ¾ M 24 1 27,300
1. ドリル直径の選定は下式によります。(D=タップの呼び、d=ドリルの直径) ハンドタップ、スパイラルタップ0.46D<d<0.75D、ポイントタップ0.6D<d<0.75D
2. φ2、3、4、5、6を1本ずつセットにした5本組セット(ツールNo.87700)を 用意しています。
3. 切削油剤はP.584をご参照下さい。
1. For drill diameter selection, use the method outlined below. (D=tap dia. d=drill dia.) Straight Fluted taps, Spiral Fluted taps : 0.46D<d<0.75D Spiral Pointed taps : 0.6D<d<0.75D
2. Drills are available as a 5pcs. set (EDP No. 87700) for φ2 throughφ6.3. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

168
DRILLS
ドリル
SPECIFIC
ATION CHART
形状寸法表
V-SELECT DRILLS
V-
セレクトドリル
V-SDR汎用ストレートREGULAR
V-セレクトドリル V-SELECT DRILLS
低速から中速域まで、機械を選ばない汎用ドリルです。This multi-purpose drill is best used at low to medium speeds.
X形シンニングX thinning ℓ
L
φDc
120°
φDs
P.221
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594020 2 24 49 2
B
5328594021 2.1 2.1 7558594022 2.2 27 53 2.2 7558594023 2.3 2.3 6918594024 2.4
30 572.4 755
8594025 2.5 2.5 6918594026 2.6 2.6 6918594027 2.7
33 61
2.7 6918594028 2.8 2.8 7208594029 2.9 2.9 6918594030 3 3 6918594031 3.1
36 653.1 824
8594032 3.2 3.2 8248594033 3.3 3.3 8248594034 3.4
39 70
3.4 8248594035 3.5 3.5 8248594036 3.6 3.6 9158594037 3.7 3.7 9158594038 3.8
43 75
3.8 9158594039 3.9 3.9 9158594040 4 4 9158594041 4.1 4.1 1,0308594042 4.2 4.2 1,0308594043 4.3
47 80
4.3 1,0308594044 4.4 4.4 1,0308594045 4.5 4.5 1,0308594046 4.6 4.6 1,1508594047 4.7 4.7 1,1508594048 4.8
52 86
4.8 1,1508594049 4.9 4.9 1,1508594050 5 5 1,1508594051 5.1 5.1 1,4908594052 5.2 5.2 1,4908594053 5.3 5.3 1,4908594054 5.4
57 93
5.4 1,4908594055 5.5 5.5 1,4908594056 5.6 5.6 1,5108594057 5.7 5.7 1,5108594058 5.8 5.8 1,5108594059 5.9 5.9 1,5108594060 6 6 1,5108594061 6.1 63 101 6.1 1,820
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594062 6.2
63 101
6.2
B
1,8208594063 6.3 6.3 1,8208594064 6.4 6.4 1,8208594065 6.5 6.5 1,8208594066 6.6 6.6 2,1408594067 6.7 6.7 2,1408594068 6.8
69 109
6.8 2,1408594069 6.9 6.9 2,1408594070 7 7 2,1408594071 7.1 7.1 2,2008594072 7.2 7.2 2,2008594073 7.3 7.3 2,2008594074 7.4 7.4 2,2008594075 7.5 7.5 2,2008594076 7.6
75 117
7.6 2,6308594077 7.7 7.7 2,6308594078 7.8 7.8 2,6308594079 7.9 7.9 2,6308594080 8 8 2,6308594081 8.1 8.1 2,8408594082 8.2 8.2 2,8408594083 8.3 8.3 2,8408594084 8.4 8.4 2,8408594085 8.5 8.5 2,8408594086 8.6
81 125
8.6 3,0508594087 8.7 8.7 3,0508594088 8.8 8.8 3,0508594089 8.9 8.9 3,0508594090 9 9 3,0508594091 9.1 9.1 3,2908594092 9.2 9.2 3,2908594093 9.3 9.3 3,2908594094 9.4 9.4 3,2908594095 9.5 9.5 3,2908594096 9.6
87 133
9.6 3,4008594097 9.7 9.7 3,4008594098 9.8 9.8 3,4008594099 9.9 9.9 3,7208594100 10 10 3,4008594101 10.1 10.1 4,1208594102 10.2 10.2 3,9508594103 10.3 10.3 3,950
次ページへ
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

169
SPECIFIC
ATION CHART
形状寸法表
DRILLS
ドリル
V-SELECT DRILLS
V-
セレクトドリル
V-SDR汎用ストレート
REGULAR
V-SELECT DRILLS V-セレクトドリル
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594104 10.487 133
10.4
B
4,1208594105 10.5 10.5 3,9508594106 10.6 10.6 4,5408594107 10.7
94 142
10.7 4,5408594108 10.8 10.8 4,5408594109 10.9 10.9 4,5408594110 11 11 4,1208594111 11.1 11.1 5,1308594112 11.2 11.2 5,1308594113 11.3 11.3 5,0308594114 11.4 11.4 5,1308594115 11.5 11.5 4,6508594116 11.6 11.6 5,5408594117 11.7 11.7 5,540
ツールNo. 外径 溝長 全長 シャンク径 在庫 標準価格EDP NO. Dc ℓ L Ds Stock (Yen)
8594118 11.8 94 142 11.8
B
5,5408594119 11.9
101 151
11.9 5,5408594120 12 12 5,0308594121 12.1 12.1 7,3208594122 12.2 12.2 7,3208594123 12.3 12.3 7,3208594124 12.4 12.4 7,3208594125 12.5 12.5 6,6608594126 12.6 12.6 7,7808594127 12.7 12.7 7,7808594128 12.8 12.8 7,7808594129 12.9 12.9 7,7808594130 13 13 7,070
前ページより 単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®マグネシウム合金
金属基複合材料(MMC)
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenched andTempered Steels
StainlessSteels
Tool Steels
Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloy Casting
Titanium TitaniumAlloys
Inconel® Magnesium Alloy
Metal Matrix Composites
C~0.25% C0.25~0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 62HRC
62 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI AZ91D
◎ ◎ ○ ◎ ○ ○ ○ ○ ○ ○
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

170
DRILLS
ドリル
DRILLS
SPECIALLY MADE UPON REQUEST
ドリル特殊品製作事例
多段バニシングドリルSTEP BURNISHING DRILL
段付ドリルSTEP DRILL
超硬先ムクドリルSOLID CARBIDE-END DRILL
ドリル特殊品製作事例 DRILLS SPECIALLY MADE UPON REQUEST
左ねじれドリルLEFT HAND HELIX DRILL
サブランドドリルSUBLAND DRILL
コアドリルCORE DRILL
コーナR付ドリルCORNER ROUNDED DRILL
ダブルマージンドリルDOUBLE MARGIN DRILL
3溝ドリル3-FLUTED DRILL

171
DRILLS
ドリル
PCD TOOLS SPECIALLY MADE UPON REQUEST
PCD工具特殊品製作事例
PCD工具特殊品製作事例 PCD TOOLS SPECIALLY MADE UPON REQUEST
PCD段付ドリルPCD STEP DRILL
PCD段付リーマPCD STEP REAMER
PCDリーマPCD REAMER
PCDバニシングドリルPCD BURNISHING DRILL
PCD座ぐり用エンドミルPCD COUNTERBORING END MILL
PCD油穴付ツイストドリルPCD TWIST DRILL WITH INTERNAL COOLANT SUPPLY
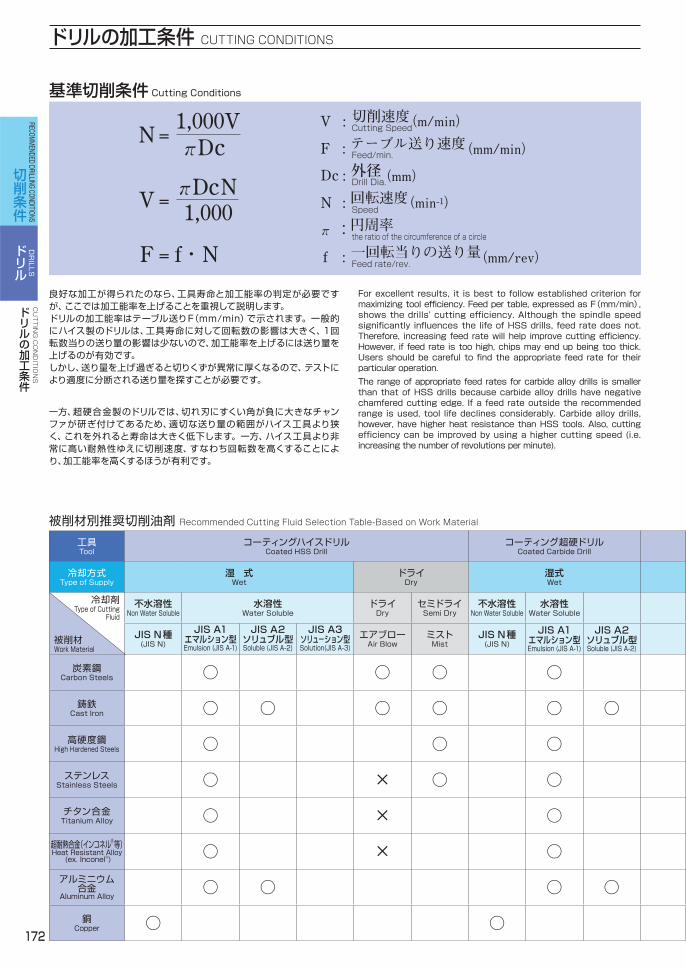
172
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
CUTTING CONDITIONS
ドリルの加工条件
ドリルの加工条件 CUTTING CONDITIONS
良好な加工が得られたのなら、工具寿命と加工能率の判定が必要ですが、ここでは加工能率を上げることを重視して説明します。ドリルの加工能率はテーブル送りF(mm/min)で示されます。一般的にハイス製のドリルは、工具寿命に対して回転数の影響は大きく、1回転数当りの送り量の影響は少ないので、加工能率を上げるには送り量を上げるのが有効です。しかし、送り量を上げ過ぎると切りくずが異常に厚くなるので、テストにより適度に分断される送り量を探すことが必要です。
For excellent results, it is best to follow established criterion for maximizing tool efficiency. Feed per table, expressed as F(mm/min), shows the drills' cutting efficiency. Although the spindle speed significantly influences the life of HSS drills, feed rate does not. Therefore, increasing feed rate will help improve cutting efficiency. However, if feed rate is too high, chips may end up being too thick. Users should be careful to find the appropriate feed rate for their particular operation.
一方、超硬合金製のドリルでは、切れ刃にすくい角が負に大きなチャンファが研ぎ付けてあるため、適切な送り量の範囲がハイス工具より狭く、これを外れると寿命は大きく低下します。一方、ハイス工具より非常に高い耐熱性ゆえに切削速度、すなわち回転数を高くすることにより、加工能率を高くするほうが有利です。
The range of appropriate feed rates for carbide alloy drills is smaller than that of HSS drills because carbide alloy drills have negative chamfered cutting edge. If a feed rate outside the recommended range is used, tool life declines considerably. Carbide alloy drills, however, have higher heat resistance than HSS tools. Also, cutting efficiency can be improved by using a higher cutting speed (i.e. increasing the number of revolutions per minute).
Cutting Speed
Feed/min.
Drill Dia.
Speed
the ratio of the circumference of a circle
Feed rate/rev.
(m/min)
(mm/min)
(mm)
(min-1)
(mm/rev)
cc Dc 外径
基準切削条件 Cutting Conditions
工具Tool
コーティングハイスドリルCoated HSS Drill
コーティング超硬ドリルCoated Carbide Drill
冷却方式Type of Supply
湿 式Wet
ドライDry
湿式Wet
冷却剤Type of Cutting
Fluid
不水溶性Non Water Soluble
水溶性Water Soluble
ドライDry
セミドライSemi Dry
不水溶性Non Water Soluble
水溶性Water Soluble
被削材Work Material
JIS N種(JIS N)
JIS A1 エマルション型Emulsion (JIS A-1)
JIS A2 ソリュブル型Soluble (JIS A-2)
JIS A3 ソリュ-ション型Solution(JIS A-3)
エアブローAir Blow
ミストMist
JIS N種(JIS N)
JIS A1 エマルション型Emulsion (JIS A-1)
JIS A2 ソリュブル型Soluble (JIS A-2)
炭素鋼Carbon Steels ○ ○ ○ ○
鋳鉄Cast Iron ○ ○ ○ ○ ○ ○
高硬度鋼High Hardened Steels ○ ○ ○
ステンレスStainless Steels ○ × ○ ○
チタン合金Titanium Alloy ○ × ○
超耐熱合金(インコネル®等)Heat Resistant Alloy (ex. Inconel®) ○ × ○アルミニウム合金
Aluminum Alloy○ ○ ○ ○
銅Copper ○ ○
被削材別推奨切削油剤 Recommended Cutting Fluid Selection Table-Based on Work Material

173
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
CUTTING CONDITIONS
ドリルの加工条件
CUTTING CONDITIONS ドリルの加工条件
Similar to cutting speed, feed and cutting fluid, flute length is a critical determinant of tool life. Considering drilling depth, bush and resharpening requirements, flute length should usually be as short as possible. Unnecessarily long flute length can cause instability because of lower rigidity and possible twisting or/and deflection (depending on the holder). For most operations, suitable flute length can be calculated by using the following formula.
溝長の設定 Flute Length
ドリル新品時の溝長 Flute Length of New Drill
ブッシュ Bushブッシュプレート Bush Plate
再研削代Resharpening Length
先端部長さLength of Point
工作物厚みThickness of Work Piece
切りくず排出のための余裕(1.5D)Clearance for Chip Ejection (1.5D)貫通代
Penetration Length
ドリルの溝長は、切削速度、送り量、切削油剤の選定などと並んで、ドリルの寿命に大きく影響します。加工穴深さ、ブッシュ、再研代を考慮し、できる限り短く設定すべきです。これは、溝長が長ければ長い程剛性が低下し、ねじれや振れがホルダの取付け精度の影響で拡大され、不安定な切削状態になるからです。適切な溝長の設定値として、下記を目安として下さい。
穴深さ(ブッシュワーク間隔、ブッシュ長を含む)+1.5×Dc(外径)+再研代+貫通代Depth of Hole* + 1.5×Dc** + Resharpening Length + Penetration Length
*[Includes bush length and distance between bush and work piece.]
**[D = Drill Diameter]
コーティング超硬ドリルCoated Carbide Drill
ダイヤコーティング超硬ドリルDiamond Coated Carbide Drill
湿式Wet
ドライDry
湿 式Wet
ドライDry
水溶性Water Soluble
ドライDry
セミドライSemi Dry
不水溶性Non Water Soluble
水溶性Water Soluble
ドライDry
セミドライSemi Dry
JIS A3 ソリュ-ション型Solution(JIS A-3)
エアブローAir Blow
ミストMist
JIS N種(JIS N)
JIS A1 エマルション型Emulsion (JIS A-1)
JIS A2 ソリュブル型Soluble (JIS A-2)
JIS A3 ソリュ-ション型Solution(JIS A-3)
エアブローAir Blow
ミストMist
○ ○ × × × × ×
○ ○ × ×
○ × × × × ×
× × × × ×
× × × × × ×
× × × × ×
○ ○ × ○
× ○ × ○

174
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
DRILLIN
G DIFFIC
ULT T
O MACHINE M
ATERIALS
難削材の穴あけ
難削材の穴あけ DRILLING DIFFICULT TO MACHINE MATERIALS
難削材と呼ばれるものは、次に示すようないくつかの材料特性を合わせ持ち、そのため加工が非常に困難なものです。難削材をうまく穴あけするには、その特性を把握し、適正な工具を選定するとともに、以下に示す加工上のポイントを参考に適切な切削条件を見付け出すことが必要です。
■難削材の特性 Characteristics of Difficult to Machine Materials
Certain materials have special characteristics (listed below), that make drilling difficult. In order to successfully drill these materials, it is critical to use proper cutting conditions based on information about the material and the tool, and to understand how variations of these characteristics can influence the final outcome.
加工に与える影響 Eff ect(s)切れ刃のチッピング Chipping of the cutting edge工具摩耗 Tool wear工具に熱が集中 High temperature at cutting edgeトルク、スラストが高い High thrust force and torque切りくずトラブルを起こす Chip trouble (discharging, shape)仕上げ面を悪くする Bad surface fi nish
材料特性 Characteristics①高硬度 High hardness②高強度 High tensile strength③熱伝導率が小さい Low heat conductivity④加工硬化性が大きい High work hardening⑤高硬度粒子を含有する Contains hardened grain⑥延性が大きい High ductility⑦親和性が大きい High affi nity
■代表的難削材の加工ポイント Machining Recommendations for Difficult to Machine Materials被削材
Work Material材料特性
Characteristics加工のポイント
Machining Recommendations推奨ドリル
Recommended drills
オーステナイト系ステンレス鋼Austenitic
Stainless SteelSUS304、SUS316
●加工硬化性が大きい ●高温で強度が高い●熱伝導率が低い ●伸びが大きく構成刃先が生じ易い●High work hardening ●High tensile strength at high temperatures ●Low heat conductivity●High ductility. Easy to get build up at the edge. => chipping
●じん性の高い工具材種で、切れ味のよいコーティング工具を選定
●送りを高目にする ●切削油剤を充分かける●Use tough drill material with sharp cutting edge and coating ●High feed rate ●High coolant supply
WDO-3DWDO-5DFTO-GDSEX-SUS-GDSEX-SUS-GDRVP-HO-GDSEX-HO-GDR
FTO-GDN NEXUS-GDSNEXUS-GDREX-SUS-GDNMT-SUS-GDRVP-HO-GDR
ダイス鋼Die SteelSKD11
●含有している炭化物が大きく硬い●Made of hard carbide grain (under 0.4% C =>carbide grain is melted)
●高剛性なハイスコーティング工具を選定する●切削速度を低目に、送りを高目にする●Use high rigid HSS coated tools●Use lower cutting speed and higher feed rate
FTO-GDSFS-GDSFT-GDSEX-GDSEX-GDNFTO-GDN
WDO-3DWDO-5DFS-GDNFT-GDNVPH-GDSEX-GDR
高マンガン鋼High Manganese Steel
SCMnH
●強度が高く強じん●加工硬化性が大きい●High tensile strength and high toughness High work hardening
●工具と機械系の剛性を高め、ワークも強固にクランプする
●Use rigid tools, machine and work clamping device
FT-GDSFT-GDNVP-HO-GDSEX-GDS
VPH-GDSFTO-GDS
チタン合金Titanium AlloyTi-6Al-4V
●比強度は高い ●熱伝導率が小さい●化学的に活性で工具との親和性が高い●High tensile strength per Lower case●Low heat conductivity ●Chemically active High affinity with tools
●冷却を十分行い、低速で発熱を押さえる●Use sufficient coolant and low cutting speed to maintain low cutting temperature.
FTO-GDSVP-HO-GDSEX-SUS-GDSEX-GDR
WDO-3DWDO-5DFTO-GDNVP-HO-GDREX-HO-GDR
超耐熱鋼Heat Resistant AlloyInconel、Hastelloy
●高硬度●加工硬化性が大きく強じんで極めて被削性が悪い●High hardness●High work hardening Tough Diifficult to machine
●工具と機械の剛性を高める●剛性のあるスタブ形コーティング工具が望ましい●Improve rigidity of tools and machines●Use an Stub Drill with coating and rigidity
FTO-GDSFT-GDSVPH-GDS
WDO-3DWDO-5DFTO-GDNFT-GDNEX-GDS
高硬度焼入鋼High Hardened Quenched and
Tempered Steels
●高硬度で剪断応力が高く、切削抵抗が大きい●High hardness High shearing stress High cutting resistance
●高硬度な工具材種で、高剛性タイプの工具を選定する●Use a drill made from high hardened and rigid materialif the work material is over 45 HRC, use a carbide drill.
FH-GDSFHL-GDTSSH-DRLFS-GDSFT-GDS
FH-GDNVPH-GDSFTO-M-GDXLFTO-H-GDXL
ハイシリコンアルミ合金High SiliconAluminum AlloyAC9A、A390
●高硬度の粒子を含み、激しい工具摩擦を 引き起こす●High hardened grain causes large wear on tools
●高硬度な工具材種を選定する●切削油剤を充分供給する●Use a drill made from high hardened material●Provide sufficient coolant supply
D-GDNPCD-GDNNF-GDN
コバールKovar
Fe-Ni-Co合金
●低熱膨張材料●凝着性が高いが被削性が良い●Low thermal Expansion material●Tend to Build-up, but easy to machine
●ねじれが強く、シャープな切刃のドリルを使用する●Use high helix and sharp edge drill
WX-MS-GDSEX-SUS-GDSEX-SUS-GDREX-SUS-GDN
NEXUS-GDSNEXUS-GDR
コバルト・クロム合金Co-Cr Alloy
●耐食性が高く、じん性にも優れる●生体との調和性に優れる●Better anti-rust, Better rigidity ●Harmonize with organism
●切りくず分断性は良いが耐摩耗性の高いドリルが好ましい
●Easy to break chips, but recommended to use better drill on wear resistance
FTO-GDNFTO-GDSFT-GDN
WDO-3DWDO-5D
複合材CompositeC・FRPG・FRP
●内部に織り込まれた硬質繊維が激しく摩耗を引き起こす ●毛羽立ち剥離を生じ易い
●Tough fiber causes extrame wear●Tend to have naps and peel off
●シャープで耐摩耗性の高い工具材質である事●毛羽立ち、剥離のし難い切刃設計を要する●Use sharp and wear resistant tools●Design the tool to prevent naps and peeling
D-STADPCD-CF-GDN

175
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
THINNING
シンニング
THINNING シンニング
オーエスジーのドリルに採用されているシンニングとそれぞれの特徴、用途について表1に示します。Table 1 Displays the characteristics and applications for each of OSG’s thinning types and drills.
表1.シンニングの種類と効果 Table 1 Characteristics and Effects of Thinning
名称 Type 外観 Design 用途・特徴 Characteristics and Applications
R型R Thinning
●重切削●食付き性良好●切りくず分断●スラスト抵抗の低減●For heavy drilling●Good chamfering●Creates small chips●Reduces thrust force
X型X Thinning
●食付き性良好●比較的心厚が厚いドリルに有効●スラスト抵抗の低減●Good chamfering●For drills with large web diameter●Reduces thrust force
N型N Thinning
●低心厚や先端角の小さいドリル向き●チップポケットが広い●先端強度が大きい●For drills with small web diameter and/or with small point angle●Large chip pocket●High strength at the point
S型S Thinning
●低心厚や先端角の小さいドリル向き●先端強度が大きい ●再研磨が簡単●For drills with small web diameter and/or with small point angle●High strength at the point●Easy to regrind
W、 W+R型W Thinning,W + R Thinning
●重切削用・高硬度材用●切れ刃のチッピング対策●高硬度材で生じやすいチッピングを抑える●切れ刃強度が高い●スラスト抵抗の低減 ●For heavy drilling●Prevents chipping on cutting edge●For high hardened materials Prevents chipping that can occus when drilling in high hardened steel materials●High strength on the cutting edge●Reduces thrust force
スリーレーキ型Three-rake Thinning
●刃先精度が良く、穴精度が向上するが、 心厚の高いドリルや高送りには向かない●Accurate at cutting edge tolerance Better hole size control not good for high feed rate

176
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材WORK
MATERIAL
炭素鋼CARBON STEELS
S50C
合金鋼ALLOY STEELS
SCM440
合金鋼ALLOY STEELS
SCM44030HRC
鋳物CAST IRON
FC250
ダクタイル鋳鉄DUCTILE CAST IRON
FCD700
ステンレス鋼STAINLESS STEELS
SUS304
切削速度DRILLING SPEED
80~120m/min 80~120m/min 60~90m/min 80~120m/min 60~100m/min 40~70m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
3 10,600 0.06 ~ 0.12 10,600 0.06 ~ 0.12 7,400 0.06 ~ 0.12 10,600 0.06 ~ 0.12 8,500 0.06 ~ 0.12 6,400 0.06 ~ 0.12
4 8,000 0.08 ~ 0.16 8,000 0.08 ~ 0.16 5,600 0.08 ~ 0.16 8,000 0.08 ~ 0.16 6,400 0.08 ~ 0.16 4,800 0.08 ~ 0.16
5 6,400 0.1 ~ 0.2 6,400 0.1 ~ 0.2 4,500 0.1 ~ 0.2 6,400 0.1 ~ 0.2 5,100 0.1 ~ 0.2 3,800 0.1 ~ 0.2
6 5,300 0.12 ~ 0.24 5,300 0.12 ~ 0.24 3,700 0.12 ~ 0.24 5,300 0.12 ~ 0.24 4,200 0.12 ~ 0.24 3,200 0.12 ~ 0.24
7 4,500 0.14 ~ 0.26 4,500 0.14 ~ 0.26 3,200 0.14 ~ 0.26 4,500 0.14 ~ 0.26 3,600 0.14 ~ 0.26 2,700 0.14 ~ 0.26
8 4,000 0.16 ~ 0.28 4,000 0.16 ~ 0.28 2,800 0.16 ~ 0.28 4,000 0.16 ~ 0.28 3,200 0.16 ~ 0.28 2,400 0.16 ~ 0.28
9 3,500 0.18 ~ 0.3 3,500 0.18 ~ 0.3 2,500 0.18 ~ 0.3 3,500 0.18 ~ 0.3 2,800 0.18 ~ 0.3 2,100 0.18 ~ 0.3
10 3,200 0.2 ~ 0.3 3,200 0.2 ~ 0.3 2,200 0.2 ~ 0.3 3,200 0.2 ~ 0.3 2,500 0.2 ~ 0.3 1,900 0.2 ~ 0.3
11 2,900 0.2 ~ 0.3 2,900 0.2 ~ 0.3 2,000 0.2 ~ 0.3 2,900 0.2 ~ 0.3 2,300 0.2 ~ 0.3 1,700 0.2 ~ 0.3
12 2,700 0.21 ~ 0.3 2,700 0.21 ~ 0.3 1,900 0.21 ~ 0.3 2,700 0.21 ~ 0.3 2,100 0.21 ~ 0.3 1,600 0.21 ~ 0.3
13 2,400 0.21 ~ 0.33 2,400 0.21 ~ 0.33 1,700 0.21 ~ 0.33 2,400 0.21 ~ 0.33 2,000 0.21 ~ 0.33 1,500 0.21 ~ 0.33
14 2,300 0.22 ~ 0.35 2,300 0.22 ~ 0.35 1,600 0.22 ~ 0.35 2,300 0.22 ~ 0.35 1,800 0.22 ~ 0.35 1,400 0.22 ~ 0.35
16 2,000 0.25 ~ 0.36 2,000 0.25 ~ 0.36 1,400 0.25 ~ 0.36 2,000 0.25 ~ 0.36 1,600 0.25 ~ 0.36 1,200 0.25 ~ 0.36
18 1,800 0.28 ~ 0.38 1,800 0.28 ~ 0.38 1,200 0.28 ~ 0.38 1,800 0.28 ~ 0.38 1,400 0.28 ~ 0.38 1,100 0.28 ~ 0.38
20 1,600 0.3 ~ 0.4 1,600 0.3 ~ 0.4 1,100 0.3 ~ 0.4 1,600 0.3 ~ 0.4 1,300 0.3 ~ 0.4 1,000 0.3 ~ 0.4
1. The indicated speeds and feeds are for water soluble oil or MQL.2. Suitable cutting fluid is water-soluble high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20times dilution), reduce drilling speed by 30% .
4. These conditions are for drilling depth less than 5 times the drill diameter.
5. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.02mm.
6. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
7. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
1. この切削条件基準表は、水溶性切削油剤及びMQLを使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. この切削条件基準表は、穴深さ5D以下の場合に適用下さい。5. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
6. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
7.油穴の詰まりは折損トラブルの原因になります。給油装置のフィルタは必ず装着して下さい。
WDO-3D・5D
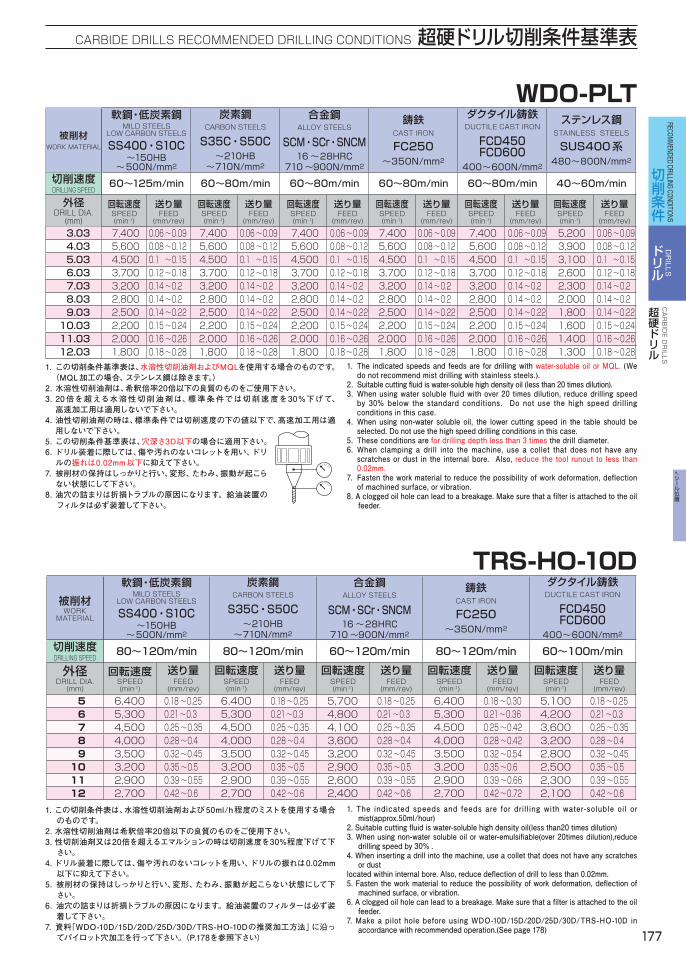
177
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WDO-PLT
↑シール位置
1. The indicated speeds and feeds are for drilling with water-soluble oil or MQL. (We do not recommend mist drilling with stainless steels.).
2. Suitable cutting fluid is water-soluble high density oil (less than 20 times dilution).3. When using water soluble fluid with over 20 times dilution, reduce drilling speed by 30% below the standard conditions. Do not use the high speed drilling conditions in this case.
4. When using non-water soluble oil, the lower cutting speed in the table should be selected. Do not use the high speed drilling conditions in this case.
5. These conditions are for drilling depth less than 3 times the drill diameter.6. When clamping a drill into the machine, use a collet that does not have any scratches or dust in the internal bore. Also, reduce the tool runout to less than 0.02mm.
7. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
8. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
1. この切削条件基準表は、水溶性切削油剤およびMQLを使用する場合のものです。(MQL加工の場合、ステンレス鋼は除きます。)2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 20倍を超える水溶性切削油剤は、標準条件では切削速度を30%下げて、高速加工用は適用しないで下さい。
4. 油性切削油剤の時は、標準条件では切削速度の下の値以下で、高速加工用は適用しないで下さい。
5. この切削条件基準表は、穴深さ3D以下の場合に適用下さい。6. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
7. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
8. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルタは必ず装着して下さい。
被削材WORK MATERIAL
軟鋼・低炭素鋼MILD STEELS
LOW CARBON STEELS
SS400・S10C~150HB
~500N/mm2
炭素鋼CARBON STEELS
S35C・S50C~210HB
~710N/mm2
合金鋼ALLOY STEELS
SCM・SCr・SNCM16 ~28HRC
710 ~900N/mm2
鋳鉄CAST IRON
FC250~350N/mm2
ダクタイル鋳鉄DUCTILE CAST IRON
FCD450FCD600
400~600N/mm2
ステンレス鋼STAINLESS STEELS
SUS400系480~800N/mm2
切削速度DRILLING SPEED
60~125m/min 60~80m/min 60~80m/min 60~80m/min 60~80m/min 40~60m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
3.03 7,400 0.06~0.09 7,400 0.06~0.09 7,400 0.06~0.09 7,400 0.06~0.09 7,400 0.06~0.09 5,200 0.06~0.094.03 5,600 0.08~0.12 5,600 0.08~0.12 5,600 0.08~0.12 5,600 0.08~0.12 5,600 0.08~0.12 3,900 0.08~0.125.03 4,500 0.1 ~0.15 4,500 0.1 ~0.15 4,500 0.1 ~0.15 4,500 0.1 ~0.15 4,500 0.1 ~0.15 3,100 0.1 ~0.156.03 3,700 0.12~0.18 3,700 0.12~0.18 3,700 0.12~0.18 3,700 0.12~0.18 3,700 0.12~0.18 2,600 0.12~0.187.03 3,200 0.14~0.2 3,200 0.14~0.2 3,200 0.14~0.2 3,200 0.14~0.2 3,200 0.14~0.2 2,300 0.14~0.28.03 2,800 0.14~0.2 2,800 0.14~0.2 2,800 0.14~0.2 2,800 0.14~0.2 2,800 0.14~0.2 2,000 0.14~0.29.03 2,500 0.14~0.22 2,500 0.14~0.22 2,500 0.14~0.22 2,500 0.14~0.22 2,500 0.14~0.22 1,800 0.14~0.2210.03 2,200 0.15~0.24 2,200 0.15~0.24 2,200 0.15~0.24 2,200 0.15~0.24 2,200 0.15~0.24 1,600 0.15~0.2411.03 2,000 0.16 ~0.26 2,000 0.16 ~0.26 2,000 0.16 ~0.26 2,000 0.16 ~0.26 2,000 0.16 ~0.26 1,400 0.16 ~0.2612.03 1,800 0.18~0.28 1,800 0.18~0.28 1,800 0.18~0.28 1,800 0.18 ~0.28 1,800 0.18 ~0.28 1,300 0.18 ~0.28
TRS-HO-10D被削材WORK
MATERIAL
軟鋼・低炭素鋼MILD STEELS
LOW CARBON STEELS
SS400・S10C~150HB
~500N/mm2
炭素鋼CARBON STEELS
S35C・S50C~210HB
~710N/mm2
合金鋼ALLOY STEELS
SCM・SCr・SNCM16 ~28HRC
710 ~900N/mm2
鋳鉄CAST IRON
FC250~350N/mm2
ダクタイル鋳鉄DUCTILE CAST IRON
FCD450FCD600
400~600N/mm2切削速度DRILLING SPEED
80~120m/min 80~120m/min 60~120m/min 80~120m/min 60~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
5 6,400 0.18 ~0.25 6,400 0.18 ~0.25 5,700 0.18 ~0.25 6,400 0.18 ~0.30 5,100 0.18 ~0.256 5,300 0.21~0.3 5,300 0.21~0.3 4,800 0.21~0.3 5,300 0.21~0.36 4,200 0.21~0.37 4,500 0.25 ~0.35 4,500 0.25 ~0.35 4,100 0.25 ~0.35 4,500 0.25 ~0.42 3,600 0.25 ~0.358 4,000 0.28 ~0.4 4,000 0.28 ~0.4 3,600 0.28 ~0.4 4,000 0.28 ~0.42 3,200 0.28 ~0.49 3,500 0.32~0.45 3,500 0.32~0.45 3,200 0.32~0.45 3,500 0.32~0.54 2,800 0.32~0.4510 3,200 0.35 ~0.5 3,200 0.35 ~0.5 2,900 0.35 ~0.5 3,200 0.35 ~0.6 2,500 0.35 ~0.511 2,900 0.39 ~0.55 2,900 0.39 ~0.55 2,600 0.39 ~0.55 2,900 0.39 ~0.66 2,300 0.39 ~0.5512 2,700 0.42~0.6 2,700 0.42~0.6 2,400 0.42~0.6 2,700 0.42~0.72 2,100 0.42~0.6
1. The indicated speeds and feeds are for drilling with water-soluble oil or mist(approx.50ml/hour)
2. Suitable cutting fluid is water-soluble high density oil(less than20 times dilution)3. When using non-water soluble oil or water-emulsifiable(over 20times dilution),reduce drilling speed by 30% .
4. When inserting a drill into the machine, use a collet that does not have any scratches or dust
located within internal bore. Also, reduce deflection of drill to less than 0.02mm.5. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
6. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
7. Make a pilot hole before using WDO-10D/15D/20D/25D/30D/TRS-HO-10D in accordance with recommended operation.(See page 178)
1. この切削条件表は、水溶性切削油剤および50ml/h程度のミストを使用する場合のものです。
2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 性切削油剤又は20倍を超えるエマルションの時は切削速度を30%程度下げて下さい。
4. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
5. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
6. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルターは必ず装着して下さい。
7. 資料「WDO-10D/15D/20D/25D/30D/TRS-HO-10Dの推奨加工方法」に沿ってパイロット穴加工を行って下さい。(P.178を参照下さい)

178
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WDO-10D・15D・20D・25D・30D
1. この切削条件基準表は、水溶性切削油剤およびMQLを使用する場合のものです。(MQL加工の場合、ステンレス鋼は除きます。)2. 水溶性切削油剤は、希釈倍率20倍~30倍程度の良質のものをご使用下さい。3. 不水溶性切削油剤を使用する場合は、切削速度を下側の値とその70%程度の速度域でご使用下さい。
4. 下の資料「WDO-10D/WDO-15D/WDO-20D/WDO-30Dの推奨加工方法」に沿ってガイド穴加工を行って下さい。
5. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルタは必ず装着して下さい。
1. The indicated speeds and feeds are for drilling with water-soluble oil or MQL (We do not recommend mist drilling with stainless steels.).
2. The most suitable cutting fluid is water-soluble oil (20-30 times dilution).3. When using non-water soluble oil, set the drilling speed between 70-100% of the lowest limit.
4. Make a pilot hole before using WDO-10D/WDO-15D/WDO-20D/WDO-30D in accordance with recommended operation.
5.A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
被削材WORK
MATERIAL
軟鋼・低炭素鋼MILD STEELS
LOW CARBON STEELS
SS400・S10C~150HB
~500N/mm2
炭素鋼CARBON STEELS
S35C・S50C~210HB
~710N/mm2
合金鋼ALLOY STEELS
SCM・SCr・SNCM
16~28HRC710~900N/mm2
鋳鉄CAST IRON
FC250~350N/mm2
ダクタイル鋳鉄DUCTILE CAST IRON
FCD450FCD600
400~600N/mm2
ステンレス鋼STAINLESS STEELS
SUS400系480~800N/mm2
切削速度DRILLING SPEED
60~125m/min 60~125m/min 60~125m/min 60~125m/min 50~80m/min 40~80m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
3 7,500 0.06 ~ 0.12 7,500 0.06 ~ 0.12 7,500 0.06 ~ 0.12 7,500 0.06 ~ 0.12 7,500 0.06 ~ 0.12 5,300 0.06 ~ 0.12
4 6,400 0.08 ~ 0.16 6,400 0.08 ~ 0.16 6,400 0.08 ~ 0.16 6,400 0.08 ~ 0.16 5,600 0.08 ~ 0.16 5,000 0.08 ~ 0.16
5 5,800 0.1 ~ 0.2 5,800 0.1 ~ 0.2 5,800 0.1 ~ 0.2 5,800 0.1 ~ 0.2 4,500 0.1 ~ 0.2 4,500 0.1 ~ 0.2
6 4,800 0.12 ~ 0.24 4,800 0.12 ~ 0.24 4,800 0.12 ~ 0.24 4,800 0.12 ~ 0.24 3,800 0.12 ~ 0.24 3,800 0.12 ~ 0.24
8 3,600 0.16 ~ 0.28 3,600 0.16 ~ 0.28 3,600 0.16 ~ 0.28 3,600 0.16 ~ 0.28 2,800 0.16 ~ 0.28 2,800 0.16 ~ 0.28
10 2,900 0.2 ~ 0.35 2,900 0.2 ~ 0.35 2,900 0.2 ~ 0.35 2,900 0.2 ~ 0.35 2,300 0.2 ~ 0.35 2,300 0.2 ~ 0.35
12 2,400 0.24 ~ 0.42 2,400 0.24 ~ 0.42 2,400 0.24 ~ 0.42 2,400 0.24 ~ 0.42 1,900 0.24 ~ 0.42 1,900 0.24 ~ 0.42
■WDO-10D/15D/20D/25D/30D/TRS-HO-10Dの推奨加工方法 Recommended operation for using WDO-10D/15D/20D/25D/30D/TRS-HO-10D
①WDO-PLT, WDO-3Dにてガイド穴加工 Make a pilot hole.
③所定の回転速度に上げ加工をスタート Increase the revolution to the designated speed and start drilling.
②エキストラロングドリルを停止又は低回転(P3参照)で挿入 Insert the extra long drill into a pilot hole with zero or low revolution. (See page 3)
④加工後、ドリルを穴から抜く時には 穴底からドリルを離した後 回転速度を下げて抜いて下さい。 After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
※加工の際には必ず内部給油方式で加工下さい。 Make sure to use an internal coolant supply when drilling.
WDO-10D/WDO-15D/WDO-20D/WDO-30D/TRS-HO-10Dの直径(D)D+0.02~0.08mm
★湾曲部を加工の時は、ガイド穴加工前に 座ぐり加工用エンドミル FX-ZDSにて座ぐり加工を行って下さい。 When working on a curved surface, use the FX-ZDS (end mill for counterboring)to counterbore a pilot hole.
WDO-10D / WDO-15D / WDO-20D / WDO-30D / TRS-HO-10Dの特定代理店在庫品はパイロットドリルとして同じドリル直径のWDO-3Dを推奨します。As a pilot drill for the WDO-10D / WDO-15D / WDO-20D / WDO-30D / TRS-HO-10D, the WDO-3D is recommended (special dealer stock item).
D
160°
1D~3D
●ガイド穴加工用工具は、WDO-10D/WDO-15D/WDO-20D/WDO-30D/TRS-HO-10Dの直径(D)+0.02~0.08mmの範囲でドリル径をお選び下さい。又、穴深さが深い程ガイド穴を深くあける事を推奨します。
For a pilot hole, select 0.02~0.08mm larger size drill than WDO-10D/WDO-15D/WDO-20D/WDO-30D/TRS-HO-10D.

179
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
TRS-HO-3D・5D
原稿未
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02㎜以下に、抑えて下さい。
5. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
6. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルタは必ず装着して下さい。
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20times dilution), reduce drilling speed by 30% .
4. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.02mm.
5. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
6. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
被削材WORK
MATERIAL
合金鋼ALLOY STEELS
SCM、SCr、SNCM、28~35HRC900 ~1100N/mm²
鋳鉄CAST IRONFC250
~350N/mm²
ダクタイル鋳鉄DUCTILE CAST IRONFCD450、FCD600400 ~600N/mm²
切削速度DRILLING SPEED
60~90m/min 80~120m/min 60~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
5 4,800 0.18 ~ 0.25 6,400 0.18 ~ 0.3 5,100 0.18 ~ 0.25 6 4,000 0.21 ~ 0.3 5,300 0.21 ~ 0.36 4,200 0.21 ~ 0.3 7 3,400 0.25 ~ 0.35 4,500 0.25 ~ 0.42 3,600 0.25 ~ 0.35 8 3,000 0.28 ~ 0.4 4,000 0.28 ~ 0.48 3,200 0.28 ~ 0.4 9 2,700 0.32 ~ 0.45 3,500 0.32 ~ 0.54 2,800 0.32 ~ 0.45 10 2,400 0.35 ~ 0.5 3,200 0.35 ~ 0.6 2,500 0.35 ~ 0.5 11 2,200 0.39 ~ 0.5 2,900 0.39 ~ 0.66 2,300 0.39 ~ 0.55 12 2,000 0.42 ~ 0.54 2,700 0.42 ~ 0.72 2,100 0.42 ~ 0.6 13 1,800 0.46 ~ 0.59 2,400 0.46 ~ 0.78 2,000 0.46 ~ 0.65 14 1,700 0.49 ~ 0.63 2,300 0.49 ~ 0.84 1,800 0.49 ~ 0.7 16 1,500 0.48 ~ 0.64 2,000 0.56 ~ 0.8 1,600 0.48 ~ 0.72 18 1,300 0.54 ~ 0.72 1,800 0.63 ~ 0.9 1,400 0.54 ~ 0.81
被削材WORK
MATERIAL
軟鋼・低炭素鋼MILD STEELS・LOW CARBON STEELSSS400、S10C、~150HB
~500N/mm²
炭素鋼CARBON STEELS
S35C、S50C、~210HB~710N/mm²
合金鋼ALLOY STEELS
SCM、SCr、SNCM、16~28HRC710 ~900N/mm²
切削速度DRILLING SPEED
80~120m/min 80~120m/min 60~90m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
5 6,400 0.18 ~ 0.25 6,400 0.18 ~ 0.25 4,800 0.18 ~ 0.25 6 5,300 0.21 ~ 0.3 5,300 0.21 ~ 0.3 4,000 0.21 ~ 0.3 7 4,500 0.25 ~ 0.35 4,500 0.25 ~ 0.35 3,400 0.25 ~ 0.35 8 4,000 0.28 ~ 0.4 4,000 0.28 ~ 0.4 3,000 0.28 ~ 0.4 9 3,500 0.32 ~ 0.45 3,500 0.32 ~ 0.45 2,700 0.32 ~ 0.45 10 3,200 0.35 ~ 0.5 3,200 0.35 ~ 0.5 2,400 0.35 ~ 0.5 11 2,900 0.39 ~ 0.55 2,900 0.39 ~ 0.55 2,200 0.39 ~ 0.5 12 2,700 0.42 ~ 0.6 2,700 0.42 ~ 0.6 2,000 0.42 ~ 0.54 13 2,400 0.46 ~ 0.65 2,400 0.46 ~ 0.65 1,800 0.46 ~ 0.59 14 2,300 0.49 ~ 0.7 2,300 0.49 ~ 0.7 1,700 0.49 ~ 0.63 16 2,000 0.48 ~ 0.72 2,000 0.48 ~ 0.72 1,500 0.48 ~ 0.64 18 1,800 0.54 ~ 0.81 1,800 0.54 ~ 0.81 1,300 0.54 ~ 0.72
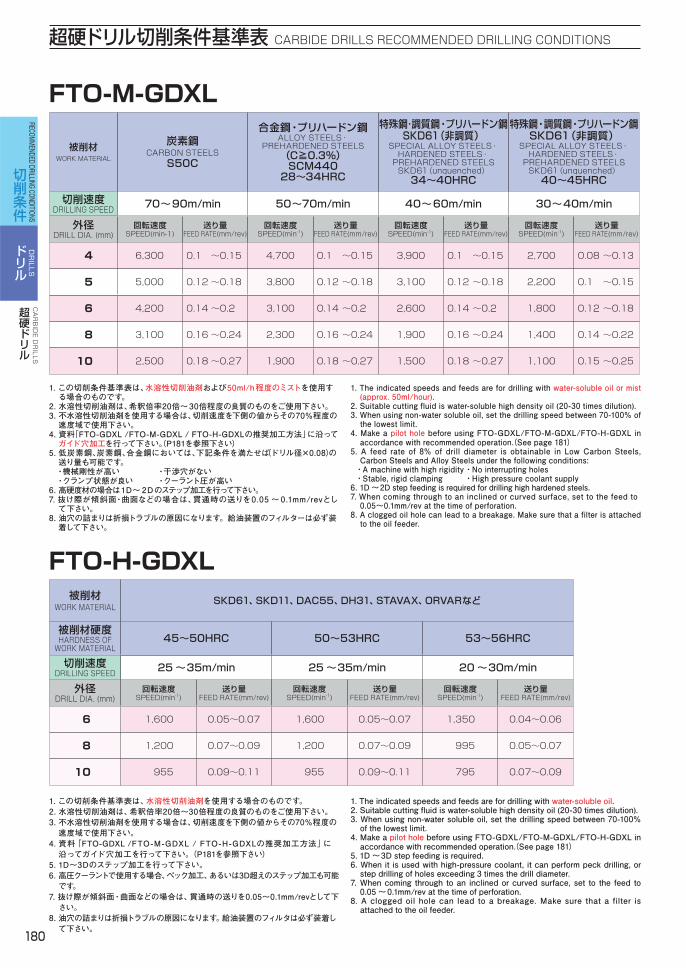
180
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FTO-M-GDXL
FTO-H-GDXL
1. この切削条件基準表は、水溶性切削油剤および50ml/h程度のミストを使用する場合のものです。
2. 水溶性切削油剤は、希釈倍率20倍~30倍程度の良質のものをご使用下さい。3. 不水溶性切削油剤を使用する場合は、切削速度を下側の値からその70%程度の速度域で使用下さい。
4. 資料「FTO-GDXL /FTO-M-GDXL / FTO-H-GDXLの推奨加工方法」に沿ってガイド穴加工を行って下さい。(P181を参照下さい)
5. 低炭素鋼、炭素鋼、合金鋼においては、下記条件を満たせば(ドリル径×0.08)の送り量も可能です。
・機械剛性が高い ・干渉穴がない ・クランプ状態が良い ・クーラント圧が高い6. 高硬度材の場合は1D~2Dのステップ加工を行って下さい。7. 抜け際が傾斜面・曲面などの場合は、貫通時の送りを0.05 ~0.1mm/revとして下さい。
8. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルターは必ず装着して下さい。
1. The indicated speeds and feeds are for drilling with water-soluble oil or mist (approx. 50ml/hour).
2. Suitable cutting fluid is water-soluble high density oil (20-30 times dilution).3. When using non-water soluble oil, set the drilling speed between 70-100% of the lowest limit.
4. Make a pilot hole before using FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL in accordance with recommended operation.(See page 181)
5. A feed rate of 8% of drill diameter is obtainable in Low Carbon Steels, Carbon Steels and Alloy Steels under the following conditions:
・A machine with high rigidity ・No interrupting holes ・Stable, rigid clamping ・High pressure coolant supply6. 1D ~2D step feeding is required for drilling high hardened steels.7. When coming through to an inclined or curved surface, set to the feed to 0.05~0.1mm/rev at the time of perforation.
8. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
被削材WORK MATERIAL
炭素鋼CARBON STEELS
S50C
合金鋼・プリハードン鋼ALLOY STEELS・
PREHARDENED STEELS(C≧0.3%)SCM44028~34HRC
特殊鋼・調質鋼・プリハードン鋼SKD61(非調質)
SPECIAL ALLOY STEELS・HARDENED STEELS・PREHARDENED STEELSSKD61(unquenched)34~40HRC
特殊鋼・調質鋼・プリハードン鋼SKD61(非調質)
SPECIAL ALLOY STEELS・HARDENED STEELS・PREHARDENED STEELSSKD61(unquenched)40~45HRC
切削速度DRILLING SPEED 70~90m/min 50~70m/min 40~60m/min 30~40m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
4 6,300 0.1 ~0.15 4,700 0.1 ~0.15 3,900 0.1 ~0.15 2,700 0.08 ~0.13
5 5,000 0.12 ~0.18 3,800 0.12 ~0.18 3,100 0.12 ~0.18 2,200 0.1 ~0.15
6 4,200 0.14 ~0.2 3,100 0.14 ~0.2 2,600 0.14 ~0.2 1,800 0.12 ~0.18
8 3,100 0.16 ~0.24 2,300 0.16 ~0.24 1,900 0.16 ~0.24 1,400 0.14 ~0.22
10 2,500 0.18 ~0.27 1,900 0.18 ~0.27 1,500 0.18 ~0.27 1,100 0.15 ~0.25
被削材WORK MATERIAL
SKD61、SKD11、DAC55、DH31、STAVAX、ORVARなど
被削材硬度HARDNESS OF WORK MATERIAL
45~50HRC 50~53HRC 53~56HRC
切削速度DRILLING SPEED 25 ~35m/min 25 ~35m/min 20 ~30m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
6 1,600 0.05~0.07 1,600 0.05~0.07 1,350 0.04~0.06
8 1,200 0.07~0.09 1,200 0.07~0.09 995 0.05~0.07
10 955 0.09~0.11 955 0.09~0.11 795 0.07~0.09
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍~30倍程度の良質のものをご使用下さい。3. 不水溶性切削油剤を使用する場合は、切削速度を下側の値からその70%程度の速度域で使用下さい。
4. 資料「FTO-GDXL /FTO-M-GDXL / FTO-H-GDXLの推奨加工方法」に沿ってガイド穴加工を行って下さい。(P181を参照下さい)
5. 1D~3Dのステップ加工を行って下さい。6. 高圧クーラントで使用する場合、ペック加工、あるいは3D超えのステップ加工も可能です。
7. 抜け際が傾斜面・曲面などの場合は、貫通時の送りを0.05~0.1mm/revとして下さい。
8. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルタは必ず装着して下さい。
1. The indicated speeds and feeds are for drilling with water-soluble oil.2. Suitable cutting fluid is water-soluble high density oil (20-30 times dilution).3. When using non-water soluble oil, set the drilling speed between 70-100% of the lowest limit.
4. Make a pilot hole before using FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL in accordance with recommended operation.(See page 181)
5. 1D ~3D step feeding is required.6. When it is used with high-pressure coolant, it can perform peck drilling, or step drilling of holes exceeding 3 times the drill diameter.
7. When coming through to an inclined or curved surface, set to the feed to 0.05 ~0.1mm/rev at the time of perforation.
8. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.

181
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FTO-GDXL 10D・15D・20D用For 10D, 15D, 20D
1. The indicated speeds and feeds are for drilling with water-soluble oil or mist (approx. 50ml/hour).
2. The most suitable cutting fluid is water-soluble oil (20-30 times dilution).3. When using non-water soluble oil, set the drilling speed between 70-100% of the lowest limit.
4. Make a pilot hole before using FTO-GDXL in accordance with recommended operation shown above.
5. A feed rate of 8% of drill diameter is obtainable in Low Carbon steel, Carbon steel and Alloy steel under the following conditions:
A machine with high rigidity Stable, rigid clamping High pressure coolant supply
1. この切削条件基準表は、水溶性切削油剤および50ml/h程度のミストを使用する場合のものです。
2. 水溶性切削油剤は、希釈倍率20倍~30倍程度の良質のものをご使用下さい。3. 不水溶性切削油剤を使用する場合は、切削速度を下側の値とその70%程度の速度域でご使用下さい。
4. 資料「FTO-GDXLの推奨加工方法」に沿ってパイロット穴加工を行って下さい。5. 低炭素鋼、炭素鋼、合金鋼においては、下記条件を満たせば(ドリル径×0.08)の送り量も可能です。
・機械剛性が高い ・クランプ状態が良い ・クーラント圧が高い
被削材WORK MATERIAL
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.3%)
S50C・SCM440710 ~1060N/㎜²
鋳鉄CAST IRONFC250
250 ~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD700
400 ~500N/㎜²
ステンレス鋼STAINLESS STEELSSUS400系
低炭素鋼・合金鋼LOW CARBON STEELSALLOY STEELS(C<0.3%)
SCr420・SCM420~710N/㎜²
切削速度DRILLING SPEED 63 ~125m/min 63 ~125m/min 60 ~80m/min 50 ~80m/min 63 ~125m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 7,500 0.06 ~ 0.12 7,500 0.06 ~
0.12 7,500 0.06 ~ 0.12 5,300 0.06 ~
0.12 7,500 0.06 ~ 0.12
4 6,400 0.08 ~ 0.16 6,400 0.08 ~
0.16 5,600 0.08 ~ 0.16 5,000 0.08 ~
0.16 6,400 0.08 ~ 0.16
5 5,800 0.1 ~ 0.2 5,800 0.1 ~
0.2 4,500 0.1 ~ 0.2 4,500 0.1 ~
0.2 5,800 0.1 ~ 0.2
6 4,800 0.12 ~ 0.24 4,800 0.12 ~
0.24 3,800 0.12 ~ 0.24 3,800 0.12 ~
0.24 4,800 0.12 ~ 0.24
8 3,600 0.16 ~ 0.28 3,600 0.16 ~
0.28 2,800 0.16 ~ 0.28 2,800 0.16 ~
0.28 3,600 0.16 ~ 0.28
10 2,900 0.2 ~ 0.35 2,900 0.2 ~
0.35 2,300 0.2 ~ 0.35 2,300 0.2 ~
0.35 2,900 0.2 ~ 0.35
12 2,400 0.24 ~ 0.42 2,400 0.24 ~
0.42 1,900 0.24 ~ 0.42 1,900 0.24 ~
0.42 2,400 0.24 ~ 0.42
①ガイド穴加工用工具にてパイロットホール加工 Make a pilot hole.
●ガイド穴加工用工具は、FTO-GDXL / FTO-M-GDXL / FTO-H-GDXLの 直径(D)と同じか0.1mm大きな範囲でドリル径をお選び下さい。 又、穴深さが深い程同径で深くあける事を推奨します。 For a pilot hole, select same size or below 0.1mm larger size drill than FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL.●ガイド穴加工用工具には下記製品を推奨します。 The recommended drills for a pilot hole are listed below.
③所定の回転速度に上げ加工をスタート Increase the revolution to the designated speed and start drilling.
②FTO-GDXL / FTO-M-GDXL / FTO-H-GDXLを 停止又は低回転で挿入 Insert the FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL into a pilot hole with zero or low revolution.
④加工後、ドリルを穴から抜く時には穴底からドリルを 離した後回転送度を下げて抜いて下さい。 After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
※加工の際には必ず内部給油方式で加工下さい。 Make sure to use an internal coolant supply when drilling.
FTO-GDXL/FTO-M-GDXL/FTO-H-GDXLの直径(D)D~D+0.1mm
1D~4D
140°
★湾曲部を加工の時は、パイロットホール加工前に 座ぐり加工用エンドミル FX-ZDSにて座ぐり加工を行って下さい。 When working on a curved surface, use the FX-ZDS (end mill for counterboring) to counterbore a pilot hole.
・FTO-PLT ・FTO-GDS ・FS-GDS ・FT-GDS・FTO-GDN ・FS-GDN ・FT-GDNFS-GDS, FS-GDN, FT-GDS, FT-GDNは、P44~51を参照下さい。FS-GDS, FS-GDN, FT-GDS, FT-GDN : See page 44~51
(※1)ガイド穴専用サイズを用意しております。The sizes for guide holes are available.
(※1)
D
■ FTO-GDXL/FTO-M-GDXL/FTO-H-GDXLの推奨加工方法 Recommended operation for using FTO-GDXL/FTO-M-GDXL/FTO-H-GDXL
FTO-GDXL30D用をご使用の場合は、当社営業までご相談下さい。To use FTO-GDXL for 30 times the drill diameter, please contact our sales.

182
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材WORK MATERIAL
アルミダイキャストアルミニウム合金鋳物
ALUMINUM DIE CASTINGSALUMINUM ALLOY CASTINGS
ADC・AC
アルミニウム展伸材ALUMINUM
A20系・A70系
アルミニウム展伸材ALUMINUM
A50系・A60系
銅合金COPPER ALLOYSC1020・C1100
銅合金COPPER ALLOYSCrCu・真鍮 Brass
切削油剤COOLANT 水溶性切削油使用の場合 Use water soluble
切削速度DRILLING SPEED 80 ~200m/min 60 ~120m/min 80 ~200m/min 80 ~200m/min 60 ~120m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 12,800 0.09 ~ 0.15 10,700 0.09 ~
0.15 12,800 0.06 ~ 0.12 12,800 0.06 ~
0.12 10,700 0.05 ~ 0.09
4 9,600 0.12 ~ 0.2 8,000 0.12 ~
0.2 9,600 0.08 ~ 0.16 9,600 0.08 ~
0.16 8,000 0.06 ~ 0.1
5 7,700 0.15 ~ 0.25 6,400 0.15 ~
0.25 7,700 0.1 ~ 0.2 7,700 0.1 ~
0.2 6,400 0.06 ~ 0.1
6 6,400 0.18 ~ 0.3 5,400 0.18 ~
0.3 6,400 0.12 ~ 0.2 6,400 0.12 ~
0.2 5,400 0.06 ~ 0.1
8 4,800 0.2 ~ 0.4 4,000 0.2 ~
0.4 4,800 0.12 ~ 0.25 4,800 0.12 ~
0.25 4,000 0.08 ~ 0.15
10 3,900 0.25 ~ 0.5 3,200 0.25 ~
0.5 3,900 0.15 ~ 0.25 3,900 0.15 ~
0.25 3,200 0.08 ~ 0.15
1. MQL加工を行う場合、次の条件として下さい。A50系、A60系のアルミニウム展伸材の加工を行う場合において、ドリル径がφ5mm以下の場合は、切削速度を60m/min~100m/minとして下さい。送り量は(0.02~0.03)×Dを目安とし、最大でも0.15mm/revを超えないように設定して下さい。A20系、A70系のアルミニウム展伸材、及び銅合金の加工を行う場合は、当社営業までご相談下さい。
2. 水溶性切削油剤は、希釈倍率20倍~30倍程度の良質のものをご使用下さい。3. 不水溶性切削油剤を使用する場合は、切削速度を下側の値からその70%程度の速度域で使用下さい。
4. 高硬度のベリリウム銅の加工を行う場合は、FTO-GDXLをご使用下さい。5. 抜け際が断続切削になる場合や、干渉穴の加工を行う場合は、送り量を低くして加工して下さい。
6. 切削条件の幅が非常に広く設定してありますが、これは設備、切削油剤、ワーク保持状態など様々な周辺環境により、加工可能な条件が変わるためです。
1. When machining with MQL (Minimum Quantity Lubrication), please follow these conditions. When drilling A50 & A60 aluminum, if the drill diameter is less than 5mm, please set the cutting speed to 60m/min ~100m/min. With a target feed amount of (0.02 ~0.03) x D, be sure not to exceed a maximum of 0.15mm/rev. Please contact our sales staff when drilling A20 & A70 aluminum and copper alloys.
2. The most suitable cutting fluid is water-soluble oil (20-30 times dilution).3. When using non-water soluble oil, set the drilling speed between 70 -100% of the lowest limit.
4. Use FTO-GDXL when drilling high hardness copper-beryllium alloys.5. When coming through to intermittent drilling and drilling interrupting holes, reduce the feed rate.
6. There is a wide range of cutting conditions, and these should be chosen based on a wide variety of factors including the machine, cutting fluid and workholding.
CAO-GDXL
CAO-GDXL 30D用をご使用の場合は、当社営業までご相談下さい。To use CAO-GDXL for 30D times the drill diameter, please contact our sales.
15D・20D用 For 15D, 20D
①ガイド穴加工用工具にてガイド穴加工 Make a pilot hole.
●ガイド穴加工用工具は、CAO-GDXLの直径(D)と同じか 0.02~0.05mm大きな範囲でドリル径をお選び下さい。 又、穴深さが深い程ガイド穴を深くあける事を推奨します。 For a pilot hole, select same size or 0.02~0.05mm larger size drill than CAO-GDXL.
●ガイド穴加工用工具には下記製品を推奨します。 The recommended drills for a pilot hole are listed below.
(※1)・FTO-GDS ・ FTO-GDN ・ FTO-PLT
★湾曲部を加工の時は、パイロットホール加工前に座ぐり 加工用エンドミル FX-ZDSにて座ぐり加工を行って下さい。 When working on a curved surface,use the FX-ZDS (end mill for counterboring)to counterbore a pilot hole.
②CAO-GDXLを停止又は低回転で挿入 Insert the CAO-GDXL into a pilot hole with zero or low revolution.
③所定の回転速度に上げ加工をスタート Increase the revolution to the designated speed and start drilling.
④加工後、ドリルを穴から抜く時には穴底から ドリルを離した後、回転速度を下げて抜いて下さい。 After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
*加工の際には必ず内部給油方式で加工下さい。 Make sure to use an internal coolant supply when drilling.
CAO-GDXLの直径(D) D~D+0.02~0.05mm
1D~4D140°~
D
■ CAO-GDXLの推奨加工方法 Recommended operation for using CAO-GDXL
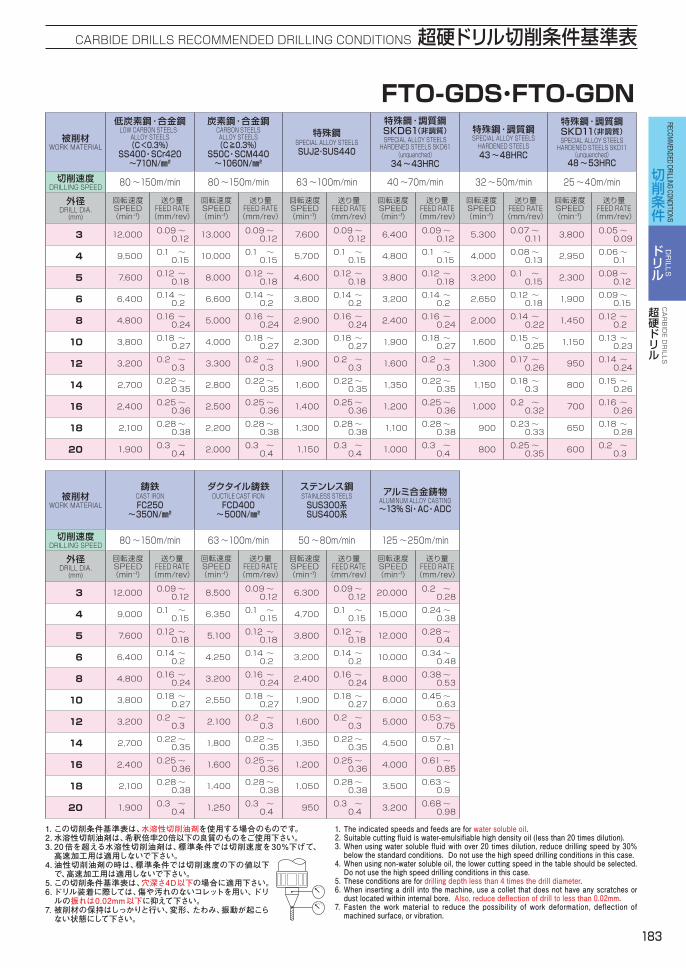
183
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS・
ALLOY STEELS(C<0.3%)
SS400・SCr420~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.3%)
S50C・SCM440~1060N/㎜²
特殊鋼SPECIAL ALLOY STEELSSUJ2・SUS440
特殊鋼・調質鋼 SKD61(非調質)SPECIAL ALLOY STEELS HARDENED STEELS SKD61
(unquenched)34 ~43HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELS43 ~48HRC
特殊鋼・調質鋼 SKD11(非調質)SPECIAL ALLOY STEELS HARDENED STEELS SKD11
(unquenched)48 ~53HRC
切削速度DRILLING SPEED 80 ~150m/min 80 ~150m/min 63 ~100m/min 40 ~70m/min 32~50m/min 25 ~40m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 12,000 0.09 ~ 0.12 13,000 0.09 ~
0.12 7,600 0.09 ~ 0.12 6,400 0.09 ~
0.12 5,300 0.07 ~ 0.11 3,800 0.05 ~
0.09
4 9,500 0.1 ~ 0.15 10,000 0.1 ~
0.15 5,700 0.1 ~ 0.15 4,800 0.1 ~
0.15 4,000 0.08 ~ 0.13 2,950 0.06 ~
0.1
5 7,600 0.12 ~ 0.18 8,000 0.12 ~
0.18 4,600 0.12 ~ 0.18 3,800 0.12 ~
0.18 3,200 0.1 ~ 0.15 2,300 0.08 ~
0.12
6 6,400 0.14 ~ 0.2 6,600 0.14 ~
0.2 3,800 0.14 ~ 0.2 3,200 0.14 ~
0.2 2,650 0.12 ~ 0.18 1,900 0.09 ~
0.15
8 4,800 0.16 ~ 0.24 5,000 0.16 ~
0.24 2,900 0.16 ~ 0.24 2,400 0.16 ~
0.24 2,000 0.14 ~ 0.22 1,450 0.12 ~
0.2
10 3,800 0.18 ~ 0.27 4,000 0.18 ~
0.27 2,300 0.18 ~ 0.27 1,900 0.18 ~
0.27 1,600 0.15 ~ 0.25 1,150 0.13 ~
0.23
12 3,200 0.2 ~ 0.3 3,300 0.2 ~
0.3 1,900 0.2 ~ 0.3 1,600 0.2 ~
0.3 1,300 0.17 ~ 0.26 950 0.14 ~
0.24
14 2,700 0.22 ~ 0.35 2,800 0.22 ~
0.35 1,600 0.22 ~ 0.35 1,350 0.22 ~
0.35 1,150 0.18 ~ 0.3 800 0.15 ~
0.26
16 2,400 0.25 ~ 0.36 2,500 0.25 ~
0.36 1,400 0.25 ~ 0.36 1,200 0.25 ~
0.36 1,000 0.2 ~ 0.32 700 0.16 ~
0.26
18 2,100 0.28 ~ 0.38 2,200 0.28 ~
0.38 1,300 0.28 ~ 0.38 1,100 0.28 ~
0.38 900 0.23 ~ 0.33 650 0.18 ~
0.28
20 1,900 0.3 ~ 0.4 2,000 0.3 ~
0.4 1,150 0.3 ~ 0.4 1,000 0.3 ~
0.4 800 0.25 ~ 0.35 600 0.2 ~
0.3
被削材WORK MATERIAL
鋳鉄CAST IRONFC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
ステンレス鋼STAINLESS STEELSSUS300系SUS400系
アルミ合金鋳物ALUMINUM ALLOY CASTING~13% Si・AC・ADC
切削速度DRILLING SPEED 80 ~150m/min 63 ~100m/min 50 ~80m/min 125 ~250m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 12,000 0.09 ~ 0.12 8,500 0.09 ~
0.12 6,300 0.09 ~ 0.12 20,000 0.2 ~
0.28
4 9,000 0.1 ~ 0.15 6,350 0.1 ~
0.15 4,700 0.1 ~ 0.15 15,000 0.24 ~
0.38
5 7,600 0.12 ~ 0.18 5,100 0.12 ~
0.18 3,800 0.12 ~ 0.18 12,000 0.28 ~
0.4
6 6,400 0.14 ~ 0.2 4,250 0.14 ~
0.2 3,200 0.14 ~ 0.2 10,000 0.34 ~
0.48
8 4,800 0.16 ~ 0.24 3,200 0.16 ~
0.24 2,400 0.16 ~ 0.24 8,000 0.38 ~
0.53
10 3,800 0.18 ~ 0.27 2,550 0.18 ~
0.27 1,900 0.18 ~ 0.27 6,000 0.45 ~
0.63
12 3,200 0.2 ~ 0.3 2,100 0.2 ~
0.3 1,600 0.2 ~ 0.3 5,000 0.53 ~
0.75
14 2,700 0.22 ~ 0.35 1,800 0.22 ~
0.35 1,350 0.22 ~ 0.35 4,500 0.57 ~
0.81
16 2,400 0.25 ~ 0.36 1,600 0.25 ~
0.36 1,200 0.25 ~ 0.36 4,000 0.61 ~
0.85
18 2,100 0.28 ~ 0.38 1,400 0.28 ~
0.38 1,050 0.28 ~ 0.38 3,500 0.63 ~
0.9
20 1,900 0.3 ~ 0.4 1,250 0.3 ~
0.4 950 0.3 ~ 0.4 3,200 0.68 ~
0.98
FTO-GDS・FTO-GDN
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).3. When using water soluble fluid with over 20 times dilution, reduce drilling speed by 30% below the standard conditions. Do not use the high speed drilling conditions in this case.
4. When using non-water soluble oil, the lower cutting speed in the table should be selected. Do not use the high speed drilling conditions in this case.
5. These conditions are for drilling depth less than 4 times the drill diameter.6. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.02mm.
7. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 20倍を超える水溶性切削油剤は、標準条件では切削速度を30%下げて、高速加工用は適用しないで下さい。
4. 油性切削油剤の時は、標準条件では切削速度の下の値以下で、高速加工用は適用しないで下さい。
5. この切削条件基準表は、穴深さ4D以下の場合に適用下さい。6. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
7. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。

184
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS・
ALLOY STEELS(C<0.3%)
SS400・SCr420~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.3%)
S50C・SCM440~1060N/㎜²
鋳鉄CAST IRON FC250FC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
切削速度DRILLING SPEED 50 ~200m/min 50 ~200m/min 150 ~200m/min 100 ~150m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 15,000 0.09 ~0.12 18,000 0.09 ~0.12 17,000 0.09 ~0.12 12,000 0.09 ~0.12
4 12,000 0.1 ~0.15 13,500 0.1 ~0.15 12,700 0.1 ~0.15 9,600 0.1 ~0.15
5 9,600 0.12 ~0.18 11,000 0.12 ~0.18 10,200 0.12 ~0.18 7,600 0.12 ~0.18
6 8,000 0.14 ~0.2 9,300 0.14 ~0.2 8,500 0.14 ~0.2 6,400 0.14 ~0.2
8 6,000 0.16 ~0.24 7,000 0.16 ~0.24 6,400 0.16 ~0.24 4,800 0.16 ~0.24
10 4,800 0.18 ~0.27 5,600 0.18 ~0.27 5,100 0.18 ~0.27 3,800 0.18 ~0.27
12 4,000 0.2 ~0.3 4,600 0.2 ~0.3 4,200 0.2 ~0.3 3,200 0.2 ~0.3
14 3,400 0.22 ~0.35 4,000 0.22 ~0.35 3,600 0.22 ~0.35 2,700 0.22 ~0.35
16 3,000 0.25 ~0.36 3,500 0.25 ~0.36 3,200 0.25 ~0.36 2,400 0.25 ~0.36
18 2,700 0.28 ~0.38 3,100 0.28 ~0.38 2,800 0.28 ~0.38 2,100 0.28 ~0.38
20 2,400 0.3 ~0.4 2,800 0.3 ~0.4 2,500 0.3 ~0.4 1,900 0.3 ~0.4
FTO-GDS・FTO-GDN 高速加工用 HIGH-SPEED DRILLING
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).3. When using water soluble fluid with over 20 times dilution, reduce drilling speed by 30% below the standard conditions. Do not use the high speed drilling conditions in this case.
4. When using non-water soluble oil, the lower cutting speed in the table should be selected. Do not use the high speed drilling conditions in this case.
5. These conditions are for drilling depth less than 3 times the drill diameter.6. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.01mm.
7. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 20倍を超える水溶性切削油剤は、標準条件では切削速度を30%下げて、高速加工用は適用しないで下さい。
4. 油性切削油剤の時は、標準条件では切削速度の下の値以下で、高速加工用は適用しないで下さい。
5. この切削条件基準表は、穴深さ3D以下の場合に適用下さい。6. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.01mm以下に抑えて下さい。
7. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
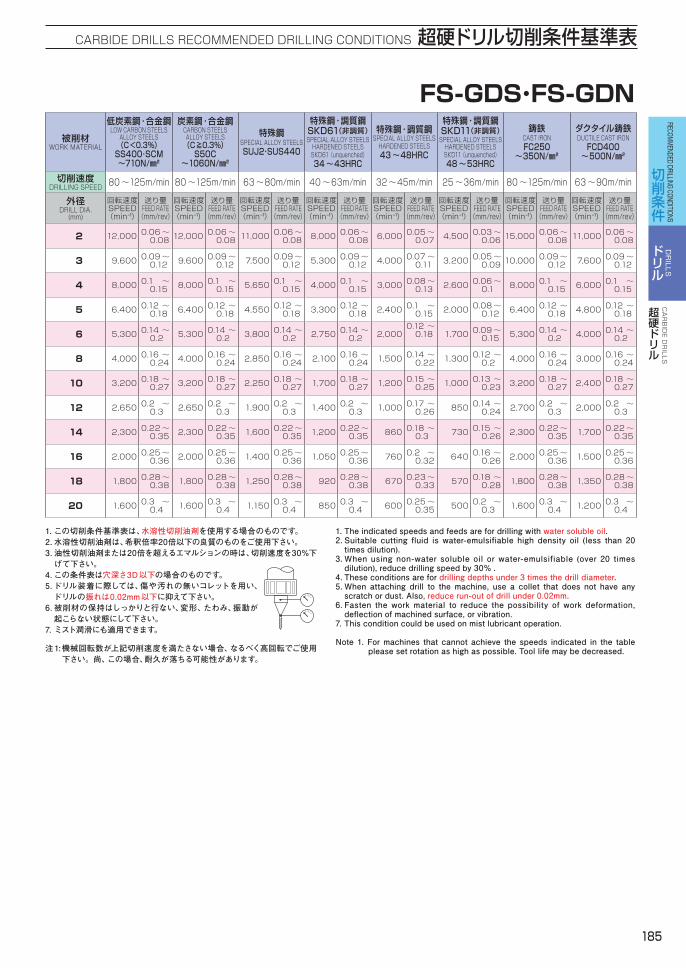
185
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FS-GDS・FS-GDN
1. The indicated speeds and feeds are for drilling with water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce drilling speed by 30% .
4. These conditions are for drilling depths under 3 times the drill diameter.5. When attaching drill to the machine, use a collet that does not have any scratch or dust. Also, reduce run-out of drill under 0.02mm.
6. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
7. This condition could be used on mist lubricant operation.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. この条件表は穴深さ3D以下の場合のものです。5. ドリル装着に際しては、傷や汚れの無いコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
6. 被削材の保持はしっかりと行ない、変形、たわみ、振動が起こらない状態にして下さい。
7. ミスト潤滑にも適用できます。
注1:機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用 下さい。尚、この場合、耐久が落ちる可能性があります。
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS ALLOY STEELS(C<0.3%)SS400・SCM~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.3%)S50C
~1060N/㎜²
特殊鋼SPECIAL ALLOY STEELSSUJ2・SUS440
特殊鋼・調質鋼 SKD61(非調質)SPECIAL ALLOY STEELS HARDENED STEELS SKD61 (unquenched)34 ~43HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELS43 ~48HRC
特殊鋼・調質鋼 SKD11(非調質)SPECIAL ALLOY STEELS HARDENED STEELS SKD11 (unquenched)48 ~53HRC
鋳鉄CAST IRONFC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
切削速度DRILLING SPEED 80 ~125m/min 80 ~125m/min 63 ~80m/min 40 ~63m/min 32~45m/min 25 ~36m/min 80 ~125m/min 63 ~90m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 12,000 0.06 ~ 0.08 12,0000.06 ~ 0.08 11,000
0.06 ~ 0.08 8,000 0.06 ~ 0.08 6,000 0.05 ~ 0.07 4,500 0.03 ~ 0.06 15,000
0.06 ~ 0.08 11,000
0.06 ~ 0.08
3 9,600 0.09 ~ 0.12 9,600 0.09 ~ 0.12 7,500 0.09 ~ 0.12 5,300 0.09 ~ 0.12 4,000 0.07 ~ 0.11 3,200 0.05 ~ 0.09 10,0000.09 ~ 0.12 7,600 0.09 ~ 0.12
4 8,000 0.1 ~ 0.15 8,000 0.1 ~ 0.15 5,650 0.1 ~ 0.15 4,000 0.1 ~ 0.15 3,000 0.08 ~ 0.13 2,600 0.06 ~ 0.1 8,000 0.1 ~ 0.15 6,000 0.1 ~ 0.15
5 6,400 0.12 ~ 0.18 6,400 0.12 ~ 0.18 4,550 0.12 ~ 0.18 3,300 0.12 ~ 0.18 2,400 0.1 ~ 0.15 2,000 0.08 ~ 0.12 6,400 0.12 ~ 0.18 4,800 0.12 ~ 0.18
6 5,300 0.14 ~ 0.2 5,300 0.14 ~ 0.2 3,800 0.14 ~ 0.2 2,750 0.14 ~ 0.2 2,0000.12 ~ 0.18 1,700 0.09 ~ 0.15 5,300 0.14 ~ 0.2 4,000 0.14 ~ 0.2
8 4,000 0.16 ~ 0.24 4,000 0.16 ~ 0.24 2,850 0.16 ~ 0.24 2,100 0.16 ~ 0.24 1,500 0.14 ~ 0.22 1,300 0.12 ~ 0.2 4,000 0.16 ~ 0.24 3,000 0.16 ~ 0.24
10 3,200 0.18 ~ 0.27 3,200 0.18 ~ 0.27 2,250 0.18 ~ 0.27 1,700 0.18 ~ 0.27 1,200 0.15 ~ 0.25 1,000 0.13 ~ 0.23 3,200 0.18 ~ 0.27 2,400 0.18 ~ 0.27
12 2,650 0.2 ~ 0.3 2,650 0.2 ~ 0.3 1,900 0.2 ~ 0.3 1,400 0.2 ~ 0.3 1,000 0.17 ~ 0.26 850 0.14 ~ 0.24 2,700 0.2 ~ 0.3 2,000 0.2 ~ 0.3
14 2,300 0.22 ~ 0.35 2,300 0.22 ~ 0.35 1,600 0.22 ~ 0.35 1,200 0.22 ~ 0.35 860 0.18 ~ 0.3 730 0.15 ~ 0.26 2,300 0.22 ~ 0.35 1,700 0.22 ~ 0.35
16 2,000 0.25 ~ 0.36 2,000 0.25 ~ 0.36 1,400 0.25 ~ 0.36 1,050 0.25 ~ 0.36 760 0.2 ~ 0.32 640 0.16 ~ 0.26 2,000 0.25 ~ 0.36 1,500 0.25 ~ 0.36
18 1,800 0.28 ~ 0.38 1,800 0.28 ~ 0.38 1,250 0.28 ~ 0.38 920 0.28 ~ 0.38 670 0.23 ~ 0.33 570 0.18 ~ 0.28 1,800 0.28 ~ 0.38 1,350 0.28 ~ 0.38
20 1,600 0.3 ~ 0.4 1,600 0.3 ~ 0.4 1,150 0.3 ~ 0.4 850 0.3 ~ 0.4 600 0.25 ~ 0.35 500 0.2 ~ 0.3 1,600 0.3 ~ 0.4 1,200 0.3 ~ 0.4

186
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FS-GDS・FS-GDN 高速加工用 HIGH-SPEED DRILLING
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce drilling speed by 30% .
4. These conditions are for drilling depths under 3 times the drill diameter.5. When attaching a drill to the machine, use a collet that does not have any scratch or dust. Also, reduce run-out of drills under 0.01mm.
6. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. この条件表は穴深さ3D以下の場合のものです。5. 高速加工をする場合、傷や汚れの無いコレットを用い、ドリルの振れは0.01mm以下に抑えて下さい。
6. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS
ALLOY STEELS(C<0.3%)SS400・SCM~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.3%)S50C
710 ~1060N/㎜²
特殊鋼SPECIAL ALLOY STEELSSUJ2・SUS440
鋳鉄CAST IRONFC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
切削速度DRILLING SPEED 125 ~150m/min 125 ~150m/min 80 ~100m/min 125 ~150m/min 90 ~125m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 20,000 0.06 ~ 0.08 20,000 0.06 ~
0.08 14,000 0.06 ~ 0.08 20,000 0.06 ~
0.08 17,000 0.06 ~ 0.08
3 13,000 0.09 ~ 0.12 14,000 0.09 ~
0.12 9,500 0.09 ~ 0.12 14,000 0.09 ~
0.12 11,000 0.09 ~ 0.12
4 10,000 0.1 ~ 0.15 10,000 0.1 ~
0.15 7,100 0.1 ~ 0.15 11,000 0.1 ~
0.15 8,700 0.1 ~ 0.15
5 8,000 0.12 ~ 0.18 8,600 0.12 ~
0.18 5,700 0.12 ~ 0.18 9,000 0.12 ~
0.18 7,000 0.12 ~ 0.18
6 6,650 0.14 ~ 0.2 7,200 0.14 ~
0.2 4,700 0.14 ~ 0.2 7,500 0.14 ~
0.2 5,800 0.14 ~ 0.2
8 5,000 0.16 ~ 0.24 5,400 0.16 ~
0.24 3,600 0.16 ~ 0.24 5,600 0.16 ~
0.24 4,400 0.16 ~ 0.24
10 4,000 0.18 ~ 0.27 4,300 0.18 ~
0.27 2,900 0.18 ~ 0.27 4,500 0.18 ~
0.27 3,500 0.18 ~ 0.27
12 3,300 0.2 ~ 0.3 3,600 0.2 ~
0.3 2,400 0.2 ~ 0.3 3,800 0.2 ~
0.3 3,000 0.2 ~ 0.3
14 2,900 0.22 ~ 0.35 3,100 0.22 ~
0.35 2,100 0.22 ~ 0.35 3,200 0.22 ~
0.35 2,500 0.22 ~ 0.35
16 2,500 0.25 ~ 0.36 2,700 0.25 ~
0.36 1,800 0.25 ~ 0.36 2,800 0.25 ~
0.36 2,200 0.25 ~ 0.36
18 2,200 0.28 ~ 0.38 2,400 0.28 ~
0.38 1,600 0.28 ~ 0.38 2,500 0.28 ~
0.38 2,000 0.28 ~ 0.38
20 2,000 0.3 ~ 0.4 2,200 0.3 ~
0.4 1,450 0.3 ~ 0.4 2,300 0.3 ~
0.4 1,800 0.3 ~ 0.4
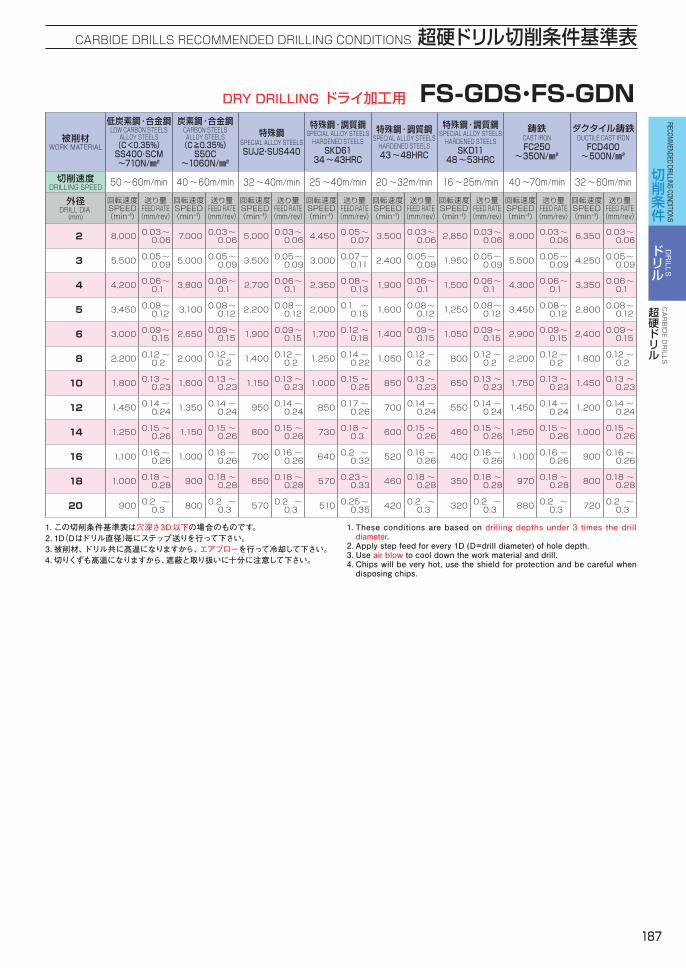
187
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
DRY DRILLING ドライ加工用 FS-GDS・FS-GDN
1. These conditions are based on drilling depths under 3 times the drill diameter.
2. Apply step feed for every 1D (D=drill diameter) of hole depth.3. Use air blow to cool down the work material and drill.4. Chips will be very hot, use the shield for protection and be careful when disposing chips.
1. この切削条件基準表は穴深さ3D以下の場合のものです。2. 1D(Dはドリル直径)毎にステップ送りを行って下さい。3. 被削材、ドリル共に高温になりますから、エアブローを行って冷却して下さい。4. 切りくずも高温になりますから、遮蔽と取り扱いに十分に注意して下さい。
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS ALLOY STEELS(C<0.35%)SS400・SCM~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.35%)S50C
~1060N/㎜²
特殊鋼SPECIAL ALLOY STEELSSUJ2・SUS440
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELSSKD61
34 ~43HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELS43 ~48HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELSSKD11
48 ~53HRC
鋳鉄CAST IRONFC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
切削速度DRILLING SPEED 50 ~60m/min 40 ~60m/min 32~40m/min 25 ~40m/min 20 ~32m/min 16 ~25m/min 40 ~70m/min 32~60m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 8,000 0.03 ~ 0.06 7,000 0.03 ~
0.06 5,000 0.03 ~ 0.06 4,450 0.05 ~
0.07 3,500 0.03 ~ 0.06 2,850 0.03 ~
0.06 8,000 0.03 ~ 0.06 6,350 0.03 ~
0.06
3 5,500 0.05 ~ 0.09 5,000 0.05 ~
0.09 3,500 0.05 ~ 0.09 3,000 0.07 ~
0.11 2,400 0.05 ~ 0.09 1,950 0.05 ~
0.09 5,500 0.05 ~ 0.09 4,250 0.05 ~
0.09
4 4,200 0.06 ~ 0.1 3,800 0.06 ~
0.1 2,700 0.06 ~ 0.1 2,350 0.08 ~
0.13 1,900 0.06 ~ 0.1 1,500 0.06 ~
0.1 4,300 0.06 ~ 0.1 3,350 0.06 ~
0.1
5 3,450 0.08 ~ 0.12 3,100 0.08 ~
0.12 2,200 0.08 ~ 0.12 2,000 0.1 ~
0.15 1,600 0.08 ~ 0.12 1,250 0.08 ~
0.12 3,450 0.08 ~ 0.12 2,800 0.08 ~
0.12
6 3,000 0.09 ~ 0.15 2,650 0.09 ~
0.15 1,900 0.09 ~ 0.15 1,700 0.12 ~
0.18 1,400 0.09 ~ 0.15 1,050 0.09 ~
0.15 2,900 0.09 ~ 0.15 2,400 0.09 ~
0.15
8 2,200 0.12 ~ 0.2 2,000 0.12 ~
0.2 1,400 0.12 ~ 0.2 1,250 0.14 ~
0.22 1,050 0.12 ~ 0.2 800 0.12 ~
0.2 2,200 0.12 ~ 0.2 1,800 0.12 ~
0.2
10 1,800 0.13 ~ 0.23 1,600 0.13 ~
0.23 1,150 0.13 ~ 0.23 1,000 0.15 ~
0.25 850 0.13 ~ 0.23 650 0.13 ~
0.23 1,750 0.13 ~ 0.23 1,450 0.13 ~
0.23
12 1,450 0.14 ~ 0.24 1,350 0.14 ~
0.24 950 0.14 ~ 0.24 850 0.17 ~
0.26 700 0.14 ~ 0.24 550 0.14 ~
0.24 1,450 0.14 ~ 0.24 1,200 0.14 ~
0.24
14 1,250 0.15 ~ 0.26 1,150 0.15 ~
0.26 800 0.15 ~ 0.26 730 0.18 ~
0.3 600 0.15 ~ 0.26 460 0.15 ~
0.26 1,250 0.15 ~ 0.26 1,000 0.15 ~
0.26
16 1,100 0.16 ~ 0.26 1,000 0.16 ~
0.26 700 0.16 ~ 0.26 640 0.2 ~
0.32 520 0.16 ~ 0.26 400 0.16 ~
0.26 1,100 0.16 ~ 0.26 900 0.16 ~
0.26
18 1,000 0.18 ~ 0.28 900 0.18 ~
0.28 650 0.18 ~ 0.28 570 0.23 ~
0.33 460 0.18 ~ 0.28 350 0.18 ~
0.28 970 0.18 ~ 0.28 800 0.18 ~
0.28
20 900 0.2 ~ 0.3 800 0.2 ~
0.3 570 0.2 ~ 0.3 510 0.25 ~
0.35 420 0.2 ~ 0.3 320 0.2 ~
0.3 880 0.2 ~ 0.3 720 0.2 ~
0.3

188
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FT-GDS・FT-GDN
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce drilling speed by 20% .
4. This condition is based on for drilling depth under 3 times the drill diameter.5. The run out with a drill in a spindle should be less than 0.02mm, as in the picture. ( especially, under drill dia. 0.5mm )
6. Fasten the work material to reduce any possibility of work deformation, deflection of machined surface, or vibration.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を20%下げて下さい。
4. この条件表は穴深さ3D以下の場合のものです。5. 取り付け時の振れ精度は右図の様にボディ円筒部かシャンク端で0.02mm以下を目安にして下さい。(特にφ0.5以下)
6. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用下さい。尚、この場合、耐久が落ちる可能性があります。
被削材WORK MATERIAL
低炭素鋼・合金鋼LOW CARBON STEELS・
ALLOY STEELS(C<0.35%)SS400・SCM~710N/㎜²
炭素鋼・合金鋼CARBON STEELSALLOY STEELS(C≧0.35%)S50C
~1060N/㎜²
特殊鋼SPECIAL ALLOY STEELSSUJ2・SUS440
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELSSKD61
34 ~43HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELS43 ~48HRC
鋳鉄CAST IRONFC250
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRONFCD400~500N/㎜²
切削速度DRILLING SPEED 63 ~100m/min 63 ~100m/min 50 ~71m/min 40 ~63m/min 32~45m/min 63 ~100m/min 50 ~80m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
0.5 注1(Note1)
0.01 ~ 0.02
注1(Note1)
0.01 ~ 0.02
注1(Note1)
0.01 ~ 0.02 25,000 0.01 ~
0.02 20,000 0.01 ~ 0.02
注1(Note1)
0.01 ~ 0.02
注1(Note1)
0.01 ~ 0.02
1 19,000 0.03 ~ 0.04 19,000 0.03 ~
0.04 16,000 0.02 ~ 0.04 12,000 0.02 ~
0.04 10,000 0.02 ~ 0.04 20,000 0.02 ~
0.04 19,000 0.02 ~ 0.04
2 11,000 0.06 ~ 0.08 11,000 0.06 ~
0.08 9,000 0.06 ~ 0.08 7,600 0.06 ~
0.08 6,000 0.06 ~ 0.08 12,000 0.06 ~
0.08 10,000 0.06 ~ 0.08
3 8,000 0.09 ~ 0.12 8,000 0.09 ~
0.12 6,000 0.09 ~ 0.12 5,000 0.09 ~
0.12 4,000 0.09 ~ 0.12 8,000 0.09 ~
0.12 6,900 0.09 ~ 0.12
4 6,300 0.1 ~ 0.15 6,300 0.1 ~
0.15 4,750 0.1 ~ 0.15 3,800 0.1 ~
0.15 3,000 0.1 ~ 0.15 6,300 0.1 ~
0.15 5,200 0.1 ~ 0.15
5 5,000 0.12 ~ 0.18 5,000 0.12 ~
0.18 3,800 0.12 ~ 0.18 3,000 0.12 ~
0.18 2,450 0.12 ~ 0.18 5,000 0.12 ~
0.18 4,100 0.12 ~ 0.18
6 4,200 0.14 ~ 0.2 4,200 0.14 ~
0.2 3,200 0.14 ~ 0.2 2,550 0.14 ~
0.2 2,050 0.14 ~ 0.2 4,200 0.14 ~
0.2 3,450 0.14 ~ 0.2
8 3,200 0.16 ~ 0.24 3,200 0.16 ~
0.24 2,400 0.16 ~ 0.24 1,900 0.16 ~
0.24 1,550 0.16 ~ 0.24 3,200 0.16 ~
0.24 2,600 0.16 ~ 0.24
10 2,550 0.18 ~ 0.27 2,550 0.18 ~
0.27 1,900 0.18 ~ 0.27 1,550 0.18 ~
0.27 1,250 0.18 ~ 0.27 2,600 0.18 ~
0.27 2,100 0.18 ~ 0.27
12 2,100 0.2 ~ 0.3 2,100 0.2 ~
0.3 1,600 0.2 ~ 0.3 1,300 0.2 ~
0.3 1,050 0.2 ~ 0.3 2,200 0.2 ~
0.3 1,750 0.2 ~ 0.3
14 1,800 0.22 ~ 0.35 1,800 0.22 ~
0.35 1,350 0.22 ~ 0.35 1,100 0.22 ~
0.35 880 0.22 ~ 0.35 1,800 0.22 ~
0.35 1,500 0.22 ~ 0.35
16 1,600 0.25 ~ 0.36 1,600 0.25 ~
0.36 1,200 0.25 ~ 0.36 950 0.25 ~
0.36 770 0.25 ~ 0.36 1,600 0.25 ~
0.36 1,300 0.25 ~ 0.36
18 1,400 0.28 ~ 0.38 1,400 0.28 ~
0.38 1,050 0.28 ~ 0.38 850 0.28 ~
0.38 680 0.28 ~ 0.38 1,400 0.28 ~
0.38 1,200 0.28 ~ 0.38
20 1,300 0.3 ~ 0.4 1,300 0.3 ~
0.4 960 0.3 ~ 0.4 760 0.3 ~
0.4 610 0.3 ~ 0.4 1,300 0.3 ~
0.4 1,050 0.3 ~ 0.4

189
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
MRS-GDL
被削材WORK MATERIAL
マルテンサイト系ステンレス鋼MARTENSITIC STAINLESS STEELSSUS420J2・SUS440C
オーステナイト系ステンレス鋼AUSTENITIC STAINLESS STEELSSUS303・SUS304・SUS316・SUS316L
フェライト系ステンレス鋼FERRITIC STAINLESS STEELSSUS430・SUS430F
析出硬化系ステンレス鋼PRECIPITATION STAINLESS STEELS
SUS630
切削速度DRILLING SPEED 20 ~50m/min 15 ~40m/min 20 ~50m/min 15 ~40m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
0.5 12,700 ~31,800
0.005 ~ 0.015
9,500 ~25,400
0.005 ~ 0.015
12,700 ~31,800
0.005 ~ 0.015
9,500 ~25,400
0.005 ~ 0.015
1 6,300 ~15,900
0.01 ~ 0.03
4,700 ~12,700
0.01 ~ 0.03
6,300 ~15,900
0.01 ~ 0.03
4,700 ~12,700
0.01 ~ 0.03
1.5 4,200 ~10,600
0.015 ~ 0.045
3,100 ~8,400
0.015 ~ 0.045
4,200 ~10,600
0.015 ~ 0.045
3,100 ~8,400
0.015 ~ 0.045
2 3,180 ~7,900
0.02 ~ 0.06
2,300 ~6,300
0.02 ~ 0.06
3,180 ~7,900
0.02 ~ 0.06
2,300 ~6,300
0.02 ~ 0.06
2.5 2,500 ~6,300
0.025 ~ 0.075
1,900 ~5,000
0.025 ~ 0.075
2,500 ~6,300
0.025 ~ 0.075
1,900 ~5,000
0.025 ~ 0.075
3 2,100 ~5,300
0.03 ~ 0.09
1,500 ~4,200
0.03 ~ 0.09
2,100 ~5,300
0.03 ~ 0.09
1,500 ~4,200
0.03 ~ 0.09
1. スピンドル回転精度が良好な機械でご使用下さい。 2. この切削条件基準表は水溶性切削油剤を使用する場合のものです。3. 水溶性切削油剤は希釈倍率 20倍程度の良質のものをご使用下さい。4. この切削条件基準表は穴深さ 3D 以下の場合のものです。それ以上の穴深さの場合は、上記切削条件基準表にステップ量がなくとも、0.25D ~ 0.5D を目安に適宜ステップ送りを行って下さい。
5. 取り付け時の振れ精度は右図の様にボディ円筒部かシャンク端で 0.002mm以下を目安にして下さい。(特にφ 0.5 以下)
6. シャンクホルダはシュリンクフィットシステムが効果的です。
注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用下さい。尚、この場合、耐久が落ちる可能性があります。
1. Please use a carbide drill in a machine with precise spindle rotation.2. The indicated speeds and feeds are for drilling with water soluble fluid.3. Please use water-soluble high density fluid ( less than 20 times dilution ).4. The above shown table is applied for less than 3xD deep drilling operation. When a hole is deeper than 3xD, please add step feeding with every 0.25-0.5xD accordingly.
5. The run out with a drill in a spindle should be less than 0.002mm, as in the picture. ( especially, under drill dia. 0.5mm )
6. The shrink fit system acts as an effective holder.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.

190
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WX-MS-GDS
1. Please use a carbide drill in a machine with precise spindle rotation.2. The indicated speeds and feeds are for drilling with water soluble oil.3. Please use water-emulsifiable high density oil ( less than 20 times dilution ).4. The above shown table is applied for less than 3xD deep drilling operation. When a hole is deeper than 3xD, please add step feeding with every 0.25-0.5xD accordingly.
5. The run out with a drill in a spindle should be less than 0.002mm, as in the picture. ( especially, under drill dia.0.5mm )
6. The shrink fit system is effective holder.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
※On Kover, select speed&feed cosidering burr and chip ejection.
1. スピンドル回転精度が良好な機械でご使用下さい。 2. この切削条件基準表は水溶性切削油剤を使用する場合のものです。3. 水溶性切削油剤は希釈倍率20倍程度の良質のものをご使用下さい。4. この切削条件基準表は穴深さ3D以下の場合のものです。それ以上の穴深さの場合は、上記切削条件基準表にステップ量がなくとも、0.25D ~0.5Dを目安に適宜ステップ送りを行って下さい。
5.取り付け時の振れ精度は右図の様にボディ円筒部かシャンク端で0.002mm以下を目安にして下さい。(特にφ0.5以下)
6. シャンクホルダはシュリンクフィットシステムが効果的です。注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用 下さい。なおこの場合、耐久が落ちる可能性があります。
※コバールは、被削性は良いものの、バリ、切りくず処理性を考慮して条件選定して下さい。
被削材WORK MATERIAL
炭素鋼CARBON STEELSS15C・S50C(~900N/㎜²)
合金鋼ALLOY STEELSSCM440
(~1060N/㎜²)
特殊鋼SPECIAL ALLOY STEELS
SUS40・SUS440・SUJ2
コバール※
KOVER(Fe-Ni-Co合金)
切削速度DRILLING SPEED 20 ~80m/min 20 ~56m/min 20 ~36m/min 20 ~45m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
0.2 25,000 0.002 0.04 25,000 0.002 0.04 25,000 0.002 0.04 25,000 0.002 0.04
0.3 20,000 0.003 0.06 20,000 0.003 0.06 20,000 0.003 0.06 20,000 0.003 0.06
0.5 15,000 0.007 0.1 14,000 0.007 0.1 13,000 0.007 0.1 13,000 0.007 0.1
1 12,000 0.02 - 11,000 0.02 - 10,000 0.02 - 6,400 0.01 0.25
1.5 10,000 0.02 ~ 0.04 - 8,400 0.02 ~
0.04 - 6,800 0.03 ~ 0.05 - 4,800 0.012 ~
0.03 0.45
2 8,000 0.03 ~ 0.05 - 6,500 0.03 ~
0.05 - 5,000 0.04 ~ 0.06 - 4,000 0.016 ~
0.04 0.5 ~ 1
3 5,500 0.04 ~ 0.07 - 4,500 0.04 ~
0.07 - 3,400 0.06 ~ 0.09 - 3,000 0.024 ~
0.06 0.7 ~1.5
4 4,000 0.06 ~ 0.1 - 3,200 0.06 ~
0.1 - 2,500 0.08 ~ 0.12 - 2,500 0.03 ~
0.08 1 ~2
5 3,200 0.07~ 0.12 - 2,600 0.07~
0.12 - 2,000 0.1 ~ 0.15 - 2,000 0.04 ~
0.1 1.2 ~2.5
被削材WORK MATERIAL
銅・銅合金COPPER・COPPER ALLOYS(C<0.3%)
S1020・S2600
アルミニウム展伸材ALUMINUM
A5052・A7075
アルミニウム合金鋳物ALUMINUM ALLOYAC4C・ADC
切削速度DRILLING SPEED 20 ~45m/min 32~80m/min 32~63m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
0.2 25,000 0.002 0.04 25,000 0.004 - 25,000 0.002 -
0.3 20,000 0.003 0.06 20,000 0.007 - 20,000 0.003 -
0.5 13,000 0.007 0.1 15,000 0.015 - 15,000 0.007 -
1 6,400 0.01 0.25 12,000 0.03 - 12,000 0.01 -
1.5 4,800 0.012 ~ 0.03 0.45 10,000 0.03 ~
0.08 - 10,000 0.012 ~ 0.03 -
2 4,000 0.016 ~ 0.04 0.5 ~1 8,000 0.04 ~
0.1 - 8,000 0.016 ~ 0.04 -
3 3,000 0.024 ~ 0.06 0.7 ~1.5 6,500 0.06 ~
0.15 - 6,500 0.024 ~ 0.06 -
4 2,500 0.03 ~ 0.08 1 ~2 5,000 0.08 ~
0.2 - 5,000 0.03 ~ 0.08 -
5 2,000 0.04 ~ 0.1 1.2 ~2.5 4,000 0.1 ~
0.25 - 4,000 0.04 ~ 0.1 -
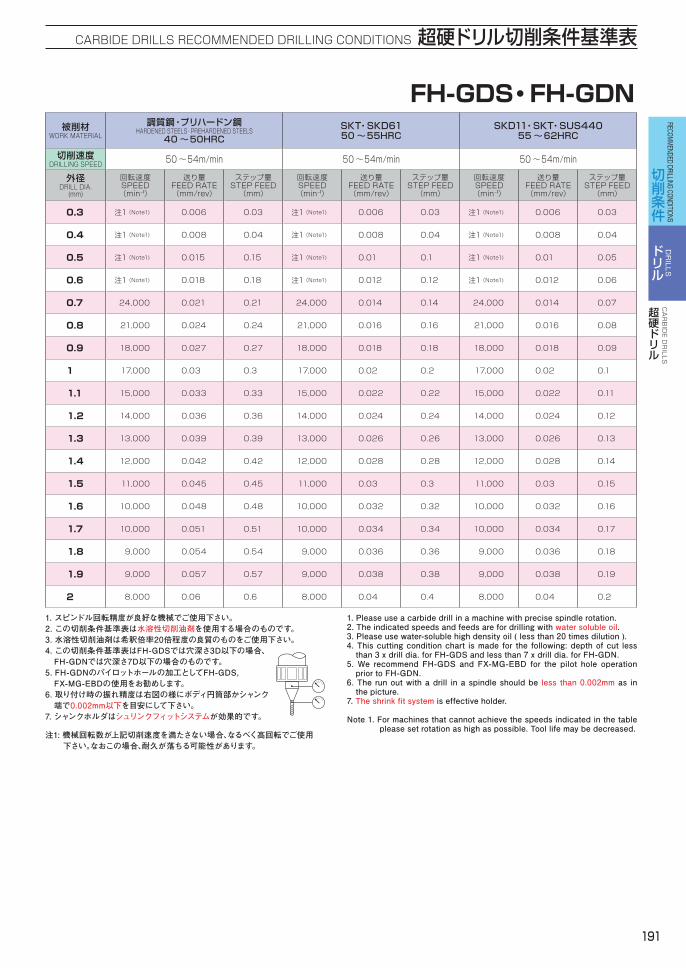
191
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FH-GDS・FH-GDN
1. Please use a carbide drill in a machine with precise spindle rotation.2. The indicated speeds and feeds are for drilling with water soluble oil.3. Please use water-soluble high density oil ( less than 20 times dilution ).4. This cutting condition chart is made for the following: depth of cut less than 3 x drill dia. for FH-GDS and less than 7 x drill dia. for FH-GDN.
5. We recommend FH-GDS and FX-MG-EBD for the pilot hole operation prior to FH-GDN.
6. The run out with a drill in a spindle should be less than 0.002mm as in the picture.
7. The shrink fit system is effective holder.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
1. スピンドル回転精度が良好な機械でご使用下さい。 2. この切削条件基準表は水溶性切削油剤を使用する場合のものです。3. 水溶性切削油剤は希釈倍率20倍程度の良質のものをご使用下さい。4. この切削条件基準表はFH-GDSでは穴深さ3D以下の場合、FH-GDNでは穴深さ7D以下の場合のものです。
5. FH-GDNのパイロットホールの加工としてFH-GDS, FX-MG-EBDの使用をお勧めします。
6. 取り付け時の振れ精度は右図の様にボディ円筒部かシャンク端で0.002mm以下を目安にして下さい。
7. シャンクホルダはシュリンクフィットシステムが効果的です。
注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用下さい。なおこの場合、耐久が落ちる可能性があります。
被削材WORK MATERIAL
調質鋼・プリハードン鋼HARDENED STEELS・PREHARDENED STEELS
40 ~50HRCSKT・SKD6150 ~55HRC
SKD11・SKT・SUS44055 ~62HRC
切削速度DRILLING SPEED 50 ~54m/min 50 ~54m/min 50 ~54m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
0.3 注1 (Note1) 0.006 0.03 注1 (Note1) 0.006 0.03 注1 (Note1) 0.006 0.03
0.4 注1 (Note1) 0.008 0.04 注1 (Note1) 0.008 0.04 注1 (Note1) 0.008 0.04
0.5 注1 (Note1) 0.015 0.15 注1 (Note1) 0.01 0.1 注1 (Note1) 0.01 0.05
0.6 注1 (Note1) 0.018 0.18 注1 (Note1) 0.012 0.12 注1 (Note1) 0.012 0.06
0.7 24,000 0.021 0.21 24,000 0.014 0.14 24,000 0.014 0.07
0.8 21,000 0.024 0.24 21,000 0.016 0.16 21,000 0.016 0.08
0.9 18,000 0.027 0.27 18,000 0.018 0.18 18,000 0.018 0.09
1 17,000 0.03 0.3 17,000 0.02 0.2 17,000 0.02 0.1
1.1 15,000 0.033 0.33 15,000 0.022 0.22 15,000 0.022 0.11
1.2 14,000 0.036 0.36 14,000 0.024 0.24 14,000 0.024 0.12
1.3 13,000 0.039 0.39 13,000 0.026 0.26 13,000 0.026 0.13
1.4 12,000 0.042 0.42 12,000 0.028 0.28 12,000 0.028 0.14
1.5 11,000 0.045 0.45 11,000 0.03 0.3 11,000 0.03 0.15
1.6 10,000 0.048 0.48 10,000 0.032 0.32 10,000 0.032 0.16
1.7 10,000 0.051 0.51 10,000 0.034 0.34 10,000 0.034 0.17
1.8 9,000 0.054 0.54 9,000 0.036 0.36 9,000 0.036 0.18
1.9 9,000 0.057 0.57 9,000 0.038 0.38 9,000 0.038 0.19
2 8,000 0.06 0.6 8,000 0.04 0.4 8,000 0.04 0.2
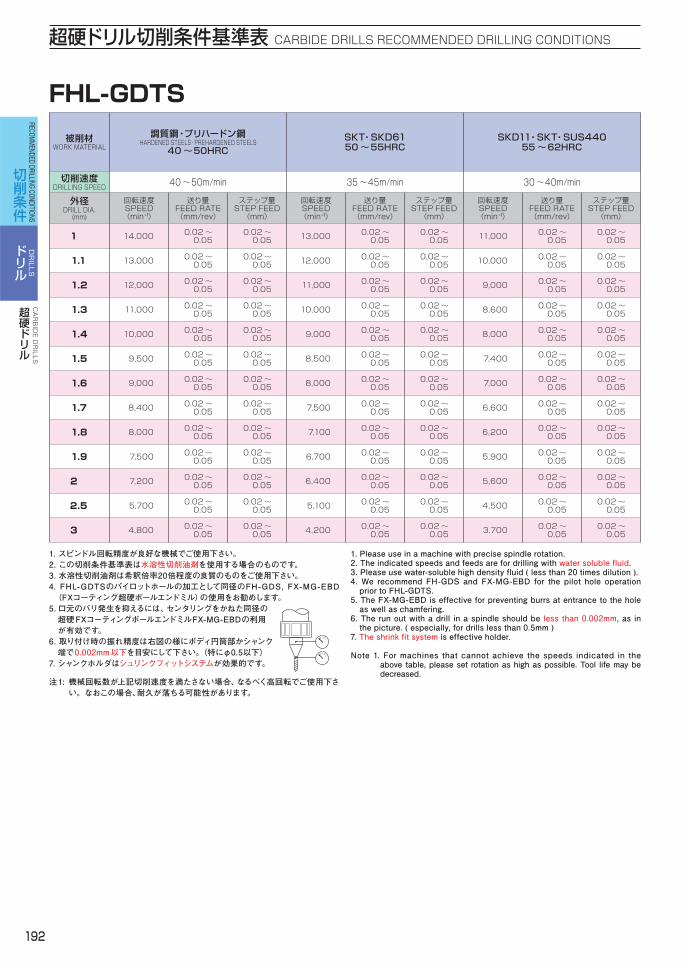
192
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FHL-GDTS
1. Please use in a machine with precise spindle rotation.2. The indicated speeds and feeds are for drilling with water soluble fluid.3. Please use water-soluble high density fluid ( less than 20 times dilution ).4. We recommend FH-GDS and FX-MG-EBD for the pilot hole operation prior to FHL-GDTS.
5. The FX-MG-EBD is effective for preventing burrs at entrance to the hole as well as chamfering.
6. The run out with a drill in a spindle should be less than 0.002mm, as in the picture. ( especially, for drills less than 0.5mm )
7. The shrink fit system is effective holder.
Note 1. For machines that cannot achieve the speeds indicated in the above table, please set rotation as high as possible. Tool life may be decreased.
1. スピンドル回転精度が良好な機械でご使用下さい。 2. この切削条件基準表は水溶性切削油剤を使用する場合のものです。3. 水溶性切削油剤は希釈倍率20倍程度の良質のものをご使用下さい。4. FHL-GDTSのパイロットホールの加工として同径のFH-GDS, FX-MG-EBD(FXコーティング超硬ボールエンドミル)の使用をお勧めします。5. 口元のバリ発生を抑えるには、センタリングをかねた同径の超硬FXコーティングボールエンドミルFX-MG-EBDの利用が有効です。
6. 取り付け時の振れ精度は右図の様にボディ円筒部かシャンク端で0.002mm以下を目安にして下さい。(特にφ0.5以下)
7. シャンクホルダはシュリンクフィットシステムが効果的です。
注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用下さい。なおこの場合、耐久が落ちる可能性があります。
被削材WORK MATERIAL
調質鋼・プリハードン鋼HARDENED STEELS・PREHARDENED STEELS
40 ~50HRCSKT・SKD6150 ~55HRC
SKD11・SKT・SUS44055 ~62HRC
切削速度DRILLING SPEED 40 ~50m/min 35 ~45m/min 30 ~40m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
ステップ量STEP FEED(mm)
1 14,000 0.02 ~0.05
0.02 ~0.05 13,000 0.02 ~
0.050.02 ~0.05 11,000 0.02 ~
0.050.02 ~0.05
1.1 13,000 0.02 ~0.05
0.02 ~0.05 12,000 0.02 ~
0.050.02 ~0.05 10,000 0.02 ~
0.050.02 ~0.05
1.2 12,000 0.02 ~0.05
0.02 ~0.05 11,000 0.02 ~
0.050.02 ~0.05 9,000 0.02 ~
0.050.02 ~0.05
1.3 11,000 0.02 ~0.05
0.02 ~0.05 10,000 0.02 ~
0.050.02 ~0.05 8,600 0.02 ~
0.050.02 ~0.05
1.4 10,000 0.02 ~0.05
0.02 ~0.05 9,000 0.02 ~
0.050.02 ~0.05 8,000 0.02 ~
0.050.02 ~0.05
1.5 9,500 0.02 ~0.05
0.02 ~0.05 8,500 0.02 ~
0.050.02 ~0.05 7,400 0.02 ~
0.050.02 ~0.05
1.6 9,000 0.02 ~0.05
0.02 ~0.05 8,000 0.02 ~
0.050.02 ~0.05 7,000 0.02 ~
0.050.02 ~0.05
1.7 8,400 0.02 ~0.05
0.02 ~0.05 7,500 0.02 ~
0.050.02 ~0.05 6,600 0.02 ~
0.050.02 ~0.05
1.8 8,000 0.02 ~0.05
0.02 ~0.05 7,100 0.02 ~
0.050.02 ~0.05 6,200 0.02 ~
0.050.02 ~0.05
1.9 7,500 0.02 ~0.05
0.02 ~0.05 6,700 0.02 ~
0.050.02 ~0.05 5,900 0.02 ~
0.050.02 ~0.05
2 7,200 0.02 ~0.05
0.02 ~0.05 6,400 0.02 ~
0.050.02 ~0.05 5,600 0.02 ~
0.050.02 ~0.05
2.5 5,700 0.02 ~0.05
0.02 ~0.05 5,100 0.02 ~
0.050.02 ~0.05 4,500 0.02 ~
0.050.02 ~0.05
3 4,800 0.02 ~0.05
0.02 ~0.05 4,200 0.02 ~
0.050.02 ~0.05 3,700 0.02 ~
0.050.02 ~0.05

193
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
SH-DRL
1. Use a water soluble oil with high density (5 ~10 times dilution).2. Tight clamping is critical.3. For drilling depth > 3D, use a step feed.4. For materials susceptible to chip packing in the flute, apply a step feed.
1. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。2. ホルダは振れ精度が良く、把握力の大きなものをお使い下さい。3. 穴深さが直径の3倍を超える場合は、ステップ送りを行って下さい。4. 切りくずがドリルにからみつくような被削材の場合はステップ送りを行って下さい。
被削材WORK MATERIAL
SKT・SKD6150 ~55HRC
SKD11・SKT・SUS44055 ~60HRC
SKH・SKD11・SKS60 ~70HRC
切削速度DRILLING SPEED 14 ~22m/min 10 ~16m/min 8 ~13m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 2,860 ~0.04 2,000 ~0.04 1,900 ~0.03
3 1,900 ~0.04 1,330 ~0.04 1,250 ~0.04
4 1,430 ~0.04 1,000 ~0.04 950 ~0.04
5 1,150 ~0.04 800 ~0.04 750 ~0.04
6 960 ~0.04 670 ~0.04 630 ~0.04
8 720 ~0.04 500 ~0.04 480 ~0.04
10 570 ~0.04 400 ~0.04 380 ~0.04
12 480 ~0.04 330 ~0.04 320 ~0.04
14.1 435 ~0.04 280 ~0.04 270 ~0.04
16.1 380 ~0.04 250 ~0.04 240 ~0.04
17.6 325 ~0.04 235 ~0.04 190 ~0.04
18.6 310 ~0.04 220 ~0.04 180 ~0.04
CARBIDE DRILLS
超硬ドリル

194
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
PCD-GDN 湿式加工 WET DRILLING
1. The indicated speeds and feeds are for water soluble oil.2. These conditions are for drilling depths under 4 times the drill diameter.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. この条件表は穴深さ4D以下の場合のものです。
マグネシウム合金加工に際して1. 切削油剤は切削油剤メーカーにご相談の上、必ずマグネシウム専用油剤をご使用下さい。2. 油性切削油剤を使用する場合、切削速度は60 ~120m/minの範囲でご使用下さい。3. 切りくずの処理、管理に十分ご留意下さい。
When a drill is used in Magnesium alloy...1. Please use cutting fluid for Magnesium and check with a cutting fluid producer.2. Please use this drill at 60 to 120m/min if water-immiscible cutting fluid is used.3. Please be careful of control and disposition of chips.
被削材WORK MATERIAL
アルミニウム合金鋳物ALUMINUM ALLOY CASTINGS~13wt% Si・AC4B
アルミニウム合金鋳物ALUMINUM ALLOY CASTINGS
13 ~30wt% Si・AC9A・ADC14
金属基複合材料(MMC)
METAL MATRIX COMPOSITES~30wt% SiC-AI
マグネシウム合金MAGNESIUM ALLOYAZ91D
切削速度DRILLING SPEED 80 ~200m/min 50 ~150m/min 40 ~80m/min 60 ~160m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 15,900 0.03 ~0.06 10,600 0.03 ~0.06 6,400 0.03 ~0.06 12,700 0.03 ~0.06
4 11,900 0.04 ~0.08 8,000 0.04 ~0.08 4,800 0.04 ~0.08 9,600 0.04 ~0.08
5 9,500 0.05 ~0.1 6,400 0.05 ~0.1 3,800 0.05 ~0.1 7,600 0.05 ~0.1
6 8,000 0.06 ~0.12 5,300 0.06 ~0.12 3,200 0.06 ~0.12 6,400 0.06 ~0.12
7 6,800 0.07 ~0.14 4,600 0.07 ~0.14 2,700 0.07 ~0.14 5,400 0.07 ~0.14
8 6,000 0.08 ~0.16 4,000 0.08 ~0.16 2,400 0.08 ~0.16 4,800 0.08 ~0.16
9 5,300 0.09 ~0.18 3,500 0.09 ~0.18 2,100 0.09 ~0.18 4,200 0.09 ~0.18
10 4,800 0.1 ~0.2 3,200 0.1 ~0.2 1,900 0.1 ~0.2 3,800 0.1 ~0.2
11 4,300 0.11 ~0.22 2,900 0.11 ~0.22 1,700 0.11 ~0.22 3,400 0.11 ~0.22
12 4,000 0.12 ~0.24 2,700 0.12 ~0.24 1,600 0.12 ~0.24 3,200 0.12 ~0.24
DIAMOND DRILLS
ダイヤモンドドリル
ダイヤモンドドリル切削条件基準表 DIAMOND DRILLS RECOMMENDED DRILLING CONDITIONS
・Coolant is not needed, however make sure the through dust collecting settings.・The machinability of CFRP is depends on its character and the percentage of the contents. Also big difference by the part holding condition at thin place machining. Please adjust feed rate slowing down at the break through area on thin plate machining, referring above condition chart.・Please set slower feed rate at the thick plate drilling.・With approved coolant use, feed rate can be up to 200m/min.
・切削油剤は不要ですが、十分な粉塵対策(真空集塵)を施してください。・CFRPの被削性は、レジンの性質やその含有率によって、また薄板では特に保持状態によっても大きく影響されます。上記条件を参考に、薄板では貫通間際での送り減速等の工夫をして下さい。・厚板の穴あけでは、切削速度を低めに設定して下さい。・承認を得たクーラントで湿式加工する場合、切削速度は200m/min程度まで上げることも出来ます。
外径DRILL DIA.
切削速度DRILLING SPEED(m/min)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)インチ inch ミリmm
.1915 4.864
80 ~120
8,000 0.03 ~0.05
.251 6.375 5,000 0.04 ~0.075
.376 9.55 2,700 0.05 ~0.075
PCD-DAD CFRPドライ加工用 CFRP DRY DRILLING

195
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WET DRILLING 湿式加工 D-GDN
1. The indicated speeds and feeds are for water soluble oil.2. These conditions are for drilling depths under 4 times the drill diameter.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. この条件表は穴深さ4D以下の場合のものです。
マグネシウム合金加工に際して1. 切削油剤は切削油剤メーカーにご相談の上、必ずマグネシウム専用油剤をご使用下さい。2. 油性切削油剤を使用する場合、切削速度は60 ~120m/minの範囲でご使用下さい。3. 切りくずの処理、管理に十分ご留意下さい。
When a drill is used in Magnesium alloy...1. Please use cutting fluid for Magnesium and check with a cutting fluid producer.2. Please use this drill at 60 to 120m/min if water-immiscible cutting fluid is used.3. Please be careful of control and disposition of chips.
被削材WORK MATERIAL
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS~13wt% Si・AC1~8・ADC
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS13 ~20wt% Si・AC9B
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS20 ~30wt% Si・AC9A
アルミニウム合金展伸材ALUMINUM
A7075・A2024
銅合金COPPER ALLOYSC1020・C6140
マグネシウム合金MAGNESIUM ALLOYAZ91D
切削速度DRILLING SPEED 80 ~200m/min 32~63m/min 20 ~32m/min 80 ~200m/min 60 ~125m/min 60 ~160m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 20,000 0.02 ~ 0.08 5,100 0.02 ~
0.06 4,000 0.02 ~ 0.06 20,000 0.02 ~
0.08 10,000 0.02 ~ 0.08 16,000 0.02 ~
0.08
3 12,000 0.03 ~ 0.1 3,600 0.03 ~
0.09 2,650 0.03 ~ 0.09 14,000 0.03 ~
0.1 7,500 0.03 ~ 0.1 9,600 0.03 ~
0.1
4 10,000 0.04 ~ 0.12 2,900 0.04 ~
0.12 2,000 0.04 ~ 0.12 11,000 0.04 ~
0.12 6,000 0.04 ~ 0.12 8,000 0.04 ~
0.12
5 9,000 0.05 ~ 0.14 2,400 0.05 ~
0.14 1,600 0.05 ~ 0.14 9,000 0.05 ~
0.14 5,000 0.05 ~ 0.14 7,200 0.05 ~
0.14
6 8,000 0.06 ~ 0.15 2,150 0.06 ~
0.15 1,350 0.06 ~ 0.15 7,700 0.06 ~
0.15 4,800 0.06 ~ 0.15 6,400 0.06 ~
0.15
7 7,000 0.07 ~ 0.16 1,800 0.07 ~
0.16 1,150 0.07 ~ 0.16 6,800 0.07 ~
0.16 4,600 0.07 ~ 0.16 5,600 0.07 ~
0.16
8 6,500 0.08 ~ 0.18 1,600 0.08 ~
0.18 1,000 0.08 ~ 0.18 6,400 0.08 ~
0.18 4,000 0.08 ~ 0.18 5,200 0.08 ~
0.18
9 6,000 0.09 ~ 0.19 1,400 0.09 ~
0.19 900 0.09 ~ 0.19 5,700 0.09 ~
0.19 3,600 0.09 ~ 0.19 4,800 0.09 ~
0.19
10 5,500 0.1 ~ 0.2 1,300 0.1 ~
0.2 800 0.1 ~ 0.2 5,000 0.1 ~
0.2 3,200 0.1 ~ 0.2 4,400 0.1 ~
0.2
11 5,000 0.11 ~ 0.22 1,200 0.11 ~
0.22 750 0.11 ~ 0.22 4,600 0.11 ~
0.22 2,900 0.11 ~ 0.22 4,000 0.11 ~
0.22
12 4,500 0.12 ~ 0.24 1,100 0.12 ~
0.24 700 0.12 ~ 0.24 4,300 0.12 ~
0.24 2,700 0.12 ~ 0.24 3,600 0.12 ~
0.24
DIAMOND DRILLS
ダイヤモンドドリル
DIAMOND DRILLS RECOMMENDED DRILLING CONDITIONS ダイヤモンドドリル切削条件基準表
CFRP DRY DRILLING CFRPドライ加工用 D-STAD
・Coolant is not needed, however make sure the through dust collecting settings.・Pecking is not need if drilling depth is less than 3D (D=drill diameter)・The machinability of CFRP is depends on its character and the percentage of the contents. Please adjust feed rate slowing down at the break through area on thin plate machining, referring above condition chart.・Please set slower feed rate at the thick plate drilling.・With approved coolant use, feed rate can be up to 200m/min.
・切削油剤は不要ですが、十分な粉塵対策(真空集塵)を施してください。・穴深さ3D(Dはドリル径)以下でのステップ加工は不要です。3Dを超える場合は切り屑排出性を観察しながら、3Dを超える部分で行うことをお奨めします。・CFRPの被削性は、レジンの性質やその含有率によって、また薄板では特に保持状態によっても大きく影響されます。上記条件を参考に、薄板では貫通間際での送り減速等の工夫をして下さい。・厚板の穴あけでは、切削速度を低めに設定して下さい。・承認を得たクーラントで湿式加工する場合、切削速度は200m/min程度まで上げることも出来ます。
外径DRILL DIA.
切削速度DRILLING SPEED(m/min)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)インチ inch ミリmm
.1915 4.864
50 ~80
3,900 0.03 ~0.05
.251 6.375 3,000 0.04 ~0.075
.376 9.55 2,000 0.05 ~0.075

196
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
NF-GDN
1. The indicated speeds and feeds are for drilling with water- soluble oil.2. The most suitable cutting fuid is water-soluble oil (20-30 times dilution).3. These conditions are for drilling depth less than 3 times the drill diameter. For drilling depth >3D, reduce the drilling speed (using the table below).
4. Operate the drill in steps as necessary when working on a material that disintegrates chips poorly.
5. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within the internal bore. Also, reduce the runout of drill to less than 0.01mm.
1. この切削条件基準表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20 ~30倍程度の良質のものをご使用下さい。3. 上記条件は穴深さがドリル径の3倍以下の場合のものです。穴深さがドリル径の3倍を超える場合には、右表の様に切削速度を設定して下さい。
4. 被削材の切りくず分断性が良好でない場合には、適宜ステップ加工を行って下さい。
5. ドリルの装着に際しては、傷や汚れのないコレットを用い、ドリルの振れ0.01mm以下に抑えて下さい。
マグネシウム合金加工に際して1. 切削油剤は切削油剤メーカーにご相談の上、必ずマグネシウム専用油剤をご使用下さい。2. 切りくずの処理、管理に十分ご留意下さい。
When a drill is used in Magnesium alloy...1. Please use cutting fluid for Magnesium and check with a cutting fluid producer.2. Please be careful of control and disposition of chips.
被削材WORK MATERIAL
アルミニウム合金鋳物ALUMINUM ALLOY CASTINGS
~13wt% Si・AC1~8・ADC
アルミニウム展伸材ALUMINUM
A7075・A2024・A5052
銅合金COPPER ALLOYSC1020・C6140
マグネシウム合金MAGNESIUM ALLOYAZ91D・AZ80A
鋳鉄CAST IRON
FC250 ~350N/㎜²
切削速度DRILLING SPEED 80 ~200m/min 80 ~200m/min 40 ~100m/min 63 ~100m/min 63 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 9,600 0.09 ~ 0.3 9,600 0.09 ~
0.18 7,400 0.02 ~ 0.03 8,500 0.09 ~
0.18 7,400 0.05 ~ 0.08
4 7,600 0.12 ~ 0.4 7,600 0.12 ~
0.24 5,600 0.02 ~ 0.04 6,400 0.12 ~
0.24 5,600 0.06 ~ 0.1
5 6,400 0.15 ~ 0.5 6,400 0.15 ~
0.3 4,500 0.03 ~ 0.05 5,100 0.15 ~
0.3 5,100 0.08 ~ 0.13
6 5,600 0.18 ~ 0.6 5,600 0.18 ~
0.36 3,700 0.03 ~ 0.06 4,200 0.18 ~
0.36 4,200 0.09 ~ 0.15
8 4,400 0.24 ~ 0.8 4,400 0.24 ~
0.48 2,800 0.04 ~ 0.08 3,200 0.24 ~
0.48 3,200 0.12 ~ 0.2
10 3,800 0.3 ~ 1 3,800 0.30 ~
0.6 2,200 0.05 ~ 0.1 2,500 0.30 ~
0.6 2,500 0.15 ~ 0.25
12 3,500 0.36 ~ 1.2 3,500 0.36 ~
0.72 1,900 0.06 ~ 0.12 2,100 0.36 ~
0.72 2,300 0.18 ~ 0.3
13 3,300 0.39 ~ 1.3 3,300 0.39 ~
0.78 1,700 0.07 ~ 0.13 2,000 0.39 ~
0.78 2,100 0.20 ~ 0.33
About semi-dry (mist) processing1. To use a minimum mist dischage rate of 50cc/h, the addition of the coating in the table below is recommended.
2. Operate the drill in steps as necessary when working on a material that disintegrates chips poorly.
●セミドライ(ミスト)加工に際して1. ミスト吐出量は50cc/h以上を目安とし、下表のコーティングの追加を推奨します。2. 被削材の切りくず分断性が良好でない場合には、適宜ステップ加工を行って下さい。
D:ドリル直径 D:drill dia
被削材WORK MATERIAL
切削速度DRILLING SPEED(m/min)
1回転当りの送り量FEED RATE(mm/rev)
推奨コーティングRECOMMENDED COATING
アルミニウム合金鋳物ALUMINUM ALLOY CASTINGS 40 ~60 3%×D ~4%×D DLCコーティング
DLC coating
アルミニウム展伸材ALUMINUM 40 ~60 3%×D ~4%×D DLCコーティング
DLC coating
鋳鉄CAST IRON 40 ~60 3%×D ~4%×D FX(TiALN)コーティング
FX(TiALN)coating
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
切削速度抑制係数Coefficient for reducing speed ×0.8 ×0.7
CARBIDE DRILLS
超硬ドリル

197
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
CARBIDE DRILLS
超硬ドリル
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表
PHP被削材質
Work Material
引張強さ・硬さTensil Strength・
Hardness
切削速度Vc (m/min)Drilling Speed
送り量 f (mm/rev)Feed Rate
ø14 ~ ø20.5 ø21~ ø28 ø29 ~ ø34 ø35 ~ ø40
P
軟鋼・低炭素鋼Mild Steels·Carbon Steels(SS400・S10C)
~180HB 200(150 ~250)
0.09(0.06 ~0.13)
0.13(0.1~0.18)
0.18(0.13 ~0.21)
0.25(0.2 ~0.27)
炭素鋼・合金鋼Carbon Steels·Alloy Steels(S50C・SCM440)
~280HB 160(100 ~220)
0.09(0.06 ~0.13)
0.13(0.1~0.18)
0.18(0.13 ~0.21)
0.25(0.2 ~0.27)
ダイス鋼Die Steels
(SKD11・SKD61)~280HB 140
( 80 ~180)0.08
(0.05 ~0.12)0.12
(0.06 ~0.15)0.14
(0.09 ~0.18)0.15
(0.1~0.2)
Mステンレス鋼Stainless Steels
(SUS304・SUS420)~250HB 150
(100 ~180)0.08
(0.05 ~0.12)0.1
(0.06 ~0.12)0.15
(0.1~0.17)0.18
(0.15 ~0.2)
K
鋳鉄Cast Iron(FC250)
~350N/mm² 150(100 ~180)
0.09(0.06 ~0.13)
0.13(0.1~0.18)
0.18(0.13 ~0.21)
0.25(0.2 ~0.27)
ダクタイル鋳鉄Ductile Cast Iron(FCD400)
~800N/mm² 130( 80 ~150)
0.09(0.06 ~0.13)
0.12(0.08 ~0.16)
0.16(0.1~0.2)
0.2(0.15 ~0.25)
N アルミニウム合金Aluminum Alloys ~13% Si 220
(100 ~800)0.09
(0.06 ~0.2)0.13
(0.1~0.25)0.18
(0.13 ~0.3)0.25
(0.2 ~0.35)
S
耐熱合金(湿式)Heat Resistant Alloys(Wet)
(Inconel 718)- 30
( 15 ~50)0.04
(0.02 ~0.06)0.06
(0.03 ~0.1)0.08
(0.04 ~0.12)0.1
(0.06 ~0.14)
チタン合金(湿式)Titanium Alloy(Wet)(Ti-6Al-4V)
- 60( 30 ~100)
0.06(0.04 ~0.08)
0.08(0.06 ~0.12)
0.1(0.08 ~0.15)
0.12(0.1~0.15)
チップ材種Inserts Grades
ブレーカChip Breaker
切削油剤Coolant P M K N S
XP9040 DM 有 ◎ ◎ ◎ ○
XC9025 DM 有 ○ ○ ◎ ○
DM:ドリル中切削用DM:Center Cutting Type Drill
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 不水溶性切削油剤は推奨しません。4. この切削条件基準表は、穴深さ3D以下の場合に適用下さい。5. インサート装着に際しては、傷や汚れを取り除いた状態でしっかりと取り付けて下さい。
6. 被削材の保持はしっかりと行い、変形、撓み、振動が起こらない状態にして下さい。7. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルターは必ず装着して下さい。
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water soluble high density oil (less than 20 times dilution).
3. Using non-water soluble oil is not recommended.4. These conditions are for drilling depth less than 3 times the drill diameter.
5. Inserts should be attached to the holder tightly in a very neat condition.6. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
7. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
■被削材別推奨材質 Recommended Materials by Application
◎第一推奨材質 First recommended material○第二推奨材質 Second recommended material
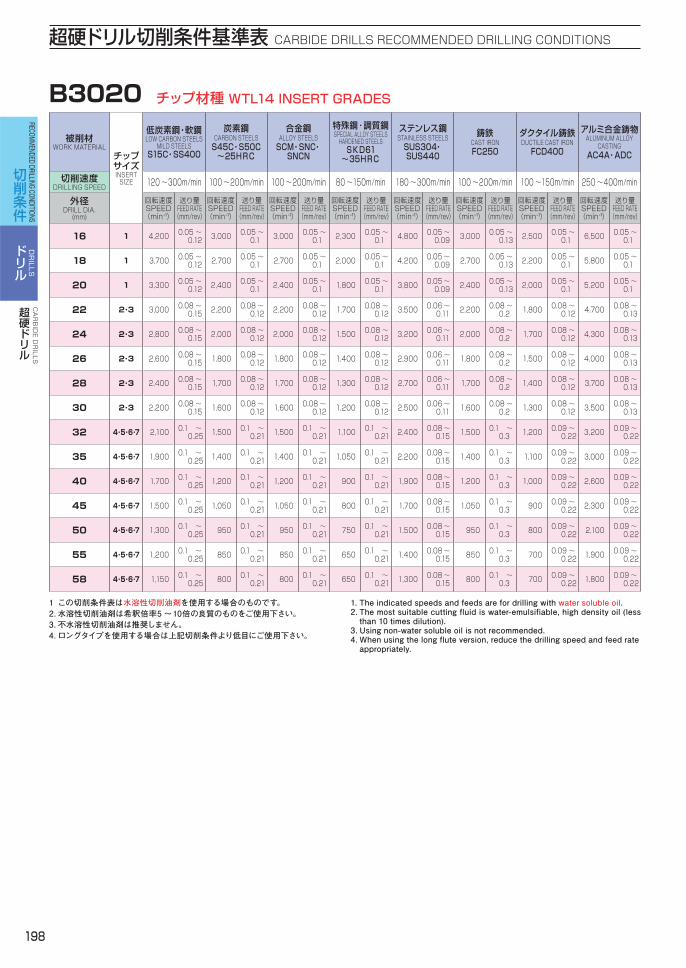
198
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
B3020 チップ材種 WTL14 INSERT GRADES
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable, high density oil (less than 10 times dilution).
3. Using non-water soluble oil is not recommended.4. When using the long flute version, reduce the drilling speed and feed rate appropriately.
1 この切削条件表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 不水溶性切削油剤は推奨しません。4. ロングタイプを使用する場合は上記切削条件より低目にご使用下さい。
被削材WORK MATERIAL
チップサイズINSERT SIZE
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400
炭素鋼CARBON STEELSS45C・S50C~25HRC
合金鋼ALLOY STEELSSCM・SNC・SNCN
特殊鋼・調質鋼 SPECIAL ALLOY STEELS HARDENED STEELS SKD61~35HRC
ステンレス鋼STAINLESS STEELSSUS304・SUS440
鋳鉄CAST IRONFC250
ダクタイル鋳鉄DUCTILE CAST IRONFCD400
アルミ合金鋳物ALUMINUM ALLOY
CASTINGAC4A・ADC
切削速度DRILLING SPEED 120 ~300m/min 100 ~200m/min 100 ~200m/min 80 ~150m/min 180 ~300m/min 100 ~200m/min 100 ~150m/min 250 ~400m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
16 1 4,200 0.05 ~ 0.12 3,000 0.05 ~
0.1 3,000 0.05 ~ 0.1 2,300 0.05 ~
0.1 4,800 0.05 ~0.09 3,000 0.05 ~
0.13 2,500 0.05 ~ 0.1 6,500 0.05 ~
0.1
18 1 3,700 0.05 ~ 0.12 2,700 0.05 ~
0.1 2,700 0.05 ~ 0.1 2,000 0.05 ~
0.1 4,200 0.05 ~0.09 2,700 0.05 ~
0.13 2,200 0.05 ~ 0.1 5,800 0.05 ~
0.1
20 1 3,300 0.05 ~ 0.12 2,400 0.05 ~
0.1 2,400 0.05 ~ 0.1 1,800 0.05 ~
0.1 3,800 0.05 ~0.09 2,400 0.05 ~
0.13 2,000 0.05 ~ 0.1 5,200 0.05 ~
0.1
22 2・3 3,000 0.08 ~ 0.15 2,200 0.08 ~
0.12 2,200 0.08 ~ 0.12 1,700 0.08 ~
0.12 3,500 0.06 ~0.11 2,200 0.08 ~
0.2 1,800 0.08 ~ 0.12 4,700 0.08 ~
0.13
24 2・3 2,800 0.08 ~ 0.15 2,000 0.08 ~
0.12 2,000 0.08 ~ 0.12 1,500 0.08 ~
0.12 3,200 0.06 ~0.11 2,000 0.08 ~
0.2 1,700 0.08 ~ 0.12 4,300 0.08 ~
0.13
26 2・3 2,600 0.08 ~ 0.15 1,800 0.08 ~
0.12 1,800 0.08 ~ 0.12 1,400 0.08 ~
0.12 2,900 0.06 ~0.11 1,800 0.08 ~
0.2 1,500 0.08 ~ 0.12 4,000 0.08 ~
0.13
28 2・3 2,400 0.08 ~ 0.15 1,700 0.08 ~
0.12 1,700 0.08 ~ 0.12 1,300 0.08 ~
0.12 2,700 0.06 ~0.11 1,700 0.08 ~
0.2 1,400 0.08 ~ 0.12 3,700 0.08 ~
0.13
30 2・3 2,200 0.08 ~ 0.15 1,600 0.08 ~
0.12 1,600 0.08 ~ 0.12 1,200 0.08 ~
0.12 2,500 0.06 ~0.11 1,600 0.08 ~
0.2 1,300 0.08 ~ 0.12 3,500 0.08 ~
0.13
32 4・5・6・7 2,100 0.1 ~ 0.25 1,500 0.1 ~
0.21 1,500 0.1 ~ 0.21 1,100 0.1 ~
0.21 2,400 0.08 ~0.15 1,500 0.1 ~
0.3 1,200 0.09 ~ 0.22 3,200 0.09 ~
0.22
35 4・5・6・7 1,900 0.1 ~ 0.25 1,400 0.1 ~
0.21 1,400 0.1 ~ 0.21 1,050 0.1 ~
0.21 2,200 0.08 ~0.15 1,400 0.1 ~
0.3 1,100 0.09 ~ 0.22 3,000 0.09 ~
0.22
40 4・5・6・7 1,700 0.1 ~ 0.25 1,200 0.1 ~
0.21 1,200 0.1 ~ 0.21 900 0.1 ~
0.21 1,900 0.08 ~0.15 1,200 0.1 ~
0.3 1,000 0.09 ~ 0.22 2,600 0.09 ~
0.22
45 4・5・6・7 1,500 0.1 ~ 0.25 1,050 0.1 ~
0.21 1,050 0.1 ~ 0.21 800 0.1 ~
0.21 1,700 0.08 ~0.15 1,050 0.1 ~
0.3 900 0.09 ~ 0.22 2,300 0.09 ~
0.22
50 4・5・6・7 1,300 0.1 ~ 0.25 950 0.1 ~
0.21 950 0.1 ~ 0.21 750 0.1 ~
0.21 1,500 0.08 ~0.15 950 0.1 ~
0.3 800 0.09 ~ 0.22 2,100 0.09 ~
0.22
55 4・5・6・7 1,200 0.1 ~ 0.25 850 0.1 ~
0.21 850 0.1 ~ 0.21 650 0.1 ~
0.21 1,400 0.08 ~0.15 850 0.1 ~
0.3 700 0.09 ~ 0.22 1,900 0.09 ~
0.22
58 4・5・6・7 1,150 0.1 ~ 0.25 800 0.1 ~
0.21 800 0.1 ~ 0.21 650 0.1 ~
0.21 1,300 0.08 ~0.15 800 0.1 ~
0.3 700 0.09 ~ 0.22 1,800 0.09 ~
0.22

199
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
INSERT GRADES チップ材種 WTP35 B3020
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable, high density oil (less than 10 times dilution).
3. Using non-water soluble oil is not recommended. 4. When using the long flute version, reduce the drilling speed and feed rate appropriately.
1. この切削条件表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 不水溶性切削油剤は推奨しません。4. ロングタイプを使用する場合は上記切削条件より低目にご使用下さい。
被削材WORK MATERIAL
チップサイズINSERT SIZE
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400
炭素鋼CARBON STEELSS45C・S50C~25HRC
合金鋼ALLOY STEELSSCM・SNC・SNCN
特殊鋼・調質鋼 SPECIAL ALLOY STEELS HARDENED STEELS ステンレス鋼
STAINLESS STEELSSUS304・SUS440
鋳鉄CAST IRONFC250
ダクタイル鋳鉄DUCTILE CAST IRONFCD400
アルミ合金鋳物ALUMINUM ALLOY
CASTINGAC4A・ADCSKD61
~35HRCSKD1135HRC~
切削速度DRILLING SPEED 100 ~250m/min 80 ~180m/min 80 ~180m/min 60 ~120m/min 50 ~70m/min 120 ~250m/min 80 ~160m/min 80 ~130m/min 200 ~300m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
16 1 3,500 0.05 ~ 0.12 2,600 0.05 ~
0.1 2,600 0.05 ~ 0.1 1,800 0.05 ~
0.1 1,200 0.05 ~ 0.08 3,700 0.05 ~
0.09 2,400 0.05 ~ 0.13 2,100 0.05 ~
0.1 5,000 0.05 ~ 0.1
18 1 3,100 0.05 ~ 0.12 2,300 0.05 ~
0.1 2,300 0.05 ~ 0.1 1,600 0.05 ~
0.1 1,050 0.05 ~ 0.08 3,300 0.05 ~
0.09 2,100 0.05 ~ 0.13 1,900 0.05 ~
0.1 4,400 0.05 ~ 0.1
20 1 2,800 0.05 ~ 0.12 2,100 0.05 ~
0.1 2,100 0.05 ~ 0.1 1,450 0.05 ~
0.1 950 0.05 ~ 0.08 2,900 0.05 ~
0.09 1,900 0.05 ~ 0.13 1,700 0.05 ~
0.1 4,000 0.05 ~ 0.1
22 2・3 2,500 0.08 ~ 0.15 1,900 0.08 ~
0.12 1,900 0.08 ~ 0.12 1,300 0.08 ~
0.12 850 0.06 ~ 0.09 2,700 0.06 ~
0.11 1,700 0.08 ~ 0.2 1,500 0.08 ~
0.12 3,600 0.08 ~ 0.13
24 2・3 2,300 0.08 ~ 0.15 1,700 0.08 ~
0.12 1,700 0.08 ~ 0.12 1,200 0.08 ~
0.12 800 0.06 ~ 0.09 2,500 0.06 ~
0.11 1,600 0.08 ~ 0.2 1,400 0.08 ~
0.12 3,300 0.08 ~ 0.13
26 2・3 2,150 0.08 ~ 0.15 1,600 0.08 ~
0.12 1,600 0.08 ~ 0.12 1,100 0.08 ~
0.12 750 0.06 ~ 0.09 2,300 0.06 ~
0.11 1,500 0.08 ~ 0.2 1,300 0.08 ~
0.12 3,100 0.08 ~ 0.13
28 2・3 2,000 0.08 ~ 0.15 1,500 0.08 ~
0.12 1,500 0.08 ~ 0.12 1,000 0.08 ~
0.12 700 0.06 ~ 0.09 2,100 0.06 ~
0.11 1,400 0.08 ~ 0.2 1,200 0.08 ~
0.12 2,800 0.08 ~ 0.13
30 2・3 1,850 0.08 ~ 0.15 1,400 0.08 ~
0.12 1,400 0.08 ~ 0.12 950 0.08 ~
0.12 650 0.06 ~ 0.09 2,000 0.06 ~
0.11 1,300 0.08 ~ 0.2 1,100 0.08 ~
0.12 2,700 0.08 ~ 0.13
32 4・5・6・7 1,750 0.1 ~ 0.25 1,300 0.1 ~
0.21 1,300 0.1 ~ 0.21 900 0.1 ~
0.21 600 0.06 ~ 0.1 1,800 0.08 ~
0.15 1,200 0.1 ~ 0.3 1,050 0.08 ~
0.22 2,500 0.09 ~ 0.22
35 4・5・6・7 1,600 0.1 ~ 0.25 1,200 0.1 ~
0.21 1,200 0.1 ~ 0.21 800 0.1 ~
0.21 550 0.06 ~ 0.1 1,700 0.08 ~
0.15 1,100 0.1 ~ 0.3 950 0.08 ~
0.22 2,300 0.09 ~ 0.22
40 4・5・6・7 1,400 0.1 ~ 0.25 1,050 0.1 ~
0.21 1,050 0.1 ~ 0.21 700 0.1 ~
0.21 450 0.06 ~ 0.1 1,500 0.08 ~
0.15 950 0.1 ~ 0.3 850 0.08 ~
0.22 2,000 0.09 ~ 0.22
45 4・5・6・7 1,250 0.1 ~ 0.25 900 0.1 ~
0.21 900 0.1 ~ 0.21 650 0.1 ~
0.21 400 0.06 ~ 0.1 1,300 0.08 ~
0.15 850 0.1 ~ 0.3 750 0.08 ~
0.22 1,800 0.09 ~ 0.22
50 4・5・6・7 1,100 0.1 ~ 0.25 850 0.1 ~
0.21 850 0.1 ~ 0.21 550 0.1 ~
0.21 400 0.06 ~ 0.1 1,200 0.08 ~
0.15 750 0.1 ~ 0.3 650 0.08 ~
0.22 1,600 0.09 ~ 0.22
55 4・5・6・7 1,000 0.1 ~ 0.25 750 0.1 ~
0.21 750 0.1 ~ 0.21 500 0.1 ~
0.21 350 0.06 ~ 0.1 1,050 0.08 ~
0.15 700 0.1 ~ 0.3 600 0.08 ~
0.22 1,500 0.09 ~ 0.22
58 4・5・6・7 950 0.1 ~ 0.25 700 0.1 ~
0.21 700 0.1 ~ 0.21 500 0.1 ~
0.21 300 0.06 ~ 0.1 1,000 0.08 ~
0.15 650 0.1 ~ 0.3 550 0.08 ~
0.22 1,400 0.09 ~ 0.22

200
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FB-GDS
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce the drilling speed by 30% .
4. These conditions are for drilling depths under 3 times the drill diameter.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. この条件表は穴深さ3D以下の場合のものです。(D:ドリル直径)
被削材WORK MATERIAL
構造用鋼ROLLED STEELS FOR STRUCTURE
低炭素鋼・合金鋼LOW CARBON STEELS・
ALLOY STEELS(C<0.30%)S25C
~500N/㎜²
炭素鋼・合金鋼 (C≧0.30%)CARBON STEELS・ALLOY STEELS
SS400~500N/㎜²
SM490500 ~710N/㎜²
HT80710 ~900N/㎜²
S50C500 ~900N/㎜²
SCM900 ~1060N/㎜²
切削速度DRILLING SPEED 80 ~100m/min 70 ~90m/min 56 ~75m/min 56 ~85m/min 50 ~80m/min 45 ~70m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
14 2,000 0.25 ~ 0.35 1,800 0.2 ~
0.3 1,400 0.2 ~ 0.3 1,400 0.15 ~
0.35 1,500 0.15 ~0.35 1,300 0.15 ~
0.35
16 1,800 0.25 ~ 0.35 1,600 0.2 ~
0.3 1,250 0.2 ~ 0.3 1,250 0.15 ~
0.35 1,300 0.15 ~0.35 1,150 0.15 ~
0.35
18 1,600 0.25 ~ 0.35 1,400 0.2 ~
0.3 1,100 0.2 ~ 0.3 1,100 0.15 ~
0.35 1,250 0.15 ~0.35 1,100 0.15 ~
0.35
20 1,450 0.25 ~ 0.35 1,300 0.2 ~
0.3 1,000 0.2 ~ 0.3 1,000 0.15 ~
0.35 1,150 0.15 ~0.35 1,000 0.15 ~
0.35
22 1,300 0.25 ~ 0.35 1,200 0.2 ~
0.4 900 0.2 ~ 0.35 900 0.15 ~
0.35 1,000 0.15 ~0.35 900 0.15 ~
0.35
24 1,200 0.25 ~ 0.35 1,100 0.2 ~
0.4 850 0.2 ~ 0.35 850 0.15 ~
0.35 950 0.15 ~0.35 800 0.15 ~
0.35
26 1,100 0.3 ~ 0.45 1,000 0.2 ~
0.4 800 0.2 ~ 0.35 800 0.15 ~
0.35 850 0.15 ~0.35 750 0.15 ~
0.35
28 1,000 0.3 ~ 0.45 900 0.2 ~
0.4 750 0.2 ~ 0.35 750 0.15 ~
0.35 800 0.15 ~0.35 700 0.15 ~
0.35
30 950 0.3 ~ 0.45 850 0.2 ~
0.4 700 0.2 ~ 0.35 700 0.15 ~
0.35 750 0.15 ~0.35 650 0.15 ~
0.35
被削材WORK MATERIAL
ステンレス鋼STAINLESS STEELSSUS300系SUS400系
SUS300・400type
鋳鉄CAST IRONFC300
~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRON
FCD400~500N/㎜²
FCD600500 ~800N/㎜²
切削速度DRILLING SPEED 56 ~100m/min 60 ~125m/min 70 ~110m/min 60 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
14 1,600 0.2 ~ 0.4 2,000 0.2 ~
0.4 1,800 0.2 ~ 0.4 1,600 0.15 ~
0.35
16 1,400 0.2 ~ 0.4 1,750 0.2 ~
0.4 1,000 0.2 ~ 0.4 1,400 0.15 ~
0.35
18 1,250 0.2 ~ 0.4 1,550 0.2 ~
0.4 900 0.2 ~ 0.4 1,250 0.15 ~
0.35
20 1,150 0.2 ~ 0.4 1,450 0.2 ~
0.4 800 0.2 ~ 0.4 1,100 0.15 ~
0.35
22 1,050 0.2 ~ 0.4 1,300 0.2 ~
0.5 700 0.2 ~ 0.45 1,050 0.15 ~
0.4
24 950 0.2 ~ 0.4 1,200 0.2 ~
0.5 650 0.2 ~ 0.45 950 0.15 ~
0.4
26 900 0.2 ~ 0.4 1,100 0.2 ~
0.5 600 0.2 ~ 0.45 870 0.15 ~
0.4
28 800 0.2 ~ 0.4 1,050 0.2 ~
0.5 550 0.2 ~ 0.45 800 0.15 ~
0.4
30 750 0.2 ~ 0.4 950 0.2 ~
0.5 500 0.2 ~ 0.45 750 0.15 ~
0.4

201
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WDS-3D・5D
1. The indicated speeds and feeds are for drilling with water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable(over 20 times dilution), reduce drilling speed by 30% .
4. When attaching drill to the machine, use a collet that does not have any scratch or dust. Also, reduce run-out of drill under 0.02mm.
5. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. ドリル装着に際しては、傷や汚れの無いコレットを用い、 ドリルの振れは0.02mm以下に抑えて下さい。
5. 被削材の保持はしっかりと行ない、変形、たわみ、振動が起こらない状態にして下さい。
注1:機械回転数が上記切削速度を満たさない場合、なるべく高 回転でご使用下さい。尚、この場合、耐久が落ちる可能
性があります。
被削材WORK MATERIAL
炭素鋼CARBON STEELSS35C・S50C~210HB
~710N/mm²
合金鋼ALLOY STEELS
SCM・SCr・SNCM16 ~28HRC
710 ~900N/mm²
合金鋼ALLOY STEELS
SCM・SCr・SNCM28~35HRC
900 ~1100N/mm²
鋳鉄CAST IRONFC250
~350N/mm²
ダクタイル鋳鉄DUCTILE CAST IRONFCD450
400 ~600N/mm²
切削速度DRILLING SPEED 60 ~120m/min 60 ~120m/min 50 ~90m/min 60 ~120m/min 50 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 9,500 0.06 ~ 0.12 9,500 0.06 ~
0.12 7,400 0.06 ~ 0.12 9,500 0.06 ~
0.12 8,000 0.06 ~ 0.12
4 7,200 0.08 ~ 0.16 7,200 0.08 ~
0.16 5,600 0.08 ~ 0.16 7,200 0.08 ~
0.16 6,000 0.08 ~ 0.16
5 5,700 0.1 ~ 0.2 5,700 0.1 ~
0.2 4,500 0.1 ~ 0.2 5,700 0.1 ~
0.2 4,800 0.1 ~ 0.2
6 4,800 0.12 ~ 0.24 4,800 0.12 ~
0.24 3,700 0.12 ~ 0.24 4,800 0.12 ~
0.24 4,000 0.12 ~ 0.24
8 3,600 0.16 ~ 0.28 3,600 0.16 ~
0.28 2,800 0.16 ~ 0.28 3,600 0.16 ~
0.28 3,000 0.16 ~ 0.28
10 2,900 0.2 ~ 0.3 2,900 0.2 ~
0.3 2,200 0.2 ~ 0.3 2,900 0.2 ~
0.3 2,400 0.2 ~ 0.3
12 2,400 0.21 ~ 0.3 2,400 0.21 ~
0.3 1,900 0.21 ~ 0.3 2,400 0.21 ~
0.3 2,000 0.21 ~ 0.3
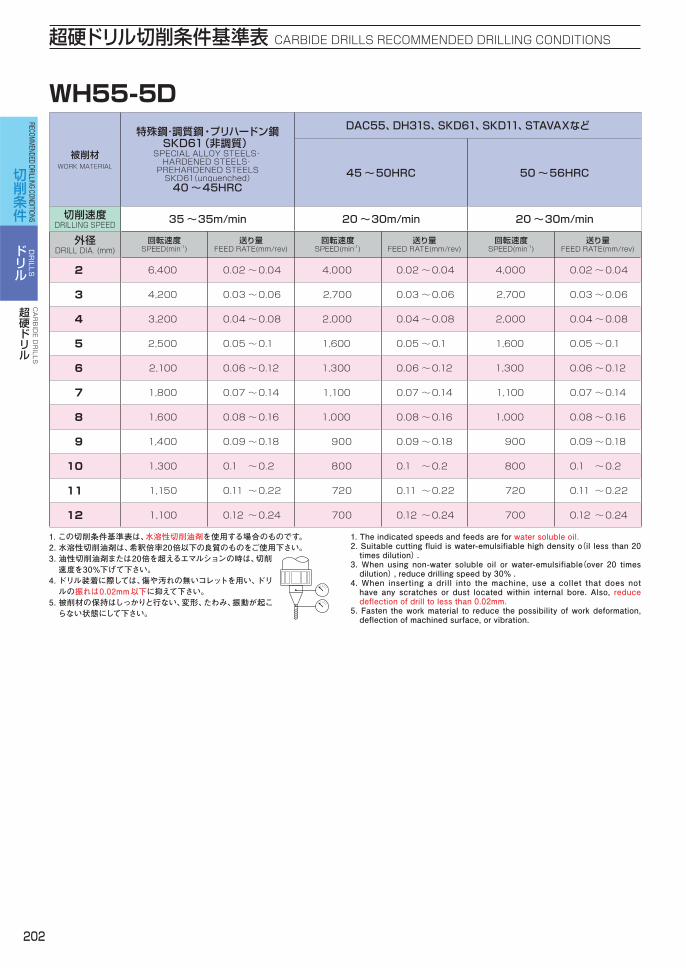
202
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WH55-5D
被削材WORK MATERIAL
特殊鋼・調質鋼・プリハードン鋼SKD61(非調質)
SPECIAL ALLOY STEELS・HARDENED STEELS・PREHARDENED STEELSSKD61 (unquenched)40 ~45HRC
DAC55、DH31S、SKD61、SKD11、STAVAXなど
45 ~50HRC 50 ~56HRC
切削速度DRILLING SPEED 35 ~35m/min 20 ~30m/min 20 ~30m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
2 6,400 0.02 ~0.04 4,000 0.02 ~0.04 4,000 0.02 ~0.04
3 4,200 0.03 ~0.06 2,700 0.03 ~0.06 2,700 0.03 ~0.06
4 3,200 0.04 ~0.08 2,000 0.04 ~0.08 2,000 0.04 ~0.08
5 2,500 0.05 ~0.1 1,600 0.05 ~0.1 1,600 0.05 ~0.1
6 2,100 0.06 ~0.12 1,300 0.06 ~0.12 1,300 0.06 ~0.12
7 1,800 0.07 ~0.14 1,100 0.07 ~0.14 1,100 0.07 ~0.14
8 1,600 0.08 ~0.16 1,000 0.08 ~0.16 1,000 0.08 ~0.16
9 1,400 0.09 ~0.18 900 0.09 ~0.18 900 0.09 ~0.18
10 1,300 0.1 ~0.2 800 0.1 ~0.2 800 0.1 ~0.2
11 1,150 0.11 ~0.22 720 0.11 ~0.22 720 0.11 ~0.22
12 1,100 0.12 ~0.24 700 0.12 ~0.24 700 0.12 ~0.24
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density o(il less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable(over 20 times dilution), reduce drilling speed by 30% .
4. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.02mm.
5. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. ドリル装着に際しては、傷や汚れの無いコレットを用い、ドリルの振れは0.02mm以下に抑えて下さい。
5. 被削材の保持はしっかりと行ない、変形、たわみ、振動が起こらない状態にして下さい。

203
CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS 超硬ドリル切削条件基準表CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WHO55-5D
被削材WORK MATERIAL
特殊鋼・調質鋼・プリハードン鋼SKD61(非調質)
SPECIAL ALLOY STEELS・HARDENED STEELS・PREHARDENED STEELSSKD61 (unquenched)40 ~45HRC
DAC55、DH31S、SKD61、SKD11、STAVAXなど
インコネル®
INCONEL®38~43HRC45 ~50HRC 50 ~56HRC
切削速度DRILLING SPEED 35 ~35m/min 20 ~30m/min 20 ~30m/min 10 ~30m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
3.3 3,900 0.033 ~0.066 2,400 0.033 ~0.066 2,400 0.033 ~0.066 1,900 0.033 ~0.066
4 3,200 0.04 ~0.08 2,000 0.04 ~0.08 2,000 0.04 ~0.08 1,600 0.04 ~0.08
5 2,500 0.05 ~0.1 1,600 0.05 ~0.1 1,600 0.05 ~0.1 1,300 0.05 ~0.1
6 2,100 0.06 ~0.12 1,300 0.06 ~0.12 1,300 0.06 ~0.12 1,100 0.06 ~0.12
7 1,800 0.07 ~0.14 1,100 0.07 ~0.14 1,100 0.07 ~0.14 900 0.07 ~0.14
8 1,600 0.08 ~0.16 1,000 0.08 ~0.16 1,000 0.08 ~0.16 800 0.08 ~0.16
9 1,400 0.09 ~0.18 900 0.09 ~0.18 900 0.09 ~0.18 700 0.09 ~0.18
10 1,300 0.1 ~0.2 800 0.1 ~0.2 800 0.1 ~0.2 600 0.1 ~0.2
11 1,150 0.11 ~0.22 720 0.11 ~0.22 720 0.11 ~0.22 600 0.11 ~0.22
12 1,100 0.12 ~0.24 700 0.12 ~0.24 700 0.12 ~0.24 500 0.12 ~0.24
1. The indicated speeds and feeds are for water soluble oil.2. Suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 20times dilution), reduce drilling speed by 30% .
4. When inserting a drill into the machine, use a collet that does not have any scratches or dust located within internal bore. Also, reduce deflection of drill to less than 0.02mm.
5. Fasten the work material to reduce the possibility of work deformation, deflection of machined surface, or vibration.
6. A clogged oil hole can lead to a breakage. Make sure that a filter is attached to the oil feeder.
7. For drilling heat resistant alloys as Inconel 718, please used above chart only 3D and less deep holes.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は、切削速度を30%下げて下さい。
4. ドリル装着に際しては、傷や汚れのないコレットを用い、ドリルの振れは0.02mm以下に、抑えて下さい。
5. 被削材の保持はしっかりと行い、変形、たわみ、振動が起こらない状態にして下さい。
6. 油穴の詰まりは折損トラブルの原因になります。給油装置のフィルターは必ず装着して下さい。
7. インコネル718をはじめとする耐熱合金に関しては、穴深さ3D以下の場合のみ上記条件表が適用されます。

204
超硬ドリル切削条件基準表 CARBIDE DRILLS RECOMMENDED DRILLING CONDITIONS
CARBIDE DRILLS
超硬ドリル
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
WH70-DRL
被削材WORK MATERIAL
SKD11・SKT・SUS44055 ~60HRC
SKH・SKD11・SKS60 ~70HRC
切削速度DRILLING SPEED 10 ~16m/min 8 ~13m/min
外径DRILL DIA. (mm)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-1)
送り量FEED RATE(mm/rev)
2 2,000 ~0.04 1,900 ~0.04
3 1,330 ~0.04 1,250 ~0.04
4 1,000 ~0.04 950 ~0.04
5 800 ~0.04 750 ~0.04
6 670 ~0.04 630 ~0.04
8 500 ~0.04 480 ~0.04
10 400 ~0.04 380 ~0.04
12 330 ~0.04 320 ~0.04
14.1 280 ~0.04 270 ~0.04
16.1 250 ~0.04 240 ~0.04
17.6 235 ~0.04 190 ~0.04
18.6 220 ~0.04 180 ~0.04
1. Use a water soluble oil with high density (5 ~10 times dilution).2. Tight clamping is critical.3. For drilling depth > 3D, use a step feed.4. For materials susceptible to chip packing in the flute, apply a step feed.
1. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。2. ホルダは振れ精度が良く、把握力の大きなものをお使い下さい。3. 穴深さが直径の3倍を超える場合は、ステップ送りを行って下さい。
4. 切りくずがドリルにからみつくような被削材の場合はステップ送りを行って下さい。

205
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
NEXUS DRILLS RECOMMENDED DRILLING CONDITIONS ネクサスドリル切削条件基準表NEXUS DRILLS
ネクサスドリル
NEXUS-GDS
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×0.9 ×0.8 ×0.8
1. The indicated speeds and feeds are for drilling with water soluble coolant.
2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution)
3. When drilling cast surface and black (ie.not ground surface), reduce drilling speed by 20% .
4. For drilling depth>3D.reduce drilling speed (using the table below).5. Step feeding is required for drilling depth>4D.6. When using non-water soluble coolant or water-emulsifiable (over 10 times dilution), reduce the drilling speed by 20% .
7. The machineability of stainless steels may vary depending on the type and hardness. Therefore, adjust the cutting speed and the feed rate to suit the conditions. (Be sure to check the Mill Sheet before use.)
※ The larger the drill diameter, the higher the milling temperature generated during machining, which can lead to fusing and deterioration of the shape of the cutting chips. Therefore, use a setting that is lower than the recommended cutting speed.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5~10倍の良質のものをご使用下さい。3. 鋳肌面や黒皮を削る時は切削速度を20%下げて下さい。4. 穴深さが直径の3倍を超える場合は、下表のように切削速度を下げて下さい。5. 穴深さが直径の4倍を超える場合は、ステップ送りを行って下さい。6. 不水溶性切削油剤または希釈倍率10倍を超えるエマルションの時は切削速度を20%下げて下さい。
7. ステンレスの種類や硬さにより、切削性が変化する場合がありますので、状況により、切削速度、送り量を調整してご使用下さい。(ご使用前にMill sheetのチェックをしっかり行って下さい。)
※ ドリル直径が大きくなると加工時に発生する切削熱が大きくなり、溶着、切りくず形状悪化につながりますので、推奨切削速度の下目で加工して下さい。
被削材WORK MATERIAL
ステンレス鋼 STAINLESS STEELSオーステナイト系
AUSTENITICSUS304(S:0.02%未満)
SUS304N
オーステナイト系AUSTENITIC
SUS304(S:0.02%以上)SUS303
マルテンサイト系MARTENSITIC
SUS420・440
フェライト系FERRITIC
SUS430・405
析出硬化系PRECIPITATIONSUS630・631
切削速度DRILLING SPEED 12~15m/min※ 15~25m/min 15~25m/min 15~30m/min 10~20m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 4,460 0.01 ~ 0.018 6,370 0.02 ~ 0.04 6,370 0.01 ~ 0.02 7,000 0.01 ~ 0.03 4,770 0.01 ~ 0.03
2 2,230 0.02 ~ 0.036 3,180 0.05 ~ 0.07 3,180 0.02 ~ 0.04 3,500 0.03 ~ 0.05 2,390 0.03 ~ 0.05
3 1,490 0.03 ~ 0.054 2,120 0.06 ~ 0.09 2,120 0.03 ~ 0.06 2,330 0.04 ~ 0.06 1,590 0.04 ~ 0.06
4 1,030 0.04 ~ 0.08 1,590 0.08 ~ 0.12 1,590 0.04 ~ 0.08 1,750 0.06 ~ 0.08 1,190 0.06 ~ 0.08
5 830 0.05 ~ 0.1 1,270 0.1 ~ 0.15 1,270 0.05 ~ 0.1 1,400 0.08 ~ 0.1 950 0.08 ~ 0.1
6 690 0.06 ~ 0.12 1,060 0.12 ~ 0.18 1,060 0.06 ~ 0.12 1,170 0.09 ~ 0.12 800 0.09 ~ 0.12
8 480 0.08 ~ 0.16 800 0.16 ~ 0.24 800 0.08 ~ 0.16 880 0.12 ~ 0.16 600 0.12 ~ 0.16
10 380 0.10 ~ 0.2 640 0.2 ~ 0.28 640 0.1 ~ 0.2 700 0.15 ~ 0.2 480 0.15 ~ 0.2
12 320 0.12 ~ 0.24 530 0.24 ~ 0.34 530 0.12 ~ 0.24 580 0.18 ~ 0.24 400 0.18 ~ 0.24
被削材WORK MATERIAL
アルミニウム展伸材ALUMINUM
A5052・7075
アルミニウム合金鋳物ALMINUM
ALLOY CASTINGSAC4C・ADC
銅・銅合金COPPER
COPPER ALLOYC1020・2600
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
切削速度DRILLING SPEED 32~63m/min 63~100m/min 40~60m/min 40~60m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 15,000 0.02 ~ 0.06 25,000 0.02 ~ 0.06 15,920 0.01 ~ 0.03 15,920 0.02 ~ 0.05
2 8,000 0.04 ~ 0.12 10,000 0.04 ~ 0.12 7,960 0.04 ~ 0.06 7,960 0.06 ~ 0.09
3 5,300 0.06 ~ 0.18 6,700 0.06 ~ 0.18 5,310 0.06 ~ 0.09 5,310 0.1 ~ 0.13
4 4,000 0.08 ~ 0.24 6,400 0.08 ~ 0.24 3,980 0.08 ~ 0.11 3,980 0.11 ~ 0.15
5 3,200 0.1 ~ 0.3 5,000 0.1 ~ 0.3 3,180 0.1 ~ 0.13 3,180 0.12 ~ 0.18
6 2,700 0.12 ~ 0.36 4,200 0.12 ~ 0.36 2,650 0.12 ~ 0.15 2,650 0.13 ~ 0.19
8 2,000 0.16 ~ 0.45 3,200 0.16 ~ 0.45 1,990 0.16 ~ 0.2 1,990 0.17 ~ 0.24
10 1,600 0.2 ~ 0.55 2,500 0.2 ~ 0.55 1,590 0.2 ~ 0.25 1,590 0.2 ~ 0.28
12 1,350 0.24 ~ 0.66 2,100 0.24 ~ 0.66 1,330 0.24 ~ 0.3 1,330 0.24 ~ 0.34

206
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
ネクサスドリル切削条件基準表 NEXUS DRILLS RECOMMENDED DRILLING CONDITIONS
NEXUS-GDR
NEXUS DRILLS
ネクサスドリル
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×0.9 ×0.8 ×0.8
1. The indicated speeds and feeds are for drilling with water soluble coolant.
2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution)
3. When drilling cast surface and black (ie.not ground surface), reduce drilling speed by 20% .
4. For drilling depth>3D.reduce drilling speed (using the table below).5. Step feeding is required for drilling depth>4D.6. When using non-water soluble coolant or water-emulsifiable (over 10 times dilution), reduce the drilling speed by 20% .
7. The machineability of stainless steels may vary depending on the type and hardness. Therefore, adjust the cutting speed and the feed rate to suit the conditions. (Be sure to check the Mill Sheet before use.)
※ The larger the drill diameter, the higher the milling temperature generated during machining, which can lead to fusing and deterioration of the shape of the cutting chips. Therefore, use a setting that is lower than the recommended cutting speed.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5~10倍の良質のものをご使用下さい。3. 鋳肌面や黒皮を削る時は切削速度を20%下げて下さい。4. 穴深さが直径の3倍を超える場合は、下表のように切削速度を下げて下さい。5. 穴深さが直径の4倍を超える場合は、ステップ送りを行って下さい。6. 不水溶性切削油剤または希釈倍率10倍を超えるエマルションの時は切削速度を20%下げて下さい。
7. ステンレスの種類や硬さにより、切削性が変化する場合がありますので、状況により、切削速度、送り量を調整してご使用下さい。(ご使用前にMill sheetのチェックをしっかり行って下さい。)
※ ドリル直径が大きくなると加工時に発生する切削熱が大きくなり、溶着、切りくず形状悪化につながりますので、推奨切削速度の下目で加工して下さい。
被削材WORK MATERIAL
ステンレス鋼 STAINLESS STEELSオーステナイト系
AUSTENITICSUS304(S:0.02%未満)
SUS304N
オーステナイト系AUSTENITIC
SUS304(S:0.02%以上)SUS303
マルテンサイト系MARTENSITIC
SUS420・440
フェライト系FERRITIC
SUS430・405
析出硬化系PRECIPITATIONSUS630・631
切削速度DRILLING SPEED 12~15m/min※ 15~25m/min 15~25m/min 15~30m/min 10~20m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 4,460 0.01 ~ 0.018 6,370 0.02 ~ 0.04 6,370 0.01 ~ 0.02 7,000 0.01 ~ 0.03 4,770 0.01 ~ 0.03
2 2,230 0.02 ~ 0.036 3,180 0.05 ~ 0.07 3,180 0.02 ~ 0.04 3,500 0.03 ~ 0.05 2,390 0.03 ~ 0.05
3 1,490 0.03 ~ 0.054 2,120 0.06 ~ 0.09 2,120 0.03 ~ 0.06 2,330 0.04 ~ 0.06 1,590 0.04 ~ 0.06
4 1,030 0.04 ~ 0.08 1,590 0.08 ~ 0.12 1,590 0.04 ~ 0.08 1,750 0.06 ~ 0.08 1,190 0.06 ~ 0.08
5 830 0.05 ~ 0.1 1,270 0.1 ~ 0.15 1,270 0.05 ~ 0.1 1,400 0.08 ~ 0.1 950 0.08 ~ 0.1
6 690 0.06 ~ 0.12 1,060 0.12 ~ 0.18 1,060 0.06 ~ 0.12 1,170 0.09 ~ 0.12 800 0.09 ~ 0.12
8 480 0.08 ~ 0.16 800 0.16 ~ 0.24 800 0.08 ~ 0.16 880 0.12 ~ 0.16 600 0.12 ~ 0.16
10 380 0.10 ~ 0.2 640 0.2 ~ 0.28 640 0.1 ~ 0.2 700 0.15 ~ 0.2 480 0.15 ~ 0.2
12 320 0.12 ~ 0.24 530 0.24 ~ 0.34 530 0.12 ~ 0.24 580 0.18 ~ 0.24 400 0.18 ~ 0.24
被削材WORK MATERIAL
アルミニウム展伸材ALUMINUM
A5052・7075
アルミニウム合金鋳物ALMINUM
ALLOY CASTINGSAC4C・ADC
銅・銅合金COPPER
COPPER ALLOYC1020・2600
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
切削速度DRILLING SPEED 32~63m/min 63~100m/min 40~60m/min 40~60m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 15,000 0.02 ~ 0.06 25,000 0.02 ~ 0.06 15,920 0.01 ~ 0.03 15,920 0.02 ~ 0.05
2 8,000 0.04 ~ 0.12 10,000 0.04 ~ 0.12 7,960 0.04 ~ 0.06 7,960 0.06 ~ 0.09
3 5,300 0.06 ~ 0.18 6,700 0.06 ~ 0.18 5,310 0.06 ~ 0.09 5,310 0.1 ~ 0.13
4 4,000 0.08 ~ 0.24 6,400 0.08 ~ 0.24 3,980 0.08 ~ 0.11 3,980 0.11 ~ 0.15
5 3,200 0.1 ~ 0.3 5,000 0.1 ~ 0.3 3,180 0.1 ~ 0.13 3,180 0.12 ~ 0.18
6 2,700 0.12 ~ 0.36 4,200 0.12 ~ 0.36 2,650 0.12 ~ 0.15 2,650 0.13 ~ 0.19
8 2,000 0.16 ~ 0.45 3,200 0.16 ~ 0.45 1,990 0.16 ~ 0.2 1,990 0.17 ~ 0.24
10 1,600 0.2 ~ 0.55 2,500 0.2 ~ 0.55 1,590 0.2 ~ 0.25 1,590 0.2 ~ 0.28
12 1,350 0.24 ~ 0.66 2,100 0.24 ~ 0.66 1,330 0.24 ~ 0.3 1,330 0.24 ~ 0.34
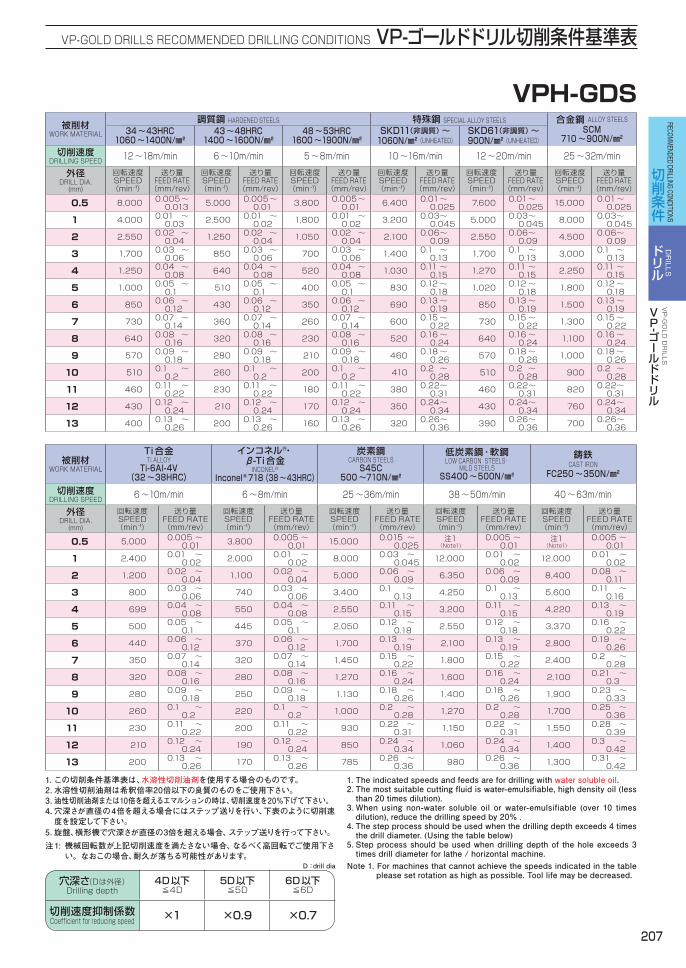
207
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
VP-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS VP-ゴールドドリル切削条件基準表VP-GOLD DRILLS
VP-
ゴールドドリル
VPH-GDS
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable, high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable (over 10 times dilution), reduce the drilling speed by 20% .
4. The step process should be used when the drilling depth exceeds 4 times the drill diameter. (Using the table below)
5. Step process should be used when drilling depth of the hole exceeds 3 times drill diameter for lathe / horizontal machine.
Note 1. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible. Tool life may be decreased.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は、切削速度を20%下げて下さい。4. 穴深さが直径の4倍を超える場合にはステップ送りを行い、下表のように切削速度を設定して下さい。
5. 旋盤、横形機で穴深さが直径の3倍を超える場合、ステップ送りを行って下さい。注1: 機械回転数が上記切削速度を満たさない場合、なるべく高回転でご使用下さ
い。なおこの場合、耐久が落ちる可能性があります。
被削材WORK MATERIAL
調質鋼 HARDENED STEELS 特殊鋼 SPECIAL ALLOY STEELS 合金鋼 ALLOY STEELSSCM
710 ~900N/㎜²34 ~43HRC
1060 ~1400N/㎜²43 ~48HRC
1400 ~1600N/㎜²48 ~53HRC
1600 ~1900N/㎜²SKD11(非調質) ~1060N/㎜² (UNHEATED)
SKD61(非調質) ~900N/㎜² (UNHEATED)
切削速度DRILLING SPEED 12~18m/min 6 ~10m/min 5 ~8m/min 10 ~16m/min 12~20m/min 25 ~32m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
0.5 8,000 0.005 ~ 0.013 5,000 0.005 ~
0.01 3,800 0.005 ~ 0.01 6,400 0.01 ~
0.025 7,600 0.01 ~ 0.025 15,000 0.01 ~
0.025
1 4,000 0.01 ~ 0.03 2,500 0.01 ~
0.02 1,800 0.01 ~ 0.02 3,200 0.03 ~
0.045 5,000 0.03 ~ 0.045 8,000 0.03 ~
0.045
2 2,550 0.02 ~ 0.04 1,250 0.02 ~
0.04 1,050 0.02 ~ 0.04 2,100 0.06 ~
0.09 2,550 0.06 ~ 0.09 4,500 0.06 ~
0.09
3 1,700 0.03 ~ 0.06 850 0.03 ~
0.06 700 0.03 ~ 0.06 1,400 0.1 ~
0.13 1,700 0.1 ~ 0.13 3,000 0.1 ~
0.13
4 1,250 0.04 ~ 0.08 640 0.04 ~
0.08 520 0.04 ~ 0.08 1,030 0.11 ~
0.15 1,270 0.11 ~ 0.15 2,250 0.11 ~
0.15
5 1,000 0.05 ~ 0.1 510 0.05 ~
0.1 400 0.05 ~ 0.1 830 0.12 ~
0.18 1,020 0.12 ~ 0.18 1,800 0.12 ~
0.18
6 850 0.06 ~ 0.12 430 0.06 ~
0.12 350 0.06 ~ 0.12 690 0.13 ~
0.19 850 0.13 ~ 0.19 1,500 0.13 ~
0.19
7 730 0.07 ~ 0.14 360 0.07 ~
0.14 260 0.07 ~ 0.14 600 0.15 ~
0.22 730 0.15 ~ 0.22 1,300 0.15 ~
0.22
8 640 0.08 ~ 0.16 320 0.08 ~
0.16 230 0.08 ~ 0.16 520 0.16 ~
0.24 640 0.16 ~ 0.24 1,100 0.16 ~
0.24
9 570 0.09 ~ 0.18 280 0.09 ~
0.18 210 0.09 ~ 0.18 460 0.18 ~
0.26 570 0.18 ~ 0.26 1,000 0.18 ~
0.26
10 510 0.1 ~ 0.2 260 0.1 ~
0.2 200 0.1 ~ 0.2 410 0.2 ~
0.28 510 0.2 ~ 0.28 900 0.2 ~
0.28
11 460 0.11 ~ 0.22 230 0.11 ~
0.22 180 0.11 ~ 0.22 380 0.22 ~
0.31 460 0.22 ~ 0.31 820 0.22 ~
0.31
12 430 0.12 ~ 0.24 210 0.12 ~
0.24 170 0.12 ~ 0.24 350 0.24 ~
0.34 430 0.24 ~ 0.34 760 0.24 ~
0.34
13 400 0.13 ~ 0.26 200 0.13 ~
0.26 160 0.13 ~ 0.26 320 0.26 ~
0.36 390 0.26 ~ 0.36 700 0.26 ~
0.36
被削材WORK MATERIAL
Ti合金Ti ALLOYTi-6AI-4V
(32 ~38HRC)
インコネル®・β-Ti合金INCONEL®
Inconel®718 (38 ~43HRC)
炭素鋼CARBON STEELSS45C
500 ~710N/㎜²
低炭素鋼・軟鋼LOW CARBON STEELS・
MILD STEELSSS400 ~500N/㎜²
鋳鉄CAST IRON
FC250 ~350N/㎜²
切削速度DRILLING SPEED 6 ~10m/min 6 ~8m/min 25 ~36m/min 38 ~50m/min 40 ~63m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
0.5 5,000 0.005 ~ 0.01 3,800 0.005 ~
0.01 15,000 0.015 ~ 0.025
注1(Note1)
0.005 ~ 0.01
注1(Note1)
0.005 ~ 0.01
1 2,400 0.01 ~ 0.02 2,000 0.01 ~
0.02 8,000 0.03 ~ 0.045 12,000 0.01 ~
0.02 12,000 0.01 ~ 0.02
2 1,200 0.02 ~ 0.04 1,100 0.02 ~
0.04 5,000 0.06 ~ 0.09 6,350 0.06 ~
0.09 8,400 0.08 ~ 0.11
3 800 0.03 ~ 0.06 740 0.03 ~
0.06 3,400 0.1 ~ 0.13 4,250 0.1 ~
0.13 5,600 0.11 ~ 0.16
4 699 0.04 ~ 0.08 550 0.04 ~
0.08 2,550 0.11 ~ 0.15 3,200 0.11 ~
0.15 4,220 0.13 ~ 0.19
5 500 0.05 ~ 0.1 445 0.05 ~
0.1 2,050 0.12 ~ 0.18 2,550 0.12 ~
0.18 3,370 0.16 ~ 0.22
6 440 0.06 ~ 0.12 370 0.06 ~
0.12 1,700 0.13 ~ 0.19 2,100 0.13 ~
0.19 2,800 0.19 ~ 0.26
7 350 0.07 ~ 0.14 320 0.07 ~
0.14 1,450 0.15 ~ 0.22 1,800 0.15 ~
0.22 2,400 0.2 ~ 0.28
8 320 0.08 ~ 0.16 280 0.08 ~
0.16 1,270 0.16 ~ 0.24 1,600 0.16 ~
0.24 2,100 0.21 ~ 0.3
9 280 0.09 ~ 0.18 250 0.09 ~
0.18 1,130 0.18 ~ 0.26 1,400 0.18 ~
0.26 1,900 0.23 ~ 0.33
10 260 0.1 ~ 0.2 220 0.1 ~
0.2 1,000 0.2 ~ 0.28 1,270 0.2 ~
0.28 1,700 0.25 ~ 0.36
11 230 0.11 ~ 0.22 200 0.11 ~
0.22 930 0.22 ~ 0.31 1,150 0.22 ~
0.31 1,550 0.28 ~ 0.39
12 210 0.12 ~ 0.24 190 0.12 ~
0.24 850 0.24 ~ 0.34 1,060 0.24 ~
0.34 1,400 0.3 ~ 0.42
13 200 0.13 ~ 0.26 170 0.13 ~
0.26 785 0.26 ~ 0.36 980 0.26 ~
0.36 1,300 0.31 ~ 0.42
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×1 ×0.9 ×0.7

208
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-ゴールドドリル切削条件基準表 VP-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
VP-GDR
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution).
3. Unless you are using milling chucks, pay careful attention to ensure that the drill is tightly clamped in order to minimize deflection.
4. For drilling depth >4D, reduce the drilling speed (using the table below).5. When using non-water soluble oil or water-emulsifiable (over 10 times dilution), reduce drilling speed by 20% .
6. The step process should be used when the drilling depth exceeds 4 times the drill diameter for vertical machines, and 3 times the drill diameter for horizontal lathe machines.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. ミーリングチャック以外をご使用の際は、締め付けを十分に行い、振れを抑えるよう充分留意下さい。
4. 穴深さが直径の4倍を超える場合には、下表のように切削速度を設定して下さい。5. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
6. 立形の加工機で穴深さが直径の4倍を超える場合、旋盤・横形の加工機で穴深さが直径の3倍を超える場合はステップ送りを行って下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM・SCr
710 ~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS
AC4C・ADC
SKD61~28HRC ~900N/㎜²
SKD1128 ~34HRC
900 ~1060N/㎜²
切削速度DRILLING SPEED 38 ~50m/min 25 ~36m/min 25 ~32m/min 12~20m/min 10 ~16m/min 40 ~63m/min 70 ~120m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 6,350 0.06 ~ 0.09 5,100 0.06 ~
0.09 4,450 0.06 ~ 0.09 2,550 0.06 ~
0.09 2,050 0.06 ~ 0.09 8,435 0.08 ~
0.11 15,000 0.12 ~ 0.18
3 4,250 0.1 ~ 0.13 3,400 0.1 ~
0.13 2,970 0.1 ~ 0.13 1,700 0.1 ~
0.13 1,370 0.1 ~ 0.13 5,620 0.11 ~
0.16 10,000 0.2 ~ 0.28
4 3,200 0.11 ~ 0.15 2,550 0.11 ~
0.15 2,230 0.11 ~ 0.15 1,270 0.11 ~
0.15 1,035 0.11 ~ 0.15 4,220 0.13 ~
0.19 8,000 0.24 ~ 0.38
5 2,550 0.12 ~ 0.18 2,040 0.12 ~
0.18 1,780 0.12 ~ 0.18 1,020 0.12 ~
0.18 825 0.12 ~ 0.18 3,375 0.16 ~
0.22 6,350 0.28 ~ 0.4
6 2,100 0.13 ~ 0.19 1,700 0.13 ~
0.19 1,490 0.13 ~ 0.19 850 0.13 ~
0.19 690 0.13 ~ 0.19 2,810 0.19 ~
0.26 5,300 0.34 ~ 0.48
8 1,600 0.16 ~ 0.24 1,270 0.16 ~
0.24 1,110 0.16 ~ 0.24 635 0.16 ~
0.24 515 0.16 ~ 0.24 2,110 0.21 ~
0.3 4,000 0.38 ~ 0.53
10 1,270 0.2 ~ 0.28 1,020 0.2 ~
0.28 890 0.2 ~ 0.28 510 0.2 ~
0.28 410 0.2 ~ 0.28 1,690 0.25 ~
0.36 3,200 0.45 ~ 0.63
12 1,060 0.24 ~ 0.34 850 0.24 ~
0.34 740 0.24 ~ 0.34 425 0.24 ~
0.34 350 0.24 ~ 0.34 1,400 0.3 ~
0.42 2,700 0.53 ~ 0.75
13 980 0.26 ~ 0.36 780 0.26 ~
0.36 690 0.26 ~ 0.36 390 0.26 ~
0.36 320 0.26 ~ 0.36 1,300 0.31 ~
0.42 2,500 0.56 ~ 0.79
14 900 0.28 ~ 0.39 720 0.28 ~
0.39 640 0.28 ~ 0.39 360 0.28 ~
0.39 300 0.28 ~ 0.39 1,200 0.32 ~
0.44 2,300 0.57 ~ 0.81
16 800 0.3 ~ 0.43 640 0.3 ~
0.43 560 0.3 ~ 0.43 320 0.3 ~
0.43 260 0.3 ~ 0.43 1,050 0.34 ~
0.46 2,000 0.61 ~ 0.85
18 700 0.34 ~ 0.49 560 0.34 ~
0.49 500 0.34 ~ 0.49 280 0.34 ~
0.49 230 0.34 ~ 0.49 950 0.36 ~
0.5 1,800 0.63 ~ 0.9
20 650 0.36 ~ 0.5 500 0.36 ~
0.5 450 0.36 ~ 0.5 260 0.36 ~
0.5 210 0.36 ~ 0.5 830 0.4 ~
0.56 1,600 0.68 ~ 0.98
22 580 0.4 ~ 0.55 460 0.4 ~
0.55 400 0.4 ~ 0.55 230 0.4 ~
0.55 190 0.4 ~ 0.55 750 0.42 ~
0.59 1,500 0.73 ~ 1.06
24 530 0.41 ~ 0.6 420 0.41 ~
0.6 370 0.41 ~ 0.6 210 0.41 ~
0.6 170 0.41 ~ 0.6 700 0.46 ~
0.65 1,350 0.77 ~ 1.13
26 500 0.42 ~ 0.65 400 0.42 ~
0.65 340 0.42 ~ 0.65 200 0.42 ~
0.65 160 0.42 ~ 0.65 650 0.47 ~
0.68 1,250 0.81 ~ 1.2
28 450 0.45 ~ 0.7 360 0.45 ~
0.7 320 0.45 ~ 0.7 180 0.45 ~
0.7 150 0.45 ~ 0.7 600 0.5 ~
0.73 1,150 0.84 ~ 1.26
30 420 0.48 ~ 0.75 340 0.48 ~
0.75 300 0.48 ~ 0.75 170 0.48 ~
0.75 140 0.48 ~ 0.75 550 0.54 ~
0.78 1,100 0.87 ~ 1.32
32 400 0.51 ~ 0.8 320 0.51 ~
0.8 280 0.51 ~ 0.8 160 0.51 ~
0.8 130 0.51 ~ 0.8 520 0.58 ~
0.83 1,000 0.9 ~ 1.38
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×1 ×0.9 ×0.7

209
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS VP-ゴールドドリル切削条件基準表
VP-GDXL
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution)
3. When using non-water soluble oil or water-emulsifiable fluid (over 20 times dilution), reduce the drilling speed by 20%.
4. When you perform step process by lathe/horizontal machine, please pull back the drill to the mouth of a hole.
5. When you perform step process, please set the amount of steps about to 0.5D ~3D.
1. この切削条件基準表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は切削速度を20%下げて下さい。
4. 旋盤、横形機でステップ送りを行う場合、穴の口元まで戻して下さい。5. ステップ送りを行なう場合、ステップ量(一回の送り量)は0.5 ~3D程度に設定下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM
710 ~900N/㎜²
特殊鋼SPECIAL ALLOY STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS
AC4C・ADC
SKD61 ~900N/㎜²~28HRC
SKD11~1060N/㎜²28 ~34HRC
切削速度DRILLING SPEED 16 ~24m/min 20 ~25m/min 12~16m/min 10 ~20m/min 6 ~10m/min 20 ~30m/min 20 ~35m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 2,100 0.05 ~ 0.1 2,400 0.05 ~
0.1 1,500 0.05 ~ 0.1 1,700 0.05 ~
0.1 850 0.04 ~ 0.07 2,700 0.04 ~
0.07 3,000 0.05 ~ 0.1
4 1,600 0.06 ~ 0.12 1,800 0.06 ~
0.12 1,100 0.06 ~ 0.12 1,270 0.06 ~
0.12 640 0.05 ~ 0.09 2,000 0.05 ~
0.09 2,200 0.06 ~ 0.12
5 1,250 0.08 ~ 0.13 1,450 0.08 ~
0.13 900 0.08 ~ 0.13 1,000 0.08 ~
0.13 510 0.07 ~ 0.1 1,600 0.07 ~
0.1 1,800 0.08 ~ 0.13
6 1,050 0.1 ~ 0.14 1,200 0.1 ~
0.14 750 0.1 ~ 0.14 850 0.1 ~
0.14 420 0.09 ~ 0.12 1,350 0.09 ~
0.12 1,500 0.1 ~ 0.14
7 900 0.12 ~ 0.16 1,000 0.12 ~
0.16 640 0.12 ~ 0.16 730 0.12 ~
0.16 360 0.1 ~ 0.14 1,150 0.1 ~
0.14 1,300 0.12 ~ 0.16
8 800 0.14 ~ 0.18 900 0.14 ~
0.18 560 0.14 ~ 0.18 640 0.14 ~
0.18 320 0.12 ~ 0.16 1,000 0.12 ~
0.16 1,100 0.14 ~ 0.18
9 700 0.16 ~ 0.2 800 0.16 ~
0.2 500 0.16 ~ 0.2 570 0.16 ~
0.2 280 0.13 ~ 0.18 900 0.13 ~
0.18 1,000 0.16 ~ 0.2
10 640 0.18 ~ 0.22 720 0.18 ~
0.22 450 0.18 ~ 0.22 510 0.18 ~
0.22 260 0.14 ~ 0.2 800 0.14 ~
0.2 900 0.18 ~ 0.22
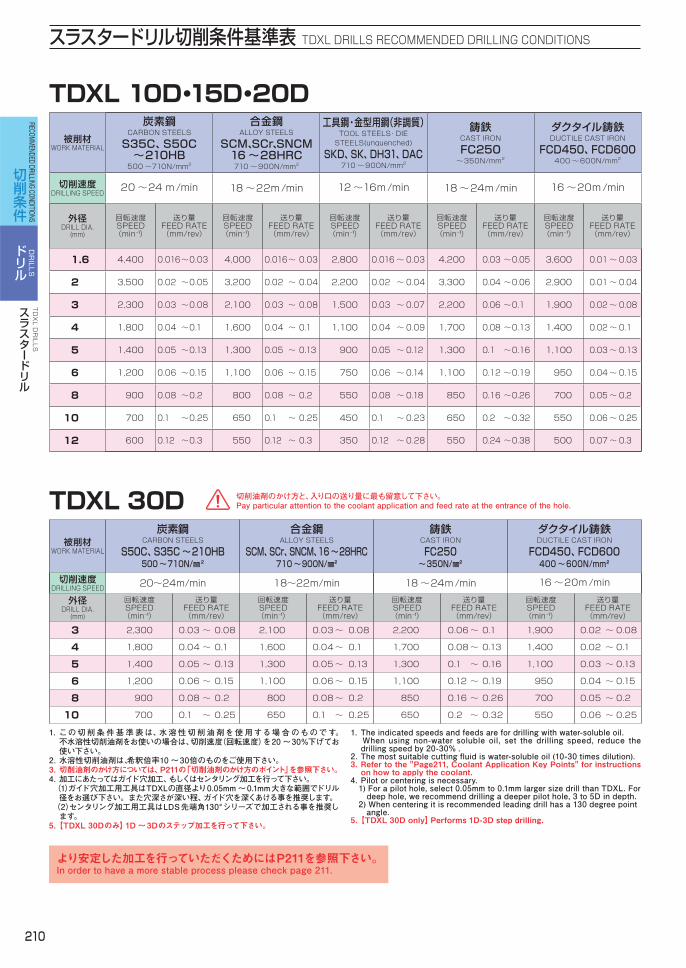
210
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材WORK MATERIAL
炭素鋼CARBON STEELS
S50C、S35C~210HB500 ~710N/㎜²
合金鋼ALLOY STEELS
SCM、SCr、SNCM、16~28HRC710 ~900N/㎜²
鋳鉄CAST IRON
FC250~350N/㎜²
ダクタイル鋳鉄DUCTILE CAST IRON
FCD450、FCD600400 ~600N/mm²
切削速度DRILLING SPEED 20~24m/min 18~22m/min 18 ~24m/min 16 ~20m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
3 2,300 0.03 ~ 0.08 2,100 0.03 ~ 0.08 2,200 0.06 ~ 0.1 1,900 0.02 ~ 0.08
4 1,800 0.04 ~ 0.1 1,600 0.04 ~ 0.1 1,700 0.08 ~ 0.13 1,400 0.02 ~ 0.1
5 1,400 0.05 ~ 0.13 1,300 0.05 ~ 0.13 1,300 0.1 ~ 0.16 1,100 0.03 ~ 0.13
6 1,200 0.06 ~ 0.15 1,100 0.06 ~ 0.15 1,100 0.12 ~ 0.19 950 0.04 ~ 0.15
8 900 0.08 ~ 0.2 800 0.08 ~ 0.2 850 0.16 ~ 0.26 700 0.05 ~ 0.2
10 700 0.1 ~ 0.25 650 0.1 ~ 0.25 650 0.2 ~ 0.32 550 0.06 ~ 0.25
TDXL DRILLS
スラスタードリル
スラスタードリル切削条件基準表 TDXL DRILLS RECOMMENDED DRILLING CONDITIONS
TDXL 30D
TDXL 10D・15D・20D
1. The indicated speeds and feeds are for drilling with water-soluble oil. When using non-water soluble oil, set the drilling speed, reduce the drilling speed by 20-30% .
2. The most suitable cutting fluid is water-soluble oil (10-30 times dilution).3. Refer to the "Page211, Coolant Application Key Points" for instructions on how to apply the coolant.
4. Pilot or centering is necessary. 1) For a pilot hole, select 0.05mm to 0.1mm larger size drill than TDXL. For deep hole, we recommend drilling a deeper pilot hole, 3 to 5D in depth. 2) When centering it is recommended leading drill has a 130 degree point angle.5. 【TDXL 30D only】Performs 1D-3D step drilling.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。不水溶性切削油剤をお使いの場合は、切削速度(回転速度)を20 ~30%下げてお使い下さい。
2. 水溶性切削油剤は、希釈倍率10 ~30倍のものをご使用下さい。3. 切削油剤のかけ方については、P211の「切削油剤のかけ方のポイント」を参照下さい。4. 加工にあたってはガイド穴加工、もしくはセンタリング加工を行って下さい。 (1)ガイド穴加工用工具はTDXLの直径より0.05mm~0.1mm大きな範囲でドリル径をお選び下さい。また穴深さが深い程、ガイド穴を深くあける事を推奨します。
(2)センタリング加工用工具はLDS先端角130°シリーズで加工される事を推奨します。
5. 【TDXL 30Dのみ】1D ~3Dのステップ加工を行って下さい。
より安定した加工を行っていただくためにはP211を参照下さい。In order to have a more stable process please check page 211.
切削油剤のかけ方と、入り口の送り量に最も留意して下さい。Pay particular attention to the coolant application and feed rate at the entrance of the hole.
被削材WORK MATERIAL
炭素鋼CARBON STEELS
S35C、S50C~210HB500 ~710N/mm2
合金鋼ALLOY STEELS
SCM、SCr、SNCM16~28HRC710 ~900N/mm2
工具鋼・金型用鋼(非調質)TOOL STEELS・DIE STEELS(unquenched)
SKD、SK、DH31、DAC710 ~900N/mm2
鋳鉄CAST IRON
FC250~350N/mm2
ダクタイル鋳鉄DUCTILE CAST IRON
FCD450、FCD600400 ~600N/mm2
切削速度DRILLING SPEED
20 ~24 m/min 18 ~22m/min 12~16m/min 18 ~24m/min 16 ~20m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1.6 4,400 0.016 ~ 0.03 4,000 0.016 ~ 0.03 2,800 0.016 ~ 0.03 4,200 0.03 ~ 0.05 3,600 0.01 ~ 0.03
2 3,500 0.02 ~ 0.05 3,200 0.02 ~ 0.04 2,200 0.02 ~ 0.04 3,300 0.04 ~ 0.06 2,900 0.01 ~ 0.04
3 2,300 0.03 ~ 0.08 2,100 0.03 ~ 0.08 1,500 0.03 ~ 0.07 2,200 0.06 ~ 0.1 1,900 0.02 ~ 0.08
4 1,800 0.04 ~ 0.1 1,600 0.04 ~ 0.1 1,100 0.04 ~ 0.09 1,700 0.08 ~ 0.13 1,400 0.02 ~ 0.1
5 1,400 0.05 ~ 0.13 1,300 0.05 ~ 0.13 900 0.05 ~ 0.12 1,300 0.1 ~ 0.16 1,100 0.03 ~ 0.13
6 1,200 0.06 ~ 0.15 1,100 0.06 ~ 0.15 750 0.06 ~ 0.14 1,100 0.12 ~ 0.19 950 0.04 ~ 0.15
8 900 0.08 ~ 0.2 800 0.08 ~ 0.2 550 0.08 ~ 0.18 850 0.16 ~ 0.26 700 0.05 ~ 0.2
10 700 0.1 ~ 0.25 650 0.1 ~ 0.25 450 0.1 ~ 0.23 650 0.2 ~ 0.32 550 0.06 ~ 0.25
12 600 0.12 ~ 0.3 550 0.12 ~ 0.3 350 0.12 ~ 0.28 550 0.24 ~ 0.38 500 0.07 ~ 0.3

211
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
TDXL DRILLS
スラスタードリル
TDXL DRILLS RECOMMENDED DRILLING CONDITIONS スラスタードリル切削条件基準表
■切削油剤のかけ方のポイント Coolant Application Key Points
穴深さの中間部Hole depth midway point
最深部付近Deepest area
ドリル入り口付近Drill entrance area
最深部付近での穴入り口Hole entrance atdeepest area穴深さの中間部での穴入り口Hole entrance at holedepth midway point
ドリル入り口付近Drill entrance area
穴入り口付近Holeentrancearea
穴入り口付近Holeentrancearea
穴深さの中間部Hole depthmidway point
穴深さの中間部Hole depthmidway point
最深部付近Deepest area
最深部付近Deepest area
ノズル本数が少ない場合、穴の入り口に切削油剤がかかるようにしても、途中で穴から外れてしまっているIf there are too few coolant nozzles is small, the coolant that is applied to the hole entrance will stray from the hole along the way
吐出流量やノズル本数が少ない場合、ドリルを伝うようにするAllow the coolant to move along the drill if the discharge flow rate is low or the number of nozzles is too few
ノズル本数が少ない場合、切削油剤量と吐出圧を上げて、ドリルに沿うように供給し、常に穴入り口に掛かるようにするIf there are too few coolant nozzles is small, increase the amount of coolant and its discharge pressure and allow the coolant to move along the drill so that it is applied constantly to the entrance.
立形マシン Vertical Machine 横形マシン Horizontal Machine
①ガイド穴加工用工具にてパイロットホール加工 Make a pilot hole.
●ガイド穴加工用工具には先端角120°より大きな先端角度のドリルを推奨します。We recommended to use point angle from 120 degree and over.
③切削油剤の供給をスタート Start supplying the coolant.
②TDXLを低回転で挿入(500min-1以下) Insert the TDXL into a pilot hole with low revolution. (~500min-1)
④所定の回転速度に上げ加工をスタート。 ただし加工開始時の送り量を1%Dとし、 穴深さが3~5Dに達したら送りを上げる。 Increase the revolution to the designated speed and start drilling. At the start of drilling, set the feed rate to 1% of the drill diameter and increase the feed rate when the depth reaches between 3xD and 5xD.
3D~5D120°より大きく
D
1~2%Dへフィードアップ!Increase feed rate to between 1 and 2% Set it to 1%D between 3xD and 5xD
3~5Dは1%D
●立形の機械で加工する場合で、穴が密集したワークの場合、ドリル加工時に発生した切りくずをかみこみ、ドリルの欠損、折損を引き起こす可能性があるため、LDS130°によるセンタリング加工を実施して下さい。この場合、TDXLの送り量は入り口から3Dまでドリル直径の1%の送り量とし、その後、条件表の範囲内で送り量を上げて下さい。 ※ただし、この場合、穴の真直度が悪くなります。
For a vertical machining center. When drilling many holes in a small area with vertical machining center. We recommend only centering by 130 degree point angle LDS to avoid chips building up in pilot holes, which can cause drill chipping or breakage. When drilling the pilot hole it is recommended to make the hole 3xD in depth, at a feed rate equal to (Drill φx 0.01) per revolution. Straightness will be less accurate than a comparable operation in a horizontal machining center.
●ガイド穴加工用工具は、TDXLの直径より0.05mm~0.1mm大きな範囲でドリル径をお選び下さい。また穴深さが深い程、ガイド穴を深くあける事を推奨します。 For a pilot hole, select 0.05mm to 0.1mm larger size drill than TDXL. For deep hole, we recommend to drill deeper pilot hole.
推奨ドリル EX-GDS Recommended drill : EX-GDS
TDXLの直径(D)D+0.05~0.1mm
⑤加工後、ドリルを穴から抜く時には 穴底からドリルを離した後 回転速度を下げて抜いて下さい。 After drilling, move the drill away from the bottom of the hole; then reduce its speed while pulling it out of the hole.
15D、20D、30Dの場合 For 15D, 20D and 30D TypeType
■スラスタードリルの推奨加工方法 Recommended operation for using TDXL10Dの場合 For 10D TypeOSGのリーディングドリルでセンタリング(もみつけ)加工Centering by OSG’s starting drills
●先端角120°または130°のリーディングドリルを使用します。 推奨ドリル NC-LDS,TIN-NC-LDS Use 120 or 130 degree point angle starting drills. Recommended drills: NC-LDS, TIN-NC-LDS

212
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-ゴールドドリル切削条件基準表 EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution)
3. When drilling cast surface and black (ie.not ground surface), reduce drilling speed by 20% .
4. For drilling depth>3D.reduce drilling speed (using the table below).5. Step feeding is required for drilling depth>4D.6. When using non-water soluble oil or water-emulsifiable (over 10 times dilution), reduce the drilling speed by 20% .
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 鋳肌面や黒皮を削る時は切削速度を20%下げて下さい。4. 穴深さが直径の3倍を超える場合は、下表のように切削速度を下げて下さい。5. 穴深さが直径の4倍を超える場合は、ステップ送りを行って下さい。6. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
EX-SUS-GDS・EX-SUS-GDN・EX-SUS-GDR・MT-SUS-GDR
被削材WORK MATERIAL
ステンレス鋼 STAINLESS STEELSアルミニウム展伸材ALUMINUM
A5052・7075
アルミニウム合金鋳物ALMINUM
ALLOY CASTINGSAC4C・ADC
銅・銅合金COPPER
COPPER ALLOYC1020・2600
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500n/㎜²
オーステナイト系AUSTENITIC
SUS304・200
マルテンサイト系MARTENSITIC
SUS420・440
フェライト系FERRITIC
SUS430・405
析出硬化系PRECIPITATIONSUS630・631
切削速度DRILLING SPEED 12~15m/min 15 ~20m/min 15 ~20m/min 8 ~12m/min 32~63m/min 63 ~100m/min 25 ~50m/min 32~40m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 4,460 0.01 ~ 0.018 5,550 0.02 ~ 0.04 5,550 0.01 ~ 0.03 3,200 0.01 ~ 0.03 15,0000.02 ~ 0.06 25,000
0.02 ~ 0.06 12,000
0.01 ~ 0.03 10,000
0.02 ~ 0.05
2 2,230 0.02 ~ 0.036 2,850 0.05 ~ 0.07 2,850 0.03 ~ 0.05 1,600 0.03 ~ 0.05 8,000 0.04 ~ 0.12 10,000 0.04 ~ 0.12 5,100 0.04 ~ 0.06 5,700 0.06 ~ 0.09
3 1,490 0.03 ~ 0.054 1,900 0.06 ~ 0.09 1,900 0.04 ~ 0.06 1,100 0.04 ~ 0.06 5,300 0.06 ~ 0.18 6,700 0.06 ~ 0.18 3,400 0.06 ~ 0.09 3,850 0.1 ~ 0.13
4 1,030 0.04 ~ 0.08 1,450 0.08 ~ 0.12 1,450 0.06 ~ 0.08 800 0.06 ~ 0.08 4,000 0.08 ~ 0.24 6,400 0.08 ~ 0.24 2,550 0.08 ~ 0.11 2,900 0.11 ~ 0.15
5 830 0.05 ~ 0.1 1,150 0.12 ~ 0.15 1,150 0.08 ~ 0.1 650 0.08 ~ 0.1 3,200 0.1 ~ 0.3 5,000 0.1 ~ 0.3 2,050 0.1 ~ 0.13 2,260 0.12 ~ 0.18
6 690 0.06 ~ 0.12 950 0.15 ~ 0.18 950 0.09 ~ 0.12 550 0.09 ~ 0.12 2,700 0.12 ~ 0.36 4,200 0.12 ~ 0.36 1,700 0.12 ~ 0.15 1,900 0.13 ~ 0.19
8 480 0.08 ~ 0.16 720 0.2 ~ 0.24 720 0.12 ~ 0.16 400 0.12 ~ 0.16 2,000 0.16 ~ 0.45 3,200 0.16 ~ 0.45 1,250 0.16 ~ 0.2 1,400 0.17 ~ 0.24
10 380 0.10 ~ 0.2 570 0.25 ~ 0.3 570 0.15 ~ 0.2 320 0.15 ~ 0.2 1,600 0.2 ~ 0.55 2,500 0.2 ~ 0.55 1,000 0.2 ~ 0.25 1,120 0.2 ~ 0.28
12 320 0.12 ~ 0.24 480 0.3 ~ 0.36 480 0.18 ~ 0.24 280 0.18 ~ 0.24 1,350 0.24 ~ 0.66 2,100 0.24 ~ 0.66 850 0.24 ~ 0.3 950 0.24 ~ 0.34
13 370 0.26 ~ 0.36 440 0.32 ~ 0.4 440 0.2 ~ 0.26 250 0.2 ~ 0.26 1,250 0.25 ~ 0.72 2,000 0.25 ~ 0.72 780 0.26 ~ 0.32 880 0.26 ~ 0.36
14 340 0.28 ~ 0.39 410 0.35 ~ 0.45 410 0.21 ~ 0.3 225 0.21 ~ 0.3 1,140 0.27 ~ 0.74 1,850 0.27 ~ 0.74 730 0.26 ~ 0.34 820 0.27 ~ 0.39
15 320 0.29 ~ 0.4 380 0.36 ~ 0.48 380 0.22 ~ 0.31 210 0.22 ~ 0.31 1,060 0.29 ~ 0.8 1,700 0.29 ~ 0.8 680 0.26 ~ 0.36 760 0.28 ~ 0.42
16 300 0.3 ~ 0.43 355 0.37 ~ 0.5 355 0.23 ~ 0.32 200 0.23 ~ 0.32 1,000 0.3 ~ 0.83 1,600 0.3 ~ 0.83 640 0.27 ~ 0.37 720 0.29 ~ 0.43
17 280 0.31 ~ 0.45 335 0.38 ~ 0.52 335 0.24 ~ 0.34 185 0.24 ~ 0.34 940 0.31 ~ 0.88 1,500 0.31 ~ 0.88 600 0.28 ~ 0.39 675 0.3 ~ 0.46
18 265 0.32 ~ 0.47 320 0.39 ~ 0.54 320 0.25 ~ 0.36 175 0.25 ~ 0.36 885 0.32 ~ 0.94 1,450 0.32 ~ 0.94 570 0.29 ~ 0.41 640 0.32 ~ 0.49
19 250 0.33 ~ 0.48 300 0.4 ~ 0.55 300 0.25 ~ 0.38 170 0.25 ~ 0.38 840 0.34 ~ 0.97 1,350 0.34 ~ 0.97 540 0.3 ~ 0.43 600 0.33 ~ 0.51
20 240 0.34 ~ 0.5 285 0.4 ~ 0.56 285 0.26 ~ 0.4 160 0.26 ~ 0.4 800 0.36 ~ 1 1,300 0.36 ~ 1 510 0.3 ~ 0.44 570 0.34 ~ 0.52
22 215 0.36 ~ 0.54 260 0.42 ~ 0.61 260 0.28 ~ 0.44 145 0.28 ~ 0.44 730 0.39 ~ 1.08 1,200 0.39 ~ 1.08 460 0.32 ~ 0.48 520 0.37 ~ 0.57
24 200 0.38 ~ 0.57 240 0.43 ~ 0.65 240 0.3 ~ 0.48 135 0.3 ~ 0.48 670 0.41 ~ 1.15 1,100 0.41 ~ 1.15 420 0.33 ~ 0.52 480 0.39 ~ 0.61
26 185 0.4 ~ 0.6 220 0.44 ~ 0.7 220 0.32 ~ 0.52 120 0.32 ~ 0.52 620 0.44 ~ 1.22 1,000 0.44 ~ 1.22 390 0.34 ~ 0.56 450 0.41 ~ 0.66
28 170 0.41 ~ 0.63 200 0.45 ~ 0.74 200 0.34 ~ 0.56 115 0.34 ~ 0.56 570 0.46 ~ 1.29 930 0.46 ~ 1.29 360 0.35 ~ 0.59 410 0.43 ~ 0.71
30 160 0.42 ~ 0.66 190 0.45 ~ 0.78 190 0.36 ~ 0.6 105 0.36 ~ 0.6 530 0.48 ~ 1.35 870 0.48 ~ 1.35 340 0.36 ~ 0.63 380 0.45 ~ 0.75
32 150 0.43 ~ 0.7 180 0.45 ~ 0.82 180 0.37 ~ 0.64 100 0.37 ~ 0.64 500 0.5 ~ 1.42 820 0.5 ~ 1.42 320 0.38 ~ 0.67 360 0.47 ~ 0.8
40 120 0.44 ~ 0.76 140 0.48 ~ 0.88 140 0.4 ~ 0.7 80 0.4 ~ 0.7 400 0.6 ~ 1.4 650 0.6 ~ 1.4 250 0.4 ~ 0.8 280 0.48 ~ 1
50 95 0.45 ~ 0.8 115 0.5 ~ 0.9 115 0.45 ~ 0.75 60 0.45 ~ 0.75 320 0.7 ~ 1.6 500 0.7 ~ 1.6 200 0.45 ~ 1 230 0.5 ~ 1.2
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×0.9 ×0.8 ×0.8

213
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS EX-ゴールドドリル切削条件基準表
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution)
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce the drilling speed by 20% .
4. Step process should be used when drilling depth of the hole exceeds 3 times drill diameter for lathe / horizontal machine.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 油性切削油剤または希釈率20倍を超えるエマルションの時は、切削速度を20%下げて下さい。
4. 旋盤、横形機では3Dを超える場合、ステップ送りを行って下さい。
EX-GDS
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500~710N/㎜²
合金鋼ALLOY STEELSSCM・SCr
710~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS
調質鋼HARDENED STEELS 超耐熱鋼
Inconel® 718(38~43HRC)
鋳鉄CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSADC・AC
SKD61~900N/㎜²
SKD11900 ~1060N/㎜²
34 ~43HRC1060~1400N/㎜²
43 ~48HRC1400 ~1600N/㎜²
切削速度DRILLING SPEED 32~40m/min 22~30m/min 20 ~25m/min 10 ~16m/min 8 ~12m/min 10 ~15m/min 6 ~10m/min 6 ~8m/min 32~40m/min 63 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
1 11,500 0.03 ~ 0.05 8,000 0.03 ~
0.05 7,000 0.03 ~ 0.05 4,000 0.03 ~
0.05 3,200 0.03 ~ 0.05 3,800 0.01 ~
0.03 2,500 0.01 ~ 0.02 2,500 0.01 ~
0.02 10,000 0.04 ~ 0.06 20,000
0.06 ~ 0.09
2 5,700 0.06 ~ 0.09 4,000 0.06 ~
0.09 3,500 0.06 ~ 0.09 2,000 0.06 ~
0.09 1,600 0.06 ~ 0.09 1,900 0.02 ~
0.05 1,250 0.02 ~ 0.04 1,250 0.02 ~
0.04 5,700 0.08 ~ 0.11 10,000 0.12 ~
0.18
3 3,800 0.1 ~ 0.13 2,800 0.1 ~
0.13 2,400 0.1 ~ 0.13 1,350 0.1 ~
0.13 1,060 0.1 ~ 0.13 1,250 0.03 ~
0.08 850 0.03 ~ 0.06 850 0.03 ~
0.06 3,800 0.11 ~ 0.16 10,000 0.18 ~
0.26
4 2,900 0.11 ~ 0.15 2,100 0.11 ~
0.15 1,800 0.11 ~ 0.15 1,000 0.11 ~
0.15 800 0.11 ~ 0.15 960 0.04 ~
0.1 640 0.04 ~ 0.08 630 0.04 ~
0.08 2,900 0.13 ~ 0.19 7,500 0.24 ~
0.34
5 2,300 0.12 ~ 0.18 1,650 0.12 ~
0.18 1,400 0.12 ~ 0.18 800 0.12 ~
0.18 640 0.12 ~ 0.18 760 0.05 ~
0.13 510 0.05 ~ 0.1 500 0.05 ~
0.1 2,300 0.16 ~ 0.22 6,300 0.28 ~
0.4
6 1,900 0.13 ~ 0.19 1,400 0.13 ~
0.19 1,200 0.13 ~ 0.19 660 0.13 ~
0.19 530 0.13 ~ 0.19 640 0.06 ~
0.15 430 0.06 ~ 0.12 430 0.06 ~
0.12 1,900 0.19 ~ 0.26 5,000 0.34 ~
0.48
7 1,650 0.15 ~ 0.22 1,200 0.15 ~
0.22 1,050 0.15 ~ 0.22 570 0.15 ~
0.22 450 0.15 ~ 0.22 550 0.07 ~
0.18 360 0.07 ~ 0.14 360 0.07 ~
0.14 1,650 0.2 ~ 0.28 4,450 0.36 ~
0.5
8 1,400 0.17 ~ 0.24 1,050 0.17 ~
0.24 920 0.17 ~ 0.24 500 0.16 ~
0.24 400 0.17 ~ 0.24 480 0.08 ~
0.2 320 0.08 ~ 0.16 320 0.08 ~
0.16 1,450 0.21 ~ 0.31 4,000 0.38 ~
0.53
9 1,250 0.18 ~ 0.26 920 0.18 ~
0.26 810 0.18 ~ 0.26 440 0.18 ~
0.26 350 0.18 ~ 0.26 430 0.09 ~
0.23 280 0.09 ~ 0.18 280 0.09 ~
0.18 1,270 0.23 ~ 0.33 3,450 0.41 ~
0.58
10 1,150 0.2 ~ 0.28 830 0.2 ~
0.28 730 0.2 ~ 0.28 400 0.2 ~
0.28 320 0.2 ~ 0.28 380 0.1 ~
0.25 260 0.1 ~ 0.2 260 0.10 ~
0.2 1,150 0.25 ~ 0.35 3,150 0.45 ~
0.63
11 1,050 0.22 ~ 0.32 750 0.22 ~
0.32 670 0.22 ~ 0.32 360 0.22 ~
0.31 300 0.22 ~ 0.32 350 0.11 ~
0.28 230 0.11 ~ 0.22 230 0.11 ~
0.22 1,050 0.27 ~ 0.38 2,850 0.48 ~
0.69
12 950 0.24 ~ 0.34 690 0.24 ~
0.34 610 0.24 ~ 0.34 330 0.24 ~
0.34 270 0.24 ~ 0.34 320 0.12 ~
0.3 210 0.12 ~ 0.24 210 0.12 ~
0.24 960 0.3 ~ 0.42 2,650 0.53 ~
0.75
13 880 0.26 ~ 0.36 640 0.26 ~
0.36 560 0.26 ~ 0.36 300 0.26 ~
0.36 250 0.26 ~ 0.36 300 0.13 ~
0.32 200 0.13 ~ 0.26 200 0.13 ~
0.26 880 0.31 ~ 0.42 2,400 0.56 ~
0.79

214
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-ゴールドドリル切削条件基準表 EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-LS-GDS
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution)
3. When using non-water soluble oil or water-emulsifiable (over 20 times dilution), reduce the drilling speed by 20% .
4. Step process should be used when drilling depth of the hole exceeds 3 times drill diameter for lathe / horizontal machine.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 油性切削油剤または希釈率20倍を超えるエマルションの時は、切削速度を20%下げて下さい。
4. 旋盤、横形機では3Dを超える場合、ステップ送りを行って下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM・SCr
710 ~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物
ALUMINUM ALLOY CASTINGS ADC・AC
SKD61~900N/㎜²
SKD11900 ~1060N/㎜²
切削速度DRILLING SPEED 32~40m/min 22~30m/min 20 ~25m/min 10 ~16m/min 8 ~12m/min 32~40m/min 63 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2.5 4,600 0.04 ~ 0.08 3,300 0.04 ~
0.08 2,870 0.04 ~ 0.08 1,660 0.04 ~
0.08 1,270 0.03 ~ 0.07 4,600 0.04 ~
0.08 10,400 0.04 ~ 0.08
3.3 3,470 0.05 ~ 0.1 2,500 0.05 ~
0.1 2,170 0.05 ~ 0.1 1,260 0.05 ~
0.1 970 0.04 ~ 0.08 3,470 0.05 ~
0.1 7,870 0,05 ~ 0.1
4.2 2,730 0.06 ~ 0.12 1,970 0.06 ~
0.12 1,700 0.06 ~ 0.12 990 0.06 ~
0.12 760 0.05 ~ 0.1 2,730 0.06 ~
0.12 6,180 0.06 ~ 0.12
5 2,300 0.08 ~ 0.13 1,660 0.08 ~
0.13 1,430 0.08 ~ 0.13 830 0.08 ~
0.13 640 0.07 ~ 0.12 2,300 0.08 ~
0.13 5,190 0.08 ~ 0.13
6.8 1,690 0.11 ~ 0.15 1,220 0.11 ~
0.15 1,050 0.11 ~ 0.15 610 0.11 ~
0.15 470 0.09 ~ 0.13 1,690 0.11 ~
0.15 3,820 0.11 ~ 0.15
7 1,640 0.12 ~ 0.16 1,180 0.12 ~
0.16 1,020 0.12 ~ 0.16 590 0.12 ~
0.16 450 0.1 ~ 0.14 1,640 0.12 ~
0.16 3,710 0.12 ~ 0.16
8.5 1,350 0.15 ~ 0.19 970 0.15 ~
0.19 840 0.15 ~ 0.19 490 0.15 ~
0.19 380 0.13 ~ 0.17 1,350 0.15 ~
0.19 3,050 0.15 ~ 0.19
8.8 1,300 0.16 ~ 0.2 940 0.16 ~
0.2 810 0.16 ~ 0.2 470 0.16 ~
0.2 360 0.14 ~ 0.18 1,300 0.16 ~
0.2 2,950 0.16 ~ 0.2
10.3 1,110 0.18 ~ 0.22 800 0.18 ~
0.22 700 0.18 ~ 0.22 400 0.18 ~
0.22 310 0.16 ~ 0.2 1,110 0.18 ~
0.22 2,520 0.18 ~ 0.22
10.5 1,090 0.19 ~ 0.23 790 0.19 ~
0.23 690 0.19 ~ 0.23 390 0.19 ~
0.23 300 0.17 ~ 0.21 1,090 0.19 ~
0.23 2,470 0.19 ~ 0.23
10.8 1,060 0.2 ~ 0.24 770 0.2 ~
0.24 670 0.2 ~ 0.24 380 0.2 ~
0.24 290 0.18 ~ 0.22 1,060 0.2 ~
0.24 2,400 0.2 ~ 0.24

215
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS EX-ゴールドドリル切削条件基準表EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDN・EX-GDR・EX-MT-GDR
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution).
3. When using non-water soluble oil or water-emulsifiable fluid (over 10 times dilution), reduce the drilling speed by 20% .
4. Unless you are using milling chucks, pay careful attention to ensure that the drill is tightly clamped in order to minimize deflection.
5. For dril l ing depth>4D, reduce the dril l ing speed and feed rate appropriately.
6. For drill dia. <1.0mm, reduce the drilling speed by 20% .
1. この切削条件基準表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
4. ミーリングチャック以外をご使用の際は、締め付けを十分に行い、振れを抑えるよう充分留意下さい。
5. 穴深さが直径の4倍を超える場合は、上記切削条件より低目にご使用下さい。6. 直径1mm未満は切削速度(回転速度)を20%下げて下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM・SCr
710 ~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSADC・AC
SKD61~900N/㎜²
SKD11900~1060N/㎜²
切削速度DRILLING SPEED 32~40m/min 22~30m/min 20 ~25m/min 10 ~16m/min 8 ~12m/min 32~40m/min 63 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
0.5 17,800 0.01 ~ 0.015 12,700 0.01 ~
0.015 11,100 0.01 ~ 0.015 6,600 0.01 ~
0.015 5,100 0.01 ~ 0.015 17,800 0.01 ~
0.015 37,600 0.01 ~ 0.015
1 11,500 0.03 ~ 0.05 8,000 0.03 ~
0.05 7,000 0.03 ~ 0.05 3,800 0.03 ~
0.05 3,200 0.03 ~ 0.05 11,500 0.04 ~
0.06 20,000 0.06 ~ 0.09
2 5,700 0.06 ~ 0.09 4,000 0.06 ~
0.09 3,500 0.06 ~ 0.09 1,900 0.06 ~
0.09 1,600 0.06 ~ 0.09 5,700 0.08 ~
0.11 10,000 0.12 ~ 0.18
3 3,850 0.1 ~ 0.13 2,800 0.1 ~
0.13 2,400 0.1 ~ 0.13 1,320 0.1 ~
0.13 1,060 0.1 ~ 0.13 3,850 0.11 ~
0.16 10,000 0.2 ~ 0.28
4 2,900 0.11 ~ 0.15 2,100 0.11 ~
0.15 1,800 0.11 ~ 0.15 950 0.11 ~
0.15 800 0.11 ~ 0.15 2,900 0.13 ~
0.19 7,500 0.24 ~ 0.34
5 2,260 0.12 ~ 0.18 1,600 0.12 ~
0.18 1,400 0.12 ~ 0.18 750 0.12 ~
0.18 630 0.12 ~ 0.18 2,260 0.16 ~
0.22 6,300 0.28 ~ 0.4
6 1,900 0.13 ~ 0.19 1,320 0.13 ~
0.19 1,180 0.13 ~ 0.19 630 0.13 ~
0.19 530 0.13 ~ 0.19 1,900 0.19 ~
0.26 5,000 0.34 ~ 0.48
8 1,400 0.17 ~ 0.24 1,000 0.17 ~
0.24 900 0.17 ~ 0.24 480 0.17 ~
0.24 400 0.17 ~ 0.24 1,400 0.21 ~
0.3 4,000 0.38 ~ 0.53
10 1,120 0.2 ~ 0.28 800 0.2 ~
0.28 710 0.2 ~ 0.28 380 0.2 ~
0.28 320 0.2 ~ 0.28 1,120 0.25 ~
0.35 3,150 0.45 ~ 0.63
12 950 0.24 ~ 0.34 670 0.24 ~
0.34 600 0.24 ~ 0.34 320 0.24 ~
0.34 270 0.24 ~ 0.34 950 0.3 ~
0.42 2,650 0.53 ~ 0.75
13 880 0.26 ~ 0.36 610 0.26 ~
0.36 540 0.26 ~ 0.36 290 0.26 ~
0.36 240 0.26 ~ 0.36 880 0.31 ~
0.42 2,400 0.56 ~ 0.79
14 820 0.28 ~ 0.39 570 0.28 ~
0.39 500 0.28 ~ 0.39 270 0.28 ~
0.39 230 0.28 ~ 0.39 820 0.32 ~
0.44 2,250 0.57 ~ 0.81
16 720 0.3 ~ 0.43 500 0.3 ~
0.43 440 0.3 ~ 0.43 240 0.3 ~
0.43 200 0.3 ~ 0.43 720 0.34 ~
0.46 1,950 0.61 ~ 0.85
18 640 0.34 ~ 0.49 440 0.34 ~
0.49 390 0.34 ~ 0.49 210 0.34 ~
0.49 180 0.34 ~ 0.49 640 0.36 ~
0.5 1,750 0.63 ~ 0.9
20 570 0.36 ~ 0.5 400 0.36 ~
0.5 350 0.36 ~ 0.5 190 0.36 ~
0.5 160 0.36 ~ 0.5 570 0.4 ~
0.56 1,550 0.68 ~ 0.98
22 520 0.4 ~ 0.55 360 0.4 ~
0.55 320 0.4 ~ 0.55 170 0.4 ~
0.55 150 0.4 ~ 0.55 520 0.42 ~
0.59 1,400 0.73 ~ 1.06
24 480 0.41 ~ 0.6 330 0.41 ~
0.6 290 0.41 ~ 0.6 160 0.41 ~
0.6 135 0.41 ~ 0.6 480 0.46 ~
0.65 1,300 0.77 ~ 1.13
26 440 0.42 ~ 0.65 310 0.42 ~
0.65 270 0.42 ~ 0.65 150 0.42 ~
0.65 120 0.42 ~ 0.65 440 0.47 ~
0.68 1,200 0.81 ~ 1.2
28 410 0.45 ~ 0.7 290 0.45 ~
0.7 250 0.45 ~ 0.7 140 0.45 ~
0.7 110 0.45 ~ 0.7 410 0.5 ~
0.73 1,100 0.84 ~ 1.26
30 380 0.48 ~ 0.75 270 0.48 ~
0.75 230 0.48 ~ 0.75 130 0.48 ~
0.75 105 0.48 ~ 0.75 380 0.54 ~
0.78 1,000 0.87 ~ 1.32
32 360 0.51 ~ 0.8 250 0.51 ~
0.8 220 0.51 ~ 0.8 120 0.51 ~
0.8 100 0.51 ~ 0.8 360 0.58 ~
0.83 950 0.9 ~ 1.38
40 285 0.6 ~ 0.95 200 0.6 ~
0.95 175 0.6 ~ 0.95 95 0.6 ~
0.95 80 0.6 ~ 0.9 290 0.7 ~
1 750 1 ~ 1.6
50 230 0.75 ~ 1.2 160 0.75 ~
1.2 140 0.75 ~ 1.2 75 0.75 ~
1.2 65 0.75 ~ 1.1 230 0.85 ~
1.3 600 1 ~ 2

216
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-ゴールドドリル切削条件基準表 EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
EX-GOLD DRILLS
EX-
ゴールドドリル
EX-GDXL
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution)
3. When using non-water soluble oil or water-emulsifiable fluid (over 20 times dilution), reduce the drilling speed by 20%.
4. When you perform step process by lathe/horizontal machine, please pull back the drill to the month of a hole.
5. When you perform step process, please set the amount of steps about to 0.5D ~3D.
1. この切削条件基準表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または20倍を超えるエマルションの時は切削速度を20%下げて下さい。
4. 旋盤、横形機でステップ送りを行なう場合、穴の口元まで戻して下さい。5. ステップ送りを行なう場合、ステップ量(一回の送り量)は0.5 ~3D程度に設定下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS45C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM
710 ~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC4C・ADC
SKD61 ~900N/㎜²~28HRC
SKD11~1060N/㎜²28 ~34HRC
切削速度DRILLING SPEED 16 ~24m/min 20 ~25m/min 12~16m/min 10 ~20m/min 6 ~10m/min 20 ~30m/min 20 ~35m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 3,200 0.03 ~ 0.07 3,600 0.03 ~
0.07 2,200 0.03 ~ 0.07 2,400 0.03 ~
0.07 1,270 0.02 ~ 0.05 4,000 0.02 ~
0.05 4,400 0.03 ~ 0.07
3 2,100 0.05 ~ 0.1 2,400 0.05 ~
0.1 1,500 0.05 ~ 0.1 1,700 0.05 ~
0.1 850 0.04 ~ 0.07 2,700 0.04 ~
0.07 3,000 0.05 ~ 0.1
4 1,600 0.06 ~ 0.12 1,800 0.06 ~
0.12 1,100 0.06 ~ 0.12 1,270 0.06 ~
0.12 640 0.05 ~ 0.09 2,000 0.05 ~
0.09 2,200 0.06 ~ 0.12
5 1,250 0.08 ~ 0.13 1,450 0.08 ~
0.13 900 0.08 ~ 0.13 1,000 0.08 ~
0.13 510 0.07 ~ 0.1 1,600 0.07 ~
0.1 1,800 0.08 ~ 0.13
6 1,050 0.1 ~ 0.14 1,200 0.1 ~
0.14 750 0.1 ~ 0.14 850 0.1 ~
0.14 420 0.09 ~ 0.12 1,350 0.09 ~
0.12 1,500 0.1 ~ 0.14
7 900 0.12 ~ 0.16 1,000 0.12 ~
0.16 640 0.12 ~ 0.16 730 0.12 ~
0.16 360 0.1 ~ 0.14 1,150 0.1 ~
0.14 1,300 0.12 ~ 0.16
8 800 0.14 ~ 0.18 900 0.14 ~
0.18 560 0.14 ~ 0.18 640 0.14 ~
0.18 320 0.12 ~ 0.16 1,000 0.12 ~
0.16 1,100 0.14 ~ 0.18
9 700 0.16 ~ 0.2 800 0.16 ~
0.2 500 0.16 ~ 0.2 570 0.16 ~
0.2 280 0.13 ~ 0.18 900 0.13 ~
0.18 1,000 0.16 ~ 0.2
10 640 0.18 ~ 0.22 720 0.18 ~
0.22 450 0.18 ~ 0.22 510 0.18 ~
0.22 260 0.14 ~ 0.2 800 0.14 ~
0.2 900 0.18 ~ 0.22
11 580 0.2 ~ 0.24 650 0.2 ~
0.24 400 0.2 ~ 0.24 460 0.2 ~
0.24 230 0.15 ~ 0.22 750 0.15 ~
0.22 800 0.2 ~ 0.24
12 530 0.22 ~ 0.26 600 0.22 ~
0.26 370 0.22 ~ 0.26 430 0.22 ~
0.26 210 0.17 ~ 0.24 660 0.17 ~
0.24 750 0.22 ~ 0.26
13 490 0.24 ~ 0.28 550 0.24 ~
0.28 340 0.24 ~ 0.28 390 0.24 ~
0.28 200 0.2 ~ 0.26 610 0.2 ~
0.26 700 0.24 ~ 0.28

217
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
VP-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS VP-ゴールドドリル切削条件基準表VP-GOLD DRILLS
VP-
ゴールドドリル
VP-HO-GDS
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable fluid (over 10 times dilution), reduce the drilling speed by 20% .
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500~710N/㎜²
合金鋼ALLOY STEELSSCM
710~900N/㎜²
ステンレス鋼STAINLESS STEELSSUS300系・400系
SUS300・400type
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 調質鋼
HARDENED STEELS34 ~43HRC1060 ~1400N/㎜²
鋳鉄CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC4C・ADC
SKD61~28HRC ~900N/㎜²
SKD11~34HRC
900 ~1060N/㎜²
切削速度DRILLING SPEED 36 ~80m/min 25 ~50m/min 25 ~36m/min 18 ~25m/min 12~22m/min 10 ~16m/min 9 ~13m/min 36 ~63m/min 70 ~140m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
6 3,000 0.13 ~ 0.19 1,900 0.13 ~
0.19 1,500 0.13 ~ 0.19 1,100 0.13 ~
0.19 850 0.13 ~ 0.19 660 0.13 ~
0.19 630 0.08 ~ 0.15 2,500 0.19 ~
0.26 5,300 0.34 ~ 0.48
8 2,300 0.17 ~ 0.24 1,400 0.17 ~
0.24 1,100 0.17 ~ 0.24 830 0.17 ~
0.24 640 0.17 ~ 0.24 450 0.17 ~
0.24 470 0.13 ~ 0.2 1,900 0.21 ~
0.3 4,000 0.38 ~ 0.53
10 1,800 0.2 ~ 0.28 1,100 0.2 ~
0.28 950 0.2 ~ 0.28 660 0.2 ~
0.28 500 0.2 ~ 0.28 400 0.2 ~
0.28 380 0.16 ~ 0.24 1,500 0.25 ~
0.36 3,200 0.45 ~ 0.63
12 1,500 0.24 ~ 0.34 950 0.24 ~
0.34 800 0.24 ~ 0.34 550 0.24 ~
0.34 420 0.24 ~ 0.34 330 0.24 ~
0.34 320 0.19 ~ 0.28 1,250 0.3 ~
0.42 2,700 0.53 ~ 0.75
13 1,400 0.26 ~ 0.36 900 0.26 ~
0.36 750 0.26 ~ 0.36 510 0.26 ~
0.36 400 0.26 ~ 0.36 300 0.26 ~
0.36 290 0.2 ~ 0.3 1,200 0.31 ~
0.42 2,500 0.56 ~ 0.79
14 1,350 0.28 ~ 0.39 820 0.28 ~
0.39 700 0.28 ~ 0.39 470 0.28 ~
0.39 360 0.28 ~ 0.39 280 0.28 ~
0.39 270 0.2 ~ 0.32 1,100 0.32 ~
0.44 2,300 0.57 ~ 0.81
16 1,200 0.3 ~ 0.43 720 0.3 ~
0.43 600 0.3 ~ 0.43 420 0.3 ~
0.43 320 0.3 ~ 0.43 250 0.3 ~
0.43 240 0.22 ~ 0.32 1,000 0.34 ~
0.46 2,000 0.61 ~ 0.85
18 1,100 0.34 ~ 0.49 650 0.34 ~
0.49 550 0.34 ~ 0.49 370 0.34 ~
0.49 280 0.34 ~ 0.49 220 0.34 ~
0.49 210 0.24 ~ 0.4 900 0.36 ~
0.5 1,800 0.63 ~ 0.9
20 950 0.36 ~ 0.5 580 0.36 ~
0.5 480 0.36 ~ 0.5 330 0.36 ~
0.5 260 0.36 ~ 0.5 200 0.36 ~
0.5 190 0.27 ~ 0.45 800 0.4 ~
0.56 1,600 0.68 ~ 0.98
22 850 0.4 ~ 0.55 520 0.4 ~
0.55 450 0.4 ~ 0.55 300 0.4 ~
0.55 230 0.4 ~ 0.55 180 0.4 ~
0.55 170 0.28 ~ 0.48 700 0.42 ~
0.59 1,500 0.73 ~ 1.06
24 800 0.41 ~ 0.6 480 0.41 ~
0.6 400 0.41 ~ 0.6 280 0.41 ~
0.6 210 0.41 ~ 0.6 170 0.41 ~
0.6 160 0.29 ~ 0.52 650 0.46 ~
0.65 1,350 0.77 ~ 1.13
26 750 0.42 ~ 0.65 450 0.42 ~
0.65 370 0.42 ~ 0.65 250 0.42 ~
0.65 200 0.42 ~ 0.65 150 0.42 ~
0.65 150 0.3 ~ 0.56 600 0.47 ~
0.68 1,250 0.81 ~ 1.2

218
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
VP-GOLD DRILLS
VP-
ゴールドドリル
VP-ゴールドドリル切削条件基準表 VP-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
VP-HO-GDR
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3. When using non-water soluble oil or water-emulsifiable fluid (over 10 times dilution), reduce the drilling speed by 20% .
4. The step process should be used when the drilling depth exceeds 4 times the drill diameter. (Using the table below)
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率20倍以下の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
4. 穴深さが直径の4倍を超える場合にはステップ送りを行い、下表のように切削速度を設定して下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS50C
500~710N/㎜²
合金鋼ALLOY STEELSSCM
710~900N/㎜²
ステンレス鋼STAINLESS STEELSSUS300系・400系
SUS300・400type
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 調質鋼
HARDENED STEELS34 ~43HRC1060 ~1400N/㎜²
鋳鉄CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC4C・ADC
SKD61~28HRC ~900N/㎜²
SKD11~34HRC
900 ~1060N/㎜²
切削速度DRILLING SPEED 36 ~80m/min 25 ~50m/min 25 ~36m/min 18 ~25m/min 12~22m/min 10 ~16m/min 9 ~13m/min 36 ~63m/min 70 ~140m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
6 3,000 0.13 ~ 0.19 1,900 0.13 ~
0.19 1,500 0.13 ~ 0.19 1,100 0.13 ~
0.19 850 0.13 ~ 0.19 660 0.13 ~
0.19 630 0.08 ~ 0.15 2,500 0.19 ~
0.26 5,300 0.34 ~ 0.48
8 2,300 0.17 ~ 0.24 1,400 0.17 ~
0.24 1,100 0.17 ~ 0.24 830 0.17 ~
0.24 640 0.17 ~ 0.24 450 0.17 ~
0.24 470 0.13 ~ 0.2 1,900 0.21 ~
0.3 4,000 0.38 ~ 0.53
10 1,800 0.2 ~ 0.28 1,100 0.2 ~
0.28 950 0.2 ~ 0.28 660 0.2 ~
0.28 500 0.2 ~ 0.28 400 0.2 ~
0.28 380 0.16 ~ 0.24 1,500 0.25 ~
0.36 3,200 0.45 ~ 0.63
12 1,500 0.24 ~ 0.34 950 0.24 ~
0.34 800 0.24 ~ 0.34 550 0.24 ~
0.34 420 0.24 ~ 0.34 330 0.24 ~
0.34 320 0.19 ~ 0.28 1,250 0.3 ~
0.42 2,700 0.53 ~ 0.75
13 1,400 0.26 ~ 0.36 900 0.26 ~
0.36 750 0.26 ~ 0.36 510 0.26 ~
0.36 400 0.26 ~ 0.36 300 0.26 ~
0.36 290 0.2 ~ 0.3 1,200 0.31 ~
0.42 2,500 0.56 ~ 0.79
14 1,350 0.28 ~ 0.39 820 0.28 ~
0.39 700 0.28 ~ 0.39 470 0.28 ~
0.39 360 0.28 ~ 0.39 280 0.28 ~
0.39 270 0.2 ~ 0.32 1,100 0.32 ~
0.44 2,300 0.57 ~ 0.81
16 1,200 0.3 ~ 0.43 720 0.3 ~
0.43 600 0.3 ~ 0.43 420 0.3 ~
0.43 320 0.3 ~ 0.43 250 0.3 ~
0.43 240 0.22 ~ 0.32 1,000 0.34 ~
0.46 2,000 0.61 ~ 0.85
18 1,100 0.34 ~ 0.49 650 0.34 ~
0.49 550 0.34 ~ 0.49 370 0.34 ~
0.49 280 0.34 ~ 0.49 220 0.34 ~
0.49 210 0.24 ~ 0.4 900 0.36 ~
0.5 1,800 0.63 ~ 0.9
20 950 0.36 ~ 0.5 580 0.36 ~
0.5 480 0.36 ~ 0.5 330 0.36 ~
0.5 260 0.36 ~ 0.5 200 0.36 ~
0.5 190 0.27 ~ 0.45 800 0.4 ~
0.56 1,600 0.68 ~ 0.98
22 850 0.4 ~ 0.55 520 0.4 ~
0.55 450 0.4 ~ 0.55 300 0.4 ~
0.55 230 0.4 ~ 0.55 180 0.4 ~
0.55 170 0.28 ~ 0.48 700 0.42 ~
0.59 1,500 0.73 ~ 1.06
24 800 0.41 ~ 0.6 480 0.41 ~
0.6 400 0.41 ~ 0.6 280 0.41 ~
0.6 210 0.41 ~ 0.6 170 0.41 ~
0.6 160 0.29 ~ 0.52 650 0.46 ~
0.65 1,350 0.77 ~ 1.13
26 750 0.42 ~ 0.65 450 0.42 ~
0.65 370 0.42 ~ 0.65 250 0.42 ~
0.65 200 0.42 ~ 0.65 150 0.42 ~
0.65 150 0.3 ~ 0.56 600 0.47 ~
0.68 1,250 0.81 ~ 1.2
28 700 0.45 ~ 0.7 410 0.45 ~
0.7 350 0.45 ~ 0.7 240 0.45 ~
0.7 180 0.45 ~ 0.7 140 0.45 ~
0.7 140 0.31 ~ 0.59 550 0.5 ~
0.73 1,150 0.84 ~ 1.26
30 650 0.48 ~ 0.75 400 0.48 ~
0.75 320 0.48 ~ 0.75 220 0.48 ~
0.75 170 0.48 ~ 0.75 130 0.48 ~
0.75 130 0.32 ~ 0.63 500 0.54 ~
0.78 1,100 0.87 ~ 1.32
32 600 0.51 ~ 0.8 360 0.51 ~
0.8 300 0.51 ~ 0.8 200 0.51 ~
0.8 160 0.51 ~ 0.8 120 0.51 ~
0.8 120 0.32 ~ 0.67 480 0.58 ~
0.83 1,000 0.9 ~ 1.38
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
6D以下≦6D
切削速度抑制係数Coefficient for reducing speed ×1 ×0.9 ×0.8
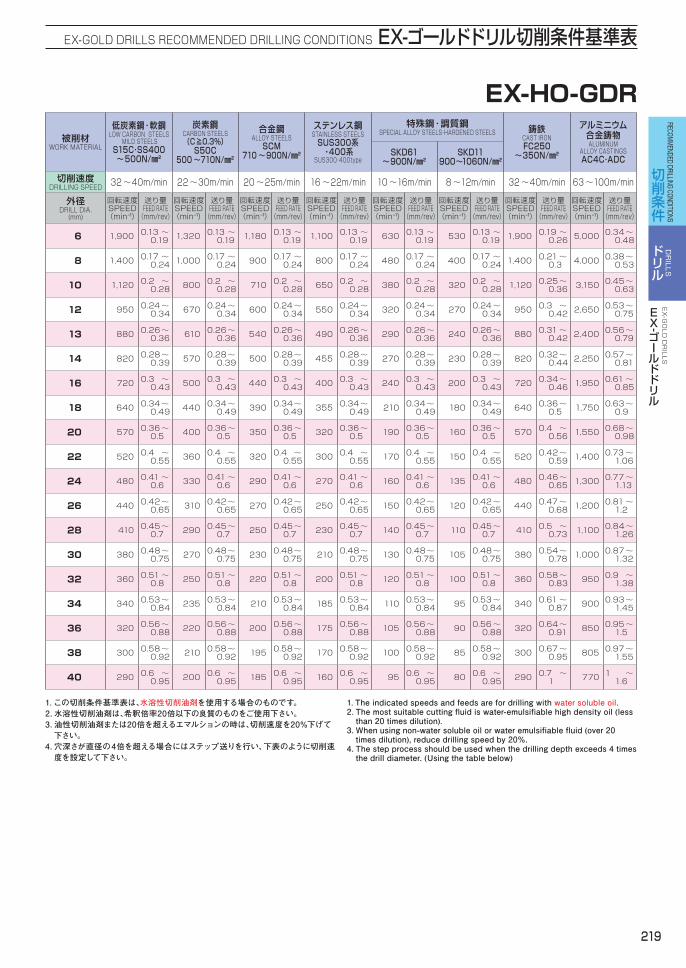
219
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
EX-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS EX-ゴールドドリル切削条件基準表EX-GOLD DRILLS
EX-
ゴールドドリル
EX-HO-GDR
1.The indicated speeds and feeds are for drilling with water soluble oil.2.The most suitable cutting fluid is water-emulsifiable high density oil (less than 20 times dilution).
3.When using non-water soluble oil or water emulsifiable fluid (over 20 times dilution), reduce drilling speed by 20%.
4. The step process should be used when the drilling depth exceeds 4 times the drill diameter. (Using the table below)
1.この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2.水溶性切削油剤は、希釈倍率20倍以下の良質のものをご使用下さい。3.油性切削油剤または20倍を超えるエマルションの時は、切削速度を20%下げて下さい。
4. 穴深さが直径の4倍を超える場合にはステップ送りを行い、下表のように切削速度を設定して下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELS(C≧0.3%)S50C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM
710 ~900N/㎜²
ステンレス鋼STAINLESS STEELSSUS300系・400系
SUS300・400type
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC4C・ADC
SKD61~900N/㎜²
SKD11900~1060N/㎜²
切削速度DRILLING SPEED 32~40m/min 22~30m/min 20 ~25m/min 16 ~22m/min 10 ~16m/min 8 ~12m/min 32~40m/min 63 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
6 1,900 0.13 ~ 0.19 1,320 0.13 ~
0.19 1,180 0.13 ~ 0.19 1,100 0.13 ~
0.19 630 0.13 ~ 0.19 530 0.13 ~
0.19 1,900 0.19 ~ 0.26 5,000 0.34 ~
0.48
8 1,400 0.17 ~ 0.24 1,000 0.17 ~
0.24 900 0.17 ~ 0.24 800 0.17 ~
0.24 480 0.17 ~ 0.24 400 0.17 ~
0.24 1,400 0.21 ~ 0.3 4,000 0.38 ~
0.53
10 1,120 0.2 ~ 0.28 800 0.2 ~
0.28 710 0.2 ~ 0.28 650 0.2 ~
0.28 380 0.2 ~ 0.28 320 0.2 ~
0.28 1,120 0.25 ~ 0.36 3,150 0.45 ~
0.63
12 950 0.24 ~ 0.34 670 0.24 ~
0.34 600 0.24 ~ 0.34 550 0.24 ~
0.34 320 0.24 ~ 0.34 270 0.24 ~
0.34 950 0.3 ~ 0.42 2,650 0.53 ~
0.75
13 880 0.26 ~ 0.36 610 0.26 ~
0.36 540 0.26 ~ 0.36 490 0.26 ~
0.36 290 0.26 ~ 0.36 240 0.26 ~
0.36 880 0.31 ~ 0.42 2,400 0.56 ~
0.79
14 820 0.28 ~ 0.39 570 0.28 ~
0.39 500 0.28 ~ 0.39 455 0.28 ~
0.39 270 0.28 ~ 0.39 230 0.28 ~
0.39 820 0.32 ~ 0.44 2,250 0.57 ~
0.81
16 720 0.3 ~ 0.43 500 0.3 ~
0.43 440 0.3 ~ 0.43 400 0.3 ~
0.43 240 0.3 ~ 0.43 200 0.3 ~
0.43 720 0.34 ~ 0.46 1,950 0.61 ~
0.85
18 640 0.34 ~ 0.49 440 0.34 ~
0.49 390 0.34 ~ 0.49 355 0.34 ~
0.49 210 0.34 ~ 0.49 180 0.34 ~
0.49 640 0.36 ~ 0.5 1,750 0.63 ~
0.9
20 570 0.36 ~ 0.5 400 0.36 ~
0.5 350 0.36 ~ 0.5 320 0.36 ~
0.5 190 0.36 ~ 0.5 160 0.36 ~
0.5 570 0.4 ~ 0.56 1,550 0.68 ~
0.98
22 520 0.4 ~ 0.55 360 0.4 ~
0.55 320 0.4 ~ 0.55 300 0.4 ~
0.55 170 0.4 ~ 0.55 150 0.4 ~
0.55 520 0.42 ~ 0.59 1,400 0.73 ~
1.06
24 480 0.41 ~ 0.6 330 0.41 ~
0.6 290 0.41 ~ 0.6 270 0.41 ~
0.6 160 0.41 ~ 0.6 135 0.41 ~
0.6 480 0.46 ~ 0.65 1,300 0.77 ~
1.13
26 440 0.42 ~ 0.65 310 0.42 ~
0.65 270 0.42 ~ 0.65 250 0.42 ~
0.65 150 0.42 ~ 0.65 120 0.42 ~
0.65 440 0.47 ~ 0.68 1,200 0.81 ~
1.2
28 410 0.45 ~ 0.7 290 0.45 ~
0.7 250 0.45 ~ 0.7 230 0.45 ~
0.7 140 0.45 ~ 0.7 110 0.45 ~
0.7 410 0.5 ~ 0.73 1,100 0.84 ~
1.26
30 380 0.48 ~ 0.75 270 0.48 ~
0.75 230 0.48 ~ 0.75 210 0.48 ~
0.75 130 0.48 ~ 0.75 105 0.48 ~
0.75 380 0.54 ~ 0.78 1,000 0.87 ~
1.32
32 360 0.51 ~ 0.8 250 0.51 ~
0.8 220 0.51 ~ 0.8 200 0.51 ~
0.8 120 0.51 ~ 0.8 100 0.51 ~
0.8 360 0.58 ~ 0.83 950 0.9 ~
1.38
34 340 0.53 ~ 0.84 235 0.53 ~
0.84 210 0.53 ~ 0.84 185 0.53 ~
0.84 110 0.53 ~ 0.84 95 0.53 ~
0.84 340 0.61 ~ 0.87 900 0.93 ~
1.45
36 320 0.56 ~ 0.88 220 0.56 ~
0.88 200 0.56 ~ 0.88 175 0.56 ~
0.88 105 0.56 ~ 0.88 90 0.56 ~
0.88 320 0.64 ~ 0.91 850 0.95 ~
1.5
38 300 0.58 ~ 0.92 210 0.58 ~
0.92 195 0.58 ~ 0.92 170 0.58 ~
0.92 100 0.58 ~ 0.92 85 0.58 ~
0.92 300 0.67 ~ 0.95 805 0.97 ~
1.55
40 290 0.6 ~ 0.95 200 0.6 ~
0.95 185 0.6 ~ 0.95 160 0.6 ~
0.95 95 0.6 ~ 0.95 80 0.6 ~
0.95 290 0.7 ~ 1 770 1 ~
1.6

220
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
V-GOLD DRILLS
V-
ゴールドドリル
V-ゴールドドリル切削条件基準表 V-GOLD DRILLS RECOMMENDED DRILLING CONDITIONS
V-MT-GDN
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable, high density oil (less than 10 times dilution).
3. When using non-water soluble oil or water-emulsifiable fluid (over 10 times dilution), reduce the drilling speed by 20% .
4. For drilling depth > 4D, reduce the drilling speed (using the table below).5. The step process should be used when the drilling depth exceeds 3 times the drill diameter for lathe / horizontal machines and 4 times the drill diameter for vertical machines.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率10倍以下の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は、切削速度を20%下げて下さい。
4. 穴深さが直径の4倍を超える場合は、下表のように切削速度を設定して下さい。5. 旋盤、横形機で穴深さが直径の3倍を超える場合、立形機で穴深さが直径の4倍を超える場合には、ステップ送りを行って下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/㎜²
炭素鋼CARBON STEELSS45C
500 ~710N/㎜²
合金鋼ALLOY STEELSSCM
710 ~900N/㎜²
特殊鋼・調質鋼SPECIAL ALLOY STEELS・HARDENED STEELS 鋳鉄
CAST IRONFC250
~350N/㎜²
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC・ADC
SKD61~900N/㎜²
SKD11900 ~1060N/㎜²
切削速度DRILLING SPEED 32~45m/min 25 ~32m/min 22~28m/min 10 ~18m/min 8 ~12m/min 32~40m/min 70 ~120m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
6 2,000 0.13 ~ 0.19 1,600 0.13 ~
0.19 1,300 0.13 ~ 0.19 800 0.13 ~
0.19 530 0.13 ~ 0.19 1,900 0.19 ~
0.26 5,300 0.34 ~ 0.48
8 1,500 0.17 ~ 0.24 1,200 0.17 ~
0.24 1,000 0.17 ~ 0.24 600 0.17 ~
0.24 400 0.17 ~ 0.24 1,450 0.21 ~
0.3 4,000 0.38 ~ 0.53
10 1,200 0.2 ~ 0.28 950 0.2 ~
0.28 800 0.2 ~ 0.28 480 0.2 ~
0.28 320 0.2 ~ 0.28 1,150 0.25 ~
0.36 3,200 0.45 ~ 0.63
12 1,000 0.24 ~ 0.34 800 0.24 ~
0.34 660 0.24 ~ 0.34 400 0.24 ~
0.34 270 0.24 ~ 0.34 960 0.3 ~
0.42 2,650 0.53 ~ 0.75
13 950 0.26 ~ 0.36 740 0.26 ~
0.36 610 0.26 ~ 0.36 370 0.26 ~
0.36 250 0.26 ~ 0.36 880 0.31 ~
0.42 2,450 0.56 ~ 0.79
14 880 0.28 ~ 0.39 680 0.28 ~
0.39 570 0.28 ~ 0.39 340 0.28 ~
0.39 230 0.28 ~ 0.39 820 0.32 ~
0.44 2,280 0.57 ~ 0.81
16 770 0.3 ~ 0.43 600 0.3 ~
0.43 500 0.3 ~ 0.43 300 0.3 ~
0.43 200 0.3 ~ 0.43 720 0.34 ~
0.46 2,000 0.61 ~ 0.85
18 680 0.34 ~ 0.49 530 0.34 ~
0.49 440 0.34 ~ 0.49 270 0.34 ~
0.49 180 0.34 ~ 0.49 640 0.36 ~
0.5 1,800 0.63 ~ 0.9
20 610 0.36 ~ 0.5 480 0.36 ~
0.5 400 0.36 ~ 0.5 240 0.36 ~
0.5 160 0.36 ~ 0.5 570 0.4 ~
0.56 1,600 0.68 ~ 0.98
22 560 0.4 ~ 0.55 430 0.4 ~
0.55 360 0.4 ~ 0.55 220 0.4 ~
0.55 150 0.4 ~ 0.55 520 0.42 ~
0.59 1,500 0.73 ~ 1.06
24 510 0.41 ~ 0.6 400 0.41 ~
0.6 330 0.41 ~ 0.6 200 0.41 ~
0.6 130 0.41 ~ 0.6 480 0.46 ~
0.65 1,350 0.77 ~ 1.13
26 470 0.42 ~ 0.65 370 0.42 ~
0.65 310 0.42 ~ 0.65 180 0.42 ~
0.65 120 0.42 ~ 0.65 440 0.47 ~
0.68 1,200 0.81 ~ 1.2
28 440 0.45 ~ 0.7 340 0.45 ~
0.7 280 0.45 ~ 0.7 170 0.45 ~
0.7 110 0.45 ~ 0.7 410 0.5 ~
0.73 1,150 0.84 ~ 1.26
30 410 0.48 ~ 0.75 320 0.48 ~
0.75 270 0.48 ~ 0.75 160 0.48 ~
0.75 105 0.48 ~ 0.75 380 0.54 ~
0.78 1,050 0.87 ~ 1.32
32 380 0.51 ~ 0.8 300 0.51 ~
0.8 250 0.51 ~ 0.8 150 0.51 ~
0.8 100 0.51 ~ 0.8 360 0.58 ~
0.83 1,000 0.9 ~ 1.38
D:drill dia
穴深さ(Dは外径)Drilling depth
4D以下≦4D
5D以下≦5D
切削速度抑制係数Coefficient for reducing speed ×1 ×0.9
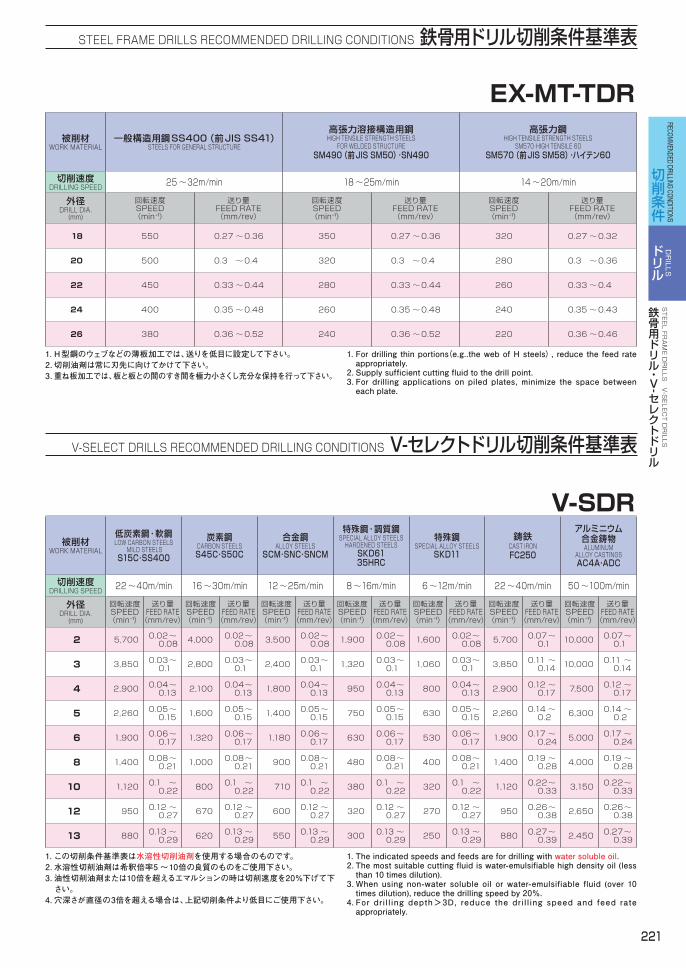
221
DRILLS
ドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
STEEL FR
AME DRILLS
V-SELECT DRILLS
鉄骨用ドリル・V-
セレクトドリル
V-SELECT DRILLS RECOMMENDED DRILLING CONDITIONS V-セレクトドリル切削条件基準表
STEEL FRAME DRILLS RECOMMENDED DRILLING CONDITIONS 鉄骨用ドリル切削条件基準表
EX-MT-TDR
V-SDR
1. The indicated speeds and feeds are for drilling with water soluble oil.2. The most suitable cutting fluid is water-emulsifiable high density oil (less than 10 times dilution).
3. When using non-water soluble oil or water-emulsifiable fluid (over 10 times dilution), reduce the drilling speed by 20%.
4. For dril l ing depth>3D, reduce the dril l ing speed and feed rate appropriately.
1. この切削条件基準表は水溶性切削油剤を使用する場合のものです。2. 水溶性切削油剤は希釈倍率5 ~10倍の良質のものをご使用下さい。3. 油性切削油剤または10倍を超えるエマルションの時は切削速度を20%下げて下さい。
4. 穴深さが直径の3倍を超える場合は、上記切削条件より低目にご使用下さい。
1. For drilling thin portions(e.g..the web of H steels), reduce the feed rate appropriately.
2. Supply sufficient cutting fluid to the drill point.3. For drilling applications on piled plates, minimize the space between each plate.
1. H型鋼のウェブなどの薄板加工では、送りを低目に設定して下さい。2. 切削油剤は常に刃先に向けてかけて下さい。3. 重ね板加工では、板と板との間のすき間を極力小さくし充分な保持を行って下さい。
被削材WORK MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400
炭素鋼CARBON STEELSS45C・S50C
合金鋼ALLOY STEELS
SCM・SNC・SNCM
特殊鋼・調質鋼SPECIAL ALLOY STEELS HARDENED STEELSSKD6135HRC
特殊鋼SPECIAL ALLOY STEELS
SKD11
鋳鉄CAST IRONFC250
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSAC4A・ADC
切削速度DRILLING SPEED 22~40m/min 16 ~30m/min 12~25m/min 8 ~16m/min 6 ~12m/min 22~40m/min 50 ~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
2 5,700 0.02 ~ 0.08 4,000 0.02 ~
0.08 3,500 0.02 ~ 0.08 1,900 0.02 ~
0.08 1,600 0.02 ~ 0.08 5,700 0.07 ~
0.1 10,000 0.07 ~ 0.1
3 3,850 0.03 ~ 0.1 2,800 0.03 ~
0.1 2,400 0.03 ~ 0.1 1,320 0.03 ~
0.1 1,060 0.03 ~ 0.1 3,850 0.11 ~
0.14 10,000 0.11 ~ 0.14
4 2,900 0.04 ~ 0.13 2,100 0.04 ~
0.13 1,800 0.04 ~ 0.13 950 0.04 ~
0.13 800 0.04 ~ 0.13 2,900 0.12 ~
0.17 7,500 0.12 ~ 0.17
5 2,260 0.05 ~ 0.15 1,600 0.05 ~
0.15 1,400 0.05 ~ 0.15 750 0.05 ~
0.15 630 0.05 ~ 0.15 2,260 0.14 ~
0.2 6,300 0.14 ~ 0.2
6 1,900 0.06 ~ 0.17 1,320 0.06 ~
0.17 1,180 0.06 ~ 0.17 630 0.06 ~
0.17 530 0.06 ~ 0.17 1,900 0.17 ~
0.24 5,000 0.17 ~ 0.24
8 1,400 0.08 ~ 0.21 1,000 0.08 ~
0.21 900 0.08 ~ 0.21 480 0.08 ~
0.21 400 0.08 ~ 0.21 1,400 0.19 ~
0.28 4,000 0.19 ~ 0.28
10 1,120 0.1 ~ 0.22 800 0.1 ~
0.22 710 0.1 ~ 0.22 380 0.1 ~
0.22 320 0.1 ~ 0.22 1,120 0.22 ~
0.33 3,150 0.22 ~ 0.33
12 950 0.12 ~ 0.27 670 0.12 ~
0.27 600 0.12 ~ 0.27 320 0.12 ~
0.27 270 0.12 ~ 0.27 950 0.26 ~
0.38 2,650 0.26 ~ 0.38
13 880 0.13 ~ 0.29 620 0.13 ~
0.29 550 0.13 ~ 0.29 300 0.13 ~
0.29 250 0.13 ~ 0.29 880 0.27 ~
0.39 2,450 0.27 ~ 0.39
被削材WORK MATERIAL
一般構造用鋼SS400 (前JIS SS41)STEELS FOR GENERAL STRUCTURE
高張力溶接構造用鋼HIGH TENSILE STRENGTH STEELS
FOR WELDED STRUCTURESM490 (前JIS SM50)・SN490
高張力鋼HIGH TENSILE STRENGTH STEELS
SM570・HIGH TENSILE 60SM570 (前JIS SM58)・ハイテン60
切削速度DRILLING SPEED 25 ~32m/min 18 ~25m/min 14 ~20m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り量FEED RATE(mm/rev)
18 550 0.27 ~0.36 350 0.27 ~0.36 320 0.27 ~0.32
20 500 0.3 ~0.4 320 0.3 ~0.4 280 0.3 ~0.36
22 450 0.33 ~0.44 280 0.33 ~0.44 260 0.33 ~0.4
24 400 0.35 ~0.48 260 0.35 ~0.48 240 0.35 ~0.43
26 380 0.36 ~0.52 240 0.36 ~0.52 220 0.36 ~0.46

222
DRILLS
ドリル
TROUBLE S
HOOTING
トラブルシューティング
トラブルシューティング TROUBLE SHOOTING
穴の割れ 穴の曲がり
対 策Problem Origin / Solution(s)
ホルダの選定スピンドルのチェック取り付け毎に測定、調整をするCheck holder and/or select another oneCheck the spindleCheck run out after fixing to the chuck
適正に再研削する再研削後に精度をチェックするRegrind correctlyCheck precision after regrinding
適正に再研削する再研削後に精度をチェックするRegrind correctlyCheck precision after regrinding
ホルダの選定スピンドルのチェック取り付け毎に測定、調整をするCheck holder and/or select another oneCheck the spindleCheck run out after fixing to the chuck
ホルダの選定スピンドルのチェック取り付け毎に測定、調整をするCheck holder and/or select another oneCheck the spindleCheck run out after fixing to the chuck
工具-機械系の剛性を上げるワーク、クランプの剛性を上げる食いつきのよいポイント形状を採用するセンタリングを行う加工面の水平を出すブッシュ加工を行うIncrease rigidity of tools and machinesIncrease work clamping rigiditySelect a thinning for low cutting resistanceUse centeringDouble-check that the work piece is horizontalUse a drill bush
加工前にチェックするCheck alignment before operation
再研削するRegrind correctly
穴位置精度を向上させるIncrease position accuracy
適正に再研削する再研削後に精度をチェックするRegrind correctlyCheck precision after regrinding
送りを下げるDecrease the feed rate
供給方法の変更、流量の増加Change method of coolant supply, or increase volume
ドリル剛性を上げるUse a more rigid drill
水平に調整するか、前加工するセンタリングするThe work piece must be horizontal or pre-drilledUse centering
現 象Type of Trouble
原 因Problem
穴Hole
穴径が拡大するHole expansion
取り付け時の振れが大きい スピンドルのガタが大きいLarge run out after attachment to the machineLarge spindle run out
先端角が対称でない リップハイトが大きいチゼルポイントが偏心しているNon-symmetric point angleLarge lip heightRun out of chisel edge
穴径のばらつきIrregular hole size
先端角が対称でない リップハイトが大きいチゼルポイントが偏心しているマージンの摩耗大Non-symmetric point angleLarge lip heightRun out of chisel edgeMajor margin wear
取り付け時の振れが大きいスピンドルのガタが大きいワーク保持が不十分Large run out after attachment to machineLoose holdLow work holding rigidity
送りが大き過ぎるFeed rate is too high
切削油剤の供給不足Not enough coolant
穴位置精度不良ピッチのばらつきPoor accuracyIrregular pitch
取り付け時の振れが大きいスピンドルのガタが大きいLarge run out after attachment to machineLarge spindle run out
食いつき時に振れるRun out when cutting
センタ合わせ不良(旋盤)Poor alignment accuracy (lathing)
真直度不良直角度不良Bad hole
perpendicularity
工具摩耗が進んでいるExcessive tool wear
穴位置が悪いPoor position accuracy
先端角が対称でないリップハイトが大きいチゼルポイントが偏心しているNon-symmetric point angleLarge lip heightRun out of chisel edge
ドリル剛性の不足Not enough drill rigidity
被削面が水平でないセンタ合わせ不良(旋盤)Drilling surface is not horizontalPoor alignment accuracy (lathing)

223
DRILLS
ドリル
TROUBLE S
HOOTING
トラブルシューティング
TROUBLE SHOOTING トラブルシューティング
対 策Problem Origin / Solution(s)
適正に再研削する再研削後に精度をチェックするRegrind correctlyCheck precision after regrinding
適正に再研削するRegrind correctly
ドリル剛性を上げるUse a more rigid drill
ホルダの選定スピンドルのチェック取り付け毎に測定、調整をするCheck holder and/or select another oneCheck the spindleCheck work clamping after fixing to the machine
適正に再研削するRegrind correctly
供給方法の変更、流量の増加潤滑性の高い切削油にするChange method of coolant supply, or increase volume Select higher quality coolant
ホルダの選定スピンドルのチェックCheck holder and/or select another oneCheck the spindle
送りを下げるReduce the feed rate
適正に再研削するコーティング品を使うRegrind correctlyUse a coated tool
ドリルの選択(溝型、ねじれ角など)加工方法の選択(送りの調整、ステップ加工)Use the most suitable drill (consider flute form & helix angle)Change cutting conditions (feed rate, try step feed)
送りを上げるIncrease feed rate
適正に再研削する再研削後に精度をチェックするRegrind correctlyCheck precision after regrinding
↑シール位置
現 象Type of Trouble
原 因Problem
穴Hole
真円度不良Bad cylindrical accuracy
先端角が対称でないリップハイトが大きいチゼルポイントが偏心しているNon-symmetric point angleLarge lip heightRun out of chisel edge
取り付け時の振れが大きい スピンドルのガタが大きいワーク保持が不十分Large run out after attachment to machineLarge spindle run outLoose clamping of work material
逃げ角が大き過ぎるRelief angle is too large
ドリル剛性の不足Low drill rigidity
仕上面精度が悪いPoor surface finish
再研削の不適当Poor regrinding
切削油剤の供給不足、選定不良Not suitable coolant for the material Not enough coolant
取り付け時の振れが大きい スピンドルのガタが大きいLarge run out after attachment to machineLarge spindle run out
送りが大き過ぎるFeed rate is too high
切れ刃の摩耗が大きいマージン部の溶着が大きい Excessive wear on cutting edgeBuild up on margin is too large
切りくずづまりChip packing
円筒度Bad cylindrical shape
先端角が対称でないリップハイトが大きいチゼルポイントが偏心しているマージンの摩耗大Non-symmetric point angleLarge lip heightRun out of chisel edgeLarge margin wear
送りが低過ぎるFeed rate is too low

224
DRILLS
ドリル
トラブルシューティング TROUBLE SHOOTING
TROUBLE S
HOOTING
トラブルシューティング
対 策Problem Origin / Solution(s)
工具-機械系の剛性向上ワーク、クランプの剛性を上げるIncrease the rigidity of machine,drill and work clamping
正確に再研削するRegrind precisely
送りを下げるDecrease the feed rate
再研削するRegrind
ドリルの選択(溝型、ねじれ角など)加工方法の選択(送りの調整、ステップ加工)Use the most suitable drill (consider flute form & helix angle) Change cutting conditions (feed rate, try step feed)
工具-機械系の剛性を上げるワーク、クランプの剛性を上げる食い付きの良いポイントを採用センタリングを行う加工面の水平を出すブッシュ加工を行うUse a highly rigid tool and machineIncrease work clamping rigiditySelect a thinning for low cutting resistanceUse centeringThe work piece should be horizontalUse drill bush
材種を検討する加工条件(送り、切削速度)を見直す加工方法を検討するUse the most suitable tool materialChange cutting conditions (feed rate,drilling speed) or machining method
材種を選択するUse the most suitable tool material
速度、送りを下げるReduce drilling speed or feed rate
供給方法の変更、流量の増加Change coolant method and increase volume
ホルダの選定スピンドルのチェック取り付け毎に測定、調整をするCheck holder and/or select another oneCheck the spindleCheck run out after fixing to the chuck
速度、送りを下げるReduce drilling or feed rate
適正に再研削するRegrind correctly
材種を選択するUse the most suitable tool material
再研削のインターバルを短くするRegrind sooner
加工前にチェックするCheck /adjust alignment before drilling
切削速度を下げるDecrease the drilling speed
加工に合った形状を選択Select correct point dimensions
材種を選択するUse the most suitable tool material
切削油剤を選択するChange coolant
現 象Type of Trouble
原 因Problem
ドリルDrill
折 損Breakage
機械、ワークのたわみ、逃げDeflection and recess of machineand work material
逃げ角が小さ過ぎるRelief angle is too small
切削速度に対する送りが高過ぎる Feed rate is too high
摩耗が進行しているExcessive tool wear
切りくずづまり Chip packing
食い付きが悪いDifficulty entering the material
コーナの欠損Chipping of corner edge
ドリル材種が適していない Inappropriate tool material
被削材に硬い箇所、組織があるUneven hardness distribution on the work material
速度、送りが高過ぎるDrilling speed or feed rate too high
切削油剤の供給不足Not enough coolant
刃欠け切れ刃のチッピングChipping of cutting edge
取り付け時の振れが大きいスピンドルのガタが大きい Large run out after attachment to machineLarge spindle run out
速度、送りが高過ぎるDrilling speed or feed rate
逃げ角が大き過ぎるRelief angle is too small
ドリル材種が適していない Tool not suitable for work material
異常摩耗外周コーナAbnormal wearon the corner part
再研削時期の遅れRegrinding should have occurred earlier
センタ合わせ不良(旋盤)Poor alignment accuracy ( lathing )
切削速度が高過ぎるDrilling speed or feed rate too high
刃先形状が不適Point shape is inappropriate
ドリル材種が適していないTool not suitable for work material
切削油剤が適当でないInappropriate coolant type

225
DRILLS
ドリル
TROUBLE SHOOTING トラブルシューティングTROUBLE S
HOOTING
トラブルシューティング
対 策Problem Origin / Solution(s)
送りを下げるDecrease feed rate
加工に合った形状を選択Select correct point dimensions
材種を選択するChoose suitable tool material
正確に再研削するRegrind precisely
ブッシュの寸法の適正化Select correct bush size
適正に再研削するRegrind correctly
供給方法の変更、流量の増加Change coolant method and increase volume
切削油剤を選択するChange coolant
ドリル、加工方法の選択Change drills or alter cutting conditions
傷を除去するEliminate the defect
交換、修正Change holders or correct the surface of the morse taper holder
適正に再研削するRegrind correctly
適正に再研削するRegrind correctly
ドリルの剛性を上げるUse a more rigid drill
加工方法、条件、ドリルの検討Change drill and cutting conditions
機械の心出しを行うCheck/adjust the alignment
ドリル取り付け時の振れを押さえるDecrease run out when fixing to the chuck
現 象Type of Trouble
原 因Problem
ドリルDrill
摩耗、欠損チゼル部
チゼルエッジの潰れWear, chipping andcrushing of the chisel edge
送りが大き過ぎるFeed rate is too high
刃先形状不適 Point shape is inappropriate
ドリル材種が適していないTool not suitable for work material
逃げ角が小さ過ぎるRelief angle is too small
マージンのチッピングChipping of the margin
ブッシュの寸法が大き過ぎるBush size is too large
マージン部に溶着Margin build-up
切れ刃摩耗により発熱が大きいHigh heat generation due to large wear on the cutting edge
切削油剤の供給不足Coolant is not sufficient
切削油剤が適当でないCoolant is not suitable
切りくずの逃げが悪い 被削材質が柔らかい Bad chip dischargingDuctile material
タングが折れるTang breakage
シャンク傷によるスリップ Shank slippage due to defect
スリーブの摩耗、キズDefective inner surface of morse taper holder
再研削精度が悪い(切削抵抗大)Inaccurate regrinding
ビビリ音が発生するChattering sounds
逃げ角が大きいRelief angle is too large
ドリルの剛性不足Low tool rigidity
切りくずが巻き付くChips roll around the drill
切りくずが長くなる切りくずがたまっているLong chipsChips are stuck in the flute
片減りOne-sided wear
センタ合わせ不良(旋盤)Poor alignment accuracy ( lathing )
取り付け不良Large run out after attachment to machine

226
DRILLS
ドリル
REGRINDING METHOD
再研削方法
再研削方法 REGRINDING METHOD
ドリルの再研削は、ドリル専用或いは万能タイプの工具研削盤を使用して行うことが安定した寿命と穴の精度を得るために重要です。再研削形状は、新品で問題なく加工ができるなら新品の形状にするのが無難ですが、もし新品形状で問題があるのなら、加工目的により適切な刃先形状、シンニングを選択して下さい。
In order to maximize tool life and precision, regrinding should be done with drill regrinding machines or universal grinding machines. If possible, regrind drills as if you were shaping a new drill. When the tool form requires a different shape after regrinding, choose an appropriate point form and thinning.
1ドリルに硬度低下を起こすような熱を与えない
Prevent high grinding temperature in order to maintain drill hardness.
2損傷部、特に外部マージン部の損傷はすべて除去する
Completely remove damaged parts, especially on the outer
margin of the tool.
3下図に示すようなポイント形状の
アンバランスをなくすMinimize errors on the point form(as shown in Fig. )
4研削によるチッピング、欠けを与えず、研削バリを除去するなどがあります。When regrinding, avoid
chipping and remove burrs.
再研削をする時の注意としては、The following are tips for successful grinding:
チゼルエッジの偏心Chisel Edge Run Out
リップハイトLip Height
リップハイトLip Height
半角の誤差Half Ponit Angle Error
A1A2
チゼルエッジの偏心
Chisel Edge Run Out
超硬ドリルは、再研削の良否が性能に影響する度合が大きいので、新品と同一形状になるように再研削を行って下さい。オーエスジーではドリル研削盤RDG-32Sを用意しておりますが、万能工具研削盤などで再研削される場合には、以下の手順で行って下さい。
The quality of carbide drills greatly depends on the quality of regrinding. When regrinding carbide drills, the shape of a reground drill should be same as that of a new drill. OSG has developed our own regrinding machine, the RDG-32S. Customers using other equipment, such as universal grinding machines, should use the following procedures .
FS-GDNの場合Regrinding Method For FS-GDN
1先端角を140°に合わせます。二番角を10°に合わせます。(ここまではⒶ参照)二番面を研削します。
Set the point angle to 140 degrees and the primary relief angle to 10 degrees (diagram label Ⓐ). Grind lip relief. 20゜
10゜
Ⓐ

227
DRILLS
ドリル
REGRINDING METHOD
再研削方法
REGRINDING METHOD 再研削方法
2三番角を25°に合わせます。(Ⓑ参照、先端角はⒶのままです) 三番角を研削します。
Set secondaly relief angle to 25 degrees.(Ⓑ Point angle should be same as Ⓐ)Grind radial.
25゜
二番目を重ねるLip relief should be
overlapped.
平行にするThe lines of the cutting face and
lip relief should be parallel.
Ⓑ
3Xシンニングを入れます。(Ⓒ参照)
Grind X thinning(Ⓒ).
Ⓒ
4切れ刃とシンニング部にチャンファを研ぎ付けます。(Ⓓ参照)この時、主切れ刃とシンニングの角を丸めて、Rシンニングにして下さい。(φ4以上の場合)また、コーナ部のダレ(丸まり)に注意して下さい。
Grind chamfer on the cutting edge and thinning part(Ⓓ). Then grind the corner of the cutting edge and R thinning (if the drill diameter is over φ4). Also, be sure not to dull the corner part. 逃げ面
Relief Face
30゜
角を丸めるGround corner
ドリル直径X0.01Drill Diameter*0.01
すくい面Rake Face
Ⓓ
5次のことを確認します。●リップハイト差は0.02mm以内か●損傷部はすべて除去されているか●チャンファの幅と角度が適正か
Be sure to double check that:●the lip height is within 0.02mm.●all damaged parts have been removed.●the chamfer angle and width are correct.
<使用砥石> Grindstone
なお、超硬コーティングドリルは、専用母材と特殊コーティングにより、高性能を得ているため、再研削のみでは寿命の低下は避けられません。新品時に近い性能を回復するには、再研削後、再コーティングをお奨め致します。Since the Carbide Coated Drills high performance stems from both a special base material and superior coating, regrinding will inevitably reduce tool life. In order to recover nearly the same durability as a brand new drill, we recommend re-coating after regrinding.
箇所Grinding Part
砥石種類Type of Grindstone
粒度Grading
逃げ面Relief Face
ダイヤモンド カップ型Diamond Wheel (Cup Form) #200
シンニングThinning
ダイヤモンド 平 型Diamond Wheel (Straight Form) #200
ホーニングHoning
ハンドラッパ 荒Hand Lapper for Roughing #200
ハンドラッパ 仕 上 げHand Lapper for Finishing #400

228
DRILLS
ドリル
DRILL R
E-GRINDING MACHINES
ドリル研削盤
ドリル研削盤 DRILL RE-GRINDING MACHINES
ドリル研削盤 DRILL RE-GRINDING MACHINESオーエスジーではR・Xの2つのシンニングが再生できる全自動ドリル研削盤RDG-13S・RDG-32S、シンプルな構造でXシンニングを再生するXT-3000を用意しております。
The RDG-13S and the RDG-32S are automatic drill-sharpening machines for radius and X thinning. OSG also offers the efficient XT-3000, for X thinning.
仕様 SPECIFICATIONSRDG-13S※2 RDG-32S XT-3000
適用直径APPLICABLE DIAMETERS
φ3~13 φ10~32(超硬φ10~20)(Carbide:φ10 to φ 20)
φ3~21
先端角POINT ANGLE
118°~140° 118°~150° 118°
シンニング形状THINNING
R・X R・X X
砥石GRINDING WHEEL
CBN CBN※1 CBN
モータMOTOR
AC 100 V 単相AC 100 V single phase
AC 200 V 3相AC 200 V three phase
AC 100 V 単相AC 100 V single phase
所要床面積REQUIRED FLOOR AREA
500×450mm 760×620mm 410×410mm
正味重量NET WEIGHT
65kg 200kg 28kg
ハイスドリルHSS DRILLS ◯ ◯ ◯
超硬ドリルCARBIDE DRILLS ◯ ◯
※1 超硬の場合、ダイヤ砥石を使用して下さい。※2 切粉への引火を抑え、切粉の掃除を容易にした集塵箱をオプションにてご用意しています。 集塵機と合わせてご使用下さい。
※ 1 When sharpening Tungsten Carbide drills, use a diamond grinding wheel.※ 2 Use a dust collector during resharpening operation. Due to dry operation, the
accumulated dust may catch fire by the sparks from grinding wheels. In addition, a dust collecting box is available as an option unit. It helps clean up dust easily. Please use it together with a dust collector.
RDG-13S RDG-32S XT-3000
1. 回転速度に比べ
送り速度が速い場合に多く見られる摩耗です。(チゼル部摩耗)Wear on the chisel edge is often observed when the feed rate is faster as against the spindle speed.
2. 送り速度に比べ
回転速度が速い場合に多く見られる摩耗です。(肩部摩耗)Wear on the shoulder is often observed when the spindle speed is faster as against the feed rate.

リーディングドリル選定基準表STARTING DRILL SELECTION CHART
形状寸法表SPECIFICATION CHART
切削条件基準表RECOMMENDED DRILLING CONDITIONS
PAGE 穴面取り C
HA
MFE
RIN
G
230
232
238
229

230
リーディングドリル選定表 SELECTION CHART FOR STARTING DRILLS
STARTING DRILLS
SELECTION CHART
リーディングドリル選定表
CHAMFERING
穴面取り
SELECTION CHART
選定表
リーディングドリルは、ドリル穴加工前のセンタリング(もみつけ)加工と、面取り加工の2つの加工をすることができます。センタリング加工は穴あけ加工の位置精度を向上させる効果があり、面取り加工にはタップでのねじ立て加工時の端面のかえりを防止したり、穴加工にともなって発生するバリを取り除く効果があります。
Starting Drills can perform both centering and chamfering. Centering improves drilling precision. Chamfering prevents burrs on the end face during tapping and removes burrs that may occur during drilling.
先端角による使い分け Classifying Starting Drills by Point Angle■先端角90° ................. C面取りとして、また面取りを兼用したセンタリングとしてPoint angle: 90° .......................... for 45 degree chamfering, for both centering and chamfering
■先端角120°,130° .... ドリルを使用する際のセンタリングとして(図1,2)Point angle: 120°, 130°... for centering before drilling with Drill (See Fig. 1 and 2)
図1:120°のセンタリングFig. 1 Centering: 120°
図2:130°のセンタリングFig. 2 Centering: 130°
ドリル先端角 Point angle118°~120°
センタリング角 Centering degree
120°
ドリル先端角 Point angle
130°
センタリング角Centering degree130°
ドリル名称Name
掲載ペ
ー
ジ製品記号
Tool Abbreviation形状
Appearance仕様
Specification在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
232 FX-LDS 超硬FXコーティングFX Coated Carbide φ0.5~φ25 FX
232 FX-LS-LDS 超硬FXコート ロングシャンクFX Coated Carbide with Long Shank φ3 ~φ25 FX
ハイスドリルHSS Drills
233 NC-LDSスタンダード90°HSS General Type 90° φ1~φ25
スタンダード120°,130°HSS General Type120°,130° φ1~φ25 (120°)
234 TIN-NC-LDSTiNコーティング90°TiN Coated HSS 90° φ3 ~φ25 TiN
TiNコーティング60°TiN Coated HSS 60° φ3 ~φ25 TiN
235 VP-LDS Vコーティング粉末ハイスV Coated XPM φ3 ~φ25 V
236 LS-NC-LDS ロングシャンクHSS General Type with Long Shank φ3 ~φ25
236 VP-LS-LDS Vコーティング粉末ハイスロングシャンクV Coated XPM with Long Shank φ3 ~φ25 V
センタリング用 CENTERING
ドリル名称Name
掲載ペ
ー
ジ製品記号
Tool Abbreviation形状
Appearance仕様
Specification在庫範囲Stocked Size
コーティングSurface Treatment
Page
超硬ドリルCarbide Drills
232 FX-LDS 超硬FXコーティングFX Coated Carbide φ0.5 ~φ25 FX
232 FX-LS-LDS 超硬FXコート ロングシャンクFX Coated Carbide with Long Shank φ3 ~φ25 FX
ハイスドリルHSS Drills
233 NC-LDS スタンダードHSS General Type φ1~φ25
234 TIN-NC-LDS TiNコーティングTiN Coated HSS φ3 ~φ25 TiN
235 VP-LDS Vコーティング粉末ハイスV Coated XPM φ3 ~φ25 V
236 LS-NC-LDS ロングシャンクHSS General Type with Long Shank φ3 ~φ25
236 VP-LS-LDS Vコーティング粉末ハイスロングシャンクV Coated XPM with Long Shank φ3 ~φ25 V
面取り用 COUNTER SINKING
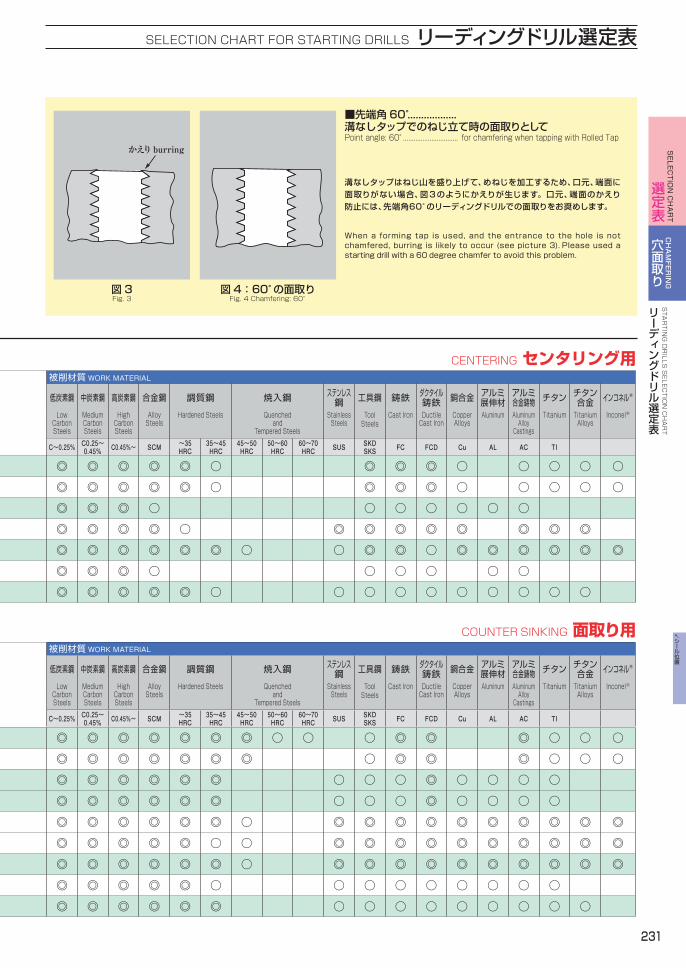
231
SELECTION CHART FOR STARTING DRILLS リーディングドリル選定表CHAMFERING
穴面取り
STARTING DRILLS
SELECTION CHART
リーディングドリル選定表
SELECTION CHART
選定表
図3Fig. 3
図4:60°の面取りFig. 4 Chamfering: 60°
かえり burring
■先端角60° .................. 溝なしタップでのねじ立て時の面取りとしてPoint angle: 60° ............................... for chamfering when tapping with Rolled Tap
溝なしタップはねじ山を盛り上げて、めねじを加工するため、口元、端面に面取りがない場合、図3のようにかえりが生じます。口元、端面のかえり防止には、先端角60°のリーディングドリルでの面取りをお奨めします。
When a forming tap is used, and the entrance to the hole is not chamfered, burring is likely to occur (see picture 3). Please used a starting drill with a 60 degree chamfer to avoid this problem.
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel®
C~0.25% C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~60HRC
60~70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ◎ ◎ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ◎ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○
被削材質 WORK MATERIAL
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材
アルミ合金鋳物 チタン チタン
合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
Alloy Steels
Hardened Steels Quenched and
Tempered Steels
Stainless Steels
Tool Steels
Cast Iron Ductile Cast Iron
Copper Alloys
Aluminum AluminumAlloy
Castings
Titanium TitaniumAlloys
Inconel®
C~0.25% C0.25~0.45% C0.45%~ SCM ~35
HRC35~45HRC
45~50HRC
50~60HRC
60~70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ○ ○ ○ ○ ○
◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
◎ ◎ ◎ ○ ○ ○ ○ ○ ○
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
CENTERING センタリング用
COUNTER SINKING 面取り用 ↑シール位置

232
CHAMFERING
穴面取り
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
リーディングドリル STARTING DRILLS 超硬FXコーティングFX COATED CARBIDE
FX-LDS面取りはもちろんセンタリングで高速、長寿命化が可能です。This drill increases processing speed for both centering and counter sinking.
L
ℓ
φDc
α
φDs
先端角の許容差は60°±3°、90°±1°、130°±2°となります。Tolerance of the point angle is 60°±3°, 90°±1°, 130°±2°
注1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
P.238
リーディングドリル STARTING DRILLS 超硬FXコート ロングシャンクFX COATED CARBIDE WITH LONG SHANK
FX-LS-LDS先端角は90°で懐の深い部分への面取り加工に最適です。This drill is most suitable for processing counter sinks in deep/recessed holes (point angle, 90°).
先端角の許容差は90°±1°となります。Tolerance of the point angle is 90°±1°
L
ℓ
φDcα
φDs
P.238
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
単位:mm Unit:mm
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenchedand
Tempered Steels
StainlessSteels
Tool Steels Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloyCasting
Titanium TitaniumAlloys
Inconel®
C~ 0.25% C0.25 ~ 0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 60HRC
60 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
FX-LDS, FX-LS-LDS
◎ ◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ◎ ○ ○ ○ ○ ○
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
0.5 × 60°1
38
3
0.25 □8561500 0.5 × 90° D 7,160
0.5 × 130° - □ 1 × 60° 2 0.48561501 1 × 90° 1.8 D 7,160 1 × 130° - □ 2 × 60° 4 18561502 2 × 90° 2.5 D 7,160 2 × 130° - □ 3 × 60°
9 48 1.28561503 3 × 90° B 8,300 3 × 130° - □ 4 × 60°
12 54 4 1.58561504 4 × 90° B 9,420 4 × 130° - □
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
6 × 60°15 72 6 1.9 □
8561506 6 × 90° B 11,900 6 × 130° - □ 8 × 60°
20 81 8 2.18561508 8 × 90° B 14,300 8 × 130° - □ 10 × 60°
24 93 10 2.58561510 10 × 90° B 17,300 10 × 130° - □ 12 × 60°
28 108 12 2.58561512 12 × 90° B 19,800 12 × 130° - □
8561516 16 × 90°41 118 165 B
35,8008561520 20 × 90°46 132 20 62,5008561525 25 × 90°53 151 25 93,100
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
8561603 3 × 90° 9 75 3 1.2
C
9,1208561604 4 × 90° 12 100 4 1.5 11,1008561606 6 × 90° 15 150 6 1.9 15,0008561608 8 × 90° 20 8 2.1 17,9008561610 10 × 90° 24 200 10 2.5 24,100
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
8561612 12 × 90° 28 200 12 2.5
C
27,2008561616 16 × 90° 41
25016
554,600
8561620 20 × 90° 46 20 88,5008561625 25 × 90° 53 25 129,000
単位:mm Unit:mm
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
注1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

233
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
CHAMFERING
穴面取り
STARTING DRILLS リーディングドリルスタンダード
HSS GENERAL TYPE先端角は90°(45°面取り)、120°、130°(斜面・曲面に対するEX-ゴールドドリルのセンタリング)があります。The drill with a 90°point angle, is for counter sinking, and a 120°and 130°point angle for positioning process on curved and inclined surfaces.
先端角の許容差は90°±1°、120°±2°、130°±2°となります。Tolerance of the point angle is 90°±1°, 120°±2°, 130°±2°
NC-LDS
L
ℓ
φDcα
φDs
P.239
注 1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenchedand
Tempered Steels
StainlessSteels
Tool Steels Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloyCasting
Titanium TitaniumAlloys
Inconel®
C~ 0.25% C0.25 ~ 0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 60HRC
60 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
1 × 90°
638
3
0.4
□
1 × 120° - 1.5 × 90° 41 0.5 1.5 × 120° - 2 × 90° 8 44 0.7 2 × 120° -
62903 3 × 90°11 48
1.1
B
1,07062923 3 × 120° - 1,07062943 3 × 130° - 1,07062904 4 × 90°
15 54 41.3 1,240
62924 4 × 120° - 1,24062944 4 × 130° - 1,24062906 6 × 90°
20 72 61.5 1,500
62926 6 × 120° - 1,50062946 6 × 130° - 1,50062908 8 × 90° 26 81 8 1.6 1,87062928 8 × 120° - 1,870
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
62948 8 × 130° 26 81 8 -
B
1,87062910 10 × 90°
30 93 102.1 2,860
62930 10 × 120° - 2,86062950 10 × 130° - 2,86062912 12 × 90°
36 108 122.1 4,110
62932 12 × 120° - 4,11062952 12 × 130° - 4,11062916 16 × 90°
41 118 163 5,460
62936 16 × 120° - 5,46062956 16 × 130° - 5,46062918 20 × 90°
53 132 203 7,810
62938 20 × 120° - 7,81062958 20 × 130° - 7,81062920 25 × 90°
60 151 253 11,500
62940 25 × 120° - 11,50062960 25 × 130° - 11,500
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
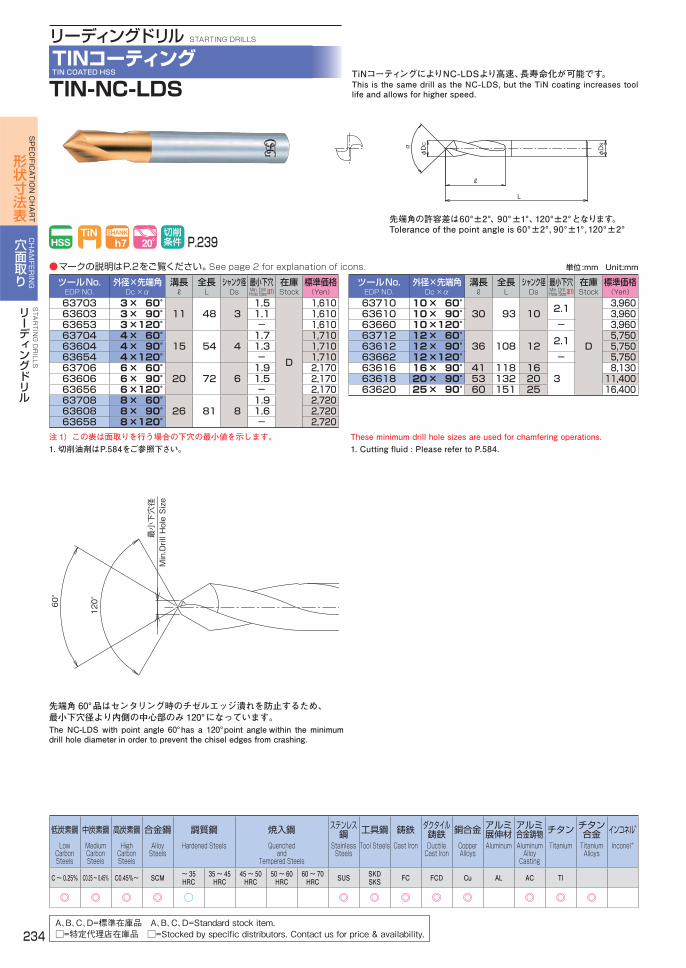
234
CHAMFERING
穴面取り
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63710 10 × 60°30 93 10 2.1
D
3,96063610 10 × 90° 3,96063660 10 × 120° - 3,96063712 12 × 60°
36 108 12 2.1 5,75063612 12 × 90° 5,75063662 12 × 120° - 5,75063616 16 × 90° 41 118 16
38,130
63618 20 × 90° 53 132 20 11,40063620 25 × 90° 60 151 25 16,400
リーディングドリル STARTING DRILLS TINコーティングTIN COATED HSS
TIN-NC-LDSTiNコーティングによりNC-LDSより高速、長寿命化が可能です。This is the same drill as the NC-LDS, but the TiN coating increases tool life and allows for higher speed.
先端角の許容差は60°±2°、90°±1°、120°±2°となります。Tolerance of the point angle is 60°±2°, 90°±1°,120°±2°
L
ℓ
φDcα
φDs
P.239
注 1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
先端角 60°品はセンタリング時のチゼルエッジ潰れを防止するため、最小下穴径より内側の中心部のみ 120°になっています。The NC-LDS with point angle 60°has a 120°point angle within the minimum drill hole diameter in order to prevent the chisel edges from crashing.
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenchedand
Tempered Steels
StainlessSteels
Tool Steels Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloyCasting
Titanium TitaniumAlloys
Inconel®
C~ 0.25% C0.25 ~ 0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 60HRC
60 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎ ◎ ◎
最小下穴径
Min.Drill Hole Size
120°60°
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63703 3 × 60°11 48 3
1.5
D
1,61063603 3 × 90° 1.1 1,61063653 3 × 120° - 1,61063704 4 × 60°
15 54 41.7 1,710
63604 4 × 90° 1.3 1,71063654 4 × 120° - 1,71063706 6 × 60°
20 72 61.9 2,170
63606 6 × 90° 1.5 2,17063656 6 × 120° - 2,17063708 8 × 60°
26 81 81.9 2,720
63608 8 × 90° 1.6 2,72063658 8 × 120° - 2,720
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

235
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
CHAMFERING
穴面取り
STARTING DRILLS リーディングドリルVコーティング粉末ハイス
V COATED XPMVコーティングにより、TIN-NC-LDSより長寿命化が可能です。This is the same drill as the TIN-NC-LDS, but the powdered metallurgy HSS and V coating increases tool life.
L
ℓ
φDcα
φDs
先端角の許容差は90°±1°となります。Tolerance of the point angle is 90°±1°
P.239
VP-LDS
注 1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenchedand
Tempered Steels
StainlessSteels
Tool Steels Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloyCasting
Titanium TitaniumAlloys
Inconel®
C~ 0.25% C0.25 ~ 0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 60HRC
60 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
◎ ◎ ◎ ◎ ◎ ◎ ○ ○ ◎ ◎ ○ ◎ ◎ ◎ ◎ ◎ ◎
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63803 3 × 90° 11 48 3 1.1
D
2,14063804 4 × 90° 15 54 4 1.3 2,20063806 6 × 90° 20 72 6 1.5 2,63063808 8 × 90° 26 81 8 1.6 3,20063810 10 × 90° 30 93 10 2.1 4,630
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63812 12 × 90° 36 108 12 2.1
D
6,45063816 16 × 90° 41 118 16
38,890
63818 20 × 90° 53 132 20 12,80063820 25 × 90° 60 151 25 19,700
単位:mm Unit:mm● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

236
CHAMFERING
穴面取り
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
LS-NC-LDS
リーディングドリル STARTING DRILLS ロングシャンクHSS GENERAL TYPE WITH LONG SHANK 先端角は90°で懐の深い部分への面取り加工に最適です。
This drill is most suitable for processing counter sinks in deep/recessed holes (point angle, 90°).
L
ℓ
φDcα
φDs
先端角の許容差は90°±1°となります。Tolerance of the point angle is 90°±1°P.239
注 1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
低炭素鋼 中炭素鋼 高炭素鋼 合金鋼 調質鋼 焼入鋼 ステンレス鋼 工具鋼 鋳鉄 ダクタイル
鋳鉄 銅合金 アルミ展伸材アルミ合金鋳物 チタン
チタン合金 インコネル®
Low Carbon Steels
Medium Carbon Steels
High Carbon Steels
AlloySteels
Hardened Steels Quenchedand
Tempered Steels
StainlessSteels
Tool Steels Cast Iron DuctileCast Iron
CopperAlloys
Aluminum AluminumAlloyCasting
Titanium TitaniumAlloys
Inconel®
C~ 0.25% C0.25 ~ 0.45% C0.45%~ SCM ~ 35HRC
35 ~ 45HRC
45 ~ 50HRC
50 ~ 60HRC
60 ~ 70HRC SUS SKD
SKS FC FCD Cu AL AC TI
LS-NC-LDS
◎ ◎ ◎ ○ ○ ○ ○ ○ ○ VP-LS-LDS
◎ ◎ ◎ ◎ ◎ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○
注 1)この表は面取りを行う場合の下穴の最小値を示します。 1. 切削油剤はP.584をご参照下さい。
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63503 3 × 90° 11 75 3 1.1
D
1,72063504 4 × 90° 15 100 4 1.3 2,33063506 6 × 90° 20 150 6 1.5 3,20063508 8 × 90° 26 8 1.6 3,42063510 10 × 90° 30 200 10 2.1 5,030
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63512 12 × 90° 36 200 12 2.1
D
5,70063516 16 × 90° 41 250 16
39,230
63518 20 × 90° 53 20 12,70063520 25 × 90° 60 250 25 19,000
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63903 3 × 90° 11 75 3 1.1
D
3,10063904 4 × 90° 15 100 4 1.3 3,69063906 6 × 90° 20 150 6 1.5 4,81063908 8 × 90° 26 8 1.6 5,25063910 10 × 90° 30 200 10 2.1 7,480
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
63912 12 × 90° 36 200 12 2.1
D
8,50063916 16 × 90° 41
25016
313,900
63918 20 × 90° 53 20 19,00063920 25 × 90° 60 25 29,500
VP-LS-LDS
リーディングドリル STARTING DRILLS Vコーティング粉末ハイスロングシャンクV COATED XPM WITH LONG SHANK 先端角は90°で懐の深い部分への面取り加工に最適です。
This drill is most suitable for processing counter sinks in deep/recessed holes (point angle, 90°).
先端角の許容差は90°±1°となります。Tolerance of the point angle is 90°±1°
L
ℓ
φDcα
φDs
P.239● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
単位:mm Unit:mm
単位:mm Unit:mm
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

237
STARTING DRILLS
リーディングドリル
SPECIFIC
ATION CHART
形状寸法表
CHAMFERING
穴面取り
STARTING DRILLS リーディングドリルTINコーティングロングシャンク
TIN COATED HSS WITH LONG SHANK
TIN-LS-NC-LDS
先端角の許容差は90°±1°となります。Tolerance of the point angle is 90°±1°
L
ℓ
φDcα
φDs
注 1)この表は面取りを行う場合の下穴の最小値を示します。1. 切削油剤はP.584をご参照下さい。
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
3 × 90° 11 75 3 1.1□ 4 × 90° 15 100 4 1.3
6 × 90° 20 150 6 1.5
ツールNo. 外径×先端角 溝長 全長 シャンク径 最小下穴 在庫 標準価格EDP NO. Dc ×α ℓ L Ds Min. Drill
Hole Size注1) Stock (Yen)
8 × 90° 26 150 8 1.6□ 10 × 90° 30 200 10 2.1 12 × 90° 36 12
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
These minimum drill hole sizes are used for chamfering operations.1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.

238
STARTING DRILLS
リーディングドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
FX-LDS センタリング CENTERING被削材WORK
MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSSS400
~500N/mm2
炭素鋼CARBON STEELSS50C
500 ~710N/mm2
合金鋼ALLOY STEELSSCM
710 ~900N/mm2
特殊鋼・調質鋼SPECIAL ALLOY STEELSHARDENED STEELS
SKD61・~900N/mm2
28HRC
特殊鋼・調質鋼SPECIAL ALLOY STEELSHARDENED STEELS
SKD11・~1060N/mm2
34HRC
鋳鉄CAST IRONFC250
~350N/mm2
アルミニウム合金鋳物ALUMINUM
ALLOY CASTINGSADC・AC4D
切削速度DRILLING SPEED 63 ~80m/min 40 ~63m/min 32~50m/min 20 ~28m/min 16 ~22m/min 63 ~100m/min 80 ~160m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
0.5 20,000 0.005 ~0.02 25,000 0.005 ~
0.02 20,000 0.005 ~0.02 15,000 0.005 ~
0.02 9,000 0.005 ~0.02 注6(Note) 0.005 ~
0.015 注6(Note) 0.02 ~0.05
1 10,000 0.01~0.03 16,000 0.01~
0.03 10,000 0.01~0.03 7,500 0.01~
0.03 4,500 0.01~0.03 20,000 0.01~
0.03 注6(Note) 0.04 ~0.1
2 5,000 0.03 ~0.06 8,000 0.03 ~
0.06 5,000 0.03 ~0.06 3,800 0.03 ~
0.06 2,200 0.03 ~0.06 12,000 0.03 ~
0.06 15,000 0.06 ~0.2
3 7,500 0.04 ~0.08 5,500 0.04 ~
0.08 4,500 0.04 ~0.08 2,500 0.04 ~
0.08 1,500 0.04 ~0.08 8,000 0.05 ~
0.09 12,000 0.1~0.22
4 5,700 0.05 ~0.1 4,100 0.05 ~
0.1 3,300 0.05 ~0.1 1,900 0.05 ~
0.1 1,100 0.05 ~0.1 6,500 0.07~
0.12 9,500 0.12 ~0.25
6 3,800 0.06 ~0.12 2,700 0.06 ~
0.12 2,300 0.06 ~0.12 1,300 0.06 ~
0.12 750 0.06 ~0.12 4,300 0.12 ~
0.18 6,400 0.14 ~0.28
8 2,800 0.08 ~0.15 2,000 0.08 ~
0.15 1,700 0.08 ~0.15 1,000 0.08 ~
0.15 550 0.08 ~0.15 3,200 0.13 ~
0.2 4,800 0.18 ~0.32
10 2,300 0.1~0.18 1,700 0.1~
0.18 1,400 0.1~0.18 750 0.1~
0.18 450 0.1~0.18 2,600 0.17~
0.25 3,800 0.22 ~0.36
12 1,900 0.12 ~0.21 1,400 0.12 ~
0.21 1,200 0.12 ~0.21 650 0.12 ~
0.21 370 0.12 ~0.21 2,200 0.21~
0.3 3,200 0.25 ~0.4
16 1,400 0.16 ~0.28 1,000 0.16 ~
0.28 900 0.16 ~0.28 480 0.16 ~
0.28 280 0.16 ~0.28 1,600 0.24 ~
0.32 2,400 0.32 ~0.48
20 1,150 0.2 ~0.34 820 0.2 ~
0.34 700 0.2 ~0.34 380 0.2 ~
0.34 220 0.2 ~0.34 1,300 0.26 ~
0.4 1,900 0.4 ~0.6
25 900 0.25 ~0.45 650 0.25 ~
0.45 560 0.25 ~0.45 300 0.25 ~
0.45 180 0.25 ~0.45 1,000 0.3 ~
0.5 1,500 0.5 ~0.75
1. The indicated speeds and feeds are for drilling with water soluble oil.2. When using non-water soluble oil, reduce the drilling speed by 20% .3. When centering on a curved or inclined surface, reduce the feed rate accordingly.
4. "When using FX-LS-LDS, reduce the feed rate accordingly."5. Centering on Austenitic Stainless Steels is not recommended. For these procedures, use the TIN-NC-LDS or the NC-LDS.
6. For machines that cannot achieve the speeds indicated in the table please set rotation as high as possible.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 油性切削油剤を使用する場合は、切削速度を20%下げて下さい。3. 曲面・傾斜面等へのセンタリングは、送り量を低目にご使用下さい。4. ロングシャンクのFX-LS-LDSをご使用する場合、送り量を低目でご使用下さい。5. オーステナイト系ステンレス鋼へのセンタリングは推奨いたしません。 TIN-NC-LDSまたはNC-LDSをご使用下さい。6. 回転数が十分に上がらない場合は、出来得る限り高回転で使用下さい。
外径DRILL DIA.(mm)
0.5 1 2 3 4 6 8 10 12 16 20 25
切削速度DRILLING SPEED
(m/min)
切削速度は、センタリング条件時の2倍程度を上限にして下さい。Drilling speed can be up to 2 times the limit shown above for centering.
送り量FEED
(mm/rev)
0.005 ~0.05
0.01~0.1
0.02 ~0.18
0.04 ~0.24
0.04 ~0.24
0.06 ~0.36
0.08 ~0.38
0.1~0.4
0.12 ~0.42
0.16 ~0.48
0.2 ~0.55
0.25 ~0.63
FX-LDS 面取り(鋼用) COUNTER SINKING FOR STEELS
外径DRILL DIA.(mm)
0.5 1 2 3 4 6 8 10 12 16 20 25
切削速度DRILLING SPEED
(m/min)
切削速度は、センタリング条件時の2倍程度を上限にして下さい。Drilling speed can be up to 2 times the limit shown above for centering.
送り量FEED
(mm/rev)
0.005 ~0.02
0.01~0.04
0.02 ~0.08
0.04 ~0.12
0.05 ~0.16
0.06 ~0.24
0.08 ~0.28
0.1~0.3
0.12 ~0.32
0.16 ~0.36
0.2 ~0.4
0.25 ~0.5
FX-LS-LDS 面取り(鋼用) COUNTER SINKING FOR STEELS
1. The indicated speeds and feeds are for drilling with water soluble oil.2. When using non-water soluble oil, reduce the drilling speed by 20% .3. When counter sinking on a curved or inclined surface, reduce the feed rate accordingly.
4. When counter sinking on hardened steels, use a drilling speed of 20-40m/min and lower the feed rate accordingly.
5. When counter sinking on Stainless Steels, use a drilling speed of 63-100m/min.
1. この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 油性切削油剤を使用する場合は、切削速度を20%下げて下さい。3. 曲面・傾斜面等への面取りは、送り量を低目にご使用下さい。4. 焼入鋼への面取り時は、切削速度を20 ~40m/minとし、 低目の送り量で ご使用下さい。5. ステンレス鋼への面取り時は、切削速度を63 ~100m/minとしてご使用下さい。
CHAMFERING
穴面取り
リーディングドリル切削条件基準表 RECOMMENDED DRILLING CONDITIONS FOR STARTING DRILLS

239
RECOMMENDED DRILLING CONDITIONS FOR STARTING DRILLS リーディングドリル切削条件基準表STARTING DRILLS
リーディングドリル
RECOMMENDED DRILLING CONDITIONS
切削条件
CENTERING センタリング NC-LDS・TIN-NC-LDS・LS-NC-LDS・VP-LDS・VP-LS-LDS被削材WORK
MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400~500N/mm2
炭素鋼CARBON STEELSS45C
合金鋼ALLOY STEELSSCM440
特殊鋼・調質鋼SPECIAL ALLOY STEELSHARDENED STEELSSKD6135HRC
特殊鋼SPECIAL ALLOY STEELSSKD11
鋳鉄CAST IRONFC250
ステンレス鋼STAINLESS STEELSSUS304
アルミニウム合金鋳物ALUMINIUM
ALLOY CASTINGSAC4D
切削速度DRILLING SPEED 32~40m/min 22~30m/min 20 ~25m/min 10 ~13m/min 8 ~12m/min 25 ~32m/min 8 ~12m/min 51~100m/min
外径DRILL DIA.(mm)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
回転速度SPEED(min-1)
送り量FEED
(mm/rev)
3 3,850 0.04 ~0.08 2,800 0.04 ~
0.08 2,400 0.04 ~0.08 1,220 0.04 ~
0.08 1,060 0.04 ~0.08 3,100 0.04 ~
0.09 1,060 0.04 ~0.08 8,000 0.1~
0.22
4 2,900 0.05 ~0.1 2,100 0.05 ~
0.1 1,800 0.05 ~0.1 910 0.05 ~
0.1 800 0.05 ~0.1 2,400 0.05 ~
1.12 800 0.05 ~0.1 6,000 0.12 ~
0.25
6 1,900 0.06 ~0.12 1,320 0.06 ~
0.12 1,180 0.06 ~0.12 610 0.06 ~
0.12 530 0.06 ~0.12 1,600 0.06 ~
0.18 530 0.06 ~0.12 4,000 0.14 ~
0.28
8 1,400 0.08 ~0.15 1,000 0.08 ~
0.15 900 0.08 ~0.15 450 0.08 ~
0.15 400 0.08 ~0.15 1,200 0.08 ~
0.2 400 0.08 ~0.15 3,000 0.18 ~
0.32
10 1,120 0.1~0.18 800 0.1~
0.18 710 0.1~0.18 360 0.1~
0.18 320 0.1~0.18 950 0.1~
0.25 320 0.1~0.18 2,400 0.22 ~
0.36
12 950 0.12 ~0.21 670 0.12 ~
0.21 600 0.12 ~0.21 300 0.12 ~
0.21 270 0.12 ~0.21 800 0.12 ~
0.3 270 0.12 ~0.21 2,000 0.25 ~
0.4
16 720 0.16 ~0.28 520 0.16 ~
0.28 450 0.16 ~0.28 220 0.16 ~
0.28 200 0.16 ~0.28 600 0.16 ~
0.32 200 0.16 ~0.28 1,500 0.32 ~
0.48
20 560 0.2 ~0.34 400 0.2 ~
0.34 360 0.2 ~0.34 180 0.2 ~
0.34 160 0.2 ~0.34 480 0.2 ~
0.4 160 0.2 ~0.34 1,200 0.4 ~
0.6
25 450 0.25 ~0.45 320 0.25 ~
0.45 290 0.25 ~0.45 150 0.25 ~
0.45 130 0.25 ~0.45 380 0.25 ~
0.5 130 0.25 ~0.45 960 0.5 ~
0.75
外径DRILL DIA.(mm)
3 4 6 8 10 12 16 20 25
切削速度DRILLING SPEED
(m/min)
切削速度は、センタリング条件時の2倍程度を上限にして下さい。Drilling speed can be up to 2 times the limit shown above for centering.
送り量FEED
(mm/rev)0.04 ~0.1 0.05 ~0.12 0.06 ~0.18 0.08 ~0.24 0.1~0.3 0.12 ~0.36 0.16 ~0.48 0.2 ~0.55 0.25 ~0.6
COUNTER SINKING 面取り NC-LDS・TIN-NC-LDS・VP-LDS
1 The indicated speeds and feeds are for drilling with water soluble oil.2 When using non-water soluble oil, reduce the drilling speed by 20% .3 If counter sinking on a curved or inclined surface, reduce the feed rate accordingly.
4 When using the long shank version, reduce the feed rate accordingly.5 When using TIN-NC-LDS, VP-LDS, the drilling speed can be increased 1.2 times the speed listed above.
1 この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2 油性切削油剤を使用する場合は、切削速度を20%下げて下さい。3 曲面・傾斜面等への面取り時は、送り量を低目にご使用下さい。4 ロングシャンクのLS-NC-LDS・VP-LS-LDSを使用する場合は、送り量を低目にご使用下さい。
5 TIN-NC-LDS・VP-LDSを使用する場合は、切削速度を20%程度上げても充分な性能を発揮します。
COUNTER SINKING 面取り LS-NC-LDS・VP-LS-LDS
1 The indicated speeds and feeds are for drilling with water soluble oil.2 When using non-water soluble oil, reduce the drilling speed by 20% .3 If counter sinking on a curved or inclined surface, reduce the feed rate accordingly.
4 When counter sinking on hardened steels, use the FX-LDS.
1 この切削条件基準表は、水溶性切削油剤を使用する場合のものです。2 油性切削油剤を使用する場合は、切削速度を20%下げて下さい。3 曲面・傾斜面等への面取り時は、送り量を低目にご使用下さい。4 焼入鋼への面取りは、FXコーティング超硬リーディングドリル(FX-LDS)を ご使用下さい。
外径DRILL DIA.(mm)
3 4 6 8 10 12 16 20 25
切削速度DRILLING SPEED
(m/min)
切削速度は、センタリング条件時の2倍程度を上限にして下さい。Drilling speed can be up to 2 times the limit shown above for centering.
送り量FEED
(mm/rev)0.04 ~0.08 0.05 ~0.1 0.06 ~0.12 0.08 ~0.15 0.1~0.18 0.12 ~0.21 0.16 ~0.28 0.2 ~0.34 0.25 ~0.45
CHAMFERING
穴面取り

240
COUNTERSINC
カウンターシンク
CHAMFERING
穴面取り
SPECIFIC
ATION CHART
形状寸法表
カウンターシンク COUNTERSINKFXコーティング超硬FX COATED CARBIDE
FX-MG-CS 60°
φDc
φDs
L
φDc₁
P.241
1. 切削油剤はP.584をご参照下さい。
1. 切削油剤はP.584をご参照下さい。
ツールNo. 外径×先端角 先端径 大端径 全長 シャンク径 テーパ部長 在庫 標準価格EDP NO. Dc ×α Dc₁ Dc L Ds Lt Stock (Yen)
9139063 6.3 × 60° 1 6.3 55 6 ( 4.59)
C
21,3009139083 8.3 × 60° 2.5 8.3 ( 5.02) 24,0009139104 10.4 × 60° 2.6 10.4 65 8 ( 6.75) 30,8009139124 12.4 × 60° 2.5 12.4 10 ( 8.57) 31,6009139165 16.5 × 60° 3.1 16.5 70 (11.6) 37,5009139205 20.5 × 60° 3.5 20.5 80 12 (14.72) 42,5009139250 25 × 60° 3.8 25 (18.36) 61,600
ツールNo. 外径×先端角 先端径 大端径 全長 シャンク径 テーパ部長 在庫 標準価格EDP NO. Dc ×α Dc₁ Dc L Ds Lt Stock (Yen)
9149063 6.3 × 90° 1 6.3 55 6 ( 2.65)
C
21,3009149083 8.3 × 90° 2.5 8.3 ( 2.9) 24,0009149104 10.4 × 90° 2.6 10.4 65 8 ( 3.9) 30,8009149124 12.4 × 90° 2.5 12.4 10 ( 4.95) 31,6009149165 16.5 × 90° 3.1 16.5
70( 6.7) 37,500
9149205 20.5 × 90° 3.5 20.5 12 ( 8.35) 42,5009149250 25 × 90° 3.8 25 (10.6) 61,600
V-UCS
カウンターシンク COUNTERSINKVコーティングV COATED HSS
P.241● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons.
単位:mm Unit:mm
単位:mm Unit:mm
1. Cutting fluid : Please refer to P.584.
1. Cutting fluid : Please refer to P.584.
90°
φDc
φDs
L
φDc₁
60°シリーズ
90 シリーズ
ツールNo. 外径×先端角 先端径 大端径 全長 シャンク径 テーパ部長 在庫 標準価格EDP NO. Dc ×α Dc₁ Dc L Ds Lt Stock (Yen)
9106063 6.3 × 60° 1.5 6.3 47 5 ( 4.16)
C
3,600 9106083 8.3 × 60° 2 8.3 52 6 ( 5.46) 4,300 9106104 10.4 × 60° 2.5 10.4 53 ( 6.84) 4,950 9106124 12.4 × 60° 3 12.4 60 8 ( 8.14) 5,270 9106165 16.5 × 60° 4 16.5 65
10(10.83) 6,290
9106205 20.5 × 60° 20.5 69 (14.29) 8,730 9106250 25 × 60° 5 25 75 (17.32) 11,100 9109043 4.3 × 90° 1.3 4.3 40 4 ( 1.5) 2,750 9109053 5.3 × 90° 1.5 5.3 ( 1.9) 2,850 * 9109063 6.3 × 90° 6.3 45 5 ( 2.4) 2,8809109073 7.3 × 90° 1.8 7.3
50 6
( 2.75) 3,400 * 9109083 8.3 × 90° 2 8.3 ( 3.15) 3,4909109094 9.4 × 90° 2.2 9.4 ( 3.6) 3,900 * 9109104 10.4 × 90° 2.5 10.4 ( 3.95) 3,9609109115 11.5 × 90° 11.5
56 8
( 4.5) 4,120 * 9109124 12.4 × 90° 2.8 12.4 ( 4.8) 4,2009109134 13.4 × 90° 13.4 ( 5.3) 4,890 9109144 14.4 × 90° 2.9 14.4 ( 5.75) 4,890 9109150 15 × 90° 3.2 15 60 10 ( 5.9) 4,890
ツールNo. 外径×先端角 先端径 大端径 全長 シャンク径 テーパ部長 在庫 標準価格EDP NO. Dc ×α Dc₁ Dc L Ds Lt Stock (Yen)
* 9109165 16.5 × 90° 3.2 16.5 60
10
( 6.65)
C
4,9609109190 19 × 90° 3.5 19 63 ( 7.75) 6,520 * 9109205 20.5 × 90° 20.5 ( 8.5) 7,1009109230 23 × 90°
3.823
67( 9.6) 8,100
* 9109250 25 × 90° 25 (10.6) 8,6109109260 26 × 90° 26 (11.1) 10,600 9109280 28 × 90° 4 28
71 12(12) 11,400
9109300 30 × 90° 4.2 30 (12.9) 12,300 9109310 31 × 90° 31 (13.4) 13,100 9109340 34 × 90° 4.5 34 107 16 (14.75) 20,900 9109370 37 × 90° 37 111 (16.25) 26,900 9112063 6.3 × 120° 1.5 6.3 44 5 ( 1.39) 3,960 9112083 8.3 × 120° 2 8.3 48 6 ( 1.82) 4,660 9112104 10.4 × 120° 2.5 10.4 ( 2.28) 5,440 9112124 12.4 × 120° 12.4 54 8 ( 2.86) 6,130 9112165 16.5 × 120° 2.8 16.5 57
10( 3.95) 7,350
9112205 20.5 × 120° 3.5 20.5 59 ( 4.91) 9,610 9112250 25 × 120° 3.8 25 62 ( 6.12) 12,400 9109700 *印の7本組セットケース入り 35,200
φDc
φDc₁
60°
L
φDs
φDc
φDc₁
φDs
90°
L
60°シリーズ
90 シリーズ
φDc
φDc₁
L
120°φDs120 シリーズ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
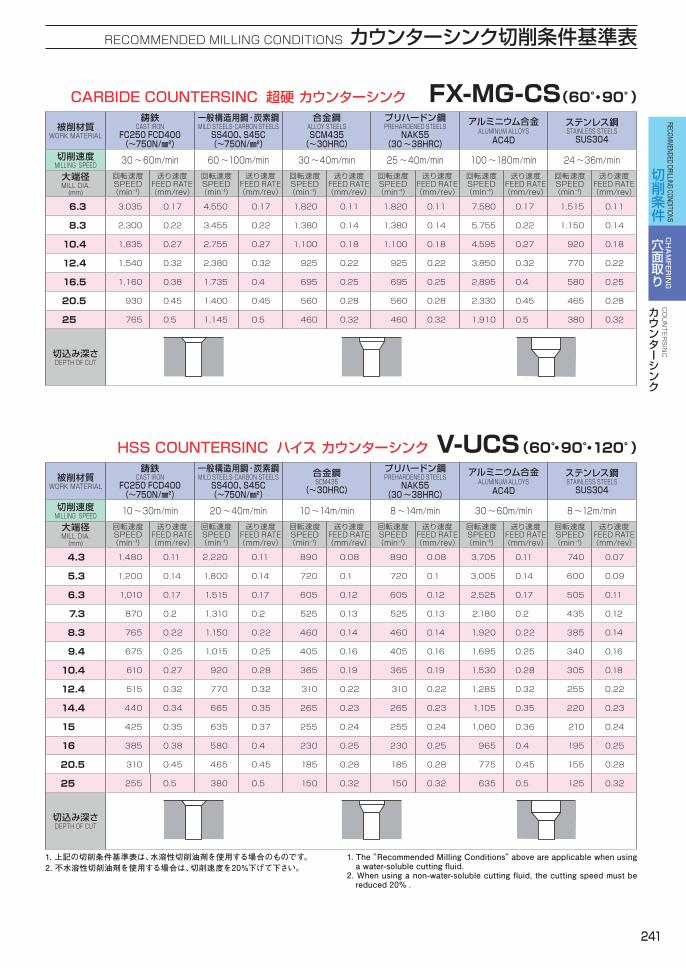
241
RECOMMENDED MILLING CONDITIONS カウンターシンク切削条件基準表COUNTERSINC
カウンターシンク
CHAMFERING
穴面取り
RECOMMENDED DRILLING CONDITIONS
切削条件
被削材質WORK MATERIAL
鋳鉄CAST IRON
FC250 FCD400(~750N/㎜²)
一般構造用鋼・炭素鋼MILD STEELS・CARBON STEELSSS400、S45C(~750N/㎜²)
合金鋼ALLOY STEELSSCM435
(~30HRC)
プリハードン鋼 PREHARDENED STEELS
NAK55(30 ~38HRC)
アルミニウム合金ALUMINUM ALLOYS
AC4D
ステンレス鋼 STAINLESS STEELSSUS304
切削速度MILLING SPEED 30 ~60m/min 60 ~100m/min 30 ~40m/min 25 ~40m/min 100 ~180m/min 24 ~36m/min
大端径MILL DIA.(mm)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
6.3 3,035 0.17 4,550 0.17 1,820 0.11 1,820 0.11 7,580 0.17 1,515 0.11
8.3 2,300 0.22 3,455 0.22 1,380 0.14 1,380 0.14 5,755 0.22 1,150 0.14
10.4 1,835 0.27 2,755 0.27 1,100 0.18 1,100 0.18 4,595 0.27 920 0.18
12.4 1,540 0.32 2,380 0.32 925 0.22 925 0.22 3,850 0.32 770 0.22
16.5 1,160 0.38 1,735 0.4 695 0.25 695 0.25 2,895 0.4 580 0.25
20.5 930 0.45 1,400 0.45 560 0.28 560 0.28 2,330 0.45 465 0.28
25 765 0.5 1,145 0.5 460 0.32 460 0.32 1,910 0.5 380 0.32
切込み深さDEPTH OF CUT
CARBIDE COUNTERSINC 超硬 カウンターシンク FX-MG-CS (60°・90°)
被削材質WORK MATERIAL
鋳鉄CAST IRON
FC250 FCD400(~750N/㎜²)
一般構造用鋼・炭素鋼MILD STEELS・CARBON STEELSSS400、S45C(~750N/㎜²)
合金鋼SCM435
(~30HRC)
プリハードン鋼 PREHARDENED STEELS
NAK55(30 ~38HRC)
アルミニウム合金ALUMINUM ALLOYS
AC4D
ステンレス鋼 STAINLESS STEELSSUS304
切削速度MILLING SPEED 10 ~30m/min 20 ~40m/min 10 ~14m/min 8 ~14m/min 30 ~60m/min 8 ~12m/min
大端径MILL DIA.(mm)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
回転速度SPEED(min-¹)
送り速度FEED RATE(mm/rev)
4.3 1,480 0.11 2,220 0.11 890 0.08 890 0.08 3,705 0.11 740 0.07
5.3 1,200 0.14 1,800 0.14 720 0.1 720 0.1 3,005 0.14 600 0.09
6.3 1,010 0.17 1,515 0.17 605 0.12 605 0.12 2,525 0.17 505 0.11
7.3 870 0.2 1,310 0.2 525 0.13 525 0.13 2,180 0.2 435 0.12
8.3 765 0.22 1,150 0.22 460 0.14 460 0.14 1,920 0.22 385 0.14
9.4 675 0.25 1,015 0.25 405 0.16 405 0.16 1,695 0.25 340 0.16
10.4 610 0.27 920 0.28 365 0.19 365 0.19 1,530 0.28 305 0.18
12.4 515 0.32 770 0.32 310 0.22 310 0.22 1,285 0.32 255 0.22
14.4 440 0.34 665 0.35 265 0.23 265 0.23 1,105 0.35 220 0.23
15 425 0.35 635 0.37 255 0.24 255 0.24 1,060 0.36 210 0.24
16 385 0.38 580 0.4 230 0.25 230 0.25 965 0.4 195 0.25
20.5 310 0.45 465 0.45 185 0.28 185 0.28 775 0.45 155 0.28
25 255 0.5 380 0.5 150 0.32 150 0.32 635 0.5 125 0.32
切込み深さDEPTH OF CUT
HSS COUNTERSINC ハイス カウンターシンク V-UCS (60°・90°・120°)
1. The "Recommended Milling Conditions" above are applicable when using a water-soluble cutting fluid.
2. When using a non-water-soluble cutting fluid, the cutting speed must be reduced 20% .
1. 上記の切削条件基準表は、水溶性切削油剤を使用する場合のものです。2. 不水溶性切削油剤を使用する場合は、切削速度を20%下げて下さい。
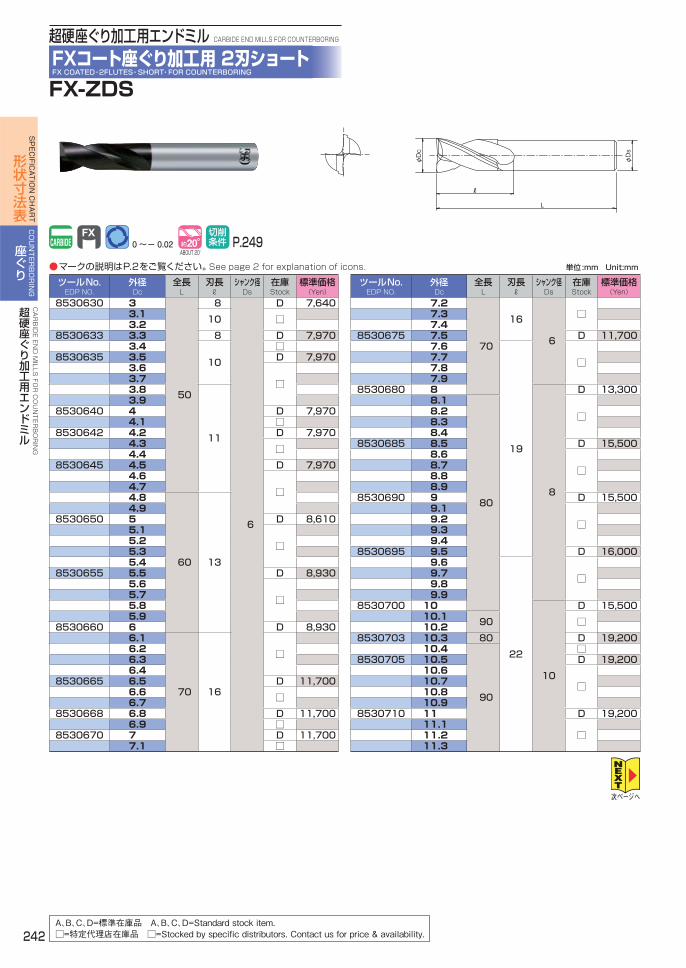
242
COUNTERBORING
座ぐり
CARBIDE END MILLS
FOR COUNTERBORING
超硬座ぐり加工用エンドミル
SPECIFIC
ATION CHART
形状寸法表
0 ~- 0.02
超硬座ぐり加工用エンドミル CARBIDE END MILLS FOR COUNTERBORING FXコート座ぐり加工用 2刃ショートFX COATED・2FLUTES・SHORT・FOR COUNTERBORING
FX-ZDS
L
φDs
φDc
ℓ
P.249● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ABOUT 20°
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
8530630 3
50
8
6
D 7,6403.1 10 □3.2
8530633 3.3 8 D 7,9703.4
10
□8530635 3.5 D 7,970
3.6
□3.73.8
11
3.98530640 4 D 7,970
4.1 □8530642 4.2 D 7,970
4.3 □4.48530645 4.5 D 7,970
4.6
□4.74.8
60 13
4.98530650 5 D 8,610
5.1
□5.25.35.4
8530655 5.5 D 8,9305.6
□5.75.85.9
8530660 6 D 8,9306.1
70 16
□6.26.36.4
8530665 6.5 D 11,7006.6 □6.7
8530668 6.8 D 11,7006.9 □
8530670 7 D 11,7007.1 □
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
7.2
70
16
6
□7.37.4
8530675 7.5 D 11,7007.6
19
□7.77.87.9
8530680 8
8
D 13,3008.1
80
□8.28.38.4
8530685 8.5 D 15,5008.6
□8.78.88.9
8530690 9 D 15,5009.1
□9.29.39.4
8530695 9.5 D 16,0009.6
22
□9.79.89.9
8530700 10
10
D 15,50010.1 90 □10.2
8530703 10.3 80 D 19,20010.4
90
□8530705 10.5 D 19,200
10.6
□10.710.810.9
8530710 11 D 19,20011.1
□11.211.3
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
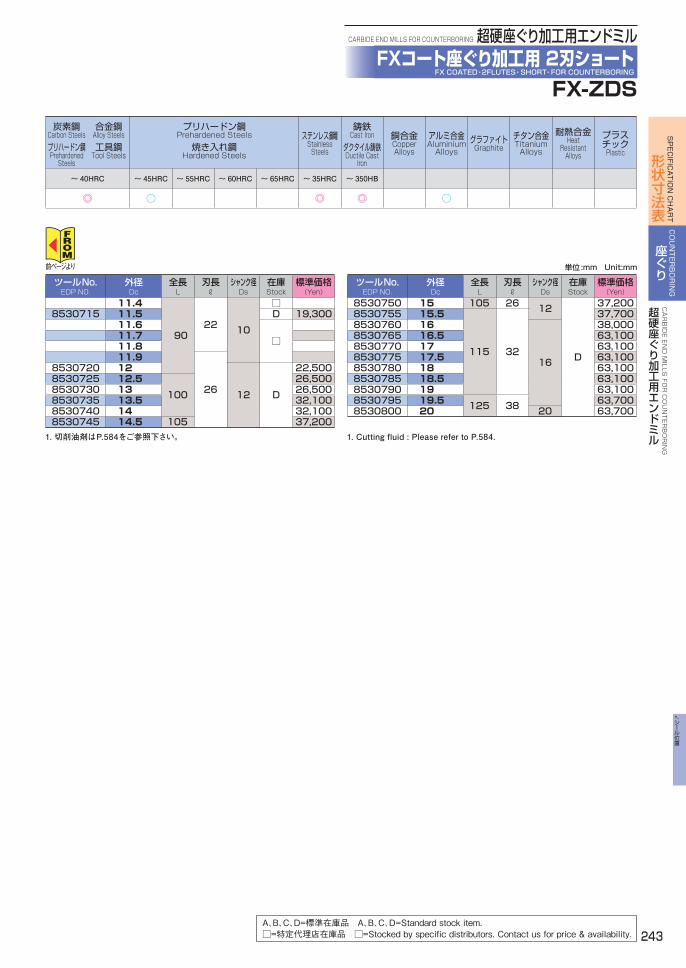
243
COUNTERBORING
座ぐり
CARBIDE END MILLS
FOR COUNTERBORING
超硬座ぐり加工用エンドミル
SPECIFIC
ATION CHART
形状寸法表
CARBIDE END MILLS FOR COUNTERBORING 超硬座ぐり加工用エンドミルFXコート座ぐり加工用 2刃ショート
FX COATED・2FLUTES・SHORT・FOR COUNTERBORING
FX-ZDS炭素鋼
Carbon Steels合金鋼Alloy Steels
プリハードン鋼Prehardened Steels ステンレス鋼
StainlessSteels
鋳鉄Cast Iron 銅合金
CopperAlloys
アルミ合金AluminiumAlloys
グラファイトGraphite
チタン合金Titanium Alloys
耐熱合金Heat
ResistantAlloys
プラスチックPlasticプリハードン鋼
Prehardened Steels
工具鋼Tool Steels
焼き入れ鋼Hardened Steels
ダクタイル鋳鉄Ductile Cast
Iron
~ 40HRC ~ 45HRC ~ 55HRC ~ 60HRC ~ 65HRC ~ 35HRC ~ 350HB
◎ ○ ◎ ◎ ○
1. 切削油剤はP.584をご参照下さい。
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
11.4
9022 10
□8530715 11.5 D 19,300
11.6
□11.711.811.9
26
8530720 12
12 D
22,5008530725 12.5
100
26,5008530730 13 26,5008530735 13.5 32,1008530740 14 32,1008530745 14.5 105 37,200
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
8530750 15 105 26 12
D
37,2008530755 15.5
115 32
37,7008530760 16
16
38,0008530765 16.5 63,1008530770 17 63,1008530775 17.5 63,1008530780 18 63,1008530785 18.5 63,1008530790 19 63,1008530795 19.5 125 38 63,7008530800 20 20 63,700
単位:mm Unit:mm前ページより
1. Cutting fluid : Please refer to P.584.
↑シール位置
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 243 10.10.5 1:02:27 AM

244
COUNTERBORING
座ぐり
SPECIFIC
ATION CHART
形状寸法表
0 ~- 0.02
超硬座ぐり加工用エンドミル CARBIDE END MILLS FOR COUNTERBORING FXコート座ぐり加工用 2刃ミディアムFX COATED・2FLUTES・MEDIUM・FOR COUNTERBORING
FX-ZDN
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ABOUT 20°
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
3
55
11
6 □
3.1
13
3.23.33.43.53.63.73.8
60 16
3.944.14.24.34.44.54.64.74.8
65 19
4.955.15.25.35.45.55.65.75.85.966.1
70 22
6.26.36.46.56.66.76.86.977.1
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
7.2
70
22
6
□
7.37.47.57.6
26
7.77.87.98
8
8.1
80
8.28.38.48.58.68.78.88.999.19.29.39.49.59.6
32
9.79.89.910
10
10.1
90
10.210.310.410.510.610.710.810.91111.111.211.3
次ページへ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
CARBIDE END MILLS
FOR COUNTERBORING
超硬座ぐり加工用エンドミル
L
φDs
φDc
ℓ
229_259_CHAMFERING_B5.indd 244 10.10.8 10:25:59 PM

245
COUNTERBORING
座ぐり
SPECIFIC
ATION CHART
形状寸法表
CARBIDE END MILLS FOR COUNTERBORING 超硬座ぐり加工用エンドミルFXコート座ぐり加工用 2刃ミディアム
FX COATED・2FLUTES・MEDIUM・FOR COUNTERBORING
FX-ZDN
1. 切削油剤はP.584をご参照下さい。
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
11.4
9032 10
□
11.511.611.711.811.9
38
12
12
12.5
1001313.51414.5 105
ツールNo. 外径 全長 刃長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
15 105 38 12
□
15.5
115 45
16
16
16.51717.51818.51919.5 125 5320 20
単位:mm Unit:mm前ページより
1. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
CARBIDE END MILLS
FOR COUNTERBORING
超硬座ぐり加工用エンドミル
229_259_CHAMFERING_B5.indd 245 10.10.5 1:06:37 AM

246
COUNTERBORING
座ぐり
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
8463030 3
50
8
6 D
5,3508463031 3.1
10
5,3508463032 3.2 5,3508463033 3.3 5,3508463034 3.4 5,3508463035 3.5 5,3508463036 3.6 5,3508463037 3.7 5,3508463038 3.8
11
5,3508463039 3.9 5,3508463040 4 5,3508463041 4.1 5,3508463042 4.2 5,3508463043 4.3 5,3508463044 4.4 5,3508463045 4.5 5,3508463046 4.6 5,3508463047 4.7 5,3508463048 4.8
60 13
5,6808463049 4.9 5,6808463050 5 5,6808463051 5.1 5,6808463052 5.2 5,6808463053 5.3 5,6808463054 5.4 5,6808463055 5.5 5,6808463056 5.6 5,6808463057 5.7 5,6808463058 5.8 5,6808463059 5.9 5,6808463060 6 5,6808463061 6.1
70 16
6,0908463062 6.2 6,0908463063 6.3 6,0908463064 6.4 6,0908463065 6.5 6,0908463066 6.6 6,0908463067 6.7 6,0908463068 6.8 6,0908463069 6.9 6,0908463070 7 6,0908463071 7.1 6,090
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
8463072 7.2
70
16
6
D
6,0908463073 7.3 6,0908463074 7.4 6,0908463075 7.5 6,0908463076 7.6
19
6,0908463077 7.7 6,0908463078 7.8 6,0908463079 7.9 6,0908463080 8
8
6,0908463081 8.1
80
6,9208463082 8.2 6,9208463083 8.3 6,9208463084 8.4 6,9208463085 8.5 6,9208463086 8.6 6,9208463087 8.7 6,9208463088 8.8 6,9208463089 8.9 6,9208463090 9 6,9208463091 9.1 6,9208463092 9.2 6,9208463093 9.3 6,9208463094 9.4 6,9208463095 9.5 6,9208463096 9.6
22
6,9208463097 9.7 6,9208463098 9.8 6,9208463099 9.9 6,9208463100 10
10
6,9208463101 10.1
90
8,6708463102 10.2 8,6708463103 10.3 8,6708463104 10.4 8,6708463105 10.5 8,6708463106 10.6 8,6708463107 10.7 8,6708463108 10.8 8,6708463109 10.9 8,6708463110 11 8,6708463111 11.1 8,6708463112 11.2 8,6708463113 11.3 8,670
ハイス座ぐり加工用エンドミル HSS END MILLS FOR COUNTERBORINGVコートCPM 座ぐり加工用 2刃ショートV COATED ・CPM・2FLUTES・SHORT・FOR COUNTERBORRING
VP-ZDS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
HSS END MILLS
FOR COUNTERBORING
ハイス座ぐり加工用エンドミル
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
L
φDs
φDc
ℓ
0 ~- 0.030ABOUT 25°
P.250
次ページへ
座ぐり加工専用のエンドミルです。Specifically designed for counterboring.
229_259_CHAMFERING_B5.indd 246 10.10.5 1:06:44 AM

247
COUNTERBORING
座ぐり
SPECIFIC
ATION CHART
形状寸法表
HSS END MILLS
FOR COUNTERBORING
ハイス座ぐり加工用エンドミル
単位:mm Unit:mm
HSS END MILLS FOR COUNTERBORING ハイス座ぐり加工用エンドミル
VP-ZDS
1. Cutting fluid : Please refer to P.584.
VコートCPM 座ぐり加工用 2刃ショートV COATED ・CPM・2FLUTES・SHORT・FOR COUNTERBORRING
1. 切削油剤はP.584をご参照下さい。
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
前ページより
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
8463114 11.4
9022 10
D
8,6708463115 11.5 8,6708463116 11.6 8,6708463117 11.7 8,6708463118 11.8 8,6708463119 11.9
26
8,6708463120 12
12
8,6708463125 12.5
100
10,9008463130 13 10,9008463135 13.5 10,9008463140 14 10,9008463145 14.5 105 12,1008463150 15 12,1008463155 15.5
115 32
12,8008463160 16
16
13,6008463165 16.5 16,1008463170 17 16,1008463175 17.5 16,1008463180 18 16,1008463185 18.5 18,3008463190 19 18,3008463195 19.5
125 3819,000
8463200 20 20 19,00020.5 □
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L ℓ Ds Stock (Yen)
21125 38
20
□
21.52222.5
135 45
2323.52424.525
140
25
25.54826
26.527
145
5027.52828.5
532929.53030.5
150 563131.532 160 60 32
229_259_CHAMFERING_B5.indd 247 10.10.5 1:06:49 AM

248
CARBIDE END MILLS
FOR COUNTERBORING
超硬座ぐり加工用エンドミル
COUNTERBORING
座ぐり
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L Lc Ds Stock (Yen)
3
100
8
6
□
3.1
10
3.23.33.43.53.63.73.8
11
3.944.14.24.34.44.54.64.74.8
110 13
4.955.15.25.35.45.55.65.75.85.96
120
6.1
16
6.26.36.46.56.66.76.86.977.17.27.37.47.57.6
19
7.77.87.98
130 88.18.28.3
ツールNo. 外径 全長 有効溝長 シャンク径 在庫 標準価格EDP NO. Dc L Lc Ds Stock (Yen)
8.4
130
19
8
□
8.58.68.78.88.999.19.29.39.49.59.6
22
9.79.89.910
150 10
10.110.210.310.410.510.610.710.810.91111.111.211.311.411.511.611.711.811.9
26
12
180 12
12.51313.51414.51515.5
32
16
200 16
16.51717.51818.51919.5 3820 220 20
超硬座ぐり加工用エンドミル CARBIDE END MILLS FOR COUNTERBORING FXコート 座ぐり加工用 ロングシャンク 2刃ショートFX COATED・2FLUTES・SHORT・WITH LONG SHANK・FOR COUNTERBORRING
FX-LS-ZDS
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
1. 切削油剤はP.584をご参照下さい。 1. Cutting fluid : Please refer to P.584.
0 ~- 0.02ABOUT 20°
L
φDs
φDc
ℓ
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 248 10.10.5 1:06:56 AM

249
RECOMMENDED DRILLING CONDITIONS FOR ENDMILLS FOR COUNTERBORING 座ぐり加工用エンドミル切削条件基準表ENDMILLS
FOR COUNTERBORING
座ぐり加工用エンドミル
COUNTERBORING
座ぐり
RECOMMENDED DRILLING CONDITIONS
切削条件
FX-ZDS被削材WORK
MATERIAL
一般構造用鋼・炭素鋼・鋳鉄
MILD STEELS・CARBON STEELS・CAST IRONSS400・S55C・FC250
~750N/mm2
合金鋼・工具鋼ALLOY STEELS・TOOL STEELSSCM・SKT・SKS・SKD
~30HRC
調質鋼・プリハードン鋼(快削)HARDENED STEELS・
PREHARDENED STEELS(FREE-CUTTING)SKT・SKD・NAK55・HPM1
30 ~38HRC
ステンレス鋼・調質鋼STAINLESS STEELS・HARDENED STEELSSUS304・SKD38 ~45HRC
アルミニウム合金ALUMINUM ALLOYA7075
アルミニウム合金鋳物ALUMINUM ALLOY CASTING
<Si 13%
切削速度MILLING SPEED 60~80m/min 40~63m/min 30~50m/min 20~40m/min 80~200m/min 50~150m/min
呼びMILL DIA.(mm)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
3 7,950 360 6,600 295 5,300 240 4,250 155 17,000 915 12,500 575
4 5,950 360 4,950 295 4,000 240 3,200 155 12,500 915 9,550 575
5 4,800 360 3,950 295 3,200 240 2,550 155 10,000 915 7,650 575
6.5 3,650 360 3,050 295 2,450 240 1,950 155 7,850 915 5,900 575
8 3,000 360 2,450 295 2,000 240 1,600 155 6,350 915 4,750 575
9.5 2,500 360 2,100 295 1,700 240 1,350 155 5,350 915 4,000 575
11 2,150 360 1,800 295 1,450 240 1,150 155 4,650 915 3,450 575
14 1,700 360 1,400 295 1,150 240 910 155 3,650 915 2,750 575
20 1,200 360 985 295 795 240 635 155 2,550 915 1,900 575
切込深さDEPTH OF CUT
1. This machining condition table applies to milling workpieces that have been flattened at the top through the removal of the forged surface (on a milling machine).
2. These machining conditions apply to hole depths of 1D or less (D=outer diameter).
3. Use a rigid and precise machine and holder.4. Adjust the rotational speed and the feed rate in accordance with conditions such as the machining shape, machine rigidity, or work holding.
5. When chucking an end mill, keep the runout at the cutting edge below 10μm.6. Please use a suitable fluid with high smoke retardant properlies.7. During Dry (no fluid) milling, please use air blow to remove cutting chips from the milling area and to eliminate chip packing.
8. When machning an inclined plane, adjust the rotational speed and the feed rate in accordance with the angle of the incline (β).
※When the machining incline angle(β) is less than 30°, please reduce the feed to 40 ~60%
※When the machining incline angle (β) is over 30°, please reduce the speed to 60 ~80% , the feed to 20~40%
9. If it is necessary to ensure the locating precision of the hole to be machined, adjust the rotational speed and the feed rate as indicated above (in accordance with the machining precision requirement).
1.この切削条件表は、ワーク上面が平坦で黒皮取り(フライス加工)のしてある加工に使用する場合のものです。
2.この切削条件表は、穴深さが1D以下の場合のものです。3.機械、ホルダは剛性のある精度の高いものをご使用下さい。4.加工形状、機械剛性、ワーク保持等の使用状況により、回転速度、送り速度を調整下さい。
5.エンドミル取り付け時の刃先の振れは、10μm以下に抑えて下さい。6.切削油剤は被削材に適したもので、発煙性の少ないものをご使用下さい。7.乾式の場合には、切りくず詰まりが無いよう、エアブローにて切りくずを除去して下さい。8.斜面部への加工の場合は、加工傾斜角度(β)により、回転速度、送り速度を調整下さい。※加工傾斜角度(β)が30°以下の加工では、上表の送り速度40~60%を目安にご使用下さい。
※加工傾斜角度(β)が30°を超える加工では、上表の回転速度60~80%、送り速度20 ~40%を目安にご使用下さい。
9.加工穴の位置決め精度を必要とする場合は、加工精度に合わせ上記回転速度、送り速度を調整下さい。
突込み深さ 1D以下Plunging Depth ≦ 1D
β
229_259_CHAMFERING_B5.indd 249 10.10.5 1:07:01 AM

250
RECOMMENDED DRILLING CONDITIONS
切削条件
COUNTERBORING
座ぐり
ENDMILLS
FOR COUNTERBORING
座ぐり加工用エンドミル
VP-ZDS被削材WORK
MATERIAL
一般構造用鋼・炭素鋼MILD STEELS・CARBON STEELSSS400・S45C~750N/mm2
合金鋼・工具鋼ALLOY STEELS・TOOL STEELSSCM・SUJ・SKS~30HRC
ステンレス鋼・調質鋼STAINLESS STEELS・HARDENED STEELSSKD・SKT・SUS30 ~40HRC
切削速度MILLING SPEED 16~30m/min 12~25m/min 10~20m/min
呼びMILL DIA.(mm)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
回転速度SPEED(min-1)
送り速度FEED
(mm/min)
3 2,700 80 2,200 65 1,600 48
4 2,000 80 1,600 65 1,200 48
5 1,600 80 1,300 65 960 48
7 1,230 80 980 65 740 48
8 1,000 80 800 65 600 48
10 840 80 680 65 510 48
11 730 80 580 65 440 48
14 570 80 460 65 350 48
20 400 80 320 65 240 48
座ぐり加工用エンドミル切削条件基準表 RECOMMENDED DRILLING CONDITIONS FOR ENDMILLS FOR COUNTERBORING
1. This machining condition table applies to milling workpieces that have been flattened at the top through the removal of the forged surface (on a milling machine).
2. These machining conditions apply to hole depths of 1D or less (D=outer diameter).
3. Use a rigid and precise machine and holder.4. Adjust the rotational speed and the feed rate in accordance with conditions such as the machining shape, machine rigidity, or work holding.
5.Please use a suitable coolant for the work material and apply sufficiently.6.We recommend the FX-ZDS for pre-drilling on an inclined surface or a curved surface.
7.If the problem of hole oversizing occurs, reduce the spindle RPM and feed amount lower than the amounts shown above.
8.We recommend step feeding when you require better chip breakage.9.Pay particular attention to chip evacuation when using a horizontal machining center.
1.この条件表は、ワーク上面が平坦でフライス前加工がしてあることを 前提としたものです。2.この条件表は穴深さが1D以下の場合のものです。3.機械、ホルダは剛性のある精度の高いものをご使用下さい。4.加工物の形状や保持方法の状況によって切削条件を調整して下さい。5.切削油剤は被削材に適したものをご使用いただき、十分に注油下さい。6.斜面や曲面へのドリリング前加工には超硬FX-ZDSを推奨いたします。7.加工穴の拡大が問題となるときは、回転速度、送り量を上表の値より 下げて下さい。8.切りくずを分断する必要があるときはステップ送りを実施して下さい。9.横形マシニングセンタで加工される場合は、特に切りくずの排出に注意下さい。
229_259_CHAMFERING_B5.indd 250 10.10.5 1:07:17 AM

形状寸法表SPECIFICATION CHART
切削条件基準表RECOMMENDED DRILLING CONDITIONS
加工データCUTTING DATA
PAGE リーマ R
EA
ME
R
252
257
258
251
229_259_CHAMFERING_B5.indd 251 10.10.5 1:07:25 AM

252
REAMER
リーマ
CARBIDE REAMER
超硬リーマ
SPECIFIC
ATION CHART
形状寸法表
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
ツールNo. 呼び 全長 刃長 食付き長さ シャンク径 刃数 在庫 標準価格EDP NO. Dc L ℓ ℓc Ds Number of Flutes Stock (Yen)
8900030 0.3
50
4
0.1
2
4 D
7,4408900031~ 8900039 0.31~0.39 8,9308900040 0.4 6,1308900041~ 8900047 0.41~0.47 7,3808900048~ 8900049 0.48~0.49
57,380
8900050 0.5 5,4608900051~ 8900053 0.51~0.53 6,5708900054~ 8900059 0.54~0.59 6 6,5708900060 0.6 5,1308900061~ 8900067 0.61~0.67 8 6,1608900068~ 8900069 0.68~0.69
106,160
8900070 0.7 4,8108900071~ 8900075 0.71~0.75 5,7708900076~ 8900079 0.76~0.79
12
5,7708900080 0.8 4,4908900081~ 8900089 0.81~0.89
0.2
5,3508900090 0.9 4,3108900091~ 8900095 0.91~0.95 5,1608900096~ 8900099 0.96~0.99
14
5,1608900100 1 3,9608900101~ 8900109 1.01~1.09 4,7708900110 1.1 3,9608900111~ 8900118 1.11~1.18 4,7708900119 1.19
16
4,7708900120 1.2 3,9608900121~ 8900125 1.21~1.25 4,7708900126~ 8900129 1.26~1.29
0.3
4,7708900130 1.3 3,9608900131~ 8900139 1.31~1.39 4,7708900140 1.4 3,9608900141~ 8900149 1.41~1.49 4,7708900150 1.5 3,8208900151~ 8900159 1.51~1.59
18
4,5708900160 1.6 3,8208900161~ 8900169 1.61~1.69
0.4
4,5708900170 1.7 3,8208900171~ 8900179 1.71~1.79 4,5708900180 1.8 3,8208900181~ 8900189 1.81~1.89 4,5708900190 1.9 3,8208900191~ 8900199 1.91~1.99
20
4,5708900200 2 3,6408900201~ 8900209 2.01~2.09
0.5 2.5
5,1608900210 2.1 4,3108900211~ 8900219 2.11~2.19 5,1608900220 2.2 4,3108900221~ 8900229 2.21~2.29 5,1608900230 2.3 4,310
CRM
超硬リーマ CARBIDE REAMER 超硬ストレートリーマ CARBIDE STRAIGHT REAMER
ℓcℓ
30゜
φDc
L
φDs
φDs30゜
φDc
ℓcℓ
L
φDc
ℓcℓ
L
30゜
φDs
φ0.3 ~φ3
φ3.01~φ4
φ4.01~φ13.050 ~+ 0.005
次ページへ A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 252 10.10.5 1:07:32 AM

253
CARBIDE REAMER
超硬リーマ
REAMER
リーマ
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 呼び 全長 刃長 食付き長さ シャンク径 刃数 在庫 標準価格EDP NO. Dc L ℓ ℓc Ds Number of Flutes Stock (Yen)
8900231~ 8900236 2.31~2.36
50
20
0.5 2.5
4
D
5,1608900237~ 8900239 2.37~2.39
22
5,1608900240 2.4 4,3108900241~ 8900249 2.41~2.49 5,1608900250 2.5 4,3108900251~ 8900259 2.51~2.59
60
0.6
3
5,7708900260 2.6 4,8108900261~ 8900269 2.61~2.69 5,7708900270 2.7 4,8108900271~ 8900279 2.71~2.79 5,7708900280 2.8 4,8108900281~ 8900289 2.81~2.89
25
5,7708900290 2.9 4,8108900291~ 8900299 2.91~2.99 5,7708900300 3 4,8108900301~ 8900309 3.01~3.09
28
3.5
6,5508900310 3.1 5,4608900311~ 8900315 3.11~3.15 6,5508900316~ 8900319 3.16~3.19
0.8
6,5508900320 3.2 5,4608900321~ 8900329 3.21~3.29 6,5508900330 3.3 5,4608900331~ 8900339 3.31~3.39 6,5508900340 3.4 5,4608900341~ 8900349 3.41~3.49 6,5508900350 3.5 5,4608900351~ 8900359 3.51~3.59
70
4
6,7508900360 3.6 5,6208900361~ 8900369 3.61~3.69 6,7508900370 3.7 5,6208900371~ 8900379 3.71~3.79 6,7508900380 3.8 5,6208900381~ 8900389 3.81~3.89 6,7508900390 3.9 5,6208900391~ 8900399 3.91~3.99 6,7508900400 4 5,6208900401~ 8900409 4.01~4.09
4.5
6
7,5408900410 4.1 6,2908900411~ 8900419 4.11~4.19 7,5408900420 4.2 6,2908900421~ 8900429 4.21~4.29 7,5408900430 4.3 6,2908900431~ 8900439 4.31~4.39 7,5408900440 4.4 6,2908900441~ 8900449 4.41~4.49 7,5408900450 4.5 6,2908900451~ 8900459 4.51~4.59
80
5
8,1408900460 4.6 6,7908900461~ 8900469 4.61~4.69 8,1408900470 4.7 6,7908900471~ 8900475 4.71~4.75 8,1408900476~ 8900479 4.76~4.79
32
8,1408900480 4.8 6,7908900481~ 8900489 4.81~4.89 8,1408900490 4.9 6,7908900491~ 8900499 4.91~4.99 8,1408900500 5 6,7908900501~ 8900509 5.01~5.09
5.5
9,3408900510 5.1 7,7608900511~ 8900519 5.11~5.19 9,3408900520 5.2 7,7608900521~ 8900529 5.21~5.29 9,3408900530 5.3 7,7608900531~ 8900539 5.31~5.39 9,340
CRM超硬ストレートリーマ
CARBIDE STRAIGHT REAMER
CARBIDE REAMER 超硬リーマ
前ページより
次ページへツールNO.は、8900000+(呼び×100)となっています。1.切削油剤はP.584をご参照下さい。
Tool No.:8900000 + Mill Dia. × 1001. Cutting fluid : Please refer to P.584.
↑シール位置
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 253 10.10.5 1:07:39 AM

254
REAMER
リーマ
CARBIDE REAMER
超硬リーマ
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 呼び 全長 刃長 食付き長さ シャンク径 刃数 在庫 標準価格EDP NO. Dc L ℓ ℓc Ds Number of Flutes Stock (Yen)
8900540 5.4
80
32
0.8
5.5
6 D
7,7608900541~ 8900549 5.41~5.49 9,3408900550 5.5 7,7608900551~ 8900559 5.51~5.59
6
9,7108900560 5.6 8,1008900561~ 8900569 5.61~5.69 9,7108900570 5.7 8,1008900571~ 8900579 5.71~5.79 9,7108900580 5.8 8,1008900581~ 8900589 5.81~5.89 9,7108900590 5.9 8,1008900591~ 8900599 5.91~5.99 9,7108900600 6 8,1008900601~ 8900609 6.01~6.09
35
7
11,6008900610 6.1 9,6008900611~ 8900619 6.11~6.19 11,6008900620 6.2 9,6008900621~ 8900629 6.21~6.29 11,6008900630 6.3 9,6008900631~ 8900639 6.31~6.39 11,6008900640 6.4 9,6008900641~ 8900649 6.41~6.49 11,6008900650 6.5 9,6008900651~ 8900659 6.51~6.59 14,0008900660 6.6 11,6008900661~ 8900669 6.61~6.69 14,0008900670 6.7 11,6008900671~ 8900679 6.71~6.79 14,0008900680 6.8 11,6008900681~ 8900689 6.81~6.89 14,0008900690 6.9 11,6008900691~ 8900699 6.91~6.99 14,0008900700 7 11,6008900701~ 8900709 7.01~7.09
90 8
16,0008900710 7.1 13,3008900711~ 8900719 7.11~7.19 16,0008900720 7.2 13,3008900721~ 8900729 7.21~7.29 16,0008900730 7.3 13,3008900731~ 8900739 7.31~7.39 16,0008900740 7.4 13,3008900741~ 8900749 7.41~7.49 16,0008900750 7.5 13,3008900751~ 8900759 7.51~7.59
40
18,2008900760 7.6 15,2008900761~ 8900769 7.61~7.69 18,2008900770 7.7 15,2008900771~ 8900779 7.71~7.79 18,200
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
CRM
超硬リーマ CARBIDE REAMER超硬ストレートリーマ CARBIDE STRAIGHT REAMER
ℓcℓ
30゜
φDc
L
φDs
φDs30゜
φDc
ℓcℓ
L
φDc
ℓcℓ
L
30゜
φDs
φ0.3 ~φ3
φ3.01~φ4
φ4.01~φ13.050 ~+ 0.005
前ページより
次ページへ A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 254 10.10.5 1:07:46 AM

255
CARBIDE REAMER
超硬リーマ
REAMER
リーマ
SPECIFIC
ATION CHART
形状寸法表
ツールNo. 呼び 全長 刃長 食付き長さ シャンク径 刃数 在庫 標準価格EDP NO. Dc L ℓ ℓc Ds Number of Flutes Stock (Yen)
8900780 7.8
90
40
0.8 8
6 D
15,2008900781~ 8900789 7.81~7.89 18,2008900790 7.9 15,2008900791~ 8900799 7.91~7.99 18,2008900800 8 15,2008900801~ 8900809 8.01~8.09
1
9
20,9008900810 8.1 17,4008900811~ 8900819 8.11~8.19 20,9008900820 8.2 17,4008900821~ 8900829 8.21~8.29 20,9008900830 8.3 17,4008900831~ 8900839 8.31~8.39 20,9008900840 8.4 17,4008900841~ 8900849 8.41~8.49 20,9008900850 8.5 17,4008900851~ 8900859 8.51~8.59 23,8008900860 8.6 19,7008900861~ 8900869 8.61~8.69 23,8008900870 8.7 19,7008900871~ 8900879 8.71~8.79 23,8008900880 8.8 19,7008900881~ 8900889 8.81~8.89 23,8008900890 8.9 19,7008900891~ 8900899 8.91~8.99 23,8008900900 9 19,7008900901~ 8900909 9.01~9.09
100
10
25,9008900910 9.1 21,7008900911~ 8900919 9.11~9.19 25,9008900920 9.2 21,7008900921~ 8900929 9.21~9.29 25,9008900930 9.3 21,7008900931~ 8900939 9.31~9.39 25,9008900940 9.4 21,7008900941~ 8900949 9.41~9.49 25,9008900950 9.5 21,7008900951~ 8900959 9.51~9.59
45
28,9008900960 9.6 24,1008900961~ 8900969 9.61~9.69 28,9008900970 9.7 24,1008900971~ 8900979 9.71~9.79 28,9008900980 9.8 24,1008900981~ 8900989 9.81~9.89 28,9008900990 9.9 24,1008900991~ 8900999 9.91~9.99 28,9008901000 10 24,1008901001~ 8901009 10.01~10.09
11
33,8008901010 10.1 28,3008901011~ 8901019 10.11~10.19 33,8008901020 10.2 28,3008901021~ 8901029 10.21~10.29 33,8008901030 10.3 28,3008901031~ 8901039 10.31~10.39 33,8008901040 10.4 28,3008901041~ 8901049 10.41~10.49 33,8008901050 10.5 28,3008901051~ 8901059 10.51~10.59 33,8008901060 10.6 28,3008901061~ 8901069 10.61~10.69 33,8008901070 10.7 28,3008901071~ 8901079 10.71~10.79 33,8008901080 10.8 28,3008901081~ 8901089 10.81~10.89 33,8008901090 10.9 28,3008901091~ 8901099 10.91~10.99 33,800
CRM超硬ストレートリーマ
CARBIDE STRAIGHT REAMER
CARBIDE REAMER 超硬リーマ
前ページより
次ページへツールNO.は、8900000+(呼び×100)となっています。1. 切削油剤はP.584をご参照下さい。
Tool No.:8900000 + Mill Dia. × 1001. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 255 10.10.5 1:07:51 AM

256
REAMER
リーマ
CARBIDE REAMER
超硬リーマ
SPECIFIC
ATION CHART
形状寸法表
● マークの説明はP.2をご覧ください。See page 2 for explanation of icons. 単位:mm Unit:mm
CRM
超硬リーマ CARBIDE REAMER 超硬ストレートリーマ CARBIDE STRAIGHT REAMER
ℓcℓ
30゜
φDc
L
φDs
φDs30゜
φDc
ℓcℓ
L
φDc
ℓcℓ
L
30゜
φDs
φ0.3 ~φ3
φ3.01~φ4
φ4.01~φ13.050 ~+ 0.005
ツールNo. 呼び 全長 刃長 食付き長さ シャンク径 刃数 在庫 標準価格EDP NO. Dc L ℓ ℓc Ds Number of Flutes Stock (Yen)
8901100 11 100
45
1
11
6 D
28,3008901101~ 8901109 11.01~11.09
11012
39,3008901110 11.1 32,9008901111~ 8901119 11.11~11.19 39,3008901120 11.2 32,9008901121~ 8901129 11.21~11.29 39,3008901130 11.3 32,9008901131~ 8901139 11.31~11.39 39,3008901140 11.4 32,9008901141~ 8901149 11.41~11.49 39,3008901150 11.5 32,9008901151~ 8901159 11.51~11.59 39,3008901160 11.6 32,9008901161~ 8901169 11.61~11.69 39,3008901170 11.7 32,9008901171~ 8901179 11.71~11.79 39,3008901180 11.8 32,9008901181~ 8901189 11.81~11.89
50
39,3008901190 11.9 32,9008901191~ 8901199 11.91~11.99 39,3008901200 12 32,9008901201~ 8901300 12.01~13 13 40,7008901301~ 8901305 13.01~13.05 14 40,700
前ページより
ツールNO.は、8900000+(呼び×100)となっています。1. 切削油剤はP.584をご参照下さい。
Tool No.:8900000 + Mill Dia. × 1001. Cutting fluid : Please refer to P.584.
A、B、C、D=標準在庫品 A、B、C、D=Standard stock item. □=特定代理店在庫品 □=Stocked by specific distributors. Contact us for price & availability.
229_259_CHAMFERING_B5.indd 256 10.10.5 1:07:58 AM

257
RECOMMENDED DRILLING CONDITIONS リーマ切削条件基準表CARBIDE REAMER
超硬リーマ
REAMER
リーマ
RECOMMENDED DRILLING CONDITIONS
切削条件
CRM被削材WORK
MATERIAL
低炭素鋼・軟鋼LOW CARBON STEELS
MILD STEELSS15C・SS400
AISI1015
炭素鋼CARBON STEELS45C・S50CAISI1045・1050
合金鋼ALLOY STEELSSCM・SNC・SNCM
アルミニウム合金鋳物ALUMINUM ALLOY
CASTINGSA7075・ADCDIN ALZnMgCul.5D
調質鋼HARDENEDSTEELS
SKT・SKD鋳鉄
CAST IRONFC250
銅・銅合金COPPERC1100DIN ECu57
~40 HRC ~50 HRC切削速度DRILLING SPEED
12~20m/min 10 ~16m/min 8 ~12m/min 15 ~30m/min 6 ~12m/min 4 ~10m/min 8 ~16m/min 10 ~25m/min
呼びREAMERDIA.(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
送り量FEED
(mm/rev)
リーマ代RemovalAmount(mm)
0.3 0.002 ~0.005
0.03 ~0.08
0.002 ~0.005
0.03 ~0.08
0.002 ~0.005
0.03 ~0.08
0.002 ~0.005
0.03 ~0.08
0.001~0.004
0.03 ~0.08 ー ー 0.002 ~
0.0050.03 ~0.08
0.002 ~0.005
0.03 ~0.08
0.5 0.004 ~0.01
0.05 ~0.1
0.004 ~0.01
0.05 ~0.1
0.004 ~0.01
0.05 ~0.1
0.004 ~0.01
0.05 ~0.1
0.003 ~0.009
0.05 ~0.1 ー ー 0.004 ~
0.010.05 ~
0.10.004 ~
0.010.05 ~
0.1
1 0.008 ~0.015
0.05 ~0.1
0.008 ~0.015
0.05 ~0.1
0.008 ~0.015
0.05 ~0.1
0.008 ~0.015
0.05 ~0.1
0.007~0.014
0.05 ~0.1 ー ー 0.008 ~
0.0150.05 ~
0.10.008 ~0.015
0.05 ~0.1
2 0.018 ~0.03
0.05 ~0.15
0.018 ~0.03
0.05 ~0.15
0.018 ~0.03
0.05 ~0.15
0.018 ~0.03
0.05 ~0.15
0.015 ~0.027
0.05 ~0.15 ー ー 0.018 ~
0.030.05 ~0.15
0.018 ~0.03
0.05 ~0.15
3 0.028 ~0.045
0.1~0.2
0.028 ~0.045
0.1~0.2
0.028 ~0.045
0.1~0.2
0.028 ~0.045
0.1~0.2
0.023 ~0.04
0.1~0.2
0.012 ~0.03
0.03 ~0.08
0.028 ~0.045
0.1~0.2
0.028 ~0.045
0.1~0.2
4 0.04 ~0.06
0.1~0.2
0.04 ~0.06
0.1~0.2
0.04 ~0.06
0.1~0.2
0.04 ~0.06
0.1~0.2
0.032 ~0.052
0.1~0.2
0.015 ~0.035
0.03 ~0.08
0.04 ~0.06
0.1~0.2
0.04 ~0.06
0.1~0.2
5 0.05 ~0.09
0.1~0.2
0.05 ~0.09
0.1~0.2
0.05 ~0.09
0.1~0.2
0.06 ~0.09
0.1~0.2
0.04 ~0.08
0.1~0.2
0.02 ~0.05
0.03 ~0.08
0.05 ~0.09
0.1~0.2
0.05 ~0.09
0.1~0.2
6 0.06 ~0.12
0.1~0.2
0.06 ~0.12
0.1~0.2
0.06 ~0.12
0.1~0.2
0.07~0.13
0.1~0.2
0.05 ~0.1
0.1~0.2
0.025 ~0.055
0.03 ~0.08
0.06 ~0.12
0.1~0.2
0.06 ~0.12
0.1~0.2
8 0.08 ~0.15
0.1~0.2
0.08 ~0.15
0.1~0.2
0.08 ~0.15
0.1~0.2
0.08 ~0.18
0.1~0.2
0.06 ~0.13
0.1~0.2
0.03 ~0.075
0.03 ~0.08
0.08 ~0.15
0.1~0.2
0.08 ~0.15
0.1~0.2
10 0.1~0.2
0.1~0.2
0.1~0.2
0.1~0.2
0.1~0.2
0.1~0.2
0.1~0.23
0.1~0.3
0.08 ~0.18
0.1~0.2
0.04 ~0.08
0.03 ~0.08
0.1~0.2
0.1~0.2
0.1~0.2
0.1~0.2
12 0.12 ~0.22
0.1~0.2
0.12 ~0.22
0.1~0.2
0.12 ~0.22
0.1~0.2
0.12 ~0.28
0.1~0.3
0.1~0.2
0.1~0.2
0.04 ~0.09
0.03 ~0.08
0.12 ~0.23
0.1~0.2
0.12 ~0.23
0.1~0.2
13 0.13 ~0.23
0.1~0.2
0.13 ~0.23
0.1~0.2
0.13 ~0.23
0.1~0.2
0.13 ~0.3
0.1~0.3
0.1~0.21
0.1~0.2
0.04 ~0.1
0.03 ~0.08
0.13 ~0.25
0.1~0.2
0.13 ~0.25
0.1~0.2
1.切削油剤の供給は充分に行なって下さい。2.チャックは精度の高いものをご使用下さい。3.加工物や機械の剛性によっては条件を変える必要があります。
1. Apply the appropriate amount of cutting fluid.2. Use a rigid and precision holder.3. The cutting conditions may need to be changed, depending on the work material and machine rigidity.
リーマ特殊品製作事例REAMER SPECIALLY MADE UPON REQEST
超硬ヘリカルリーマ(テーパシャンク)CARBIDE HELICAL REAMER(TAPER SHANK TYPE)
超硬ヘリカルリーマ(ストレートシャンク)CARBIDE HELICAL REAMER(STRAIGHT SHANK TYPE)
229_259_CHAMFERING_B5.indd 257 10.10.5 1:08:03 AM

258
REAMER
リーマ
CUTTING DATA
加工データ
加工データ CUTTING DATA
0
2
4
6
8
10
12
14
16
0 0.1 0.2 0.3一回転当たりの送り量(mm/rev)
0.1 0.2 0.3一回転当たりの送り量(mm/rev)
面粗さRy(μm)
-50
拡大代(μm)
-4-3-2
-10
1
23
45
Feed Feed
0
2
4
6
8
10
12
14
16
S50C FC250 SUS304
面粗さRy(μm)
ADC10 S50C FC250 SUS304 ADC10-5
拡大代(μm)
-4-3
-2
-1
0
1
2
3
4
5
切削速度による面粗さ・拡大代の変化 The surface roughness and amount of oversize at different cutting speeds.
一回転あたりの送り量による面粗さ・拡大代の変化 The surface roughness and amount of oversize at different feed rates per revolution.
各種被削材による面粗さ・拡大代の比較 The surface roughness and amount of oversize for different work material.
真円度・面粗さの実例 Example of Circularity
●切削条件 Cutting Conditions
0
2
4
6
8
10
12
14
16
0 10 20 30-50 10 20 30
切削速度(m/min)Cutting speed 切削速度(m/min)Cutting speed
面粗さRy(μm) 拡大代(μm)
-4-3
-2
-1
0
1
2
3
4
5
▼一回転当たりの送り量と面粗さRoughness
▼一回転当たりの送り量と拡大代Amount of oversize
▼各種被削材の面粗さRoughness
▼各種被削材の拡大代Amount of oversize
倍率:2,000倍Magnification:X2,000
真円度:3.64μmCircularity
※拡大代は、リーマ実寸に対しての拡大代です。The amount of over size was determined from the actual reamer size.
▼切削速度と面粗さRoughness
▼切削速度と拡大代Amount of oversize被削材質
Work Material S50C (JIS S50C,AISI 1050)
リーマサイズ Reamer Size 10mm
送り量Feed 0.2mm/rev
下穴径Drill Hole Size 9.8mm
切削油剤 Cutting Fluid
水溶性Water-Soluble Fluid
被削材質 Work Material
S50C(JIS S50C,AISI 1050)
リーマサイズ Reamer Size 10mm
切削速度 Drilling Speed 15m/min
下穴径Drill Hole Size 9.8mm
切削油剤 Cutting Fluid
水溶性Water-Soluble Fluid
リーマサイズReamer Size 10mm
切削速度 Drilling Speed
15m/min(ADC 10のみ30m/min)
送り量Feed 0.2mm/rev
下穴径Drill Hole Size 9.8mm
切削油剤 Cutting Fluid
水溶性Water-Soluble Fluid
被削材質Work Material
S50C(JIS S50C,AISI 1050)
リーマサイズ Reamer Size 10mm
切削速度Drilling Speed 15m/min
送り量Feed 0.2mm
下穴径 Drill Hole Size 9.8mm
●切削条件 Cutting Conditions
●切削条件 Cutting Conditions
●切削条件 Cutting Conditions
229_259_CHAMFERING_B5.indd 258 10.10.5 1:08:10 AM